
コンポーネント摩耗防護層、コンポーネント摩耗防護コーティング法、およびコンポーネント摩耗防護コーティング法を実施する装置
本発明の対象は、コンポーネントを摩耗から防護する層物質、コンポーネントの摩耗防護コーティングのための新たな種類の方法、ならびに、この層物質を本発明の方法によりコンポーネント表面へ塗布することを可能にする装置である。この層物質は、低い摩擦係数と、滑り摩擦に対する非常に高い耐性とを有する、硬質物質化合物と遊離メタロイドからなる多相材料である。この方法は、化合物の両方の成分が物理的な蒸発源によって生成される、多相材料の反応性の析出である。方法を実施するために必要な設備は、特別な仕方で配置された少なくとも2つの物理的な蒸発源と、特別な回転テーブルとを含んでいる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の前提項に記載されている多相のコンポーネント摩耗防護層、請求項8の前提項に記載されているPVDコンポーネント摩耗防護コーティング法、ならびに、請求項15の前提項に記載されているコンポーネント摩耗防護コーティング法を実施する装置に関するものである。
【0002】
本発明の対象は、コンポーネントを摩耗から防護する新種の改良された層物質、コンポーネントの摩耗防護コーティングのための新種の方法、ならびに、この層物質を本発明の方法によってコンポーネント表面へ塗布することを可能にする装置である。コンポーネントとは、機械、装置、工具などの部材を意味している。
【背景技術】
【0003】
コンポーネント摩耗防護コーティングに対する要求事項は数多くの刊行物に記載されており、ここ最近10年間に一連の解決提案が出されている。要求事項の特色はコンポーネント固有であり、摩減、浸蝕、腐食、表面破壊、特定の温度領域や媒体中での摩擦係数等の動作要求をもたらす「スカフィング」、特定の液体での湿潤性、温度抵抗性、破壊靭性など、さまざまな摩耗メカニズムに対する重みづけされた耐性を統合したものである。このとき耐磨耗性の要求事項は、KiefferとBenesovskyの個別研究論文(R.Kieffer,R.Benesovsky,Hartstoffe(硬質物質),Springerverlag、ウィーン1963)の意味における硬質物質によって満たすことができることが示されている。しかし、このような硬質物質はほぼすべてのコンポーネント用途において、エネルギー損失や相手部品の摩損、摩耗につながる、あまりに高すぎる摩擦係数を有している。
【0004】
優れた滑り特性すなわち低い摩擦係数を求める要求事項を満たすために、従来技術では25年前から炭素を含むコンポーネント摩耗防護層、たとえば純粋な炭素層や改質された炭素層が用いられており、それはたとえばHuebschとDimigenによってEP0087836で提案されている。しかし、このような層は高い層摩耗を有するとともに、不十分な機械的、熱的な安定性を有している。こうした特性の改良は、従来、数多くの提案の対象とされてきている。このような炭素層の構造は、一般に、次の3つのパラメータで記述される。すなわち水素の含有率、sp2(グラファイト)結合とsp3(ダイヤモンド)結合の比率、不純物の割合であり、これは通常は金属、珪素、または窒素である。
【0005】
改良の提案は2種類のグループに区分することができる。すなわち、結合特性および/または酸素割合、窒素割合に関わる要請と、炭素および硬質物質からなる複合材料の形成に関わる要請である。
【0006】
たとえば炭素を含むコンポーネント摩耗防護層において、炭素が実質的にグラファイト結合されているようにすることが、D.TeerらによってUS6726993で提案されている。これとは逆に、C.StrondlらはEP1123989で炭素を含むコンポーネント摩耗防護層において、炭素が実質的にダイヤモンド結合されるようにすることを提案している。US67226993は試験方法としてラマン分光法を提案している。これらの提案で少なからず問題となるのは、グラファイト結合とダイヤモンド結合の割合を複雑なコンポーネントでどのように決めればよいのか誰にも分からないことであるが、層構造がコンポーネント幾何学構造にきわめて強く依存することは誰にでも分かるであろ
う。それは、特定の機能面に対する蒸気の時間的に平均した入射角を、コンポーネントの幾何学構造が規定することによる。このようにコンポーネントの異なる表面領域では層構造に相違があるという技術的知見は、数多くの層システムについて記載されており、たとえばDE10005612ではG.I.van der Kolkらにより、異なる表面領域に、異なる工学特性を有する炭素を含んだ異なる摩耗防護層を施すために利用されている。
【0007】
同様の問題は、O.MasslerらによってDE10018143で提起されているように、特定の水素含有率を求める要請においても存在している。窒素の取り込み、およびC−N結合の存在のメリットは、たとえばUS6726993の4欄13〜17行に記載されている。層の水素含有率は、平坦な試料でしか高い信頼度で判定することができない。水素含有率についてもG.I.van der Kolkらにより、異なる表面領域に、異なる工学特性を有する炭素を含んだ異なる磨耗防護層を施すために、どのようにこれを利用できるかが示されている。
【0008】
こうした理由から、構造ではなく層の技術的特性を発明の試験基準として適用することも再三にわたり提案されてきている。たとえばMasslerらは、層が15Gpaの最低硬度、好ましくは20Gpaの最低硬度と、少なくともHF3の付着強度とを有しているべきことを提案している。一方、Teerらは層の摩耗率が10−16m3/Nmの値を上回るべきでなく、ビッカース硬度が1000VHN以上であるのがよく、付着性試験における臨界荷重は70Nを上回るべきであり、乾燥摩擦係数は0.1を下回るのがよいことを提案している。G.SteffensらはDE19513614において、超ミクロ硬度が15〜40Gpaの範囲内にあるのがよく、鋼材物体に対する摩擦係数は<0.2であるのがよいことを提案しており、それに対してH.HolleckらはDE19625329において、摩擦係数、硬度、および熱伝導率を試験することを提案している。しかしながら、コンポーネント摩耗防護層が硬質であるのがよく、低い摩擦係数を有しているのがよく、コンポーネントに付着するのがよいというのは、コンポーネント摩耗防護層の一般的な特性を求める要請にほかならない。コンポーネント摩耗防護層がコンポーネント摩耗防護層であればよいというのは、層構造についての十分な試験基準として満足できるものではない。
【0009】
炭素と金属からなる複合材料の形態のコンポーネント摩耗防護層は、すでにHuebschとDimigenにより提案されている。このような層の詳細については、後にBergmannらによってJournal of Vacuum Science and
Technolgy(真空科学技術ジャーナル)A4,25867以下で公開されており、およびLe vide,les couches minces 235 supplement S.297以下でも公開されている。このような現在広く普及している従来技術を用いた層は、カーバイド結晶が介在する水素含有炭素からなる基質で成り立っており、カーバイド結合剤としてタングステン、チタン、クロムなどが使用される。これに加えて、カーバイド結晶の濃度が約4nmの周期で変調されることによって、マルチレイヤ層が形成される。方法としては、陰極スパッタリングと陰極スパッタリングプラズマ活性化アセチレン熱分解とを組み合わせたDimigen法とも呼ばれるハイブリッド方式が適用され、その詳細はDE10005612にも記載されている。
【0010】
このような層は、たとえば滑り軸受、ころ軸受、種々のモータ部品、たとえばカムタペット、カムシャフト、揺動レバー、ピストンリング、ガソリン・ディーゼルインジェクションシステムの部品、たとえばピストン、ニードル、インジェクションノズル、ディスク、自動車ギヤの歯車、油圧設備の部品、たとえばバルブスライダ、あるいは射出成形やプラスチック成形のような鋳型など、数多くの用途において要求事項を満たしておらず、したがって改良が模索されている。コンポーネント摩耗防護層に対する要求事項には、すべ
ての機能面における最低層厚を求める要請も含まれる。すなわち、コンポーネントの表面は完璧に平滑なのではなく、最後の加工ステップに由来する粗さを有している。このような粗さは規格化された方法で判定され、両方の特性量RaおよびRzによって特徴づけられる。効果的であるためにはコンポーネント摩耗防護層の層厚がRz値の少なくとも4倍であるのが望ましく、これは、大半のコンポーネントにおいて少なくとも5μmの層厚に相当している。
【0011】
この問題を解決するために、Teerらは、カーバイド濃度が変調された層に代えて、金属と炭素からなる多層を使用することを提案している。この層システムでは、グラファイト炭素結合に加えて、少なくとも3nmの個々の層の最低厚みが必要である(3欄34行)。これよりも層厚が少ないと、発明者らによれば、炭素が金属と反応してしまう危険がある。カーバイドの存在は、この層システムの利点を失わせてしまう。炭素層に金属原子が存在することも、層の特性に対して好ましい貢献をするものではない。この層は水素を含まないのが好ましく、非反応性の陰極スパッタリングで製作される。
【0012】
それに対してStrondlらは、カーバイド濃度が変調された層に代えて、カーバイドと炭素からなる多層を提案している。このようなダイヤモンド炭素結合を有する層では、カーバイド層の層厚は1〜3nm、好ましくは2nmであり、炭素層の層厚は1〜20nmである。これらの層は水素を含んでいるのが好ましい。
【0013】
BurgerらもUS6869676において、カーバイド濃度が変調された層に代えて硬質物質と炭素からなる多層を使用しており、層厚は1〜10nmの範囲内にあり、好ましくは2〜5nmであるとされている。この層の製作は、PVD法をCVD法で置き換えることによって成功させており、すなわち、炭素層を析出させるために陰極スパッタリングプラズマを使うのではなく、カーバイド源から空間的に切り離された別個のプラズマ源を採用している。炭素層は水素を含んでいる。しかしながら、このように改良された従来技術のコンポーネント摩耗防護層も、数多くの用途について不十分な特性を有している。
【0014】
滑り軸受や歯車、ならびにモータ部品の場合、現代の自動車に要求される耐用寿命に関する要求事項を満たすためには滑り摩耗率が高すぎる。ころ軸受の場合、多層構造は疲労による障害につながる。ピストンリングの場合、従来技術の層は「スカッフィング」の改善をもたらさないことが示されている。こうした不具合の原因は多様である。たとえば酸素を含む層の開発にあたっては、350℃を超える温度での耐性がないことが、これよりも低い温度で使用する際にも問題を起こすことが見過ごされていた。摩擦に基づいて特定の個所に、表面が最高800℃の温度に達するいわゆるホットスポットが生じるのが通例である。ホットスポットの発生は統計的な事象であり、コンポーネントの表面粗さと結びついている。これは水素の放出につながるとともに、層の機械的特性の損失につながる。分解生成物であるグラファイトは急速に磨減する。水素を含んでいる従来技術の層はスポットごとに焼け焦げると言うことができ、熱分解すると言ったほうがさらに正確な表現である。逆に、水素を含まないグラファイト炭素層では、摩擦接触領域で層が乱層構造グラファイトへと転換することを発明者らが証明している。このような転換も絶えまない摩耗につながる。
【発明の開示】
【発明が解決しようとする課題】
【0015】
本発明の課題は、従来技術の欠点のうち少なくともいくつかを取り除くことにある。
【課題を解決するための手段】
【0016】
この課題は本発明によると、請求項1に記載の特徴を備える多相のコンポーネント摩耗
防護層によって解決され、ならびに、請求項8および15に記載の方法に基づいて解決される。従属請求項2から7、9から14、および16から22は、本発明の好ましい実施形態に関わるものである。
【0017】
本発明によると、この問題は、従来の改良提案とは違ってコンポーネント摩耗防護層の中の水素を回避し、すなわち層が水素を含んでおらず、多層形成をできる限り大幅に抑制することによって回避することができる。層の結合特性の実験を省略することができる。この本発明によるコンポーネント摩耗防護コーティングの品質は、炭素結合形式および水素含有率という両方のパラメータに左右されないので、この層は、コンポーネントのすべての機能面に均等な品質で塗布することができる。
【0018】
炭素を含むコンポーネント摩耗防護層には、2つのファミリーのコンポーネント摩耗防護コーティング法がある。すなわち、多くの場合CVDと呼ばれる化学的蒸着法と、多くの場合PVDと呼ばれる物理的蒸着法である。この区別についての詳細は、Traite
des materiaux,Band 4,Analyse et Technologie des Surfaces,Kapitel 15(H.−J.Mathieu,E.Bergmann,R.Gras:Presses Polytechniques et universitaires romandes,Lausanne 2003)から読み取ることができる。CVD法とPVD法には、層の構造と特性の点からの一義的な区別につながる数多くの区別指標がある。構造および特性の点でのこうした一義的な区別は、PVD層とCVD層を区別することを当業者にとって容易にする。
【0019】
CVD法の古典的な例としては、以前の技術水準についての指摘も数多く見出すことができるDE19513614が役立つであろう。そこではコンポーネントを真空炉に入れて電気絶縁されたテーブルの上におき、真空のもとで方法固有の温度にする。次いで反応ガスを炉の中へ導入し、特定の圧力を設定する。次いで、電圧を印加することによって、コンポーネントが載っているテーブルの上でプラズマを点火する。電圧の種類については数多くのバリエーションがあり、それについては別の例であるDE10018143やUS6869676に詳細に記載されている。CVD法の欠点は、同じくTraite des materiaux,Band 4,Analyse et Technologie des Surfaces,Kapitel 15(H.−J.Mathieu,E.Bergmann,R.Gras:Presses Polytechniques
et universitaires romandes,Lausanne 2003)に説明されている。すなわち、流れが分子状でも乱流でもなく層状であることによる、多くの場合に適用される10〜1000Paの圧力に基づくガス誘導の困難である。これに加えて、炭素を含むコンポーネント摩耗防護層についてもっぱら適用されるプラズマ支援式のCVD法では、再現可能で均等な組成をもつ層を析出させるために、混合ガスの組成をコントロールする困難がある。この最後の問題はハイブリッド方式の場合にはなおいっそう大きくなるが、DE10005612に記載されているようにプラス面の利用もなされている(G.I.van der Kolkらは自分たちの炭化水素熱分解をPVDと呼んでいるが、これは誤りである)。
【0020】
物理的なコーティング法の基礎となるのは、蒸発、スパッタリング、アブレーションなどの物理的プロセスにより、層成分を輸送相にすることである。物理的なコーティング方法では、従来、反応性の方法と非反応性の方法が区別されている。非反応性の方法では、層は凝結によってコンポーネント表面に生成される。凝結のとき材料固有的に、出発材料の中にも存在していたのと同種類の化合物が形成される。1つの物理的な蒸発源を使用する場合、または、蒸発物が同一である複数の物理的な蒸発源を使用する場合、層材料が蒸着物材料に相当しており、AlSn20Cu合金ターゲットのスパッタリングはAlSn20Cu合金層をもたらし、BaTiO3タブレットの蒸発はBaTiO3層をもたらす
。MoS2ターゲットのレーザアブレーションは、MoS2層をもたらす。また、複数のるつぼからの同時蒸発および/または複数の蒸着物材料プレート(「ターゲット」とも呼ばれる)からのスパッタリングおよび/またはアブレーションによって、複合的な層を形成することもできる。たとえばAlSn20Cu層は、アルミニウムターゲットからのアルミニウムのスパッタリングと、ブロンズターゲットからのブロンズのスパッタリングとによって製作することもでき、あるいは(BaTiO3)m(SrTiO3)n層は、2つの異なるるつぼからのBaTiO3とSrTiO3の蒸発によって製作することもできる。このとき、陰極スパッタリング源および/またはるつぼは、コンポーネントのすべての機能面に層物質成分が同じ比率で当たるように配置されていなくてはならない。これは従来技術では、できる限り互いに近傍に位置する、非常に小さい面積をもつ物理的な蒸発源だけを使用し、工作物を非常に遠い距離のところに保つことによって解決される。
【0021】
反応性の方法では、物理的プロセスで投入される蒸気に加えて、物理的プロセスで投入された蒸気との間で工作物表面で反応するガスがコーティング設備へ導入される。このときガスとしては酸素、窒素、水蒸気、炭化水素、ボラン、硫化水素、あるいは一酸化炭素や一酸化窒素といった単純な化合物が、酸化物、窒化物、カーバイド、硼化物、硫化物、あるいはオキシカーバイドやオキシナイトライドを金属蒸気から析出するために考慮の対象となる。導入されるガスの熱分解生成物、たとえば遊離炭素や遊離イオウなどが層へ
いっしょに組み込まれるとき、ハイブリッド法という言葉が用いられる。化学量論損失を回避するために少量の反応性ガスだけが投入される方法は、非反応性の方法と呼ばれる。ここ数十年で広く普及した、少量の酸素を添加したうえでの酸化物蒸発による酸化物コーティングの工業的方法がその一例と呼べるであろう。
【0022】
金属を含む炭素層を析出させるための方法の大半は、金属またはカーバイドの陰極スパッタリングと、気体状の炭化水素のプラズマ熱分解すなわちプラズマ活性化CVD法とが組み合わされた、すでにHuebschとDimigenにより提案されているハイブリッド法の改良的バリエーションである。この改良は、たとえばUS6372303のようにCVD法の方法構成を対象とするか、または、陰極アーク式蒸発による陰極スパッタリングの置き換えを対象とするものであり、これは、たとえばJ.LauzaritaとA.AlberdiがEP0607736で、またWang Da−YungがTW495553で、またSato Toshikiが特開2001−172763で提案している。複合型ハイブリッド法も、I.YoshinoriとU.Yoshinaruにより特開2003−082458で提案されている。D.TeerらによりUS6726993では別の教示が行われており、これは、同例では陰極スパッタリングである純粋なPVD法を提案するものである。従来技術の設備は、たとえばDE10005612やUS6726993に記載されている。いずれの事例でも、物理的な蒸発源としてレーザアブレーション装置またはアーク式蒸着機を用いることもでき、それはたとえばUS6869676に記載されている。しかし本発明による方法の実施は、これらの設備では不可能である。本発明による方法は、従来技術の設備で構想されているようなマルチレイヤ層が析出されないことを保証する、装置設計の根本的な改変を必要とする。詳細については実施例を用いて説明する。
【0023】
従来技術のコンポーネント摩耗防護層の急速な摩耗という問題はすべて、これらの層で使用される水素含有炭素基質または炭素層の不十分な耐磨耗性に原因が帰せられることをわれわれは見出した。炭素層の存在を回避すればコンポーネント摩耗防護層がはるかに耐磨耗性になり、このことは、従来技術のコンポーネント摩耗防護層の場合に当てはまるような摩擦係数の不都合な増大なしに実現できることが判明している。本発明の出発点は、R.P.WeltyらによりWO2005/015065に記載されているような、陰極蒸発で析出される摺動部材用の炭素層の、格別に優れているとされている摩耗特性を、従来技術に記載されているような金属含有炭素層のための出発点として利用し、そのように
して、コンポーネントにとって適切な層を開発するという発想であった。
【0024】
定義:
メタロイド(非金属とも呼ばれる)は、金属とともに共有化合物またはイオン化合物を形成する化学元素である。これはハロゲン化物、カルコゲニド、窒素、リン、砒素、炭素、珪素、ゲルマニウム、硼素である(Materials Science and Engineering(材料科学とエンジニアリング):An Introduction,William D.Callister Jr.,John Wiley&Sons
Inc.5th edition,section 2.4参照)。
【0025】
すべての物質はさまざまな相として現出する。相とは気体、液体、さまざまな対称性の結晶である。物質が現出することができる相の数は、ギブスの相律によって決定することができる。1つの材料は、1つまたは複数の物質の1つまたは複数の相で成り立っている。それに応じて、この材料は単相、2相、3相などと呼ばれる。単相でない材料はすべて多相とも呼ばれる。
【0026】
次に、好ましい実施形態を示す模式的な図面を用いて、本発明を一例として詳しく説明する。図面は次のとおりである:
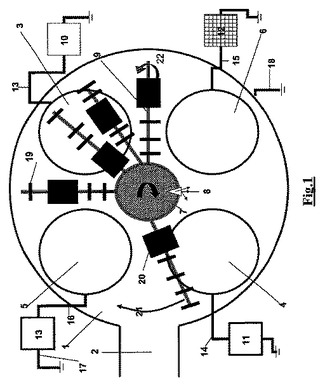
図1は、円筒状のコーティングチャンバ1を示している。これは特開2003−082458で使用されている装置に相当している。このコーティングチャンバは、ポンプ接続管2につながれた真空を生成する装置と、図面には示さない真空を監視する装置とを装備している。その中心には回転装置7があり、これに工作物回転支持体および/またはコンポーネント回転支持体9が取り付けられている。さらに、この工作物支持体・コンポーネント支持体に工作物19とコンポーネント20が取り付けられている。回転装置7は、すべての工作物支持体に同じ回転運動21をさせるだけでなく、個々の工作物支持体に自己回転22を与えるようにも構成されている。コーティングチャンバの底面には、さまざまな物理的蒸発源3,4,5,6を装備することができる。ここでの実施例および以下の実施例では、マグネトロン陰極スパッタリング装置と陰極アーク式蒸発器がさまざまな組み合わせで採用されている。4つの物理的な蒸着装置は、さらに電流供給部10,11,12,13を含んでおり、そのマイナス出力部は、ケーブル13,14,15,16により、以下においてはターゲットプレートと呼ぶ、物理的プロセスによって輸送相にされるべき材料からなるプレートに接続されており、その表面は工作物支持体および/またはコンポーネント支持体9のほうを向いている。ターゲットプレートは、物理的な蒸発源の表面でもある。電流供給部10,11,12,13のプラス出力部はアースにつながれている。チャンバも接地ケーブル18によってアース電位になっている。マグネトロン陰極スパッタリング装置と陰極アーク式蒸発器は、従来技術に対応している。回転装置7は混合ガス導入システム8も含んでおり、これを用いて質量流量コントローラで生成される混合ガスを設備へ導入することができる。このコーティングチャンバは、たとえば特開2003−082458やUS6726993に記載されているように(後者の場合には、4つの物理的な蒸発源は、閉じた磁気回路を形成するアンバランス型マグネトロン陰極スパッタリング装置として構成することになる)、上記以外の構成にすることもできることは当業者には明らかであり、また、本発明をどのように他の設備ジオメトリへ転用しなくてはならないかも明らかである。
【0027】
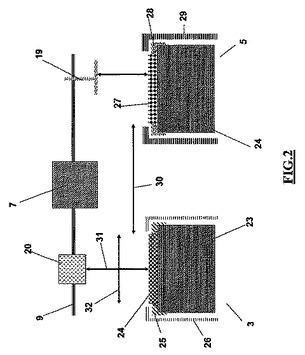
図2は、設備1の詳細を模式的に示している。一例として、この設備はマグネトロン陰極スパッタリング装置3と陰極アーク式蒸発器5とを含んでいる。これらの装置の詳細は従来技術から知られている。マグネトロン陰極スパッタリング装置と陰極アーク式蒸発器は、冷却装置および磁界を生成する装置を含む本体23,24と、ターゲットプレート24,27と、ターゲットプレート取付装置25,28とでそれぞれ構成されている。マグネトロン陰極スパッタリング装置3は陽極シールド26で取り囲まれているのに対して、
陰極アーク式蒸発器はアーク制限シールド29で取り囲まれている。
【0028】
図3〜図8は、本発明による層と、従来技術に対応する層との電子顕微鏡写真と光学顕微鏡写真である。これらの図について実施例を参照しながら説明する。
【発明を実施するための最良の形態】
【0029】
次に、実施例を参照しながら本発明について追加的に詳しく説明する。各実施例は好ましい実施形態である。
【0030】
実施例1:
図1に示すような設備を使用した。第1の実験で、従来技術に基づいて層を析出させることを試みた。そのために、クロムからなるターゲットプレート24が装填された4つのマグネトロン陰極スパッタリング装置3,4,5および6を設備に装備した。電流供給部として、電流制御式の4つの高圧供給部10,11,12,13を選択した。工作物19として、マルテンサイトステンレス鋼からなる精密研削された円板と、硬化された鋼材からなるピストンリング断片と、当該コンポーネント用として普及しているアルミニウム合金からなるブッシュ20とを使用した。これらの工作物を従来技術に基づく産業用の洗浄方法で洗浄し、工作物・コンポーネント支持体9に取り付けた。チャンバを4mPaの圧力になるまで排気した。コンポーネント支持体を3回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。アルゴンプラズマ中でのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。次いで、高圧供給部10,11,12および13のスイッチを入れ、それぞれ7アンペアの電流を設定した。10分後、1:4の比率のアルゴン:アセチレンからなる混合気でアルゴンガスを置き換え、同時に圧力を1Paに高めた。1時間後、高圧供給部10,11,12,13のスイッチを切り、設備を開けた。このような条件のもとで、それ以前にアセチレンを使わないテスト実験では、クロムの10μmの付着層が析出していた。工作物の上には異なる厚さの層フラグメントがあった。チャンバ底面は黒色の層断片で覆われていた。より厳密な検査が示したところでは、部品の上には、従来技術に基づくカーバイド結晶が封入された炭素基質からなる層が析出されていたようであるが、この層自体は剥げ落ちていた。その伸長強度が不十分であったためと思われる。クロム下層の付着は申し分なかった。基板電圧を変更することによる、または、クロムコーティングからクロムを含む炭素のコーティングへの移行を変更することによる、改良のための実験はさほどの改善をもたらさなかった。多層の析出も些細な改善しかもたらさなかった。この多層は、40秒経つごとにアセチレン流を40秒のあいだ周期的に停止することによって生成されたものであった。
【0031】
実施例2:
実施例1と同じ装置を使ったが、D.Teerらにより提案された改良を実施するべく試みたことだけが相違している。マグネトロン陰極スパッタリング装置で位置3,4および5にグラファイトからなるターゲットプレートを装填した。工作物19,20を前回の実施例と同じように洗浄して装填し、アルゴンプラズマ中でコンディショニングした。アルゴンプラズマ中でのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。次いで、高圧供給部10,11および12のスイッチを入れ、それぞれ6アンペアの電流を設定した。さまざまなコーティング時間を試してみた。しかし、層厚が1.5μmを超える層は剥げ落ちた。次いで、クロムからなるターゲットプレートが装填された第4のマグネトロン陰極スパッタリング装置を位置6に追加した。コンディショニングまでの手順は、同じく実施例1の手順に準じた。コンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。次いで、高圧供給部13のスイッチを入れ、電流を8アンペアに設定した。10分後、高圧供給部10,11および12のスイッチを入れ、それぞれ6アンペアの電流を設定した。この出力は、それによって回
転装置運動7で生成される回転運動21により、交互にクロムと炭素からなる厚さ約5nmの多層が析出されるように選択したものである。コンポーネント支持体を実施例1および前回の実験よりも高い10回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。10回転/分の回転速度は、従来技術に基づく回転装置7で適用することができる最大値に相当している。さまざまなコーティング時間を試してみた。5μmよりも薄い層だけが、剥げ落ちることなく析出することができた。硬化されたステンレス鋼からなる試料上でのロックウェル押込みによる付着試験はHF5を示した。しかし大半の剥落は層において観察された。US6726993に基づく層は明らかに低すぎる引張強度と変形性を有しており、原因は、そのグラファイト結合構造にあると思われる。グラファイトは周知のとおり、あらゆる材料のなかで格別に低い引張強度を有しており、ほとんど可塑変形することができない。
【0032】
この問題を解決するために、われわれはグラファイト結合をダイヤモンド結合で置き換えることを意図し、グラファイトのマグネトロン陰極スパッタリングを陰極アーク式蒸発で置き換えた。このことは、Weltyらによる従来技術で特に摺動の用途のためにも推奨されている。
【0033】
実施例4:
同じく実施例1と同じ装置を使用した。位置6に、炭素からなるターゲットプレートが装填された陰極アーク式蒸発器を装備した。電流供給部12として、溶接技術で通常用いられる高圧供給部KEMPPI320を使用した。位置5に、クロムからなるターゲットプレートが装填された陰極アーク式蒸発器を装備した。電流供給部13として、高圧供給部KEMPPI320を同じく使用した。位置3および4に、クロムからなるターゲットプレートが装填されたマグネトロン陰極スパッタリング装置を装備した。電流源10および11については、同じく高圧供給源を使用した。当然ながら、陰極スパッタリングから陰極アーク式蒸発へ設備変更するときに必要な他の変更もすべて行った。たとえば高周波絶縁された高圧ケーブル15および16を、断面積が120mm2の銅ケーブルで置き換えた。この機構は特開2003−082458に相当するものであった。工作物を以前の実施例と同じように洗浄して装填し、アルゴンプラズマでコンディショニングした。アルゴンプラズマでのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。コンポーネント支持体を10回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。電流源10および11のスイッチを入れ、電流を両方とも8アンペアに調節した。5分後に窒素をチャンバへ導入し、この窒素により全圧を1Paまで高めた。20分後、電流源12のスイッチを入れて電流を120Aにセットした。陰極アーク式蒸発器でアークを点火した。次いで、窒素流および両方の電流源10および11のスイッチを切った。45分後に電流源12のスイッチを切った。部品を開けてみると炭素層の大部分が剥がれ落ち、すなわち、凝集力の喪失によって層の各部分が剥落していた。下地への窒化クロム層の付着、および窒化クロム層への炭素層の付着は満足のいくものであった。この方法は特開2003−082458およびWO2005/015065の従来技術に対応するものであった。
【0034】
実施例5:
特開2003−082458およびWO2005/015065の従来技術の方法は満足のいく結果をもたらさなかったので、他の方法において、特にCVD法についてはUS6869676に、PVD法についてはUS6726993に、ハイブリッド法についてはStrondlらによりEP1123989にそれぞれ提案されている層構造に関する発想を、従来技術の方法と組み合わせることを試みた。今回も実施例4と同じ装置を使用した。ただし、陰極アーク式蒸発器によって実施例2の構造に対して生じる非対称性に基づき、非均衡型マグネトロン陰極スパッタリング装置について閉じた磁気回路をつくることはもはや不可能だった。工作物を前回の実施例と同じように洗浄して装填し、アルゴンプ
ラズマでコンディショニングした。アルゴンプラズマでのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。コンポーネント支持体を10回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。電流源10および11のスイッチを入れ、電流を両方とも8アンペアに調節した。3分後に電流源14のスイッチを入れ、120Aの電流をセットした。陰極アーク式蒸発器6でアークを点火した。45分後に電流源11,12および14のスイッチを切った。部品は7μmの層でコーティングされていた。自然な剥落は確認されなかった。しかし付着試験では凝集の剥落が確認された。透過電子顕微鏡のために球冠薄片と断面薄片を作成して検査した。その透過電子顕微鏡写真を図3として示す。図3aは層がマルチレイヤ構造を有することを示しており、厚さが2nm未満から最大8nmの炭素薄層32が、厚さ12nmのクロム層33と交互に配されている。図3bは、連続する炭素層と連続する金属層との存在を裏づける部分の拡大図を示している。この球冠薄片は、これらの層がなぜ付着試験に耐えられないのかを示している。クロム層が炭素層から剥がれている。別の実験では、電流源11,12および14のセットされた電流を変化させ、それにより、クロム層の層厚を2nmから12nmのあいだで変化させ、炭素層の層厚を1nmから20nmのあいだで変化させた。本質的な改善は確認されなかった。逆に、金属層を炭素層よりも薄く構成するというStrondlらの提案は改悪につながることが示された。マグネトロン陰極スパッタリング法やハイブリッド法とは異なり、炭素層の層厚は陰極アーク式蒸発においては大幅に変化する。このことは、炭素ターゲット上での陰極足点のゆっくりとした運動に基づく方法上の問題であり、抑制することはできない。炭素ターゲット上でのアーク運動の制御に関わる問題については数多くの刊行物がある。本例で適用している制御法は、従来技術よりも高性能であった。
【0035】
実施例6:
実施例5と同様に手順を進めた。アークの点火後、追加的に40sccm(標準立法メートル/分)のアセチレンを設備へ導入した。これはCVD成分の追加によって、US6869676によるBurgerらの提案に方法を近づけるためであった。こうして析出された層は、炭素層において実施例5の層よりも大きい剥落を示していた。
【0036】
実施例7:
同じく実施例4と同じ装置を使用した。工作物とコンポーネントを以前の実施例と同じように洗浄して装填し、アルゴンプラズマ中でコンディショニングした。アルゴンプラズマ中でのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。コンポーネント支持体を10回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。電流源13のスイッチを入れ、電流を85アンペアにセットした。次いで、陰極アーク式蒸発器5でアークを点火させ、従来技術から知られている金属プラズマコンディショニングを実施した。金属プラズマコンディショニングの最後に、電流源13の電流を120アンペアに高め、工作物のバイアス電圧を下げることによってクロムコーティングを開始した。次いで電流源10および11のスイッチを入れ、電流を両方とも6アンペアに調節した。3分後に電流源14のスイッチを入れ、120Aの電流を設定した。陰極アーク式蒸発器6でアークを点火した。35分後、電流源11,12,13および14のスイッチを切った。部品は8μmの層でコーティングされた。自然な剥落は確認されなかった。しかし付着試験では凝集の剥落が認められた。球冠薄片を作成して検査した。層はマルチレイヤ構造を有しており、厚さが2nm未満から最大8nmの炭素薄層が、厚さ20nmのクロム層と交互に配されている。この球冠薄片は、これらの層がなぜ付着試験に耐えられないのかを示している。クロム層は多くの個所で炭素層から剥がれ落ちる。しかしながら、実施例5に比べると明白な改良が認められた。
【0037】
実施例8:
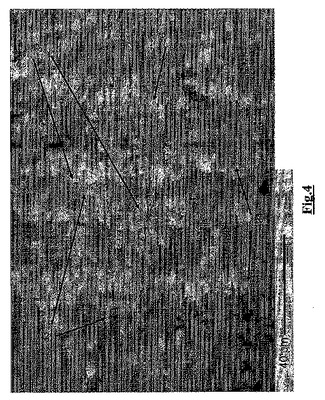
やはり実施例5と同じ装置を使用した。工作物を以前の実施例と同じように洗浄して装填し、アルゴンプラズマ中でコンディショニングした。アルゴンプラズマ中でのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。コンポーネント支持体を10回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。電流源13のスイッチを入れ、電流を85アンペアにセットした。次いで、陰極アーク式蒸発器5でアークを点火させ、従来技術から知られている金属プラズマコンディショニングを実施した。金属プラズマコンディショニングの最後に、電流源13の電流を150アンペアに高め、工作物のバイアス電圧を下げることによってクロムコーティングを開始した。3分後に電流源14のスイッチを入れ、100Aの電流を設定した。陰極アーク式蒸発器6でアークを点火した。45分後、電流源13および14のスイッチを切った。部品は7.5μmの層でコーティングされた。自然な剥落は確認されなかった。しかし付着試験では凝集の剥落が認められた。球冠薄片を作成して検査した。層はマルチレイヤ構造を有しており、厚さが2nm未満から最大6nmの炭素薄層が、厚さ10nmのクロム層と交互に配されている。この球冠薄片を図4に示す。クロム層34が複数の個所37で炭素層33から剥がれ落ちている。しかしながら、実施例7に基づく層に比べると明白な改良が認められた。
【0038】
実施例9:
以前の実施例で使用した設備を改変した。マグネトロン陰極スパッタリング装置3および4を取り外した。それにより、この設備は両方の陰極アーク式蒸発器5および6が、図1に示す位置で装備されているのみとなった。このとき陰極アーク式蒸発器6には炭素ターゲットが装填されており、陰極アーク式蒸発器5にはクロムターゲットが装填されていた。回転装置およびコンポーネント支持体9は、次のように新たな設計によって置き換えた。すなわち、回転装置は100回転/分の回転速度を可能にする。これを実現するために、新たな高性能のモータを相応の伝動装置とともに使用した。その他のモジュールもすべて新しく構想した。すなわち、すべての滑り軸受を球軸受で置き換えた。基板電流供給部は運動供給部から切り離し、電気接触は基板受容スピンドルへ直接行った。基板受容部における差込接合は、ねじ接合ないし好ましくは嵌合による接合で置き換えた。遠心力をうけるコンポーネントはすべて従来技術に比べて強化して施工した。
【0039】
工作物として、マルテンサイトステンレス鋼からなる精密研削された円板と、硬化された鋼材からなるピストンリング断片と、当該コンポーネント用として普及しているアルミニウム合金からなるブッシュ20とを使用した。これらの工作物を従来技術に基づく産業用の洗浄方法で洗浄し、工作物・コンポーネント支持体9に取り付けた。チャンバを4mPaの圧力になるまで排気した。コンポーネント支持体を100回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。アルゴンプラズマ中でのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。電流源13のスイッチを入れ、電流を85アンペアにセットした。次いで、陰極アーク式蒸発器5でアークを点火させ、従来技術から知られている金属プラズマコンディショニングを実施した。金属プラズマコンディショニングの最後に、電流源13の電流を150アンペアに高め、工作物のバイアス電圧を下げることによってクロムコーティングを開始した。3分後に電流源14のスイッチを入れ、100Aの電流を設定した。陰極アーク式蒸発器6でアークを点火した。50分後、電流源13および14のスイッチを切った。部品は8μmの層でコーティングされた。自然な剥落は確認されなかった。球冠薄片と断面薄片を透過電子顕微鏡用に作成し、検査した。この検査は、層がマルチレイヤ構造を有していないことを示していた。炭素層とクロム層をあまり見分けることができない。構造分析が示すところでは、これらの層は実質的にクロムカーバイドと非晶質炭素からなっている。付着試験では、凝集の機能失陥は示されなかった。球冠薄片には、まだ局所的、散発的な剥落を層に認めることができる。
【0040】
コーティングされた円板で摩擦係数測定と摩耗率測定を実施した。両方の測定は、焼結された酸化アルミニウムからなる球を用いて行った。0.3の滑り摩擦係数が計測された。摩耗率は1.5×10−16m3/Nmであった。電子ビーム誘導されたX線放射のエネルギー分散型分析を用いた組成の分析は、62原子%の炭素と38%のクロムを示していた。
【0041】
実施例10:
設備を再度改変した。クロムターゲットが装填された陰極アーク式蒸発装置を位置5から位置3へ移した。ケーブル配線と冷却水案内も相応に変更した。次いで、実施例9と同じようにコーティングを実施した。部品は8μmの層でコーティングされた。自然な剥落は確認されなかった。球冠薄片と断面薄片を透過電子顕微鏡用に作成し、検査した。
【0042】
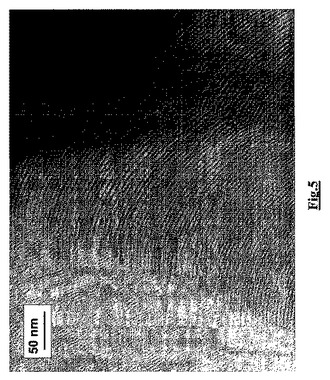
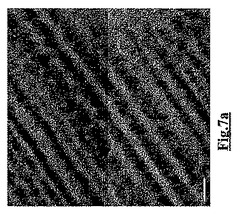
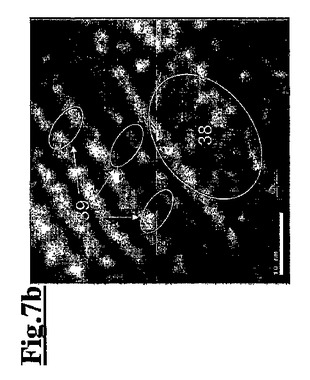
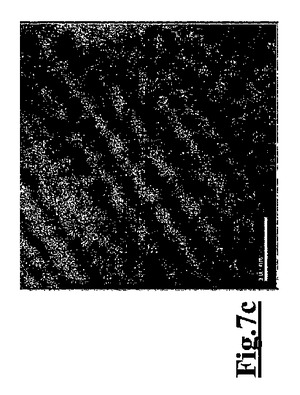
透過電子顕微鏡写真を図5として掲げる。図5は、層がマルチレイヤ構造を有していないことを示している。炭素層とクロム層を見分けることができない。しかしながら、組成の変調39が2nmの周期で依然として認められる。これは回転中に析出した層に相当している。球冠薄片を図6に掲げる。局所的な剥落はひとつも認めることができない。精密な構造分析の図7が示すように、この層は、粒度がnm単位であるクロムカーバイドと、非晶質炭素とで実質的に構成されている。粒度は、層が推移するなかで不規則に変化している。この層は検証可能な金属クロムを含んでいない。マルチレイヤ状の構造はまだ部分的に残っているが、連続する炭素薄層はもはや存在しない。この層は、構造が等方性に近い部分領域38を有しており、すなわち、クロムカーバイド粒子と炭素粒子とで構成される部分領域を有している。クロムカーバイド粒子の大きさは1〜5nmの範囲内にある。マルチレイヤ構造がまだ残っている層の領域でも、炭素薄層がカーバイド粒子39により貫通されていることも決定的に重要である。連続する炭素薄層が存在しないことは、卓越したトライボロジー特性をもたらすことが考えられる。
【0043】
電子ビーム誘導されたX線放射のエネルギー分散型分析を用いた組成の分析は、62原子%の炭素と38%のクロムを示していた。
【0044】
コーティングされた円板で摩擦係数測定と摩耗率測定を実施した。両方の測定は、焼結された酸化アルミニウムからなる球を用いて行った。0.22の滑り摩擦係数が計測された。摩耗率は3×10−17m3/Nmであった。
【0045】
実施例11:
設備の構造は実施例10に準じた。コーティング方法も実施例10のものに準じた。ただし、アーク式蒸発器6でのアークの点火から3分後に、窒素を160sccmで設備へ導入した。そしてコーティングを50分間、一定のパラメータ設定で続行した。開いてみると部品が10μmの層でコーティングされていることがわかった。自然な剥落は確認されなかった。
透過電子顕微鏡写真は、層がマルチレイヤ構造を有していないことを示していた。炭素層とクロム層を見分けることはできなかった。しかしながら、2nmの周期で組成の変調を依然として認めることができた。これは回転中に析出された層に相当している。球冠薄片には局所的な剥落をひとつも認めることができなかった。構造分析は、この層が、粒度がnm単位であるクロムカーバイドまたは炭窒化クロムと、非晶質炭素とで実質的に構成されていることを示していた。両方のクロム化合物は、適用した分析では区別することができなかった。粒度は層が推移するなかで不規則に変化している。この層は検証可能な金属クロムを含んでいなかった。構造は実施例10の層の構造に類似している。
【0046】
電子ビーム誘導されたX線放射のエネルギー分散型分析を用いた組成の分析は、58原子%の炭素と32%のクロムと10%の窒素とを示していた。
コーティングされた円板で摩擦係数測定と摩耗率測定を実施した。両方の測定は、焼結された酸化アルミニウムからなる球を用いて行った。0.20の滑り摩擦係数が計測された。摩耗率は1.2×10−17m3/Nmであった。
【0047】
実施例12:
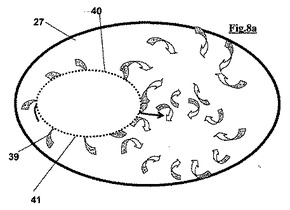
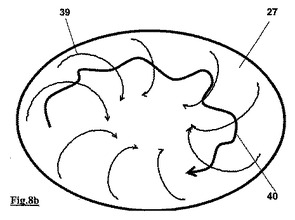
陰極アーク式蒸発装置6を改変した。陰極足点の磁気案内を変更した。実施例4〜11の陰極足点の磁気案内が図8aに説明されている。実施例4〜11の陰極足点の磁気案内は、頂点が3つのリング41を形成する磁束線39からなっている。磁界を生成する図示しない装置はターゲットプレートに対する法線軸を中心として回転を行い、この回転によってこれらのリングがターゲットプレート中心点のまわりで円を描いていた。この磁界において陰極足点は、印加される案内部からたびたび離れて、1つのリングから別のリングへゆっくりと移っていく軌道40に従っていた。このような磁界を、図8bに示す単純な磁界で置き換えた。この磁界の磁束線42の頂点は1つの円を形成している。この磁界は磁界8aに比べて、ここでは詳しく説明することはしない数多くの欠点を有している。しかし陰極足点は、はるかに高速かつ特に均等な円形のメアンダ運動43を行う。他のモジュールは実施例11に対して変更されていない。コーティング方法を実施例11と同じように実施し、やはり10μmの層が析出された。球冠薄片と断面薄片を透過電子顕微鏡用に作成し、検査した。透過電子顕微鏡写真の結果は、図9の暗視野写真として示されている。層の構造は実施例10および11のものに対応していた。しかし粒度は、層の推移につれて規則的に変化していた。このような粒度変化は、クロムカーバイド線とともに撮影された暗視野写真に「銀河層」44として観察することができた。粒度が比較的大きい層が「銀河」にそれぞれ相当している。粒度層の周期は陰極足点回転の周期に一致している。
【0048】
部品に対する陰極足点の位置に依存して、析出される層の結晶子サイズが大きくなったり小さくなったりするものと想定される。決定的なパラメータである、コンポーネント表面から陰極足点までの距離、または陰極足点からコンポーネント表面を結んだ直線とターゲット表面に立てた法線との間の角度は、われわれの装置では確認することができなかった。粗い粒子が短い間隔に相当しているのか、それとも長い間隔に相当しているのかも確認できなかった。コーティングされた円板で摩擦係数測定と摩耗率測定を実施した。両方の測定は、焼結された酸化アルミニウムからなる球を用いて行った。0.18の滑り摩擦係数が計測された。摩耗率は2×10−18m3/Nmであった。
【0049】
本例で行った観察は次のように説明することができる。
従来技術に相当しているような実質的に単相のコンポーネント摩耗防止層、またはカーバイドが組み込まれた炭素基質からなる層は、層厚が比較的大きいと自然に剥がれ落ちてしまう程度の低い機械的特性を有している。
【0050】
マルチレイヤ層は1つの改良ではあるが、依然として凝集力によっては機能しない。良好な摩耗特性のためには、金属の不在および連続する炭素薄層の不在が前提条件となる。実験はクロムと炭素でしか実施していない。しかしながら、類似の挙動および類似の優れた特性は、これ以外のカーバイド形成金属を使っても実現できることは当然である。主要な部分がカーバイド形成金属からなっている合金も、適していると思われる。金属または合金の選択は、コンポーネントの適用条件に即して当業者が決める。カーバイド層に代えて、硫化物、珪化物、硼化物などからなる層も考えられる。その場合、たとえば硫黄、珪素、硼酸がこれらに組み込まれることになる。
【0051】
メタロイドと金属の濃度の周期的な変化は、いくつかのケースにおいては化合物結晶の形成を容易にし、アモルファス層の析出を阻むものとわれわれは考えている。検討したシステムでは、2nmの周期での変化が良いことが実証されている。高い確率で炭窒化物の形態をとる窒素を、コーティングが実施されるガス雰囲気に追加することも同じく成果が
実証されている。低い摩擦係数を確保するために、層の窒素含有率は炭素含有率を上回らないのがよい。
【0052】
層の組成は、その製作のために好ましい同時アーク蒸発の方法の場合、蒸発器電流の比率によって規定される。陰極スパッタリングのような他の方法では、組成を最適化するためにターゲット出力を利用することになる。このとき最善の組成は、ある程度の変動幅のなかにあるのがよい。具体的な事項は、コンポーネントの利用分野やコーティング時のカーバイド形成に依存して決まる。後者は、たとえばクロム・炭素の場合、コーティング温度およびコーティングプロセス中の工作物バイアス電圧によって制御することができる。遊離炭素の存在を抑圧しないために、炭素の20原子%の下限、好ましくは40原子の下限を下回らないほうがよい。示されているように機械的特性に後から影響を及ぼす炭素基質が形成されるのを回避するために、炭素の85原子%の上限、好ましくは70原子%の上限を同じく超えないのがよい。
【0053】
従来技術に基づく摩耗防護層は一般に薄く、1〜3μmである。われわれの実験が示すところでは、このように薄い層は起伏の先端部のところであまりに急速に磨減してしまうので、コンポーネント摩耗防護には不適当である。従来技術がこのように薄い層を使用している理由は、層が不十分な機械的特性を有しているからである。最後の例が示すように、粒度の周期的な変化は摩耗率に対して格別に好ましく作用する。われわれが見出した反応性同時蒸発の方法は、物理的方法で成分を蒸気相にすることができる化合物からなる、あらゆる材料に適用することができる。この方法は当然ながらカーバイド、金属の硼化物、硫化物、珪化物の析出に適しており、さらには、テルル化物のような異種の化合物もこの方法で適用可能であろう。
【0054】
本発明による方法の1つの主要な特徴は、工作物とコンポーネントが物理的な金属源の蒸気と物理的なメタロイド源の蒸気に同時に、または非常に短い間隔で、曝露されることにある。このことは、両方の物理的な蒸発源が特定の相対間隔で配置されることによって実現され、この間隔は、当然ながら、両方の発生源の表面から、工作物やコンポーネントのコーティングされるべき機能面までの間隔にも左右される。150mmの最大間隔を上回ってよいのは、設備工学上の別の方策によってこの最大間隔が補償される場合に限られる。
【0055】
工作物とコンポーネントが前面から交互に異なる物理的蒸発源に暴露されるように本発明の方法が具体化されているとき、工作物とコンポーネントが主として物理的な蒸発源に曝露される時間は、2〜5nmを超えて析出が行われない程度に短く設定されるのがよい。
【0056】
本方法を実施するには陰極アーク式蒸発器の成果が特に実証されている。実験をしたクロム/炭素の組み合わせの実施例では、炭素蒸気を製作するためのマグネトロン陰極スパッタリング装置の同時使用は、層の機械的特性に対してマイナスの作用を及ぼした。逆に、同実施例では窒素を含有する雰囲気の適用は層特性を改善したのに対して、炭素を含有する雰囲気の使用は層特性を低下させた。
【0057】
本発明による装置は、工作物とコンポーネントを1つの物理的な蒸発源から次へと非常に高速で動かすことを可能にする、特別な回転テーブルを有することを特徴としている。このような回転テーブルは、保持部の設計に関して数多くの欠点を有しているので、従来技術では知られていない。本発明による装置の保持部は、一般に、製造および装填に高いコストがかかる。しかしこのことは、そこで製作可能な層の比類のない特性によって補って余りある。
【0058】
コンポーネントのそれぞれの機能面を、かなり迅速な間隔で炭素ターゲット上の陰極足点の近傍へ案内することによって、炭素を含有するコンポーネント摩耗防護層のいっそうの改良が実現された。このことは、炭素を蒸発させるアーク式蒸発器の陰極足点の特別な案内によって実現される。図示している、ただし他を排除するわけではない実施例は、そのために、楕円形の通路を形成する強力な磁界を利用する。楕円形の1つの特別な実施例が円である。回転軸に対して鉛直な振動性運動は、回転運動の軸に対して鉛直に延びるターゲットプレートの対角線に対する、陰極足点43の軌道の投影である。ただし、この振動性運動の時間的周期は、機能面が1つの物理的な蒸発源から次へと動く時間よりもはるかに長いほうがよい。1〜6秒の時間がよいことが実証されている。
【図面の簡単な説明】
【0059】
【図1】円筒状のコーティングチャンバ1を示している。
【図2】設備1の詳細を模式的に示している。
【図3a】通常の倍率による明光写真である。電子顕微鏡でみた従来技術に基づくマルチレイヤ層を示している。
【図3b】高解像度で撮影した図3aの部分図である。電子顕微鏡でみた従来技術に基づくマルチレイヤ層を示している。
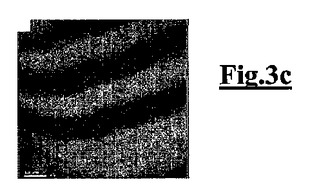
【図3c】図3bと同じ部分についてクロム元素の分布を示している。電子顕微鏡でみた従来技術に基づくマルチレイヤ層を示している。
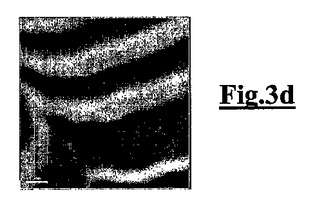
【図3d】図3bおよび図3cと同じ部分について炭素元素の分布を示している。電子顕微鏡でみた従来技術に基づくマルチレイヤ層を示している。
【図4】球冠薄片の一部を示す、大きく拡大した光学顕微鏡写真である。
【図5】本発明によるコンポーネント摩耗防護層の電子顕微鏡写真である。
【図6】本発明によるコンポーネント摩耗防護層の球冠薄片の一部を示す大きく拡大した光学顕微鏡写真である。
【図7a】高解像度で示す図5の部分である。
【図7b】図7aと同じ部分についてクロム元素の分布を示している。
【図7c】図7aおよび図7bと同じ部分について炭素元素の分布を示している。
【図8a】円筒陰極のための本発明によるアーク陰極足点の案内の例である。これについては実施例12で説明する。
【図8b】円筒陰極のための本発明によるアーク陰極足点の案内の例である。これについては実施例12で説明する。
【技術分野】
【0001】
本発明は、請求項1の前提項に記載されている多相のコンポーネント摩耗防護層、請求項8の前提項に記載されているPVDコンポーネント摩耗防護コーティング法、ならびに、請求項15の前提項に記載されているコンポーネント摩耗防護コーティング法を実施する装置に関するものである。
【0002】
本発明の対象は、コンポーネントを摩耗から防護する新種の改良された層物質、コンポーネントの摩耗防護コーティングのための新種の方法、ならびに、この層物質を本発明の方法によってコンポーネント表面へ塗布することを可能にする装置である。コンポーネントとは、機械、装置、工具などの部材を意味している。
【背景技術】
【0003】
コンポーネント摩耗防護コーティングに対する要求事項は数多くの刊行物に記載されており、ここ最近10年間に一連の解決提案が出されている。要求事項の特色はコンポーネント固有であり、摩減、浸蝕、腐食、表面破壊、特定の温度領域や媒体中での摩擦係数等の動作要求をもたらす「スカフィング」、特定の液体での湿潤性、温度抵抗性、破壊靭性など、さまざまな摩耗メカニズムに対する重みづけされた耐性を統合したものである。このとき耐磨耗性の要求事項は、KiefferとBenesovskyの個別研究論文(R.Kieffer,R.Benesovsky,Hartstoffe(硬質物質),Springerverlag、ウィーン1963)の意味における硬質物質によって満たすことができることが示されている。しかし、このような硬質物質はほぼすべてのコンポーネント用途において、エネルギー損失や相手部品の摩損、摩耗につながる、あまりに高すぎる摩擦係数を有している。
【0004】
優れた滑り特性すなわち低い摩擦係数を求める要求事項を満たすために、従来技術では25年前から炭素を含むコンポーネント摩耗防護層、たとえば純粋な炭素層や改質された炭素層が用いられており、それはたとえばHuebschとDimigenによってEP0087836で提案されている。しかし、このような層は高い層摩耗を有するとともに、不十分な機械的、熱的な安定性を有している。こうした特性の改良は、従来、数多くの提案の対象とされてきている。このような炭素層の構造は、一般に、次の3つのパラメータで記述される。すなわち水素の含有率、sp2(グラファイト)結合とsp3(ダイヤモンド)結合の比率、不純物の割合であり、これは通常は金属、珪素、または窒素である。
【0005】
改良の提案は2種類のグループに区分することができる。すなわち、結合特性および/または酸素割合、窒素割合に関わる要請と、炭素および硬質物質からなる複合材料の形成に関わる要請である。
【0006】
たとえば炭素を含むコンポーネント摩耗防護層において、炭素が実質的にグラファイト結合されているようにすることが、D.TeerらによってUS6726993で提案されている。これとは逆に、C.StrondlらはEP1123989で炭素を含むコンポーネント摩耗防護層において、炭素が実質的にダイヤモンド結合されるようにすることを提案している。US67226993は試験方法としてラマン分光法を提案している。これらの提案で少なからず問題となるのは、グラファイト結合とダイヤモンド結合の割合を複雑なコンポーネントでどのように決めればよいのか誰にも分からないことであるが、層構造がコンポーネント幾何学構造にきわめて強く依存することは誰にでも分かるであろ
う。それは、特定の機能面に対する蒸気の時間的に平均した入射角を、コンポーネントの幾何学構造が規定することによる。このようにコンポーネントの異なる表面領域では層構造に相違があるという技術的知見は、数多くの層システムについて記載されており、たとえばDE10005612ではG.I.van der Kolkらにより、異なる表面領域に、異なる工学特性を有する炭素を含んだ異なる摩耗防護層を施すために利用されている。
【0007】
同様の問題は、O.MasslerらによってDE10018143で提起されているように、特定の水素含有率を求める要請においても存在している。窒素の取り込み、およびC−N結合の存在のメリットは、たとえばUS6726993の4欄13〜17行に記載されている。層の水素含有率は、平坦な試料でしか高い信頼度で判定することができない。水素含有率についてもG.I.van der Kolkらにより、異なる表面領域に、異なる工学特性を有する炭素を含んだ異なる磨耗防護層を施すために、どのようにこれを利用できるかが示されている。
【0008】
こうした理由から、構造ではなく層の技術的特性を発明の試験基準として適用することも再三にわたり提案されてきている。たとえばMasslerらは、層が15Gpaの最低硬度、好ましくは20Gpaの最低硬度と、少なくともHF3の付着強度とを有しているべきことを提案している。一方、Teerらは層の摩耗率が10−16m3/Nmの値を上回るべきでなく、ビッカース硬度が1000VHN以上であるのがよく、付着性試験における臨界荷重は70Nを上回るべきであり、乾燥摩擦係数は0.1を下回るのがよいことを提案している。G.SteffensらはDE19513614において、超ミクロ硬度が15〜40Gpaの範囲内にあるのがよく、鋼材物体に対する摩擦係数は<0.2であるのがよいことを提案しており、それに対してH.HolleckらはDE19625329において、摩擦係数、硬度、および熱伝導率を試験することを提案している。しかしながら、コンポーネント摩耗防護層が硬質であるのがよく、低い摩擦係数を有しているのがよく、コンポーネントに付着するのがよいというのは、コンポーネント摩耗防護層の一般的な特性を求める要請にほかならない。コンポーネント摩耗防護層がコンポーネント摩耗防護層であればよいというのは、層構造についての十分な試験基準として満足できるものではない。
【0009】
炭素と金属からなる複合材料の形態のコンポーネント摩耗防護層は、すでにHuebschとDimigenにより提案されている。このような層の詳細については、後にBergmannらによってJournal of Vacuum Science and
Technolgy(真空科学技術ジャーナル)A4,25867以下で公開されており、およびLe vide,les couches minces 235 supplement S.297以下でも公開されている。このような現在広く普及している従来技術を用いた層は、カーバイド結晶が介在する水素含有炭素からなる基質で成り立っており、カーバイド結合剤としてタングステン、チタン、クロムなどが使用される。これに加えて、カーバイド結晶の濃度が約4nmの周期で変調されることによって、マルチレイヤ層が形成される。方法としては、陰極スパッタリングと陰極スパッタリングプラズマ活性化アセチレン熱分解とを組み合わせたDimigen法とも呼ばれるハイブリッド方式が適用され、その詳細はDE10005612にも記載されている。
【0010】
このような層は、たとえば滑り軸受、ころ軸受、種々のモータ部品、たとえばカムタペット、カムシャフト、揺動レバー、ピストンリング、ガソリン・ディーゼルインジェクションシステムの部品、たとえばピストン、ニードル、インジェクションノズル、ディスク、自動車ギヤの歯車、油圧設備の部品、たとえばバルブスライダ、あるいは射出成形やプラスチック成形のような鋳型など、数多くの用途において要求事項を満たしておらず、したがって改良が模索されている。コンポーネント摩耗防護層に対する要求事項には、すべ
ての機能面における最低層厚を求める要請も含まれる。すなわち、コンポーネントの表面は完璧に平滑なのではなく、最後の加工ステップに由来する粗さを有している。このような粗さは規格化された方法で判定され、両方の特性量RaおよびRzによって特徴づけられる。効果的であるためにはコンポーネント摩耗防護層の層厚がRz値の少なくとも4倍であるのが望ましく、これは、大半のコンポーネントにおいて少なくとも5μmの層厚に相当している。
【0011】
この問題を解決するために、Teerらは、カーバイド濃度が変調された層に代えて、金属と炭素からなる多層を使用することを提案している。この層システムでは、グラファイト炭素結合に加えて、少なくとも3nmの個々の層の最低厚みが必要である(3欄34行)。これよりも層厚が少ないと、発明者らによれば、炭素が金属と反応してしまう危険がある。カーバイドの存在は、この層システムの利点を失わせてしまう。炭素層に金属原子が存在することも、層の特性に対して好ましい貢献をするものではない。この層は水素を含まないのが好ましく、非反応性の陰極スパッタリングで製作される。
【0012】
それに対してStrondlらは、カーバイド濃度が変調された層に代えて、カーバイドと炭素からなる多層を提案している。このようなダイヤモンド炭素結合を有する層では、カーバイド層の層厚は1〜3nm、好ましくは2nmであり、炭素層の層厚は1〜20nmである。これらの層は水素を含んでいるのが好ましい。
【0013】
BurgerらもUS6869676において、カーバイド濃度が変調された層に代えて硬質物質と炭素からなる多層を使用しており、層厚は1〜10nmの範囲内にあり、好ましくは2〜5nmであるとされている。この層の製作は、PVD法をCVD法で置き換えることによって成功させており、すなわち、炭素層を析出させるために陰極スパッタリングプラズマを使うのではなく、カーバイド源から空間的に切り離された別個のプラズマ源を採用している。炭素層は水素を含んでいる。しかしながら、このように改良された従来技術のコンポーネント摩耗防護層も、数多くの用途について不十分な特性を有している。
【0014】
滑り軸受や歯車、ならびにモータ部品の場合、現代の自動車に要求される耐用寿命に関する要求事項を満たすためには滑り摩耗率が高すぎる。ころ軸受の場合、多層構造は疲労による障害につながる。ピストンリングの場合、従来技術の層は「スカッフィング」の改善をもたらさないことが示されている。こうした不具合の原因は多様である。たとえば酸素を含む層の開発にあたっては、350℃を超える温度での耐性がないことが、これよりも低い温度で使用する際にも問題を起こすことが見過ごされていた。摩擦に基づいて特定の個所に、表面が最高800℃の温度に達するいわゆるホットスポットが生じるのが通例である。ホットスポットの発生は統計的な事象であり、コンポーネントの表面粗さと結びついている。これは水素の放出につながるとともに、層の機械的特性の損失につながる。分解生成物であるグラファイトは急速に磨減する。水素を含んでいる従来技術の層はスポットごとに焼け焦げると言うことができ、熱分解すると言ったほうがさらに正確な表現である。逆に、水素を含まないグラファイト炭素層では、摩擦接触領域で層が乱層構造グラファイトへと転換することを発明者らが証明している。このような転換も絶えまない摩耗につながる。
【発明の開示】
【発明が解決しようとする課題】
【0015】
本発明の課題は、従来技術の欠点のうち少なくともいくつかを取り除くことにある。
【課題を解決するための手段】
【0016】
この課題は本発明によると、請求項1に記載の特徴を備える多相のコンポーネント摩耗
防護層によって解決され、ならびに、請求項8および15に記載の方法に基づいて解決される。従属請求項2から7、9から14、および16から22は、本発明の好ましい実施形態に関わるものである。
【0017】
本発明によると、この問題は、従来の改良提案とは違ってコンポーネント摩耗防護層の中の水素を回避し、すなわち層が水素を含んでおらず、多層形成をできる限り大幅に抑制することによって回避することができる。層の結合特性の実験を省略することができる。この本発明によるコンポーネント摩耗防護コーティングの品質は、炭素結合形式および水素含有率という両方のパラメータに左右されないので、この層は、コンポーネントのすべての機能面に均等な品質で塗布することができる。
【0018】
炭素を含むコンポーネント摩耗防護層には、2つのファミリーのコンポーネント摩耗防護コーティング法がある。すなわち、多くの場合CVDと呼ばれる化学的蒸着法と、多くの場合PVDと呼ばれる物理的蒸着法である。この区別についての詳細は、Traite
des materiaux,Band 4,Analyse et Technologie des Surfaces,Kapitel 15(H.−J.Mathieu,E.Bergmann,R.Gras:Presses Polytechniques et universitaires romandes,Lausanne 2003)から読み取ることができる。CVD法とPVD法には、層の構造と特性の点からの一義的な区別につながる数多くの区別指標がある。構造および特性の点でのこうした一義的な区別は、PVD層とCVD層を区別することを当業者にとって容易にする。
【0019】
CVD法の古典的な例としては、以前の技術水準についての指摘も数多く見出すことができるDE19513614が役立つであろう。そこではコンポーネントを真空炉に入れて電気絶縁されたテーブルの上におき、真空のもとで方法固有の温度にする。次いで反応ガスを炉の中へ導入し、特定の圧力を設定する。次いで、電圧を印加することによって、コンポーネントが載っているテーブルの上でプラズマを点火する。電圧の種類については数多くのバリエーションがあり、それについては別の例であるDE10018143やUS6869676に詳細に記載されている。CVD法の欠点は、同じくTraite des materiaux,Band 4,Analyse et Technologie des Surfaces,Kapitel 15(H.−J.Mathieu,E.Bergmann,R.Gras:Presses Polytechniques
et universitaires romandes,Lausanne 2003)に説明されている。すなわち、流れが分子状でも乱流でもなく層状であることによる、多くの場合に適用される10〜1000Paの圧力に基づくガス誘導の困難である。これに加えて、炭素を含むコンポーネント摩耗防護層についてもっぱら適用されるプラズマ支援式のCVD法では、再現可能で均等な組成をもつ層を析出させるために、混合ガスの組成をコントロールする困難がある。この最後の問題はハイブリッド方式の場合にはなおいっそう大きくなるが、DE10005612に記載されているようにプラス面の利用もなされている(G.I.van der Kolkらは自分たちの炭化水素熱分解をPVDと呼んでいるが、これは誤りである)。
【0020】
物理的なコーティング法の基礎となるのは、蒸発、スパッタリング、アブレーションなどの物理的プロセスにより、層成分を輸送相にすることである。物理的なコーティング方法では、従来、反応性の方法と非反応性の方法が区別されている。非反応性の方法では、層は凝結によってコンポーネント表面に生成される。凝結のとき材料固有的に、出発材料の中にも存在していたのと同種類の化合物が形成される。1つの物理的な蒸発源を使用する場合、または、蒸発物が同一である複数の物理的な蒸発源を使用する場合、層材料が蒸着物材料に相当しており、AlSn20Cu合金ターゲットのスパッタリングはAlSn20Cu合金層をもたらし、BaTiO3タブレットの蒸発はBaTiO3層をもたらす
。MoS2ターゲットのレーザアブレーションは、MoS2層をもたらす。また、複数のるつぼからの同時蒸発および/または複数の蒸着物材料プレート(「ターゲット」とも呼ばれる)からのスパッタリングおよび/またはアブレーションによって、複合的な層を形成することもできる。たとえばAlSn20Cu層は、アルミニウムターゲットからのアルミニウムのスパッタリングと、ブロンズターゲットからのブロンズのスパッタリングとによって製作することもでき、あるいは(BaTiO3)m(SrTiO3)n層は、2つの異なるるつぼからのBaTiO3とSrTiO3の蒸発によって製作することもできる。このとき、陰極スパッタリング源および/またはるつぼは、コンポーネントのすべての機能面に層物質成分が同じ比率で当たるように配置されていなくてはならない。これは従来技術では、できる限り互いに近傍に位置する、非常に小さい面積をもつ物理的な蒸発源だけを使用し、工作物を非常に遠い距離のところに保つことによって解決される。
【0021】
反応性の方法では、物理的プロセスで投入される蒸気に加えて、物理的プロセスで投入された蒸気との間で工作物表面で反応するガスがコーティング設備へ導入される。このときガスとしては酸素、窒素、水蒸気、炭化水素、ボラン、硫化水素、あるいは一酸化炭素や一酸化窒素といった単純な化合物が、酸化物、窒化物、カーバイド、硼化物、硫化物、あるいはオキシカーバイドやオキシナイトライドを金属蒸気から析出するために考慮の対象となる。導入されるガスの熱分解生成物、たとえば遊離炭素や遊離イオウなどが層へ
いっしょに組み込まれるとき、ハイブリッド法という言葉が用いられる。化学量論損失を回避するために少量の反応性ガスだけが投入される方法は、非反応性の方法と呼ばれる。ここ数十年で広く普及した、少量の酸素を添加したうえでの酸化物蒸発による酸化物コーティングの工業的方法がその一例と呼べるであろう。
【0022】
金属を含む炭素層を析出させるための方法の大半は、金属またはカーバイドの陰極スパッタリングと、気体状の炭化水素のプラズマ熱分解すなわちプラズマ活性化CVD法とが組み合わされた、すでにHuebschとDimigenにより提案されているハイブリッド法の改良的バリエーションである。この改良は、たとえばUS6372303のようにCVD法の方法構成を対象とするか、または、陰極アーク式蒸発による陰極スパッタリングの置き換えを対象とするものであり、これは、たとえばJ.LauzaritaとA.AlberdiがEP0607736で、またWang Da−YungがTW495553で、またSato Toshikiが特開2001−172763で提案している。複合型ハイブリッド法も、I.YoshinoriとU.Yoshinaruにより特開2003−082458で提案されている。D.TeerらによりUS6726993では別の教示が行われており、これは、同例では陰極スパッタリングである純粋なPVD法を提案するものである。従来技術の設備は、たとえばDE10005612やUS6726993に記載されている。いずれの事例でも、物理的な蒸発源としてレーザアブレーション装置またはアーク式蒸着機を用いることもでき、それはたとえばUS6869676に記載されている。しかし本発明による方法の実施は、これらの設備では不可能である。本発明による方法は、従来技術の設備で構想されているようなマルチレイヤ層が析出されないことを保証する、装置設計の根本的な改変を必要とする。詳細については実施例を用いて説明する。
【0023】
従来技術のコンポーネント摩耗防護層の急速な摩耗という問題はすべて、これらの層で使用される水素含有炭素基質または炭素層の不十分な耐磨耗性に原因が帰せられることをわれわれは見出した。炭素層の存在を回避すればコンポーネント摩耗防護層がはるかに耐磨耗性になり、このことは、従来技術のコンポーネント摩耗防護層の場合に当てはまるような摩擦係数の不都合な増大なしに実現できることが判明している。本発明の出発点は、R.P.WeltyらによりWO2005/015065に記載されているような、陰極蒸発で析出される摺動部材用の炭素層の、格別に優れているとされている摩耗特性を、従来技術に記載されているような金属含有炭素層のための出発点として利用し、そのように
して、コンポーネントにとって適切な層を開発するという発想であった。
【0024】
定義:
メタロイド(非金属とも呼ばれる)は、金属とともに共有化合物またはイオン化合物を形成する化学元素である。これはハロゲン化物、カルコゲニド、窒素、リン、砒素、炭素、珪素、ゲルマニウム、硼素である(Materials Science and Engineering(材料科学とエンジニアリング):An Introduction,William D.Callister Jr.,John Wiley&Sons
Inc.5th edition,section 2.4参照)。
【0025】
すべての物質はさまざまな相として現出する。相とは気体、液体、さまざまな対称性の結晶である。物質が現出することができる相の数は、ギブスの相律によって決定することができる。1つの材料は、1つまたは複数の物質の1つまたは複数の相で成り立っている。それに応じて、この材料は単相、2相、3相などと呼ばれる。単相でない材料はすべて多相とも呼ばれる。
【0026】
次に、好ましい実施形態を示す模式的な図面を用いて、本発明を一例として詳しく説明する。図面は次のとおりである:
図1は、円筒状のコーティングチャンバ1を示している。これは特開2003−082458で使用されている装置に相当している。このコーティングチャンバは、ポンプ接続管2につながれた真空を生成する装置と、図面には示さない真空を監視する装置とを装備している。その中心には回転装置7があり、これに工作物回転支持体および/またはコンポーネント回転支持体9が取り付けられている。さらに、この工作物支持体・コンポーネント支持体に工作物19とコンポーネント20が取り付けられている。回転装置7は、すべての工作物支持体に同じ回転運動21をさせるだけでなく、個々の工作物支持体に自己回転22を与えるようにも構成されている。コーティングチャンバの底面には、さまざまな物理的蒸発源3,4,5,6を装備することができる。ここでの実施例および以下の実施例では、マグネトロン陰極スパッタリング装置と陰極アーク式蒸発器がさまざまな組み合わせで採用されている。4つの物理的な蒸着装置は、さらに電流供給部10,11,12,13を含んでおり、そのマイナス出力部は、ケーブル13,14,15,16により、以下においてはターゲットプレートと呼ぶ、物理的プロセスによって輸送相にされるべき材料からなるプレートに接続されており、その表面は工作物支持体および/またはコンポーネント支持体9のほうを向いている。ターゲットプレートは、物理的な蒸発源の表面でもある。電流供給部10,11,12,13のプラス出力部はアースにつながれている。チャンバも接地ケーブル18によってアース電位になっている。マグネトロン陰極スパッタリング装置と陰極アーク式蒸発器は、従来技術に対応している。回転装置7は混合ガス導入システム8も含んでおり、これを用いて質量流量コントローラで生成される混合ガスを設備へ導入することができる。このコーティングチャンバは、たとえば特開2003−082458やUS6726993に記載されているように(後者の場合には、4つの物理的な蒸発源は、閉じた磁気回路を形成するアンバランス型マグネトロン陰極スパッタリング装置として構成することになる)、上記以外の構成にすることもできることは当業者には明らかであり、また、本発明をどのように他の設備ジオメトリへ転用しなくてはならないかも明らかである。
【0027】
図2は、設備1の詳細を模式的に示している。一例として、この設備はマグネトロン陰極スパッタリング装置3と陰極アーク式蒸発器5とを含んでいる。これらの装置の詳細は従来技術から知られている。マグネトロン陰極スパッタリング装置と陰極アーク式蒸発器は、冷却装置および磁界を生成する装置を含む本体23,24と、ターゲットプレート24,27と、ターゲットプレート取付装置25,28とでそれぞれ構成されている。マグネトロン陰極スパッタリング装置3は陽極シールド26で取り囲まれているのに対して、
陰極アーク式蒸発器はアーク制限シールド29で取り囲まれている。
【0028】
図3〜図8は、本発明による層と、従来技術に対応する層との電子顕微鏡写真と光学顕微鏡写真である。これらの図について実施例を参照しながら説明する。
【発明を実施するための最良の形態】
【0029】
次に、実施例を参照しながら本発明について追加的に詳しく説明する。各実施例は好ましい実施形態である。
【0030】
実施例1:
図1に示すような設備を使用した。第1の実験で、従来技術に基づいて層を析出させることを試みた。そのために、クロムからなるターゲットプレート24が装填された4つのマグネトロン陰極スパッタリング装置3,4,5および6を設備に装備した。電流供給部として、電流制御式の4つの高圧供給部10,11,12,13を選択した。工作物19として、マルテンサイトステンレス鋼からなる精密研削された円板と、硬化された鋼材からなるピストンリング断片と、当該コンポーネント用として普及しているアルミニウム合金からなるブッシュ20とを使用した。これらの工作物を従来技術に基づく産業用の洗浄方法で洗浄し、工作物・コンポーネント支持体9に取り付けた。チャンバを4mPaの圧力になるまで排気した。コンポーネント支持体を3回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。アルゴンプラズマ中でのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。次いで、高圧供給部10,11,12および13のスイッチを入れ、それぞれ7アンペアの電流を設定した。10分後、1:4の比率のアルゴン:アセチレンからなる混合気でアルゴンガスを置き換え、同時に圧力を1Paに高めた。1時間後、高圧供給部10,11,12,13のスイッチを切り、設備を開けた。このような条件のもとで、それ以前にアセチレンを使わないテスト実験では、クロムの10μmの付着層が析出していた。工作物の上には異なる厚さの層フラグメントがあった。チャンバ底面は黒色の層断片で覆われていた。より厳密な検査が示したところでは、部品の上には、従来技術に基づくカーバイド結晶が封入された炭素基質からなる層が析出されていたようであるが、この層自体は剥げ落ちていた。その伸長強度が不十分であったためと思われる。クロム下層の付着は申し分なかった。基板電圧を変更することによる、または、クロムコーティングからクロムを含む炭素のコーティングへの移行を変更することによる、改良のための実験はさほどの改善をもたらさなかった。多層の析出も些細な改善しかもたらさなかった。この多層は、40秒経つごとにアセチレン流を40秒のあいだ周期的に停止することによって生成されたものであった。
【0031】
実施例2:
実施例1と同じ装置を使ったが、D.Teerらにより提案された改良を実施するべく試みたことだけが相違している。マグネトロン陰極スパッタリング装置で位置3,4および5にグラファイトからなるターゲットプレートを装填した。工作物19,20を前回の実施例と同じように洗浄して装填し、アルゴンプラズマ中でコンディショニングした。アルゴンプラズマ中でのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。次いで、高圧供給部10,11および12のスイッチを入れ、それぞれ6アンペアの電流を設定した。さまざまなコーティング時間を試してみた。しかし、層厚が1.5μmを超える層は剥げ落ちた。次いで、クロムからなるターゲットプレートが装填された第4のマグネトロン陰極スパッタリング装置を位置6に追加した。コンディショニングまでの手順は、同じく実施例1の手順に準じた。コンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。次いで、高圧供給部13のスイッチを入れ、電流を8アンペアに設定した。10分後、高圧供給部10,11および12のスイッチを入れ、それぞれ6アンペアの電流を設定した。この出力は、それによって回
転装置運動7で生成される回転運動21により、交互にクロムと炭素からなる厚さ約5nmの多層が析出されるように選択したものである。コンポーネント支持体を実施例1および前回の実験よりも高い10回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。10回転/分の回転速度は、従来技術に基づく回転装置7で適用することができる最大値に相当している。さまざまなコーティング時間を試してみた。5μmよりも薄い層だけが、剥げ落ちることなく析出することができた。硬化されたステンレス鋼からなる試料上でのロックウェル押込みによる付着試験はHF5を示した。しかし大半の剥落は層において観察された。US6726993に基づく層は明らかに低すぎる引張強度と変形性を有しており、原因は、そのグラファイト結合構造にあると思われる。グラファイトは周知のとおり、あらゆる材料のなかで格別に低い引張強度を有しており、ほとんど可塑変形することができない。
【0032】
この問題を解決するために、われわれはグラファイト結合をダイヤモンド結合で置き換えることを意図し、グラファイトのマグネトロン陰極スパッタリングを陰極アーク式蒸発で置き換えた。このことは、Weltyらによる従来技術で特に摺動の用途のためにも推奨されている。
【0033】
実施例4:
同じく実施例1と同じ装置を使用した。位置6に、炭素からなるターゲットプレートが装填された陰極アーク式蒸発器を装備した。電流供給部12として、溶接技術で通常用いられる高圧供給部KEMPPI320を使用した。位置5に、クロムからなるターゲットプレートが装填された陰極アーク式蒸発器を装備した。電流供給部13として、高圧供給部KEMPPI320を同じく使用した。位置3および4に、クロムからなるターゲットプレートが装填されたマグネトロン陰極スパッタリング装置を装備した。電流源10および11については、同じく高圧供給源を使用した。当然ながら、陰極スパッタリングから陰極アーク式蒸発へ設備変更するときに必要な他の変更もすべて行った。たとえば高周波絶縁された高圧ケーブル15および16を、断面積が120mm2の銅ケーブルで置き換えた。この機構は特開2003−082458に相当するものであった。工作物を以前の実施例と同じように洗浄して装填し、アルゴンプラズマでコンディショニングした。アルゴンプラズマでのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。コンポーネント支持体を10回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。電流源10および11のスイッチを入れ、電流を両方とも8アンペアに調節した。5分後に窒素をチャンバへ導入し、この窒素により全圧を1Paまで高めた。20分後、電流源12のスイッチを入れて電流を120Aにセットした。陰極アーク式蒸発器でアークを点火した。次いで、窒素流および両方の電流源10および11のスイッチを切った。45分後に電流源12のスイッチを切った。部品を開けてみると炭素層の大部分が剥がれ落ち、すなわち、凝集力の喪失によって層の各部分が剥落していた。下地への窒化クロム層の付着、および窒化クロム層への炭素層の付着は満足のいくものであった。この方法は特開2003−082458およびWO2005/015065の従来技術に対応するものであった。
【0034】
実施例5:
特開2003−082458およびWO2005/015065の従来技術の方法は満足のいく結果をもたらさなかったので、他の方法において、特にCVD法についてはUS6869676に、PVD法についてはUS6726993に、ハイブリッド法についてはStrondlらによりEP1123989にそれぞれ提案されている層構造に関する発想を、従来技術の方法と組み合わせることを試みた。今回も実施例4と同じ装置を使用した。ただし、陰極アーク式蒸発器によって実施例2の構造に対して生じる非対称性に基づき、非均衡型マグネトロン陰極スパッタリング装置について閉じた磁気回路をつくることはもはや不可能だった。工作物を前回の実施例と同じように洗浄して装填し、アルゴンプ
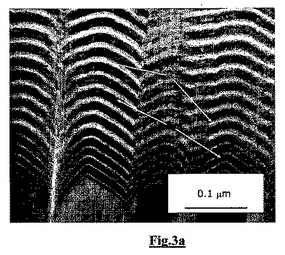
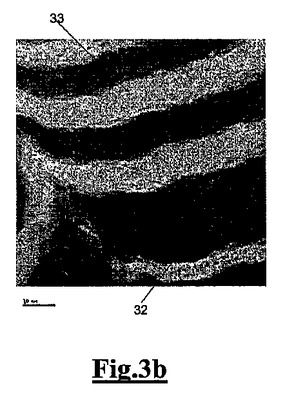
ラズマでコンディショニングした。アルゴンプラズマでのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。コンポーネント支持体を10回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。電流源10および11のスイッチを入れ、電流を両方とも8アンペアに調節した。3分後に電流源14のスイッチを入れ、120Aの電流をセットした。陰極アーク式蒸発器6でアークを点火した。45分後に電流源11,12および14のスイッチを切った。部品は7μmの層でコーティングされていた。自然な剥落は確認されなかった。しかし付着試験では凝集の剥落が確認された。透過電子顕微鏡のために球冠薄片と断面薄片を作成して検査した。その透過電子顕微鏡写真を図3として示す。図3aは層がマルチレイヤ構造を有することを示しており、厚さが2nm未満から最大8nmの炭素薄層32が、厚さ12nmのクロム層33と交互に配されている。図3bは、連続する炭素層と連続する金属層との存在を裏づける部分の拡大図を示している。この球冠薄片は、これらの層がなぜ付着試験に耐えられないのかを示している。クロム層が炭素層から剥がれている。別の実験では、電流源11,12および14のセットされた電流を変化させ、それにより、クロム層の層厚を2nmから12nmのあいだで変化させ、炭素層の層厚を1nmから20nmのあいだで変化させた。本質的な改善は確認されなかった。逆に、金属層を炭素層よりも薄く構成するというStrondlらの提案は改悪につながることが示された。マグネトロン陰極スパッタリング法やハイブリッド法とは異なり、炭素層の層厚は陰極アーク式蒸発においては大幅に変化する。このことは、炭素ターゲット上での陰極足点のゆっくりとした運動に基づく方法上の問題であり、抑制することはできない。炭素ターゲット上でのアーク運動の制御に関わる問題については数多くの刊行物がある。本例で適用している制御法は、従来技術よりも高性能であった。
【0035】
実施例6:
実施例5と同様に手順を進めた。アークの点火後、追加的に40sccm(標準立法メートル/分)のアセチレンを設備へ導入した。これはCVD成分の追加によって、US6869676によるBurgerらの提案に方法を近づけるためであった。こうして析出された層は、炭素層において実施例5の層よりも大きい剥落を示していた。
【0036】
実施例7:
同じく実施例4と同じ装置を使用した。工作物とコンポーネントを以前の実施例と同じように洗浄して装填し、アルゴンプラズマ中でコンディショニングした。アルゴンプラズマ中でのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。コンポーネント支持体を10回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。電流源13のスイッチを入れ、電流を85アンペアにセットした。次いで、陰極アーク式蒸発器5でアークを点火させ、従来技術から知られている金属プラズマコンディショニングを実施した。金属プラズマコンディショニングの最後に、電流源13の電流を120アンペアに高め、工作物のバイアス電圧を下げることによってクロムコーティングを開始した。次いで電流源10および11のスイッチを入れ、電流を両方とも6アンペアに調節した。3分後に電流源14のスイッチを入れ、120Aの電流を設定した。陰極アーク式蒸発器6でアークを点火した。35分後、電流源11,12,13および14のスイッチを切った。部品は8μmの層でコーティングされた。自然な剥落は確認されなかった。しかし付着試験では凝集の剥落が認められた。球冠薄片を作成して検査した。層はマルチレイヤ構造を有しており、厚さが2nm未満から最大8nmの炭素薄層が、厚さ20nmのクロム層と交互に配されている。この球冠薄片は、これらの層がなぜ付着試験に耐えられないのかを示している。クロム層は多くの個所で炭素層から剥がれ落ちる。しかしながら、実施例5に比べると明白な改良が認められた。
【0037】
実施例8:
やはり実施例5と同じ装置を使用した。工作物を以前の実施例と同じように洗浄して装填し、アルゴンプラズマ中でコンディショニングした。アルゴンプラズマ中でのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。コンポーネント支持体を10回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。電流源13のスイッチを入れ、電流を85アンペアにセットした。次いで、陰極アーク式蒸発器5でアークを点火させ、従来技術から知られている金属プラズマコンディショニングを実施した。金属プラズマコンディショニングの最後に、電流源13の電流を150アンペアに高め、工作物のバイアス電圧を下げることによってクロムコーティングを開始した。3分後に電流源14のスイッチを入れ、100Aの電流を設定した。陰極アーク式蒸発器6でアークを点火した。45分後、電流源13および14のスイッチを切った。部品は7.5μmの層でコーティングされた。自然な剥落は確認されなかった。しかし付着試験では凝集の剥落が認められた。球冠薄片を作成して検査した。層はマルチレイヤ構造を有しており、厚さが2nm未満から最大6nmの炭素薄層が、厚さ10nmのクロム層と交互に配されている。この球冠薄片を図4に示す。クロム層34が複数の個所37で炭素層33から剥がれ落ちている。しかしながら、実施例7に基づく層に比べると明白な改良が認められた。
【0038】
実施例9:
以前の実施例で使用した設備を改変した。マグネトロン陰極スパッタリング装置3および4を取り外した。それにより、この設備は両方の陰極アーク式蒸発器5および6が、図1に示す位置で装備されているのみとなった。このとき陰極アーク式蒸発器6には炭素ターゲットが装填されており、陰極アーク式蒸発器5にはクロムターゲットが装填されていた。回転装置およびコンポーネント支持体9は、次のように新たな設計によって置き換えた。すなわち、回転装置は100回転/分の回転速度を可能にする。これを実現するために、新たな高性能のモータを相応の伝動装置とともに使用した。その他のモジュールもすべて新しく構想した。すなわち、すべての滑り軸受を球軸受で置き換えた。基板電流供給部は運動供給部から切り離し、電気接触は基板受容スピンドルへ直接行った。基板受容部における差込接合は、ねじ接合ないし好ましくは嵌合による接合で置き換えた。遠心力をうけるコンポーネントはすべて従来技術に比べて強化して施工した。
【0039】
工作物として、マルテンサイトステンレス鋼からなる精密研削された円板と、硬化された鋼材からなるピストンリング断片と、当該コンポーネント用として普及しているアルミニウム合金からなるブッシュ20とを使用した。これらの工作物を従来技術に基づく産業用の洗浄方法で洗浄し、工作物・コンポーネント支持体9に取り付けた。チャンバを4mPaの圧力になるまで排気した。コンポーネント支持体を100回転/分の速度で回転運動21させ、円筒対称のコンポーネントのコンポーネント支持体を追加的に自己回転22させた。アルゴンプラズマ中でのコンディショニングステップの後、0.3Paのアルゴン圧力をチャンバ内で設定した。電流源13のスイッチを入れ、電流を85アンペアにセットした。次いで、陰極アーク式蒸発器5でアークを点火させ、従来技術から知られている金属プラズマコンディショニングを実施した。金属プラズマコンディショニングの最後に、電流源13の電流を150アンペアに高め、工作物のバイアス電圧を下げることによってクロムコーティングを開始した。3分後に電流源14のスイッチを入れ、100Aの電流を設定した。陰極アーク式蒸発器6でアークを点火した。50分後、電流源13および14のスイッチを切った。部品は8μmの層でコーティングされた。自然な剥落は確認されなかった。球冠薄片と断面薄片を透過電子顕微鏡用に作成し、検査した。この検査は、層がマルチレイヤ構造を有していないことを示していた。炭素層とクロム層をあまり見分けることができない。構造分析が示すところでは、これらの層は実質的にクロムカーバイドと非晶質炭素からなっている。付着試験では、凝集の機能失陥は示されなかった。球冠薄片には、まだ局所的、散発的な剥落を層に認めることができる。
【0040】
コーティングされた円板で摩擦係数測定と摩耗率測定を実施した。両方の測定は、焼結された酸化アルミニウムからなる球を用いて行った。0.3の滑り摩擦係数が計測された。摩耗率は1.5×10−16m3/Nmであった。電子ビーム誘導されたX線放射のエネルギー分散型分析を用いた組成の分析は、62原子%の炭素と38%のクロムを示していた。
【0041】
実施例10:
設備を再度改変した。クロムターゲットが装填された陰極アーク式蒸発装置を位置5から位置3へ移した。ケーブル配線と冷却水案内も相応に変更した。次いで、実施例9と同じようにコーティングを実施した。部品は8μmの層でコーティングされた。自然な剥落は確認されなかった。球冠薄片と断面薄片を透過電子顕微鏡用に作成し、検査した。
【0042】
透過電子顕微鏡写真を図5として掲げる。図5は、層がマルチレイヤ構造を有していないことを示している。炭素層とクロム層を見分けることができない。しかしながら、組成の変調39が2nmの周期で依然として認められる。これは回転中に析出した層に相当している。球冠薄片を図6に掲げる。局所的な剥落はひとつも認めることができない。精密な構造分析の図7が示すように、この層は、粒度がnm単位であるクロムカーバイドと、非晶質炭素とで実質的に構成されている。粒度は、層が推移するなかで不規則に変化している。この層は検証可能な金属クロムを含んでいない。マルチレイヤ状の構造はまだ部分的に残っているが、連続する炭素薄層はもはや存在しない。この層は、構造が等方性に近い部分領域38を有しており、すなわち、クロムカーバイド粒子と炭素粒子とで構成される部分領域を有している。クロムカーバイド粒子の大きさは1〜5nmの範囲内にある。マルチレイヤ構造がまだ残っている層の領域でも、炭素薄層がカーバイド粒子39により貫通されていることも決定的に重要である。連続する炭素薄層が存在しないことは、卓越したトライボロジー特性をもたらすことが考えられる。
【0043】
電子ビーム誘導されたX線放射のエネルギー分散型分析を用いた組成の分析は、62原子%の炭素と38%のクロムを示していた。
【0044】
コーティングされた円板で摩擦係数測定と摩耗率測定を実施した。両方の測定は、焼結された酸化アルミニウムからなる球を用いて行った。0.22の滑り摩擦係数が計測された。摩耗率は3×10−17m3/Nmであった。
【0045】
実施例11:
設備の構造は実施例10に準じた。コーティング方法も実施例10のものに準じた。ただし、アーク式蒸発器6でのアークの点火から3分後に、窒素を160sccmで設備へ導入した。そしてコーティングを50分間、一定のパラメータ設定で続行した。開いてみると部品が10μmの層でコーティングされていることがわかった。自然な剥落は確認されなかった。
透過電子顕微鏡写真は、層がマルチレイヤ構造を有していないことを示していた。炭素層とクロム層を見分けることはできなかった。しかしながら、2nmの周期で組成の変調を依然として認めることができた。これは回転中に析出された層に相当している。球冠薄片には局所的な剥落をひとつも認めることができなかった。構造分析は、この層が、粒度がnm単位であるクロムカーバイドまたは炭窒化クロムと、非晶質炭素とで実質的に構成されていることを示していた。両方のクロム化合物は、適用した分析では区別することができなかった。粒度は層が推移するなかで不規則に変化している。この層は検証可能な金属クロムを含んでいなかった。構造は実施例10の層の構造に類似している。
【0046】
電子ビーム誘導されたX線放射のエネルギー分散型分析を用いた組成の分析は、58原子%の炭素と32%のクロムと10%の窒素とを示していた。
コーティングされた円板で摩擦係数測定と摩耗率測定を実施した。両方の測定は、焼結された酸化アルミニウムからなる球を用いて行った。0.20の滑り摩擦係数が計測された。摩耗率は1.2×10−17m3/Nmであった。
【0047】
実施例12:
陰極アーク式蒸発装置6を改変した。陰極足点の磁気案内を変更した。実施例4〜11の陰極足点の磁気案内が図8aに説明されている。実施例4〜11の陰極足点の磁気案内は、頂点が3つのリング41を形成する磁束線39からなっている。磁界を生成する図示しない装置はターゲットプレートに対する法線軸を中心として回転を行い、この回転によってこれらのリングがターゲットプレート中心点のまわりで円を描いていた。この磁界において陰極足点は、印加される案内部からたびたび離れて、1つのリングから別のリングへゆっくりと移っていく軌道40に従っていた。このような磁界を、図8bに示す単純な磁界で置き換えた。この磁界の磁束線42の頂点は1つの円を形成している。この磁界は磁界8aに比べて、ここでは詳しく説明することはしない数多くの欠点を有している。しかし陰極足点は、はるかに高速かつ特に均等な円形のメアンダ運動43を行う。他のモジュールは実施例11に対して変更されていない。コーティング方法を実施例11と同じように実施し、やはり10μmの層が析出された。球冠薄片と断面薄片を透過電子顕微鏡用に作成し、検査した。透過電子顕微鏡写真の結果は、図9の暗視野写真として示されている。層の構造は実施例10および11のものに対応していた。しかし粒度は、層の推移につれて規則的に変化していた。このような粒度変化は、クロムカーバイド線とともに撮影された暗視野写真に「銀河層」44として観察することができた。粒度が比較的大きい層が「銀河」にそれぞれ相当している。粒度層の周期は陰極足点回転の周期に一致している。
【0048】
部品に対する陰極足点の位置に依存して、析出される層の結晶子サイズが大きくなったり小さくなったりするものと想定される。決定的なパラメータである、コンポーネント表面から陰極足点までの距離、または陰極足点からコンポーネント表面を結んだ直線とターゲット表面に立てた法線との間の角度は、われわれの装置では確認することができなかった。粗い粒子が短い間隔に相当しているのか、それとも長い間隔に相当しているのかも確認できなかった。コーティングされた円板で摩擦係数測定と摩耗率測定を実施した。両方の測定は、焼結された酸化アルミニウムからなる球を用いて行った。0.18の滑り摩擦係数が計測された。摩耗率は2×10−18m3/Nmであった。
【0049】
本例で行った観察は次のように説明することができる。
従来技術に相当しているような実質的に単相のコンポーネント摩耗防止層、またはカーバイドが組み込まれた炭素基質からなる層は、層厚が比較的大きいと自然に剥がれ落ちてしまう程度の低い機械的特性を有している。
【0050】
マルチレイヤ層は1つの改良ではあるが、依然として凝集力によっては機能しない。良好な摩耗特性のためには、金属の不在および連続する炭素薄層の不在が前提条件となる。実験はクロムと炭素でしか実施していない。しかしながら、類似の挙動および類似の優れた特性は、これ以外のカーバイド形成金属を使っても実現できることは当然である。主要な部分がカーバイド形成金属からなっている合金も、適していると思われる。金属または合金の選択は、コンポーネントの適用条件に即して当業者が決める。カーバイド層に代えて、硫化物、珪化物、硼化物などからなる層も考えられる。その場合、たとえば硫黄、珪素、硼酸がこれらに組み込まれることになる。
【0051】
メタロイドと金属の濃度の周期的な変化は、いくつかのケースにおいては化合物結晶の形成を容易にし、アモルファス層の析出を阻むものとわれわれは考えている。検討したシステムでは、2nmの周期での変化が良いことが実証されている。高い確率で炭窒化物の形態をとる窒素を、コーティングが実施されるガス雰囲気に追加することも同じく成果が
実証されている。低い摩擦係数を確保するために、層の窒素含有率は炭素含有率を上回らないのがよい。
【0052】
層の組成は、その製作のために好ましい同時アーク蒸発の方法の場合、蒸発器電流の比率によって規定される。陰極スパッタリングのような他の方法では、組成を最適化するためにターゲット出力を利用することになる。このとき最善の組成は、ある程度の変動幅のなかにあるのがよい。具体的な事項は、コンポーネントの利用分野やコーティング時のカーバイド形成に依存して決まる。後者は、たとえばクロム・炭素の場合、コーティング温度およびコーティングプロセス中の工作物バイアス電圧によって制御することができる。遊離炭素の存在を抑圧しないために、炭素の20原子%の下限、好ましくは40原子の下限を下回らないほうがよい。示されているように機械的特性に後から影響を及ぼす炭素基質が形成されるのを回避するために、炭素の85原子%の上限、好ましくは70原子%の上限を同じく超えないのがよい。
【0053】
従来技術に基づく摩耗防護層は一般に薄く、1〜3μmである。われわれの実験が示すところでは、このように薄い層は起伏の先端部のところであまりに急速に磨減してしまうので、コンポーネント摩耗防護には不適当である。従来技術がこのように薄い層を使用している理由は、層が不十分な機械的特性を有しているからである。最後の例が示すように、粒度の周期的な変化は摩耗率に対して格別に好ましく作用する。われわれが見出した反応性同時蒸発の方法は、物理的方法で成分を蒸気相にすることができる化合物からなる、あらゆる材料に適用することができる。この方法は当然ながらカーバイド、金属の硼化物、硫化物、珪化物の析出に適しており、さらには、テルル化物のような異種の化合物もこの方法で適用可能であろう。
【0054】
本発明による方法の1つの主要な特徴は、工作物とコンポーネントが物理的な金属源の蒸気と物理的なメタロイド源の蒸気に同時に、または非常に短い間隔で、曝露されることにある。このことは、両方の物理的な蒸発源が特定の相対間隔で配置されることによって実現され、この間隔は、当然ながら、両方の発生源の表面から、工作物やコンポーネントのコーティングされるべき機能面までの間隔にも左右される。150mmの最大間隔を上回ってよいのは、設備工学上の別の方策によってこの最大間隔が補償される場合に限られる。
【0055】
工作物とコンポーネントが前面から交互に異なる物理的蒸発源に暴露されるように本発明の方法が具体化されているとき、工作物とコンポーネントが主として物理的な蒸発源に曝露される時間は、2〜5nmを超えて析出が行われない程度に短く設定されるのがよい。
【0056】
本方法を実施するには陰極アーク式蒸発器の成果が特に実証されている。実験をしたクロム/炭素の組み合わせの実施例では、炭素蒸気を製作するためのマグネトロン陰極スパッタリング装置の同時使用は、層の機械的特性に対してマイナスの作用を及ぼした。逆に、同実施例では窒素を含有する雰囲気の適用は層特性を改善したのに対して、炭素を含有する雰囲気の使用は層特性を低下させた。
【0057】
本発明による装置は、工作物とコンポーネントを1つの物理的な蒸発源から次へと非常に高速で動かすことを可能にする、特別な回転テーブルを有することを特徴としている。このような回転テーブルは、保持部の設計に関して数多くの欠点を有しているので、従来技術では知られていない。本発明による装置の保持部は、一般に、製造および装填に高いコストがかかる。しかしこのことは、そこで製作可能な層の比類のない特性によって補って余りある。
【0058】
コンポーネントのそれぞれの機能面を、かなり迅速な間隔で炭素ターゲット上の陰極足点の近傍へ案内することによって、炭素を含有するコンポーネント摩耗防護層のいっそうの改良が実現された。このことは、炭素を蒸発させるアーク式蒸発器の陰極足点の特別な案内によって実現される。図示している、ただし他を排除するわけではない実施例は、そのために、楕円形の通路を形成する強力な磁界を利用する。楕円形の1つの特別な実施例が円である。回転軸に対して鉛直な振動性運動は、回転運動の軸に対して鉛直に延びるターゲットプレートの対角線に対する、陰極足点43の軌道の投影である。ただし、この振動性運動の時間的周期は、機能面が1つの物理的な蒸発源から次へと動く時間よりもはるかに長いほうがよい。1〜6秒の時間がよいことが実証されている。
【図面の簡単な説明】
【0059】
【図1】円筒状のコーティングチャンバ1を示している。
【図2】設備1の詳細を模式的に示している。
【図3a】通常の倍率による明光写真である。電子顕微鏡でみた従来技術に基づくマルチレイヤ層を示している。
【図3b】高解像度で撮影した図3aの部分図である。電子顕微鏡でみた従来技術に基づくマルチレイヤ層を示している。
【図3c】図3bと同じ部分についてクロム元素の分布を示している。電子顕微鏡でみた従来技術に基づくマルチレイヤ層を示している。
【図3d】図3bおよび図3cと同じ部分について炭素元素の分布を示している。電子顕微鏡でみた従来技術に基づくマルチレイヤ層を示している。
【図4】球冠薄片の一部を示す、大きく拡大した光学顕微鏡写真である。
【図5】本発明によるコンポーネント摩耗防護層の電子顕微鏡写真である。
【図6】本発明によるコンポーネント摩耗防護層の球冠薄片の一部を示す大きく拡大した光学顕微鏡写真である。
【図7a】高解像度で示す図5の部分である。
【図7b】図7aと同じ部分についてクロム元素の分布を示している。
【図7c】図7aおよび図7bと同じ部分について炭素元素の分布を示している。
【図8a】円筒陰極のための本発明によるアーク陰極足点の案内の例である。これについては実施例12で説明する。
【図8b】円筒陰極のための本発明によるアーク陰極足点の案内の例である。これについては実施例12で説明する。
【特許請求の範囲】
【請求項1】
化学元素の周期系の亜族の金属またはその合金、好ましくはCr,W,Ti,V,Zr,Nb,Mo,Taと、C,Si,BおよびSの群に属する単一のメタロイドとからなる多相のコンポーネント摩耗防護層であって、
i)前記コンポーネント摩耗防護層は実質的に前記金属と前記メタロイドと前記メタロイドの化合物からなっており、
ii)前記コンポーネント摩耗防護層は実質的に水素を含んでおらず、
iii)前記コンポーネント摩耗防護層は工作物表面またはコンポーネント表面に場合により存在する付着層を除いて、金属からなる明確な層を実質的に有しておらず、
iv)前記コンポーネント摩耗防護層はメタロイドからなる連続する層を実質的に有していないコンポーネント摩耗防護層。
【請求項2】
金属の濃度の合計に対するメタロイドの濃度の比率は層表面から工作物表面またはコンポーネント表面に向かって周期的に変化することを特徴とする、請求項1に記載の多相のコンポーネント摩耗防護層。
【請求項3】
i)メタロイドとして炭素が使用され、
ii)金属としてCr,W,Ti,Zr,Nb,MoまたはTaが使用され、
iii)炭素濃度は20〜85%、好ましくは40〜70%であることを特徴とする、請求項1または2に記載の多相のコンポーネント摩耗防護層。
【請求項4】
前記層は追加的に窒素を含んでいることを特徴とする、請求項3に記載の多相のコンポーネント摩耗防護層。
【請求項5】
窒素濃度は炭素濃度を上回っていないことを特徴とする、請求項4に記載の多相のコンポーネント摩耗防護層。
【請求項6】
金属に対するメタロイドの濃度の比率が層表面から工作物表面またはコンポーネント表面に向かって変化する周期は5nmを上回っておらず、好ましくは2nmを上回っていないことを特徴とする、請求項2から5のいずれか1項に記載の多相のコンポーネント摩耗防護層。
【請求項7】
i)多層に構成されており、
ii)個々の層は実質的に金属とメタロイドの化合物の粒度の点でのみ区別されることを特徴とする、請求項1から6のいずれか1項に記載の多相のコンポーネント摩耗防護層。
【請求項8】
PVDコンポーネント摩耗防護コーティング法であって、
i)金属蒸気を生成するために少なくとも1つの物理的な蒸発源を使用し、
ii)メタロイド蒸気を生成するために少なくとも1つの物理的な蒸発源を使用し、
iii)金属蒸気とメタロイド蒸気が反応して化合物となるように工作物表面に当たることを特徴とするPVDコンポーネント摩耗防護コーティング法。
【請求項9】
金属蒸気は化学元素の周期系の亜族の金属、好ましくはCr,W,Ti,V,Zr,Nb,Mo,Ta、またはこれらの金属が主合金成分を形成する合金であり、メタロイド蒸気は元素C,Si,BおよびS、好ましくはCの蒸気であることを特徴とする、請求項8に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項10】
i)メタロイド蒸気は炭素であり、
ii)工作物およびコンポーネント表面に当たる炭素のモル流と金属のモル流との比率の時間的平均は0.2よりも大きくて4.5よりも小さく、好ましくは0.4よりも大きくて2.5よりも小さいことを特徴とする、請求項9に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項11】
i)工作物およびコンポーネント表面に当たる金属蒸気のモル流とメタロイド蒸気のモル流との比率は時間周期Δtで周期的に変化し、
ii)時間周期Δtは単位m/secで表したコーティング率の5 10−9倍よりも小さく、好ましくは2 10−9倍よりも小さいことを特徴とする、請求項8から10のいずれか1項に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項12】
両方の物理的な蒸発源のうちの一方として陰極アーク式蒸発器が用いられることを特徴とする、請求項8から11のいずれか1項に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項13】
窒素を含有する雰囲気のなかでコーティングが行われることを特徴とする、請求項8から12のいずれか1項に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項14】
水素または水素を含有する化合物を実質的に含まない雰囲気のなかでコーティングが行われることを特徴とする、請求項8から13のいずれか1項に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項15】
真空室(1)と、物理的な蒸発源(3),(4),(5)および(6)と、回転装置(7)と、コンポーネント回転支持体(9)とで構成される、コンポーネント摩耗防護コーティング法を実施する装置であって、
i)前記装置は少なくとも2つの物理的な蒸発源を含んでおり、
ii)少なくとも2つの物理的な前記蒸発源には物理的プロセスによって蒸気相へと移されるべき異なる材料が装填されており、
iii)少なくとも1つの物理的な蒸発源は炭素蒸気、硫黄蒸気、珪素蒸気、または硼素蒸気の生成に適しており、
iv)それぞれ2つの物理的な蒸発源と前記回転装置はすべてのコンポーネントが両方の物理的な蒸発源に周期的に曝露されるように配置されており、
v)前記コンポーネント支持体が再び同じ位置に達するまでの時間周期□tは単位m/secで表した逆コーティング率の5 10−9倍よりも小さく、好ましくは2 10−9倍よりも小さいことを特徴とする、コンポーネント摩耗防護コーティング法を実施する装置。
【請求項16】
前記回転装置の回転速度は少なくとも10回転/分であり、好ましくは少なくとも50回転/分であることを特徴とする、請求項15に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項17】
前記回転装置の回転速度は単位m/secで表した逆コーティング率の5 10−9倍であり、好ましくは2 10−9倍であることを特徴とする、請求項15に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項18】
i)それぞれ両方の物理的な蒸発源のターゲットプレート(30)の回転方向に対して横向きの平均間隔は、それぞれ両方の物理的な蒸発源のターゲットプレート(32)の平均直径よりも短く、
ii)それぞれ両方の物理的な蒸発源のターゲットプレート(30)の回転方向に対して横向きの平均間隔は、それぞれ両方の物理的な蒸発源のターゲットプレート(31)の
表面からコンポーネント支持体(9)までの平均間隔よりも短いことを特徴とする、請求項15から17のいずれか1項に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項19】
それぞれ両方の物理的な蒸発源の蒸発材料プレート(30)の回転方向に対して横向きの平均間隔は150mmよりも短いことを特徴とする、請求項15から18のいずれか1項に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項20】
それぞれ両方の物理的な蒸発装置のうちの一方の中心から他方の物理的な蒸発装置の中心まで達するためにコンポーネント支持体が必要とする時間は6秒よりも短く、好ましくは1秒よりも短いことを特徴とする、請求項15に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項21】
それぞれ両方の物理的な蒸発装置は陰極アーク式蒸発器であることを特徴とする、請求項15に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項22】
i)陰極アーク式蒸発器は炭素について磁気的な陰極足点案内部を有しており、
ii)磁気的な陰極足点案内部は陰極足点が回転運動(21)に対して横向きに時間周期δtで振動性運動を行うように構成されており、
iii)陰極足点の振動性運動の時間周期δtはコンポーネント支持体が再び同じ位置に達する時間周期Δtの少なくとも10〜100倍であることを特徴とする、請求項21に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項1】
化学元素の周期系の亜族の金属またはその合金、好ましくはCr,W,Ti,V,Zr,Nb,Mo,Taと、C,Si,BおよびSの群に属する単一のメタロイドとからなる多相のコンポーネント摩耗防護層であって、
i)前記コンポーネント摩耗防護層は実質的に前記金属と前記メタロイドと前記メタロイドの化合物からなっており、
ii)前記コンポーネント摩耗防護層は実質的に水素を含んでおらず、
iii)前記コンポーネント摩耗防護層は工作物表面またはコンポーネント表面に場合により存在する付着層を除いて、金属からなる明確な層を実質的に有しておらず、
iv)前記コンポーネント摩耗防護層はメタロイドからなる連続する層を実質的に有していないコンポーネント摩耗防護層。
【請求項2】
金属の濃度の合計に対するメタロイドの濃度の比率は層表面から工作物表面またはコンポーネント表面に向かって周期的に変化することを特徴とする、請求項1に記載の多相のコンポーネント摩耗防護層。
【請求項3】
i)メタロイドとして炭素が使用され、
ii)金属としてCr,W,Ti,Zr,Nb,MoまたはTaが使用され、
iii)炭素濃度は20〜85%、好ましくは40〜70%であることを特徴とする、請求項1または2に記載の多相のコンポーネント摩耗防護層。
【請求項4】
前記層は追加的に窒素を含んでいることを特徴とする、請求項3に記載の多相のコンポーネント摩耗防護層。
【請求項5】
窒素濃度は炭素濃度を上回っていないことを特徴とする、請求項4に記載の多相のコンポーネント摩耗防護層。
【請求項6】
金属に対するメタロイドの濃度の比率が層表面から工作物表面またはコンポーネント表面に向かって変化する周期は5nmを上回っておらず、好ましくは2nmを上回っていないことを特徴とする、請求項2から5のいずれか1項に記載の多相のコンポーネント摩耗防護層。
【請求項7】
i)多層に構成されており、
ii)個々の層は実質的に金属とメタロイドの化合物の粒度の点でのみ区別されることを特徴とする、請求項1から6のいずれか1項に記載の多相のコンポーネント摩耗防護層。
【請求項8】
PVDコンポーネント摩耗防護コーティング法であって、
i)金属蒸気を生成するために少なくとも1つの物理的な蒸発源を使用し、
ii)メタロイド蒸気を生成するために少なくとも1つの物理的な蒸発源を使用し、
iii)金属蒸気とメタロイド蒸気が反応して化合物となるように工作物表面に当たることを特徴とするPVDコンポーネント摩耗防護コーティング法。
【請求項9】
金属蒸気は化学元素の周期系の亜族の金属、好ましくはCr,W,Ti,V,Zr,Nb,Mo,Ta、またはこれらの金属が主合金成分を形成する合金であり、メタロイド蒸気は元素C,Si,BおよびS、好ましくはCの蒸気であることを特徴とする、請求項8に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項10】
i)メタロイド蒸気は炭素であり、
ii)工作物およびコンポーネント表面に当たる炭素のモル流と金属のモル流との比率の時間的平均は0.2よりも大きくて4.5よりも小さく、好ましくは0.4よりも大きくて2.5よりも小さいことを特徴とする、請求項9に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項11】
i)工作物およびコンポーネント表面に当たる金属蒸気のモル流とメタロイド蒸気のモル流との比率は時間周期Δtで周期的に変化し、
ii)時間周期Δtは単位m/secで表したコーティング率の5 10−9倍よりも小さく、好ましくは2 10−9倍よりも小さいことを特徴とする、請求項8から10のいずれか1項に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項12】
両方の物理的な蒸発源のうちの一方として陰極アーク式蒸発器が用いられることを特徴とする、請求項8から11のいずれか1項に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項13】
窒素を含有する雰囲気のなかでコーティングが行われることを特徴とする、請求項8から12のいずれか1項に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項14】
水素または水素を含有する化合物を実質的に含まない雰囲気のなかでコーティングが行われることを特徴とする、請求項8から13のいずれか1項に記載のPVDコンポーネント摩耗防護コーティング法。
【請求項15】
真空室(1)と、物理的な蒸発源(3),(4),(5)および(6)と、回転装置(7)と、コンポーネント回転支持体(9)とで構成される、コンポーネント摩耗防護コーティング法を実施する装置であって、
i)前記装置は少なくとも2つの物理的な蒸発源を含んでおり、
ii)少なくとも2つの物理的な前記蒸発源には物理的プロセスによって蒸気相へと移されるべき異なる材料が装填されており、
iii)少なくとも1つの物理的な蒸発源は炭素蒸気、硫黄蒸気、珪素蒸気、または硼素蒸気の生成に適しており、
iv)それぞれ2つの物理的な蒸発源と前記回転装置はすべてのコンポーネントが両方の物理的な蒸発源に周期的に曝露されるように配置されており、
v)前記コンポーネント支持体が再び同じ位置に達するまでの時間周期□tは単位m/secで表した逆コーティング率の5 10−9倍よりも小さく、好ましくは2 10−9倍よりも小さいことを特徴とする、コンポーネント摩耗防護コーティング法を実施する装置。
【請求項16】
前記回転装置の回転速度は少なくとも10回転/分であり、好ましくは少なくとも50回転/分であることを特徴とする、請求項15に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項17】
前記回転装置の回転速度は単位m/secで表した逆コーティング率の5 10−9倍であり、好ましくは2 10−9倍であることを特徴とする、請求項15に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項18】
i)それぞれ両方の物理的な蒸発源のターゲットプレート(30)の回転方向に対して横向きの平均間隔は、それぞれ両方の物理的な蒸発源のターゲットプレート(32)の平均直径よりも短く、
ii)それぞれ両方の物理的な蒸発源のターゲットプレート(30)の回転方向に対して横向きの平均間隔は、それぞれ両方の物理的な蒸発源のターゲットプレート(31)の
表面からコンポーネント支持体(9)までの平均間隔よりも短いことを特徴とする、請求項15から17のいずれか1項に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項19】
それぞれ両方の物理的な蒸発源の蒸発材料プレート(30)の回転方向に対して横向きの平均間隔は150mmよりも短いことを特徴とする、請求項15から18のいずれか1項に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項20】
それぞれ両方の物理的な蒸発装置のうちの一方の中心から他方の物理的な蒸発装置の中心まで達するためにコンポーネント支持体が必要とする時間は6秒よりも短く、好ましくは1秒よりも短いことを特徴とする、請求項15に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項21】
それぞれ両方の物理的な蒸発装置は陰極アーク式蒸発器であることを特徴とする、請求項15に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【請求項22】
i)陰極アーク式蒸発器は炭素について磁気的な陰極足点案内部を有しており、
ii)磁気的な陰極足点案内部は陰極足点が回転運動(21)に対して横向きに時間周期δtで振動性運動を行うように構成されており、
iii)陰極足点の振動性運動の時間周期δtはコンポーネント支持体が再び同じ位置に達する時間周期Δtの少なくとも10〜100倍であることを特徴とする、請求項21に記載のコンポーネント摩耗防護コーティング法を実施する装置。
【図1】

【図2】
【図3a】
【図3b】
【図3c】
【図3d】
【図4】
【図5】
【図6】
【図7a】
【図7b】
【図7c】
【図8a】
【図8b】
【図2】
【図3a】
【図3b】
【図3c】
【図3d】
【図4】
【図5】
【図6】
【図7a】
【図7b】
【図7c】
【図8a】
【図8b】
【公表番号】特表2009−532581(P2009−532581A)
【公表日】平成21年9月10日(2009.9.10)
【国際特許分類】
【出願番号】特願2009−503387(P2009−503387)
【出願日】平成19年4月2日(2007.4.2)
【国際出願番号】PCT/CH2007/000167
【国際公開番号】WO2007/115419
【国際公開日】平成19年10月18日(2007.10.18)
【出願人】(508300091)
【氏名又は名称原語表記】ECOLE D’INGENIEURS DE GENEVE (EIG)
【Fターム(参考)】
【公表日】平成21年9月10日(2009.9.10)
【国際特許分類】
【出願日】平成19年4月2日(2007.4.2)
【国際出願番号】PCT/CH2007/000167
【国際公開番号】WO2007/115419
【国際公開日】平成19年10月18日(2007.10.18)
【出願人】(508300091)
【氏名又は名称原語表記】ECOLE D’INGENIEURS DE GENEVE (EIG)
【Fターム(参考)】
[ Back to top ]