
コーティングされた基材を製造するための方法及び得られた基材
【課題】コーティングされた基材を製造する方法を提供する。
【解決手段】基材(26)を供給する工程と、この基材(26)の表面に通気性ポリマー(28)のモノリシック層を押し出しコーティングする工程とを具備し、この基材(26)の溶融強度と、この基材(26)の表面への通気性ポリマー(28)の結合強度とを高めるためにこの通気性ポリマー(28)に無水マレイン酸及びアクリル酸エステルが加えられるコーティングされた基材(34)を製造するための方法を提供する。
【解決手段】基材(26)を供給する工程と、この基材(26)の表面に通気性ポリマー(28)のモノリシック層を押し出しコーティングする工程とを具備し、この基材(26)の溶融強度と、この基材(26)の表面への通気性ポリマー(28)の結合強度とを高めるためにこの通気性ポリマー(28)に無水マレイン酸及びアクリル酸エステルが加えられるコーティングされた基材(34)を製造するための方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、通気性はあるが、病気を伝染させうる生物学的な液体を含む液体の通過は妨げる、コーティングされた基材を製造するための方法にと、得られる基材に一般的に関する。
【背景技術】
【0002】
作業者、主に、怪我をしているか病気にかかっている人の治療と世話とに関わる健康管理の職業の人々は、病気を伝染させうる生物学的な複数の液体にさらされうる。様々な微生物により引き起こされうるこれらの病気は、生命と健康とを著しい危険にさらしうる。
【0003】
手続き上の管理では、全ての可能性のある露出を妨げることはできないため、生物学的な液体の侵入に抗する防護服の使用を通して、潜在的な皮膚との直接接触を減少させることに注意が置かれている。こうして、装用者は、生体液(bodily liquids)のような、潜在的に病気又はウィルスを含んでいる生物学的な液体から保護されうる。
【0004】
現在、多くのタイプの不識布に基づいた材料の手術着と無菌布とが利用可能である。不識布に基づいた材料は、装用者が心地よく感じられるように、高い通気性を提供しているが、これら材料は、生物学的な液体の侵入、したがってバクテリアまたはウィルスの感染から装用者を保護していない。
【0005】
保護し、通気性を維持するために充填剤(filler)が、防護フィルム(barrier film)に加えられ、この場合、基材上にコーティングされている。この防護フィルムは、防護フィルムが前記充填剤から分離するにつれて微細多孔質な通路が形成されるように充填された防護フィルムを伸ばすことにより通気性をもつように作られる。しかしながら、この微細多孔質な通路は、前記防護フィルム、そして結果としてコーティングされた基材を液体の侵入を比較的受けやすくしてしまう。
【0006】
同じ技術は、寒い国々(すなわち、ほとんど日光があたらない国々)で断熱材(insulation)を建造するために用いられることができる。現在、通気性のある屋根は、多孔質である不識の材料から作られている。しかしながら、このような材料は、水の浸入を可能にし、そのために、耐水性で通気性のある屋根は、漏れと結露(condensation)とを避けるために必要とされている。
【発明の開示】
【発明が解決しようとする課題】
【0007】
したがって、通気性を維持し、水蒸気の通過を可能にするが、病気の伝染を可能にする生物学的な液体のような望まれない液体の流れは妨げるコーティングされている基材を提供する必要がある。
【課題を解決するための手段】
【0008】
本発明は、
基材を与える工程と、
通気性のポリマーのモノリシックな層を前記基材へと押し出しコーティングする工程とを具備するコーティングされた基材を製造するための方法を提供する。
【0009】
好ましい実施の形態において、前記方法は、さらに、通気性ポリマーのモノリシックな層を2つのローラの間を流れ落ち、前記通気性ポリマーが、少なくとも1つの基材の表面をコーティングするようにT−ダイ(T-die)を通して押し出すことを有する。
【0010】
本発明は、また、上述の方法により形成されたコーティングされた基材又は積層された基材を提供している。
【0011】
本発明は、無水マレイン酸及びアクリル酸エステルも有する通気性ポリマーのモノリシックの押し出しコーティングされた層を有する基材をさらに提供する。
【発明を実施するための最良の形態】
【0012】
本発明は、添付されている図面を参照して例によりさらに説明される。
【0013】
本明細書において、文脈が言い回し又は必要な含蓄を表現するために他の仕方で必要とする場合を除いて、単語「有する(comprise)」又は「有する(comprises)」もしくは「有する(comprising)」のような変化形は、包括的な(inclusive)意味で用いられている。すなわち、述べられている態様の存在を明細書に述べるが、本発明の様々な実施の形態におけるさらなる態様の存在又は追加は除外されていない。
【0014】
本明細書で用いられているように、単数形「a」、「an」及び「the」は、文脈で特に断りのない限り、複数の態様を含んでいる。こうして、例えば、「1つの基材(a substrate)」への言及は、単一の基材及び2つ以上の基材を含んでいる、などである。
【0015】
コーティングされている基材は、基材を設けることと、この基材の表面に通気性ポリマーのモノリシック層を押し出しコーティングすることとにより製造される。
【0016】
本発明に係る基材は、防護衣類などに又は建設産業において従来用いられているどんな基材でもよい。適した基材は、布地、厚紙、樹脂合板(chipboard)、クラフト紙、ベニヤ、木材又はセルロースの複合材(wood or cellulose composites)、天然又は合成のフィルム、フォイル、ガラス繊維マット、織られた布地(woven fabrics)などのような不識の基材を含むが、これらに必ずしも限定されない。
【0017】
ここで用いられているような用語「不織の(non−woven)」は、個々の繊維又は糸からなる構造を有する基材に言及している。これら繊維又は糸は、間に差し込まれているが(interlaid)、編まれた布地(knitted fabric)におけるように規則正しい反復的な仕方ではない。不織の基材は、本発明において特に好ましい。これは、不織の基材は、柔らかく柔軟な特質のために防護衣類と断熱材料とに広く用いられているからである。本発明のために特に好ましい不織の基材は、ポリプロピレン(PP)の不織の基材である。
【0018】
通気性ポリマーは、ポリエーテル―ポリアミドブロック共重合体を有している。これは、接着力と溶融強度とを改良するために無水マレイン酸及びアクリル酸エステル(エチレンベース)と混合されている。ポリエステルに基づいたポリマーも、通気性を与えることができる。
【0019】
前記ポリエーテル―ポリアミドブロック共重合体は、以下の一般的な構造を有している。
【化1】

【0020】
ここで、PAは、脂肪族ポリアミドの「硬い」ブロック(例えば、ナイロン6又はナイロン12)、そして、PEは、ポリエーテルの「柔らかい」ブロック(例えば、ポリ(エチレンオキシド)又はポリ(テトラメチレンオキシド))である。前記硬いブロックは、機械的な強度を与え、前記柔らかいブロックは、水蒸気の通過を可能にしている。
【0021】
「通気性ポリマー」という用語は、ここで、通気性ポリマーの層が、液体に対してほぼ不浸透性だが、水蒸気に対して高い透過性を有することを意味するように用いられている。ここで用いられているように、「液体」は、液体がほとんど又は全く分散する傾向をもたず典型的なゆるやかな(easy)流動性特性を有しているが、蒸気は、気体の状態にあり、又は、気体の状態で浮遊しており、ただちに分散してしまう点で、蒸気及び気体とは区別されている。明らかに、蒸気は、十分な圧力の印加で液化することができる。
【0022】
無水マレイン酸とアクリル酸エステルとは、溶融強度と、溶融した形態でのコーティングされる基材への通気性ポリマーの結合強度を高めるように、通気性ポリマーに加えられている。前記無水マレイン酸は、熱に対する安定性を与える一方で、前記アクリル酸エステルは、接着のための極表面(polar surface)を与えている。
【0023】
前記コーティングされている基材の一実施の形態は、図1に示されているような押し出しラミネータにような装置を用いて製造することができる。
【0024】
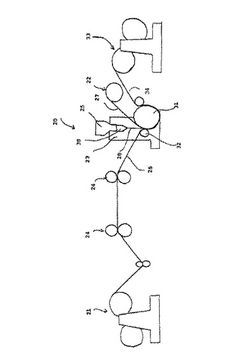
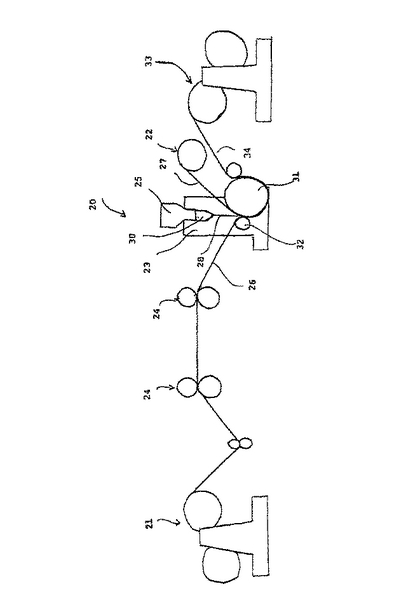
図1に示されているような押し出しラミネータは、供給ローラ21、22を有しており、これらは、基材26、27を互いに反対の方向からこれら基材26、27が合わせられる押し出し成型機23へと供給する。基材26は、また、複数のガイドローラ24に沿って供給されている。T−ダイ30を溶融状態で出る前記通気性ポリマー(28)は、積層され、前記基材26、27と通気性ポリマー28とが単一のシート34として出る前にこれら基材26、27の間で圧力をかけられる。
【0025】
前記基材26、27は、接着を強めるために前記通気性ポリマー28での押し出しコーティングの前に、処理することができる。
【0026】
この前処理は、基材が前記通気性ポリマー28と適合性がない場合、又は、基材の表面エネルギーが低い場合に、普通実行される。ポリプロピレン(PP)の不織の基材は、表面エネルギーが低い基材の一例である。本発明の技術において用いられている典型的な前処理は、「コロナ処理」である。コロナ前処理は、前記通気性ポリマー28が前記ポリプロピレン(PP)の不織の基材にコーティングされる時に物理的な結合が形成されうるように、ポリプロピレン(PP)の不織の基材の極表面エネルギーを増加させている。
【0027】
固体のペレットの形態で供給される前記通気性ポリマー28は、前記押し出し成型機23のホッパー25の中へと注がれている。この通気性ポリマー28は、加熱され、圧力にさらされて、溶融したポリマー結合材料28を形成し、これは、前記T−ダイ30を通って流れ落ち、移動している機材26、27をコーティングする。前記通気性ポリマー28は、溶融状態の時に、前記基材26、27の中へと侵入し、これら基材26、27を固定し(anchor)、これによって、溶融した前記ポリマー結合材料28と基材26、27との間に強い結合を形成している。前記T−ダイ30は、溶融したポリマー結合材料28の連続的な細長いフィルムを生成し、このフィルムは、前記基材26、27の幅にわたり、これら基材26、27の表面全体をコーティングしている。
【0028】
冷硬ローラ31は、コーティングされ又は積層された基材34をこのローラの表面で、溶融した前記通気性ポリマー28が前記基材26、27の間に加えられた直後に冷却するように、冷却された水を中に有している。シリコンローラ32は、コーティングされ又は積層された前記基材34が冷却されている時にこの基材34をしっかりと押すように、前記冷硬ローラ31に対して圧力を印加している。前記冷硬ローラ31とシリコンローラ32とによりコーティングされ、又は積層された前記基材34にかけられた圧力は、前記溶融した結合材料28と、基材26、27との間の接着を助けている。前記無水マレイン酸とアクリル酸エステルとは、この組成の中に含まれ、結合強度をさらに強めている。コーティングされ又は積層された前記基材34は、それから、巻き上げローラ33に巻かれている。
【0029】
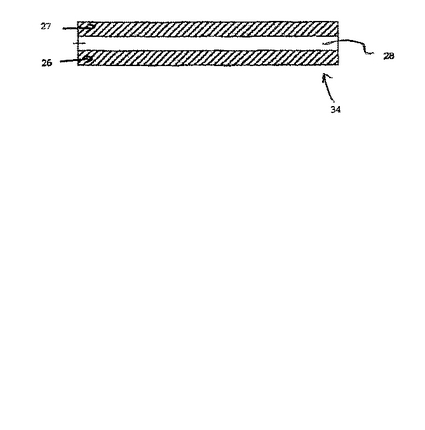
結果として生じる積層された前記基材34は、図3に示されており、2つの外側の基材26、27の層の間に挟まれた通気性ポリマー28の層を有している。
【0030】
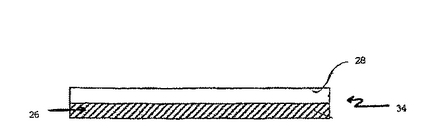
単一の基材の表面だけにコーティングすることが所望されているならば、第2の基材は、供給ローラ22から前記押し出し成型機23に供給されない。この結果として生じるコーティングされている基材34は、図2に示されているように、基材26の表面にコーティングされている通気性ポリマーの層を有することになる。
【0031】
前記基材の表面にコーティングされている前記通気性ポリマー28の接着強度は、何らかの工程の要素を最適化することにより、最適化することができる。
【0032】
コーティングの厚さも前記接着強度に役割を演じている。通気性ポリマー28のモノリシック層の厚さは、コーティングされた前記基材34の最終用途に依存して、変化する。したがって、10g/m2以上の重量のコーティングは、良好な接着を維持するために好ましい。20g/m2から約30g/m2の重量のコーティングはより好ましく、約20g/m2の重量のコーティングは、最も好ましい。
【0033】
結果として生じる通気性ポリマー層28は、水、生物学的な液体、又は、生体液のようなどんな液体のこの層の通過に対してほぼ不浸透性であるが、水蒸気がこの層を通るのは可能にしている。
【0034】
基材26、27にコーティングされている通気性ポリマーのモノリシック層は、また、この通気性ポリマー層又は基材のいずれか一方に孔を開け伸長するか、又は、微小な孔を空けることなく、水蒸気の高い透過率(MVTR)を示す。
【0035】
本発明に係るコーティングされた基材34のモノリシックな押し出しコーティングされている通気性ポリマーの層は、最終製品が、スポーツ用衣類又は医療用衣類のような衣類であろうと、電子産業で用いられる(すなわち、クリーンルームで用いられる)衣類であろうと、建物の断熱材であろうと、この最終製品に液体に対する不浸透性の防護を与えている。
【0036】
例
本発明は、ここで以下の制限を設けない例を参照して説明される。
【0037】
例の中で、ASTM E96「材料の水蒸気透過のためのテスト法(“Test Method for Water Vapor Transmission of Materials“)」は、材料を通しての水蒸気の透過率をテストするための工業試験であり、ここで、”WVTR“は、水蒸気透過率(Water Vapor Transmission Rate)のことを言っている。以下の複数の例は、このテストを用いて実行されている。
【0038】
例の中で、“gsm”は、面積当たりの不織の基材の重量をg/m2として示している。
【0039】
例1
通気性ポリマーの組成
【表1】
【0040】
手順
20gsmの通気性ポリマーが、30gsmのポリプロピレン(PP)の不織の基材に、図2に示されているようなコーティングされている基材を製造するために上述のような押し出しラミネータの工程を用いてコーティングされた。
【0041】
結果
ASTM E96によれば、前記コーティングされた基材は、試験時に、1000g/m2/日よりも大きなWVTR値を有していた。
【0042】
前記コーティングされた基材は、また、100cmよりも大きな静水ヘッド圧力(hydrostatic head pressure)を有していた(AATCC 127)。AATCC 127は、静水ヘッド圧力を評価するための試験方法である。
【0043】
例2
通気性ポリマーの組成
【表2】
【0044】
手順
20gsmの通気性ポリマーが、20gsmのポリプロピレン(PP)の不織の基材の表面と、30gsmのポリプロピレン(PP)の不織の基材の表面との間に挟まれ、図3に示されているような積層された基材を製造するために、上述のような押し出しラミネータの工程を用いて、これら基材の間で圧力をかけられた。
【0045】
結果
ASTM E96によると、コーティングされた基材は、試験時に、1000g/m2/日よりも大きなWVTR値を有していた。
【0046】
コーティングされた基材は、また、100cmよりも大きな静水ヘッド圧力を有していた(AATCC 127)。
【0047】
前記通気性基材は、潜在的に病気やウィルスを含んでいる液体、血液及び他の流体に対して不浸透性である。
【0048】
例のコーティングされた基材は、また、ASTM F1670と、ASTM F1671と、ASTM F23(圧下(draft))のような他の標準的な試験を受けて、これら試験の全てに合格した。
【0049】
ASTM F1670は、防護服に用いられている材料の合成血液による浸透への抵抗力に対する標準的な試験方法である。
【0050】
ASTM F1671は、弾性材料との使用のための材料の血液及び骨の病原体(blood-borne pathogens)による浸透への抵抗力に対する標準的な試験である。
【0051】
したがって、本発明のコーティングされている基材は、少なくとも500g/m2/日の、好ましくは少なくとも800g/m2/日の、より好ましくは少なくとも1000g/m2/日の水蒸気透過率を提供する。
【0052】
前述の参照符号は、均等であると知られている本発明の特定の構成要素又は整数に対してなされており、このような均等物は、個々に明記されているようにここで組み込まれている。
【0053】
本発明は、例によりそして可能な本発明の実施形態を参照して説明されてきたが、本発明に対する変更又は改良が本発明の範囲から出ることなくなされ得ることが理解されるべきである。
【図面の簡単な説明】
【0054】
【図1】本発明の一実施の形態に係るコーティングされた基材を製造するために用いられる押し出しラミネータの概略的なダイヤグラムである。
【図2】本発明の他の実施の形態に係る表面に通気性ポリマーのモノリシック層を備えた基材の断面図である。
【図3】本発明の他の実施の形態に係る上側及び下側の表面に通気性ポリマーのモノリシック層を備えた基材の断面図である。
【符号の説明】
【0055】
26…基材、28…通気性ポリマー、34…コーティングされた基材。
【技術分野】
【0001】
本発明は、通気性はあるが、病気を伝染させうる生物学的な液体を含む液体の通過は妨げる、コーティングされた基材を製造するための方法にと、得られる基材に一般的に関する。
【背景技術】
【0002】
作業者、主に、怪我をしているか病気にかかっている人の治療と世話とに関わる健康管理の職業の人々は、病気を伝染させうる生物学的な複数の液体にさらされうる。様々な微生物により引き起こされうるこれらの病気は、生命と健康とを著しい危険にさらしうる。
【0003】
手続き上の管理では、全ての可能性のある露出を妨げることはできないため、生物学的な液体の侵入に抗する防護服の使用を通して、潜在的な皮膚との直接接触を減少させることに注意が置かれている。こうして、装用者は、生体液(bodily liquids)のような、潜在的に病気又はウィルスを含んでいる生物学的な液体から保護されうる。
【0004】
現在、多くのタイプの不識布に基づいた材料の手術着と無菌布とが利用可能である。不識布に基づいた材料は、装用者が心地よく感じられるように、高い通気性を提供しているが、これら材料は、生物学的な液体の侵入、したがってバクテリアまたはウィルスの感染から装用者を保護していない。
【0005】
保護し、通気性を維持するために充填剤(filler)が、防護フィルム(barrier film)に加えられ、この場合、基材上にコーティングされている。この防護フィルムは、防護フィルムが前記充填剤から分離するにつれて微細多孔質な通路が形成されるように充填された防護フィルムを伸ばすことにより通気性をもつように作られる。しかしながら、この微細多孔質な通路は、前記防護フィルム、そして結果としてコーティングされた基材を液体の侵入を比較的受けやすくしてしまう。
【0006】
同じ技術は、寒い国々(すなわち、ほとんど日光があたらない国々)で断熱材(insulation)を建造するために用いられることができる。現在、通気性のある屋根は、多孔質である不識の材料から作られている。しかしながら、このような材料は、水の浸入を可能にし、そのために、耐水性で通気性のある屋根は、漏れと結露(condensation)とを避けるために必要とされている。
【発明の開示】
【発明が解決しようとする課題】
【0007】
したがって、通気性を維持し、水蒸気の通過を可能にするが、病気の伝染を可能にする生物学的な液体のような望まれない液体の流れは妨げるコーティングされている基材を提供する必要がある。
【課題を解決するための手段】
【0008】
本発明は、
基材を与える工程と、
通気性のポリマーのモノリシックな層を前記基材へと押し出しコーティングする工程とを具備するコーティングされた基材を製造するための方法を提供する。
【0009】
好ましい実施の形態において、前記方法は、さらに、通気性ポリマーのモノリシックな層を2つのローラの間を流れ落ち、前記通気性ポリマーが、少なくとも1つの基材の表面をコーティングするようにT−ダイ(T-die)を通して押し出すことを有する。
【0010】
本発明は、また、上述の方法により形成されたコーティングされた基材又は積層された基材を提供している。
【0011】
本発明は、無水マレイン酸及びアクリル酸エステルも有する通気性ポリマーのモノリシックの押し出しコーティングされた層を有する基材をさらに提供する。
【発明を実施するための最良の形態】
【0012】
本発明は、添付されている図面を参照して例によりさらに説明される。
【0013】
本明細書において、文脈が言い回し又は必要な含蓄を表現するために他の仕方で必要とする場合を除いて、単語「有する(comprise)」又は「有する(comprises)」もしくは「有する(comprising)」のような変化形は、包括的な(inclusive)意味で用いられている。すなわち、述べられている態様の存在を明細書に述べるが、本発明の様々な実施の形態におけるさらなる態様の存在又は追加は除外されていない。
【0014】
本明細書で用いられているように、単数形「a」、「an」及び「the」は、文脈で特に断りのない限り、複数の態様を含んでいる。こうして、例えば、「1つの基材(a substrate)」への言及は、単一の基材及び2つ以上の基材を含んでいる、などである。
【0015】
コーティングされている基材は、基材を設けることと、この基材の表面に通気性ポリマーのモノリシック層を押し出しコーティングすることとにより製造される。
【0016】
本発明に係る基材は、防護衣類などに又は建設産業において従来用いられているどんな基材でもよい。適した基材は、布地、厚紙、樹脂合板(chipboard)、クラフト紙、ベニヤ、木材又はセルロースの複合材(wood or cellulose composites)、天然又は合成のフィルム、フォイル、ガラス繊維マット、織られた布地(woven fabrics)などのような不識の基材を含むが、これらに必ずしも限定されない。
【0017】
ここで用いられているような用語「不織の(non−woven)」は、個々の繊維又は糸からなる構造を有する基材に言及している。これら繊維又は糸は、間に差し込まれているが(interlaid)、編まれた布地(knitted fabric)におけるように規則正しい反復的な仕方ではない。不織の基材は、本発明において特に好ましい。これは、不織の基材は、柔らかく柔軟な特質のために防護衣類と断熱材料とに広く用いられているからである。本発明のために特に好ましい不織の基材は、ポリプロピレン(PP)の不織の基材である。
【0018】
通気性ポリマーは、ポリエーテル―ポリアミドブロック共重合体を有している。これは、接着力と溶融強度とを改良するために無水マレイン酸及びアクリル酸エステル(エチレンベース)と混合されている。ポリエステルに基づいたポリマーも、通気性を与えることができる。
【0019】
前記ポリエーテル―ポリアミドブロック共重合体は、以下の一般的な構造を有している。
【化1】
【0020】
ここで、PAは、脂肪族ポリアミドの「硬い」ブロック(例えば、ナイロン6又はナイロン12)、そして、PEは、ポリエーテルの「柔らかい」ブロック(例えば、ポリ(エチレンオキシド)又はポリ(テトラメチレンオキシド))である。前記硬いブロックは、機械的な強度を与え、前記柔らかいブロックは、水蒸気の通過を可能にしている。
【0021】
「通気性ポリマー」という用語は、ここで、通気性ポリマーの層が、液体に対してほぼ不浸透性だが、水蒸気に対して高い透過性を有することを意味するように用いられている。ここで用いられているように、「液体」は、液体がほとんど又は全く分散する傾向をもたず典型的なゆるやかな(easy)流動性特性を有しているが、蒸気は、気体の状態にあり、又は、気体の状態で浮遊しており、ただちに分散してしまう点で、蒸気及び気体とは区別されている。明らかに、蒸気は、十分な圧力の印加で液化することができる。
【0022】
無水マレイン酸とアクリル酸エステルとは、溶融強度と、溶融した形態でのコーティングされる基材への通気性ポリマーの結合強度を高めるように、通気性ポリマーに加えられている。前記無水マレイン酸は、熱に対する安定性を与える一方で、前記アクリル酸エステルは、接着のための極表面(polar surface)を与えている。
【0023】
前記コーティングされている基材の一実施の形態は、図1に示されているような押し出しラミネータにような装置を用いて製造することができる。
【0024】
図1に示されているような押し出しラミネータは、供給ローラ21、22を有しており、これらは、基材26、27を互いに反対の方向からこれら基材26、27が合わせられる押し出し成型機23へと供給する。基材26は、また、複数のガイドローラ24に沿って供給されている。T−ダイ30を溶融状態で出る前記通気性ポリマー(28)は、積層され、前記基材26、27と通気性ポリマー28とが単一のシート34として出る前にこれら基材26、27の間で圧力をかけられる。
【0025】
前記基材26、27は、接着を強めるために前記通気性ポリマー28での押し出しコーティングの前に、処理することができる。
【0026】
この前処理は、基材が前記通気性ポリマー28と適合性がない場合、又は、基材の表面エネルギーが低い場合に、普通実行される。ポリプロピレン(PP)の不織の基材は、表面エネルギーが低い基材の一例である。本発明の技術において用いられている典型的な前処理は、「コロナ処理」である。コロナ前処理は、前記通気性ポリマー28が前記ポリプロピレン(PP)の不織の基材にコーティングされる時に物理的な結合が形成されうるように、ポリプロピレン(PP)の不織の基材の極表面エネルギーを増加させている。
【0027】
固体のペレットの形態で供給される前記通気性ポリマー28は、前記押し出し成型機23のホッパー25の中へと注がれている。この通気性ポリマー28は、加熱され、圧力にさらされて、溶融したポリマー結合材料28を形成し、これは、前記T−ダイ30を通って流れ落ち、移動している機材26、27をコーティングする。前記通気性ポリマー28は、溶融状態の時に、前記基材26、27の中へと侵入し、これら基材26、27を固定し(anchor)、これによって、溶融した前記ポリマー結合材料28と基材26、27との間に強い結合を形成している。前記T−ダイ30は、溶融したポリマー結合材料28の連続的な細長いフィルムを生成し、このフィルムは、前記基材26、27の幅にわたり、これら基材26、27の表面全体をコーティングしている。
【0028】
冷硬ローラ31は、コーティングされ又は積層された基材34をこのローラの表面で、溶融した前記通気性ポリマー28が前記基材26、27の間に加えられた直後に冷却するように、冷却された水を中に有している。シリコンローラ32は、コーティングされ又は積層された前記基材34が冷却されている時にこの基材34をしっかりと押すように、前記冷硬ローラ31に対して圧力を印加している。前記冷硬ローラ31とシリコンローラ32とによりコーティングされ、又は積層された前記基材34にかけられた圧力は、前記溶融した結合材料28と、基材26、27との間の接着を助けている。前記無水マレイン酸とアクリル酸エステルとは、この組成の中に含まれ、結合強度をさらに強めている。コーティングされ又は積層された前記基材34は、それから、巻き上げローラ33に巻かれている。
【0029】
結果として生じる積層された前記基材34は、図3に示されており、2つの外側の基材26、27の層の間に挟まれた通気性ポリマー28の層を有している。
【0030】
単一の基材の表面だけにコーティングすることが所望されているならば、第2の基材は、供給ローラ22から前記押し出し成型機23に供給されない。この結果として生じるコーティングされている基材34は、図2に示されているように、基材26の表面にコーティングされている通気性ポリマーの層を有することになる。
【0031】
前記基材の表面にコーティングされている前記通気性ポリマー28の接着強度は、何らかの工程の要素を最適化することにより、最適化することができる。
【0032】
コーティングの厚さも前記接着強度に役割を演じている。通気性ポリマー28のモノリシック層の厚さは、コーティングされた前記基材34の最終用途に依存して、変化する。したがって、10g/m2以上の重量のコーティングは、良好な接着を維持するために好ましい。20g/m2から約30g/m2の重量のコーティングはより好ましく、約20g/m2の重量のコーティングは、最も好ましい。
【0033】
結果として生じる通気性ポリマー層28は、水、生物学的な液体、又は、生体液のようなどんな液体のこの層の通過に対してほぼ不浸透性であるが、水蒸気がこの層を通るのは可能にしている。
【0034】
基材26、27にコーティングされている通気性ポリマーのモノリシック層は、また、この通気性ポリマー層又は基材のいずれか一方に孔を開け伸長するか、又は、微小な孔を空けることなく、水蒸気の高い透過率(MVTR)を示す。
【0035】
本発明に係るコーティングされた基材34のモノリシックな押し出しコーティングされている通気性ポリマーの層は、最終製品が、スポーツ用衣類又は医療用衣類のような衣類であろうと、電子産業で用いられる(すなわち、クリーンルームで用いられる)衣類であろうと、建物の断熱材であろうと、この最終製品に液体に対する不浸透性の防護を与えている。
【0036】
例
本発明は、ここで以下の制限を設けない例を参照して説明される。
【0037】
例の中で、ASTM E96「材料の水蒸気透過のためのテスト法(“Test Method for Water Vapor Transmission of Materials“)」は、材料を通しての水蒸気の透過率をテストするための工業試験であり、ここで、”WVTR“は、水蒸気透過率(Water Vapor Transmission Rate)のことを言っている。以下の複数の例は、このテストを用いて実行されている。
【0038】
例の中で、“gsm”は、面積当たりの不織の基材の重量をg/m2として示している。
【0039】
例1
通気性ポリマーの組成
【表1】
【0040】
手順
20gsmの通気性ポリマーが、30gsmのポリプロピレン(PP)の不織の基材に、図2に示されているようなコーティングされている基材を製造するために上述のような押し出しラミネータの工程を用いてコーティングされた。
【0041】
結果
ASTM E96によれば、前記コーティングされた基材は、試験時に、1000g/m2/日よりも大きなWVTR値を有していた。
【0042】
前記コーティングされた基材は、また、100cmよりも大きな静水ヘッド圧力(hydrostatic head pressure)を有していた(AATCC 127)。AATCC 127は、静水ヘッド圧力を評価するための試験方法である。
【0043】
例2
通気性ポリマーの組成
【表2】
【0044】
手順
20gsmの通気性ポリマーが、20gsmのポリプロピレン(PP)の不織の基材の表面と、30gsmのポリプロピレン(PP)の不織の基材の表面との間に挟まれ、図3に示されているような積層された基材を製造するために、上述のような押し出しラミネータの工程を用いて、これら基材の間で圧力をかけられた。
【0045】
結果
ASTM E96によると、コーティングされた基材は、試験時に、1000g/m2/日よりも大きなWVTR値を有していた。
【0046】
コーティングされた基材は、また、100cmよりも大きな静水ヘッド圧力を有していた(AATCC 127)。
【0047】
前記通気性基材は、潜在的に病気やウィルスを含んでいる液体、血液及び他の流体に対して不浸透性である。
【0048】
例のコーティングされた基材は、また、ASTM F1670と、ASTM F1671と、ASTM F23(圧下(draft))のような他の標準的な試験を受けて、これら試験の全てに合格した。
【0049】
ASTM F1670は、防護服に用いられている材料の合成血液による浸透への抵抗力に対する標準的な試験方法である。
【0050】
ASTM F1671は、弾性材料との使用のための材料の血液及び骨の病原体(blood-borne pathogens)による浸透への抵抗力に対する標準的な試験である。
【0051】
したがって、本発明のコーティングされている基材は、少なくとも500g/m2/日の、好ましくは少なくとも800g/m2/日の、より好ましくは少なくとも1000g/m2/日の水蒸気透過率を提供する。
【0052】
前述の参照符号は、均等であると知られている本発明の特定の構成要素又は整数に対してなされており、このような均等物は、個々に明記されているようにここで組み込まれている。
【0053】
本発明は、例によりそして可能な本発明の実施形態を参照して説明されてきたが、本発明に対する変更又は改良が本発明の範囲から出ることなくなされ得ることが理解されるべきである。
【図面の簡単な説明】
【0054】
【図1】本発明の一実施の形態に係るコーティングされた基材を製造するために用いられる押し出しラミネータの概略的なダイヤグラムである。
【図2】本発明の他の実施の形態に係る表面に通気性ポリマーのモノリシック層を備えた基材の断面図である。
【図3】本発明の他の実施の形態に係る上側及び下側の表面に通気性ポリマーのモノリシック層を備えた基材の断面図である。
【符号の説明】
【0055】
26…基材、28…通気性ポリマー、34…コーティングされた基材。
【特許請求の範囲】
【請求項1】
基材(26)を供給する工程と、
この基材(26)の表面に通気性ポリマー(28)のモノリシック層を押し出しコーティングする工程とを具備するコーティングされた基材(34)を製造するための方法。
【請求項2】
前記通気性ポリマー(28)の溶融強度と、この通気性ポリマー(28)の前記基材(26)の表面への結合強度とを高めるように、前記通気性ポリマー(28)に無水マレイン酸とアクリル酸エステルとを加える工程をさらに具備する請求項1に記載の方法。
【請求項3】
前記基材(26)は、不織である請求項1又は2に記載の方法。
【請求項4】
布地、厚紙、樹脂合板、クラフト紙、ベニヤ、木材又はセルロースの複合材、天然又は合成のフィルム、フォイル、ガラス繊維マット、織られた布地からなるグループから前記不織の基材を選択することを有する請求項3に記載の方法。
【請求項5】
前記不織の基材は、ポリプロピレン(PP)の不織の基材である請求項4に記載の方法。
【請求項6】
前記通気性ポリマー(28)は、ポリエーテル―ポリアミドブロック共重合体又はポリエステルに基づいた重合体を有する請求項1乃至5のいずれか1に記載の方法。
【請求項7】
前記通気性ポリマー(28)は、少なくとも70%のポリエーテル―ポリアミド/ポリエステルブロック共重合体を有する請求項6に記載の方法。
【請求項8】
前記通気性ポリマーは、約20%乃至約30%のエチレンを有する請求項6又は7に記載の方法。
【請求項9】
前記通気性ポリマーに約0.5%乃至約3.0%の無水マレイン酸を加えることを有する請求項1乃至8のいずれか1に記載の方法。
【請求項10】
前記通気性ポリマーに約1%乃至約3%のアクリル酸エステルを加えることを有する請求項1乃至9のいずれか1に記載の方法。
【請求項11】
前記通気性ポリマーのモノリシック層は、微小孔を全く有していない請求項1乃至10のいずれか1に記載の方法。
【請求項12】
前記基材(26、27)の表面への前記通気性ポリマーの接着力を高めるように、前記基材(26、27)を前処理する工程をさらに具備する請求項1乃至11のいずれか1に記載の方法。
【請求項13】
実行される前記前処理は、コロナ前処理である請求項12に記載の方法。
【請求項14】
コーティングされた基材(34)を製造するために、前記基材(26)の一表面に押し出しコーティングすることを有する請求項1乃至13のいずれか1に記載の方法。
【請求項15】
積層された基材(34)を製造するために、前記基材(26、27)の複数の表面に押し出しコーティングすることを有する請求項1乃至14のいずれか1に記載の方法。
【請求項16】
前記コーティングされた基材(34)は、少なくとも500g/m2/日の水蒸気透過率を有する請求項1乃至15のいずれか1に記載の方法。
【請求項17】
前記コーティングされた基材(34)は、少なくとも800g/m2/日の水蒸気透過率を有する請求項1乃至16のいずれか1に記載の方法。
【請求項18】
前記コーティングされた基材(34)は、少なくとも1000g/m2/日の水蒸気透過率を有する請求項1乃至17のいずれか1に記載の方法。
【請求項19】
前記コーティングされた基材(34)は、液体がこのコーティングされた基材(34)を通る透過に対してほぼ不浸透性である請求項1乃至18のいずれか1に記載の方法。
【請求項20】
液体は、病気を伝染させうる生物学的な液体である請求項1乃至19のいずれか1に記載の方法。
【請求項21】
前記コーティングされた基材(34)は、断熱材の建造のために用いられる請求項1乃至20のいずれか1に記載の方法。
【請求項22】
前記通気性ポリマー(28)のモノリシック層のコーティングの重さは、少なくとも10g/m2である請求項1乃至21のいずれか1に記載の方法。
【請求項23】
前記通気性ポリマー(28)のモノリシック層のコーティングの重さは、約10g/m2乃至約30g/m2である請求項1乃至22のいずれか1に記載の方法。
【請求項24】
前記通気性ポリマー(28)のモノリシック層のコーティングの重さは、約20g/m2である請求項1乃至23のいずれか1に記載の方法。
【請求項25】
通気性ポリマー(28)が少なくとも1つの基材(26、27)の表面をコーティングする、2つのローラ(32、31)の間を流れ落ちるように、前記通気性ポリマー(28)のモノリシック層をT−ダイ(30)を通して押し出すことを有する請求項1乃至24のいずれか1に記載の方法。
【請求項26】
請求項1乃至25のいずれか1の方法により形成された、コーティング、即ち積層された基材(34)。
【請求項27】
通気性ポリマー(28)が、モノリシックな押し出しコーティングをする前記通気性ポリマー(28)の層を備えた基材(26、27)であって、前記通気性ポリマーは、また、無水マレイン酸及びアクリル酸エステルを有する基材。
【請求項1】
基材(26)を供給する工程と、
この基材(26)の表面に通気性ポリマー(28)のモノリシック層を押し出しコーティングする工程とを具備するコーティングされた基材(34)を製造するための方法。
【請求項2】
前記通気性ポリマー(28)の溶融強度と、この通気性ポリマー(28)の前記基材(26)の表面への結合強度とを高めるように、前記通気性ポリマー(28)に無水マレイン酸とアクリル酸エステルとを加える工程をさらに具備する請求項1に記載の方法。
【請求項3】
前記基材(26)は、不織である請求項1又は2に記載の方法。
【請求項4】
布地、厚紙、樹脂合板、クラフト紙、ベニヤ、木材又はセルロースの複合材、天然又は合成のフィルム、フォイル、ガラス繊維マット、織られた布地からなるグループから前記不織の基材を選択することを有する請求項3に記載の方法。
【請求項5】
前記不織の基材は、ポリプロピレン(PP)の不織の基材である請求項4に記載の方法。
【請求項6】
前記通気性ポリマー(28)は、ポリエーテル―ポリアミドブロック共重合体又はポリエステルに基づいた重合体を有する請求項1乃至5のいずれか1に記載の方法。
【請求項7】
前記通気性ポリマー(28)は、少なくとも70%のポリエーテル―ポリアミド/ポリエステルブロック共重合体を有する請求項6に記載の方法。
【請求項8】
前記通気性ポリマーは、約20%乃至約30%のエチレンを有する請求項6又は7に記載の方法。
【請求項9】
前記通気性ポリマーに約0.5%乃至約3.0%の無水マレイン酸を加えることを有する請求項1乃至8のいずれか1に記載の方法。
【請求項10】
前記通気性ポリマーに約1%乃至約3%のアクリル酸エステルを加えることを有する請求項1乃至9のいずれか1に記載の方法。
【請求項11】
前記通気性ポリマーのモノリシック層は、微小孔を全く有していない請求項1乃至10のいずれか1に記載の方法。
【請求項12】
前記基材(26、27)の表面への前記通気性ポリマーの接着力を高めるように、前記基材(26、27)を前処理する工程をさらに具備する請求項1乃至11のいずれか1に記載の方法。
【請求項13】
実行される前記前処理は、コロナ前処理である請求項12に記載の方法。
【請求項14】
コーティングされた基材(34)を製造するために、前記基材(26)の一表面に押し出しコーティングすることを有する請求項1乃至13のいずれか1に記載の方法。
【請求項15】
積層された基材(34)を製造するために、前記基材(26、27)の複数の表面に押し出しコーティングすることを有する請求項1乃至14のいずれか1に記載の方法。
【請求項16】
前記コーティングされた基材(34)は、少なくとも500g/m2/日の水蒸気透過率を有する請求項1乃至15のいずれか1に記載の方法。
【請求項17】
前記コーティングされた基材(34)は、少なくとも800g/m2/日の水蒸気透過率を有する請求項1乃至16のいずれか1に記載の方法。
【請求項18】
前記コーティングされた基材(34)は、少なくとも1000g/m2/日の水蒸気透過率を有する請求項1乃至17のいずれか1に記載の方法。
【請求項19】
前記コーティングされた基材(34)は、液体がこのコーティングされた基材(34)を通る透過に対してほぼ不浸透性である請求項1乃至18のいずれか1に記載の方法。
【請求項20】
液体は、病気を伝染させうる生物学的な液体である請求項1乃至19のいずれか1に記載の方法。
【請求項21】
前記コーティングされた基材(34)は、断熱材の建造のために用いられる請求項1乃至20のいずれか1に記載の方法。
【請求項22】
前記通気性ポリマー(28)のモノリシック層のコーティングの重さは、少なくとも10g/m2である請求項1乃至21のいずれか1に記載の方法。
【請求項23】
前記通気性ポリマー(28)のモノリシック層のコーティングの重さは、約10g/m2乃至約30g/m2である請求項1乃至22のいずれか1に記載の方法。
【請求項24】
前記通気性ポリマー(28)のモノリシック層のコーティングの重さは、約20g/m2である請求項1乃至23のいずれか1に記載の方法。
【請求項25】
通気性ポリマー(28)が少なくとも1つの基材(26、27)の表面をコーティングする、2つのローラ(32、31)の間を流れ落ちるように、前記通気性ポリマー(28)のモノリシック層をT−ダイ(30)を通して押し出すことを有する請求項1乃至24のいずれか1に記載の方法。
【請求項26】
請求項1乃至25のいずれか1の方法により形成された、コーティング、即ち積層された基材(34)。
【請求項27】
通気性ポリマー(28)が、モノリシックな押し出しコーティングをする前記通気性ポリマー(28)の層を備えた基材(26、27)であって、前記通気性ポリマーは、また、無水マレイン酸及びアクリル酸エステルを有する基材。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−239682(P2006−239682A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【外国語出願】
【出願番号】特願2006−31193(P2006−31193)
【出願日】平成18年2月8日(2006.2.8)
【出願人】(506045037)サン・ミゲル・ウーベン・プロダクツ・エスディーエヌ・ビーエイチディー (1)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2006−31193(P2006−31193)
【出願日】平成18年2月8日(2006.2.8)
【出願人】(506045037)サン・ミゲル・ウーベン・プロダクツ・エスディーエヌ・ビーエイチディー (1)
【Fターム(参考)】
[ Back to top ]