
コンポジット構造に用いるハイブリッド三次元織り/積層支材
【課題】コンポジット構造を補強するために用いる織りプリフォーム、およびそのようなプリフォームを製造する技術の提供。
【解決手段】織りプリフォームは、一緒に織った複数の層をもつ中央部分を備える。プリフォームは、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第1の端部部分を含む。プリフォームは、また、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第2の端部部分を含む。第1および第2の端部部分における複数の個別の織り層の間に入っているのは、バイアス層である。また、第1および第2の端部部分には、厚さ方向の補強がある。個別の織り層およびバイアス層を横切る補強繊維が、それらの層を固定し補強する。
【解決手段】織りプリフォームは、一緒に織った複数の層をもつ中央部分を備える。プリフォームは、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第1の端部部分を含む。プリフォームは、また、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第2の端部部分を含む。第1および第2の端部部分における複数の個別の織り層の間に入っているのは、バイアス層である。また、第1および第2の端部部分には、厚さ方向の補強がある。個別の織り層およびバイアス層を横切る補強繊維が、それらの層を固定し補強する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、強化コンポジット構造に用いる三次元織りプリフォームの幾何学的な構成に関し、そのコンポジット構造は、その構造の1あるいは2以上の端部が準等方性あるいは多方向性に強化され、しかも、他のすべての部分がほぼ一方向に強化されている。また、プリフォームは、強化繊維を厚さ方向に入れることにより、厚さ方向全体の補強も付加されている。
【背景技術】
【0002】
構造的な構成要素あるいは部品を製造するために、強化コンポジット材料を用いることは、今や一般的である。特に、重さが軽いこと、強固、丈夫、耐熱性、自らを支える能力、および形作る上で適合するという、好ましい特性が求められるところでは広く普及している。そのような構成要素あるいは部品は、たとえば、レース艇やレーシングカーなどのレクレーション分野だけでなく、航空、航空宇宙産業、人工衛星、およびその他のたくさんの分野で用いられる。三次元の布は、通常、3つの方向に方向付けられた繊維から構成される。各繊維は、他の繊維に対して垂直方向、すなわち、X、YおよびZ軸方向に伸びる。
【0003】
そのような布から形成される構成要素あるいは部品は、典型的に、マトリックス材料の中に埋め込んだ強化素材から構成される。強化の構成部分は、ガラス、炭素、セラミックス、アラミド(たとえば、デュポン社の商品名「ケブラー」)、ポリエチレン、および/または、物理的、熱的、化学的および/またはその他の好ましい特性、第1には応力に対する大きな耐久性を示すその他の材料から構成される。そのような強化材料、それらは結局は完成品の構成要素になるのであるが、それらを使用するとき、たとえば非常に大きな強度のようなそれら強化素材の望ましい特性が、完成したコンポジット部品に授けられることになる。構成要素である強化材料は、典型的には、織られたり編まれたり、あるいはその他のやり方で強化プリフォームのための好ましい形状および形に形成される。通常、選択理由である強化材料の特性を最大限に活用するように注意が図られる。また、そのような強化プリフォームについては、マトリックス材料と組み合わせることにより必要な完成品を得たり、あるいは、完成品の最終生産のために役立つ在庫品を得る。
【0004】
必要な強化プリフォームを構成した後、マトリックス材料をそのプリフォームを加えて組み込む。それにより、強化プリフォームは、マトリックス材料で包まれ、マトリックス材料は強化プリフォームの構成要素の間のすき間部分を埋める。マトリックス材料としては、たとえば、エポキシ、ポリエステル、ビニル−エステル、セラミックス、炭素および/またはその他の材料で、必要とする物理的、熱的、化学的および/または他の特性を示すものなど、いろいろな材料を広く適用することができる。マトリックスとして用いる材料としては、強化プリフォームの材料と同じものでも良いし、異なるものでも良く、また、物理的、化学的、熱的あるいは他の特性が類似したものでも良いし、類似しないものでも良い。しかし、通常、それらは強化プリフォームと同じ材料ではなく、また、物理的、化学的、熱的あるいは他の特性が類似しない。なぜなら、第1にコンポジットを用いる通常の目的は、ただ一つの構成材料だけでは得ることができない組合せ特性を完成品で得ることにあるからである。
【0005】
強化プリフォームおよびマトリックス材料は、そのように組み合わされた後、熱硬化処理あるいは他の公知の方法で同じ作業工程において硬化および安定化され、さらに、目的とする構成部品を製造するための他の作業工程に入る。そのように硬化した時点において、マトリックス材料の固体化したものが、通常、強化材料(たとえば、強化プリフォーム)に非常に強く付着していることに気付くことが大事である。結局、完成品上の応力が、繊維間の接着剤として機能するそのマトリックス材料を特に通して、補強された強化プリフォームの構成材料に有効に移され保持される。
【0006】
一般に、シンプルな二次元織り布あるいは一方向性の繊維は、材料供給者から取引先へと送られ、取引先では、パターンを切り出し、積層して最終部品を形成する。最もシンプルな織り材料は平織りであり、実質的に、2つの方向だけの繊維を備える二次元の構造である。それらは、2組の糸を互いに垂直になるように織り交ぜることにより形成する。二次元に織るとき、一方の0°の糸を縦繊維あるいは縦糸といい、他方の90°の糸を横繊維あるいは横糸という。樹脂トランスファー成形のために、一組の織り布を積層形態にし、それを金型の中に置き、樹脂を注入する。これらの布は、「切って縫う(cut and sew)」技術あるいは熱的な加工のいずれかによって前もって形成し、樹脂バインダを用いて「取付け(tacked)」を行う。
【0007】
しかし、二次元の織り構造には限界がある。前もって形成する工程は、積層に多くの手間がかかる。また、二次元の織り構造は、0°および90°の軸に沿う方向以外においては強度あるいは伸縮の耐性がなく、特に、繊維の軸から離れた角度における耐性がない。このような起こりうる制限を減じる一つの方法は、織りに対しバイアス繊維を加えることであり、加える繊維としては、中間の角度で(好ましくは横糸の繊維軸に±45°となるよう)布を横切るように織り込んだものが良い。
【0008】
シンプルな織りプリフォームは、また、単一の層である。これは、材料に可能な強度を制限する。これに対する可能な解決策の一つは、繊維のサイズを大きくすることである。もう一つの解決策は、多数の層あるいは重ねを用いる方法である。多層にする付加的な利点は、異なる層における縦糸および横糸の各軸が異なる方向を向くように方向付けることによって、上に述べたバイアス繊維と同様に働くことである。しかし、それらの層が、単一の層を樹脂で積層した積重ね体であるなら、層が剥がれるという問題がある。また、各層を一緒に縫うとすれば、縫い工程の間に織った繊維の多くにダメージを与え、全体の引っ張り強度に悪い影響がある。加えて、多数の層の積層および積重ねの両方において、通常、層を整列させるために積重ね作業に手間がかかる。代わりに、各層を織り工程の一部として織り込むことができる。しかし、布に対し、特にバイアス繊維を一体にして多層を織り込むことには、難しい問題がある。
【0009】
コンポジット材料を用いて構造的な部品を製造する一例として、支材(strut)および支柱(brace)の製造がある。支材および支柱は、一般的に、その構造の各端にラグがある中央コラムを備える。それらのラグは、オスあるいはメス(クレビス)のいずれかの形態であり、支材あるいは支柱を構造に取り付け、構造を補強あるいは支えるために用いる。前に述べたように、コンポジット構造の強度の増大を図るために、支材および支柱のラグおよびコラム部分に対して多数の層あるいは積重ねを行う。多数の層を用いれば、個々の層を0°および90°の方向だけでなく、たとえば±45°となるよう別のバイアスの方向から補強することができるという利点がある。しかし、たとえば、樹脂で一緒に積層するとすれば、層の剥離が問題となる。
【0010】
積層のラグについては、多くの例がある。その中のいくつかは、ハイブリッド材料(すなわち、炭素とチタンとを交互に重ね合わせ)を用いているが、積層ラグは三次元の織りコラムと結合されていない。積層コンポジットラグについて非常に大きな負荷に耐えられる構造の試験研究が、いくつかの政府資金のプログラムにおいて示されている。しかし、出願人が知る限り、それらのプログラムでは、三次元の織りプリフォームを用いるという考えはない。
【0011】
このように、支材および支柱に用いる三次元プリフォームであって、積層ラグの端部あるいは部分および一体構造の三次元織り中央コラムを備えるものが求められる。プリフォームの中央部分に三次元構造を用いるならば、厚いコンポジットにおいて切断し揃えて重ね層を得るという手間を減じることができるし、今までの積層コンポジットに比べてダメージを受けることが少なくなる。また、端部で独立した層にするならば、積層に特別な特性をもつように仕立てることができる。特に、補強繊維を1あるいは2以上の角度で入れることによって、一部あるいはプリフォームを全体的に厚さ方向に補強することができる。
【0012】
したがって、三次元の中央部分を独立の織り層で構成した補強積層ラグ端部と一体にした織りプリフォームが要望されるところである。
【発明の概要】
【0013】
そこで、この発明の第1の目的は、織り込みコラム部分と、コンポジット構造に用いるため、独立の織り布が重なったラグ端部とを備える三次元織りプリフォームを提供することである。
【0014】
さらに、この発明の目的は、厚いコンポジット構造のための織りプリフォームであって、その構造の1あるいは2以上の端部が準等方性あるいは多方向性に強化され、しかも、他のすべての部分がほぼ一方向に強化されているものを提供することである。
【0015】
この発明の他の目的は、ラグ端部の一方あるいは両方を厚さ方向に補強し、ダメージを受けにくくし、しかも、厚さ方向全体の特性を改善した織りプリフォームを提供することにある。
【0016】
この発明のさらに他の目的は、集中した大きな負荷を保持するために用いることができるコンポジット構造を提供することにある。
【0017】
この発明によれば、これらおよび他の目的ならびに利点を得ることができる。この点、この発明は、コンポジット構造を補強するために用いる織りプリフォーム、およびそのようなプリフォームを製造する技術を狙いとする。織りプリフォームは、一緒に織った複数の層をもつ中央部分を備える。プリフォームは、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第1の端部部分を含む。プリフォームは、また、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第2の端部部分を含む。第1および第2の端部部分における複数の個別の織り層の間に入っているのは、バイアス層である。さらに、ここに示す実施例の中には、単一のラグ端部およびコラム部分の端部をもつ織りフォームを構成する。
【0018】
他の見方からすれば、この発明は、第1および第2の端部部分における個別の織り層およびバイアス層に加わった、厚さ方向にわたる補強をもつ三次元織りプリフォームに向かうものである。そのような厚さ補強によれば、マイクロメカニックスを変え、早期の故障の原因となる局所的な座屈を減じることによって、プリフォームの圧縮強度(耐圧強度)を増大することになる。さらには、厚さ方向にわたる補強により、厚さ方向の強度および剛性、ならびに剪断強度を増すことは勿論のこと、衝撃に伴う剥離を小さく抑えることによって、コンポジット部分のダメージを受けにくくすることができる。
【0019】
さらに、他の見方からすれば、この発明は、ここで示す織りプリフォームを用いて構成した三次元の補強コンポジット構造に向かうものである。補強コンポジット構造は、一方向に強化された中央部分と、準等方性あるいは多方向性に強化された第1および第2の端部部分とを備える。あるいはまた、第1および第2の端部部分について、プリフォームの厚さ方向にある角度で補強繊維を入れることにより、厚さ方向の補強を行うこともできる。補強コンポジット構造は、また、一方の端部にコラム部分、そして、他方の端部にラグ部分をもつように構成することもできる。
【0020】
この発明を特徴づけるいろいろな新規な特徴について、この開示の一部である添付の各請求項に特に示している。この発明、ならびに、それを使用することによって得る作用効果および特定の目的について良く理解するため、詳細な説明を参照されたい。そこには、この発明の好ましい実施形態が図面に示されている。図面中、対応する構成要素に対しては、同じ参照番号を付けてある。
【図面の簡単な説明】
【0021】
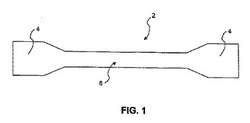
【図1】オス形態であるラグ端部を伴う中央部分を備える、コンポジット構造の平面図である。
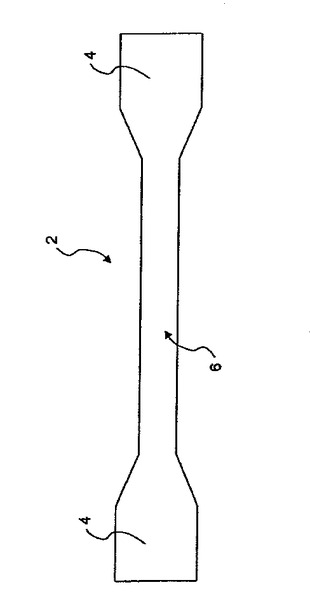
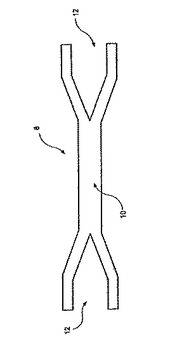
【図2】メスあるいはクレビス形態であるラグ端部を伴う中央部分を備える、コンポジット構造の平面図である。
【図3】この発明の一実施例であるプリフォームの平面図である。
【図4A】この発明の一実施例であるプリフォームであり、対称的な形態のラグ端部をもつものの平面図である。
【図4B】この発明の一実施例であるプリフォームであり、対称的な形態のラグ端部をもつものの平面図である。
【図4C】この発明の一実施例であるプリフォームであり、非対称的な形態のラグ端部をもつものの平面図である。
【図4D】この発明の一実施例であるプリフォームであり、非対称的な形態のラグ端部をもつものの平面図である。
【図5A】この発明の一実施例であるプリフォームであり、メス形態のラグ端部をもつものの平面図である。
【図5B】この発明の一実施例であるプリフォームであり、メス形態のラグ端部をもつものの平面図である。
【図6A】この発明の一形態であるプリフォームの一部の拡大図であり、プリフォーム層を横切る補強繊維を示し、ラグ端部の補強繊維が層の面に対して垂直になった例である。
【図6B】この発明の一形態であるプリフォームの一部の拡大図であり、プリフォーム層を横切る補強繊維を示し、ラグ端部の補強繊維が層面に垂直な方向に対して角度をもった例である。
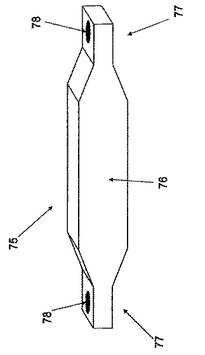
【図7】この発明の一形態であるコンポジット構造の三次元の図であり、オス形態で丸い貫通開口があるラグ端部を伴う中央コラムを備えている。
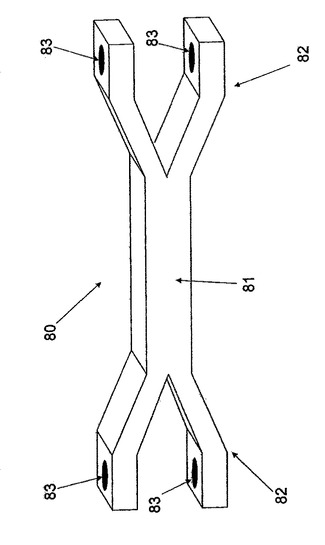
【図8】この発明の一形態であるコンポジット構造の三次元の図であり、メスあるいはクレビス形態で丸い貫通開口があるラグ端部を伴う中央コラムを備えている。
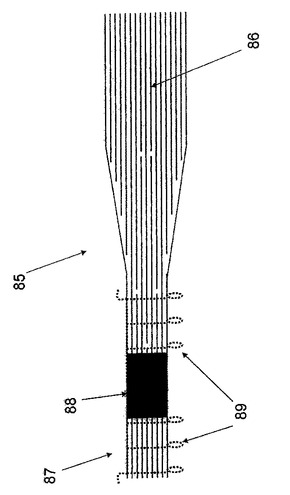
【図9】この発明の一形態であるプリフォームのラグ端部であって、厚さ方向に補強したものを拡大した平面図であり、補強繊維がラグ端部全体に一様に分布されている。
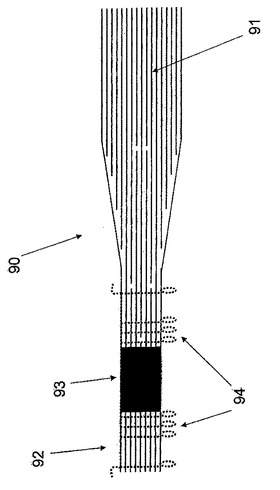
【図10】この発明の一形態であるプリフォームのラグ端部であって、厚さ方向に補強したものを拡大した平面図であり、補強繊維が貫通開口の縁周りに集中している。
【詳細な説明】
【0022】
さて、この発明について添付図面を参照しながらさらに詳しく説明する。図面には、発明の好ましい実施例を示している。しかし、この発明は、多くの異なる形で実施することができ、ここに図示した実施例に限定されるものではない。むしろ、図示した実施例は、この開示が一貫した完結したものであり、当業者に対し、この発明の範囲を充分に伝えるであろう。
【0023】
以下の説明において、同様の参照番号は、図の全体を通して、同様か、あるいは対応する部分を示す。その上、以下の説明において、「上部」、「下部」、「最上部」および「最下部」ならびに類似の表現は、便宜上の用語であり、その用語に限定されるわけではない。
【0024】
この発明は、プリフォームについての考え方であり、その構造の1あるいは2以上の端部を準等方性あるいは多方向性に強化し、しかも、他のすべての部分をほぼ一方向に強化したコンポジット構造あるいはビームである。この構成は、たとえば、支材および支柱のような集中した大きな負荷を保持しなければならない構造にとって好ましい。準等方的あるいは多方向的に強化した端部は、良好な支持特性、ならびに、よりバランスした張力、圧縮力、および剪断強度を提供し、構造のラグ端部として相応しい。これらのラグ端部としては、オスあるいはメス(クレビス)のいずれかの形態を取ることができる。一方向の(強化)部分は、軸方向の剛性が高いので、コラムの座屈や破壊を防ぐことができる。したがって、それは、支材や支柱の主コラムとして相応しい。図1に示す支材あるいは支柱2は、ラグ半部4と三次元の主コラム部分6とを備える。図1のラグ端部4は、オス形態である。また、図2は、三次元の主コラム部分10と、メスあるいはクレビス形態のラグ端部12を備える支材あるいは支柱8を示す。
【0025】
プリフォームの中央部分に三次元構造を用いることによって、厚いコンポジットにおいて切断し揃えて重ね層を得るという手間を減じることができるし、今までの積層コンポジットに比べてダメージを受けることが少なくなる。また、端部で独立した層にするならば、積層に特別な特性をもつように仕立てることができる。明らかにしたように、ラグ端部は、準等方的あるいは多方向的に強化するのであるが、それらは、実際上どのような積層構造をも取ることができる。
【0026】
この発明のプリフォームは、多数の層、およびそれと同様の多数の個別のバイアス層から構成される三次元の織り部分を備える。三次元織り部分品の中央コラム部分において、層のすべてを織り合わせるか、あるいは一体に織ることにより、織り材料の一体的なブロックを形作っている。この部分に用いる繊維構成は、厚いプリフォームについての今までのパターンのいずれでも良い。それに限定されるわけではないが、層重ね(ply-to-ply)、厚さ方向(through thickness)、角編み(angle interlock)、あるいは直交の構成がある。この構造の端部においては、個々の層を互いに独立に織り、0°および90°の方向に補強した積層布を形成する。ここで、0°は、その構造の長手方向に沿っている。バイアス層あるいは重ねについては、たとえば±45°方向のように0°/90°方向に追加した方向の補強を別に構成するが、0°/90°の層間に入り、通常の積層を形成する。このバイアス層あるいは重ねは、縦糸および横糸の繊維あるいはヤーンを用いて織ることができるし、不織あるいは編み、または0°あるいは90°に方向付けした繊維配列でも良い。以下の図面において、縦糸方向は0°の方向に沿う方向、あるいは構造の長さに沿う方向であり、矢印100で示す。
【0027】
中央あるいはコラム部分を含むプリフォームを構成するすべての層は、ジャカード織り機および取込みシャットルを用いて、縦糸繊維あるいはヤーンと横糸繊維あるいはヤーンとを織っているが、層を織るために、通常の織り技術を用いることもできる。繊維あるいはヤーンとしては、合成あるいは天然の材料のいずれをも用いることができる。限定されるわけではないが、たとえば、炭素、ナイロン、レーヨン、ポリエステル、ガラス繊維、コットン、ガラス、セラミックス、アラミドおよびポリエチレンなどがある。完成した織りプリフォームは、次に、織り/積層コンポジット構造に処理加工される。この処理加工に際しては、マトリックス材料を導入する。マトリックス材料としては、限定するわけではないが、たとえば、エポキシ、ポリエステル、ビニル−エステル、セラミックス、炭素および/または他の材料を用いることができる。他の材料としては、必要とする物理的、熱的、化学的および/または他の特性を示すものである。また、マトリックス材料の導入には、一般的な技術を用いることができ、限定するわけではないが、たとえば、樹脂トランスファー成形あるいは化学気相浸透などを用いる。
【0028】
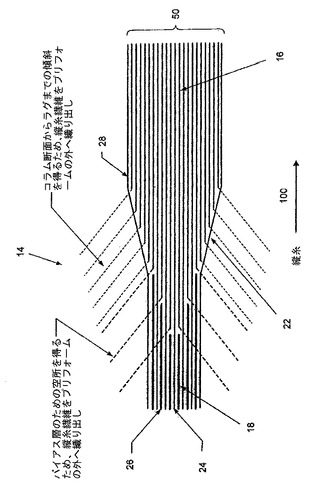
この発明の一実施例であるが、図3は、厚い中央部分16を含む構造14の一部分であり、その中央部分16の各サイドに2つの薄いオス形態のラグ端部18を一体に備えるものを示す。図3から分かるように、厚い中央部分16は一体構造の三次元織りコラムであり、織り合わせるか、一体に織った多数の織り層から構成される。薄いオス形態のラグ端部18を形作るため、厚い中央コラム16からの縦糸繊維の層をプリフォームの外に織り出し、コラム16から薄いラグ端部18までが傾斜部22となっている。
【0029】
プリフォームの外に必要な数の縦糸繊維を織り出し、コラムを必要なラグ厚さまで傾斜させたら、縦糸繊維のさらなる層は、薄いラグ端部18でプリフォームから外に織り出し、バイアス布層にギャップあるいは空所を形成する。薄いラグ端部18の部分の残りの縦糸繊維については、コラムあるいは中央部分16の中の複数の層50と一体に織り、構造の長さ方向に連続させ、それにより、互いに独立に織った重ね層24の個別の層を形成する。この重ね層あるいは布の積み重ねによって、薄いラグ端部18を0°および90°の方向に強化する。0°/90°の重ね層24は互いに織り合わさっていないので、たとえば±45°方向のようなさらなる方向を強化するバイアス層26は、0°/90°の層24間のギャップに入り、布の積み重ねを形成する。マトリックス材料が施されるとき、その積み重ねは積層構造を形作り、薄いラグ端部18を準等方的あるいは多方向的に強化する。さらに、図3が示すように、構造は、連続した表面繊維28を備えるが、それは厚いコラム16の最も外部の縦糸繊維によるものである。
【0030】
以上に述べた実施例では、中央部分16の各サイドに2つの薄いラグ端部18を伴うものの構造を示したが、それとは異なり、単に1つの薄いラグ端部を備える構造の実施例にすることもできる。そのような場合、一体構造の三次元織りの中央部分16と同様な1つの端部と、上述したような薄いラグ端部の1つとを備える構造となる。このように構成される構造は、図3のものと非常に似たものである。
【0031】
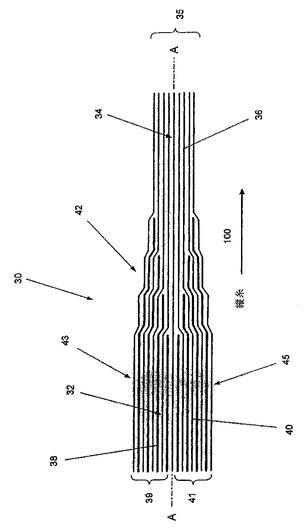
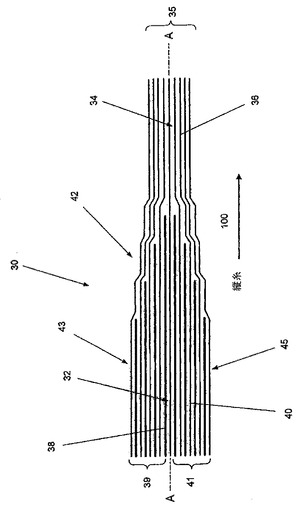
この発明の他の実施例を図4A〜4Dに示す。その構造30は、一体構造の三次元織り中央部分34よりも厚い2つのラグ端部32を備える。前の実施例の場合と同様、中央コラム部分34は、織り合わせるか、一体に織った多数の織り層35から構成される。しかし、この構成において、厚いラグ端部32を形作るために、縦糸繊維36をコラム部分34から織り出すことは必要がない。その代わり、コラム部分34を構成するために用いる縦糸繊維36のすべてを、厚いラグ端部32を構成するために用いる。しかし、コラム部分34からの縦糸繊維36は、厚いラグ端部32で互いに織り合わせることをしない。それにより、バイアス層38が厚いラグ端部32における縦糸繊維40の間に入り、それらが0°/90°方向を強化する層となる。したがって、厚いラグ端部32は、0°/90°に方向付けした層あるいは布と、たとえば±45°方向のように0°/90°以外の方向に方向付けした別の層とから構成される布の重なりである。マトリックス材料が施されるとき、その重なりは、準等方的あるいは多方向的に強化した積層構造になる。さらに、図4A〜4Dが示すように、この実施例による構造は、積層した厚いラグ端部32から一体構造のコラム部分34が段階的に厚さを変えた移行部となっている。そのような移行部により、ある部分から他の部分への負荷の移動を改善することができる。
【0032】
図4A〜4Dに示すように、バイアス層38の長さおよび位置は、図によって異なる。図4Aおよび4Bは、対称的な形をしたラグ端部32を示す。すなわち、ラグ端部32におけるバイアス層38の長さおよび位置は、センターラインあるいは縦方向の軸線A−A回りに対称である。図4Aは対称的な形を示すが、連続するバイアス層38の長さは、ラグ端部32の上部半分39と下部半分41で、センターラインA−Aからラグ端部32の最上部面43および最下部面45に行くにつれて大きくなっている。図4Bも対称的な形を示すが、連続するバイアス層38の長さは、ラグ端部32の上部半分39と下部半分41の両方で、センターラインA−Aからラグ端部32の最上部面43および最下部面45に行くにつれて小さくなっている。
【0033】
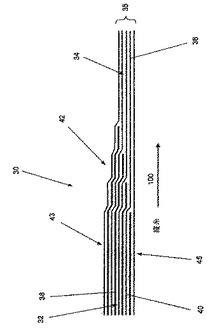
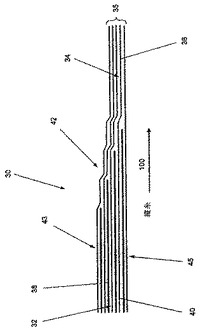
図4Cおよび4Dは、非対称の形のラグ端部32を示す。すなわち、ラグ端部32における連続するバイアス層38の長さは、ラグ端部32の最下部面45から最上部面43に行くにつれて単に大きくなるか、小さくなっている。図4Cは非対称的な形であるが、ラグ端部32に連続するバイアス層38の長さは、ラグ端部32の最下部面45から最上部面43に行くにつれて大きくなっている。また、非対称なラグ端部32については、図4Dに示すように、連続するバイアス層38の長さが、ラグ端部32の最下部面45から最上部面43に行くにつれて小さくなるように構成することもできる。
【0034】
以上に述べた実施例では、中央部分34の各サイドに2つの厚いラグ端部32を伴うものの構造を示したが、それとは異なり、単に1つの厚いラグ端部32を備える構造の実施例にすることもできる。そのような場合、一体構造の三次元織りの中央部分34と同様な1つの端部と、上述したような厚いラグ端部32の1つとを備える構造となる。このように構成される構造は、図4A〜4Dのものと非常に似たものである。
【0035】
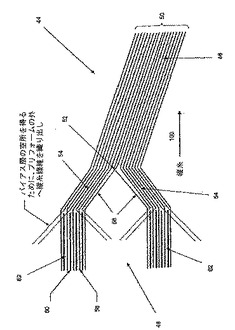
図5Aには、この発明の他の実施例を示す。図5Aは構造44の一部分を示すが、その構造は2つのメス形態のラグあるいはクレビス48を伴う、一体構造の三次元織り中央コラム部分46を備える。図5Aに示すように、メス形態のラグ端部48は、中央コラム部分46に対して曲がっている。それにより、メス形態のラグ端部48は、中央コラム部分46と一直線あるいは同一直線上になっていない。また、一体構造の三次元織りの中央部分46を、2つのメス形態のラグあるいはクレビス48と平行にすることもできる。さらに、前の実施例と同様に、中央コラム部分46を、織り合わせるか、一体に織った多数の織り層で構成することができる。メス形態のラグあるいはクレビス48を形作るため、一体構造のコラム部分46を織るとき、二またに分け、クレビスの両半部分を形作る。クレビスの両半部分において、第1の部分である曲がり部分56の0°/90°の層54は、連続的に一体に織り込む。
【0036】
クレビスの平行な端部分62のバイアス布層60について、0°/90°の強化層間にギャップを作るために、プリフォームの曲がり部分56から縦糸繊維を織り出す。ラグ端部48における残りの縦糸繊維は、中央コラム部分46および曲がり部分56の多数の織り層50と一体に織られるのであるが、そのような縦糸繊維が互いに独立に織られ、クレビス48の部分を0°および90°の方向に強化する個別の層を形成する。0°/90°の層58は互いに織り合わさっていないので、たとえば±45°方向のように0°/90°以外の方向の強化は、0°/90°の層58間に入ったバイアス層60が行う。そして、プリフォームにマトリックス材料が施されるとき、そのバイアス層は、クレビスの部分で布の積み重ねを形成し、準等方的あるいは多方向的に強化する役目を果たす。
【0037】
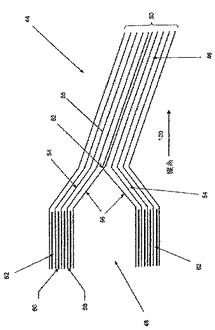
図5Bは、構造44の別の実施例であり、その構造は2つのメス形態のラグあるいはクレビス48を伴う、一体構造の三次元織り中央コラム部分46を備える。しかし、図5Aの実施例とは異なり、図5Bのプリフォームでは、メス形態のラグあるいはクレビス48を形作るため、縦糸繊維55をコラム部分46から織り出すことはしない。その代わりに、コラム部分46を構成するために用いる縦糸繊維55のすべてを使って、ラグ端部48を構成する。しかし、コラム部分46からの縦糸繊維55を、ラグ端部48の部分で互いに織り込まない。それによって、ラグ端部48の部分の縦糸繊維58(0°/90°方向の強化層)の間にバイアス層60を入れることができる。したがって、厚いラグ端部48は、0°/90°に方向付けした層あるいは布と、たとえば±45°方向のように0°/90°以外の方向に方向付けした別の層あるいは布とから構成される布の重なりである。マトリックス材料が施されるとき、その重なりは、準等方的あるいは多方向的に強化した積層構造になる。
【0038】
以上に述べた実施例では、中央部分46の各サイドに2つのメス形態のラグ端部あるいはクレビス48を伴うものの構造を示したが、それとは異なり、単に1つのメス形態のラグ端部48を備える構造の実施例にすることもできる。そのような場合、一体構造の三次元織りの中央部分46と同様な1つの端部と、上述したようなメス形態のラグ端部あるいはクレビス48の1つとを備える構造となる。このように構成される構造は、図5Aあるいは5Bのものと非常に似たものである。
【0039】
開示した実施例のすべてにおいて、バイアス層をラグ端部の部分に入れた後、プリフォームの摩耗抵抗を改良するため、ガラス材料の層を編んで被せることができる。
【0040】
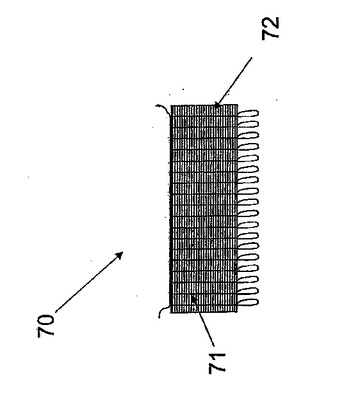
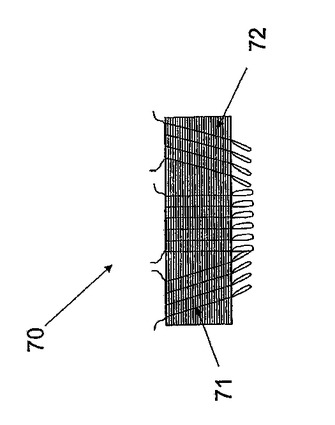
また、開示した実施例のすべてにおいて、ラグ端部について、厚さ方向の補強をし、0°/90°の個別の織り層と±45°のバイアス層を一緒に固定することもできる。そのような強化あるいは補強は、ラグ端部における個別の織り層とバイアス層とを横切るように貫通する補強繊維で行うことができる。その補強繊維は、ラグ端部の層の面に対し直角(垂直)にすることができるし、垂線に対して1または2以上の角度(たとえば、60°の角度など)をもつようにすることもできる。垂直な補強によれば、厚さ方向の張力および圧縮の特性を最大にすることができ、また、垂直から外れた補強によれば、厚さ方向の剪断特性を改良することができる。図6Aおよび6Bが、厚さ方向に補強したラグ端部70を示し、補強繊維71がラグ端部の層72を横切っている。図6Aは、特に、層72の面に対して垂直になった補強繊維71を示し、それに対し、図6Bは、層72の面に対する垂線から外れた角度になっている。一般に、補強繊維については、プリフォームのラグ端部の全体に一様に分布させるのが良い。
【0041】
厚さ方向の補強(強化)を行う技術には、この分野で知られたふさ技術やステッチ縫い技術を含む。ふさ技術/ステッチ縫い技術によって、補強繊維を挿入し、0°/90°および±45°の層を一緒に固定することができる。これらの繊維は、炭素繊維のような異なる材料で構成することができる。たとえば、これらの繊維を6k炭素トウ、すなわち、6000炭素フィラメントのヤーン束で構成することができる。
【0042】
ふさ技術やステッチ縫い技術を用いるとき、プリフォーム層に対する垂線に平行か/角度をもたせて補強繊維をニードルで挿入する。たとえば、補強繊維を挿入するために用いるニードルとして、セラミックス被覆の中空のニードルであり、セプタム点がノンコアリングでニードルの中心に位置するものを用いる。ある場合には、ニードルのセプタム点を中心からそらすようにすることもできる。また、ニードルに対して電着加工をし、たとえばニードルに電着仕上げのヒールをもたせることができる。
【0043】
ふさ技術やステッチ縫い技術による処理には、さらに、プリフォームを支え、プリフォーム材料がニードルによって引き出されることを防ぐために他の構成要素を含む。たとえば、外形がプリフォームと同じパッドであり、ラテックス被覆のスチロフォーム(商品名、発泡ポリスチレン)パッドを、ふさ技術/ステッチ縫い技術による処理の間、プリフォームに隣接するように置くことができる。
【0044】
また、ふさ技術/ステッチ縫い技術で処理する際、挿入スピード、挿入深さ、ニードル間隔、ニードル数、クランプの必要性、および蒸留水による潤滑程度については、すべてプリフォームの厚さに応じて調節する。
【0045】
当業者には明らかであるが、上述した構造については、今までに示したもののほか、多くの形態を取ることができる。たとえば、その構造は、メスあるいはクレビス形態のラグをもつ厚い一体構造の三次元織りコラムを備えることができる。その構造は、また、一端にオス形態のラグ、他端にメス形態のラグをもつ厚い一体構造の三次元織りコラムを備えることができる。さらに、その構造は、各端にメス形態のラグ、あるいは一端がオス形態のラグで他端がメス形態のラグをもつ薄い一体構造の三次元織りコラムを備えることができる。最後に、すべての形態について、両方のラグを主コラム部分に一直線あるいは同一直線上に配置、または、一方のラグを主コラム部分に同一直線上とし、もう一方のラグを主コラム部分に対して角度をもたせるように配置することができる。上述したことであるが、ラグ端部は、準等方的あるいは多方向的に強化しており、それらラグ端部については、実際上、どのような積層構造をも取ることができる。したがって、この発明の構造である、たとえば支材および支柱については、それが求められる仕様、および必要とされる用途に基づいて、異なる構成を設計し、いろいろなタイプの補強(強化)あるいは支柱として供することができる。
【0046】
その上、上述した構造は、ラグ端部に1または2以上の開口を備える。たとえば、ラグ端部がメスあるいはクレビス形態の場合、二またの構成要素の一方あるいは両方に開口を設けることができる。また、開口については、ラグ端部を主コラム部分に同一直線上の方向に横切るようにしたり、主コラム部分に直交するようにすることもできるし、あるいは、それらの間に角度をもつようにすることもできる。さらに、これらの開口の形状は、たとえば、円形、楕円形、多角形、正方形、長方形など、いろいろな形にすることができる。図7は、三次元の主コラム部分76およびラグ端部77を備える支材あるいは支柱75を示す。ラグ端部77はオス形態であり、それを横切る円形の開口78をもつ。図8は、三次元の主コラム部分81およびラグ端部82を備える支材あるいは支柱80を示す。ラグ端部82はメスあるいはクレビス形態であり、それを横切る円形の開口83をもつ。開口は、プリフォームを構成する間に作ることができるし、ドリルなどを用いて後で作ることもできる。
【0047】
ラグ端部を横切る開口がある実施例において、補強繊維は、一様に分布させることができるし、その代わりに、開口の周りに集中させることもできる。図9は、一例として、三次元の主コラム部分86およびラグ端部87を備える支材あるいは支柱85の1/2を示す。そこには、個別の層およびバイアス層を示している。ラグ端部87は開口88を備え、個別の層およびバイアス層を横切る補強繊維89がラグ端部を強化している。この場合、補強繊維はラグ端部の全体にわたって一様に分布している。図10は、一例として、三次元の主コラム部分91およびラグ端部92を備える支材あるいは支柱90の1/2を示す。そこには、個別の層およびバイアス層を示している。ラグ端部92は開口93を備え、個別の層およびバイアス層を横切る補強繊維94がラグ端部を強化している。図10において、補強繊維94は開口93の縁に集中している。
【0048】
この発明の好ましい実施例ならびにその変形例について述べたが、この発明は、それらに限定されるわけではなく、この発明の考え方の範囲内でいろいろな変形をすることができる。したがって、特に、明細書(および特許請求の範囲)に記した発明の考え方から外れない範囲での変形が可能である。そのような変形は、いわゆる当業者にとって明らかであろう。
【符号の説明】
【0049】
14 構造
16 中央部分(コラム部分)
18 ラグ端部
30 構造
32 ラグ端部
34 中央コラム部分
36 縦糸繊維
38 バイアス層
44 構造
46 中央コラム部分
48 ラグ端部
58 縦糸繊維
60 バイアス層
70 ラグ端部
71 補強繊維
72 層
75 支材(支柱)
76 主コラム部分
77 ラグ端部
78 開口
80 支材(支柱)
82 ラグ端部
83 開口
85 支材(支柱)
86 主コラム部分
87 ラグ端部
88 開口
89 補強繊維
90 支材(支柱)
91 主コラム部分
92 ラグ端部
93 開口
94 補強繊維
【技術分野】
【0001】
この発明は、強化コンポジット構造に用いる三次元織りプリフォームの幾何学的な構成に関し、そのコンポジット構造は、その構造の1あるいは2以上の端部が準等方性あるいは多方向性に強化され、しかも、他のすべての部分がほぼ一方向に強化されている。また、プリフォームは、強化繊維を厚さ方向に入れることにより、厚さ方向全体の補強も付加されている。
【背景技術】
【0002】
構造的な構成要素あるいは部品を製造するために、強化コンポジット材料を用いることは、今や一般的である。特に、重さが軽いこと、強固、丈夫、耐熱性、自らを支える能力、および形作る上で適合するという、好ましい特性が求められるところでは広く普及している。そのような構成要素あるいは部品は、たとえば、レース艇やレーシングカーなどのレクレーション分野だけでなく、航空、航空宇宙産業、人工衛星、およびその他のたくさんの分野で用いられる。三次元の布は、通常、3つの方向に方向付けられた繊維から構成される。各繊維は、他の繊維に対して垂直方向、すなわち、X、YおよびZ軸方向に伸びる。
【0003】
そのような布から形成される構成要素あるいは部品は、典型的に、マトリックス材料の中に埋め込んだ強化素材から構成される。強化の構成部分は、ガラス、炭素、セラミックス、アラミド(たとえば、デュポン社の商品名「ケブラー」)、ポリエチレン、および/または、物理的、熱的、化学的および/またはその他の好ましい特性、第1には応力に対する大きな耐久性を示すその他の材料から構成される。そのような強化材料、それらは結局は完成品の構成要素になるのであるが、それらを使用するとき、たとえば非常に大きな強度のようなそれら強化素材の望ましい特性が、完成したコンポジット部品に授けられることになる。構成要素である強化材料は、典型的には、織られたり編まれたり、あるいはその他のやり方で強化プリフォームのための好ましい形状および形に形成される。通常、選択理由である強化材料の特性を最大限に活用するように注意が図られる。また、そのような強化プリフォームについては、マトリックス材料と組み合わせることにより必要な完成品を得たり、あるいは、完成品の最終生産のために役立つ在庫品を得る。
【0004】
必要な強化プリフォームを構成した後、マトリックス材料をそのプリフォームを加えて組み込む。それにより、強化プリフォームは、マトリックス材料で包まれ、マトリックス材料は強化プリフォームの構成要素の間のすき間部分を埋める。マトリックス材料としては、たとえば、エポキシ、ポリエステル、ビニル−エステル、セラミックス、炭素および/またはその他の材料で、必要とする物理的、熱的、化学的および/または他の特性を示すものなど、いろいろな材料を広く適用することができる。マトリックスとして用いる材料としては、強化プリフォームの材料と同じものでも良いし、異なるものでも良く、また、物理的、化学的、熱的あるいは他の特性が類似したものでも良いし、類似しないものでも良い。しかし、通常、それらは強化プリフォームと同じ材料ではなく、また、物理的、化学的、熱的あるいは他の特性が類似しない。なぜなら、第1にコンポジットを用いる通常の目的は、ただ一つの構成材料だけでは得ることができない組合せ特性を完成品で得ることにあるからである。
【0005】
強化プリフォームおよびマトリックス材料は、そのように組み合わされた後、熱硬化処理あるいは他の公知の方法で同じ作業工程において硬化および安定化され、さらに、目的とする構成部品を製造するための他の作業工程に入る。そのように硬化した時点において、マトリックス材料の固体化したものが、通常、強化材料(たとえば、強化プリフォーム)に非常に強く付着していることに気付くことが大事である。結局、完成品上の応力が、繊維間の接着剤として機能するそのマトリックス材料を特に通して、補強された強化プリフォームの構成材料に有効に移され保持される。
【0006】
一般に、シンプルな二次元織り布あるいは一方向性の繊維は、材料供給者から取引先へと送られ、取引先では、パターンを切り出し、積層して最終部品を形成する。最もシンプルな織り材料は平織りであり、実質的に、2つの方向だけの繊維を備える二次元の構造である。それらは、2組の糸を互いに垂直になるように織り交ぜることにより形成する。二次元に織るとき、一方の0°の糸を縦繊維あるいは縦糸といい、他方の90°の糸を横繊維あるいは横糸という。樹脂トランスファー成形のために、一組の織り布を積層形態にし、それを金型の中に置き、樹脂を注入する。これらの布は、「切って縫う(cut and sew)」技術あるいは熱的な加工のいずれかによって前もって形成し、樹脂バインダを用いて「取付け(tacked)」を行う。
【0007】
しかし、二次元の織り構造には限界がある。前もって形成する工程は、積層に多くの手間がかかる。また、二次元の織り構造は、0°および90°の軸に沿う方向以外においては強度あるいは伸縮の耐性がなく、特に、繊維の軸から離れた角度における耐性がない。このような起こりうる制限を減じる一つの方法は、織りに対しバイアス繊維を加えることであり、加える繊維としては、中間の角度で(好ましくは横糸の繊維軸に±45°となるよう)布を横切るように織り込んだものが良い。
【0008】
シンプルな織りプリフォームは、また、単一の層である。これは、材料に可能な強度を制限する。これに対する可能な解決策の一つは、繊維のサイズを大きくすることである。もう一つの解決策は、多数の層あるいは重ねを用いる方法である。多層にする付加的な利点は、異なる層における縦糸および横糸の各軸が異なる方向を向くように方向付けることによって、上に述べたバイアス繊維と同様に働くことである。しかし、それらの層が、単一の層を樹脂で積層した積重ね体であるなら、層が剥がれるという問題がある。また、各層を一緒に縫うとすれば、縫い工程の間に織った繊維の多くにダメージを与え、全体の引っ張り強度に悪い影響がある。加えて、多数の層の積層および積重ねの両方において、通常、層を整列させるために積重ね作業に手間がかかる。代わりに、各層を織り工程の一部として織り込むことができる。しかし、布に対し、特にバイアス繊維を一体にして多層を織り込むことには、難しい問題がある。
【0009】
コンポジット材料を用いて構造的な部品を製造する一例として、支材(strut)および支柱(brace)の製造がある。支材および支柱は、一般的に、その構造の各端にラグがある中央コラムを備える。それらのラグは、オスあるいはメス(クレビス)のいずれかの形態であり、支材あるいは支柱を構造に取り付け、構造を補強あるいは支えるために用いる。前に述べたように、コンポジット構造の強度の増大を図るために、支材および支柱のラグおよびコラム部分に対して多数の層あるいは積重ねを行う。多数の層を用いれば、個々の層を0°および90°の方向だけでなく、たとえば±45°となるよう別のバイアスの方向から補強することができるという利点がある。しかし、たとえば、樹脂で一緒に積層するとすれば、層の剥離が問題となる。
【0010】
積層のラグについては、多くの例がある。その中のいくつかは、ハイブリッド材料(すなわち、炭素とチタンとを交互に重ね合わせ)を用いているが、積層ラグは三次元の織りコラムと結合されていない。積層コンポジットラグについて非常に大きな負荷に耐えられる構造の試験研究が、いくつかの政府資金のプログラムにおいて示されている。しかし、出願人が知る限り、それらのプログラムでは、三次元の織りプリフォームを用いるという考えはない。
【0011】
このように、支材および支柱に用いる三次元プリフォームであって、積層ラグの端部あるいは部分および一体構造の三次元織り中央コラムを備えるものが求められる。プリフォームの中央部分に三次元構造を用いるならば、厚いコンポジットにおいて切断し揃えて重ね層を得るという手間を減じることができるし、今までの積層コンポジットに比べてダメージを受けることが少なくなる。また、端部で独立した層にするならば、積層に特別な特性をもつように仕立てることができる。特に、補強繊維を1あるいは2以上の角度で入れることによって、一部あるいはプリフォームを全体的に厚さ方向に補強することができる。
【0012】
したがって、三次元の中央部分を独立の織り層で構成した補強積層ラグ端部と一体にした織りプリフォームが要望されるところである。
【発明の概要】
【0013】
そこで、この発明の第1の目的は、織り込みコラム部分と、コンポジット構造に用いるため、独立の織り布が重なったラグ端部とを備える三次元織りプリフォームを提供することである。
【0014】
さらに、この発明の目的は、厚いコンポジット構造のための織りプリフォームであって、その構造の1あるいは2以上の端部が準等方性あるいは多方向性に強化され、しかも、他のすべての部分がほぼ一方向に強化されているものを提供することである。
【0015】
この発明の他の目的は、ラグ端部の一方あるいは両方を厚さ方向に補強し、ダメージを受けにくくし、しかも、厚さ方向全体の特性を改善した織りプリフォームを提供することにある。
【0016】
この発明のさらに他の目的は、集中した大きな負荷を保持するために用いることができるコンポジット構造を提供することにある。
【0017】
この発明によれば、これらおよび他の目的ならびに利点を得ることができる。この点、この発明は、コンポジット構造を補強するために用いる織りプリフォーム、およびそのようなプリフォームを製造する技術を狙いとする。織りプリフォームは、一緒に織った複数の層をもつ中央部分を備える。プリフォームは、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第1の端部部分を含む。プリフォームは、また、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第2の端部部分を含む。第1および第2の端部部分における複数の個別の織り層の間に入っているのは、バイアス層である。さらに、ここに示す実施例の中には、単一のラグ端部およびコラム部分の端部をもつ織りフォームを構成する。
【0018】
他の見方からすれば、この発明は、第1および第2の端部部分における個別の織り層およびバイアス層に加わった、厚さ方向にわたる補強をもつ三次元織りプリフォームに向かうものである。そのような厚さ補強によれば、マイクロメカニックスを変え、早期の故障の原因となる局所的な座屈を減じることによって、プリフォームの圧縮強度(耐圧強度)を増大することになる。さらには、厚さ方向にわたる補強により、厚さ方向の強度および剛性、ならびに剪断強度を増すことは勿論のこと、衝撃に伴う剥離を小さく抑えることによって、コンポジット部分のダメージを受けにくくすることができる。
【0019】
さらに、他の見方からすれば、この発明は、ここで示す織りプリフォームを用いて構成した三次元の補強コンポジット構造に向かうものである。補強コンポジット構造は、一方向に強化された中央部分と、準等方性あるいは多方向性に強化された第1および第2の端部部分とを備える。あるいはまた、第1および第2の端部部分について、プリフォームの厚さ方向にある角度で補強繊維を入れることにより、厚さ方向の補強を行うこともできる。補強コンポジット構造は、また、一方の端部にコラム部分、そして、他方の端部にラグ部分をもつように構成することもできる。
【0020】
この発明を特徴づけるいろいろな新規な特徴について、この開示の一部である添付の各請求項に特に示している。この発明、ならびに、それを使用することによって得る作用効果および特定の目的について良く理解するため、詳細な説明を参照されたい。そこには、この発明の好ましい実施形態が図面に示されている。図面中、対応する構成要素に対しては、同じ参照番号を付けてある。
【図面の簡単な説明】
【0021】
【図1】オス形態であるラグ端部を伴う中央部分を備える、コンポジット構造の平面図である。
【図2】メスあるいはクレビス形態であるラグ端部を伴う中央部分を備える、コンポジット構造の平面図である。
【図3】この発明の一実施例であるプリフォームの平面図である。
【図4A】この発明の一実施例であるプリフォームであり、対称的な形態のラグ端部をもつものの平面図である。
【図4B】この発明の一実施例であるプリフォームであり、対称的な形態のラグ端部をもつものの平面図である。
【図4C】この発明の一実施例であるプリフォームであり、非対称的な形態のラグ端部をもつものの平面図である。
【図4D】この発明の一実施例であるプリフォームであり、非対称的な形態のラグ端部をもつものの平面図である。
【図5A】この発明の一実施例であるプリフォームであり、メス形態のラグ端部をもつものの平面図である。
【図5B】この発明の一実施例であるプリフォームであり、メス形態のラグ端部をもつものの平面図である。
【図6A】この発明の一形態であるプリフォームの一部の拡大図であり、プリフォーム層を横切る補強繊維を示し、ラグ端部の補強繊維が層の面に対して垂直になった例である。
【図6B】この発明の一形態であるプリフォームの一部の拡大図であり、プリフォーム層を横切る補強繊維を示し、ラグ端部の補強繊維が層面に垂直な方向に対して角度をもった例である。
【図7】この発明の一形態であるコンポジット構造の三次元の図であり、オス形態で丸い貫通開口があるラグ端部を伴う中央コラムを備えている。
【図8】この発明の一形態であるコンポジット構造の三次元の図であり、メスあるいはクレビス形態で丸い貫通開口があるラグ端部を伴う中央コラムを備えている。
【図9】この発明の一形態であるプリフォームのラグ端部であって、厚さ方向に補強したものを拡大した平面図であり、補強繊維がラグ端部全体に一様に分布されている。
【図10】この発明の一形態であるプリフォームのラグ端部であって、厚さ方向に補強したものを拡大した平面図であり、補強繊維が貫通開口の縁周りに集中している。
【詳細な説明】
【0022】
さて、この発明について添付図面を参照しながらさらに詳しく説明する。図面には、発明の好ましい実施例を示している。しかし、この発明は、多くの異なる形で実施することができ、ここに図示した実施例に限定されるものではない。むしろ、図示した実施例は、この開示が一貫した完結したものであり、当業者に対し、この発明の範囲を充分に伝えるであろう。
【0023】
以下の説明において、同様の参照番号は、図の全体を通して、同様か、あるいは対応する部分を示す。その上、以下の説明において、「上部」、「下部」、「最上部」および「最下部」ならびに類似の表現は、便宜上の用語であり、その用語に限定されるわけではない。
【0024】
この発明は、プリフォームについての考え方であり、その構造の1あるいは2以上の端部を準等方性あるいは多方向性に強化し、しかも、他のすべての部分をほぼ一方向に強化したコンポジット構造あるいはビームである。この構成は、たとえば、支材および支柱のような集中した大きな負荷を保持しなければならない構造にとって好ましい。準等方的あるいは多方向的に強化した端部は、良好な支持特性、ならびに、よりバランスした張力、圧縮力、および剪断強度を提供し、構造のラグ端部として相応しい。これらのラグ端部としては、オスあるいはメス(クレビス)のいずれかの形態を取ることができる。一方向の(強化)部分は、軸方向の剛性が高いので、コラムの座屈や破壊を防ぐことができる。したがって、それは、支材や支柱の主コラムとして相応しい。図1に示す支材あるいは支柱2は、ラグ半部4と三次元の主コラム部分6とを備える。図1のラグ端部4は、オス形態である。また、図2は、三次元の主コラム部分10と、メスあるいはクレビス形態のラグ端部12を備える支材あるいは支柱8を示す。
【0025】
プリフォームの中央部分に三次元構造を用いることによって、厚いコンポジットにおいて切断し揃えて重ね層を得るという手間を減じることができるし、今までの積層コンポジットに比べてダメージを受けることが少なくなる。また、端部で独立した層にするならば、積層に特別な特性をもつように仕立てることができる。明らかにしたように、ラグ端部は、準等方的あるいは多方向的に強化するのであるが、それらは、実際上どのような積層構造をも取ることができる。
【0026】
この発明のプリフォームは、多数の層、およびそれと同様の多数の個別のバイアス層から構成される三次元の織り部分を備える。三次元織り部分品の中央コラム部分において、層のすべてを織り合わせるか、あるいは一体に織ることにより、織り材料の一体的なブロックを形作っている。この部分に用いる繊維構成は、厚いプリフォームについての今までのパターンのいずれでも良い。それに限定されるわけではないが、層重ね(ply-to-ply)、厚さ方向(through thickness)、角編み(angle interlock)、あるいは直交の構成がある。この構造の端部においては、個々の層を互いに独立に織り、0°および90°の方向に補強した積層布を形成する。ここで、0°は、その構造の長手方向に沿っている。バイアス層あるいは重ねについては、たとえば±45°方向のように0°/90°方向に追加した方向の補強を別に構成するが、0°/90°の層間に入り、通常の積層を形成する。このバイアス層あるいは重ねは、縦糸および横糸の繊維あるいはヤーンを用いて織ることができるし、不織あるいは編み、または0°あるいは90°に方向付けした繊維配列でも良い。以下の図面において、縦糸方向は0°の方向に沿う方向、あるいは構造の長さに沿う方向であり、矢印100で示す。
【0027】
中央あるいはコラム部分を含むプリフォームを構成するすべての層は、ジャカード織り機および取込みシャットルを用いて、縦糸繊維あるいはヤーンと横糸繊維あるいはヤーンとを織っているが、層を織るために、通常の織り技術を用いることもできる。繊維あるいはヤーンとしては、合成あるいは天然の材料のいずれをも用いることができる。限定されるわけではないが、たとえば、炭素、ナイロン、レーヨン、ポリエステル、ガラス繊維、コットン、ガラス、セラミックス、アラミドおよびポリエチレンなどがある。完成した織りプリフォームは、次に、織り/積層コンポジット構造に処理加工される。この処理加工に際しては、マトリックス材料を導入する。マトリックス材料としては、限定するわけではないが、たとえば、エポキシ、ポリエステル、ビニル−エステル、セラミックス、炭素および/または他の材料を用いることができる。他の材料としては、必要とする物理的、熱的、化学的および/または他の特性を示すものである。また、マトリックス材料の導入には、一般的な技術を用いることができ、限定するわけではないが、たとえば、樹脂トランスファー成形あるいは化学気相浸透などを用いる。
【0028】
この発明の一実施例であるが、図3は、厚い中央部分16を含む構造14の一部分であり、その中央部分16の各サイドに2つの薄いオス形態のラグ端部18を一体に備えるものを示す。図3から分かるように、厚い中央部分16は一体構造の三次元織りコラムであり、織り合わせるか、一体に織った多数の織り層から構成される。薄いオス形態のラグ端部18を形作るため、厚い中央コラム16からの縦糸繊維の層をプリフォームの外に織り出し、コラム16から薄いラグ端部18までが傾斜部22となっている。
【0029】
プリフォームの外に必要な数の縦糸繊維を織り出し、コラムを必要なラグ厚さまで傾斜させたら、縦糸繊維のさらなる層は、薄いラグ端部18でプリフォームから外に織り出し、バイアス布層にギャップあるいは空所を形成する。薄いラグ端部18の部分の残りの縦糸繊維については、コラムあるいは中央部分16の中の複数の層50と一体に織り、構造の長さ方向に連続させ、それにより、互いに独立に織った重ね層24の個別の層を形成する。この重ね層あるいは布の積み重ねによって、薄いラグ端部18を0°および90°の方向に強化する。0°/90°の重ね層24は互いに織り合わさっていないので、たとえば±45°方向のようなさらなる方向を強化するバイアス層26は、0°/90°の層24間のギャップに入り、布の積み重ねを形成する。マトリックス材料が施されるとき、その積み重ねは積層構造を形作り、薄いラグ端部18を準等方的あるいは多方向的に強化する。さらに、図3が示すように、構造は、連続した表面繊維28を備えるが、それは厚いコラム16の最も外部の縦糸繊維によるものである。
【0030】
以上に述べた実施例では、中央部分16の各サイドに2つの薄いラグ端部18を伴うものの構造を示したが、それとは異なり、単に1つの薄いラグ端部を備える構造の実施例にすることもできる。そのような場合、一体構造の三次元織りの中央部分16と同様な1つの端部と、上述したような薄いラグ端部の1つとを備える構造となる。このように構成される構造は、図3のものと非常に似たものである。
【0031】
この発明の他の実施例を図4A〜4Dに示す。その構造30は、一体構造の三次元織り中央部分34よりも厚い2つのラグ端部32を備える。前の実施例の場合と同様、中央コラム部分34は、織り合わせるか、一体に織った多数の織り層35から構成される。しかし、この構成において、厚いラグ端部32を形作るために、縦糸繊維36をコラム部分34から織り出すことは必要がない。その代わり、コラム部分34を構成するために用いる縦糸繊維36のすべてを、厚いラグ端部32を構成するために用いる。しかし、コラム部分34からの縦糸繊維36は、厚いラグ端部32で互いに織り合わせることをしない。それにより、バイアス層38が厚いラグ端部32における縦糸繊維40の間に入り、それらが0°/90°方向を強化する層となる。したがって、厚いラグ端部32は、0°/90°に方向付けした層あるいは布と、たとえば±45°方向のように0°/90°以外の方向に方向付けした別の層とから構成される布の重なりである。マトリックス材料が施されるとき、その重なりは、準等方的あるいは多方向的に強化した積層構造になる。さらに、図4A〜4Dが示すように、この実施例による構造は、積層した厚いラグ端部32から一体構造のコラム部分34が段階的に厚さを変えた移行部となっている。そのような移行部により、ある部分から他の部分への負荷の移動を改善することができる。
【0032】
図4A〜4Dに示すように、バイアス層38の長さおよび位置は、図によって異なる。図4Aおよび4Bは、対称的な形をしたラグ端部32を示す。すなわち、ラグ端部32におけるバイアス層38の長さおよび位置は、センターラインあるいは縦方向の軸線A−A回りに対称である。図4Aは対称的な形を示すが、連続するバイアス層38の長さは、ラグ端部32の上部半分39と下部半分41で、センターラインA−Aからラグ端部32の最上部面43および最下部面45に行くにつれて大きくなっている。図4Bも対称的な形を示すが、連続するバイアス層38の長さは、ラグ端部32の上部半分39と下部半分41の両方で、センターラインA−Aからラグ端部32の最上部面43および最下部面45に行くにつれて小さくなっている。
【0033】
図4Cおよび4Dは、非対称の形のラグ端部32を示す。すなわち、ラグ端部32における連続するバイアス層38の長さは、ラグ端部32の最下部面45から最上部面43に行くにつれて単に大きくなるか、小さくなっている。図4Cは非対称的な形であるが、ラグ端部32に連続するバイアス層38の長さは、ラグ端部32の最下部面45から最上部面43に行くにつれて大きくなっている。また、非対称なラグ端部32については、図4Dに示すように、連続するバイアス層38の長さが、ラグ端部32の最下部面45から最上部面43に行くにつれて小さくなるように構成することもできる。
【0034】
以上に述べた実施例では、中央部分34の各サイドに2つの厚いラグ端部32を伴うものの構造を示したが、それとは異なり、単に1つの厚いラグ端部32を備える構造の実施例にすることもできる。そのような場合、一体構造の三次元織りの中央部分34と同様な1つの端部と、上述したような厚いラグ端部32の1つとを備える構造となる。このように構成される構造は、図4A〜4Dのものと非常に似たものである。
【0035】
図5Aには、この発明の他の実施例を示す。図5Aは構造44の一部分を示すが、その構造は2つのメス形態のラグあるいはクレビス48を伴う、一体構造の三次元織り中央コラム部分46を備える。図5Aに示すように、メス形態のラグ端部48は、中央コラム部分46に対して曲がっている。それにより、メス形態のラグ端部48は、中央コラム部分46と一直線あるいは同一直線上になっていない。また、一体構造の三次元織りの中央部分46を、2つのメス形態のラグあるいはクレビス48と平行にすることもできる。さらに、前の実施例と同様に、中央コラム部分46を、織り合わせるか、一体に織った多数の織り層で構成することができる。メス形態のラグあるいはクレビス48を形作るため、一体構造のコラム部分46を織るとき、二またに分け、クレビスの両半部分を形作る。クレビスの両半部分において、第1の部分である曲がり部分56の0°/90°の層54は、連続的に一体に織り込む。
【0036】
クレビスの平行な端部分62のバイアス布層60について、0°/90°の強化層間にギャップを作るために、プリフォームの曲がり部分56から縦糸繊維を織り出す。ラグ端部48における残りの縦糸繊維は、中央コラム部分46および曲がり部分56の多数の織り層50と一体に織られるのであるが、そのような縦糸繊維が互いに独立に織られ、クレビス48の部分を0°および90°の方向に強化する個別の層を形成する。0°/90°の層58は互いに織り合わさっていないので、たとえば±45°方向のように0°/90°以外の方向の強化は、0°/90°の層58間に入ったバイアス層60が行う。そして、プリフォームにマトリックス材料が施されるとき、そのバイアス層は、クレビスの部分で布の積み重ねを形成し、準等方的あるいは多方向的に強化する役目を果たす。
【0037】
図5Bは、構造44の別の実施例であり、その構造は2つのメス形態のラグあるいはクレビス48を伴う、一体構造の三次元織り中央コラム部分46を備える。しかし、図5Aの実施例とは異なり、図5Bのプリフォームでは、メス形態のラグあるいはクレビス48を形作るため、縦糸繊維55をコラム部分46から織り出すことはしない。その代わりに、コラム部分46を構成するために用いる縦糸繊維55のすべてを使って、ラグ端部48を構成する。しかし、コラム部分46からの縦糸繊維55を、ラグ端部48の部分で互いに織り込まない。それによって、ラグ端部48の部分の縦糸繊維58(0°/90°方向の強化層)の間にバイアス層60を入れることができる。したがって、厚いラグ端部48は、0°/90°に方向付けした層あるいは布と、たとえば±45°方向のように0°/90°以外の方向に方向付けした別の層あるいは布とから構成される布の重なりである。マトリックス材料が施されるとき、その重なりは、準等方的あるいは多方向的に強化した積層構造になる。
【0038】
以上に述べた実施例では、中央部分46の各サイドに2つのメス形態のラグ端部あるいはクレビス48を伴うものの構造を示したが、それとは異なり、単に1つのメス形態のラグ端部48を備える構造の実施例にすることもできる。そのような場合、一体構造の三次元織りの中央部分46と同様な1つの端部と、上述したようなメス形態のラグ端部あるいはクレビス48の1つとを備える構造となる。このように構成される構造は、図5Aあるいは5Bのものと非常に似たものである。
【0039】
開示した実施例のすべてにおいて、バイアス層をラグ端部の部分に入れた後、プリフォームの摩耗抵抗を改良するため、ガラス材料の層を編んで被せることができる。
【0040】
また、開示した実施例のすべてにおいて、ラグ端部について、厚さ方向の補強をし、0°/90°の個別の織り層と±45°のバイアス層を一緒に固定することもできる。そのような強化あるいは補強は、ラグ端部における個別の織り層とバイアス層とを横切るように貫通する補強繊維で行うことができる。その補強繊維は、ラグ端部の層の面に対し直角(垂直)にすることができるし、垂線に対して1または2以上の角度(たとえば、60°の角度など)をもつようにすることもできる。垂直な補強によれば、厚さ方向の張力および圧縮の特性を最大にすることができ、また、垂直から外れた補強によれば、厚さ方向の剪断特性を改良することができる。図6Aおよび6Bが、厚さ方向に補強したラグ端部70を示し、補強繊維71がラグ端部の層72を横切っている。図6Aは、特に、層72の面に対して垂直になった補強繊維71を示し、それに対し、図6Bは、層72の面に対する垂線から外れた角度になっている。一般に、補強繊維については、プリフォームのラグ端部の全体に一様に分布させるのが良い。
【0041】
厚さ方向の補強(強化)を行う技術には、この分野で知られたふさ技術やステッチ縫い技術を含む。ふさ技術/ステッチ縫い技術によって、補強繊維を挿入し、0°/90°および±45°の層を一緒に固定することができる。これらの繊維は、炭素繊維のような異なる材料で構成することができる。たとえば、これらの繊維を6k炭素トウ、すなわち、6000炭素フィラメントのヤーン束で構成することができる。
【0042】
ふさ技術やステッチ縫い技術を用いるとき、プリフォーム層に対する垂線に平行か/角度をもたせて補強繊維をニードルで挿入する。たとえば、補強繊維を挿入するために用いるニードルとして、セラミックス被覆の中空のニードルであり、セプタム点がノンコアリングでニードルの中心に位置するものを用いる。ある場合には、ニードルのセプタム点を中心からそらすようにすることもできる。また、ニードルに対して電着加工をし、たとえばニードルに電着仕上げのヒールをもたせることができる。
【0043】
ふさ技術やステッチ縫い技術による処理には、さらに、プリフォームを支え、プリフォーム材料がニードルによって引き出されることを防ぐために他の構成要素を含む。たとえば、外形がプリフォームと同じパッドであり、ラテックス被覆のスチロフォーム(商品名、発泡ポリスチレン)パッドを、ふさ技術/ステッチ縫い技術による処理の間、プリフォームに隣接するように置くことができる。
【0044】
また、ふさ技術/ステッチ縫い技術で処理する際、挿入スピード、挿入深さ、ニードル間隔、ニードル数、クランプの必要性、および蒸留水による潤滑程度については、すべてプリフォームの厚さに応じて調節する。
【0045】
当業者には明らかであるが、上述した構造については、今までに示したもののほか、多くの形態を取ることができる。たとえば、その構造は、メスあるいはクレビス形態のラグをもつ厚い一体構造の三次元織りコラムを備えることができる。その構造は、また、一端にオス形態のラグ、他端にメス形態のラグをもつ厚い一体構造の三次元織りコラムを備えることができる。さらに、その構造は、各端にメス形態のラグ、あるいは一端がオス形態のラグで他端がメス形態のラグをもつ薄い一体構造の三次元織りコラムを備えることができる。最後に、すべての形態について、両方のラグを主コラム部分に一直線あるいは同一直線上に配置、または、一方のラグを主コラム部分に同一直線上とし、もう一方のラグを主コラム部分に対して角度をもたせるように配置することができる。上述したことであるが、ラグ端部は、準等方的あるいは多方向的に強化しており、それらラグ端部については、実際上、どのような積層構造をも取ることができる。したがって、この発明の構造である、たとえば支材および支柱については、それが求められる仕様、および必要とされる用途に基づいて、異なる構成を設計し、いろいろなタイプの補強(強化)あるいは支柱として供することができる。
【0046】
その上、上述した構造は、ラグ端部に1または2以上の開口を備える。たとえば、ラグ端部がメスあるいはクレビス形態の場合、二またの構成要素の一方あるいは両方に開口を設けることができる。また、開口については、ラグ端部を主コラム部分に同一直線上の方向に横切るようにしたり、主コラム部分に直交するようにすることもできるし、あるいは、それらの間に角度をもつようにすることもできる。さらに、これらの開口の形状は、たとえば、円形、楕円形、多角形、正方形、長方形など、いろいろな形にすることができる。図7は、三次元の主コラム部分76およびラグ端部77を備える支材あるいは支柱75を示す。ラグ端部77はオス形態であり、それを横切る円形の開口78をもつ。図8は、三次元の主コラム部分81およびラグ端部82を備える支材あるいは支柱80を示す。ラグ端部82はメスあるいはクレビス形態であり、それを横切る円形の開口83をもつ。開口は、プリフォームを構成する間に作ることができるし、ドリルなどを用いて後で作ることもできる。
【0047】
ラグ端部を横切る開口がある実施例において、補強繊維は、一様に分布させることができるし、その代わりに、開口の周りに集中させることもできる。図9は、一例として、三次元の主コラム部分86およびラグ端部87を備える支材あるいは支柱85の1/2を示す。そこには、個別の層およびバイアス層を示している。ラグ端部87は開口88を備え、個別の層およびバイアス層を横切る補強繊維89がラグ端部を強化している。この場合、補強繊維はラグ端部の全体にわたって一様に分布している。図10は、一例として、三次元の主コラム部分91およびラグ端部92を備える支材あるいは支柱90の1/2を示す。そこには、個別の層およびバイアス層を示している。ラグ端部92は開口93を備え、個別の層およびバイアス層を横切る補強繊維94がラグ端部を強化している。図10において、補強繊維94は開口93の縁に集中している。
【0048】
この発明の好ましい実施例ならびにその変形例について述べたが、この発明は、それらに限定されるわけではなく、この発明の考え方の範囲内でいろいろな変形をすることができる。したがって、特に、明細書(および特許請求の範囲)に記した発明の考え方から外れない範囲での変形が可能である。そのような変形は、いわゆる当業者にとって明らかであろう。
【符号の説明】
【0049】
14 構造
16 中央部分(コラム部分)
18 ラグ端部
30 構造
32 ラグ端部
34 中央コラム部分
36 縦糸繊維
38 バイアス層
44 構造
46 中央コラム部分
48 ラグ端部
58 縦糸繊維
60 バイアス層
70 ラグ端部
71 補強繊維
72 層
75 支材(支柱)
76 主コラム部分
77 ラグ端部
78 開口
80 支材(支柱)
82 ラグ端部
83 開口
85 支材(支柱)
86 主コラム部分
87 ラグ端部
88 開口
89 補強繊維
90 支材(支柱)
91 主コラム部分
92 ラグ端部
93 開口
94 補強繊維
【特許請求の範囲】
【請求項1】
コンポジット構造を強化するために用いるものであり、次の各構成および条件を備える織りプリフォーム。
a)織り込んだ複数の層をもつ中央部分。
b)個別の織り層を複数もつ第1の端部部分であり、それら個別の複数の織り層は、前記中央部分の織り込んだ複数の層に一体に織られ、しかも、前記プリフォームの全体の長さに広がる。
c)個別の織り層を複数もつ第2の端部部分であり、それら個別の複数の織り層は、前記中央部分の織り込んだ複数の層に一体に織られ、しかも、前記プリフォームの全体の長さに広がる。
d)前記第1および第2の端部部分における個別の複数の織り層の間に、バイアス層が入っていること。
e)前記第1および第2の端部部分には、厚さ方向の強化があり、その強化は、前記個別の織り層およびバイアス層を横切る補強繊維で構成されること。
【請求項2】
前記中央部分は、前記織りプリフォームの全長にわたる複数の層と、前記織りプリフォームの全長の一部にわたる複数の層とから構成される、請求項1の織りプリフォーム。
【請求項3】
前記全長の一部にわたる層は、縦糸の繊維あるいはヤーンで構成され、それら縦糸の繊維あるいはヤーンは前記織りプリフォームから外に織り出され、前記中央部分から前記第1および第2の端部部分までの移行変化部を形成する、請求項2の織りプリフォーム。
【請求項4】
前記第1および第2の端部部分における個別の織り層間に、前記バイアス層のためのギャップがあり、それらのギャップは、前記織りプリフォームから外に織り出された縦糸の繊維あるいはヤーンによるものである、請求項2の織りプリフォーム。
【請求項5】
前記第1および/または第2の端部部分は、オスあるいはメスの形態のラグである、請求項1の織りフォーム。
【請求項6】
前記第1および/または第2の端部部分は、前記中央部分に同一直線上、あるいは角度をもった配置である、請求項1の織りフォーム。
【請求項7】
前記中央部分から前記第1および第2の端部部分までの移行変化部は、なめらかな傾斜、あるいは階段状のいずれかに変化する、請求項3の織りプリフォーム。
【請求項8】
前記中央部分は、その端の部分が二またになっている、請求項1の織りプリフォーム。
【請求項9】
前記二またになった端の部分は、メスあるいはクレビス形態のラグの2つの半部を形作る、請求項8の織りプリフォーム。
【請求項10】
前記中央部分は、前記第1および第2の端部部分よりも厚い、請求項1の織りプリフォーム。
【請求項11】
前記中央部分は、前記第1および第2の端部部分よりも薄い、請求項1の織りプリフォーム。
【請求項12】
前記第1の端部部分、前記第2の端部部分、および/または前記中央部分の前記層は、縦糸と横糸の繊維あるいはヤーンで織られている、請求項1の織りプリフォーム。
【請求項13】
前記中央部分は、層重ね(ply-to-ply)、厚さ方向(through thickness)、直交(orthogonal)、および角編み(angle interlock)のグループから選択される繊維組織をもつ、請求項1の織りプリフォーム。
【請求項14】
前記縦糸および横糸の繊維あるいはヤーンは、合成あるいは天然の材料であり、炭素、ナイロン、レーヨン、ポリエステル、ガラス繊維、コットン、ガラス、セラミックス、アラミドおよびポリエチレンの中のグループから選択される、請求項12の織りプリフォーム。
【請求項15】
前記織りプリフォームにガラス材料の層を編んで被せる、請求項1の織りプリフォーム。
【請求項16】
前記補強繊維は、前記層に対し垂直方向に配置される、請求項1の織りプリフォーム。
【請求項17】
前記補強繊維は、前記層に対し垂直の方向から外れた角度に配置される、請求項1の織りプリフォーム。
【請求項18】
前記補強繊維は炭素トウである、請求項1の織りプリフォーム。
【請求項19】
前記補強繊維は、前記プリフォームの端部部分にふさ付けあるいはステッチされる、請求項1の織りプリフォーム。
【請求項20】
前記第1および/または第2の端部部分は、その端部部分を横切る開口を備える、請求項1の織りプリフォーム。
【請求項21】
前記開口は、円形、楕円形、正方形、長方形、あるいは多角形である、請求項20の織りプリフォーム。
【請求項22】
前記厚さ方向の強化は、前記端部部分の全体に一様に分布している、請求項20の織りプリフォーム。
【請求項23】
前記厚さ方向の強化は、前記開口の縁周りに集中している、請求項20の織りプリフォーム。
【請求項24】
請求項1の織りプリフォームで強化された三次元コンポジット構造。
【請求項25】
コンポジット構造を強化するために用いるものであり、次の各構成および条件を備える織りプリフォーム。
a)織り込んだ複数の層をもつコラム部分。
b)個別の織り層を複数もつラグ端部部分であり、それら個別の複数の織り層は、前記コラム部分の織り込んだ複数の層に一体に織られ、しかも、前記プリフォームの全体の長さに広がる。
c)前記ラグ端部部分における個別の複数の織り層の間に、バイアス層が入っていること。
d)前記ラグ端部部分には、厚さ方向の強化があり、その強化は、前記個別の織り層およびバイアス層を横切る補強繊維で構成されること。
【請求項26】
コンポジット構造を強化するために用いる織りプリフォームを製造する方法であり、次の各工程を備える、織りプリフォームの製造方法。
a)複数の層をまとめて織り、一体構造の中央部分を形成する工程。
b)個別の複数の層を織り、第1の端部部分を形成する工程であり、前記個別の複数の層を前記中央部分における前記複数の層と一体に織ること。
c)個別の複数の層を織り、第2の端部部分を形成する工程であり、前記個別の複数の層を前記中央部分における前記複数の層と一体に織ること。
d)前記第1および第2の端部部分における個別の複数の織り層の間に、バイアス層を入れる工程。
e)前記第1および第2の端部部分に補強繊維を用いることにより、前記個別の層および前記バイアス層にふさ付けあるいはステッチを行う工程。
【請求項27】
縦糸の繊維あるいはヤーンを前記織りプリフォームから外に織り出し、前記中央部分から前記第1および第2の端部部分までの移行変化部を形成する工程をさらに備える、請求項26の製造方法。
【請求項28】
前記縦糸の繊維あるいはヤーンを前記織りプリフォームから織り出し、前記第1および第2の端部部分における個別の織り層を形成し、それによって、前記個別の織り層間に前記バイアス層のためのギャップを形成する工程をさらに備える、請求項26の製造方法。
【請求項29】
前記第1の端部部分は、オスあるいはメスの形態のラグである、請求項26の製造方法。
【請求項30】
前記第2の端部部分は、オスあるいはメスの形態のラグである、請求項26の製造方法。
【請求項31】
前記第1の端部部分は、前記中央部分に同一直線上、あるいは角度をもった配置である、請求項26の製造方法。
【請求項32】
前記第2の端部部分は、前記中央部分に同一直線上、あるいは角度をもった配置である、請求項26の製造方法。
【請求項33】
前記中央部分から前記第1および第2の端部部分までの移行変化部は、なめらかな傾斜、あるいは階段状のいずれかに変化する、請求項27の製造方法。
【請求項34】
前記中央部分は、その端の部分が二またになるように織られる、請求項26の製造方法。
【請求項35】
前記二またになった端の部分は、メスあるいはクレビス形態のラグの2つの半部を形作る、請求項34の製造方法。
【請求項36】
前記中央部分は、前記第1および第2の端部部分よりも厚い、請求項26の製造方法。
【請求項37】
前記中央部分は、前記第1および第2の端部部分よりも薄い、請求項26の製造方法。
【請求項38】
前記中央部分、前記第1の端部部分、および前記第2の端部部分は、縦糸と横糸の繊維あるいはヤーンで織られている、請求項26の製造方法。
【請求項39】
前記中央部分は、層重ね(ply-to-ply)、厚さ方向(through thickness)、直交(orthogonal)、および角編み(angle interlock)のグループから選択される繊維組織をもつように織られる、請求項26の製造方法。
【請求項40】
前記縦糸および横糸の繊維あるいはヤーンは、合成あるいは天然の材料であり、炭素、ナイロン、レーヨン、ポリエステル、ガラス繊維、コットン、ガラス、セラミックス、アラミドおよびポリエチレンの中のグループから選択される、請求項26の製造方法。
【請求項41】
前記織りプリフォームにガラス材料の層を編んで被せる、請求項26の製造方法。
【請求項42】
前記第1および/または第2の端部部分を横切る1または2以上の開口を形成する工程をさらに備える、請求項26の製造方法。
【請求項1】
コンポジット構造を強化するために用いるものであり、次の各構成および条件を備える織りプリフォーム。
a)織り込んだ複数の層をもつ中央部分。
b)個別の織り層を複数もつ第1の端部部分であり、それら個別の複数の織り層は、前記中央部分の織り込んだ複数の層に一体に織られ、しかも、前記プリフォームの全体の長さに広がる。
c)個別の織り層を複数もつ第2の端部部分であり、それら個別の複数の織り層は、前記中央部分の織り込んだ複数の層に一体に織られ、しかも、前記プリフォームの全体の長さに広がる。
d)前記第1および第2の端部部分における個別の複数の織り層の間に、バイアス層が入っていること。
e)前記第1および第2の端部部分には、厚さ方向の強化があり、その強化は、前記個別の織り層およびバイアス層を横切る補強繊維で構成されること。
【請求項2】
前記中央部分は、前記織りプリフォームの全長にわたる複数の層と、前記織りプリフォームの全長の一部にわたる複数の層とから構成される、請求項1の織りプリフォーム。
【請求項3】
前記全長の一部にわたる層は、縦糸の繊維あるいはヤーンで構成され、それら縦糸の繊維あるいはヤーンは前記織りプリフォームから外に織り出され、前記中央部分から前記第1および第2の端部部分までの移行変化部を形成する、請求項2の織りプリフォーム。
【請求項4】
前記第1および第2の端部部分における個別の織り層間に、前記バイアス層のためのギャップがあり、それらのギャップは、前記織りプリフォームから外に織り出された縦糸の繊維あるいはヤーンによるものである、請求項2の織りプリフォーム。
【請求項5】
前記第1および/または第2の端部部分は、オスあるいはメスの形態のラグである、請求項1の織りフォーム。
【請求項6】
前記第1および/または第2の端部部分は、前記中央部分に同一直線上、あるいは角度をもった配置である、請求項1の織りフォーム。
【請求項7】
前記中央部分から前記第1および第2の端部部分までの移行変化部は、なめらかな傾斜、あるいは階段状のいずれかに変化する、請求項3の織りプリフォーム。
【請求項8】
前記中央部分は、その端の部分が二またになっている、請求項1の織りプリフォーム。
【請求項9】
前記二またになった端の部分は、メスあるいはクレビス形態のラグの2つの半部を形作る、請求項8の織りプリフォーム。
【請求項10】
前記中央部分は、前記第1および第2の端部部分よりも厚い、請求項1の織りプリフォーム。
【請求項11】
前記中央部分は、前記第1および第2の端部部分よりも薄い、請求項1の織りプリフォーム。
【請求項12】
前記第1の端部部分、前記第2の端部部分、および/または前記中央部分の前記層は、縦糸と横糸の繊維あるいはヤーンで織られている、請求項1の織りプリフォーム。
【請求項13】
前記中央部分は、層重ね(ply-to-ply)、厚さ方向(through thickness)、直交(orthogonal)、および角編み(angle interlock)のグループから選択される繊維組織をもつ、請求項1の織りプリフォーム。
【請求項14】
前記縦糸および横糸の繊維あるいはヤーンは、合成あるいは天然の材料であり、炭素、ナイロン、レーヨン、ポリエステル、ガラス繊維、コットン、ガラス、セラミックス、アラミドおよびポリエチレンの中のグループから選択される、請求項12の織りプリフォーム。
【請求項15】
前記織りプリフォームにガラス材料の層を編んで被せる、請求項1の織りプリフォーム。
【請求項16】
前記補強繊維は、前記層に対し垂直方向に配置される、請求項1の織りプリフォーム。
【請求項17】
前記補強繊維は、前記層に対し垂直の方向から外れた角度に配置される、請求項1の織りプリフォーム。
【請求項18】
前記補強繊維は炭素トウである、請求項1の織りプリフォーム。
【請求項19】
前記補強繊維は、前記プリフォームの端部部分にふさ付けあるいはステッチされる、請求項1の織りプリフォーム。
【請求項20】
前記第1および/または第2の端部部分は、その端部部分を横切る開口を備える、請求項1の織りプリフォーム。
【請求項21】
前記開口は、円形、楕円形、正方形、長方形、あるいは多角形である、請求項20の織りプリフォーム。
【請求項22】
前記厚さ方向の強化は、前記端部部分の全体に一様に分布している、請求項20の織りプリフォーム。
【請求項23】
前記厚さ方向の強化は、前記開口の縁周りに集中している、請求項20の織りプリフォーム。
【請求項24】
請求項1の織りプリフォームで強化された三次元コンポジット構造。
【請求項25】
コンポジット構造を強化するために用いるものであり、次の各構成および条件を備える織りプリフォーム。
a)織り込んだ複数の層をもつコラム部分。
b)個別の織り層を複数もつラグ端部部分であり、それら個別の複数の織り層は、前記コラム部分の織り込んだ複数の層に一体に織られ、しかも、前記プリフォームの全体の長さに広がる。
c)前記ラグ端部部分における個別の複数の織り層の間に、バイアス層が入っていること。
d)前記ラグ端部部分には、厚さ方向の強化があり、その強化は、前記個別の織り層およびバイアス層を横切る補強繊維で構成されること。
【請求項26】
コンポジット構造を強化するために用いる織りプリフォームを製造する方法であり、次の各工程を備える、織りプリフォームの製造方法。
a)複数の層をまとめて織り、一体構造の中央部分を形成する工程。
b)個別の複数の層を織り、第1の端部部分を形成する工程であり、前記個別の複数の層を前記中央部分における前記複数の層と一体に織ること。
c)個別の複数の層を織り、第2の端部部分を形成する工程であり、前記個別の複数の層を前記中央部分における前記複数の層と一体に織ること。
d)前記第1および第2の端部部分における個別の複数の織り層の間に、バイアス層を入れる工程。
e)前記第1および第2の端部部分に補強繊維を用いることにより、前記個別の層および前記バイアス層にふさ付けあるいはステッチを行う工程。
【請求項27】
縦糸の繊維あるいはヤーンを前記織りプリフォームから外に織り出し、前記中央部分から前記第1および第2の端部部分までの移行変化部を形成する工程をさらに備える、請求項26の製造方法。
【請求項28】
前記縦糸の繊維あるいはヤーンを前記織りプリフォームから織り出し、前記第1および第2の端部部分における個別の織り層を形成し、それによって、前記個別の織り層間に前記バイアス層のためのギャップを形成する工程をさらに備える、請求項26の製造方法。
【請求項29】
前記第1の端部部分は、オスあるいはメスの形態のラグである、請求項26の製造方法。
【請求項30】
前記第2の端部部分は、オスあるいはメスの形態のラグである、請求項26の製造方法。
【請求項31】
前記第1の端部部分は、前記中央部分に同一直線上、あるいは角度をもった配置である、請求項26の製造方法。
【請求項32】
前記第2の端部部分は、前記中央部分に同一直線上、あるいは角度をもった配置である、請求項26の製造方法。
【請求項33】
前記中央部分から前記第1および第2の端部部分までの移行変化部は、なめらかな傾斜、あるいは階段状のいずれかに変化する、請求項27の製造方法。
【請求項34】
前記中央部分は、その端の部分が二またになるように織られる、請求項26の製造方法。
【請求項35】
前記二またになった端の部分は、メスあるいはクレビス形態のラグの2つの半部を形作る、請求項34の製造方法。
【請求項36】
前記中央部分は、前記第1および第2の端部部分よりも厚い、請求項26の製造方法。
【請求項37】
前記中央部分は、前記第1および第2の端部部分よりも薄い、請求項26の製造方法。
【請求項38】
前記中央部分、前記第1の端部部分、および前記第2の端部部分は、縦糸と横糸の繊維あるいはヤーンで織られている、請求項26の製造方法。
【請求項39】
前記中央部分は、層重ね(ply-to-ply)、厚さ方向(through thickness)、直交(orthogonal)、および角編み(angle interlock)のグループから選択される繊維組織をもつように織られる、請求項26の製造方法。
【請求項40】
前記縦糸および横糸の繊維あるいはヤーンは、合成あるいは天然の材料であり、炭素、ナイロン、レーヨン、ポリエステル、ガラス繊維、コットン、ガラス、セラミックス、アラミドおよびポリエチレンの中のグループから選択される、請求項26の製造方法。
【請求項41】
前記織りプリフォームにガラス材料の層を編んで被せる、請求項26の製造方法。
【請求項42】
前記第1および/または第2の端部部分を横切る1または2以上の開口を形成する工程をさらに備える、請求項26の製造方法。
【図1】


【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図5A】
【図5B】
【図6A】
【図6B】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図5A】
【図5B】
【図6A】
【図6B】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2011−503377(P2011−503377A)
【公表日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願番号】特願2010−533146(P2010−533146)
【出願日】平成20年10月23日(2008.10.23)
【国際出願番号】PCT/US2008/080941
【国際公開番号】WO2009/064594
【国際公開日】平成21年5月22日(2009.5.22)
【出願人】(508135080)アルバニー エンジニアード コンポジッツ インコーポレイテッド (16)
【Fターム(参考)】
【公表日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願日】平成20年10月23日(2008.10.23)
【国際出願番号】PCT/US2008/080941
【国際公開番号】WO2009/064594
【国際公開日】平成21年5月22日(2009.5.22)
【出願人】(508135080)アルバニー エンジニアード コンポジッツ インコーポレイテッド (16)
【Fターム(参考)】
[ Back to top ]