
コーティングされたスタンピング部品の製造方法、及び同方法から作製される部品
以下の一連のステップをその順番で含むホットスタンピングされたコーティング部品の製造方法:鋼基板及びアルミニウム−ケイ素合金プレコーティングを含む熱間圧延又は冷間圧延鋼板を提供するステップであって、プレコーティングが、50%を超える遊離アルミニウムを含み、15から50マイクロメーターの間にある厚さを有するステップ、次に、鋼板を切断して、プレコーティングされた鋼ブランクを得るステップ、次に、ブランクを非保護雰囲気下で、Te−10℃からTeの間にある温度Tiまで加熱するステップであって、Teがプレコーティングの共融温度又は固相線温度であるステップ、次に、ブランクを温度Tiから、840から950℃の間にある温度Tmまで、30℃/秒から90℃/秒の間にある加熱速度Vで、非保護雰囲気下で加熱して、コーティングされ、加熱されたブランクを得るステップであって、Vが温度Tiから温度Tmの間における加熱速度であるステップ、次に、前記温度Tmでコーティングされ、加熱されたブランクを、20秒から90秒の間にある時間tmの間浸漬するステップ、次に、ブランクをホットスタンピングして、ホットスタンピングされたコーティング部品を得るステップ、次に、前記のスタンピングされた部品をある冷却速度で冷却して、マルテンサイト又はベイナイトから選択される少なくとも1つの成分を含む鋼基板中に微細構造を形成するステップ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム−ケイ素合金でプレコーティングされた鋼板から作製されるホットスタンピング部品(hot stamped parts)の製造方法に関し、またかかる方法によって得られるホットスタンピング式のコーティングされた製品に関する。
【背景技術】
【0002】
部品の製造用にプレコーティングされた板材のホットスタンピングプロセス(hot−stamping process)を使用すると、機械抵抗性が高く、耐衝撃性が良好な部品の製造が可能になるので、このプロセスは特に自動車産業において汎用されるようになった。金属のプレコーティングは、ホットスタンピング前に炉内で加熱する間、鋼基板の酸化及び脱炭を防ぐ。プレコーティングと鋼基板の間の相互拡散により、コーティング中に高溶融温度の金属間化合物合金が形成される。加熱温度は鋼をオーステナイト化するように選択され、したがって成形具内で焼き入れすることにより鋼基板を更に硬化させることもできる。
【0003】
欧州特許明細書EP0971044号は、アルミニウム又はアルミニウム合金に基づくコーティングでプレコーティングされた鋼板を用いたホットスタンピングプロセスを開示しているが、ホットスタンピング後に得られる部品は、腐食、摩耗、及び疲労に対して高い抵抗性をもたらし、隠れた部分の塗装(ulterior painting)に適している。
【0004】
国際公開WO2008053273号はホットスタンピングプロセスを開示し、このプロセスにおいて、スタンピング部品(stamped part:スタンピング処理された部品)のコーティング内に一連の異なる4層が得られるように、炉内で加熱及びオーステナイト化するステップが選択される。20℃から700℃の間で温度上昇させるのに、加熱速度は4から12℃/秒の間にある。こうすれば、かかる特定の層構成により、スポット溶接性の改善が可能となる。
【0005】
プレコーティングされた鋼ブランク(steel blanks)は、ホットスタンピングステップ前の加熱中に炉内のローラー上を移動する。国際公開WO2008053273号によれば、Alでプレコーティングされたブランクの加熱条件は、コーティング内での溶融を防止するようにも選択されるが、溶融した場合炉内のローラーを汚染するおそれがある。汚染された結果、製造ラインを保守のために一時的に停止させなければならない場合があり、これは生産性を低下させる。
【0006】
更に、ブランクを加熱及び浸漬する時間は数分程度であり得る。その結果、ブランクが移動する炉の長さが非常に重要となり得、工業的な観点から関心が持たれている。したがって、加熱ラインの長さを短縮する重要なニーズが存在する。
【0007】
オーステナイト化温度で浸漬する時間を短縮することにより、プロセスの生産性を高めるような施策が実施されてきた。しかし、鋼基板要素、特に鉄が、アルミニウムベースのコーティングと相互拡散するのに十分な時間が必要とされるため、かかる手法には限界があることが判明した。更に、加熱時間を短縮すると、加熱速度が非常に速くなることからコーティングの溶融が生じるため、やはり問題となり、その結果コーティングの表面が平滑化し、スタンピング部品上への塗装の際の接着性は劣る。
【0008】
このように、Alベースのプレコーティングされた鋼板から始まり、高機械抵抗性を有するスタンピング部品又は製品の作製を可能にし、隠れた部分の塗装について優れた性能をもたらす製造プロセスのニーズがなおも存在する。
【0009】
製造温度又はサービス温度において、コーティングが基板に対して非常に接着性のある部品の入手を可能にし、また剥離や腐食に対して優れた抵抗性をもたらすプロセスのニーズもなおも存在する。
【0010】
生産性が強化され、またローラー汚染防止を可能にするプロセスに対するニーズもなおも存在する。
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明の目的は、上記諸問題を解決し、アルミニウム−ケイ素でプレコーティングされた鋼板から作製されるホットスタンピング部品の新規な製造方法を提供することである。
【0012】
本発明のもう1つの目的は、自動車で利用可能なホットスタンピング部品の製造方法を提供することである。
【0013】
本発明のもう1つの目的は、コーティングが鋼基板に対する高い接着性、塗装性能、及び剥離抵抗性を併せ持つスタンピング部品を作製する新規方法を提供することである。
【0014】
本発明のもう1つの目的は、ホットスタンピング後に新規コーティングを備えた部品を提供することであり、かかる部品は高い塗装性能、及び剥離や腐食に対する高い抵抗性を併せ持つ。
【0015】
したがって、本発明の目的は、以下の一連のステップをその順番で含む、ホットスタンピングされたコーティング部品の製造方法である:
−鋼基板及びアルミニウム−ケイ素合金プレコーティングを含む熱間圧延又は冷間圧延鋼板を提供するステップであって、プレコーティングが、50%を超える遊離アルミニウムを含み、15から50マイクロメーターの間にある厚さを有するステップと、次に、
−鋼板を切断して、プレコーティングされた鋼ブランクを得るステップと、次に、
−ブランクを、Te−10℃からTeの間にある温度Tiまで、非保護雰囲気下で加熱するステップであって、Teがプレコーティングの共融温度(eutectic temperature)又は固相線温度(solidus temperature)であるステップ、次に、
−ブランクを、非保護雰囲気下で、温度Tiから、840から950℃の間にある温度Tmまで、30℃/秒から90℃/秒の間にある加熱速度Vで加熱して、コーティングされ、加熱されたブランクを得るステップであって、Vが温度Tiから温度Tmの間における加熱速度であるステップ、次に、
−前記温度Tmでコーティングされ、加熱されたブランクを、20秒から90秒の間にある時間tmの間浸漬するステップと、次に、
−ブランクをホットスタンピングして、ホットスタンピングされたコーティング部品を得るステップと、次に、
−前記のスタンピングされた部品をある冷却速度で冷却して、マルテンサイト又はベイナイトから選択される少なくとも1つの成分を含む鋼基板中に微細構造を形成するステップ。
【0016】
好ましい実施形態によれば、温度TiからTmの間における加熱速度Vは、50から80℃/秒の間にある。
【0017】
好ましい実施形態によれば、プレコーティングは、重量で5〜11%のSi、2〜4%のFe、任意選択により15から30ppmの間のCa、任意選択により50から700ppmの間のSrを含み、残りはアルミニウム及び処理に固有の不純物であり、温度Tiは567から577℃の間にあり、温度Tmは855から950℃の間にある。
【0018】
本発明のまた別の目的は、以下の一連のステップをその順番で含む、ホットスタンピングされたコーティング部品の製造方法である:
−鋼基板及びアルミニウム−ケイ素合金プレコーティングを含む熱間圧延又は冷間圧延鋼板を提供するステップであって、前記プレコーティングが、50%を超える遊離アルミニウムを含み、15から50マイクロメーターの間にある厚さを有するステップと、次に、
−プレコーティングされた鋼ブランクを得るために鋼板を切断するステップと、次に、
−鋼ブランクを加熱速度Vで温度Tmまで非保護雰囲気下で加熱して、鋼基板の微細構造をオーステナイトに完全に変換させ、加熱直後及び隠れた部分を浸漬する前に、プレコーティングの表面上に10から60%の間の液相を得るステップと、次に、
−浸漬期間tmにおいて、温度Tmでプレコーティングの液相を変換して、前記浸漬期間の終了時点において、0から30%の間の液相を有するコーティングを表面上に有し、20から50重量%の間のFeを表面上に含むコーティングされ、加熱されたブランクを得るステップと、次に、
−ブランクをホットスタンピングして、ホットスタンピング部品を得るステップと、次に、
−スタンピング部品を冷却して、マルテンサイト又はベイナイトから選択される少なくとも1つの成分を含む前記鋼基板中に微細構造を形成するステップ。
【0019】
優先的に、当該加熱は、少なくとも部分的に誘導加熱で実施される。
【0020】
優先的な様式によれば、当該加熱は、少なくとも部分的に抵抗加熱で実施される。
【0021】
優先的に、当該加熱は、少なくとも部分的に赤外線加熱で実施される。
【0022】
優先的な様式によれば、当該加熱は、少なくとも部分的にガスバーナーで実施される。
【0023】
特定の様式では、当該加熱は、上記加熱プロセスを任意に組み合わせることにより実施される。
【0024】
優先的に、当該コーティングの全厚さは20から60マイクロメーターの間にある。
【0025】
本発明の目的は、ベイナイト又はマルテンサイトから選択される少なくとも1つの成分を含む微細構造を有する鋼基板、及び前記基板の両面の各一方の上のコーティングを含む、ホットスタンピングされたコーティング部品でもあり、当該コーティングは、固溶体中にSiを含み、前記鋼基板に隣接する層から始まる下記の層から構成される:
−Fe3Al層
−Fe3Al層の上に位置する、FeAl層又はT1若しくはT2層
−70%を超えるFeAl3又はFe2Al5から構成される外層であり、前記FeAl3又はFe2Al5層は、前記FeAl層又はT1若しくはT2層の上に位置する、FeAl又はT1若しくはT2の不連続なマイナー相(minor phase:より小さい相)を含み、前記外層は70%を超える結晶をその表面上に有する。
【0026】
優先的に、前記Fe3Al層上のFeAl層又はT1若しくはT2層は、固溶体中に13%未満のSiを有し、前記外層中のFeAl3又はFe2Al5は、固溶体中に6%未満のSiを有し、FeAl又はT1若しくはT2の前記不連続なマイナー相は、固溶体中に13%未満のSiを有する。
【0027】
優先的に、前記Fe3Al層、及び前記FeAl層又はT1若しくはT2層の厚さの合計は、前記コーティングの全厚さの1/3未満である。
【0028】
優先的な様式によれば、前記両面の各一方上のコーティングの厚さは、20から60マイクロメーターの間にある。
【0029】
その他の利点及び特徴は、添付の図を参照しながら、説明及び下記の典型的な実施形態中に見出される。
【図面の簡単な説明】
【0030】
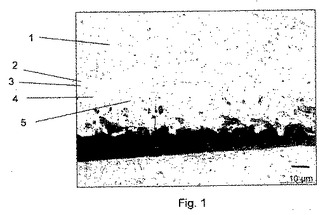
【図1】本発明によるホットスタンピング部品のコーティングの構造の断面図である。
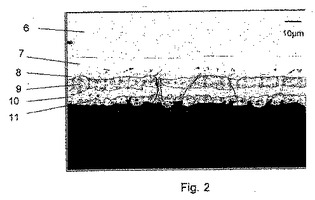
【図2】本発明とは関係のないプロセスにより得られたホットスタンピング部品のコーティングの層状構造の断面図である。
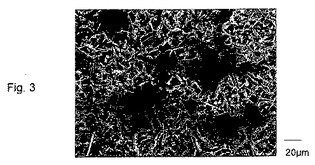
【図3】本発明により製造されたコーティングの表面の平面図である。
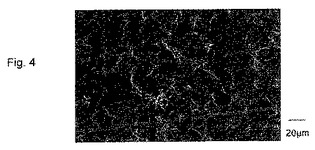
【図4】本発明とは関係のない条件で製造されたコーティングの表面の平面図である。
【図5】本発明とは関係のない条件で製造されたコーティングの表面の平面図である。
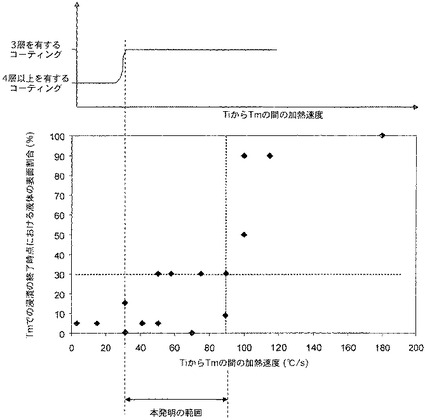
【図6】コーティングの性質、及び加熱速度の関数としての、浸漬期間の終了時点における液状化した表面の割合を表すグラフである。
【0031】
本発明は、ベース鋼の帯材(strip)又は基板を含むプレコーティングされた鋼帯、及び当該ベース鋼からなる帯材の両面上のアルミニウム−ケイ素合金のプレコーティングと共に実施される。
【0032】
用語「プレコーティング」(“precoating”)とは、加熱されていない、ホットスタンピングのステップ直前の、基板上に配置されたアルミニウム−ケイ素合金の層を指す。下記に説明するように、加熱成形、及び高温度での更なる浸漬処理前に、Al−Siによりプレコーティングされた板材を加熱するサイクルにより、プレコーティングの性質及び形態に変化が生じ、これは相変態及び鋼基板との相互拡散に起因する。かかる変換機構及び拡散機構により、ホットスタンピング部品の表面上に最適なコーティングの形成が実現する。
【0033】
アルミニウム−ケイ素合金によるプレコーティングは、1型アルミニウム、又は重量で5〜11%のSi、2〜4%のFe、可能性として15から30ppmの間のCa、及び可能性として50から700ppmの間のストロンチウムを含み、残りがアルミニウム及び処理に固有の不純物であるAl−Siの液浴中に鋼板を浸漬することにより、連続的に溶融アルミニウムめっきにより得ることができる。ケイ素は、接着性及び成形性を低下させる鉄−金属の厚い金属間層の形成を防止する。代表的なプレコーティングは、鋼基板に始まり、FeAl3及びFe2Al5を含む非常に薄い(通常、1マイクロメーター未満)界面層、その上の、通常2〜7マイクロメーターのT5相(質量濃度で29〜36%のFe、及び6〜12%のSiを含むFe3Si2Al12型の六方晶相)の層、及びその上の共晶性Al−Fe−Si(Al樹枝状結晶、Si、及びT6(質量で26〜29%のFe、及び13〜16%のSiを含むFe2Si2Al9型の単斜相))のアイランドを含むAl−Siマトリックスを含む。
【0034】
しかし、本発明はかかる組成物に限定されない。
【0035】
Al−Siプレコーティングの厚さは、それぞれの面について15から50マイクロメーターの間にある。この範囲は、以下に示す本発明の特定の加熱速度論に基づき、プレコーティングの鋼基板との最適な合金化を実現するように選択される。
【0036】
本発明によるプレコーティングは、当該プレコーティング内の総アルミニウムに対して、50%を超える遊離アルミニウムを含む。かかる条件が満たされない場合には、多量のアルミニウムが、プレコーティング中で高融点成分として結合し、本発明の加熱条件下で十分な溶融を実現する可能性がなくなる。要するに、溶融アルミニウムめっき後に、主として合金化されていないAl、すなわちFe又はSiと結合していないAlが十分な割合で存在しなければならない。溶融アルミニウムめっき後で、加熱及びホットスタンピング前に、中間的な合金化熱処理を設けると、この処理は高融点の金属間化合物の形成を引き起こすと考えられるので、本発明を実施する可能性が阻まれる。したがって、ホットスタンピング前に更に加熱すると、本発明を実施するためのコーティング中で十分量の溶融が引き起こされないと考えられる。
【0037】
また、更に中間的な処理は、基板中にマルテンサイトの形成を引き起こすと考えられる。板材を切断又はパンチングしてブランクにしなければならないので、切断器具の摩耗を最小限に抑えるように鋼基板内ではマルテンサイトを避けなければならない。更に、基板微細構造中にマルテンサイト−フェライト界面が存在すると、かかる成分の固有の特性が異なるために、切断末端部周辺に欠陥が誘発される可能性がある。
【0038】
鋼基板の組成は、板材がアルミニウム又はアルミニウム合金浴中に溶融浸漬されたときに良好な濡れ性を示す限り、重要ではない。しかし、車輌の構造部品などの高機械強度が必要とされる特定の用途の場合には、鋼基板は、要件及び利用条件に応じて、ホットスタンピング部品が、例えば500から1600MPaの範囲の高い強度を得ることを可能にする組成を有するのが好ましい。高レベルの抵抗性を得たい場合には、鋼組成は、重量で0.15%<C<0.5%、0.5%<Mn<3%、0.1%<ケイ素<0.5%、0.01%<Cr<1%、Ni<0.1%、Cu<0.1%、Ti<0.2%、Al<0.1%、P<0.1%、S<0.05%、0.0005%<B<0.08%を含み、鉄、及び処理に固有の不純物を更に含むのが好ましい。ベース鋼の帯材で用いられる好ましい市販鋼の例は、22MnB5である。
【0039】
ホットスタンピング部品について500MPaの範囲の強度レベルが望ましい場合には、鋼組成は、0.040%≦C≦0.100%、0.80%≦Mn≦2.00%、Si≦0.30%、S≦0.005%、P≦0.030%、0.010%≦Al≦0.070%、0.015%≦Nb≦ 0.100%、0.030%≦Ti≦0.080%、N≦0.009%、Cu≦0.100%、Ni≦0.100%、Cr≦0.100%、Mo≦0.100%、Ca≦0.006%を含み、鉄及び処理に固有の不純物を更に含むのが好ましい。
【0040】
鋼帯(steel strip)は、熱間圧延ミルにより製造可能であり、また任意選択により所望の最終厚さに応じて、再度冷間圧延を行ってもよい。厚さは、例えば0.7から3mmの間の範囲で変化し得る。
【0041】
プレコーティングされた帯材は、その後、後続するホットスタンピングステップの観点からプレコーティングされたブランクに切断される。
【0042】
本発明者らは、特定の加熱条件及び浸漬条件は、特定のコーティングの微細構造及び特性をもたらすことを見出した。かかる条件は下記の通り:
−第1のステップとして、ブランクをTe−10℃からTeの間にある中間的な温度のTiまで、非保護雰囲気下で加熱しなければならない。Teは、プレコーティングの固相線温度を表し、又はかかるプレコーティングが共晶様式(eutectic mode)で凝固する場合には、共融温度である。温度Teは、V.G.Rivlin、G.V.Raynor:「鉄三元合金における相平衡(Phase equilibria in iron ternary alloys)」、Institute of Metals of Metals、1988年版により公表されているFe−Al−Si図から取得可能である。
【0043】
或いは、Teはプレコーティング合金を加熱し、液体形成の開始を求めることにより実験的に得ることができる。本発明によれば、加熱は、プレコーティングの溶融温度よりもわずかに低い温度まで実施される。例えば、5〜11%のSi、及び2〜4%の鉄を含むAl−Siプレコーティングの場合、プレコーティングの共融温度Teは約577℃であり、液体と(Al、Si、及びT6(Al9Fe2Si2)相)との間の平衡に対応する。合金化反応速度が遅く、広範囲の加熱速度及び加熱プロセスがかかる第1のステップで利用可能な場合には、かかる第1の加熱ステップは低い温度範囲で生ずるので、同ステップはそれほど重要ではない。かかる第1の加熱ステップは、下記手段と同一の加熱手段、又は別の加熱手段若しくはデバイスを用いて実施可能である。
【0044】
−第2のステップは、第1のステップの直後であり、プレコーティング中での変換順序の性質を制御する上で特に重要である。特に、Tiからオーステナイト化温度Tmの間における加熱速度Vを特に制御しなければならない。
【0045】
−第1に、温度Tmは、鋼基板の完全なオーステナイト変換を可能にするために、840℃よりも高くなければならない。この840℃という温度は、包晶変態を生じさせることも可能であり、またプレコーティング中のT5相の消失を引き起こす。Al−Siプレコーティング(Si5〜11%及びFe2〜4%)の場合、温度Tmは855℃よりも高くなければならない。
【0046】
しかし、温度Tmは、プレコーティングの表面における過度の酸化アルミニウムの形成、及び/又は許容不能なプレコーティングの溶融を防ぐために950℃よりも低く抑えなければならない。したがって、TmはAl−Siプレコーティングの場合、840から950℃、又は855から950℃の間になければならない。
【0047】
−したがって、加熱速度Vは30℃/秒以上でなければならない。加熱速度が遅すぎる場合には、加熱ステップの終了時点、及び隠れた部分の浸漬前に、プレコーティングの表面上に過剰に高い割合の液体が形成される。したがって、プレコーティングの液滴は流れやすく、かかる高い割合の溶融したプレコーティングにより炉中のローラーが汚染されやすい。更に、加熱速度が遅いと、4層又は5層から構成される最終コーティングを形成する傾向にある。異なる相間の界面が増加し、硬度の勾配が増加すると、剥離抵抗性が低下するので、かかる層の配置は、変形抵抗性の観点から、本発明のコーティングよりも好適でない。本発明のコーティングは3層を超えない。特定の理論に束縛されないが、固有特性が異なる層の数が低減すると残留応力の形成が低減し、したがって、変形抵抗性であると考えられている。
【0048】
加熱速度Vが90℃/秒より高い場合には、温度Tmに達すると、プレコーティングの表面は多くの部分が溶融状態になる。組成物は、局所的にSiに富み、低融点の三元共晶(Al−Si−Fe)の形態において変換が更に生じて、プレコーティングの表面は、温度Tmでの浸漬の間、主に液体状態に留まる。したがって、かかる浸漬の終了時点において形成されるコーティングの表面は、プレコーティングの変換に起因して、主に平滑となり、隠れた部分の塗装について適性に乏しい。
【0049】
加熱速度Vが30から90℃/秒の間にあるとき、プレコーティングはその表面において適当な程度まで溶融状態となり、変換の反応速度は、液相がFe及びAlをベースとする金属間化合物に変換可能な程に高い程度に促進される。かかる高変換反応速度は、コーティング中に4層又は5層構造が形成されるのも阻害する。層状化がより小さい層を有する、よりコンパクトなコーティングが生成される。より少ない界面が生成するため、これは有利となり、こうして均一性が増すため、より高い機械抵抗性がもたらされる。特に、このようにして得られたコーティングは、主にFeAl3又はFe2Al5から構成される。加熱速度が50から80℃/秒の間にあるとき、コンパクト性というかかる特徴がより特別に生じ、FeAl3又はFe2Al5の層は、ほとんどの部分に存在する。
【0050】
図6は、本発明の特定の範囲の加熱速度では、浸漬の終了時点において表面の液状の割合が30%未満であること、及びコーティングが3層を超えて層を有さないことが同時に実現可能となること示している。
【0051】
浸漬は、20から90秒の間にある時間tmの期間、温度Tmで実施される。かかる浸漬期間は、プレコーティングの表面の液相の一部分又は全体が、FeAl3又はFe2Al5金属間化合物の大部分を表面に有するコーティングに変換するのを可能にする。かかる浸漬期間は、鋼基板がオーステナイトに完全変換し、またオーステナイト粒子の均一化も可能にする。次に、これは最終部品において機械的均一性を得ることを可能にする。かかる浸漬時間は通常の処理の場合よりも短く、これは生産性を向上させる。
【0052】
浸漬期間後、加熱されたブランクは、炉からホットスタンピングデバイスに移送される。こうして、ホットスタンピングが、スタンピング部品が得られるように実施される。冷却は、ホットスタンピング器具そのものの中で、又はホットスタンピングし、及び部品を特別な冷却デバイス内に移送した後に部分的に実施可能である。部品は、マルテンサイト若しくはベイナイト、又はかかる成分が組み合わされたものが得られるように、鋼組成に基づき、選択された冷却速度で冷却され、これは高い機械抵抗性を有する部品の実現を可能にする。
【0053】
本発明の1つの形態によれば、浸漬を開始する前に、温度Tmにおいて、プレコーティングの表面で10から60%の間の液相が得られるように、TiからTmの間の加熱速度が選択される。液相の表面の割合が60%を超えると、加熱炉内でローラー汚染が生ずるリスクが重要となる。より小さい厚さ(15マイクロメーター)の本発明のプレコーティングに適用する場合、最低割合として10%が望ましい。特定の理論に束縛されないが、かかる特定条件下では、プレコーティングはその厚さまで完全に溶融せず、またプレコーティングの表面張力により、液状のアルミニウムの液滴はローラー上に流れにくく、又は液体状態に変換する比がかなり低いため、限定された数のローラー上にしか流れやすくならないと考えられている。
【0054】
次に、前記浸漬期間の終了時点において、加熱されたブランク表面上に0から30%の間の液相を有し、その表面上に20から50重量%の間のFeを含むコーティングを備えたかかるブランクを得るために、この液相が等温的に変換するようにTmにおける浸漬時間が選択される。最終部品において粗面が得られるように、表面上で液状となる割合は30%に制限される。コーティングの表面における鉄含有量が20%未満であれば、それはコーティングの表面に十分な数の金属間結晶が存在しないことを示している。Fe含有量が50%よりも高い場合には、スタンピング部品の耐腐食性は低減する傾向にある。
【0055】
本発明の条件に基づくホットスタンピング部品上に得られるコーティングは、以下の層から構成される(鋼基板から始まる):
−Fe3Alの薄い層
−かかるFe3Al層の上に位置する、FeAl又はT1(Al3Fe3Si2型)若しくはT2(Al2FeSi型)の各相からなる極めて薄い層であり、かかる相はこの層内で共存可能である。かかる相は固溶体中にSiを含み、Siは固溶体中で13重量%未満である。
−70%を超えるFeAl3又はFe2Al5から構成される外層であり、かかる相は共存可能である。かかる金属間相は固溶体中にSiを含み、Siは6重量%未満である。かかるFeAl3又はFe2Al5層は、コーティングの大半を占めるが、FeAl又はT1若しくはT2の不連続なアイランドの形態でマイナー相(minor phase)を含む。かかるマイナー相は、固溶体中で13%未満のSiを含む。
【0056】
かかる外層が、コーティングの主要成分であるとき、すなわちFe3Al層、及びFeAl又はT1若しくはT2層の厚さの合計が、コーティングの全厚さの1/3未満であるとき、特に良好な接着特性が認められる。スタンピング部品のコーティングの全厚さは20から60マイクロメーターの範囲である。本発明者らは、外層がその大半においてコーティング(FeAl3又はFe2Al5)の最も硬度の高い相から構成されているかかる層配置は、ホットスタンピングにおける摩擦係数を低減するため特に好適であることを見出した。
【0057】
更に、コーティングがその表面上において70%を超える金属間結晶を示す場合には、優れた塗装接着性が得られ、かかる割合(%)は表面の割合として表される。
【実施例】
【0058】
重量で0.22%のC、1.2%のMn、0.2%のSi、0.2%のCr、0.040%のAl、0.003%のB、0.030%のTi、0.0002%のS、0.020%のPを含み、残りは鉄、及び処理に固有の不純物である鋼組成を有する厚さ1及び2mmの冷間圧延鋼板が提供された。微細構造はフェライト−パーライトから構成される。この段階では、マルテンサイトが存在しないので、更に板材を切断、穿孔、又はパンチングするのを容易にすることができる。
【0059】
Al−Si液浴中に板材を連続して浸漬することにより、同鋼板をプレコーティングした。こうして、重量で9%のSi、3%のFeを含み、残りはアルミニウムと処理に固有の不純物である、27マイクロメーターの厚さのプレコーティングを得る。かかるプレコーティングは、下記の通り構成される:
−鋼基板と直に接触するFeAl3及びFe2Al5からなる薄い層(1マイクロメーター未満)。
−上記層の上に位置する、5マイクロメーターの厚さを有する六方晶構造の金属間層T5
−上記層の上に位置する、上記組成を有するAl−Siのマトリックスを含む、21マイクロメーターの厚さの非合金化層。その構造は、固溶体中にSi及びFeを含むAl樹枝状結晶、並びにAl−Si共晶のアイランドから構成される。上記非合金化層は、プレコーティングの厚さの約80%を占める。
【0060】
したがって、Alは、上記プレコーティング内においてほとんど遊離状態にあり、これは熱処理において、隠れた部分で十分な溶融が可能なことを示している。上記プレコーティングの共晶溶融温度Teは577℃である。
【0061】
下記の表1中で「B」と表された1つの試験条件では、プレコーティングの厚さは15マイクロメーターであった。
【0062】
板材はブランクに切断され、同ブランクは加熱、ホットスタンピングされ、そして完全にマルテンサイトから構成された鋼基板を有する部品が得られるように速やかに冷却された。
【0063】
加熱は、異なる技法を用いて非保護的(通常の)雰囲気下で実施された:
−抵抗炉中での輻射加熱
−ガスバーナーを用いた炉内での加熱
−赤外炉内での加熱
−誘導加熱
−抵抗加熱、この場合、板材は導電性のジョー(jaws)内に維持され、ジュール効果により加熱された。
【0064】
加熱は、575℃(すなわちTe−2℃)の温度Tiまで実施され、次いで、浸漬が最終的に実施される温度Tmまで実施された。温度Tiから温度Tmまでの加熱速度Vは制御された。
【0065】
表1は、試験の異なるパラメーター、及び得られた結果を表す。
【0066】
Tmで加熱後、及び浸漬ステップ前のプレコーティング表面上の液相の割合(%)を、浸漬ステップの前、温度Tmで断続的に焼き入れした後に、試料表面を500倍の倍率の走査型電子顕微鏡(SEM)を用いて調べることにより求めた。温度Tmにおいて存在した液相を伴う領域は平滑な表面として特徴づけられ、粗い外観を呈する結晶化相(新たに生成した単結晶)と区別され得る。
【0067】
浸漬後の液相の割合は、ホットスタンピングされ冷却された部品について、コーティング表面の同様のSEM観察を行い、定量化することにより求めた。コーティングは、浸漬ステップの終了時点において、表面に様々に変化した液状部分を呈し得るが、残りの部分は結晶化した金属間相から構成される。表面に新たに生成した結晶の割合(%)が高い場合、それは更なる塗装処理(電気泳動法)の際の接着性が良好なことを示している。これは、平滑面であるか又は粗面であるかの基準(低い又は高い塗装に対する適性)によっても特徴づけられる。鉄含有量を、ホットスタンピングされ冷却された部品のコーティングの表面について、低入射角のX線回折技法を用いて測定した。浸漬ステップの終了時点のコーティングの表面上における液相の鉄含有量は、隠れた部分のホットスタンピング及び冷却ステップ後のコーティングの鉄含有量と同一である。
【表1】

【0068】
試験CからE、GからI、及びOからRは、本発明の条件に対応する。図1は、試験条件Hに基づく、本発明に対応するコーティングの例を示している:鋼基板から始まり(図1では1と表す)、コーティングは、5マイクロメーターのFe3Al層(2と表す)、固溶体中に7重量%のSiを含む極めて薄い(1マイクロメーター未満)FeAl層(3と表す)、及びコーティングの全厚さの80%超を占める25マイクロメーターの外層(4と表す)から構成される。かかる外層は、80%のFeAl3、及び20%のFeAlから構成される。上記割合(%)は、表面の割合を指し、この表面の割合はコーティングの断面微細構造について画像分析することにより測定可能である。金属間FeAl3は、3重量%のSiを固溶体中に含む。不連続なアイランド形態のFeAl(5と表す)は、固溶体中に9%のSiを含む。同様の微細構造は、本発明の条件に対応するその他の試験においても観察される。
【0069】
SEM観察(図3)では、表面は主としてFeAl3の結晶で完全に覆われていることを示している。
【0070】
加熱速度が3℃/秒(試験A)又は15℃/秒(試験B)の場合、コーティングの構造は、図2に示すように5層から構成される:基板(6と表す)から始まり、コーティングは、Fe3A1層、(7と表す)、FeAl(8)、FeAl3(9)、FeAl(10)、及びFeAl3(11)の各層から構成される。かかる層配置が良好な溶接性をもたらすとしても、そのコンパクト性は本発明のものよりも劣る。外層(すなわちFeAl3)の主成分は、図1及び図2で類似しているが、これは本発明の条件における溶接範囲の安定性も示唆していることにも留意されたい。しかし、本発明の条件はコンパクトな層の実現を可能にし、特に試験条件D、E、G、H、Iについて顕著である。
【0071】
本発明の条件下では、外層の表面上に20から50%の間にある鉄含有量を有すると共に、70%を超える結晶がコーティングの表面上に存在する。これは、隠れた部分の塗装に対する良好な適性を示す。
【0072】
試験Bは、不十分な厚さのプレコーティングを対象に、過剰に低い加熱速度、及び浸漬時間tmで実施された。その結果、加熱ステップの終了時点における液相の割合は不十分であり、また最終コーティングの性質は本発明に対応しない。
【0073】
試験Fは過剰に高い温度Tm、及び過剰に短い浸漬時間で実施された:その結果、浸漬前後の液体の割合(%)が過剰となる。更に、過剰に高い温度に起因して酸化アルミニウムが形成された。コーティングの表面に酸化アルミニウムが存在すると溶接性が低下する。
【0074】
試験JからNは、100から180℃/秒の過剰に高い加熱速度で加熱された。図5は、試験Nで得られた表面を示しており、コーティングは、Tmでの浸漬後において液体で完全に覆われている。かかるコーティングは、隠れた部分を電気泳動処理する際、非常に接着性が低い。
【0075】
図4は、試験Lで得られた表面を示している:この場合よりも結晶がより多く存在したとしても、塗装の際の接着性は、依然不十分である。
【0076】
したがって、本発明の特定の条件は、図6に示すように、層配置の好適な組合せをもたらし、浸漬期間の終了時点において液体の表面割合を低くする。次に、これは腐食及び摩耗に対する良好な抵抗性、並びに高い機械抵抗性及び溶接性をもたらす。更に、製造プロセスの生産性は、加熱段階及び浸漬の時間のいずれもが低減するので顕著に増大し、これはよりコンパクトなホットスタンピングのライン設計を可能にする。それらの特徴を活用すれば、本発明によって製造されたホットスタンピング部品は、自動車産業で有利に利用される。
【技術分野】
【0001】
本発明は、アルミニウム−ケイ素合金でプレコーティングされた鋼板から作製されるホットスタンピング部品(hot stamped parts)の製造方法に関し、またかかる方法によって得られるホットスタンピング式のコーティングされた製品に関する。
【背景技術】
【0002】
部品の製造用にプレコーティングされた板材のホットスタンピングプロセス(hot−stamping process)を使用すると、機械抵抗性が高く、耐衝撃性が良好な部品の製造が可能になるので、このプロセスは特に自動車産業において汎用されるようになった。金属のプレコーティングは、ホットスタンピング前に炉内で加熱する間、鋼基板の酸化及び脱炭を防ぐ。プレコーティングと鋼基板の間の相互拡散により、コーティング中に高溶融温度の金属間化合物合金が形成される。加熱温度は鋼をオーステナイト化するように選択され、したがって成形具内で焼き入れすることにより鋼基板を更に硬化させることもできる。
【0003】
欧州特許明細書EP0971044号は、アルミニウム又はアルミニウム合金に基づくコーティングでプレコーティングされた鋼板を用いたホットスタンピングプロセスを開示しているが、ホットスタンピング後に得られる部品は、腐食、摩耗、及び疲労に対して高い抵抗性をもたらし、隠れた部分の塗装(ulterior painting)に適している。
【0004】
国際公開WO2008053273号はホットスタンピングプロセスを開示し、このプロセスにおいて、スタンピング部品(stamped part:スタンピング処理された部品)のコーティング内に一連の異なる4層が得られるように、炉内で加熱及びオーステナイト化するステップが選択される。20℃から700℃の間で温度上昇させるのに、加熱速度は4から12℃/秒の間にある。こうすれば、かかる特定の層構成により、スポット溶接性の改善が可能となる。
【0005】
プレコーティングされた鋼ブランク(steel blanks)は、ホットスタンピングステップ前の加熱中に炉内のローラー上を移動する。国際公開WO2008053273号によれば、Alでプレコーティングされたブランクの加熱条件は、コーティング内での溶融を防止するようにも選択されるが、溶融した場合炉内のローラーを汚染するおそれがある。汚染された結果、製造ラインを保守のために一時的に停止させなければならない場合があり、これは生産性を低下させる。
【0006】
更に、ブランクを加熱及び浸漬する時間は数分程度であり得る。その結果、ブランクが移動する炉の長さが非常に重要となり得、工業的な観点から関心が持たれている。したがって、加熱ラインの長さを短縮する重要なニーズが存在する。
【0007】
オーステナイト化温度で浸漬する時間を短縮することにより、プロセスの生産性を高めるような施策が実施されてきた。しかし、鋼基板要素、特に鉄が、アルミニウムベースのコーティングと相互拡散するのに十分な時間が必要とされるため、かかる手法には限界があることが判明した。更に、加熱時間を短縮すると、加熱速度が非常に速くなることからコーティングの溶融が生じるため、やはり問題となり、その結果コーティングの表面が平滑化し、スタンピング部品上への塗装の際の接着性は劣る。
【0008】
このように、Alベースのプレコーティングされた鋼板から始まり、高機械抵抗性を有するスタンピング部品又は製品の作製を可能にし、隠れた部分の塗装について優れた性能をもたらす製造プロセスのニーズがなおも存在する。
【0009】
製造温度又はサービス温度において、コーティングが基板に対して非常に接着性のある部品の入手を可能にし、また剥離や腐食に対して優れた抵抗性をもたらすプロセスのニーズもなおも存在する。
【0010】
生産性が強化され、またローラー汚染防止を可能にするプロセスに対するニーズもなおも存在する。
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明の目的は、上記諸問題を解決し、アルミニウム−ケイ素でプレコーティングされた鋼板から作製されるホットスタンピング部品の新規な製造方法を提供することである。
【0012】
本発明のもう1つの目的は、自動車で利用可能なホットスタンピング部品の製造方法を提供することである。
【0013】
本発明のもう1つの目的は、コーティングが鋼基板に対する高い接着性、塗装性能、及び剥離抵抗性を併せ持つスタンピング部品を作製する新規方法を提供することである。
【0014】
本発明のもう1つの目的は、ホットスタンピング後に新規コーティングを備えた部品を提供することであり、かかる部品は高い塗装性能、及び剥離や腐食に対する高い抵抗性を併せ持つ。
【0015】
したがって、本発明の目的は、以下の一連のステップをその順番で含む、ホットスタンピングされたコーティング部品の製造方法である:
−鋼基板及びアルミニウム−ケイ素合金プレコーティングを含む熱間圧延又は冷間圧延鋼板を提供するステップであって、プレコーティングが、50%を超える遊離アルミニウムを含み、15から50マイクロメーターの間にある厚さを有するステップと、次に、
−鋼板を切断して、プレコーティングされた鋼ブランクを得るステップと、次に、
−ブランクを、Te−10℃からTeの間にある温度Tiまで、非保護雰囲気下で加熱するステップであって、Teがプレコーティングの共融温度(eutectic temperature)又は固相線温度(solidus temperature)であるステップ、次に、
−ブランクを、非保護雰囲気下で、温度Tiから、840から950℃の間にある温度Tmまで、30℃/秒から90℃/秒の間にある加熱速度Vで加熱して、コーティングされ、加熱されたブランクを得るステップであって、Vが温度Tiから温度Tmの間における加熱速度であるステップ、次に、
−前記温度Tmでコーティングされ、加熱されたブランクを、20秒から90秒の間にある時間tmの間浸漬するステップと、次に、
−ブランクをホットスタンピングして、ホットスタンピングされたコーティング部品を得るステップと、次に、
−前記のスタンピングされた部品をある冷却速度で冷却して、マルテンサイト又はベイナイトから選択される少なくとも1つの成分を含む鋼基板中に微細構造を形成するステップ。
【0016】
好ましい実施形態によれば、温度TiからTmの間における加熱速度Vは、50から80℃/秒の間にある。
【0017】
好ましい実施形態によれば、プレコーティングは、重量で5〜11%のSi、2〜4%のFe、任意選択により15から30ppmの間のCa、任意選択により50から700ppmの間のSrを含み、残りはアルミニウム及び処理に固有の不純物であり、温度Tiは567から577℃の間にあり、温度Tmは855から950℃の間にある。
【0018】
本発明のまた別の目的は、以下の一連のステップをその順番で含む、ホットスタンピングされたコーティング部品の製造方法である:
−鋼基板及びアルミニウム−ケイ素合金プレコーティングを含む熱間圧延又は冷間圧延鋼板を提供するステップであって、前記プレコーティングが、50%を超える遊離アルミニウムを含み、15から50マイクロメーターの間にある厚さを有するステップと、次に、
−プレコーティングされた鋼ブランクを得るために鋼板を切断するステップと、次に、
−鋼ブランクを加熱速度Vで温度Tmまで非保護雰囲気下で加熱して、鋼基板の微細構造をオーステナイトに完全に変換させ、加熱直後及び隠れた部分を浸漬する前に、プレコーティングの表面上に10から60%の間の液相を得るステップと、次に、
−浸漬期間tmにおいて、温度Tmでプレコーティングの液相を変換して、前記浸漬期間の終了時点において、0から30%の間の液相を有するコーティングを表面上に有し、20から50重量%の間のFeを表面上に含むコーティングされ、加熱されたブランクを得るステップと、次に、
−ブランクをホットスタンピングして、ホットスタンピング部品を得るステップと、次に、
−スタンピング部品を冷却して、マルテンサイト又はベイナイトから選択される少なくとも1つの成分を含む前記鋼基板中に微細構造を形成するステップ。
【0019】
優先的に、当該加熱は、少なくとも部分的に誘導加熱で実施される。
【0020】
優先的な様式によれば、当該加熱は、少なくとも部分的に抵抗加熱で実施される。
【0021】
優先的に、当該加熱は、少なくとも部分的に赤外線加熱で実施される。
【0022】
優先的な様式によれば、当該加熱は、少なくとも部分的にガスバーナーで実施される。
【0023】
特定の様式では、当該加熱は、上記加熱プロセスを任意に組み合わせることにより実施される。
【0024】
優先的に、当該コーティングの全厚さは20から60マイクロメーターの間にある。
【0025】
本発明の目的は、ベイナイト又はマルテンサイトから選択される少なくとも1つの成分を含む微細構造を有する鋼基板、及び前記基板の両面の各一方の上のコーティングを含む、ホットスタンピングされたコーティング部品でもあり、当該コーティングは、固溶体中にSiを含み、前記鋼基板に隣接する層から始まる下記の層から構成される:
−Fe3Al層
−Fe3Al層の上に位置する、FeAl層又はT1若しくはT2層
−70%を超えるFeAl3又はFe2Al5から構成される外層であり、前記FeAl3又はFe2Al5層は、前記FeAl層又はT1若しくはT2層の上に位置する、FeAl又はT1若しくはT2の不連続なマイナー相(minor phase:より小さい相)を含み、前記外層は70%を超える結晶をその表面上に有する。
【0026】
優先的に、前記Fe3Al層上のFeAl層又はT1若しくはT2層は、固溶体中に13%未満のSiを有し、前記外層中のFeAl3又はFe2Al5は、固溶体中に6%未満のSiを有し、FeAl又はT1若しくはT2の前記不連続なマイナー相は、固溶体中に13%未満のSiを有する。
【0027】
優先的に、前記Fe3Al層、及び前記FeAl層又はT1若しくはT2層の厚さの合計は、前記コーティングの全厚さの1/3未満である。
【0028】
優先的な様式によれば、前記両面の各一方上のコーティングの厚さは、20から60マイクロメーターの間にある。
【0029】
その他の利点及び特徴は、添付の図を参照しながら、説明及び下記の典型的な実施形態中に見出される。
【図面の簡単な説明】
【0030】
【図1】本発明によるホットスタンピング部品のコーティングの構造の断面図である。
【図2】本発明とは関係のないプロセスにより得られたホットスタンピング部品のコーティングの層状構造の断面図である。
【図3】本発明により製造されたコーティングの表面の平面図である。
【図4】本発明とは関係のない条件で製造されたコーティングの表面の平面図である。
【図5】本発明とは関係のない条件で製造されたコーティングの表面の平面図である。
【図6】コーティングの性質、及び加熱速度の関数としての、浸漬期間の終了時点における液状化した表面の割合を表すグラフである。
【0031】
本発明は、ベース鋼の帯材(strip)又は基板を含むプレコーティングされた鋼帯、及び当該ベース鋼からなる帯材の両面上のアルミニウム−ケイ素合金のプレコーティングと共に実施される。
【0032】
用語「プレコーティング」(“precoating”)とは、加熱されていない、ホットスタンピングのステップ直前の、基板上に配置されたアルミニウム−ケイ素合金の層を指す。下記に説明するように、加熱成形、及び高温度での更なる浸漬処理前に、Al−Siによりプレコーティングされた板材を加熱するサイクルにより、プレコーティングの性質及び形態に変化が生じ、これは相変態及び鋼基板との相互拡散に起因する。かかる変換機構及び拡散機構により、ホットスタンピング部品の表面上に最適なコーティングの形成が実現する。
【0033】
アルミニウム−ケイ素合金によるプレコーティングは、1型アルミニウム、又は重量で5〜11%のSi、2〜4%のFe、可能性として15から30ppmの間のCa、及び可能性として50から700ppmの間のストロンチウムを含み、残りがアルミニウム及び処理に固有の不純物であるAl−Siの液浴中に鋼板を浸漬することにより、連続的に溶融アルミニウムめっきにより得ることができる。ケイ素は、接着性及び成形性を低下させる鉄−金属の厚い金属間層の形成を防止する。代表的なプレコーティングは、鋼基板に始まり、FeAl3及びFe2Al5を含む非常に薄い(通常、1マイクロメーター未満)界面層、その上の、通常2〜7マイクロメーターのT5相(質量濃度で29〜36%のFe、及び6〜12%のSiを含むFe3Si2Al12型の六方晶相)の層、及びその上の共晶性Al−Fe−Si(Al樹枝状結晶、Si、及びT6(質量で26〜29%のFe、及び13〜16%のSiを含むFe2Si2Al9型の単斜相))のアイランドを含むAl−Siマトリックスを含む。
【0034】
しかし、本発明はかかる組成物に限定されない。
【0035】
Al−Siプレコーティングの厚さは、それぞれの面について15から50マイクロメーターの間にある。この範囲は、以下に示す本発明の特定の加熱速度論に基づき、プレコーティングの鋼基板との最適な合金化を実現するように選択される。
【0036】
本発明によるプレコーティングは、当該プレコーティング内の総アルミニウムに対して、50%を超える遊離アルミニウムを含む。かかる条件が満たされない場合には、多量のアルミニウムが、プレコーティング中で高融点成分として結合し、本発明の加熱条件下で十分な溶融を実現する可能性がなくなる。要するに、溶融アルミニウムめっき後に、主として合金化されていないAl、すなわちFe又はSiと結合していないAlが十分な割合で存在しなければならない。溶融アルミニウムめっき後で、加熱及びホットスタンピング前に、中間的な合金化熱処理を設けると、この処理は高融点の金属間化合物の形成を引き起こすと考えられるので、本発明を実施する可能性が阻まれる。したがって、ホットスタンピング前に更に加熱すると、本発明を実施するためのコーティング中で十分量の溶融が引き起こされないと考えられる。
【0037】
また、更に中間的な処理は、基板中にマルテンサイトの形成を引き起こすと考えられる。板材を切断又はパンチングしてブランクにしなければならないので、切断器具の摩耗を最小限に抑えるように鋼基板内ではマルテンサイトを避けなければならない。更に、基板微細構造中にマルテンサイト−フェライト界面が存在すると、かかる成分の固有の特性が異なるために、切断末端部周辺に欠陥が誘発される可能性がある。
【0038】
鋼基板の組成は、板材がアルミニウム又はアルミニウム合金浴中に溶融浸漬されたときに良好な濡れ性を示す限り、重要ではない。しかし、車輌の構造部品などの高機械強度が必要とされる特定の用途の場合には、鋼基板は、要件及び利用条件に応じて、ホットスタンピング部品が、例えば500から1600MPaの範囲の高い強度を得ることを可能にする組成を有するのが好ましい。高レベルの抵抗性を得たい場合には、鋼組成は、重量で0.15%<C<0.5%、0.5%<Mn<3%、0.1%<ケイ素<0.5%、0.01%<Cr<1%、Ni<0.1%、Cu<0.1%、Ti<0.2%、Al<0.1%、P<0.1%、S<0.05%、0.0005%<B<0.08%を含み、鉄、及び処理に固有の不純物を更に含むのが好ましい。ベース鋼の帯材で用いられる好ましい市販鋼の例は、22MnB5である。
【0039】
ホットスタンピング部品について500MPaの範囲の強度レベルが望ましい場合には、鋼組成は、0.040%≦C≦0.100%、0.80%≦Mn≦2.00%、Si≦0.30%、S≦0.005%、P≦0.030%、0.010%≦Al≦0.070%、0.015%≦Nb≦ 0.100%、0.030%≦Ti≦0.080%、N≦0.009%、Cu≦0.100%、Ni≦0.100%、Cr≦0.100%、Mo≦0.100%、Ca≦0.006%を含み、鉄及び処理に固有の不純物を更に含むのが好ましい。
【0040】
鋼帯(steel strip)は、熱間圧延ミルにより製造可能であり、また任意選択により所望の最終厚さに応じて、再度冷間圧延を行ってもよい。厚さは、例えば0.7から3mmの間の範囲で変化し得る。
【0041】
プレコーティングされた帯材は、その後、後続するホットスタンピングステップの観点からプレコーティングされたブランクに切断される。
【0042】
本発明者らは、特定の加熱条件及び浸漬条件は、特定のコーティングの微細構造及び特性をもたらすことを見出した。かかる条件は下記の通り:
−第1のステップとして、ブランクをTe−10℃からTeの間にある中間的な温度のTiまで、非保護雰囲気下で加熱しなければならない。Teは、プレコーティングの固相線温度を表し、又はかかるプレコーティングが共晶様式(eutectic mode)で凝固する場合には、共融温度である。温度Teは、V.G.Rivlin、G.V.Raynor:「鉄三元合金における相平衡(Phase equilibria in iron ternary alloys)」、Institute of Metals of Metals、1988年版により公表されているFe−Al−Si図から取得可能である。
【0043】
或いは、Teはプレコーティング合金を加熱し、液体形成の開始を求めることにより実験的に得ることができる。本発明によれば、加熱は、プレコーティングの溶融温度よりもわずかに低い温度まで実施される。例えば、5〜11%のSi、及び2〜4%の鉄を含むAl−Siプレコーティングの場合、プレコーティングの共融温度Teは約577℃であり、液体と(Al、Si、及びT6(Al9Fe2Si2)相)との間の平衡に対応する。合金化反応速度が遅く、広範囲の加熱速度及び加熱プロセスがかかる第1のステップで利用可能な場合には、かかる第1の加熱ステップは低い温度範囲で生ずるので、同ステップはそれほど重要ではない。かかる第1の加熱ステップは、下記手段と同一の加熱手段、又は別の加熱手段若しくはデバイスを用いて実施可能である。
【0044】
−第2のステップは、第1のステップの直後であり、プレコーティング中での変換順序の性質を制御する上で特に重要である。特に、Tiからオーステナイト化温度Tmの間における加熱速度Vを特に制御しなければならない。
【0045】
−第1に、温度Tmは、鋼基板の完全なオーステナイト変換を可能にするために、840℃よりも高くなければならない。この840℃という温度は、包晶変態を生じさせることも可能であり、またプレコーティング中のT5相の消失を引き起こす。Al−Siプレコーティング(Si5〜11%及びFe2〜4%)の場合、温度Tmは855℃よりも高くなければならない。
【0046】
しかし、温度Tmは、プレコーティングの表面における過度の酸化アルミニウムの形成、及び/又は許容不能なプレコーティングの溶融を防ぐために950℃よりも低く抑えなければならない。したがって、TmはAl−Siプレコーティングの場合、840から950℃、又は855から950℃の間になければならない。
【0047】
−したがって、加熱速度Vは30℃/秒以上でなければならない。加熱速度が遅すぎる場合には、加熱ステップの終了時点、及び隠れた部分の浸漬前に、プレコーティングの表面上に過剰に高い割合の液体が形成される。したがって、プレコーティングの液滴は流れやすく、かかる高い割合の溶融したプレコーティングにより炉中のローラーが汚染されやすい。更に、加熱速度が遅いと、4層又は5層から構成される最終コーティングを形成する傾向にある。異なる相間の界面が増加し、硬度の勾配が増加すると、剥離抵抗性が低下するので、かかる層の配置は、変形抵抗性の観点から、本発明のコーティングよりも好適でない。本発明のコーティングは3層を超えない。特定の理論に束縛されないが、固有特性が異なる層の数が低減すると残留応力の形成が低減し、したがって、変形抵抗性であると考えられている。
【0048】
加熱速度Vが90℃/秒より高い場合には、温度Tmに達すると、プレコーティングの表面は多くの部分が溶融状態になる。組成物は、局所的にSiに富み、低融点の三元共晶(Al−Si−Fe)の形態において変換が更に生じて、プレコーティングの表面は、温度Tmでの浸漬の間、主に液体状態に留まる。したがって、かかる浸漬の終了時点において形成されるコーティングの表面は、プレコーティングの変換に起因して、主に平滑となり、隠れた部分の塗装について適性に乏しい。
【0049】
加熱速度Vが30から90℃/秒の間にあるとき、プレコーティングはその表面において適当な程度まで溶融状態となり、変換の反応速度は、液相がFe及びAlをベースとする金属間化合物に変換可能な程に高い程度に促進される。かかる高変換反応速度は、コーティング中に4層又は5層構造が形成されるのも阻害する。層状化がより小さい層を有する、よりコンパクトなコーティングが生成される。より少ない界面が生成するため、これは有利となり、こうして均一性が増すため、より高い機械抵抗性がもたらされる。特に、このようにして得られたコーティングは、主にFeAl3又はFe2Al5から構成される。加熱速度が50から80℃/秒の間にあるとき、コンパクト性というかかる特徴がより特別に生じ、FeAl3又はFe2Al5の層は、ほとんどの部分に存在する。
【0050】
図6は、本発明の特定の範囲の加熱速度では、浸漬の終了時点において表面の液状の割合が30%未満であること、及びコーティングが3層を超えて層を有さないことが同時に実現可能となること示している。
【0051】
浸漬は、20から90秒の間にある時間tmの期間、温度Tmで実施される。かかる浸漬期間は、プレコーティングの表面の液相の一部分又は全体が、FeAl3又はFe2Al5金属間化合物の大部分を表面に有するコーティングに変換するのを可能にする。かかる浸漬期間は、鋼基板がオーステナイトに完全変換し、またオーステナイト粒子の均一化も可能にする。次に、これは最終部品において機械的均一性を得ることを可能にする。かかる浸漬時間は通常の処理の場合よりも短く、これは生産性を向上させる。
【0052】
浸漬期間後、加熱されたブランクは、炉からホットスタンピングデバイスに移送される。こうして、ホットスタンピングが、スタンピング部品が得られるように実施される。冷却は、ホットスタンピング器具そのものの中で、又はホットスタンピングし、及び部品を特別な冷却デバイス内に移送した後に部分的に実施可能である。部品は、マルテンサイト若しくはベイナイト、又はかかる成分が組み合わされたものが得られるように、鋼組成に基づき、選択された冷却速度で冷却され、これは高い機械抵抗性を有する部品の実現を可能にする。
【0053】
本発明の1つの形態によれば、浸漬を開始する前に、温度Tmにおいて、プレコーティングの表面で10から60%の間の液相が得られるように、TiからTmの間の加熱速度が選択される。液相の表面の割合が60%を超えると、加熱炉内でローラー汚染が生ずるリスクが重要となる。より小さい厚さ(15マイクロメーター)の本発明のプレコーティングに適用する場合、最低割合として10%が望ましい。特定の理論に束縛されないが、かかる特定条件下では、プレコーティングはその厚さまで完全に溶融せず、またプレコーティングの表面張力により、液状のアルミニウムの液滴はローラー上に流れにくく、又は液体状態に変換する比がかなり低いため、限定された数のローラー上にしか流れやすくならないと考えられている。
【0054】
次に、前記浸漬期間の終了時点において、加熱されたブランク表面上に0から30%の間の液相を有し、その表面上に20から50重量%の間のFeを含むコーティングを備えたかかるブランクを得るために、この液相が等温的に変換するようにTmにおける浸漬時間が選択される。最終部品において粗面が得られるように、表面上で液状となる割合は30%に制限される。コーティングの表面における鉄含有量が20%未満であれば、それはコーティングの表面に十分な数の金属間結晶が存在しないことを示している。Fe含有量が50%よりも高い場合には、スタンピング部品の耐腐食性は低減する傾向にある。
【0055】
本発明の条件に基づくホットスタンピング部品上に得られるコーティングは、以下の層から構成される(鋼基板から始まる):
−Fe3Alの薄い層
−かかるFe3Al層の上に位置する、FeAl又はT1(Al3Fe3Si2型)若しくはT2(Al2FeSi型)の各相からなる極めて薄い層であり、かかる相はこの層内で共存可能である。かかる相は固溶体中にSiを含み、Siは固溶体中で13重量%未満である。
−70%を超えるFeAl3又はFe2Al5から構成される外層であり、かかる相は共存可能である。かかる金属間相は固溶体中にSiを含み、Siは6重量%未満である。かかるFeAl3又はFe2Al5層は、コーティングの大半を占めるが、FeAl又はT1若しくはT2の不連続なアイランドの形態でマイナー相(minor phase)を含む。かかるマイナー相は、固溶体中で13%未満のSiを含む。
【0056】
かかる外層が、コーティングの主要成分であるとき、すなわちFe3Al層、及びFeAl又はT1若しくはT2層の厚さの合計が、コーティングの全厚さの1/3未満であるとき、特に良好な接着特性が認められる。スタンピング部品のコーティングの全厚さは20から60マイクロメーターの範囲である。本発明者らは、外層がその大半においてコーティング(FeAl3又はFe2Al5)の最も硬度の高い相から構成されているかかる層配置は、ホットスタンピングにおける摩擦係数を低減するため特に好適であることを見出した。
【0057】
更に、コーティングがその表面上において70%を超える金属間結晶を示す場合には、優れた塗装接着性が得られ、かかる割合(%)は表面の割合として表される。
【実施例】
【0058】
重量で0.22%のC、1.2%のMn、0.2%のSi、0.2%のCr、0.040%のAl、0.003%のB、0.030%のTi、0.0002%のS、0.020%のPを含み、残りは鉄、及び処理に固有の不純物である鋼組成を有する厚さ1及び2mmの冷間圧延鋼板が提供された。微細構造はフェライト−パーライトから構成される。この段階では、マルテンサイトが存在しないので、更に板材を切断、穿孔、又はパンチングするのを容易にすることができる。
【0059】
Al−Si液浴中に板材を連続して浸漬することにより、同鋼板をプレコーティングした。こうして、重量で9%のSi、3%のFeを含み、残りはアルミニウムと処理に固有の不純物である、27マイクロメーターの厚さのプレコーティングを得る。かかるプレコーティングは、下記の通り構成される:
−鋼基板と直に接触するFeAl3及びFe2Al5からなる薄い層(1マイクロメーター未満)。
−上記層の上に位置する、5マイクロメーターの厚さを有する六方晶構造の金属間層T5
−上記層の上に位置する、上記組成を有するAl−Siのマトリックスを含む、21マイクロメーターの厚さの非合金化層。その構造は、固溶体中にSi及びFeを含むAl樹枝状結晶、並びにAl−Si共晶のアイランドから構成される。上記非合金化層は、プレコーティングの厚さの約80%を占める。
【0060】
したがって、Alは、上記プレコーティング内においてほとんど遊離状態にあり、これは熱処理において、隠れた部分で十分な溶融が可能なことを示している。上記プレコーティングの共晶溶融温度Teは577℃である。
【0061】
下記の表1中で「B」と表された1つの試験条件では、プレコーティングの厚さは15マイクロメーターであった。
【0062】
板材はブランクに切断され、同ブランクは加熱、ホットスタンピングされ、そして完全にマルテンサイトから構成された鋼基板を有する部品が得られるように速やかに冷却された。
【0063】
加熱は、異なる技法を用いて非保護的(通常の)雰囲気下で実施された:
−抵抗炉中での輻射加熱
−ガスバーナーを用いた炉内での加熱
−赤外炉内での加熱
−誘導加熱
−抵抗加熱、この場合、板材は導電性のジョー(jaws)内に維持され、ジュール効果により加熱された。
【0064】
加熱は、575℃(すなわちTe−2℃)の温度Tiまで実施され、次いで、浸漬が最終的に実施される温度Tmまで実施された。温度Tiから温度Tmまでの加熱速度Vは制御された。
【0065】
表1は、試験の異なるパラメーター、及び得られた結果を表す。
【0066】
Tmで加熱後、及び浸漬ステップ前のプレコーティング表面上の液相の割合(%)を、浸漬ステップの前、温度Tmで断続的に焼き入れした後に、試料表面を500倍の倍率の走査型電子顕微鏡(SEM)を用いて調べることにより求めた。温度Tmにおいて存在した液相を伴う領域は平滑な表面として特徴づけられ、粗い外観を呈する結晶化相(新たに生成した単結晶)と区別され得る。
【0067】
浸漬後の液相の割合は、ホットスタンピングされ冷却された部品について、コーティング表面の同様のSEM観察を行い、定量化することにより求めた。コーティングは、浸漬ステップの終了時点において、表面に様々に変化した液状部分を呈し得るが、残りの部分は結晶化した金属間相から構成される。表面に新たに生成した結晶の割合(%)が高い場合、それは更なる塗装処理(電気泳動法)の際の接着性が良好なことを示している。これは、平滑面であるか又は粗面であるかの基準(低い又は高い塗装に対する適性)によっても特徴づけられる。鉄含有量を、ホットスタンピングされ冷却された部品のコーティングの表面について、低入射角のX線回折技法を用いて測定した。浸漬ステップの終了時点のコーティングの表面上における液相の鉄含有量は、隠れた部分のホットスタンピング及び冷却ステップ後のコーティングの鉄含有量と同一である。
【表1】
【0068】
試験CからE、GからI、及びOからRは、本発明の条件に対応する。図1は、試験条件Hに基づく、本発明に対応するコーティングの例を示している:鋼基板から始まり(図1では1と表す)、コーティングは、5マイクロメーターのFe3Al層(2と表す)、固溶体中に7重量%のSiを含む極めて薄い(1マイクロメーター未満)FeAl層(3と表す)、及びコーティングの全厚さの80%超を占める25マイクロメーターの外層(4と表す)から構成される。かかる外層は、80%のFeAl3、及び20%のFeAlから構成される。上記割合(%)は、表面の割合を指し、この表面の割合はコーティングの断面微細構造について画像分析することにより測定可能である。金属間FeAl3は、3重量%のSiを固溶体中に含む。不連続なアイランド形態のFeAl(5と表す)は、固溶体中に9%のSiを含む。同様の微細構造は、本発明の条件に対応するその他の試験においても観察される。
【0069】
SEM観察(図3)では、表面は主としてFeAl3の結晶で完全に覆われていることを示している。
【0070】
加熱速度が3℃/秒(試験A)又は15℃/秒(試験B)の場合、コーティングの構造は、図2に示すように5層から構成される:基板(6と表す)から始まり、コーティングは、Fe3A1層、(7と表す)、FeAl(8)、FeAl3(9)、FeAl(10)、及びFeAl3(11)の各層から構成される。かかる層配置が良好な溶接性をもたらすとしても、そのコンパクト性は本発明のものよりも劣る。外層(すなわちFeAl3)の主成分は、図1及び図2で類似しているが、これは本発明の条件における溶接範囲の安定性も示唆していることにも留意されたい。しかし、本発明の条件はコンパクトな層の実現を可能にし、特に試験条件D、E、G、H、Iについて顕著である。
【0071】
本発明の条件下では、外層の表面上に20から50%の間にある鉄含有量を有すると共に、70%を超える結晶がコーティングの表面上に存在する。これは、隠れた部分の塗装に対する良好な適性を示す。
【0072】
試験Bは、不十分な厚さのプレコーティングを対象に、過剰に低い加熱速度、及び浸漬時間tmで実施された。その結果、加熱ステップの終了時点における液相の割合は不十分であり、また最終コーティングの性質は本発明に対応しない。
【0073】
試験Fは過剰に高い温度Tm、及び過剰に短い浸漬時間で実施された:その結果、浸漬前後の液体の割合(%)が過剰となる。更に、過剰に高い温度に起因して酸化アルミニウムが形成された。コーティングの表面に酸化アルミニウムが存在すると溶接性が低下する。
【0074】
試験JからNは、100から180℃/秒の過剰に高い加熱速度で加熱された。図5は、試験Nで得られた表面を示しており、コーティングは、Tmでの浸漬後において液体で完全に覆われている。かかるコーティングは、隠れた部分を電気泳動処理する際、非常に接着性が低い。
【0075】
図4は、試験Lで得られた表面を示している:この場合よりも結晶がより多く存在したとしても、塗装の際の接着性は、依然不十分である。
【0076】
したがって、本発明の特定の条件は、図6に示すように、層配置の好適な組合せをもたらし、浸漬期間の終了時点において液体の表面割合を低くする。次に、これは腐食及び摩耗に対する良好な抵抗性、並びに高い機械抵抗性及び溶接性をもたらす。更に、製造プロセスの生産性は、加熱段階及び浸漬の時間のいずれもが低減するので顕著に増大し、これはよりコンパクトなホットスタンピングのライン設計を可能にする。それらの特徴を活用すれば、本発明によって製造されたホットスタンピング部品は、自動車産業で有利に利用される。
【特許請求の範囲】
【請求項1】
ホットスタンピングされたコーティング部品の製造方法であって、以下の一連のステップ:
鋼基板及びアルミニウム−ケイ素合金プレコーティングを含む熱間圧延又は冷間圧延鋼板を提供するステップであって、前記プレコーティングが、50%を超える遊離アルミニウムを含み、前記鋼基板との合金化を可能にするように選択された厚さを有し、前記厚さが好ましくは15から50マイクロメーターの間にあるステップと、次に、
前記鋼板を切断して、プレコーティングされた鋼ブランクを得るステップと、次に、
前記ブランクを前記プレコーティングの溶融温度に近い温度Tiまで非保護雰囲気下で加熱するステップであって、前記温度Tiが好ましくはTe−10℃からTeの間にあり、Teが前記プレコーティングの共融温度又は固相線温度であるステップと、次に、
前記ブランクを前記温度Tiから前記鋼基板のオーステナイト化温度Tmまで、30℃/秒から90℃/秒の間にある加熱速度Vで、非保護雰囲気下で加熱して、コーティングされ、加熱されたブランクを得るステップであって、前記温度Tmは好ましくは840から950℃の間であり、Vは前記温度Tiから前記温度Tmの間における加熱速度であるステップと、次に、
前記コーティングされ、加熱されたブランクを、前記温度Tmで、20秒から90秒の間にある時間tmの間浸漬するステップと、次に、
前記ブランクをホットスタンピングして、ホットスタンピングされたコーティング部品を得るステップと、次に、
前記のスタンピングされた部品をある冷却速度で冷却して、マルテンサイト又はベイナイトから選択される少なくとも1つの成分を含む前記鋼基板中に微細構造を形成するステップと
をかかる順番で含む、上記製造方法。
【請求項2】
前記温度TiからTmの間における前記加熱速度Vが、50から80℃/秒の間にある、請求項1に記載の製造方法。
【請求項3】
前記プレコーティングが、重量で5〜11%のSi、2〜4%のFe、任意選択により15から30ppmの間のCa、50から700ppmの間のSrを含み、残りはアルミニウム及び処理に固有の不純物であり、前記温度Tiは567から577℃の間にあり、前記温度Tmは855から950℃の間にある、請求項1又は2のいずれかに記載の製造方法。
【請求項4】
ホットスタンピングされたコーティング部品の製造方法であって、以下の一連のステップ:
鋼基板及びアルミニウム−ケイ素合金プレコーティングを含む熱間圧延又は冷間圧延鋼板を提供するステップであって、前記プレコーティングが、50%を超える遊離アルミニウムを含み、前記鋼基板との合金化を可能にするように選択された厚さを有し、前記厚さが好ましくは15から50マイクロメーターの間にあるステップと、次に、
前記鋼板を切断して、プレコーティングされた鋼ブランクを得るステップと、次に、
前記鋼ブランクを加熱速度Vで温度Tmまで非保護雰囲気下で加熱して、鋼基板の微細構造をオーステナイトに変換させ、好ましくは完全に変換させ、加熱直後及び隠れた部分を浸漬する前に、プレコーティングの表面上に限定された割合の液相を得るステップであって、前記割合が好ましくは10から60%の間にあるステップと、次に、
浸漬期間tmにおいて、温度Tmでプレコーティングの前記液相を変換して、前記浸漬期間の終了時点において、0から30%の間の液相を有するコーティングを表面上に有し、20から50重量%の間のFeを前記表面上に含むコーティングされ、加熱されたブランクを得るステップと、次に、
前記ブランクをホットスタンピングして、ホットスタンピング部品を得るステップと、次に、
前記スタンピング部品を冷却して、マルテンサイト又はベイナイトから選択される少なくとも1つの成分を含む前記鋼基板中に微細構造を形成するステップと
をかかる順番で含む、上記製造方法。
【請求項5】
前記加熱が、少なくとも部分的に誘導加熱により実施される、請求項1から4までのいずれか1項に記載の方法。
【請求項6】
前記加熱が、少なくとも部分的に抵抗加熱により実施される、請求項1から4までのいずれか1項に記載の方法。
【請求項7】
前記加熱が、少なくとも部分的に赤外線加熱により実施される、請求項1から4までのいずれか1項に記載の方法。
【請求項8】
前記加熱が、少なくとも部分的にガスバーナーにより実施される、請求項1から4までのいずれか1項に記載の方法。
【請求項9】
前記加熱が、請求項5から8までに記載の加熱プロセスを任意に組み合わせたものにより実施される、請求項1から4までのいずれか1項に記載の方法。
【請求項10】
前記コーティングの全厚さが20から60マイクロメーターの間にある、請求項1から9までのいずれか1項に記載の方法。
【請求項11】
ベイナイト又はマルテンサイトから選択される少なくとも1つの成分を含む微細構造を有する鋼基板、及び前記基板の両面の各一方の上のコーティングを有する、ホットスタンピングされたコーティング部品であって、
前記コーティングが、前記鋼基板に隣接する層から始まる、固溶体中にSiを含む以下の層:
Fe3Al層
前記Fe3Al層の上に位置するFeAl層又はT1若しくはT2層
70%を超えるFeAl3又はFe2Al5から構成される外層であって、前記FeAl3又はFe2Al5層が、FeAl又はT1若しくはT2の不連続なマイナー相を含み、この外層が、70%を超える結晶をその表面上に有する外層
から構成される上記部品。
【請求項12】
前記Fe3Al層の上に位置する前記FeAl又はT1若しくはT2の層が、固溶体中に13%未満のSiを有し、前記外層中の前記FeAl3又はFe2Al5は、固溶体中に6%未満のSiを有し、FeAl又はT1若しくはT2の前記不連続なマイナー相は、固溶体中に13%未満のSiを有する、請求項11に記載のホットスタンピング部品。
【請求項13】
前記Fe3Al層及び前記FeAl又はT1若しくはT2の層の厚さの合計が、前記コーティングの全厚さの1/3未満である、請求項11及び12のいずれかに記載のホットスタンピングされたコーティング部品。
【請求項14】
前記両面の各一方の上の前記コーティングの厚さが、20から60マイクロメーターの間にある、請求項11から13までのいずれか1項に記載のホットスタンピングされたコーティング部品。
【請求項1】
ホットスタンピングされたコーティング部品の製造方法であって、以下の一連のステップ:
鋼基板及びアルミニウム−ケイ素合金プレコーティングを含む熱間圧延又は冷間圧延鋼板を提供するステップであって、前記プレコーティングが、50%を超える遊離アルミニウムを含み、前記鋼基板との合金化を可能にするように選択された厚さを有し、前記厚さが好ましくは15から50マイクロメーターの間にあるステップと、次に、
前記鋼板を切断して、プレコーティングされた鋼ブランクを得るステップと、次に、
前記ブランクを前記プレコーティングの溶融温度に近い温度Tiまで非保護雰囲気下で加熱するステップであって、前記温度Tiが好ましくはTe−10℃からTeの間にあり、Teが前記プレコーティングの共融温度又は固相線温度であるステップと、次に、
前記ブランクを前記温度Tiから前記鋼基板のオーステナイト化温度Tmまで、30℃/秒から90℃/秒の間にある加熱速度Vで、非保護雰囲気下で加熱して、コーティングされ、加熱されたブランクを得るステップであって、前記温度Tmは好ましくは840から950℃の間であり、Vは前記温度Tiから前記温度Tmの間における加熱速度であるステップと、次に、
前記コーティングされ、加熱されたブランクを、前記温度Tmで、20秒から90秒の間にある時間tmの間浸漬するステップと、次に、
前記ブランクをホットスタンピングして、ホットスタンピングされたコーティング部品を得るステップと、次に、
前記のスタンピングされた部品をある冷却速度で冷却して、マルテンサイト又はベイナイトから選択される少なくとも1つの成分を含む前記鋼基板中に微細構造を形成するステップと
をかかる順番で含む、上記製造方法。
【請求項2】
前記温度TiからTmの間における前記加熱速度Vが、50から80℃/秒の間にある、請求項1に記載の製造方法。
【請求項3】
前記プレコーティングが、重量で5〜11%のSi、2〜4%のFe、任意選択により15から30ppmの間のCa、50から700ppmの間のSrを含み、残りはアルミニウム及び処理に固有の不純物であり、前記温度Tiは567から577℃の間にあり、前記温度Tmは855から950℃の間にある、請求項1又は2のいずれかに記載の製造方法。
【請求項4】
ホットスタンピングされたコーティング部品の製造方法であって、以下の一連のステップ:
鋼基板及びアルミニウム−ケイ素合金プレコーティングを含む熱間圧延又は冷間圧延鋼板を提供するステップであって、前記プレコーティングが、50%を超える遊離アルミニウムを含み、前記鋼基板との合金化を可能にするように選択された厚さを有し、前記厚さが好ましくは15から50マイクロメーターの間にあるステップと、次に、
前記鋼板を切断して、プレコーティングされた鋼ブランクを得るステップと、次に、
前記鋼ブランクを加熱速度Vで温度Tmまで非保護雰囲気下で加熱して、鋼基板の微細構造をオーステナイトに変換させ、好ましくは完全に変換させ、加熱直後及び隠れた部分を浸漬する前に、プレコーティングの表面上に限定された割合の液相を得るステップであって、前記割合が好ましくは10から60%の間にあるステップと、次に、
浸漬期間tmにおいて、温度Tmでプレコーティングの前記液相を変換して、前記浸漬期間の終了時点において、0から30%の間の液相を有するコーティングを表面上に有し、20から50重量%の間のFeを前記表面上に含むコーティングされ、加熱されたブランクを得るステップと、次に、
前記ブランクをホットスタンピングして、ホットスタンピング部品を得るステップと、次に、
前記スタンピング部品を冷却して、マルテンサイト又はベイナイトから選択される少なくとも1つの成分を含む前記鋼基板中に微細構造を形成するステップと
をかかる順番で含む、上記製造方法。
【請求項5】
前記加熱が、少なくとも部分的に誘導加熱により実施される、請求項1から4までのいずれか1項に記載の方法。
【請求項6】
前記加熱が、少なくとも部分的に抵抗加熱により実施される、請求項1から4までのいずれか1項に記載の方法。
【請求項7】
前記加熱が、少なくとも部分的に赤外線加熱により実施される、請求項1から4までのいずれか1項に記載の方法。
【請求項8】
前記加熱が、少なくとも部分的にガスバーナーにより実施される、請求項1から4までのいずれか1項に記載の方法。
【請求項9】
前記加熱が、請求項5から8までに記載の加熱プロセスを任意に組み合わせたものにより実施される、請求項1から4までのいずれか1項に記載の方法。
【請求項10】
前記コーティングの全厚さが20から60マイクロメーターの間にある、請求項1から9までのいずれか1項に記載の方法。
【請求項11】
ベイナイト又はマルテンサイトから選択される少なくとも1つの成分を含む微細構造を有する鋼基板、及び前記基板の両面の各一方の上のコーティングを有する、ホットスタンピングされたコーティング部品であって、
前記コーティングが、前記鋼基板に隣接する層から始まる、固溶体中にSiを含む以下の層:
Fe3Al層
前記Fe3Al層の上に位置するFeAl層又はT1若しくはT2層
70%を超えるFeAl3又はFe2Al5から構成される外層であって、前記FeAl3又はFe2Al5層が、FeAl又はT1若しくはT2の不連続なマイナー相を含み、この外層が、70%を超える結晶をその表面上に有する外層
から構成される上記部品。
【請求項12】
前記Fe3Al層の上に位置する前記FeAl又はT1若しくはT2の層が、固溶体中に13%未満のSiを有し、前記外層中の前記FeAl3又はFe2Al5は、固溶体中に6%未満のSiを有し、FeAl又はT1若しくはT2の前記不連続なマイナー相は、固溶体中に13%未満のSiを有する、請求項11に記載のホットスタンピング部品。
【請求項13】
前記Fe3Al層及び前記FeAl又はT1若しくはT2の層の厚さの合計が、前記コーティングの全厚さの1/3未満である、請求項11及び12のいずれかに記載のホットスタンピングされたコーティング部品。
【請求項14】
前記両面の各一方の上の前記コーティングの厚さが、20から60マイクロメーターの間にある、請求項11から13までのいずれか1項に記載のホットスタンピングされたコーティング部品。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2012−516939(P2012−516939A)
【公表日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2011−546717(P2011−546717)
【出願日】平成22年2月1日(2010.2.1)
【国際出願番号】PCT/EP2010/000586
【国際公開番号】WO2010/086186
【国際公開日】平成22年8月5日(2010.8.5)
【出願人】(511186974)
【Fターム(参考)】
【公表日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年2月1日(2010.2.1)
【国際出願番号】PCT/EP2010/000586
【国際公開番号】WO2010/086186
【国際公開日】平成22年8月5日(2010.8.5)
【出願人】(511186974)
【Fターム(参考)】
[ Back to top ]