
コーティングとしてのナノ結晶金属およびアモルファス金属ならびにそれらの合金の実施方法
工業プロセスでのコーティングとしてのナノ結晶金属もしくはアモルファス金属またはそれらの合金の使用方法が提供される。三つの特定の前記方法が詳説されている。好適な一実施形態は、多数の部品をナノ結晶金属もしくはアモルファス金属またはそれらの合金で大量電着する方法、およびそれによって製造される部品を提供する。別の好適な実施形態は、連続電着処理におけるナノ結晶コーティングまたはアモルファスコーティングの被覆方法、およびそれによって製造される製品を提供する。本発明の別の好適な実施形態は、部品の再加工および復元もしくはそのいずれかの方法、およびそれによって製造される部品を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般的に、コーティング材料としてのナノ結晶金属もしくはアモルファス金属またはそれらの合金の実用的実施方法に関する。より詳細には、かかるナノ結晶金属もしくはアモルファス金属またはそれらの合金を部品の大量電着操作、連続電着操作、および復元および再加工に適用する方法が提示される。
【背景技術】
【0002】
大量電着製品、バレルメッキ、連続電着、および再加工/復元などの工業的応用は特定の特性を有したコーティング材料を必要とする。経済的利益または向上した製品特性を提供することができる、これらの応用のための新しい改良コーティング材料には絶えずニーズがある。
(大量電着)
バレルメッキなどの大量電着コーティング処理は、多数の部品を同時にコーティングするのに経済的かつ実用的に望ましい。しかし、不十分なコーティング特性は、これらの大量電着コーティング処理に重大な課題を引き起こす。
【0003】
バレルメッキなどの大量電着処理では、一般的に、二つ以上の部品が同時にメッキされ、それらの部品は少なくとも一部の処理中に互いに電気的に接触する場合がある。パーツは、電気接点で接触機械的負荷および研磨負荷もしくはそのいずれかを受ける場合もある。部品が処理中に撹拌される場合には、このような負荷が増大する可能性もある。
【0004】
大量電着処理の設計において重要な問題は、沈着したコーティングの性質と特性である。撹拌処理ではそれぞれの部品の相対位置が変化してすり接点または部品表面に局所的衝撃が生じるため、一般的に、弱いコーティング、または不完全に付着したコーティングは撹拌処理によって損傷する可能性がある。同様に、柔らかく展性のあるコーティング、または硬度、耐摩耗性、へこみへの耐性または摩擦滑り損傷への耐性が低いコーティングは、処理中に亀裂、擦り傷、または層間剥離といった不具合を生じる可能性がある。従って、沈着したコーティングが処理中の損傷に耐える望ましい特性を有し、処理の性質がこのような損傷を防ぐように制御されることが重要である。
【0005】
大量電着処理の効率と有効性において重要な、コーティングのもう一つの特性は導電率である。各部品の電源への電気的接続は、一般的に、電源に接続された部品間または部品と導線との間の接続によって得られるため、電流は部品表面を通過する必要がある。沈着処理を開始して部品がコーティングされる際、電流はコーティング材料自体を通じて通過する必要がある。コーティングの導電率が低い場合、電流フローが弱まって沈着効率が低下する。この理由から、バレルメッキなどの大量電着処理には、比較的導電率が高いコーティングが一般的により適している。
【0006】
電着コーティングの導電率に関する例が、六価クロム沈着の例により提供されている。六価浴からの沈着によって生じるクロムコーティングは、コーティングの硬度の高さ、耐摩耗性、および耐腐食性のため多くの面で望ましい。しかし、六価クロムコーティングの導電率は多くの金属と比較して低く、バレルメッキのような大量処理の効率を低下させ、このような操作の維持を経済的に困難にしている。
【0007】
このような技術で大量製造される、一連の新しい特性を組み合わせた新しい電着コーティングのニーズが長い間あった。コーティングおよびコーティングされた製品の品質を向
上させるため、ならびに処理効率を上昇させるために、例えば、導電率が高い、高強度、強力な付着力、耐摩損性を有するナノ結晶コーティングまたはアモルファスコーティングの使用が望ましいだろう。さらに所望される特性としては、高硬度、柔軟性、耐摩耗性、電気特性、磁気特性、腐食特性、基材保護、環境影響の改善、作業者の安全性向上、コスト改善、およびその他多くの特性が挙げられる。
(連続電着)
連続電着処理は、材料片へのコーティングの被覆に経済的かつ実用的に望ましい。一層望ましい特性を持つ最終製品を作り出す、連続電着によって被覆するコーティングのニーズが長い間あった。例えば、高硬度、強度、柔軟性、耐摩耗性、電気特性、磁気特性、腐食特性、基材保護、環境影響の改善、作業者の安全性向上、コスト改善、およびその他多くの特性である。
(再加工/復元)
再加工/復元処理は、製品の欠陥を補正する上で経済的かつ実用的に望ましい。再加工/復元処理において重要な工程は、適したコーティング材料による被覆である。このコーティング処理に用いられる一般的な材料の一つは硬質電着クロムであり、あるいは「硬質クロミウム」もしくは「硬質クロム」とも呼ばれる。再加工/復元は、コーティングとしてメッキされる材料が硬質クロムであるクロムメッキ施設では一般的な処理である。しばしば、クロムコーティングは加工工程前の厚さで最大375μmまたは375μm以上になる場合がある。ケイ・オー・レッグ(K.O.Legg)は、参照することにより本明細書に組み込まれる彼の論文(非特許文献1)において、硬質クロムメッキの最大の単回使用の一つとして再加工/復元処理を挙げている。再加工/復元操作における硬質クロムコーティングの欠点は、コーティング処理において使用される化学物質の毒性と発癌性であり、これらは環境および作業者の安全性と重要な関係がある。
【0008】
再加工操作には、それだけに限られないが、その他の電気メッキ金属技術、無電解コーティング、プラズマ溶射または熱溶射コーティング、および物理蒸着コーティングなどの、その他のコーティング技術を適用することもできる。これらのコーティング技術は、一般的に硬質クロムコーティングと比べてより高価であるが、硬質クロムに伴う負の環境問題を軽減することができる。再加工/復元操作に関する主な要件は、十分な厚さに沈着されること、望ましい表面特性を持つこと(すなわち、腐食、摩損、浸食、摩耗、疲労などに対する耐性)、基材部品の母材に付着すること、および適切な方法によって正確な形状を示すように機械加工が可能であることである。
【0009】
再加工/復元操作に用いる被覆技術の選択にその他の要因が影響する場合もある。例えば、部品の形状が一部のコーティング技術を不可能にする場合もある。プラズマ溶射コーティングは、穴の内径またはその他の凹形状のコーティングには一般に実用的ではなく、従って、スプレーノズルへの見通し線上にある可能性がある部品材料の領域を除いて、再加工/復元には用いられなかった。同様に、硬質クロムメッキはしばしば、処理がメッキ電極のすぐ近くの見通し線上に近い部品の部分にクロムが優先的に沈着するという意味で「均一電着性が低い」の処理であると言われる。部品への「見通し線」の密度を向上させ均一なコーティングをもたらすために、しばしば多数の陽極が並列で用いられるが、凹んだ部分、内部表面、および凹形状のコーティングはしばしば均一ではない。これらの理由から、複雑な表面上への再加工/復元操作は、一般的に、単純な形状の表面よりも困難である。
【特許文献1】米国特許出願第11/032,680号明細書
【特許文献2】米国特許出願第11/147,146号明細書
【非特許文献1】ケイ・オー・レッグ(K.O.Legg)、「Overview of Chromium and Cadmium Alternative Technologies」、Surface Modification Technologies XV、ティー・エス・スダーシャン(T.S.Sudarshan)およびエム・ジャンディン(M.Jeandin)編、エーエスエム・インターナショナル(ASM International)[米国オハイオ州マテリアルズ・パーク(Materials Park)所在]、2002年)
【発明の開示】
【発明が解決しようとする課題】
【0010】
従って、次の性質、すなわち高い強度と硬度、高い耐腐食性、高い耐摩耗性および耐摩損性、少なくとも200μmの厚さ、環境影響の改善、作業者の安全性向上、コスト改善、内部表面および見通し線上にない表面を持つ被覆形状へのコーティング力の向上、再加工/復元コーティングに対する基材のより優れた適合性または整合性、表面特性の向上、その後の機械加工操作に耐える性質、および従来の電気メッキ装置を利用できる性質をもたらす再加工/復元操作に用いられるコーティング、コーティング材料、およびコーティング被覆処理のニーズが長い間あった。
【課題を解決するための手段】
【0011】
本発明は、工業プロセスによるコーティング材料としてのナノ結晶金属もしくはアモルファス金属またはそれらの合金の使用方法に関する。好適な実施形態の一つは、バレルメッキなどの大量電着処理を用いて多数の部品をナノ結晶金属もしくはアモルファス金属またはそれらの合金でコーティングする方法およびそれによって製造される部品を提供する。別の好適な実施形態は、連続電着処理におけるナノ結晶コーティングまたはアモルファスコーティングの被覆方法およびそれによって製造される部品を提供する。本発明の別の好適な実施形態は、部品の再加工および復元もしくはそのいずれかの方法およびそれによって製造された部品を提供する。
【0012】
本発明のこれらの特徴およびその他の特徴は、以下の詳細な説明において論じられるか、または明らかである。
【発明を実施するための最良の形態】
【0013】
本明細書に開示されるのは、コーティングとしてのナノ結晶金属およびアモルファス金属ならびにそれらの合金の実施方法である。具体的には、三つの実施方法、すなわち大量電着処理における多数パーツの同時コーティング、コーティングの連続電着、およびコーティングを用いる部品の再加工/復元が開示される。
【0014】
ナノ結晶金属とは、結晶粒子の数平均サイズが1マイクロメートル未満である金属体を意味する。結晶粒子の数平均サイズは各粒子に対して等しい統計的重みを与える。結晶粒子の数平均サイズは、全粒子の球形相当の直径の合計を対応する金属体の体積中の粒子総数で割ったものとして計算される。アモルファス金属とは、長距離におよぶ結晶配列を持たない金属体、すなわち固体だが結晶ではない金属体を意味する。アモルファス領域に加えて結晶構造の領域を含む金属体が、更にアモルファス金属の定義に含まれる。
【0015】
ナノ結晶金属およびアモルファス金属ならびにそれらの合金は、材料の種類として高強度、高い耐摩損性、高硬度、およびその他の望ましい構造的機能的特性を示す傾向があることから一般的に高性能の構造材料と考えられている。ナノ結晶金属もしくはアモルファス金属またはそれらの合金の調製には、自然に生じるいくつかのコーティングを含め、数多くの技術を利用することができる。例えば、電着処理は、導電性表面へのナノ結晶金属もしくはアモルファス金属またはそれらの合金コーティングの合成に用いることができる。電着で形成されたコーティングは、細粒化添加物の添加、ナノ結晶の形をとる合金の沈着、パルス電流の使用、または逆パルス電流の使用などの、多数の技術によってナノ結晶の形で作られてもよい。電着の使用をとりまく近年の技術によって、特定の応用ニーズに対してコーティング特性を調節するのに望ましい、ナノ結晶金属またはナノ結晶合金の粒
子サイズの精密な制御が可能になっている。
【0016】
電着は液体中で一般的に行われるが、水溶液系だけに限られない。例えば、電着浴は、融解塩、極低温溶媒、アルコール浴などを含む場合がある。任意の種類の電着浴が本発明と共に使用されてもよい。
【0017】
電着は、二つの電極間の電位差によって沈着浴を通じた電流の流れを伴う。一つの電極は一般的にコーティングされる部品またはパーツである。処理は、電極間に印加される電位を制御することによって(処理の電位制御または電圧制御)、または流される電流もしくは電流密度を制御することによって(電流制御または電流密度制御)制御してもよい。処理の制御は、電圧、電位、電流、および電流密度、もしくはそのいずれかの変動、パルス、または振幅に関与してもよい。制御方法は、1回の処理中にいくつかの手法を組み合わせたものあってもよい。例えば、制御された電圧のパルスが、制御された電流または電流密度のパルスと交互に生じてもよい。一般的に、電着処理中にはメッキされる部品に電位が存在し、印加される電圧、電流、または電流密度の変化は部品の電位を変化させる結果となる。このような任意の制御方法が本発明と共に用いられてもよい。
【0018】
ナノ結晶金属およびアモルファス金属またはそれらの合金のコーティングは類を見ないもので、望ましい特性を提供する。これらの材料およびコーティングの実用的応用への実現には、工業的応用のための関連製造方法が必要である。すなわち、ナノ結晶金属もしくはアモルファス金属またはそれらの合金のコーティング、特に電着により調製されるナノ結晶金属もしくはアモルファス金属またはそれらの合金のコーティングの新しい応用のためのニーズがある。
【0019】
電着されたナノ結晶金属またはナノ結晶合金の粒子サイズの特定の制御方法の一つは、参照することによって本明細書に組み込まれる特許文献1および特許文献2において、デトール(Detor)およびシュー(Schuh)によって提示された。この方法は、合金沈着組成の注意深い制御、言い換えるとナノ結晶粒子サイズの制御を可能にする制御からなる。例えば、Ni−W、Ni−P、およびその他の多くの電着合金では、粒子サイズと組成の間に単純な関係がある。これらの場合、WまたはPの含有量が高くなると相関してナノ結晶粒子サイズが細かくなる。従って、WまたはPの濃度の制御によってナノ結晶範囲において粒子サイズを調整することができる。WまたはPの濃度が十分に高い用例では、アモルファス構造が結果として生じる可能性もある。デトールおよびシューの方法は、組成を制御することによって電着処理を操作し、それによってナノ結晶沈着またはアモルファス沈着の粒子サイズを制御する。
【0020】
上述のデトールおよびシューの方法の具体的な適用は、処理中の逆パルス電流に基づいている。電流の逆パルスは、コーティング組成の制御を可能にし、それによって粒子サイズの制御を可能にする。この逆パルス手法は亀裂または隙間などの肉眼で見える欠陥を減らした、調節可能は粒子サイズのコーティングを形成ことができる。
【0021】
この逆パルス手法は、電着処理中に正電流部分および負電流部分を持つ両極波電流の導入を必要とする。この手法を用いることによって、沈着の組成、その粒子サイズ、またはその両方を、比較的短時間内に、かつ電着浴液の組成もしくは温度のいずれも変えることなく、調節することが可能になる。さらに該手法は、従来の方法で実現されるよりも隙間および亀裂の程度が低い高品質の均一な沈着を形成する。また該方法は、沈着内のナノ結晶の結晶サイズおよび組成もしくはそのいずれかの類別および層化も可能にする。さらに該手法は、経済的で、工業的な量に拡張可能で、かつロバストである。
【0022】
電着によってナノ結晶構造またはアモルファス構造を持つ種々の金属および合金を作り
出すことも可能である。例えば、Ni−W合金を電着させることができる。ナノ結晶金属またはアモルファス金属およびそれらの合金は、ナノ結晶範囲内の様々な平均粒子サイズによる電着処理で種々の異なる元素組成で作り出すこともでき、また同様に、アモルファス金属の形として作り出すこともできる。同様に、Ni−W、Ni−Mo、Ni−P、Ni−B、Ni−Fe、Ni−Co、Ni−S、およびその他を含む多数のNiベースの合金が、ナノ結晶またはアモルファスの形で電着される場合もある。本明細書に報告される本発明は、ナノ結晶またはアモルファスの形で電着されたこれらの金属および合金に特に、および同様にその他にも適用される。鉄、銅、スズ、カドミウム、および亜鉛ベースのシステムと同様に、Co−M、Co−W、Co−P、およびその他のCoベースの合金も可能である。当業者は、ナノ結晶またはアモルファスの形で電着され得る商業的および実験的両方のその他多数の金属または合金を認めるだろう。本発明は、従来の金属もしくは合金、または将来開発される可能性がある新しいシステムと共に用いられてもよい。
【0023】
本発明は、ナノ結晶金属もしくはアモルファス金属またはそれらの合金がさらなる段階と組み合わされる複合システムにも適用される。例えば、金属、セラミック、金属間化合物、またはその他の材料の硬質微粒子が、ナノ結晶金属もしくはアモルファス金属またはそれらの合金に組み込まれる可能性もある。また、グラファイトまたはMoS2の固形潤滑粒子など、組み込まれる可能性があるその他の可能性がある相も、当業者によって認められるだろう。また、ナノ結晶相およびアモルファス相が、本発明で用いられる可能性がある直接的な変形物である、別の組成構造を示す単一電着コーティング内に共存する場合があってもよい。
【0024】
ナノ結晶金属およびアモルファス金属ならびにそれらの合金は、その組成と構造次第で広範囲の特性を示す可能性もある。これに関して重要なのは、最終的なコーティングの機能およびバレルメッキのような大量製造処理の至適化の両方にとって望ましい形でコーティング特性の制御を可能にする、粒子サイズを調整する方法である。例えば、高導電率は、バレルメッキまたはその他の大量電着処理において望ましく、またナノ結晶沈着の粒子サイズを調整することによって導電率は効率的な大量製造を可能にする許容可能なレベルに上昇する可能性もある。
【0025】
ナノ結晶金属もしくはアモルファス金属またはそれらの合金の製造、およびコーティング中の粒子サイズを制御し調整する特定の方法は、上述のデトールおよびシューによって概要が述べられた方法である。この方法において、コーティング組成はナノ結晶沈着の粒子サイズを制御するために調整される。これは、例えば、沈着の組成および粒子サイズを調整する周期的逆パルスの使用などの、数多くの手法によって達成してもよい。
【0026】
電着処理は、上述の手法などを用いてナノ結晶金属もしくはアモルファス金属またはそれらの合金を得るために調節してもよく、このようなコーティング材料の改善された特性の恩恵を受ける工業的応用の可能性がある。
(大量電着)
本明細書において開示される発明は、大量電着処理によりナノ結晶金属もしくはアモルファス金属またはそれらの合金を用いて同時に多数の部品をコーティングする方法である。関連する発明は、大量電着処理によりナノ結晶金属もしくはアモルファス金属またはそれらの合金を用いてコーティングされた部品である。
【0027】
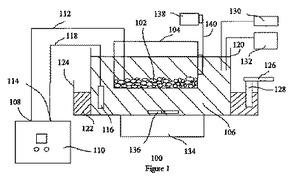
電着または電気メッキ工業において使用されているある工業的コーティング処理は、多数の部品を同時に、迅速に、低コストでコーティングするのに適している。図1は、大量処理における多数の部品102のこの同時コーティングに適した大量電着装置100の正面図を示す。大量電着装置100は、部品102、部品容器104、電着浴106、部品ターミナル108、電源110、部品導線112、逆ターミナル114、適切な逆電極1
16、逆導線118、浴容器120、油浴122、油浴容器124、温度制御装置126、ヒーター128、センサー130、組成調節モジュール132、撹拌装置134、可動撹拌子136、撹拌モーター138、および撹拌駆動ユニット140を含む。
【0028】
前記大量電着操作は、バレルメッキ操作と呼ばれる操作でしばしば行われ、電着浴106内に収容する、または収容される部品容器104内にコーティングされる多数の部品102が置かれる。部品容器104内の一部または全ての部品102は電着浴106と接触し、部品102は全て容器内で互いに電気的に接触している。部品102はさらに、全ての部品102である必要はないが、一つかそれ以上の部品102と接触する、電源110の部品ターミナル108に部品導線112を通じて電気的に接続されている。
【0029】
部品導線112は、多くの形をとってもよく、一般的には、互いに電気的に接触するパーツの集合と見なされ、その機能は部品に電流を流すことである。部品導線112は金属ワイヤなどの導電性ワイヤであるか、または互いに電気的に接触する一連の金属ワイヤである。部品導線112は導電性の棒もしくはその他の形状の導電性材料、またはそのような形状の多数の集合であってもよい。一部の事例では、部品との電気的接触を促進する機械的クリップ、クランプ、ネジ、フック、またはブラシの場合のように、機能的形状が部品導線112の一部である。部品導線112は固定されている必要はないが、処理の撹拌のため可動であってもよい。例えば、部品導線112は回転する部品容器104の一部であってもよい。
【0030】
電流は、電源110から部品ターミナル108を通じ、部品導線112を通じて、部品102間の物理的な接触を介して他の部品102と接触する部品102に通じる。電源110の他方のターミナルは逆ターミナル114であり、逆導線118を通じて適切な逆電極116に接続されている。適切な逆電極116は、電着浴106内に存在するが、コーティングされる部品102とは接触しない。
【0031】
この操作において電流が流されると、操作条件が電着に適切であるならば、電着浴106内の金属イオンが、部品容器104内の様々な部品102に、電着浴106中に浸漬された部品102の表面の各部分を覆って沈着またはメッキされる。これらは全て多数の部品102を含む単電極「システム」の一部であることから、このように全ての部品を同時にコーティングすることもできる。
【0032】
電着浴106は浴容器120内に収容されている。浴容器120は、油浴容器124内に収容されている油浴122内に位置する。温度制御装置126は、油浴122内に延びているヒーター128に電気的に接続されている。油浴122の温度は電着浴106の温度を制御するために利用されている。温度制御装置128で制御されるヒーター128は油浴122を加熱する。電着浴106の適切な温度を制御し維持するためには、考えられる数多くの方法がある。例えばヒーター128は電着浴106内に直接置かれてもよく、周囲条件が用いられてもよい。
【0033】
センサー130も電着浴106内に延びている。センサー130としては、温度、組成、pH、および粘性の測定装置が挙げられる。センサー130として、さらに追加の、またはさらに少ない測定装置が含まれてもよい。組成調節モジュール132も電着浴106内に延びている。組成調節モジュールは、センサー130によってもたらされたデータに基づいて、電着浴に材料を追加する。センサー130は、温度制御装置126が利用するデータも提供する。
【0034】
電着浴106は撹拌されるのが望ましいことがしばしばある。撹拌装置134は、可動撹拌子136の動作を引き起こす電場を作り出し、それによって電着浴が撹拌される。電
着浴106を撹拌する多くの方法が存在する。例えば、撹拌子は機械的動力源によって駆動されてもよく、部品またはその他の装置の仕組みが動かされてもよい。電着浴106の撹拌を達成するために、ポンプによって電着浴106内に積極的な液体の流れを作り出してもよい。
【0035】
コーティング処理が進むに従って、部品102間の接点は部品102間に電流の伝達を可能にするが、接点およびそのすぐ近くの領域は、完全にコーティングされない可能性もある。この理由により、このようなバレルメッキ操作は一般的に、コーティング処理が進むに従って部品間の接点が絶え間なく移動するように、部品102をある程度撹拌することが必要である。
【0036】
撹拌モーター138は、部品容器104に接続された撹拌駆動ユニット140に接続され、該ユニットに動力を提供する。撹拌駆動ユニット140の動きは、部品102の動きと撹拌を引き起こす部品容器104の動きを引き起こす。
【0037】
撹拌は、例えば部品容器104とその内容物(部品102を含む)を振動させることによって、容器を回転または旋回させることによって、Technic Tumbleplater処理で用いられるように停止しているパーツが置かれているベルトを動かすことによって、などの数多くの方法で達成することもできる。また、ポンプで引き起こされる電着浴106の積極的な液体の流れが、部品102を撹拌するために用いられてもよい。このような撹拌方法のうち、容器の回転が最も一般的に用いられる。部品容器104はバレルである必要はなく、部品102を保持することができる任意の装置であってよい。
【0038】
部品102および部品容器104もしくはそのいずれかの撹拌は、様々な部品102間、ならびに一部の部品102と電源110に接続された部品導線112との間の接触の電気接点の再配分をもたらす。これは部品102のかかる接点近くの不均一なコーティングを防ぐのに役立ち、またコーティングが部品102間の接点で恒久的な結合を形成するのを防ぐこともできる。撹拌は、連続的に行ってもよいし、または撹拌しない期間をはさんで比較的短い期間で繰り返し行ってもよい。
【0039】
撹拌は、電着コーティング処理にその他多くの利点がある可能性もある。撹拌は望ましくない気泡(例えば、水素の気泡)のコーティング表面からの脱離を引き起こす。また撹拌は、一部の部品を電着浴106に出入りさせる循環にも役立つ可能性がある。撹拌は、平滑化および表面仕上げの改善などをもたらすことで、コーティング製品の品質にも影響する。
【0040】
バレルメッキなどの大量電着処理は、バッチ処理方式、または連続方式で行われてもよい。連続操作では、均一な速度で部品102を導入して除去する何らかの仕組みが導入される。
【0041】
大量電着処理において、コーティングを望まない部品102表面の部分に塗料またはテープを施し、部品102の一部または全てを部分的にまたは完全にマスキングしてもよい。その結果、個々の部品102全体は沈着液に曝露されるが、表面のマスキングされた部分は電着に関与しない。部品102間の電気接点を移動させるために撹拌を用いるシステムにおいては、部品102のマスキング部分との接触は電気を伝導しない可能性がある。この場合、一部の部品102は、処理中のある期間、または複数の期間に電気接点がなくなる可能性もある。一般的に、これらの期間が重大な問題とならないように、または全ての部品102が経験するこのような期間の合計が同じようになるよう保証するために、撹拌は十分でなければならない。
【0042】
大量電着処理の設計において、撹拌処理が激しすぎないことが重要である。激しい撹拌は、小さく精巧である場合もある、コーティングされる部品102に機械的な損傷を生じる可能性がある。
【0043】
バレルメッキおよびTechnic Tumbleplater処理などの大量電着コーティング法は、ナノ結晶電着またはアモルファス電着をもたらす様々な手法に適応させることができる。このことは、ナノ結晶コーティングまたはアモルファスコーティングによる部品の大量コーティングを可能にするだろう。ナノ結晶金属およびアモルファス金属、ならびにそれらの合金は、大量メッキまたはバレルメッキに重要な数多くの望ましい特性を示す。それらの性質は一般的に、強く、接触損傷、摩損および摩耗に耐性を有し、これらの特性は大量電着処理中のコーティングおよび部品の損傷を避けるうえで望ましい。さらに、ナノ結晶金属もしくはアモルファス金属、またはそれらの合金の導電率は高く、部品102間の接点を通じた、または部品102と電源110に接続された部品導線112との間の接点を通じた電流の通過を促進する可能性もある。
【0044】
バレルメッキおよびTechnic Tumbleplater処理のような大量製造処理により、コーティングとしてナノ結晶合金もしくはアモルファス合金、またはそれらの金属を電着するためのデトールおよびシューの方法を用い、かつ沈着される合金の組成を制御することによって所望のナノ結晶粒子サイズを導入するのは、本発明の好適な実施形態である。本発明の別の実施形態は、粒子サイズを制御するために、沈着中に計画的な周期的逆パルス処理を用いることによって沈着の組成が制御される、デトールおよびシューの方法を用いる。粒子サイズを制御して調整することによって、コーティングの所望の材料特性を達成することができる。
(連続電着)
本明細書に開示される発明は、ナノ結晶金属もしくはアモルファス金属、またはそれらの合金のコーティングの沈着を含む、連続電着処理である。関連する発明は、連続処理でナノ結晶金属もしくはアモルファス金属、またはそれらの合金でコーティングされた製品である。
【0045】
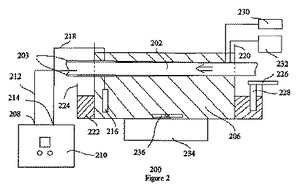
連続電着に基づく大量電着処理は、工業においても利用される。図2は、大量処理での部品片202の連続コーティングに適した連続電着装置200の正面図を示す。連続電着装置200は、部品片202、部品コーティング203、電着浴206、部品ターミナル208、電源210、部品導線212、逆ターミナル214、適切な逆電極216、逆導線218、浴容器220、油浴222、油浴容器224、温度制御装置226、ヒーター228、センサー230、組成調節モジュール232、撹拌装置234、可動撹拌子236を含む。
【0046】
金属片などの部品片202へのコーティングの連続沈着は、連続供給される部品片202が電着浴206を通って移動することで達成され、従来の電着処理のように部品片202が電極になる。部品を電着浴に浸漬する従来の電着処理と異なり、連続沈着は電着浴206を通って移動する部品片202が関与し、部品片202の隣接部分より先に部品片202の先頭部分が電着浴206に入り、また部品片202の隣接部分より先に部品片202の先頭部分が電着浴206を出る。部品片202が電着浴206を通って移動するにつれて、部品コーティング203が被覆される。
【0047】
コーティングされる部品片202は、電着浴206を収容する、または電着浴206内に収容される電着浴206に入る。部品片202の一部分は、電着浴206と接触している。さらに、部品片202は、部品片202と接触している部品導線212を通じて電源210の部品ターミナル208に電気的に接続されている。部品導線212としては、部品片202と接触するために用いられるワイヤ、棒、わに口クリップ、ネジ、クランプな
どの任意のものが挙げられる。
【0048】
電流は電源210から、部品ターミナル208を通じ、部品導線212を通じて、部品片202へと通過する。電源210の他方のターミナルは、逆ターミナル214であり、逆導線218を通じて適切な逆電極216に接続されている。適切な逆電極216は電着浴206内に存在するが、部品片202には接触しない。
【0049】
この操作において電流が流されると、操作条件が電着に適切であるならば、電着浴206中に浸漬された部品片202の一部に電着浴206内の金属イオンが沈着またはメッキされる。
【0050】
電着浴206は浴容器220内に収容されている。浴容器220は、油浴容器224内に収容されている油浴222内に位置する。温度制御装置226は、油浴222内に延びているヒーター228に電気的に接続されている。油浴222の温度は電着浴206の温度を制御するために利用されている。温度制御装置228で制御されるヒーター228は油浴222を加熱する。電着浴206の適切な温度を制御し維持するためには、考えられる数多くの方法がある。例えばヒーター228は電着浴206内に直接置かれてもよく、周囲条件が用いられてもよい。
【0051】
センサー230も電着浴206内に延びている。センサー230としては、温度、組成、pH、および粘性の測定装置が挙げられる。センサー230として、さらに追加の、またはさらに少ない測定装置が含まれてもよい。組成調節モジュール232も電着浴206内に延びている。組成調節モジュールは、センサー230によってもたらされたデータに基づいて、電着浴に材料を追加する。センサー230は、温度制御に用いられる温度制御装置226が利用するデータも提供する。
【0052】
電着浴206は撹拌されるのが望ましいことがしばしばある。撹拌装置234は、可動撹拌子236の動作を引き起こす電場を作り出し、それによって電着浴が撹拌される。電着浴206を撹拌する多くの方法が存在する。例えば、撹拌子は機械的動力源によって駆動されてもよく、部品102またはその他の装置の仕組みが動かされてもよい。撹拌を達成するために、ポンプによって電着浴206内に積極的な液体の流れを作り出してもよい。
【0053】
連続処理では、コーティングされる部品片202は固定された電着浴206を通って移動してもよく、または電着浴206が長さ方向に沿って平行移動してもよい。電着浴206は浴容器220中に収容されている必要はなく、例えば、浴液が再循環しても、または再循環しなくてもよい、移動する溶射浴を使用してもよい。電着浴206および部品片202の互いに対する正味相対運動がもたらされるのであれば、電着浴206および部品片202は共に動いていてもよい。また柔軟性がある部品片202が、電着浴206を真っ直ぐ移動するのではなく、屈曲または湾曲して電着浴206に進入してもよい。
【0054】
さらに、電着浴に対する部品片202の相対運動は、必ずしも連続的、円滑、または完全に連続的でなくてもよい。部品片202の周期的な不連続前進は、例えば、各前進距離の合計を各前進後の滞留時間の合計および各前進にかかった時間の合計で割ることで与えられる平均供給速度を有する連続処理を構成する。さらに、電着浴206中の部品片202の逆相対運動の期間があってもよく、処理の平均供給速度に影響するが、本発明の普遍性は制限しない。
【0055】
部品片202は、一つのリールからもう一つのリールに連続的な方法で供給されても、または大規模な製造操作の一部で供給されてもよい。さらに、このような操作では部品片
202の形状は不定である。ワイヤ、棒、I形梁、シート、穴あきのシートもしくは小片、押し出し型材、またはさらに複雑な形状などの部品片202が、連続処理で大量にコーティングされてもよい。
【0056】
部品片202形状の一部または全てがコーティングされてもよい。マスキングによって、または形状のある部分への電流フローを妨げる他の方法によって、例えば、シートもしくは小片の片面、長方形梁の一端、または複雑な形状の長い溝もしくは隆起した形を選択的にコーティングすることが可能である。
【0057】
上述のような連続処理では、コーティング材料はコーティングされる最終製品における望ましい特性で選択される。ある望ましい特性は、高硬度、高強度、柔軟性、耐摩耗性、電気特性、電磁特性、腐食特性、基材保護、およびその他の特性であってもよい。
【0058】
連続電着操作は、ナノ結晶金属もしくはアモルファス金属、またはそれらの合金の沈着を可能にする手法に組み込むために適応させることもできる。連続操作は、従来の沈着処理で行われるように、部品片202または金属シートが電極にされる、連続供給される部品片202または金属シートのコーティングを含む。このような部品片202は、一つのリールから別のリールに連続的な方法で供給されても、または供給リールを用いる、もしくは供給リールを用いない大規模な製造操作の一部で供給されてもよい。さらに、このような操作では部品片202の形状は不定である。ワイヤ、棒、I形梁、シート、穴あきのシートもしくは小片、押し出し型材、またはさらに複雑な形状などの部品片202が、連続処理で大量にコーティングされてもよい。形状の一部または全てがコーティングされてもよい。マスキングによって、または形状のある部分への電流フローを妨げる他の方法によって、例えば、シートもしくは小片の片面、長方形梁の一端、または複雑な形状の長い溝もしくは隆起した形を選択的にコーティングすることが可能である。
【0059】
連続メッキ処理は、連続片に組み立てられる一連の不連続部品のコーティングにも利用することができる。例えば、金属シートを互いに連結される多数の個別の部品になるように穿孔し、この部品の連結片をコーティングするために沈着浴を移動させてもよい。個別の部品は、小片の長さ方向に沿って部品間に電気接触をもたらす他の多数の方法によって連続片に組み立てられてもよい。例えば、一連のフックが付いた移動するワイヤまたはケーブルを用いて、ワイヤと共に沈着浴の中を移動する多数の部品をつるしてよい。不連続部品に関連する他の連続処理は、当業者には明らかであろう。また、このような任意の処理が本発明と合わせて用いられてもよい。
【0060】
本発明の好適な実施形態では、ナノ結晶金属もしくはアモルファス金属、またはそれらの合金のコーティングを形成するために連続電気メッキ操作が適応され、コーティング材料の所望の寸法のナノ結晶粒子サイズ、またはアモルファス構造をもたらす上述のデトールおよびシューの方法が用いられる。その最も一般的な形では、デトールおよびシューの方法はナノ結晶粒子サイズを制御するためにコーティングの合金組成の制御を用いる。本発明の別の実施形態は、連続電着処理において、コーティング組成および粒子サイズを制御するために、周期的逆パルスを適用することによってデトールおよびシューの方法を用いるものである。
(再加工/復元)
本明細書に開示されるもう一つの発明は、ナノ結晶金属コーティングまたはアモルファス金属コーティングの使用を含む、再加工/復元処理である。関連する発明は、ナノ結晶金属コーティングまたはアモルファス金属コーティングを用いて再加工または復元された部品である。
【0061】
電着コーティングのもう一つの利用は、部品の再加工および復元である。本明細書では
「再加工(rework)」および「復元(rebuild)」もしくはそのいずれか、集合的に「再加工/復元(rework/rebuild)」の用語は、部品の寸法が規定の許容範囲内になるようにするため、および部品の表面欠陥を修復するため、もしくはそのいずれかを行うために、基材物質上または部品上にコーティング材料を沈着させる処理を表すと定義される。これらの処理は、文献中では「再製造(remanufacturing)」と呼ばれる場合もある。
【0062】
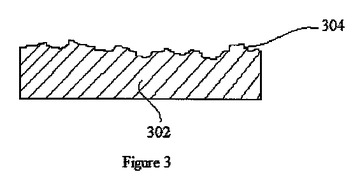
図3は、再加工/復元が必要な摩耗部品302の側面図を示す。摩耗部品302には再加工/復元が必要な摩耗表面304がある。摩耗表面304は、稼働中の用途により、摩損、浸食、摩耗、腐食または一部の材料を除去する傾向があり、その結果、部品の形状を変化させる、他の任意の処理または処理の組み合わせを経験した表面である。また摩耗表面304は、最初の部品302の製造過程の結果である場合もある。
【0063】
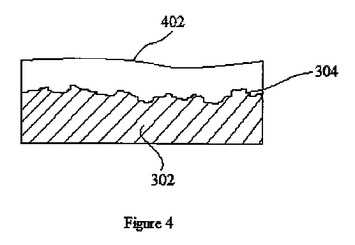
図4は、再加工/復元が必要な摩耗部品302にコーティングを被覆させた後の側面図を示す。再加工/復元は、被覆させたコーティング402の形で、まず新しい材料を沈着することによって摩耗材料を補充する方法として用いられる。
【0064】
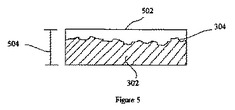
図5は、摩耗部品302の再加工/復元後の側面図を示す。被覆させたコーティング402の適用後、続いて、被覆させたコーティング402に機械加工表面502を形成する機械加工が行われる。機械加工表面502は、摩耗部品302を意図する形状の許容可能な寸法許容範囲504に収まる状態に戻す。また再加工/復元は、合成および処理段階中に欠陥が生じて、あるいはおそらく誤用によって、または取扱い中もしくは保存中に意図的ではなく欠陥が生じて、使用されなかった材料の欠陥修復に利用される場合もある。コーティングを被覆させる間に形成された欠陥が再加工されてもよい。
【0065】
一部の事例では、部品が経験した摩耗、摩損、腐食または浸食は、摩耗部品302の基材だけでなく、過去に部品に被覆されたコーティング材料の劣化を伴っている可能性もある。この事例では、部品の復元を目的とした次の新しいコーティングを被覆させる前に、再加工/復元処理は、元のコーティング材料を除去(剥離)することから始まることが多い。また、再加工/復元は、以前のコーティング層に摩耗または劣化のみが生じ、該コーティング層のみの再加工が必要である部品に適用してもよい。
【0066】
再加工/復元は、例えば、酸化、摩損、または疲労クラックの進展などといった材料の除去を伴わない表面劣化過程を受けた摩耗部品302に用いてもよい。これらの事例では、再加工/復元に先立って機械加工、研磨、ショットピーニング、化学研磨などの表面仕上げ処理が行われてもよい。この場合、再加工処理は、稼働中の摩損または腐食により除去されたのではなく、表面仕上げ処理によって除去された材料を復元することになる。
【0067】
再加工/復元は最も一般的には機械的負荷を経験する部品(すなわち、機械部品または構造部品)に適用される処理であるが、該処理は極めて一般的であり、電気的特性、電子特性、磁気特性、耐腐食性、視覚的特性、美的特性、医学上の特性、またはその他の機能的もしくは装飾的特性を有する部品を含め、その他多くの領域において用途がある可能性もある。
【0068】
適切なコーティングを被覆させた後、コーティングされた部品を望ましい形状に形作るためにしばしば機械加工操作が用いられる。「機械加工(mashining)」の用語は、切削、研削、ヤスリ掛けまたは旋盤上での旋盤加工などの従来の機械工作操作を意味してもよく、またさらに一般的に、コーティング材料の一部が除去される任意の処理を意味してもよい。これは、機械研磨、化学研磨、機械研磨と化学研磨の組み合わせ、電気化学切削、電気化学エッチング、または電気化学研磨を含んでもよい。
【0069】
一部の例では、沈着されたコーティングが部品の形状を機械加工の必要なしに求められるサイズ許容範囲内にした場合には、機械加工操作は再加工/復元操作に全く必要ない。
再加工/復元処理は、以下の三つの段階、すなわち表面処理、コーティング、および機械加工の段階を含む。第一の段階は、後のコーティングのために再加工/復元される部品の表面を準備することに関連する。この表面処理は、洗浄、元のコーティング材料の除去(剥離)、機械加工、研磨、ショットピーニング、化学切削などを含む。表面処理は、常に必要とされるわけではなく、さらなる再加工/復元処理のための表面を準備する任意の操作を含む。第二の段階は、再加工/復元される部品の表面のコーティングに関連し、本明細書に含まれる発明は、ナノ結晶金属コーティングまたはアモルファス金属コーティングを使用することである。
【0070】
ナノ結晶金属およびアモルファス金属は、従来のマイクロ結晶の相当物(平均結晶粒子サイズが1マイクロメートルを上回る)と比較して一般的に非常に丈夫で硬く、改善された耐摩損性および耐腐食性を示す可能性があることから、再加工/復元操作に望ましい。
【0071】
電着は、コーティング被覆のための一般的技術である。従って、従来の電着装置をナノ結晶金属コーティングおよびアモルファス金属コーティングを被覆させるために利用することもできる。
【0072】
200μm以上のコーティングは、一般的に再加工/復元操作が必要である。厚さ200μmを超えるナノ結晶金属コーティングは、電着によって形成することもできる。本明細書に参照することによって完全に含まれる、シューおよびデトールによる特許文献1において説明されるように、アモルファス金属も再加工/復元に求められる十分な厚さに電着することができる。
【0073】
従って、電着は、再加工操作または復元操作に適切な厚さと望ましい特性を持つナノ結晶コーティングおよびアモルファスコーティングを形成するために用いることもできる。これらは一般的に、望ましい高硬度と高い耐摩損性も有し、望ましい最終的形状を達成するために、機械加工、研磨、電気化学切削、またはその他の処理を行ってもよい。電着されたナノ結晶金属およびアモルファス金属は、従って、再加工/復元操作に理想的である。
【0074】
ナノ結晶金属の電着手法は、上述のデトールおよびシューの方法である。この手法は、ナノ結晶合金またはアモルファス合金の粒子サイズを制御するために、合金沈着の組成を制御する。復元および再加工の目的のためのデトールおよびシューの方法の利用は、本発明の好適な実施形態である。
【0075】
本発明の別の実施形態は、組成を制御するための周期的逆パルスの利用であり、これによってナノ結晶コーティングの粒子サイズが制御される。この逆パルス手法は、亀裂や隙間などの肉眼で見える欠陥なしに調整可能な粒子サイズのコーティングを形成するため、再加工および復元の目的に特に適している。
【0076】
この逆パルス手法は、電着処理中に正電流部分および負電流部分を持つ両極波電流の導入を必要とする。この手法を用いることによって、沈着の組成、その粒子サイズ、またはその両方を、比較的短時間内に、かつ電着浴液の組成もしくは温度のいずれも変えることなく、調節することが可能になる。さらに該手法は、従来の方法で実現されるよりも隙間および亀裂の程度が低い高品質の均一な沈着を形成する。また該方法は、沈着内のナノ結晶の結晶サイズおよび組成もしくはそのいずれかの類別および層化も可能にする。さらに該手法は、経済的で、工業的な量に拡張可能で、かつロバストである。
【0077】
従って、本発明が再加工/復元方法を提供すること、またその方法による多くの利点をもたらす物品を提供することを、読者は理解するだろう。再加工/復元のためのナノ結晶金属コーティングおよびアモルファス金属コーティングもしくはそのいずれかは以下の特徴、すなわち、先行技術と比較して(例えば、硬質クロムに代わって、Niベース、Coベース、またはCuベースのナノ結晶金属またはアモルファス金属を用いる場合)、高い強度および硬度、高い耐腐食性、高い耐摩耗性および耐摩損性、少なくとも200μmの厚さ、環境影響または作業者の安全性の向上を提供し、コスト改善(例えば、物理蒸着コーティングまたはプラズマ溶射コーティングに代わって、電着したナノ結晶コーティングまたはアモルファスコーティングを用いる場合)、内部表面および見通し線上にない表面を有する被覆形状へのコーティング力の向上(例えば、プラズマ溶射コーティングまたは硬質クロムメッキなどの均一電着性が低い電着処理などの見通し線上の処理と比較して、Niベースのナノ結晶合金またはアモルファス合金に対して均一電着性が高い電着処理を用いる場合)、再加工/復元コーティングに対する基材のより優れた適合性または整合性(例えば、異なる弾性特性を持つニッケルベースの合金の上に硬質クロムを使用する場合と比較して、弾性特性のより優れた整合性のためにNiベースのナノ結晶コーティングまたはアモルファスコーティングがニッケルベースの合金上に用いられた場合)、表面特性の向上(例えば、硬質クロムに代わって、より優れた耐腐食性を有するナノ結晶の形またはアモルファス結晶の形が用いられる場合)、その後の機械加工操作に耐える性質、および従来の電気メッキ装置を利用できる性質を提供する。
【0078】
上述の説明は多分に特異性を含む一方で、これらは本発明の範囲に対する限定として解釈されるべきではなく、むしろ、本発明の好適な一実施形態の説明として解釈されるべきである。その他の多くの変形物が考えられる。従って、本発明の範囲は、例示された実施形態によって判断されるべきではなく、特許請求の範囲およびその法的同等物によって判断されるべきである。
(部分的要約)
本明細書に開示され記載される発明は、工業プロセスによるコーティングとしてのナノ結晶金属もしくはアモルファス金属、またはそれらの合金の使用方法を含む。このようなコーティングを組み込むまたは用いる製品として、このようなコーティングを用いる製造過程が記載される。
【0079】
従って、本明細書は、多数の関連した発明を開示する。
本明細書に開示される一発明は、部品に被覆されるナノ結晶材料またはアモルファス材料を含む製品であり、それによって、他の部品との電気接触を通じて部品に電位が存在する電着処理によって、ナノ結晶材料またはアモルファス材料が被覆される。
【0080】
電着処理は、特定の粒子サイズを形成するために調整されてもよい。電着処理は、一つを超える粒子サイズまたは様々な組成もしくは粒子サイズを有する材料を被覆させるために、調整されてもよい。
【0081】
好適な一実施形態によると、上記製品は部品に被覆されるナノ結晶材料またはアモルファス材料を含み、それによって他の部品との電気接触を通じて部品に電位が存在する電着処理によって、ナノ結晶材料またはアモルファス材料が被覆され、また該処理は複数の部品を保持する容器を用いる。
【0082】
別の好適な一連の実施形態によると、電着処理は正極性および負極性両方の期間を有する電位を伴い、または該実施形態において、電着処理は1回を超えてパルスを生じる電位を伴う。
【0083】
関連する好適な一連の実施形態は、正極性および負極性両方の期間を有する電位と併せてW、Mo、P、またはBの元素の一つを含むNiベースのナノ結晶コーティングまたはアモルファスコーティングの沈着を伴い、または、該実施形態において電着処理は1回を超えてパルスを生じる電位を伴う。
【0084】
さらに別の好適な実施形態においては、上記製品は部品に被覆されるナノ結晶材料またはアモルファス材料を含み、それによって他の部品との電気接触を通じて部品に電位が存在する電着処理によって、ナノ結晶材料またはアモルファス材料を被覆させ、また他の部品との電気接触が部品の撹拌の結果として変化している。
【0085】
本明細書に開示される別の発明は、部品に被覆されるナノ結晶金属またはアモルファス金属を含む製品であり、それによって部品の隣接部分より先に部品の先頭部分が電着浴に入り、また部品の隣接部分より先に部品の先頭部分が電着浴を出る電着処理によって、ナノ結晶金属またはアモルファス金属が被覆される。
【0086】
電着処理は、特定の粒子サイズを形成するために調整されてもよい。電着処理は、一つを超える粒子サイズまたは様々な組成もしくは粒子サイズを持つ材料を被覆させるために、調整されてもよい。
【0087】
電着処理は、部品に存在する電位を伴う場合もある。
一連の好適な実施形態によると、上記製品は部品に被覆されるナノ結晶金属またはアモルファス金属を含み、それによって部品の隣接部分より先に部品の先頭部分が電着浴に入り、また部品の隣接部分より先に部品の先頭部分が電着浴を出る電着処理によって、ナノ結晶金属またはアモルファス金属が被覆され、電着処理は正極性および負極性両方の期間を有する電位を伴い、または該実施形態において、電着処理は1回を超えてパルスを生じる電位を伴う。
【0088】
関連する好適な一連の実施形態は、正極性および負極性両方の期間を有する電位と併せてW、Mo、P、またはBの元素の一つを含むNiベースのナノ結晶コーティングまたはアモルファスコーティングの沈着を伴い、または、該実施形態において電着処理は1回を超えてパルスを生じる電位を伴う。
【0089】
本明細書に開示されるさらに別の発明は、部品表面への損傷を修復する目的または部品の形状を所望の寸法サイズの範囲内にする目的で被覆されるナノ結晶材料またはアモルファス材料を含む製品である。
【0090】
ナノ結晶金属またはアモルファス金属の被覆は、電着処理を含んでもよい。また、ナノ結晶金属またはアモルファス金属の被覆は、特定の粒子サイズを形成するよう調整される、または様々な組成もしくは粒子サイズを有する材料を被覆させるために調整される電着処理を含んでもよい。
【0091】
関連する好適な一連の実施形態によると、ナノ結晶材料の適用は、正極性および負極性両方の期間を有する電位を伴う電着処理を含み、または該電着処理において、電位は1回を超えてパルスを生じる。
【0092】
関連する好適な一連の実施形態は、正極性および負極性両方の期間を有する電位と併せてW、Mo、P、またはBの元素の一つを含むNiベースのナノ結晶コーティングまたはアモルファスコーティングの沈着を伴い、または、該実施形態において電着処理は1回を超えてパルスを生じる電位を伴う。
【0093】
最後の好適に実施形態において、製品は部品表面への損傷を修復する目的または部品の形状を所望の寸法サイズの範囲内にする目的で被覆されるナノ結晶材料またはアモルファス材料を含み、部品表面はその後、部品の形状を所望の寸法サイズの範囲内にする処理を受ける。
【図面の簡単な説明】
【0094】
【図1】大量処理での多数パーツの同時コーティングに適した大量電着装置の正面図。
【図2】コーティングの連続電着に適した装置の正面図。
【図3】再加工/復元が必要な摩耗部品の側面図。
【図4】再加工/復元が必要な部品の、コーティングを被覆した後の側面図。
【図5】再加工/復元後の部品の側面図。
【技術分野】
【0001】
本発明は、一般的に、コーティング材料としてのナノ結晶金属もしくはアモルファス金属またはそれらの合金の実用的実施方法に関する。より詳細には、かかるナノ結晶金属もしくはアモルファス金属またはそれらの合金を部品の大量電着操作、連続電着操作、および復元および再加工に適用する方法が提示される。
【背景技術】
【0002】
大量電着製品、バレルメッキ、連続電着、および再加工/復元などの工業的応用は特定の特性を有したコーティング材料を必要とする。経済的利益または向上した製品特性を提供することができる、これらの応用のための新しい改良コーティング材料には絶えずニーズがある。
(大量電着)
バレルメッキなどの大量電着コーティング処理は、多数の部品を同時にコーティングするのに経済的かつ実用的に望ましい。しかし、不十分なコーティング特性は、これらの大量電着コーティング処理に重大な課題を引き起こす。
【0003】
バレルメッキなどの大量電着処理では、一般的に、二つ以上の部品が同時にメッキされ、それらの部品は少なくとも一部の処理中に互いに電気的に接触する場合がある。パーツは、電気接点で接触機械的負荷および研磨負荷もしくはそのいずれかを受ける場合もある。部品が処理中に撹拌される場合には、このような負荷が増大する可能性もある。
【0004】
大量電着処理の設計において重要な問題は、沈着したコーティングの性質と特性である。撹拌処理ではそれぞれの部品の相対位置が変化してすり接点または部品表面に局所的衝撃が生じるため、一般的に、弱いコーティング、または不完全に付着したコーティングは撹拌処理によって損傷する可能性がある。同様に、柔らかく展性のあるコーティング、または硬度、耐摩耗性、へこみへの耐性または摩擦滑り損傷への耐性が低いコーティングは、処理中に亀裂、擦り傷、または層間剥離といった不具合を生じる可能性がある。従って、沈着したコーティングが処理中の損傷に耐える望ましい特性を有し、処理の性質がこのような損傷を防ぐように制御されることが重要である。
【0005】
大量電着処理の効率と有効性において重要な、コーティングのもう一つの特性は導電率である。各部品の電源への電気的接続は、一般的に、電源に接続された部品間または部品と導線との間の接続によって得られるため、電流は部品表面を通過する必要がある。沈着処理を開始して部品がコーティングされる際、電流はコーティング材料自体を通じて通過する必要がある。コーティングの導電率が低い場合、電流フローが弱まって沈着効率が低下する。この理由から、バレルメッキなどの大量電着処理には、比較的導電率が高いコーティングが一般的により適している。
【0006】
電着コーティングの導電率に関する例が、六価クロム沈着の例により提供されている。六価浴からの沈着によって生じるクロムコーティングは、コーティングの硬度の高さ、耐摩耗性、および耐腐食性のため多くの面で望ましい。しかし、六価クロムコーティングの導電率は多くの金属と比較して低く、バレルメッキのような大量処理の効率を低下させ、このような操作の維持を経済的に困難にしている。
【0007】
このような技術で大量製造される、一連の新しい特性を組み合わせた新しい電着コーティングのニーズが長い間あった。コーティングおよびコーティングされた製品の品質を向
上させるため、ならびに処理効率を上昇させるために、例えば、導電率が高い、高強度、強力な付着力、耐摩損性を有するナノ結晶コーティングまたはアモルファスコーティングの使用が望ましいだろう。さらに所望される特性としては、高硬度、柔軟性、耐摩耗性、電気特性、磁気特性、腐食特性、基材保護、環境影響の改善、作業者の安全性向上、コスト改善、およびその他多くの特性が挙げられる。
(連続電着)
連続電着処理は、材料片へのコーティングの被覆に経済的かつ実用的に望ましい。一層望ましい特性を持つ最終製品を作り出す、連続電着によって被覆するコーティングのニーズが長い間あった。例えば、高硬度、強度、柔軟性、耐摩耗性、電気特性、磁気特性、腐食特性、基材保護、環境影響の改善、作業者の安全性向上、コスト改善、およびその他多くの特性である。
(再加工/復元)
再加工/復元処理は、製品の欠陥を補正する上で経済的かつ実用的に望ましい。再加工/復元処理において重要な工程は、適したコーティング材料による被覆である。このコーティング処理に用いられる一般的な材料の一つは硬質電着クロムであり、あるいは「硬質クロミウム」もしくは「硬質クロム」とも呼ばれる。再加工/復元は、コーティングとしてメッキされる材料が硬質クロムであるクロムメッキ施設では一般的な処理である。しばしば、クロムコーティングは加工工程前の厚さで最大375μmまたは375μm以上になる場合がある。ケイ・オー・レッグ(K.O.Legg)は、参照することにより本明細書に組み込まれる彼の論文(非特許文献1)において、硬質クロムメッキの最大の単回使用の一つとして再加工/復元処理を挙げている。再加工/復元操作における硬質クロムコーティングの欠点は、コーティング処理において使用される化学物質の毒性と発癌性であり、これらは環境および作業者の安全性と重要な関係がある。
【0008】
再加工操作には、それだけに限られないが、その他の電気メッキ金属技術、無電解コーティング、プラズマ溶射または熱溶射コーティング、および物理蒸着コーティングなどの、その他のコーティング技術を適用することもできる。これらのコーティング技術は、一般的に硬質クロムコーティングと比べてより高価であるが、硬質クロムに伴う負の環境問題を軽減することができる。再加工/復元操作に関する主な要件は、十分な厚さに沈着されること、望ましい表面特性を持つこと(すなわち、腐食、摩損、浸食、摩耗、疲労などに対する耐性)、基材部品の母材に付着すること、および適切な方法によって正確な形状を示すように機械加工が可能であることである。
【0009】
再加工/復元操作に用いる被覆技術の選択にその他の要因が影響する場合もある。例えば、部品の形状が一部のコーティング技術を不可能にする場合もある。プラズマ溶射コーティングは、穴の内径またはその他の凹形状のコーティングには一般に実用的ではなく、従って、スプレーノズルへの見通し線上にある可能性がある部品材料の領域を除いて、再加工/復元には用いられなかった。同様に、硬質クロムメッキはしばしば、処理がメッキ電極のすぐ近くの見通し線上に近い部品の部分にクロムが優先的に沈着するという意味で「均一電着性が低い」の処理であると言われる。部品への「見通し線」の密度を向上させ均一なコーティングをもたらすために、しばしば多数の陽極が並列で用いられるが、凹んだ部分、内部表面、および凹形状のコーティングはしばしば均一ではない。これらの理由から、複雑な表面上への再加工/復元操作は、一般的に、単純な形状の表面よりも困難である。
【特許文献1】米国特許出願第11/032,680号明細書
【特許文献2】米国特許出願第11/147,146号明細書
【非特許文献1】ケイ・オー・レッグ(K.O.Legg)、「Overview of Chromium and Cadmium Alternative Technologies」、Surface Modification Technologies XV、ティー・エス・スダーシャン(T.S.Sudarshan)およびエム・ジャンディン(M.Jeandin)編、エーエスエム・インターナショナル(ASM International)[米国オハイオ州マテリアルズ・パーク(Materials Park)所在]、2002年)
【発明の開示】
【発明が解決しようとする課題】
【0010】
従って、次の性質、すなわち高い強度と硬度、高い耐腐食性、高い耐摩耗性および耐摩損性、少なくとも200μmの厚さ、環境影響の改善、作業者の安全性向上、コスト改善、内部表面および見通し線上にない表面を持つ被覆形状へのコーティング力の向上、再加工/復元コーティングに対する基材のより優れた適合性または整合性、表面特性の向上、その後の機械加工操作に耐える性質、および従来の電気メッキ装置を利用できる性質をもたらす再加工/復元操作に用いられるコーティング、コーティング材料、およびコーティング被覆処理のニーズが長い間あった。
【課題を解決するための手段】
【0011】
本発明は、工業プロセスによるコーティング材料としてのナノ結晶金属もしくはアモルファス金属またはそれらの合金の使用方法に関する。好適な実施形態の一つは、バレルメッキなどの大量電着処理を用いて多数の部品をナノ結晶金属もしくはアモルファス金属またはそれらの合金でコーティングする方法およびそれによって製造される部品を提供する。別の好適な実施形態は、連続電着処理におけるナノ結晶コーティングまたはアモルファスコーティングの被覆方法およびそれによって製造される部品を提供する。本発明の別の好適な実施形態は、部品の再加工および復元もしくはそのいずれかの方法およびそれによって製造された部品を提供する。
【0012】
本発明のこれらの特徴およびその他の特徴は、以下の詳細な説明において論じられるか、または明らかである。
【発明を実施するための最良の形態】
【0013】
本明細書に開示されるのは、コーティングとしてのナノ結晶金属およびアモルファス金属ならびにそれらの合金の実施方法である。具体的には、三つの実施方法、すなわち大量電着処理における多数パーツの同時コーティング、コーティングの連続電着、およびコーティングを用いる部品の再加工/復元が開示される。
【0014】
ナノ結晶金属とは、結晶粒子の数平均サイズが1マイクロメートル未満である金属体を意味する。結晶粒子の数平均サイズは各粒子に対して等しい統計的重みを与える。結晶粒子の数平均サイズは、全粒子の球形相当の直径の合計を対応する金属体の体積中の粒子総数で割ったものとして計算される。アモルファス金属とは、長距離におよぶ結晶配列を持たない金属体、すなわち固体だが結晶ではない金属体を意味する。アモルファス領域に加えて結晶構造の領域を含む金属体が、更にアモルファス金属の定義に含まれる。
【0015】
ナノ結晶金属およびアモルファス金属ならびにそれらの合金は、材料の種類として高強度、高い耐摩損性、高硬度、およびその他の望ましい構造的機能的特性を示す傾向があることから一般的に高性能の構造材料と考えられている。ナノ結晶金属もしくはアモルファス金属またはそれらの合金の調製には、自然に生じるいくつかのコーティングを含め、数多くの技術を利用することができる。例えば、電着処理は、導電性表面へのナノ結晶金属もしくはアモルファス金属またはそれらの合金コーティングの合成に用いることができる。電着で形成されたコーティングは、細粒化添加物の添加、ナノ結晶の形をとる合金の沈着、パルス電流の使用、または逆パルス電流の使用などの、多数の技術によってナノ結晶の形で作られてもよい。電着の使用をとりまく近年の技術によって、特定の応用ニーズに対してコーティング特性を調節するのに望ましい、ナノ結晶金属またはナノ結晶合金の粒
子サイズの精密な制御が可能になっている。
【0016】
電着は液体中で一般的に行われるが、水溶液系だけに限られない。例えば、電着浴は、融解塩、極低温溶媒、アルコール浴などを含む場合がある。任意の種類の電着浴が本発明と共に使用されてもよい。
【0017】
電着は、二つの電極間の電位差によって沈着浴を通じた電流の流れを伴う。一つの電極は一般的にコーティングされる部品またはパーツである。処理は、電極間に印加される電位を制御することによって(処理の電位制御または電圧制御)、または流される電流もしくは電流密度を制御することによって(電流制御または電流密度制御)制御してもよい。処理の制御は、電圧、電位、電流、および電流密度、もしくはそのいずれかの変動、パルス、または振幅に関与してもよい。制御方法は、1回の処理中にいくつかの手法を組み合わせたものあってもよい。例えば、制御された電圧のパルスが、制御された電流または電流密度のパルスと交互に生じてもよい。一般的に、電着処理中にはメッキされる部品に電位が存在し、印加される電圧、電流、または電流密度の変化は部品の電位を変化させる結果となる。このような任意の制御方法が本発明と共に用いられてもよい。
【0018】
ナノ結晶金属およびアモルファス金属またはそれらの合金のコーティングは類を見ないもので、望ましい特性を提供する。これらの材料およびコーティングの実用的応用への実現には、工業的応用のための関連製造方法が必要である。すなわち、ナノ結晶金属もしくはアモルファス金属またはそれらの合金のコーティング、特に電着により調製されるナノ結晶金属もしくはアモルファス金属またはそれらの合金のコーティングの新しい応用のためのニーズがある。
【0019】
電着されたナノ結晶金属またはナノ結晶合金の粒子サイズの特定の制御方法の一つは、参照することによって本明細書に組み込まれる特許文献1および特許文献2において、デトール(Detor)およびシュー(Schuh)によって提示された。この方法は、合金沈着組成の注意深い制御、言い換えるとナノ結晶粒子サイズの制御を可能にする制御からなる。例えば、Ni−W、Ni−P、およびその他の多くの電着合金では、粒子サイズと組成の間に単純な関係がある。これらの場合、WまたはPの含有量が高くなると相関してナノ結晶粒子サイズが細かくなる。従って、WまたはPの濃度の制御によってナノ結晶範囲において粒子サイズを調整することができる。WまたはPの濃度が十分に高い用例では、アモルファス構造が結果として生じる可能性もある。デトールおよびシューの方法は、組成を制御することによって電着処理を操作し、それによってナノ結晶沈着またはアモルファス沈着の粒子サイズを制御する。
【0020】
上述のデトールおよびシューの方法の具体的な適用は、処理中の逆パルス電流に基づいている。電流の逆パルスは、コーティング組成の制御を可能にし、それによって粒子サイズの制御を可能にする。この逆パルス手法は亀裂または隙間などの肉眼で見える欠陥を減らした、調節可能は粒子サイズのコーティングを形成ことができる。
【0021】
この逆パルス手法は、電着処理中に正電流部分および負電流部分を持つ両極波電流の導入を必要とする。この手法を用いることによって、沈着の組成、その粒子サイズ、またはその両方を、比較的短時間内に、かつ電着浴液の組成もしくは温度のいずれも変えることなく、調節することが可能になる。さらに該手法は、従来の方法で実現されるよりも隙間および亀裂の程度が低い高品質の均一な沈着を形成する。また該方法は、沈着内のナノ結晶の結晶サイズおよび組成もしくはそのいずれかの類別および層化も可能にする。さらに該手法は、経済的で、工業的な量に拡張可能で、かつロバストである。
【0022】
電着によってナノ結晶構造またはアモルファス構造を持つ種々の金属および合金を作り
出すことも可能である。例えば、Ni−W合金を電着させることができる。ナノ結晶金属またはアモルファス金属およびそれらの合金は、ナノ結晶範囲内の様々な平均粒子サイズによる電着処理で種々の異なる元素組成で作り出すこともでき、また同様に、アモルファス金属の形として作り出すこともできる。同様に、Ni−W、Ni−Mo、Ni−P、Ni−B、Ni−Fe、Ni−Co、Ni−S、およびその他を含む多数のNiベースの合金が、ナノ結晶またはアモルファスの形で電着される場合もある。本明細書に報告される本発明は、ナノ結晶またはアモルファスの形で電着されたこれらの金属および合金に特に、および同様にその他にも適用される。鉄、銅、スズ、カドミウム、および亜鉛ベースのシステムと同様に、Co−M、Co−W、Co−P、およびその他のCoベースの合金も可能である。当業者は、ナノ結晶またはアモルファスの形で電着され得る商業的および実験的両方のその他多数の金属または合金を認めるだろう。本発明は、従来の金属もしくは合金、または将来開発される可能性がある新しいシステムと共に用いられてもよい。
【0023】
本発明は、ナノ結晶金属もしくはアモルファス金属またはそれらの合金がさらなる段階と組み合わされる複合システムにも適用される。例えば、金属、セラミック、金属間化合物、またはその他の材料の硬質微粒子が、ナノ結晶金属もしくはアモルファス金属またはそれらの合金に組み込まれる可能性もある。また、グラファイトまたはMoS2の固形潤滑粒子など、組み込まれる可能性があるその他の可能性がある相も、当業者によって認められるだろう。また、ナノ結晶相およびアモルファス相が、本発明で用いられる可能性がある直接的な変形物である、別の組成構造を示す単一電着コーティング内に共存する場合があってもよい。
【0024】
ナノ結晶金属およびアモルファス金属ならびにそれらの合金は、その組成と構造次第で広範囲の特性を示す可能性もある。これに関して重要なのは、最終的なコーティングの機能およびバレルメッキのような大量製造処理の至適化の両方にとって望ましい形でコーティング特性の制御を可能にする、粒子サイズを調整する方法である。例えば、高導電率は、バレルメッキまたはその他の大量電着処理において望ましく、またナノ結晶沈着の粒子サイズを調整することによって導電率は効率的な大量製造を可能にする許容可能なレベルに上昇する可能性もある。
【0025】
ナノ結晶金属もしくはアモルファス金属またはそれらの合金の製造、およびコーティング中の粒子サイズを制御し調整する特定の方法は、上述のデトールおよびシューによって概要が述べられた方法である。この方法において、コーティング組成はナノ結晶沈着の粒子サイズを制御するために調整される。これは、例えば、沈着の組成および粒子サイズを調整する周期的逆パルスの使用などの、数多くの手法によって達成してもよい。
【0026】
電着処理は、上述の手法などを用いてナノ結晶金属もしくはアモルファス金属またはそれらの合金を得るために調節してもよく、このようなコーティング材料の改善された特性の恩恵を受ける工業的応用の可能性がある。
(大量電着)
本明細書において開示される発明は、大量電着処理によりナノ結晶金属もしくはアモルファス金属またはそれらの合金を用いて同時に多数の部品をコーティングする方法である。関連する発明は、大量電着処理によりナノ結晶金属もしくはアモルファス金属またはそれらの合金を用いてコーティングされた部品である。
【0027】
電着または電気メッキ工業において使用されているある工業的コーティング処理は、多数の部品を同時に、迅速に、低コストでコーティングするのに適している。図1は、大量処理における多数の部品102のこの同時コーティングに適した大量電着装置100の正面図を示す。大量電着装置100は、部品102、部品容器104、電着浴106、部品ターミナル108、電源110、部品導線112、逆ターミナル114、適切な逆電極1
16、逆導線118、浴容器120、油浴122、油浴容器124、温度制御装置126、ヒーター128、センサー130、組成調節モジュール132、撹拌装置134、可動撹拌子136、撹拌モーター138、および撹拌駆動ユニット140を含む。
【0028】
前記大量電着操作は、バレルメッキ操作と呼ばれる操作でしばしば行われ、電着浴106内に収容する、または収容される部品容器104内にコーティングされる多数の部品102が置かれる。部品容器104内の一部または全ての部品102は電着浴106と接触し、部品102は全て容器内で互いに電気的に接触している。部品102はさらに、全ての部品102である必要はないが、一つかそれ以上の部品102と接触する、電源110の部品ターミナル108に部品導線112を通じて電気的に接続されている。
【0029】
部品導線112は、多くの形をとってもよく、一般的には、互いに電気的に接触するパーツの集合と見なされ、その機能は部品に電流を流すことである。部品導線112は金属ワイヤなどの導電性ワイヤであるか、または互いに電気的に接触する一連の金属ワイヤである。部品導線112は導電性の棒もしくはその他の形状の導電性材料、またはそのような形状の多数の集合であってもよい。一部の事例では、部品との電気的接触を促進する機械的クリップ、クランプ、ネジ、フック、またはブラシの場合のように、機能的形状が部品導線112の一部である。部品導線112は固定されている必要はないが、処理の撹拌のため可動であってもよい。例えば、部品導線112は回転する部品容器104の一部であってもよい。
【0030】
電流は、電源110から部品ターミナル108を通じ、部品導線112を通じて、部品102間の物理的な接触を介して他の部品102と接触する部品102に通じる。電源110の他方のターミナルは逆ターミナル114であり、逆導線118を通じて適切な逆電極116に接続されている。適切な逆電極116は、電着浴106内に存在するが、コーティングされる部品102とは接触しない。
【0031】
この操作において電流が流されると、操作条件が電着に適切であるならば、電着浴106内の金属イオンが、部品容器104内の様々な部品102に、電着浴106中に浸漬された部品102の表面の各部分を覆って沈着またはメッキされる。これらは全て多数の部品102を含む単電極「システム」の一部であることから、このように全ての部品を同時にコーティングすることもできる。
【0032】
電着浴106は浴容器120内に収容されている。浴容器120は、油浴容器124内に収容されている油浴122内に位置する。温度制御装置126は、油浴122内に延びているヒーター128に電気的に接続されている。油浴122の温度は電着浴106の温度を制御するために利用されている。温度制御装置128で制御されるヒーター128は油浴122を加熱する。電着浴106の適切な温度を制御し維持するためには、考えられる数多くの方法がある。例えばヒーター128は電着浴106内に直接置かれてもよく、周囲条件が用いられてもよい。
【0033】
センサー130も電着浴106内に延びている。センサー130としては、温度、組成、pH、および粘性の測定装置が挙げられる。センサー130として、さらに追加の、またはさらに少ない測定装置が含まれてもよい。組成調節モジュール132も電着浴106内に延びている。組成調節モジュールは、センサー130によってもたらされたデータに基づいて、電着浴に材料を追加する。センサー130は、温度制御装置126が利用するデータも提供する。
【0034】
電着浴106は撹拌されるのが望ましいことがしばしばある。撹拌装置134は、可動撹拌子136の動作を引き起こす電場を作り出し、それによって電着浴が撹拌される。電
着浴106を撹拌する多くの方法が存在する。例えば、撹拌子は機械的動力源によって駆動されてもよく、部品またはその他の装置の仕組みが動かされてもよい。電着浴106の撹拌を達成するために、ポンプによって電着浴106内に積極的な液体の流れを作り出してもよい。
【0035】
コーティング処理が進むに従って、部品102間の接点は部品102間に電流の伝達を可能にするが、接点およびそのすぐ近くの領域は、完全にコーティングされない可能性もある。この理由により、このようなバレルメッキ操作は一般的に、コーティング処理が進むに従って部品間の接点が絶え間なく移動するように、部品102をある程度撹拌することが必要である。
【0036】
撹拌モーター138は、部品容器104に接続された撹拌駆動ユニット140に接続され、該ユニットに動力を提供する。撹拌駆動ユニット140の動きは、部品102の動きと撹拌を引き起こす部品容器104の動きを引き起こす。
【0037】
撹拌は、例えば部品容器104とその内容物(部品102を含む)を振動させることによって、容器を回転または旋回させることによって、Technic Tumbleplater処理で用いられるように停止しているパーツが置かれているベルトを動かすことによって、などの数多くの方法で達成することもできる。また、ポンプで引き起こされる電着浴106の積極的な液体の流れが、部品102を撹拌するために用いられてもよい。このような撹拌方法のうち、容器の回転が最も一般的に用いられる。部品容器104はバレルである必要はなく、部品102を保持することができる任意の装置であってよい。
【0038】
部品102および部品容器104もしくはそのいずれかの撹拌は、様々な部品102間、ならびに一部の部品102と電源110に接続された部品導線112との間の接触の電気接点の再配分をもたらす。これは部品102のかかる接点近くの不均一なコーティングを防ぐのに役立ち、またコーティングが部品102間の接点で恒久的な結合を形成するのを防ぐこともできる。撹拌は、連続的に行ってもよいし、または撹拌しない期間をはさんで比較的短い期間で繰り返し行ってもよい。
【0039】
撹拌は、電着コーティング処理にその他多くの利点がある可能性もある。撹拌は望ましくない気泡(例えば、水素の気泡)のコーティング表面からの脱離を引き起こす。また撹拌は、一部の部品を電着浴106に出入りさせる循環にも役立つ可能性がある。撹拌は、平滑化および表面仕上げの改善などをもたらすことで、コーティング製品の品質にも影響する。
【0040】
バレルメッキなどの大量電着処理は、バッチ処理方式、または連続方式で行われてもよい。連続操作では、均一な速度で部品102を導入して除去する何らかの仕組みが導入される。
【0041】
大量電着処理において、コーティングを望まない部品102表面の部分に塗料またはテープを施し、部品102の一部または全てを部分的にまたは完全にマスキングしてもよい。その結果、個々の部品102全体は沈着液に曝露されるが、表面のマスキングされた部分は電着に関与しない。部品102間の電気接点を移動させるために撹拌を用いるシステムにおいては、部品102のマスキング部分との接触は電気を伝導しない可能性がある。この場合、一部の部品102は、処理中のある期間、または複数の期間に電気接点がなくなる可能性もある。一般的に、これらの期間が重大な問題とならないように、または全ての部品102が経験するこのような期間の合計が同じようになるよう保証するために、撹拌は十分でなければならない。
【0042】
大量電着処理の設計において、撹拌処理が激しすぎないことが重要である。激しい撹拌は、小さく精巧である場合もある、コーティングされる部品102に機械的な損傷を生じる可能性がある。
【0043】
バレルメッキおよびTechnic Tumbleplater処理などの大量電着コーティング法は、ナノ結晶電着またはアモルファス電着をもたらす様々な手法に適応させることができる。このことは、ナノ結晶コーティングまたはアモルファスコーティングによる部品の大量コーティングを可能にするだろう。ナノ結晶金属およびアモルファス金属、ならびにそれらの合金は、大量メッキまたはバレルメッキに重要な数多くの望ましい特性を示す。それらの性質は一般的に、強く、接触損傷、摩損および摩耗に耐性を有し、これらの特性は大量電着処理中のコーティングおよび部品の損傷を避けるうえで望ましい。さらに、ナノ結晶金属もしくはアモルファス金属、またはそれらの合金の導電率は高く、部品102間の接点を通じた、または部品102と電源110に接続された部品導線112との間の接点を通じた電流の通過を促進する可能性もある。
【0044】
バレルメッキおよびTechnic Tumbleplater処理のような大量製造処理により、コーティングとしてナノ結晶合金もしくはアモルファス合金、またはそれらの金属を電着するためのデトールおよびシューの方法を用い、かつ沈着される合金の組成を制御することによって所望のナノ結晶粒子サイズを導入するのは、本発明の好適な実施形態である。本発明の別の実施形態は、粒子サイズを制御するために、沈着中に計画的な周期的逆パルス処理を用いることによって沈着の組成が制御される、デトールおよびシューの方法を用いる。粒子サイズを制御して調整することによって、コーティングの所望の材料特性を達成することができる。
(連続電着)
本明細書に開示される発明は、ナノ結晶金属もしくはアモルファス金属、またはそれらの合金のコーティングの沈着を含む、連続電着処理である。関連する発明は、連続処理でナノ結晶金属もしくはアモルファス金属、またはそれらの合金でコーティングされた製品である。
【0045】
連続電着に基づく大量電着処理は、工業においても利用される。図2は、大量処理での部品片202の連続コーティングに適した連続電着装置200の正面図を示す。連続電着装置200は、部品片202、部品コーティング203、電着浴206、部品ターミナル208、電源210、部品導線212、逆ターミナル214、適切な逆電極216、逆導線218、浴容器220、油浴222、油浴容器224、温度制御装置226、ヒーター228、センサー230、組成調節モジュール232、撹拌装置234、可動撹拌子236を含む。
【0046】
金属片などの部品片202へのコーティングの連続沈着は、連続供給される部品片202が電着浴206を通って移動することで達成され、従来の電着処理のように部品片202が電極になる。部品を電着浴に浸漬する従来の電着処理と異なり、連続沈着は電着浴206を通って移動する部品片202が関与し、部品片202の隣接部分より先に部品片202の先頭部分が電着浴206に入り、また部品片202の隣接部分より先に部品片202の先頭部分が電着浴206を出る。部品片202が電着浴206を通って移動するにつれて、部品コーティング203が被覆される。
【0047】
コーティングされる部品片202は、電着浴206を収容する、または電着浴206内に収容される電着浴206に入る。部品片202の一部分は、電着浴206と接触している。さらに、部品片202は、部品片202と接触している部品導線212を通じて電源210の部品ターミナル208に電気的に接続されている。部品導線212としては、部品片202と接触するために用いられるワイヤ、棒、わに口クリップ、ネジ、クランプな
どの任意のものが挙げられる。
【0048】
電流は電源210から、部品ターミナル208を通じ、部品導線212を通じて、部品片202へと通過する。電源210の他方のターミナルは、逆ターミナル214であり、逆導線218を通じて適切な逆電極216に接続されている。適切な逆電極216は電着浴206内に存在するが、部品片202には接触しない。
【0049】
この操作において電流が流されると、操作条件が電着に適切であるならば、電着浴206中に浸漬された部品片202の一部に電着浴206内の金属イオンが沈着またはメッキされる。
【0050】
電着浴206は浴容器220内に収容されている。浴容器220は、油浴容器224内に収容されている油浴222内に位置する。温度制御装置226は、油浴222内に延びているヒーター228に電気的に接続されている。油浴222の温度は電着浴206の温度を制御するために利用されている。温度制御装置228で制御されるヒーター228は油浴222を加熱する。電着浴206の適切な温度を制御し維持するためには、考えられる数多くの方法がある。例えばヒーター228は電着浴206内に直接置かれてもよく、周囲条件が用いられてもよい。
【0051】
センサー230も電着浴206内に延びている。センサー230としては、温度、組成、pH、および粘性の測定装置が挙げられる。センサー230として、さらに追加の、またはさらに少ない測定装置が含まれてもよい。組成調節モジュール232も電着浴206内に延びている。組成調節モジュールは、センサー230によってもたらされたデータに基づいて、電着浴に材料を追加する。センサー230は、温度制御に用いられる温度制御装置226が利用するデータも提供する。
【0052】
電着浴206は撹拌されるのが望ましいことがしばしばある。撹拌装置234は、可動撹拌子236の動作を引き起こす電場を作り出し、それによって電着浴が撹拌される。電着浴206を撹拌する多くの方法が存在する。例えば、撹拌子は機械的動力源によって駆動されてもよく、部品102またはその他の装置の仕組みが動かされてもよい。撹拌を達成するために、ポンプによって電着浴206内に積極的な液体の流れを作り出してもよい。
【0053】
連続処理では、コーティングされる部品片202は固定された電着浴206を通って移動してもよく、または電着浴206が長さ方向に沿って平行移動してもよい。電着浴206は浴容器220中に収容されている必要はなく、例えば、浴液が再循環しても、または再循環しなくてもよい、移動する溶射浴を使用してもよい。電着浴206および部品片202の互いに対する正味相対運動がもたらされるのであれば、電着浴206および部品片202は共に動いていてもよい。また柔軟性がある部品片202が、電着浴206を真っ直ぐ移動するのではなく、屈曲または湾曲して電着浴206に進入してもよい。
【0054】
さらに、電着浴に対する部品片202の相対運動は、必ずしも連続的、円滑、または完全に連続的でなくてもよい。部品片202の周期的な不連続前進は、例えば、各前進距離の合計を各前進後の滞留時間の合計および各前進にかかった時間の合計で割ることで与えられる平均供給速度を有する連続処理を構成する。さらに、電着浴206中の部品片202の逆相対運動の期間があってもよく、処理の平均供給速度に影響するが、本発明の普遍性は制限しない。
【0055】
部品片202は、一つのリールからもう一つのリールに連続的な方法で供給されても、または大規模な製造操作の一部で供給されてもよい。さらに、このような操作では部品片
202の形状は不定である。ワイヤ、棒、I形梁、シート、穴あきのシートもしくは小片、押し出し型材、またはさらに複雑な形状などの部品片202が、連続処理で大量にコーティングされてもよい。
【0056】
部品片202形状の一部または全てがコーティングされてもよい。マスキングによって、または形状のある部分への電流フローを妨げる他の方法によって、例えば、シートもしくは小片の片面、長方形梁の一端、または複雑な形状の長い溝もしくは隆起した形を選択的にコーティングすることが可能である。
【0057】
上述のような連続処理では、コーティング材料はコーティングされる最終製品における望ましい特性で選択される。ある望ましい特性は、高硬度、高強度、柔軟性、耐摩耗性、電気特性、電磁特性、腐食特性、基材保護、およびその他の特性であってもよい。
【0058】
連続電着操作は、ナノ結晶金属もしくはアモルファス金属、またはそれらの合金の沈着を可能にする手法に組み込むために適応させることもできる。連続操作は、従来の沈着処理で行われるように、部品片202または金属シートが電極にされる、連続供給される部品片202または金属シートのコーティングを含む。このような部品片202は、一つのリールから別のリールに連続的な方法で供給されても、または供給リールを用いる、もしくは供給リールを用いない大規模な製造操作の一部で供給されてもよい。さらに、このような操作では部品片202の形状は不定である。ワイヤ、棒、I形梁、シート、穴あきのシートもしくは小片、押し出し型材、またはさらに複雑な形状などの部品片202が、連続処理で大量にコーティングされてもよい。形状の一部または全てがコーティングされてもよい。マスキングによって、または形状のある部分への電流フローを妨げる他の方法によって、例えば、シートもしくは小片の片面、長方形梁の一端、または複雑な形状の長い溝もしくは隆起した形を選択的にコーティングすることが可能である。
【0059】
連続メッキ処理は、連続片に組み立てられる一連の不連続部品のコーティングにも利用することができる。例えば、金属シートを互いに連結される多数の個別の部品になるように穿孔し、この部品の連結片をコーティングするために沈着浴を移動させてもよい。個別の部品は、小片の長さ方向に沿って部品間に電気接触をもたらす他の多数の方法によって連続片に組み立てられてもよい。例えば、一連のフックが付いた移動するワイヤまたはケーブルを用いて、ワイヤと共に沈着浴の中を移動する多数の部品をつるしてよい。不連続部品に関連する他の連続処理は、当業者には明らかであろう。また、このような任意の処理が本発明と合わせて用いられてもよい。
【0060】
本発明の好適な実施形態では、ナノ結晶金属もしくはアモルファス金属、またはそれらの合金のコーティングを形成するために連続電気メッキ操作が適応され、コーティング材料の所望の寸法のナノ結晶粒子サイズ、またはアモルファス構造をもたらす上述のデトールおよびシューの方法が用いられる。その最も一般的な形では、デトールおよびシューの方法はナノ結晶粒子サイズを制御するためにコーティングの合金組成の制御を用いる。本発明の別の実施形態は、連続電着処理において、コーティング組成および粒子サイズを制御するために、周期的逆パルスを適用することによってデトールおよびシューの方法を用いるものである。
(再加工/復元)
本明細書に開示されるもう一つの発明は、ナノ結晶金属コーティングまたはアモルファス金属コーティングの使用を含む、再加工/復元処理である。関連する発明は、ナノ結晶金属コーティングまたはアモルファス金属コーティングを用いて再加工または復元された部品である。
【0061】
電着コーティングのもう一つの利用は、部品の再加工および復元である。本明細書では
「再加工(rework)」および「復元(rebuild)」もしくはそのいずれか、集合的に「再加工/復元(rework/rebuild)」の用語は、部品の寸法が規定の許容範囲内になるようにするため、および部品の表面欠陥を修復するため、もしくはそのいずれかを行うために、基材物質上または部品上にコーティング材料を沈着させる処理を表すと定義される。これらの処理は、文献中では「再製造(remanufacturing)」と呼ばれる場合もある。
【0062】
図3は、再加工/復元が必要な摩耗部品302の側面図を示す。摩耗部品302には再加工/復元が必要な摩耗表面304がある。摩耗表面304は、稼働中の用途により、摩損、浸食、摩耗、腐食または一部の材料を除去する傾向があり、その結果、部品の形状を変化させる、他の任意の処理または処理の組み合わせを経験した表面である。また摩耗表面304は、最初の部品302の製造過程の結果である場合もある。
【0063】
図4は、再加工/復元が必要な摩耗部品302にコーティングを被覆させた後の側面図を示す。再加工/復元は、被覆させたコーティング402の形で、まず新しい材料を沈着することによって摩耗材料を補充する方法として用いられる。
【0064】
図5は、摩耗部品302の再加工/復元後の側面図を示す。被覆させたコーティング402の適用後、続いて、被覆させたコーティング402に機械加工表面502を形成する機械加工が行われる。機械加工表面502は、摩耗部品302を意図する形状の許容可能な寸法許容範囲504に収まる状態に戻す。また再加工/復元は、合成および処理段階中に欠陥が生じて、あるいはおそらく誤用によって、または取扱い中もしくは保存中に意図的ではなく欠陥が生じて、使用されなかった材料の欠陥修復に利用される場合もある。コーティングを被覆させる間に形成された欠陥が再加工されてもよい。
【0065】
一部の事例では、部品が経験した摩耗、摩損、腐食または浸食は、摩耗部品302の基材だけでなく、過去に部品に被覆されたコーティング材料の劣化を伴っている可能性もある。この事例では、部品の復元を目的とした次の新しいコーティングを被覆させる前に、再加工/復元処理は、元のコーティング材料を除去(剥離)することから始まることが多い。また、再加工/復元は、以前のコーティング層に摩耗または劣化のみが生じ、該コーティング層のみの再加工が必要である部品に適用してもよい。
【0066】
再加工/復元は、例えば、酸化、摩損、または疲労クラックの進展などといった材料の除去を伴わない表面劣化過程を受けた摩耗部品302に用いてもよい。これらの事例では、再加工/復元に先立って機械加工、研磨、ショットピーニング、化学研磨などの表面仕上げ処理が行われてもよい。この場合、再加工処理は、稼働中の摩損または腐食により除去されたのではなく、表面仕上げ処理によって除去された材料を復元することになる。
【0067】
再加工/復元は最も一般的には機械的負荷を経験する部品(すなわち、機械部品または構造部品)に適用される処理であるが、該処理は極めて一般的であり、電気的特性、電子特性、磁気特性、耐腐食性、視覚的特性、美的特性、医学上の特性、またはその他の機能的もしくは装飾的特性を有する部品を含め、その他多くの領域において用途がある可能性もある。
【0068】
適切なコーティングを被覆させた後、コーティングされた部品を望ましい形状に形作るためにしばしば機械加工操作が用いられる。「機械加工(mashining)」の用語は、切削、研削、ヤスリ掛けまたは旋盤上での旋盤加工などの従来の機械工作操作を意味してもよく、またさらに一般的に、コーティング材料の一部が除去される任意の処理を意味してもよい。これは、機械研磨、化学研磨、機械研磨と化学研磨の組み合わせ、電気化学切削、電気化学エッチング、または電気化学研磨を含んでもよい。
【0069】
一部の例では、沈着されたコーティングが部品の形状を機械加工の必要なしに求められるサイズ許容範囲内にした場合には、機械加工操作は再加工/復元操作に全く必要ない。
再加工/復元処理は、以下の三つの段階、すなわち表面処理、コーティング、および機械加工の段階を含む。第一の段階は、後のコーティングのために再加工/復元される部品の表面を準備することに関連する。この表面処理は、洗浄、元のコーティング材料の除去(剥離)、機械加工、研磨、ショットピーニング、化学切削などを含む。表面処理は、常に必要とされるわけではなく、さらなる再加工/復元処理のための表面を準備する任意の操作を含む。第二の段階は、再加工/復元される部品の表面のコーティングに関連し、本明細書に含まれる発明は、ナノ結晶金属コーティングまたはアモルファス金属コーティングを使用することである。
【0070】
ナノ結晶金属およびアモルファス金属は、従来のマイクロ結晶の相当物(平均結晶粒子サイズが1マイクロメートルを上回る)と比較して一般的に非常に丈夫で硬く、改善された耐摩損性および耐腐食性を示す可能性があることから、再加工/復元操作に望ましい。
【0071】
電着は、コーティング被覆のための一般的技術である。従って、従来の電着装置をナノ結晶金属コーティングおよびアモルファス金属コーティングを被覆させるために利用することもできる。
【0072】
200μm以上のコーティングは、一般的に再加工/復元操作が必要である。厚さ200μmを超えるナノ結晶金属コーティングは、電着によって形成することもできる。本明細書に参照することによって完全に含まれる、シューおよびデトールによる特許文献1において説明されるように、アモルファス金属も再加工/復元に求められる十分な厚さに電着することができる。
【0073】
従って、電着は、再加工操作または復元操作に適切な厚さと望ましい特性を持つナノ結晶コーティングおよびアモルファスコーティングを形成するために用いることもできる。これらは一般的に、望ましい高硬度と高い耐摩損性も有し、望ましい最終的形状を達成するために、機械加工、研磨、電気化学切削、またはその他の処理を行ってもよい。電着されたナノ結晶金属およびアモルファス金属は、従って、再加工/復元操作に理想的である。
【0074】
ナノ結晶金属の電着手法は、上述のデトールおよびシューの方法である。この手法は、ナノ結晶合金またはアモルファス合金の粒子サイズを制御するために、合金沈着の組成を制御する。復元および再加工の目的のためのデトールおよびシューの方法の利用は、本発明の好適な実施形態である。
【0075】
本発明の別の実施形態は、組成を制御するための周期的逆パルスの利用であり、これによってナノ結晶コーティングの粒子サイズが制御される。この逆パルス手法は、亀裂や隙間などの肉眼で見える欠陥なしに調整可能な粒子サイズのコーティングを形成するため、再加工および復元の目的に特に適している。
【0076】
この逆パルス手法は、電着処理中に正電流部分および負電流部分を持つ両極波電流の導入を必要とする。この手法を用いることによって、沈着の組成、その粒子サイズ、またはその両方を、比較的短時間内に、かつ電着浴液の組成もしくは温度のいずれも変えることなく、調節することが可能になる。さらに該手法は、従来の方法で実現されるよりも隙間および亀裂の程度が低い高品質の均一な沈着を形成する。また該方法は、沈着内のナノ結晶の結晶サイズおよび組成もしくはそのいずれかの類別および層化も可能にする。さらに該手法は、経済的で、工業的な量に拡張可能で、かつロバストである。
【0077】
従って、本発明が再加工/復元方法を提供すること、またその方法による多くの利点をもたらす物品を提供することを、読者は理解するだろう。再加工/復元のためのナノ結晶金属コーティングおよびアモルファス金属コーティングもしくはそのいずれかは以下の特徴、すなわち、先行技術と比較して(例えば、硬質クロムに代わって、Niベース、Coベース、またはCuベースのナノ結晶金属またはアモルファス金属を用いる場合)、高い強度および硬度、高い耐腐食性、高い耐摩耗性および耐摩損性、少なくとも200μmの厚さ、環境影響または作業者の安全性の向上を提供し、コスト改善(例えば、物理蒸着コーティングまたはプラズマ溶射コーティングに代わって、電着したナノ結晶コーティングまたはアモルファスコーティングを用いる場合)、内部表面および見通し線上にない表面を有する被覆形状へのコーティング力の向上(例えば、プラズマ溶射コーティングまたは硬質クロムメッキなどの均一電着性が低い電着処理などの見通し線上の処理と比較して、Niベースのナノ結晶合金またはアモルファス合金に対して均一電着性が高い電着処理を用いる場合)、再加工/復元コーティングに対する基材のより優れた適合性または整合性(例えば、異なる弾性特性を持つニッケルベースの合金の上に硬質クロムを使用する場合と比較して、弾性特性のより優れた整合性のためにNiベースのナノ結晶コーティングまたはアモルファスコーティングがニッケルベースの合金上に用いられた場合)、表面特性の向上(例えば、硬質クロムに代わって、より優れた耐腐食性を有するナノ結晶の形またはアモルファス結晶の形が用いられる場合)、その後の機械加工操作に耐える性質、および従来の電気メッキ装置を利用できる性質を提供する。
【0078】
上述の説明は多分に特異性を含む一方で、これらは本発明の範囲に対する限定として解釈されるべきではなく、むしろ、本発明の好適な一実施形態の説明として解釈されるべきである。その他の多くの変形物が考えられる。従って、本発明の範囲は、例示された実施形態によって判断されるべきではなく、特許請求の範囲およびその法的同等物によって判断されるべきである。
(部分的要約)
本明細書に開示され記載される発明は、工業プロセスによるコーティングとしてのナノ結晶金属もしくはアモルファス金属、またはそれらの合金の使用方法を含む。このようなコーティングを組み込むまたは用いる製品として、このようなコーティングを用いる製造過程が記載される。
【0079】
従って、本明細書は、多数の関連した発明を開示する。
本明細書に開示される一発明は、部品に被覆されるナノ結晶材料またはアモルファス材料を含む製品であり、それによって、他の部品との電気接触を通じて部品に電位が存在する電着処理によって、ナノ結晶材料またはアモルファス材料が被覆される。
【0080】
電着処理は、特定の粒子サイズを形成するために調整されてもよい。電着処理は、一つを超える粒子サイズまたは様々な組成もしくは粒子サイズを有する材料を被覆させるために、調整されてもよい。
【0081】
好適な一実施形態によると、上記製品は部品に被覆されるナノ結晶材料またはアモルファス材料を含み、それによって他の部品との電気接触を通じて部品に電位が存在する電着処理によって、ナノ結晶材料またはアモルファス材料が被覆され、また該処理は複数の部品を保持する容器を用いる。
【0082】
別の好適な一連の実施形態によると、電着処理は正極性および負極性両方の期間を有する電位を伴い、または該実施形態において、電着処理は1回を超えてパルスを生じる電位を伴う。
【0083】
関連する好適な一連の実施形態は、正極性および負極性両方の期間を有する電位と併せてW、Mo、P、またはBの元素の一つを含むNiベースのナノ結晶コーティングまたはアモルファスコーティングの沈着を伴い、または、該実施形態において電着処理は1回を超えてパルスを生じる電位を伴う。
【0084】
さらに別の好適な実施形態においては、上記製品は部品に被覆されるナノ結晶材料またはアモルファス材料を含み、それによって他の部品との電気接触を通じて部品に電位が存在する電着処理によって、ナノ結晶材料またはアモルファス材料を被覆させ、また他の部品との電気接触が部品の撹拌の結果として変化している。
【0085】
本明細書に開示される別の発明は、部品に被覆されるナノ結晶金属またはアモルファス金属を含む製品であり、それによって部品の隣接部分より先に部品の先頭部分が電着浴に入り、また部品の隣接部分より先に部品の先頭部分が電着浴を出る電着処理によって、ナノ結晶金属またはアモルファス金属が被覆される。
【0086】
電着処理は、特定の粒子サイズを形成するために調整されてもよい。電着処理は、一つを超える粒子サイズまたは様々な組成もしくは粒子サイズを持つ材料を被覆させるために、調整されてもよい。
【0087】
電着処理は、部品に存在する電位を伴う場合もある。
一連の好適な実施形態によると、上記製品は部品に被覆されるナノ結晶金属またはアモルファス金属を含み、それによって部品の隣接部分より先に部品の先頭部分が電着浴に入り、また部品の隣接部分より先に部品の先頭部分が電着浴を出る電着処理によって、ナノ結晶金属またはアモルファス金属が被覆され、電着処理は正極性および負極性両方の期間を有する電位を伴い、または該実施形態において、電着処理は1回を超えてパルスを生じる電位を伴う。
【0088】
関連する好適な一連の実施形態は、正極性および負極性両方の期間を有する電位と併せてW、Mo、P、またはBの元素の一つを含むNiベースのナノ結晶コーティングまたはアモルファスコーティングの沈着を伴い、または、該実施形態において電着処理は1回を超えてパルスを生じる電位を伴う。
【0089】
本明細書に開示されるさらに別の発明は、部品表面への損傷を修復する目的または部品の形状を所望の寸法サイズの範囲内にする目的で被覆されるナノ結晶材料またはアモルファス材料を含む製品である。
【0090】
ナノ結晶金属またはアモルファス金属の被覆は、電着処理を含んでもよい。また、ナノ結晶金属またはアモルファス金属の被覆は、特定の粒子サイズを形成するよう調整される、または様々な組成もしくは粒子サイズを有する材料を被覆させるために調整される電着処理を含んでもよい。
【0091】
関連する好適な一連の実施形態によると、ナノ結晶材料の適用は、正極性および負極性両方の期間を有する電位を伴う電着処理を含み、または該電着処理において、電位は1回を超えてパルスを生じる。
【0092】
関連する好適な一連の実施形態は、正極性および負極性両方の期間を有する電位と併せてW、Mo、P、またはBの元素の一つを含むNiベースのナノ結晶コーティングまたはアモルファスコーティングの沈着を伴い、または、該実施形態において電着処理は1回を超えてパルスを生じる電位を伴う。
【0093】
最後の好適に実施形態において、製品は部品表面への損傷を修復する目的または部品の形状を所望の寸法サイズの範囲内にする目的で被覆されるナノ結晶材料またはアモルファス材料を含み、部品表面はその後、部品の形状を所望の寸法サイズの範囲内にする処理を受ける。
【図面の簡単な説明】
【0094】
【図1】大量処理での多数パーツの同時コーティングに適した大量電着装置の正面図。
【図2】コーティングの連続電着に適した装置の正面図。
【図3】再加工/復元が必要な摩耗部品の側面図。
【図4】再加工/復元が必要な部品の、コーティングを被覆した後の側面図。
【図5】再加工/復元後の部品の側面図。
【特許請求の範囲】
【請求項1】
少なくとも一つの表面を有した部品と、
前記少なくとも一つの表面に被覆されるナノ結晶材料またはアモルファス材料と備え、
少なくとも一つの他の部品との電気接触を通じて前記部品に存在する電位による電着処理によって前記ナノ結晶材料またはアモルファス材料が被覆される、製品。
【請求項2】
特定の粒子サイズを有するナノ結晶材料を形成するために前記電着処理が調整される、請求項1に記載の製品。
【請求項3】
様々な組成または粒子サイズのナノ結晶材料またはアモルファス材料を被覆させるために前記電着処理が調整される、請求項1に記載の製品。
【請求項4】
前記電着処理が前記部品および前記少なくとも一つの他の部品を保持する容器を用いる、請求項1に記載の製品。
【請求項5】
前記電着処理が正極性および負極性の両方の期間を有する電位を伴う、請求項1に記載の製品。
【請求項6】
前記電着処理が1回を超えてパルスを生じる電位を伴う、請求項1に記載の製品。
【請求項7】
前記少なくとも一つの他の部品との前記電気接触が、前記部品および前記少なくとも一つの他の部品の撹拌の結果として変化している、請求項1に記載の製品。
【請求項8】
部品に被覆させるナノ結晶材料またはアモルファス材料を備えた製品であって、前記ナノ結晶材料またはアモルファス材料が、複数の前記部品が互いに隣接している隣接部分が電着浴に入るより前に前記複数の部品の先頭部分が前記電着浴に入り、かつ前記複数の部品の前記隣接部分が前記電着浴に入るより前に前記部品の前記先頭部分が前記電着浴を出る電着処理によって被覆される、製品。
【請求項9】
特定の粒子サイズを有するナノ結晶材料を形成するように前記電着処理が調整される、請求項8に記載の製品。
【請求項10】
様々な組成または粒子サイズのナノ結晶材料またはアモルファス材料を被覆させるために前記電着処理が調整される、請求項8に記載の製品。
【請求項11】
前記電着処理が正極性および負極性の両方の期間を有する電位を伴う、請求項8に記載の製品。
【請求項12】
前記電着処理が1回を超えてパルスを生じる電位を伴う、請求項8に記載の製品。
【請求項13】
前記部品に電位が存在する請求項8に記載の製品。
【請求項14】
少なくとも一つの表面を有する部品と、
前記少なくとも一つの表面への損傷を修復するまたは前記少なくとも一つの表面の形状を所望の寸法サイズの範囲内にする目的で前記少なくとも一つの表面に被覆されるナノ結晶材料またはアモルファス材料とを備える製品。
【請求項15】
前記ナノ結晶材料またはアモルファス材料を前記少なくとも一つの表面に被覆させるために電着処理が用いられる、請求項14に記載の製品。
【請求項16】
特定の粒子サイズを有するナノ結晶材料を形成するために前記電着処理が調整される、請求項15に記載の製品。
【請求項17】
様々な組成または粒子サイズの前記ナノ結晶材料またはアモルファス材料を被覆させるために前記電着処理が調整される、請求項15に記載の製品。
【請求項18】
前記電着処理が正極性および負極性の両方の期間を有する電位を持つ、請求項15に記載の製品。
【請求項19】
電位が1回を超えてパルスを生じる、請求項15に記載の製品。
【請求項20】
前記部品の前記形状を前記所望の寸法サイズの範囲内にすべく前記部品表面がその後の処理を受ける、請求項14に記載の製品。
【請求項1】
少なくとも一つの表面を有した部品と、
前記少なくとも一つの表面に被覆されるナノ結晶材料またはアモルファス材料と備え、
少なくとも一つの他の部品との電気接触を通じて前記部品に存在する電位による電着処理によって前記ナノ結晶材料またはアモルファス材料が被覆される、製品。
【請求項2】
特定の粒子サイズを有するナノ結晶材料を形成するために前記電着処理が調整される、請求項1に記載の製品。
【請求項3】
様々な組成または粒子サイズのナノ結晶材料またはアモルファス材料を被覆させるために前記電着処理が調整される、請求項1に記載の製品。
【請求項4】
前記電着処理が前記部品および前記少なくとも一つの他の部品を保持する容器を用いる、請求項1に記載の製品。
【請求項5】
前記電着処理が正極性および負極性の両方の期間を有する電位を伴う、請求項1に記載の製品。
【請求項6】
前記電着処理が1回を超えてパルスを生じる電位を伴う、請求項1に記載の製品。
【請求項7】
前記少なくとも一つの他の部品との前記電気接触が、前記部品および前記少なくとも一つの他の部品の撹拌の結果として変化している、請求項1に記載の製品。
【請求項8】
部品に被覆させるナノ結晶材料またはアモルファス材料を備えた製品であって、前記ナノ結晶材料またはアモルファス材料が、複数の前記部品が互いに隣接している隣接部分が電着浴に入るより前に前記複数の部品の先頭部分が前記電着浴に入り、かつ前記複数の部品の前記隣接部分が前記電着浴に入るより前に前記部品の前記先頭部分が前記電着浴を出る電着処理によって被覆される、製品。
【請求項9】
特定の粒子サイズを有するナノ結晶材料を形成するように前記電着処理が調整される、請求項8に記載の製品。
【請求項10】
様々な組成または粒子サイズのナノ結晶材料またはアモルファス材料を被覆させるために前記電着処理が調整される、請求項8に記載の製品。
【請求項11】
前記電着処理が正極性および負極性の両方の期間を有する電位を伴う、請求項8に記載の製品。
【請求項12】
前記電着処理が1回を超えてパルスを生じる電位を伴う、請求項8に記載の製品。
【請求項13】
前記部品に電位が存在する請求項8に記載の製品。
【請求項14】
少なくとも一つの表面を有する部品と、
前記少なくとも一つの表面への損傷を修復するまたは前記少なくとも一つの表面の形状を所望の寸法サイズの範囲内にする目的で前記少なくとも一つの表面に被覆されるナノ結晶材料またはアモルファス材料とを備える製品。
【請求項15】
前記ナノ結晶材料またはアモルファス材料を前記少なくとも一つの表面に被覆させるために電着処理が用いられる、請求項14に記載の製品。
【請求項16】
特定の粒子サイズを有するナノ結晶材料を形成するために前記電着処理が調整される、請求項15に記載の製品。
【請求項17】
様々な組成または粒子サイズの前記ナノ結晶材料またはアモルファス材料を被覆させるために前記電着処理が調整される、請求項15に記載の製品。
【請求項18】
前記電着処理が正極性および負極性の両方の期間を有する電位を持つ、請求項15に記載の製品。
【請求項19】
電位が1回を超えてパルスを生じる、請求項15に記載の製品。
【請求項20】
前記部品の前記形状を前記所望の寸法サイズの範囲内にすべく前記部品表面がその後の処理を受ける、請求項14に記載の製品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2009−537700(P2009−537700A)
【公表日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願番号】特願2009−511162(P2009−511162)
【出願日】平成19年5月9日(2007.5.9)
【国際出願番号】PCT/US2007/068548
【国際公開番号】WO2007/136994
【国際公開日】平成19年11月29日(2007.11.29)
【出願人】(508341245)エクスタリック コーポレイション (4)
【氏名又は名称原語表記】XTALIC CORPORATION
【Fターム(参考)】
【公表日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願日】平成19年5月9日(2007.5.9)
【国際出願番号】PCT/US2007/068548
【国際公開番号】WO2007/136994
【国際公開日】平成19年11月29日(2007.11.29)
【出願人】(508341245)エクスタリック コーポレイション (4)
【氏名又は名称原語表記】XTALIC CORPORATION
【Fターム(参考)】
[ Back to top ]