
コンミテータ用フェノール樹脂成形材料
【課題】機械的強度を実用的レベルに維持しつつ、成形収縮率を低減させることができるコンミテータ用フェノール樹脂成形材料を提供することである。
【解決手段】 フェノール樹脂、シリコーンゲル、及び、ロックウールを含有することを特徴とし、好ましくは、前記ロックウール以外の無機充填材を含有し、前記無機充填材はガラス繊維を含み、 更に好ましくは、前記無機充填材は、更にクレー、炭酸カルシウム、ウォラストナイト、タルクの中から選ばれた1種以上を含むものである。
【解決手段】 フェノール樹脂、シリコーンゲル、及び、ロックウールを含有することを特徴とし、好ましくは、前記ロックウール以外の無機充填材を含有し、前記無機充填材はガラス繊維を含み、 更に好ましくは、前記無機充填材は、更にクレー、炭酸カルシウム、ウォラストナイト、タルクの中から選ばれた1種以上を含むものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コンミテータ用フェノール樹脂成形材料に関するものである。
【背景技術】
【0002】
広範囲の分野に利用されているフェノール樹脂成形材料の用途のひとつとしてコンミテータ(整流子)がある。コンミテータはモーターの一部品であり、一般的には、銅セグメントと絶縁体としてフェノール樹脂成形材料に代表される熱硬化性樹脂成形材料の成形品により構成されている。
コンミテータの絶縁体に使用される材料に要求される基本的な特性には、機械的強度、耐熱性(特に、熱時の強度・加熱寸法安定性)や寸法安定性などがあるため、ガラス繊維で強化されたフェノール樹脂成形材料が多く使用されている。
【0003】
しかしながら近年、コンミテータに対する要求レベルは益々高度化しており、このようなガラス繊維強化フェノール樹脂成形材料をもってしても、銅セグメント間段差(以下、片間段差)において満足する特性を得られない場合がある。特に、フェノール樹脂成形材料は通常、銅との密着性が低いため成形収縮等の寸法変化によって銅セグメントと成形品とが剥離(隙間発生)してしまい、それに伴い片間段差が大きくなることが問題となっている。片間段差を少なくする事に関して、粘土鉱物を添加する技術が公開されている(例えば、特許文献1参照)。
【0004】
【特許文献1】特開平09−095595号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は、機械的強度を実用的レベルに維持しつつ、成形収縮を低減させたコンミテータ用フェノール樹脂成形材料を提供することである。
【課題を解決するための手段】
【0006】
このような目的は、下記(1)〜(8)に記載の本発明により達成される。
(1)フェノール樹脂、シリコーンゲル、及び、無機充填材としてロックウールとを含有することを特徴とするコンミテータ用フェノール樹脂成形材料。
(2)更に、前記ロックウール以外の無機充填材を含有するものである(1)に記載のコンミテータ用フェノール樹脂成形材料。
(3)前記ロックウール以外の無機充填材として、ガラス繊維を含むものである(2)に記載のコンミテータ用フェノール樹脂成形材料。
(4)前記ロックウール以外の無機充填材として、更にクレー、炭酸カルシウム、ウォラストナイト、タルクの中から選ばれた1種以上を含むものである(2)又は(3)に記載のコンミテータ用フェノール樹脂成形材料。
(5)前記フェノール樹脂と、シリコーンゲルとが予め溶融混練されたものである(1)ないし(4)のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
(6)前記シリコーンゲルの含有量は、フェノール樹脂と、シリコーンゲルとの合計量100重量部に対し、0.05〜10重量部である(1)ないし(5)のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
(7)前記フェノール樹脂と、シリコーンゲルとの合計量は、成形材料全体に対して10〜40重量%である(1)ないし(6)のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
(8)前記ロックウールの含有量は、成形材料全体に対し5〜20重量%である(1)ないし(7)のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
【発明の効果】
【0007】
本発明のコンミテータ用フェノール樹脂成形材料は、フェノール樹脂、シリコーンゲル、及び、無機充填材としてロックウールを含有することを特徴とするものであり、機械的強度を実用的なレベルに維持しつつ、成形収縮を低減したコンミテータ用成形品を得ることができるものである。
【発明を実施するための最良の形態】
【0008】
以下、本発明のコンミテータ用フェノール樹脂成形材料(以下、単に「成形材料」ということがある)について詳細に説明する。
本発明の成形材料は、フェノール樹脂、シリコーンゲル、及び、無機充填材としてロックウールを含有することを特徴とするものである。
【0009】
本発明の成形材料に用いられるフェノール樹脂としては、ノボラック型フェノール樹脂またはレゾール型フェノール樹脂が挙げられ、これらを単独、あるいは両者を併用することができる。ノボラック型フェノール樹脂を使用する場合、通常硬化剤としてヘキサメチレンテトラミンを使用する。ヘキサメチレンテトラミンを用いる場合、その含有量は特に限定されないが、ノボラック型フェノール樹脂100重量部に対して、10〜30重量部配合することが好ましく、特に15〜25重量部配合することが好ましい。ヘキサメチレンテトラミンの含有量が上記上限値を越えると、成形品の機械的強度が低下する場合があり、上記下限値未満では、成形収縮を充分低減することができず、成形品の機械的強度が低下する場合がある。
【0010】
本発明の成形材料においては、シリコーンゲルを使用する。これにより、成形品の機械的強度を実質的に低下させることなく成形時の成形収縮を低減することができる。その理由は明確ではないが、シリコーンゲルは緩やかな3次元構造であり、適度な柔軟性を有していることから、成形時、冷却にともなう収縮を吸収することにより緩和することができ、このことにより成形収縮を低減することができると推測される。更に、成形後においては、靭性や熱時の機械的強度や加熱寸法安定性を向上させることができる。
【0011】
本発明の成形材料において使用するシリコーンゲルは、特に限定されないが、付加反応型ポリオルガノシロキサン組成物をベースとしたゲル状物質が好ましい。かかるシリコーンゲルは適度な柔軟性を有していて、フェノール樹脂とともに使用されると、耐衝撃性、機械的強度、耐水性等に優れている上に、常温域からコンミテータとして使用される際の高温域に至るまでの広い温度範囲において、これらの特性を維持することができる。かかるシリコーンゲルは、針入度(JIS K 2530−1976−50g加重)が10〜300であることが好ましい。針入度が上記範囲のシリコーンゲルは、特に適度な柔軟性を持ち、耐衝撃性、振動吸収性に優れている。
【0012】
本発明の成形材料においては、フェノール樹脂とシリコーンゲルとが予め溶融混練されたものであることが好ましい。これにより、フェノール樹脂とシリコーンゲルとを無機充填材など他の配合剤とともに同時に溶融混練した場合に比べて、シリコーンゲルがフェノール樹脂中によりミクロに分散することから、上記の特長を高度に発現させることができる。この場合、フェノール樹脂中に分散したシリコーンゲルの平均粒径は、10μm〜50μmが好ましい。シリコーンゲルの平均粒径が上記下限値未満では却ってシリコーンゲルの特長が現れにくくなる。また、上記上限値を越えると、均一分散が損なわれやすくなる。溶融混練する場合、フェノール樹脂としてはノボラック型フェノール樹脂を使用することが好ましい。これは溶融混練の際にフェノール樹脂がゲル化するおそれがないからである。なお、フェノール樹脂とシリコーンゲルとの溶融混練に使用するフェノール樹脂は、成形材料中のフェノール樹脂の全部でもよく、あるいは一部でもよい。
【0013】
上記シリコーンゲルの配合割合は、特に限定されないが、フェノール樹脂(ヘキサメチレンテトラミンを用いる場合はそれも含めて)と、シリコーンゲルとの合計100重量部に対して0.05〜10重量部が好ましく、特に0.5〜8重量部が好ましい。シリコーンゲルの割合が上記上限値より多いと、成形材料製造時の作業性や成形品の機械的強度が低下する場合がある。シリコーンゲルの割合が上記下限値より少ないと、充分な成形収縮の低減および熱時強度や靭性の向上をすることが難しい場合がある
【0014】
前記フェノール樹脂(ヘキサメチレンテトラミンを用いる場合はそれも含めて)とシリコーンゲルとの合計含有量は、特に限定されないが、成形材料全体に対して10〜40重量%が好ましく、特に15〜25重量%が好ましい。上記含有量が上記下限値より少ないと、成形材料製造時の作業性や成形品の機械的強度が低下する場合があり、上記上限値より多いと、成形品の耐熱性、寸法安定性などが充分でない場合がある。
【0015】
本発明の成形材料には、無機充填材としてロックウールを使用する。これにより、成形品に低成形収縮性、高い機械的強度を付与することができる。
本発明の成形材料に用いられるロックウールは天然の岩石(火成岩)を溶融し、加工精製した鉱物繊維であり、融点が1000℃以上であることから充填材として用いると、成形品の耐熱性・耐磨耗性・耐久性・機械的強度が向上することが期待できる。また、ガラス繊維に比べ柔軟性に優れる特徴を有する。上記特性を発現するメカニズムは明確ではないが、ロックウールは柔軟性に優れる繊維状の無機充填材であり、これが相互に絡み合う事で成形収縮率を抑えると共に機械的強度の向上を発現していると推測される。
【0016】
上記ロックウールは、表面処理を施すことが好ましい。これにより、フェノール樹脂との親和性、濡れ性を向上させ、成形品に高い機械的強度を付与することができる。この表面処理の方法としては特に限定されないが、アミノシラン、カチオニック・アンモニウム塩を表面処理剤として用いることが好ましい。また、アミノシラン、カチオニック・アンモニウム塩を単独で用いることもできるが、併用すると例えばアミノシラン単独で表面処理されたロックウールと比較して、成形材料中における分散性にきわめて優れるという特徴を有する。これにより、上記効果をさらに高めることができる。さらに、ガラス繊維など配向性を有する無機充填材を併用する場合においては、例えばガラス繊維の一部を置換して上記ロックウールを配合することにより、機械的強度を実質的に低下させることなく、ガラス繊維の配向性による影響を大きく低減させることができる。
【0017】
上記ロックウールの繊維長は特に限定されないが、100〜400μmが好ましい。更に好ましくは200〜350μmである。繊維長が上記下限値より短いと成形品の機械的強度が不十分となる場合があり、上記上限値より長いと成形材料製造時の作業性が低下する場合がある。
【0018】
上記ロックウールの含有量は特に限定されないが、成形材料全体に対して5〜20重量%であることが好ましく、さらに好ましくは5〜15重量%である。上記下限値未満では低成形収縮性が充分に発現しない場合があり、上記上限値を超えると成形材料製造時の作業性が低下する場合がある。
【0019】
本発明の成形材料は、ロックウール以外の無機充填材を含有することができる。
ロックウール以外の無機充填材としては、ガラス繊維を含有することが好ましい。カラス繊維を含有することにより、得られる成形品の機械的強度が向上する。ガラス繊維の繊維径は、特に限定されないが、10〜15μmが好ましい。これにより、成形材料化段階での作業性を向上させることができる。また、ガラス繊維の繊維長は、特に限定されないが、1〜3mmのチョップドストランドタイプのものを使用することが好ましい。これにより、成形材料化時の作業性、成形性及び成形物の強度を向上させることができる。
【0020】
上記ガラス繊維の含有量は、特に限定されないが、成形材料全体に対して30〜60重量%が好ましく、特に40〜50重量%が好ましい。ガラス繊維の含有量が上記下限値よりも少ないと、成形品の機械的強度が不十分となる場合があり、上記上限値よりも多いと、成形材料製造時の作業性が低下する場合がある。
【0021】
なお、ガラス繊維とロックウールとの合計含有量は特に限定されないが、成形材料全体に対して40〜80重量%である事が望ましく、さらに好ましくは50〜65重量%である。上記下限値未満では機械的特性が充分に発現しない可能性があり、上記上限値を超えると成形材料製造時の作業性が低下する場合がある。
【0022】
本発明の成形材料は、上記ガラス繊維およびロックウール以外の無機充填材を含有することができる。このような無機充填材としては、粉末状のものであることが好ましい。これにより、得られる成形物の機械的強度を向上させるとともに寸法安定性を向上させることができる。
上記粉末状の無機充填材としては、特に限定されないが、例えば水酸化アルミニウム、水酸化マグネシウム等の水酸化物、炭酸カルシウム、タルク、ウォラストナイト、アルミナ、シリカ、未焼成クレー、焼成クレー、硫酸バリウム等を挙げることができる。これらの中でもクレー、炭酸カルシウム、ウォラストナイト、タルクが好ましく、これらの中から1種以上を選択し使用することができる。これにより成形品の寸法安定性をさらに向上させることができる。
【0023】
前記粉末状の無機充填材の含有量は、特に限定されないが、成形材料全体の5〜20重量%が好ましく、特に5〜15重量%が好ましい。かかる含有量が上記下限値未満であると成形品の耐熱性、寸法安定性などが充分でない場合があり、上記上限値を超えると成形材料製造時の作業性や、成形品の機械的強度が低下する場合がある。
【0024】
本発明の成形材料には、本発明の目的を損なわない範囲で離型剤、硬化助剤、顔料、エラストマ等の添加剤を添加することができる。
エラストマとしては例えば、アクリルニトリルブタジエンゴム、ポリビニルブチラールなどを用いることができる。
【0025】
以上に説明したように、本発明の成形材料は、フェノール樹脂、シリコーンゲル、及び、無機充填材としてロックウールとを含有することを特徴とするものである。
本発明の成形材料は、シリコーンゲルの有する柔軟性により、成形時、冷却に伴う収縮を吸収することができ、これにより、成形時の成形収縮率を低減することができると考えられる。特に、好ましくはフェノール樹脂とシリコーンゲルとが予め溶融混練されたものであると、上記効果を高く発現させることができる。
また、ロックウールは、柔軟性に優れる繊維状基材が相互に絡み合った形態を有するものであり、成形収縮率を抑えるとともに、成形品の機械的強度を向上させていると考えられる。
本発明の成形材料は、このような成分を含有することにより、成形品成形時の収縮率を低減させることができる。特に、コンミテータ用として用いた場合には、銅セグメントと成形品との剥離を防止し、片間段差を低減することができるという特徴を有するものである。
そして、本発明の成形材料は、上記成分以外にも、ガラス繊維、粉末状の無機充填材などを含有することができる。これにより、上記効果に加えて、コンミテータ用成形品としての基本的特性を付与することができるものである。
【0026】
本発明の成形材料を生産する方法は、例えば、フェノール樹脂の一部又は全部とシリコーンゲルとをニーダー、ロール等で予め溶融混練し、次いで他の原料と均一に混合した後、あるいは、配合する全原料をロール、コニーダ、二軸押出し機等の混錬装置単独またはロールと他の混合装置との組み合わせで溶融混練した後、粉砕して得られる。
【実施例】
【0027】
以下、本発明を実施例および比較例に基づいて詳細に説明するが、本発明はこれに限定されるものではない。
【0028】
(実施例1)
レゾール型フェノール樹脂を3重量%、ノボラック型フェノール樹脂を8重量%、シリコーンゲル含有ノボラック型フェノール樹脂6重量%、ヘキサメチレンテトラミン3重量%、硬化助剤として消石灰1重量%、エラストマとしてアクリルニトリルブタジエンゴム0.5重量%とポリビニルブチラール0.5重量%、無機充填材としてロックウール10重量%、ガラス繊維42重量%、未焼成クレー24重量%、および離型剤1重量%、顔料1重量%を配合し、約90℃の加熱ロールで約5分間混練し、冷却後粉砕して成形材料を得た。
【0029】
(実施例2)
ノボラック型フェノール樹脂を11重量%に増量、シリコーンゲル含有ノボラック型フェノール樹脂を3重量%に減量した以外は、実施例1と同様にして成形材料を得た。
【0030】
(実施例3)
ロックウールを15重量%に増量、未焼成クレーを19重量%に減量した以外は、実施例1と同様にして成形材料を得た。
【0031】
(実施例4)
ガラス繊維を40重量%に減量、ロックウールを20重量%に増量、未焼成クレーを16重量%に減量した以外は実施例2と同様にして成形材料を得た。
【0032】
(比較例1)
ロックウールを用いずに、レゾール型フェノール樹脂3重量%、ノボラック型フェノール樹脂8重量%、シリコーンゲル含有ノボラック型フェノール樹脂6重量%、ヘキサメチレンテトラミン3重量%、硬化助剤として消石灰1重量%、エラストマとしてアクリルニトリルブタジエンゴム0.5重量%とポリビニルブチラール0.5重量%、無機充填材としてガラス繊維42重量%、未焼成クレーを34重量%、および離型剤1重量%、顔料1重量%配合し、約90℃の加熱ロールで約5分間混練し、冷却後粉砕して成形材料を得た。
【0033】
(比較例2)
ノボラック型フェノール樹脂を11重量%に増量、シリコーンゲル含有ノボラック型フェノール樹脂を3重量%に減量した以外は、比較例1と同様にして成形材料を得た。
【0034】
(比較例3)
シリコーンゲル含有ノボラック型フェノール樹脂を用いず、ノボラック型フェノール樹脂を14重量%に増量、ロックウールを10重量%追加配合した以外は、比較例1と同様にして成形材料を得た。
【0035】
(比較例4)
ロックウールを用いず、未焼成クレーを34重量%に増量した以外は、比較例3と同様にして成形材料を得た。
【0036】
実施例及び比較例の原材料配合を、表1に示す。表中の数字は重量%を示す。
【0037】
【表1】

【0038】
(使用した原料)
(1)レゾール型フェノール樹脂:以下の方法にて製造した。
還流コンデンサー、撹拌装置、加熱装置、真空脱水装置を備えた反応釜内に、フェノール(P)とホルムアルデヒド(F)とをモル比(F/P)=1.7で仕込み、これに酢酸亜鉛をフェノール100重量部に対して0.5重量部添加した。この反応系のpHを5.5に調整し、還流反応を3時間行った。その後、真空度100Torr、温度100℃で2時間水蒸気蒸留を行って未反応フェノールを除去し、さらに、真空度100Torr、温度115℃で1時間反応させ、数平均分子量800のレゾール型フェノール樹脂(固形)を得た。
(2)シリコーンゲル含有ノボラック型フェノール樹脂:住友ベークライト社製 RT−54529
シリコーンゲルはα−ゲル(ジェルテック社製 針入度:JIS K 2530−1976−50g加重)を使用し、ノボラック型フェノール樹脂と溶融混練した。シリコーンゲル含有率はノボラック型フェノール樹脂との合計量に対して20重量%である。
(3)ノボラック型フェノール樹脂:住友ベークライト社製 PR−HF−3(重量平均分子量1000)
(4)ヘキサメチレンテトラミン:住友精化社製 ウロトロピン
(5)硬化助剤:秩父石灰工業社製 消石灰
(6)アクリロニトリルブタジエンゴム:JSR社製 PNC−38
(7)ポリビニルブチラール:積水化学工業社製 エスレックBL−1
(8)ガラス繊維:日本板硝子社製 RES03−BM38(平均繊維径11μm、平均繊維長3mmのチョップドストランド)
(9)ロックウール:ラピナス社製 RF840(平均繊維径5.5μm、平均繊維長300μm)
(10)未焼成クレー:ECC社製 ECKALITEI
(11)離型剤:日本油脂社製 ステアリン酸
(12)顔料:三菱化学社製 カーボンブラック#750B
【0039】
実施例および比較例により得られた成形材料を用いて、次の評価を行った。得られた結果を表2に示す。
【0040】
【表2】
【0041】
(測定方法)
・ シャルピー衝撃強さ、曲げ強さ、曲げ弾性率、成形収縮率:試験片は、トランスファ成形(175℃,硬化時間3分間)により作製し、JIS K 6911に準拠して測定した。
【0042】
・ ガラス転移温度:上記で得られた成形材料を用い、<1>の方法にて試料を成形した。この試料を用いてTMA法よりガラス転移温度(Tg)を測定した。
【0043】
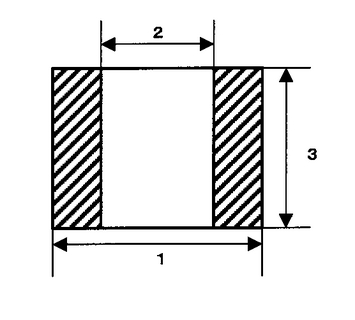
<3>成形後外径収縮率:トランスファ成形(175℃、硬化時間3分間)にて図1に示す円筒型試験片(外径:20mm、内径:14mm、高さ:15mm)を作製し、試験片の外径を測定することで、金型寸法からの変化率を求めた。試験片の形状をコンミテータの形状により近づけたことから、外径収縮率について前記成形収縮率よりも精度の高い評価となったと考えられる。
【0044】
表2の結果から、ロックウール及びシリコーンゲル含有ノボラック型フェノール樹脂を併用する本発明の成形材料で成形された成形品の実施例1ないし4は、ロックウールとシリコーンゲル含有ノボラック型フェノール樹脂を併用しない比較例1ないし3及び両者を共に含有しない比較例4に比較し、機械的強度を実用的なレベルに維持しつつ、成形収縮率、特に成形後外径収縮率が大幅に低減された。
【産業上の利用可能性】
【0045】
本発明によれば、機械的強度を実用的なレベルに維持しつつ、得られた成形品の成形収縮率を低減できるコンミテータ用フェノール樹脂成形材料として好適に適応できる。
【図面の簡単な説明】
【0046】
【図1】外径収縮率測定用試験片の断面図
【符号の説明】
【0047】
1:外径
2:内径
3:高さ
【技術分野】
【0001】
本発明は、コンミテータ用フェノール樹脂成形材料に関するものである。
【背景技術】
【0002】
広範囲の分野に利用されているフェノール樹脂成形材料の用途のひとつとしてコンミテータ(整流子)がある。コンミテータはモーターの一部品であり、一般的には、銅セグメントと絶縁体としてフェノール樹脂成形材料に代表される熱硬化性樹脂成形材料の成形品により構成されている。
コンミテータの絶縁体に使用される材料に要求される基本的な特性には、機械的強度、耐熱性(特に、熱時の強度・加熱寸法安定性)や寸法安定性などがあるため、ガラス繊維で強化されたフェノール樹脂成形材料が多く使用されている。
【0003】
しかしながら近年、コンミテータに対する要求レベルは益々高度化しており、このようなガラス繊維強化フェノール樹脂成形材料をもってしても、銅セグメント間段差(以下、片間段差)において満足する特性を得られない場合がある。特に、フェノール樹脂成形材料は通常、銅との密着性が低いため成形収縮等の寸法変化によって銅セグメントと成形品とが剥離(隙間発生)してしまい、それに伴い片間段差が大きくなることが問題となっている。片間段差を少なくする事に関して、粘土鉱物を添加する技術が公開されている(例えば、特許文献1参照)。
【0004】
【特許文献1】特開平09−095595号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は、機械的強度を実用的レベルに維持しつつ、成形収縮を低減させたコンミテータ用フェノール樹脂成形材料を提供することである。
【課題を解決するための手段】
【0006】
このような目的は、下記(1)〜(8)に記載の本発明により達成される。
(1)フェノール樹脂、シリコーンゲル、及び、無機充填材としてロックウールとを含有することを特徴とするコンミテータ用フェノール樹脂成形材料。
(2)更に、前記ロックウール以外の無機充填材を含有するものである(1)に記載のコンミテータ用フェノール樹脂成形材料。
(3)前記ロックウール以外の無機充填材として、ガラス繊維を含むものである(2)に記載のコンミテータ用フェノール樹脂成形材料。
(4)前記ロックウール以外の無機充填材として、更にクレー、炭酸カルシウム、ウォラストナイト、タルクの中から選ばれた1種以上を含むものである(2)又は(3)に記載のコンミテータ用フェノール樹脂成形材料。
(5)前記フェノール樹脂と、シリコーンゲルとが予め溶融混練されたものである(1)ないし(4)のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
(6)前記シリコーンゲルの含有量は、フェノール樹脂と、シリコーンゲルとの合計量100重量部に対し、0.05〜10重量部である(1)ないし(5)のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
(7)前記フェノール樹脂と、シリコーンゲルとの合計量は、成形材料全体に対して10〜40重量%である(1)ないし(6)のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
(8)前記ロックウールの含有量は、成形材料全体に対し5〜20重量%である(1)ないし(7)のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
【発明の効果】
【0007】
本発明のコンミテータ用フェノール樹脂成形材料は、フェノール樹脂、シリコーンゲル、及び、無機充填材としてロックウールを含有することを特徴とするものであり、機械的強度を実用的なレベルに維持しつつ、成形収縮を低減したコンミテータ用成形品を得ることができるものである。
【発明を実施するための最良の形態】
【0008】
以下、本発明のコンミテータ用フェノール樹脂成形材料(以下、単に「成形材料」ということがある)について詳細に説明する。
本発明の成形材料は、フェノール樹脂、シリコーンゲル、及び、無機充填材としてロックウールを含有することを特徴とするものである。
【0009】
本発明の成形材料に用いられるフェノール樹脂としては、ノボラック型フェノール樹脂またはレゾール型フェノール樹脂が挙げられ、これらを単独、あるいは両者を併用することができる。ノボラック型フェノール樹脂を使用する場合、通常硬化剤としてヘキサメチレンテトラミンを使用する。ヘキサメチレンテトラミンを用いる場合、その含有量は特に限定されないが、ノボラック型フェノール樹脂100重量部に対して、10〜30重量部配合することが好ましく、特に15〜25重量部配合することが好ましい。ヘキサメチレンテトラミンの含有量が上記上限値を越えると、成形品の機械的強度が低下する場合があり、上記下限値未満では、成形収縮を充分低減することができず、成形品の機械的強度が低下する場合がある。
【0010】
本発明の成形材料においては、シリコーンゲルを使用する。これにより、成形品の機械的強度を実質的に低下させることなく成形時の成形収縮を低減することができる。その理由は明確ではないが、シリコーンゲルは緩やかな3次元構造であり、適度な柔軟性を有していることから、成形時、冷却にともなう収縮を吸収することにより緩和することができ、このことにより成形収縮を低減することができると推測される。更に、成形後においては、靭性や熱時の機械的強度や加熱寸法安定性を向上させることができる。
【0011】
本発明の成形材料において使用するシリコーンゲルは、特に限定されないが、付加反応型ポリオルガノシロキサン組成物をベースとしたゲル状物質が好ましい。かかるシリコーンゲルは適度な柔軟性を有していて、フェノール樹脂とともに使用されると、耐衝撃性、機械的強度、耐水性等に優れている上に、常温域からコンミテータとして使用される際の高温域に至るまでの広い温度範囲において、これらの特性を維持することができる。かかるシリコーンゲルは、針入度(JIS K 2530−1976−50g加重)が10〜300であることが好ましい。針入度が上記範囲のシリコーンゲルは、特に適度な柔軟性を持ち、耐衝撃性、振動吸収性に優れている。
【0012】
本発明の成形材料においては、フェノール樹脂とシリコーンゲルとが予め溶融混練されたものであることが好ましい。これにより、フェノール樹脂とシリコーンゲルとを無機充填材など他の配合剤とともに同時に溶融混練した場合に比べて、シリコーンゲルがフェノール樹脂中によりミクロに分散することから、上記の特長を高度に発現させることができる。この場合、フェノール樹脂中に分散したシリコーンゲルの平均粒径は、10μm〜50μmが好ましい。シリコーンゲルの平均粒径が上記下限値未満では却ってシリコーンゲルの特長が現れにくくなる。また、上記上限値を越えると、均一分散が損なわれやすくなる。溶融混練する場合、フェノール樹脂としてはノボラック型フェノール樹脂を使用することが好ましい。これは溶融混練の際にフェノール樹脂がゲル化するおそれがないからである。なお、フェノール樹脂とシリコーンゲルとの溶融混練に使用するフェノール樹脂は、成形材料中のフェノール樹脂の全部でもよく、あるいは一部でもよい。
【0013】
上記シリコーンゲルの配合割合は、特に限定されないが、フェノール樹脂(ヘキサメチレンテトラミンを用いる場合はそれも含めて)と、シリコーンゲルとの合計100重量部に対して0.05〜10重量部が好ましく、特に0.5〜8重量部が好ましい。シリコーンゲルの割合が上記上限値より多いと、成形材料製造時の作業性や成形品の機械的強度が低下する場合がある。シリコーンゲルの割合が上記下限値より少ないと、充分な成形収縮の低減および熱時強度や靭性の向上をすることが難しい場合がある
【0014】
前記フェノール樹脂(ヘキサメチレンテトラミンを用いる場合はそれも含めて)とシリコーンゲルとの合計含有量は、特に限定されないが、成形材料全体に対して10〜40重量%が好ましく、特に15〜25重量%が好ましい。上記含有量が上記下限値より少ないと、成形材料製造時の作業性や成形品の機械的強度が低下する場合があり、上記上限値より多いと、成形品の耐熱性、寸法安定性などが充分でない場合がある。
【0015】
本発明の成形材料には、無機充填材としてロックウールを使用する。これにより、成形品に低成形収縮性、高い機械的強度を付与することができる。
本発明の成形材料に用いられるロックウールは天然の岩石(火成岩)を溶融し、加工精製した鉱物繊維であり、融点が1000℃以上であることから充填材として用いると、成形品の耐熱性・耐磨耗性・耐久性・機械的強度が向上することが期待できる。また、ガラス繊維に比べ柔軟性に優れる特徴を有する。上記特性を発現するメカニズムは明確ではないが、ロックウールは柔軟性に優れる繊維状の無機充填材であり、これが相互に絡み合う事で成形収縮率を抑えると共に機械的強度の向上を発現していると推測される。
【0016】
上記ロックウールは、表面処理を施すことが好ましい。これにより、フェノール樹脂との親和性、濡れ性を向上させ、成形品に高い機械的強度を付与することができる。この表面処理の方法としては特に限定されないが、アミノシラン、カチオニック・アンモニウム塩を表面処理剤として用いることが好ましい。また、アミノシラン、カチオニック・アンモニウム塩を単独で用いることもできるが、併用すると例えばアミノシラン単独で表面処理されたロックウールと比較して、成形材料中における分散性にきわめて優れるという特徴を有する。これにより、上記効果をさらに高めることができる。さらに、ガラス繊維など配向性を有する無機充填材を併用する場合においては、例えばガラス繊維の一部を置換して上記ロックウールを配合することにより、機械的強度を実質的に低下させることなく、ガラス繊維の配向性による影響を大きく低減させることができる。
【0017】
上記ロックウールの繊維長は特に限定されないが、100〜400μmが好ましい。更に好ましくは200〜350μmである。繊維長が上記下限値より短いと成形品の機械的強度が不十分となる場合があり、上記上限値より長いと成形材料製造時の作業性が低下する場合がある。
【0018】
上記ロックウールの含有量は特に限定されないが、成形材料全体に対して5〜20重量%であることが好ましく、さらに好ましくは5〜15重量%である。上記下限値未満では低成形収縮性が充分に発現しない場合があり、上記上限値を超えると成形材料製造時の作業性が低下する場合がある。
【0019】
本発明の成形材料は、ロックウール以外の無機充填材を含有することができる。
ロックウール以外の無機充填材としては、ガラス繊維を含有することが好ましい。カラス繊維を含有することにより、得られる成形品の機械的強度が向上する。ガラス繊維の繊維径は、特に限定されないが、10〜15μmが好ましい。これにより、成形材料化段階での作業性を向上させることができる。また、ガラス繊維の繊維長は、特に限定されないが、1〜3mmのチョップドストランドタイプのものを使用することが好ましい。これにより、成形材料化時の作業性、成形性及び成形物の強度を向上させることができる。
【0020】
上記ガラス繊維の含有量は、特に限定されないが、成形材料全体に対して30〜60重量%が好ましく、特に40〜50重量%が好ましい。ガラス繊維の含有量が上記下限値よりも少ないと、成形品の機械的強度が不十分となる場合があり、上記上限値よりも多いと、成形材料製造時の作業性が低下する場合がある。
【0021】
なお、ガラス繊維とロックウールとの合計含有量は特に限定されないが、成形材料全体に対して40〜80重量%である事が望ましく、さらに好ましくは50〜65重量%である。上記下限値未満では機械的特性が充分に発現しない可能性があり、上記上限値を超えると成形材料製造時の作業性が低下する場合がある。
【0022】
本発明の成形材料は、上記ガラス繊維およびロックウール以外の無機充填材を含有することができる。このような無機充填材としては、粉末状のものであることが好ましい。これにより、得られる成形物の機械的強度を向上させるとともに寸法安定性を向上させることができる。
上記粉末状の無機充填材としては、特に限定されないが、例えば水酸化アルミニウム、水酸化マグネシウム等の水酸化物、炭酸カルシウム、タルク、ウォラストナイト、アルミナ、シリカ、未焼成クレー、焼成クレー、硫酸バリウム等を挙げることができる。これらの中でもクレー、炭酸カルシウム、ウォラストナイト、タルクが好ましく、これらの中から1種以上を選択し使用することができる。これにより成形品の寸法安定性をさらに向上させることができる。
【0023】
前記粉末状の無機充填材の含有量は、特に限定されないが、成形材料全体の5〜20重量%が好ましく、特に5〜15重量%が好ましい。かかる含有量が上記下限値未満であると成形品の耐熱性、寸法安定性などが充分でない場合があり、上記上限値を超えると成形材料製造時の作業性や、成形品の機械的強度が低下する場合がある。
【0024】
本発明の成形材料には、本発明の目的を損なわない範囲で離型剤、硬化助剤、顔料、エラストマ等の添加剤を添加することができる。
エラストマとしては例えば、アクリルニトリルブタジエンゴム、ポリビニルブチラールなどを用いることができる。
【0025】
以上に説明したように、本発明の成形材料は、フェノール樹脂、シリコーンゲル、及び、無機充填材としてロックウールとを含有することを特徴とするものである。
本発明の成形材料は、シリコーンゲルの有する柔軟性により、成形時、冷却に伴う収縮を吸収することができ、これにより、成形時の成形収縮率を低減することができると考えられる。特に、好ましくはフェノール樹脂とシリコーンゲルとが予め溶融混練されたものであると、上記効果を高く発現させることができる。
また、ロックウールは、柔軟性に優れる繊維状基材が相互に絡み合った形態を有するものであり、成形収縮率を抑えるとともに、成形品の機械的強度を向上させていると考えられる。
本発明の成形材料は、このような成分を含有することにより、成形品成形時の収縮率を低減させることができる。特に、コンミテータ用として用いた場合には、銅セグメントと成形品との剥離を防止し、片間段差を低減することができるという特徴を有するものである。
そして、本発明の成形材料は、上記成分以外にも、ガラス繊維、粉末状の無機充填材などを含有することができる。これにより、上記効果に加えて、コンミテータ用成形品としての基本的特性を付与することができるものである。
【0026】
本発明の成形材料を生産する方法は、例えば、フェノール樹脂の一部又は全部とシリコーンゲルとをニーダー、ロール等で予め溶融混練し、次いで他の原料と均一に混合した後、あるいは、配合する全原料をロール、コニーダ、二軸押出し機等の混錬装置単独またはロールと他の混合装置との組み合わせで溶融混練した後、粉砕して得られる。
【実施例】
【0027】
以下、本発明を実施例および比較例に基づいて詳細に説明するが、本発明はこれに限定されるものではない。
【0028】
(実施例1)
レゾール型フェノール樹脂を3重量%、ノボラック型フェノール樹脂を8重量%、シリコーンゲル含有ノボラック型フェノール樹脂6重量%、ヘキサメチレンテトラミン3重量%、硬化助剤として消石灰1重量%、エラストマとしてアクリルニトリルブタジエンゴム0.5重量%とポリビニルブチラール0.5重量%、無機充填材としてロックウール10重量%、ガラス繊維42重量%、未焼成クレー24重量%、および離型剤1重量%、顔料1重量%を配合し、約90℃の加熱ロールで約5分間混練し、冷却後粉砕して成形材料を得た。
【0029】
(実施例2)
ノボラック型フェノール樹脂を11重量%に増量、シリコーンゲル含有ノボラック型フェノール樹脂を3重量%に減量した以外は、実施例1と同様にして成形材料を得た。
【0030】
(実施例3)
ロックウールを15重量%に増量、未焼成クレーを19重量%に減量した以外は、実施例1と同様にして成形材料を得た。
【0031】
(実施例4)
ガラス繊維を40重量%に減量、ロックウールを20重量%に増量、未焼成クレーを16重量%に減量した以外は実施例2と同様にして成形材料を得た。
【0032】
(比較例1)
ロックウールを用いずに、レゾール型フェノール樹脂3重量%、ノボラック型フェノール樹脂8重量%、シリコーンゲル含有ノボラック型フェノール樹脂6重量%、ヘキサメチレンテトラミン3重量%、硬化助剤として消石灰1重量%、エラストマとしてアクリルニトリルブタジエンゴム0.5重量%とポリビニルブチラール0.5重量%、無機充填材としてガラス繊維42重量%、未焼成クレーを34重量%、および離型剤1重量%、顔料1重量%配合し、約90℃の加熱ロールで約5分間混練し、冷却後粉砕して成形材料を得た。
【0033】
(比較例2)
ノボラック型フェノール樹脂を11重量%に増量、シリコーンゲル含有ノボラック型フェノール樹脂を3重量%に減量した以外は、比較例1と同様にして成形材料を得た。
【0034】
(比較例3)
シリコーンゲル含有ノボラック型フェノール樹脂を用いず、ノボラック型フェノール樹脂を14重量%に増量、ロックウールを10重量%追加配合した以外は、比較例1と同様にして成形材料を得た。
【0035】
(比較例4)
ロックウールを用いず、未焼成クレーを34重量%に増量した以外は、比較例3と同様にして成形材料を得た。
【0036】
実施例及び比較例の原材料配合を、表1に示す。表中の数字は重量%を示す。
【0037】
【表1】
【0038】
(使用した原料)
(1)レゾール型フェノール樹脂:以下の方法にて製造した。
還流コンデンサー、撹拌装置、加熱装置、真空脱水装置を備えた反応釜内に、フェノール(P)とホルムアルデヒド(F)とをモル比(F/P)=1.7で仕込み、これに酢酸亜鉛をフェノール100重量部に対して0.5重量部添加した。この反応系のpHを5.5に調整し、還流反応を3時間行った。その後、真空度100Torr、温度100℃で2時間水蒸気蒸留を行って未反応フェノールを除去し、さらに、真空度100Torr、温度115℃で1時間反応させ、数平均分子量800のレゾール型フェノール樹脂(固形)を得た。
(2)シリコーンゲル含有ノボラック型フェノール樹脂:住友ベークライト社製 RT−54529
シリコーンゲルはα−ゲル(ジェルテック社製 針入度:JIS K 2530−1976−50g加重)を使用し、ノボラック型フェノール樹脂と溶融混練した。シリコーンゲル含有率はノボラック型フェノール樹脂との合計量に対して20重量%である。
(3)ノボラック型フェノール樹脂:住友ベークライト社製 PR−HF−3(重量平均分子量1000)
(4)ヘキサメチレンテトラミン:住友精化社製 ウロトロピン
(5)硬化助剤:秩父石灰工業社製 消石灰
(6)アクリロニトリルブタジエンゴム:JSR社製 PNC−38
(7)ポリビニルブチラール:積水化学工業社製 エスレックBL−1
(8)ガラス繊維:日本板硝子社製 RES03−BM38(平均繊維径11μm、平均繊維長3mmのチョップドストランド)
(9)ロックウール:ラピナス社製 RF840(平均繊維径5.5μm、平均繊維長300μm)
(10)未焼成クレー:ECC社製 ECKALITEI
(11)離型剤:日本油脂社製 ステアリン酸
(12)顔料:三菱化学社製 カーボンブラック#750B
【0039】
実施例および比較例により得られた成形材料を用いて、次の評価を行った。得られた結果を表2に示す。
【0040】
【表2】
【0041】
(測定方法)
・ シャルピー衝撃強さ、曲げ強さ、曲げ弾性率、成形収縮率:試験片は、トランスファ成形(175℃,硬化時間3分間)により作製し、JIS K 6911に準拠して測定した。
【0042】
・ ガラス転移温度:上記で得られた成形材料を用い、<1>の方法にて試料を成形した。この試料を用いてTMA法よりガラス転移温度(Tg)を測定した。
【0043】
<3>成形後外径収縮率:トランスファ成形(175℃、硬化時間3分間)にて図1に示す円筒型試験片(外径:20mm、内径:14mm、高さ:15mm)を作製し、試験片の外径を測定することで、金型寸法からの変化率を求めた。試験片の形状をコンミテータの形状により近づけたことから、外径収縮率について前記成形収縮率よりも精度の高い評価となったと考えられる。
【0044】
表2の結果から、ロックウール及びシリコーンゲル含有ノボラック型フェノール樹脂を併用する本発明の成形材料で成形された成形品の実施例1ないし4は、ロックウールとシリコーンゲル含有ノボラック型フェノール樹脂を併用しない比較例1ないし3及び両者を共に含有しない比較例4に比較し、機械的強度を実用的なレベルに維持しつつ、成形収縮率、特に成形後外径収縮率が大幅に低減された。
【産業上の利用可能性】
【0045】
本発明によれば、機械的強度を実用的なレベルに維持しつつ、得られた成形品の成形収縮率を低減できるコンミテータ用フェノール樹脂成形材料として好適に適応できる。
【図面の簡単な説明】
【0046】
【図1】外径収縮率測定用試験片の断面図
【符号の説明】
【0047】
1:外径
2:内径
3:高さ
【特許請求の範囲】
【請求項1】
フェノール樹脂、シリコーンゲル、及び、無機充填材としてロックウールとを含有することを特徴とするコンミテータ用フェノール樹脂成形材料。
【請求項2】
更に、前記ロックウール以外の無機充填材を含有するものである請求項1に記載のコンミテータ用フェノール樹脂成形材料。
【請求項3】
前記ロックウール以外の無機充填材として、ガラス繊維を含むものである請求項2に記載のコンミテータ用フェノール樹脂成形材料。
【請求項4】
前記ロックウール以外の無機充填材として、更にクレー、炭酸カルシウム、ウォラストナイト、タルクの中から選ばれた1種以上を含むものである請求項2又は3に記載のコンミテータ用フェノール樹脂成形材料。
【請求項5】
前記フェノール樹脂と、シリコーンゲルとが予め溶融混練されたものである請求項1ないし4のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
【請求項6】
前記シリコーンゲルの含有量は、フェノール樹脂と、シリコーンゲルとの合計量100重量部に対し、0.05〜10重量部である請求項1ないし5のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
【請求項7】
前記フェノール樹脂と、シリコーンゲルとの合計量は、成形材料全体に対して10〜40重量%である請求項1ないし6のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
【請求項8】
前記ロックウールの含有量は、成形材料全体に対し5〜20重量%である請求項1ないし7のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
【請求項1】
フェノール樹脂、シリコーンゲル、及び、無機充填材としてロックウールとを含有することを特徴とするコンミテータ用フェノール樹脂成形材料。
【請求項2】
更に、前記ロックウール以外の無機充填材を含有するものである請求項1に記載のコンミテータ用フェノール樹脂成形材料。
【請求項3】
前記ロックウール以外の無機充填材として、ガラス繊維を含むものである請求項2に記載のコンミテータ用フェノール樹脂成形材料。
【請求項4】
前記ロックウール以外の無機充填材として、更にクレー、炭酸カルシウム、ウォラストナイト、タルクの中から選ばれた1種以上を含むものである請求項2又は3に記載のコンミテータ用フェノール樹脂成形材料。
【請求項5】
前記フェノール樹脂と、シリコーンゲルとが予め溶融混練されたものである請求項1ないし4のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
【請求項6】
前記シリコーンゲルの含有量は、フェノール樹脂と、シリコーンゲルとの合計量100重量部に対し、0.05〜10重量部である請求項1ないし5のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
【請求項7】
前記フェノール樹脂と、シリコーンゲルとの合計量は、成形材料全体に対して10〜40重量%である請求項1ないし6のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
【請求項8】
前記ロックウールの含有量は、成形材料全体に対し5〜20重量%である請求項1ないし7のいずれかに記載のコンミテータ用フェノール樹脂成形材料。
【図1】

【公開番号】特開2006−257114(P2006−257114A)
【公開日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願番号】特願2005−72389(P2005−72389)
【出願日】平成17年3月15日(2005.3.15)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
【公開日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願日】平成17年3月15日(2005.3.15)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
[ Back to top ]