
コーティングロールの軸受構造、及び塗布装置
【課題】コーティングロールが撓んだり、コーティングロールに重力方向以外の外力が加わったりしても、コーティングロールの回転軸心が変動することがなく、高い回転精度を実現する。
【解決手段】
ロール14の回転軸22を回転自在に支持する油圧式静圧軸受26と、油圧式静圧軸受26を支持すると共に、ロール14の重力方向の撓みにのみ追従するように油圧式静圧軸受26の傾動を許容するすべり軸受27と、を備えた。
【解決手段】
ロール14の回転軸22を回転自在に支持する油圧式静圧軸受26と、油圧式静圧軸受26を支持すると共に、ロール14の重力方向の撓みにのみ追従するように油圧式静圧軸受26の傾動を許容するすべり軸受27と、を備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コーティングロールの軸受構造、及び塗布装置に係り、特に、幅広な塗布面を均一に形成する塗布装置におけるコーティングロールの軸受構造に関する。
【背景技術】
【0002】
従来、コーティングロール装置としては、種々の方式のものが提案されている(例えば、特許文献1)。これらのコーティングロール装置は、いずれも比較的幅の小さいフィルムをガイドしながら、塗布液を塗布するものである。
【0003】
ところで、液晶ディスプレイ等に使用される機能性フィルム(例えば、光学補償フィルム、反射防止フィルム等)の大面積化に伴い、フィルム幅も大きくなり、幅広なコーティングロール装置が必要とされている。
【0004】
しかしながら、幅広なコーティングロール装置では、コーティングロール(以下、単に「ロール」ともいう)の自重による軸撓みが増加し、軸受部へのモーメントが増大することにより回転時にロールの軸ぶれが生じる。また、ロールの長尺化に伴なうロール重量の増加により軸受部への負荷が増大する。この結果、ロールの回転精度が著しく低下し、フィルムに塗布する塗布膜厚さが不均一になるという問題があった。
【0005】
これに対して、例えば、特許文献2では、ロールを回転させる機構として、自動調心機構付軸受(ころ軸受)を用いている。そして、自動調心機構付軸受の回転精度の低さを補うために、ロール内部に気体軸受用外輪を固定し、該気体軸受用外輪の内側に気体軸受用支持軸を設けている。これにより、ロール回転に伴うトルクむらを抑制している。
【0006】
また、特許文献3では、ロールをアンギュラベアリング内輪に固定し、更に内周面にアンギュラベアリング外輪が固定され且つ外周面が球面体をなすハウジングと嵌合させた軸受け構造が提案されている。これによれば、ロールの回動を重力方向、水平方向を問わず自在にしている。また、アンギュラベアリングの軸方向への遊びもなくなるため、高い回転精度を実現できるとされている。
【特許文献1】特開2002−336756号公報
【特許文献2】特開平6−221325号公報
【特許文献3】特開2006−349100号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、上記特許文献2、3の方法では、いずれも転がり軸受を用いるため軸受構造上振動の発生源になり易く、また外部振動も伝達し易くなる。このため、軸受の動特性が低く、振動等の外乱がフィルムに伝わり易いという問題があった。
【0008】
さらに、球面型ハウジングを用いた上記特許文献3では以下のような問題もあった。
【0009】
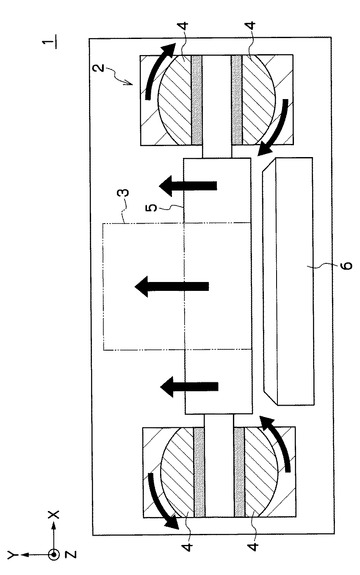
(1)ロールと塗布ヘッドとのクリアランスが変動する。具体的には、図6は、従来の軸受部材2にロール5をセットしたときの上面図であるが、同図に示すように、軸受部材2は、フィルム3の搬送方向にも調心する。すなわち、球面型ハウジングを構成する内輪4の外周面がフィルム3の搬送方向に球面状となっているため、矢印に示すように、フィルム搬送方向(Y方向)にも傾動する。このため、ロール5に水平方向の外力(例えば、フィルム搬送方向のテンション等)が加わると、ロール5と塗布ヘッド6とのクリアランスが大きく変動し、均一な膜厚の塗布面を形成するのが困難となる。
【0010】
(2)球面型ハウジングでロールを調心すると、構造上点接触が増えるため、軸受部の動特性が低下し、振動が生じる。この振動がロールに伝わると、フィルムへの塗布性能に低下させるおそれがある。
【0011】
(3)球面型ハウジングの球面は、加工精度が低く、コスト高となる。
【0012】
さらに、機能性フィルムの生産において高精度な薄層塗布を行うためには、ロールとして1μm以下の高い回転精度が求められている。
【0013】
本発明はこのような事情に鑑みてなされたもので、コーティングロールが撓んだり、コーティングロールに重力方向以外の外力が加わったりしても、コーティングロールの回転軸心が変動することがなく、高い回転精度を実現できるコーティングロールの軸受構造を提供することを目的とする。
【課題を解決するための手段】
【0014】
本発明の請求項1は前記目的を達成するために、コーティングロールの回転軸を回転自在に支持する第1軸受部と、前記第1軸受部を支持すると共に、前記コーティングロールの重力方向の撓みにのみ追従するように前記第1軸受部の傾動を許容する第2軸受部と、を備えたことを特徴とするコーティングロールの軸受構造を提供する。
【0015】
請求項1によれば、コーティングロールの重力方向の撓みにのみ追従するように第1軸受部の傾動を許容する第2軸受部を設ける。これにより、コーティングロールが撓んでも、回転時にロールが軸ぶれしたり、軸受の負荷を増大させたりすることなく、撓んだままの状態で一定の回転軸心を形成して回転する。また、コーティングロールに重力方向以外の外力が加わっても、コーティングロールの回転軸心が変動することがない。これにより、高い回転精度を実現できる。
【0016】
第1軸受部としては、特に限定されないが、例えば、油圧式静圧軸受等が好ましく使用できる。また、外部から侵入する振動等の外乱が少ない場合は、高精度な玉軸受方式やころ軸受方式等を採用できる。また、コーティングロールの重量が小さいなど、軸受にかかる負荷やモーメントの影響が小さい場合は、空気圧を利用した空気圧軸受方式、磁力を利用した磁気軸受方式等も採用できる。
【0017】
請求項2は請求項1において、前記第2軸受部は、前記第1軸受部の外周に設けられ、前記第1軸受部を内周面で支持するすべり軸受部内輪と、前記すべり軸受部内輪の外周に設けられ、該内輪の外周面を摺動自在に支持するすべり軸受部外輪と、を備えたすべり軸受であることを特徴とする。
【0018】
請求項3は請求項2において、前記すべり軸受部内輪は、上下に対向する一対の外周面が前記コーティングロールの軸方向に沿って円弧状の凸状曲面をなすとともに該軸方向を中心として左右に対向する一対の外周面が平面をなした部分円柱形状に形成され、前記すべり軸受部外輪は、上下に対向する一対の内周面が前記コーティングロールの軸方向に沿って前記すべり軸受部内輪の前記一対の外周面と接する円弧状の凹状曲面をなすとともに、該軸方向を中心として左右に対向する一対の内周面が、前記すべり軸受部内輪の前記左右に対向する一対の外周面と接する平面をなした部分円柱形状の空間を有することを特徴とする。
【0019】
請求項3によれば、第2軸受部を構成するすべり軸受部内輪とすべり軸受部外輪の、コーティングロールの軸方向を中心として左右に対向する側面を平面にするので、第2軸受部が該左右方向に傾動するのを制限できる。また、すべり軸受部内輪の上下に対向する2つの外周面が円弧状の凸状曲面をなすので、コーティングロールの軸方向への傾動を許容することができる。
【0020】
これにより、調心に必要な自由度を確保しつつ従来の軸受よりも点接触部を削減できるので、軸受の動特性を向上させた状態で調心することができる。また、従来の球面型のすべり軸受と比べて曲面加工の精度が高いので、すべり軸受部内輪及びすべり軸受部外輪が大径になっても、両者の合わせ加工を精度良く行うことができる。したがって、調心性を高精度化すると共に、低コスト化できる。
【0021】
請求項4は請求項3において、前記円弧状の凸状曲面の曲率半径Rは、前記すべり軸受部内輪の内径dの0.8〜2倍であることを特徴とする。
【0022】
すべり軸受部内輪において、円弧状の凸状曲面の曲率半径が小さすぎると構造上コーティングロールの支持に必要となる剛性が低下し、曲率半径が大き過ぎると十分な調心性を得ることができず、いずれも好ましくない。請求項4によれば、円弧状の凸状曲面の曲率半径は、すべり軸受部内輪の内径d(50〜250mm程度)の0.8〜2倍(40〜500mm程度)とすることで、上記のような不具合を抑制できる。
【0023】
請求項5は請求項3又は4において、前記すべり軸受部内輪の外周面のうち、前記左右に対向する平面間の幅Bと前記曲率半径Rとの比B/Rは1〜5であることを特徴とする。
【0024】
請求項5によれば、重力方向以外の力がすべり軸受部内輪に作用しても、すべり軸受部内輪の位置はすべり軸受部外輪に対して安定となり、すべり軸受部内輪の動特性を低下させることなく高い調心性を発揮できる。すなわち、B/R比が1を下回るとすべり軸受部内輪の動特性が低下し易く、5を超えるとすべり軸受部内輪の重量が増加し円滑に調心し難くなる。このため、B/R比は1〜5程度が好ましい。
【0025】
請求項6は請求項1〜5の何れか1項において、前記一対の第1軸受部は、油圧式静圧軸受であることを特徴とする。
【0026】
請求項6によれば、コーティングロールを支持する軸受方式として、高い振動減衰性、高い回転精度、高い負荷容量等を示す油圧式静圧軸受方式を採用するので、静特性、動特性のいずれも向上させることができる。また、長尺なコーティングロールを支持する第1軸受部において、懸念される回転軸の外周面と第1軸受部の内周面とのかじり(接触)を防ぐこともできる。
【0027】
請求項7は請求項6において、前記油圧式静圧軸受の潤滑油の温度を測定する測定手段と、該測定手段の結果に基づいて、前記潤滑油を所定の温度に制御する温度制御手段と、
を備えたことを特徴とする。
【0028】
幅や重量の大きいコーティングロールを支持するには、高い軸受剛性が必要となる。このため、油圧式静圧軸受における給油圧力は高くなり、潤滑油が発熱し易くなる。この潤滑油の温度は±数℃の範囲の変動においても、軸受の性能に影響を与えるため、潤滑油の温度制御が重要となる。請求項7によれば、このような潤滑油の温度をモニタリングし、潤滑油が所定の温度になるように制御するので、軸受の性能を安定に維持することができる。
【0029】
請求項8は請求項1〜7の何れか1項において、前記コーティングロールの有効面長は3000mm以下であることを特徴とする。
【0030】
このように幅の大きなコーティングロールは、その自重により軸撓みが増加する。請求項9によれば、コーティングロールの有効面長は3000mm以下にするので、コーティングロールの撓み量を一定以下(50μm以下)にすることができる。
【0031】
本発明の請求項9は前記目的を達成するために、コーティングロールの回転軸の両端側に設けられ、前記回転軸を回転自在に支持する一対の軸受部材のうち少なくとも一方が請求項1〜8の何れか1項に記載の軸受構造を有することを特徴とするコーティングロールの軸受構造を提供する。
【0032】
請求項10は請求項9において、前記一対の軸受部材のいずれも請求項1〜8の何れか1項に記載の軸受構造を有すると共に、前記一対の軸受部材のうち一方の第1軸受部がスラスト軸受により支持されたことを特徴とする。
【0033】
コーティングロールをジャーナル式静圧軸受で単純に支持すると、スラスト方向への回転軸の移動が自由になる。このため、コーティングロールのスラスト方向への移動を制限するための軸受機構として、コーティングロールの両端部においてスラスト方向を支持する方法がある。しかし、潤滑油の発熱によるコーティングロールの軸方向への熱膨張が起きた場合、軸方向への遊びがないため、圧縮荷重を受けて変形するおそれがある。請求項10によれば、スラスト軸受をコーティングロールの一方のみに設けるので、上記のような不具合を抑制できる。
【0034】
本発明の請求項11は前記目的を達成するために、塗布ヘッドと、コーティングロールに巻き掛けられて水平方向に走行する帯状のフィルムとの間のクリアランスに塗布液架橋を形成して、前記塗布ヘッドから吐出した塗布液を前記フィルムに塗布するエクストルージョン型の塗布装置において、前記コーティングロールの回転軸を回転自在に支持する一対の軸受部材のうち少なくとも一方が、請求項1〜8の何れか1項に記載の軸受構造を有していることを特徴とする塗布装置を提供する。
【0035】
請求項11によれば、このような塗布装置において、フィルム搬送方向にコーティングロールの回転軸心が変動することがない。このため、フィルムが巻き掛けられるコーティングロールと塗布ヘッドとの間に均一なクリアランスを形成でき、塗布液を均一に塗布することができる。なお、コーティングロールとしては、バックアップロールも含まれる。
【発明の効果】
【0036】
本発明によれば、コーティングロールが撓んだり、コーティングロールに重力方向以外の外力が加わったりしても、コーティングロールの回転軸心が変動することがなく、高い回転精度を実現できる。
【発明を実施するための最良の形態】
【0037】
以下、添付図面に従って、本発明に係るコーティングロールの軸受構造及び塗布装置の好ましい実施の形態について詳説する。
【0038】
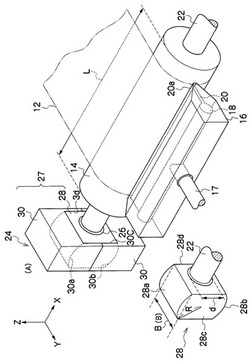
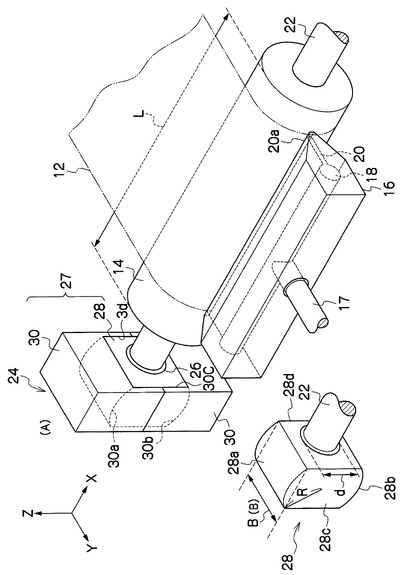
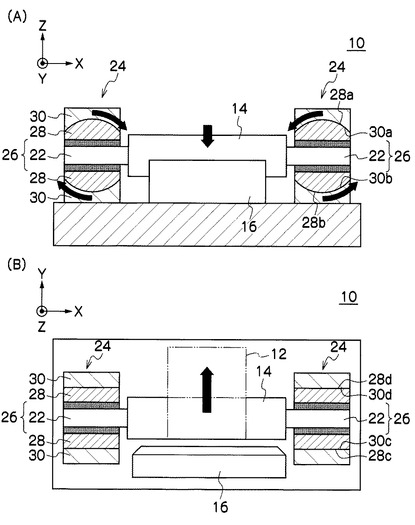
図1は、本発明に係るコーティングロールの軸受構造を備えた塗布装置の概要を説明する斜視図である。このうち、図1(A)は、塗布装置の主要部を示す図であり、図1(B)は、軸受部材の構成部材を示す図である。
【0039】
図1に示すように、塗布装置10は、連続走行するフィルムに対して塗布液を塗布する装置であり、主として、フィルム12が巻き掛けられるバックアップロール14(以下、単に「ロール14」という)と、このロール14に対して所定のクリアランスを設けて配置されるエクストルージョン型の塗布ヘッド16と、より構成される。以下、ロール14の軸方向をX方向、該ロール14の軸方向を中心として左右方向(軸方向に対して水平に直交する方向、又はフィルム搬送方向)をY方向、上下方向(重力方向)をZ方向とし、いずれもプラス側、マイナス側を含むものとする。
【0040】
エクストルージョン型の塗布ヘッド16の内部には、ポケット18がフィルム12の幅方向に形成されている。ポケット18は、スリット20を介して塗布ヘッド16の先端(リップ)のスリット開口部20aに連通している。スリット開口部20aはフィルム12の幅方向に細長く形成され、その幅寸法はフィルム12の幅寸法と略等しくなるように形成されている。そして、図示しない塗布液供給源により供給路17を介してポケット18に供給された塗布液は、スリット20を介してスリット開口部20aから吐出される。そして、塗布ヘッド16の先端と連続走行するフィルム12との間のクリアランスに塗布液架橋(ビード)が形成され、フィルム12に塗布液が転移される。なお、塗布ヘッド16は、図示しない支持部材によって支持されている。
【0041】
ロール14は、フィルム12が巻き掛けられる程度に幅が大きく形成されており、その両端部の回転軸22は、本発明に係る軸受構造を有する軸受部材24によって回転自在に支持されている。
【0042】
本発明に使用されるロール14は、例えば、ロール14の重量は約400kg程度と重く、比較的幅も大きいため自重により重力方向に撓み易い。この撓みが生じると、塗布ヘッド16とロール14とのクリアランス分布が不均一となる。このため、塗布ヘッド16とロール14とのクリアランス分布を均一に保つために、撓んだロール14の形状に塗布ヘッド16の先端形状を合わせる調整を行う必要がある。この調整の際に現れる誤差量は、ロール14が持つ撓み量により影響を受ける。具体的には、ロール14の撓み量の10%程度がクリアランスの調整誤差として現れる。
【0043】
塗布ヘッド16とロール14とのクリアランスの分布精度としては5μm以下が要求されることから、ロール14の撓み量を50μm以下にすることが好ましく、ロール14の有効面長Lとしては3000mm以下とすることが好ましい。
【0044】
しかし、上記調整を行っても、フィルム12がロール14に巻き掛けられて水平方向に搬送されるため、ロール14に加わるフィルム12のテンションの変動やロール14に伝達される搬送方向の外部振動により、塗布ヘッド16とロール14とのクリアランスが変動する。これにより、塗布層の膜厚やフィルム幅方向の膜厚分布が不均一になる。このため、ロール14の軸撓みに追従しながら、軸ぶれ(回転軸心の変動)を生じないようにロール14を安定に支持する(調心する)必要がある。
【0045】
そこで、本発明では、フィルム搬送方向(Y方向)の調心をなくし、ロール14の軸方向(X方向)のみに調心するように軸受部材24を構成する。以下、本発明の特徴部分である軸受部材24について説明する。
【0046】
軸受部材24において、ロール14の回転軸22の外周には、回転軸22を回転自在に支持する油圧式静圧軸受26(第1軸受部)が配設され、更にその外周には、油圧式静圧軸受26を支持すると共にロール14の調心を行うすべり軸受27(第2軸受部)が配設されている。
【0047】
すべり軸受27は、すべり軸受部内輪28とすべり軸受部外輪30とより構成されている。
【0048】
すべり軸受部内輪28は、図1(B)に示すように、すべり軸受部内輪28のZ方向(上下方向)に対向する2つの外周面28a、28bは、X方向に円弧状の凸状曲面をなしており、Y方向(軸方向を中心として左右)に対向する2つの外周面28c、28dは平面をなす部分円柱形状に形成されている。
【0049】
すべり軸受部内輪28の外周には、すべり軸受部内輪28を支持するすべり軸受部外輪30が配設されており、すべり軸受部内輪28を収納するように形成されている。すなわち、外輪30のZ方向(上下方向)に対向する2つの内周面30a、30bは、X方向に円弧状の凹状曲面をなしており、Y方向(軸方向を中心として左右)に対向する2つの内周面30c、30dは平面をなしている(後述の図4参照)。これにより、すべり軸受部内輪28がX方向のみに傾動し、Y方向には傾動しないようになっている。したがって、回転軸22を支持する油圧式静圧軸受26を、X方向のみに傾動するのを許容し、Y方向には傾動しないようにすることができる。
【0050】
すべり軸受部内輪28の外周面28a、28bは、曲率半径Rが小さすぎると構造上ロール14の支持に必要な剛性が低下し、曲率半径Rが大き過ぎると調心性が低下する。このため、すべり軸受部内輪28の外周面28a、28bの曲率半径Rは、すべり軸受部内輪28の内径d(50〜250mm程度)の0.8〜2倍(40〜500mm程度)とすることが好ましい。
【0051】
すべり軸受部内輪28の外周面のうち、Y方向(軸方向を中心として左右)に対向する2つの外周面28c、28d間の幅Bと曲率半径Rとの比(以下、これを「B/R比」という)が1を下回ると、すべり軸受部内輪28の動特性が低下し易く、5を超えるとすべり軸受部内輪28の重量が増加し、円滑に調心できなくなる。このため、B/R比を1〜5とすることが好ましい。
【0052】
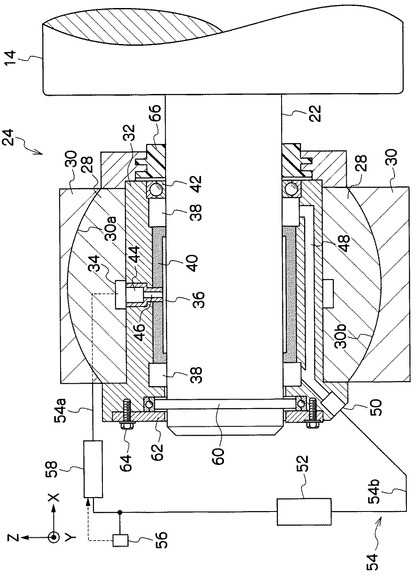
図2は、本発明に係る軸受構造を有する軸受部材24の内部構成を説明する拡大断面図である。なお、同図は、スラスト軸受が設けられた側の軸受部材24を示したものである。
【0053】
すべり軸受部内輪28の内周面には、図2に示すように、回転軸22を回転自在に支持する油圧式静圧軸受26の外周部材32が固定されており、すべり軸受部内輪28と一体となって動くようになっている。また、すべり軸受部内輪28の内周面には、潤滑油を供給するための給油溝34が周方向に設けられている。
【0054】
油圧式静圧軸受26の内壁面と回転軸22との間には、静圧ポケット36及び大気圧解放溝38が周方向及び軸方向に沿って形成され、これらの静圧ポケット36及び大気圧解放溝38は、回転軸22の外周面との間に潤滑油が通過できる程度の微細流路が形成された軸受メタル部材40を介して連通している。大気圧解放溝38は、シール部材42によってシールされている。また、給油溝34に対向する外周部材32の表面には給油口44が形成され、この給油口44と静圧ポケット36とは微細な流路状に形成された給油孔46を介して連通している。静圧ポケット38、38は、重力方向の下部に軸方向に沿って形成された排油孔48と連通しており、排油孔48は排油口50と連通している。
【0055】
これにより、潤滑油は、周方向に形成された給油溝34から、給油口44及び給油孔46を通って、静圧ポケット36、軸受メタル部材40(周方向の微細流路)、及び大気圧解放溝38へ供給される。そして、静圧ポケット36、大気圧解放溝38を循環した潤滑油は、排油孔48へ集められた後、排油口50を介して外部へ排出される。
【0056】
潤滑油を貯留・供給する潤滑油供給源52は、管路54a、54bによって給油溝34、排油口50のそれぞれと連通しており、潤滑油の循環路54が形成されている。潤滑油の循環路54の途中には、潤滑油の温度を測定する温度計56と、潤滑油温度制御機構58が設けられている。温度計56では、潤滑油の温度を常に監視できる状況となっている。また、潤滑油温度制御機構58は、空冷、水冷、冷媒方式等の温調機器を用いて、潤滑油の温度を所定温度となるように制御する。これにより、温度計56における潤滑油の温度測定結果に基づいて、潤滑油温度制御機構58が潤滑油の温度を所定温度となるように制御する。
【0057】
油圧式静圧軸受26の内部において、ロール14とは反対側の大気圧解放溝38の隣には、フランジ状にスラスト軸受60が設けられている。このスラスト軸受60は、ロール14に固定された状態でロール14と共に回転自在となっており、外周部材32の間とねじ64によって固定された固定部材62の間の周方向側面部に、油が潤滑できる程度の微細な流路が形成されている。そして、大気圧解放溝38から流出した潤滑油が、上記微細な流路を通り、潤滑することによりロール14の軸方向への移動を制限するようになっている。油圧式静圧軸受26のロール14側には、必要に応じてラビングシール66が設けられる。
【0058】
なお、上記のスラスト軸受60は、一対の軸受部材24のうちいずれか一方のみに設けられることが好ましい。すなわち、潤滑油が発熱した場合、ロール14の軸方向への熱膨張が起こるが、ロールが長尺化する程その膨張量は大きくなる。ロール14の両端部においてスラスト方向を支持すると、軸方向への遊びがなくなるため、圧縮荷重を受けて変形するおそれもある。したがって、ロール14を支持する一対の軸受部材24のうち、いずれか一方のみにスラスト軸受60を設けることにより、上記のような不具合を抑制する。
【0059】
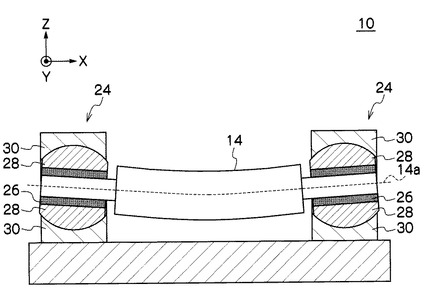
次に、本発明の作用について、図3及び図4を参照して説明する。図3は、ロールが重力方向に撓む様子を説明する説明図であり、図4は、軸受部材24における動作を説明する説明図である。このうち、図4(A)は、塗布装置10における動作を正面からみた図であり、軸受部材24の重力方向での断面図である。また、図4(B)は、塗布装置10における動作を上方からみた図であり、軸受部材24の水平方向での断面図である。
【0060】
まず、潤滑油供給源52を作動させ、給油溝34から油圧式静圧軸受26内の静圧ポケット36及び大気圧解放溝38に潤滑油を供給するとともに、排油孔48、排油口50を介して排出し、潤滑油供給源52に循環させる。このときの油温や油圧は、ロール重量、回転速度、必要となる剛性値等の設計条件に応じて、適切な値に設定する。そして、ロール14を回転させる。
【0061】
ロール14を回転させるうちに、図3に示すように、ロール14が自重により重力方向に撓み、回転軸心14A(点線)が水平から振れた状態になる。
【0062】
このとき、図4(A)に示すように、軸受部材24では、ロール14の撓みに追従して、すべり軸受部内輪28がX方向に傾動する(矢印参照)。したがって、コーティングロールが撓んでも、回転時にロールが軸ぶれしたり、軸受の負荷を増大させたりすることなく、撓んだままの状態で一定の回転軸心を形成して回転する。
【0063】
また、このときの様子を上からみると、図4(B)に示すように、軸受部材24において、Y方向にはすべり軸受部内輪28の外周面28cと外輪30の内周面30c、及びすべり軸受部内輪28の外周面28dとすべり軸受部外輪30の内周面30dとが相互に平面で接しているため、すべり軸受部内輪28はY方向に傾動することなく、安定に固定される。
【0064】
すなわち、ロール14に撓みが生じても、その撓みに追従するようにすべり軸受部内輪28がX方向のみに傾動し、Y方向には傾動することがない。このため、ロール14の回転軸心14A(点線)が変動することがなく、ロール14を高い回転精度で回転自在に支持することができる。さらに、塗布ヘッド16とロール14とのクリアランス分布を均一にすることができる。
【0065】
このように、本実施形態によれば、フィルムの搬送方向へのロールの軸ぶれを抑制し、高い回転精度を実現できる。また、従来の球面型のすべり軸受と比べて、本発明の部分円柱型のすべり軸受は曲面加工の精度が高いので、すべり軸受部内輪及びすべり軸受部外輪が大径になっても両者の合わせ加工を精度良く行うことができる。したがって、調心性を高精度化できるとともに、低コスト化することができる。
【0066】
なお、本発明に使用されるフィルム12としては、公知の各種フィルムを使用できる。一般的には、ポリエチレンテレフタレート、ポリエチレン−2,6−ナフタレート、セルロースダイアセテート、セルローストリアセテート、セルロースアセテートプロピオネート、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリカーボネート、ポリイミド、ポリアミド等の公知の各種プラスチックフィルム、紙、紙にポリエチレン、ポロプロピレン、エチレンブテン共重合体等の炭素数が2〜10のα−ポリオレフィン類を塗布又はラミネートした各種積層紙、アルミニウム、銅、スズ等の金属箔等、帯状基材の表面に予備的な加工層を形成させたもの、あるいはこれらを積層した各種複合材が含まれる。
【0067】
以上、本発明に係るロールの軸受構造の好ましい実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、各種の態様が採り得る。
【0068】
たとえば、上記各実施形態では、回転軸22を支持する第1軸受部として、高い振動減衰性、高い回転精度、高い負荷容量等において信頼性のある油圧式静圧軸受26を採用したが、これに限定されず、各種軸受を使用することができる。また、外部から侵入する振動等の外乱が少ない場合は、高精度な玉軸受方式やころ軸受方式等を採用できる。また、ロールの重量が小さい等、必要とする負荷容量が小さく、モーメントの影響が小さい場合は、空気圧を利用した空気圧軸受方式、磁力を利用した磁気軸受方式等も採用できる。
【0069】
上記各実施形態では、本発明に係る軸受構造を有する軸受部材24をロール14の両端に配置したが、これに限定されることはなく、一方のみに配置してもよい。この場合についても、上述したのと同様の効果を得ることができる。
【0070】
また、本実施形態では、エクストルージョン型の塗布ヘッドを用いた塗布装置において、フィルムが巻き掛けられるバックアップロールを支持する軸受構造について説明したが、これに限定されず、例えば、ロールで掻き上げた塗布液をフィルムに転写するバー塗布装置における塗布バーとしても使用できる。
【実施例】
【0071】
以下、本発明に係る実施例を説明するが、これらの実施例に限定されるものではない。
【0072】
ロール14の有効面長を変えたときの、撓み量を測定した。
【0073】
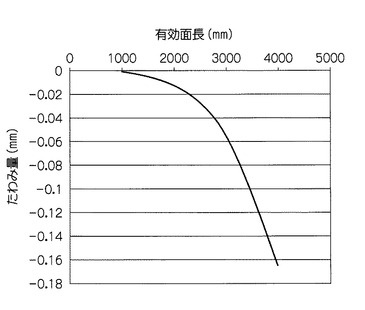
材質がSCMで、外径120mmのロール14において、ロール14の幅方向の有効面長を1000〜4000mmの範囲で変えた。ロール14の撓み量は、レーザ変位計により、ロール有効面両端部と中央部の計3点について測定した。この結果を、図5に示す。
【0074】
図5に示すように、ロール14の有効面長が3000mmを超えると、撓み量が比例的に増加するのに対して、ロール14の有効面長が3000mmを下回ると、撓み量が50μm以下と比較的小さくなることがわかった。
【0075】
また、調心性の観点から、すべり軸受部内輪28の好ましいサイズ及び形状について検討した。
【0076】
内輪28の外周面28a、28bの曲率半径Rを100mmとしたとき、内輪28の2つの対向する外周面28c、28d間の幅Bを変えることにより、B/R比による調心性への影響を評価した。軸受の調心性は目視観察により行い、以下の基準で評価した。
【0077】
◎…調心性が極めて高い、○…調心性が高い、△…調心性がやや低いが実用上問題ないレベル、×…調心性が低い
この結果を表1に示す。
【0078】
【表1】

【0079】
表1に示すように、B/R比が1〜5、好ましくは2〜3であると、動特性を低下させることなく高い調心性を示すことがわかった。ただし、いずれも実用上問題ないレベルではあるが、B/R比が1よりも小さくなると、すべり軸受部内輪28の動特性がやや低下する傾向がみられ、B/R比が5よりも大きくなると、すべり軸受部内輪28の重量が増加し、円滑に調心し難くなる傾向がみられた。
【0080】
以上より、すべり軸受部内輪28のY方向の平面間の幅BとZ方向の曲率半径Rとの比(B/R比)を1〜5とすることで、高い調心性を安定に維持できることがわかった。
【図面の簡単な説明】
【0081】
【図1】本発明に係るコーティングロールの軸受構造を備えた塗布装置の概要を説明する斜視図である。
【図2】図1における軸受部材の内部構成を説明する拡大断面図である。
【図3】ロールが重力方向に撓む様子を説明する説明図である。
【図4】図1の塗布装置における動作を説明する説明図である。
【図5】本実施例の結果を示すグラフ図である。
【図6】従来の球面型ハウジングを備えた軸受部材の上方からみた水平断面図である。
【符号の説明】
【0082】
10…塗布装置、12…フィルム、14…ロール、16…塗布ヘッド、22…回転軸、24…軸受部材、26…油圧式静圧軸受、27…すべり軸受、28…すべり軸受部内輪、28a、28b…すべり軸受部内輪の外周面(Z方向)、28c、28d…すべり軸受部内輪の外周面(Y方向)、30…すべり軸受部外輪、30a、30b…すべり軸受部外輪の内周面(Z方向)、30c、30d…すべり軸受部外輪の内周面(Y方向)、36…静圧ポケット、38…大気圧解放溝、56…温度計、58…潤滑油温度制御機構、60…スラスト軸受
【技術分野】
【0001】
本発明は、コーティングロールの軸受構造、及び塗布装置に係り、特に、幅広な塗布面を均一に形成する塗布装置におけるコーティングロールの軸受構造に関する。
【背景技術】
【0002】
従来、コーティングロール装置としては、種々の方式のものが提案されている(例えば、特許文献1)。これらのコーティングロール装置は、いずれも比較的幅の小さいフィルムをガイドしながら、塗布液を塗布するものである。
【0003】
ところで、液晶ディスプレイ等に使用される機能性フィルム(例えば、光学補償フィルム、反射防止フィルム等)の大面積化に伴い、フィルム幅も大きくなり、幅広なコーティングロール装置が必要とされている。
【0004】
しかしながら、幅広なコーティングロール装置では、コーティングロール(以下、単に「ロール」ともいう)の自重による軸撓みが増加し、軸受部へのモーメントが増大することにより回転時にロールの軸ぶれが生じる。また、ロールの長尺化に伴なうロール重量の増加により軸受部への負荷が増大する。この結果、ロールの回転精度が著しく低下し、フィルムに塗布する塗布膜厚さが不均一になるという問題があった。
【0005】
これに対して、例えば、特許文献2では、ロールを回転させる機構として、自動調心機構付軸受(ころ軸受)を用いている。そして、自動調心機構付軸受の回転精度の低さを補うために、ロール内部に気体軸受用外輪を固定し、該気体軸受用外輪の内側に気体軸受用支持軸を設けている。これにより、ロール回転に伴うトルクむらを抑制している。
【0006】
また、特許文献3では、ロールをアンギュラベアリング内輪に固定し、更に内周面にアンギュラベアリング外輪が固定され且つ外周面が球面体をなすハウジングと嵌合させた軸受け構造が提案されている。これによれば、ロールの回動を重力方向、水平方向を問わず自在にしている。また、アンギュラベアリングの軸方向への遊びもなくなるため、高い回転精度を実現できるとされている。
【特許文献1】特開2002−336756号公報
【特許文献2】特開平6−221325号公報
【特許文献3】特開2006−349100号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、上記特許文献2、3の方法では、いずれも転がり軸受を用いるため軸受構造上振動の発生源になり易く、また外部振動も伝達し易くなる。このため、軸受の動特性が低く、振動等の外乱がフィルムに伝わり易いという問題があった。
【0008】
さらに、球面型ハウジングを用いた上記特許文献3では以下のような問題もあった。
【0009】
(1)ロールと塗布ヘッドとのクリアランスが変動する。具体的には、図6は、従来の軸受部材2にロール5をセットしたときの上面図であるが、同図に示すように、軸受部材2は、フィルム3の搬送方向にも調心する。すなわち、球面型ハウジングを構成する内輪4の外周面がフィルム3の搬送方向に球面状となっているため、矢印に示すように、フィルム搬送方向(Y方向)にも傾動する。このため、ロール5に水平方向の外力(例えば、フィルム搬送方向のテンション等)が加わると、ロール5と塗布ヘッド6とのクリアランスが大きく変動し、均一な膜厚の塗布面を形成するのが困難となる。
【0010】
(2)球面型ハウジングでロールを調心すると、構造上点接触が増えるため、軸受部の動特性が低下し、振動が生じる。この振動がロールに伝わると、フィルムへの塗布性能に低下させるおそれがある。
【0011】
(3)球面型ハウジングの球面は、加工精度が低く、コスト高となる。
【0012】
さらに、機能性フィルムの生産において高精度な薄層塗布を行うためには、ロールとして1μm以下の高い回転精度が求められている。
【0013】
本発明はこのような事情に鑑みてなされたもので、コーティングロールが撓んだり、コーティングロールに重力方向以外の外力が加わったりしても、コーティングロールの回転軸心が変動することがなく、高い回転精度を実現できるコーティングロールの軸受構造を提供することを目的とする。
【課題を解決するための手段】
【0014】
本発明の請求項1は前記目的を達成するために、コーティングロールの回転軸を回転自在に支持する第1軸受部と、前記第1軸受部を支持すると共に、前記コーティングロールの重力方向の撓みにのみ追従するように前記第1軸受部の傾動を許容する第2軸受部と、を備えたことを特徴とするコーティングロールの軸受構造を提供する。
【0015】
請求項1によれば、コーティングロールの重力方向の撓みにのみ追従するように第1軸受部の傾動を許容する第2軸受部を設ける。これにより、コーティングロールが撓んでも、回転時にロールが軸ぶれしたり、軸受の負荷を増大させたりすることなく、撓んだままの状態で一定の回転軸心を形成して回転する。また、コーティングロールに重力方向以外の外力が加わっても、コーティングロールの回転軸心が変動することがない。これにより、高い回転精度を実現できる。
【0016】
第1軸受部としては、特に限定されないが、例えば、油圧式静圧軸受等が好ましく使用できる。また、外部から侵入する振動等の外乱が少ない場合は、高精度な玉軸受方式やころ軸受方式等を採用できる。また、コーティングロールの重量が小さいなど、軸受にかかる負荷やモーメントの影響が小さい場合は、空気圧を利用した空気圧軸受方式、磁力を利用した磁気軸受方式等も採用できる。
【0017】
請求項2は請求項1において、前記第2軸受部は、前記第1軸受部の外周に設けられ、前記第1軸受部を内周面で支持するすべり軸受部内輪と、前記すべり軸受部内輪の外周に設けられ、該内輪の外周面を摺動自在に支持するすべり軸受部外輪と、を備えたすべり軸受であることを特徴とする。
【0018】
請求項3は請求項2において、前記すべり軸受部内輪は、上下に対向する一対の外周面が前記コーティングロールの軸方向に沿って円弧状の凸状曲面をなすとともに該軸方向を中心として左右に対向する一対の外周面が平面をなした部分円柱形状に形成され、前記すべり軸受部外輪は、上下に対向する一対の内周面が前記コーティングロールの軸方向に沿って前記すべり軸受部内輪の前記一対の外周面と接する円弧状の凹状曲面をなすとともに、該軸方向を中心として左右に対向する一対の内周面が、前記すべり軸受部内輪の前記左右に対向する一対の外周面と接する平面をなした部分円柱形状の空間を有することを特徴とする。
【0019】
請求項3によれば、第2軸受部を構成するすべり軸受部内輪とすべり軸受部外輪の、コーティングロールの軸方向を中心として左右に対向する側面を平面にするので、第2軸受部が該左右方向に傾動するのを制限できる。また、すべり軸受部内輪の上下に対向する2つの外周面が円弧状の凸状曲面をなすので、コーティングロールの軸方向への傾動を許容することができる。
【0020】
これにより、調心に必要な自由度を確保しつつ従来の軸受よりも点接触部を削減できるので、軸受の動特性を向上させた状態で調心することができる。また、従来の球面型のすべり軸受と比べて曲面加工の精度が高いので、すべり軸受部内輪及びすべり軸受部外輪が大径になっても、両者の合わせ加工を精度良く行うことができる。したがって、調心性を高精度化すると共に、低コスト化できる。
【0021】
請求項4は請求項3において、前記円弧状の凸状曲面の曲率半径Rは、前記すべり軸受部内輪の内径dの0.8〜2倍であることを特徴とする。
【0022】
すべり軸受部内輪において、円弧状の凸状曲面の曲率半径が小さすぎると構造上コーティングロールの支持に必要となる剛性が低下し、曲率半径が大き過ぎると十分な調心性を得ることができず、いずれも好ましくない。請求項4によれば、円弧状の凸状曲面の曲率半径は、すべり軸受部内輪の内径d(50〜250mm程度)の0.8〜2倍(40〜500mm程度)とすることで、上記のような不具合を抑制できる。
【0023】
請求項5は請求項3又は4において、前記すべり軸受部内輪の外周面のうち、前記左右に対向する平面間の幅Bと前記曲率半径Rとの比B/Rは1〜5であることを特徴とする。
【0024】
請求項5によれば、重力方向以外の力がすべり軸受部内輪に作用しても、すべり軸受部内輪の位置はすべり軸受部外輪に対して安定となり、すべり軸受部内輪の動特性を低下させることなく高い調心性を発揮できる。すなわち、B/R比が1を下回るとすべり軸受部内輪の動特性が低下し易く、5を超えるとすべり軸受部内輪の重量が増加し円滑に調心し難くなる。このため、B/R比は1〜5程度が好ましい。
【0025】
請求項6は請求項1〜5の何れか1項において、前記一対の第1軸受部は、油圧式静圧軸受であることを特徴とする。
【0026】
請求項6によれば、コーティングロールを支持する軸受方式として、高い振動減衰性、高い回転精度、高い負荷容量等を示す油圧式静圧軸受方式を採用するので、静特性、動特性のいずれも向上させることができる。また、長尺なコーティングロールを支持する第1軸受部において、懸念される回転軸の外周面と第1軸受部の内周面とのかじり(接触)を防ぐこともできる。
【0027】
請求項7は請求項6において、前記油圧式静圧軸受の潤滑油の温度を測定する測定手段と、該測定手段の結果に基づいて、前記潤滑油を所定の温度に制御する温度制御手段と、
を備えたことを特徴とする。
【0028】
幅や重量の大きいコーティングロールを支持するには、高い軸受剛性が必要となる。このため、油圧式静圧軸受における給油圧力は高くなり、潤滑油が発熱し易くなる。この潤滑油の温度は±数℃の範囲の変動においても、軸受の性能に影響を与えるため、潤滑油の温度制御が重要となる。請求項7によれば、このような潤滑油の温度をモニタリングし、潤滑油が所定の温度になるように制御するので、軸受の性能を安定に維持することができる。
【0029】
請求項8は請求項1〜7の何れか1項において、前記コーティングロールの有効面長は3000mm以下であることを特徴とする。
【0030】
このように幅の大きなコーティングロールは、その自重により軸撓みが増加する。請求項9によれば、コーティングロールの有効面長は3000mm以下にするので、コーティングロールの撓み量を一定以下(50μm以下)にすることができる。
【0031】
本発明の請求項9は前記目的を達成するために、コーティングロールの回転軸の両端側に設けられ、前記回転軸を回転自在に支持する一対の軸受部材のうち少なくとも一方が請求項1〜8の何れか1項に記載の軸受構造を有することを特徴とするコーティングロールの軸受構造を提供する。
【0032】
請求項10は請求項9において、前記一対の軸受部材のいずれも請求項1〜8の何れか1項に記載の軸受構造を有すると共に、前記一対の軸受部材のうち一方の第1軸受部がスラスト軸受により支持されたことを特徴とする。
【0033】
コーティングロールをジャーナル式静圧軸受で単純に支持すると、スラスト方向への回転軸の移動が自由になる。このため、コーティングロールのスラスト方向への移動を制限するための軸受機構として、コーティングロールの両端部においてスラスト方向を支持する方法がある。しかし、潤滑油の発熱によるコーティングロールの軸方向への熱膨張が起きた場合、軸方向への遊びがないため、圧縮荷重を受けて変形するおそれがある。請求項10によれば、スラスト軸受をコーティングロールの一方のみに設けるので、上記のような不具合を抑制できる。
【0034】
本発明の請求項11は前記目的を達成するために、塗布ヘッドと、コーティングロールに巻き掛けられて水平方向に走行する帯状のフィルムとの間のクリアランスに塗布液架橋を形成して、前記塗布ヘッドから吐出した塗布液を前記フィルムに塗布するエクストルージョン型の塗布装置において、前記コーティングロールの回転軸を回転自在に支持する一対の軸受部材のうち少なくとも一方が、請求項1〜8の何れか1項に記載の軸受構造を有していることを特徴とする塗布装置を提供する。
【0035】
請求項11によれば、このような塗布装置において、フィルム搬送方向にコーティングロールの回転軸心が変動することがない。このため、フィルムが巻き掛けられるコーティングロールと塗布ヘッドとの間に均一なクリアランスを形成でき、塗布液を均一に塗布することができる。なお、コーティングロールとしては、バックアップロールも含まれる。
【発明の効果】
【0036】
本発明によれば、コーティングロールが撓んだり、コーティングロールに重力方向以外の外力が加わったりしても、コーティングロールの回転軸心が変動することがなく、高い回転精度を実現できる。
【発明を実施するための最良の形態】
【0037】
以下、添付図面に従って、本発明に係るコーティングロールの軸受構造及び塗布装置の好ましい実施の形態について詳説する。
【0038】
図1は、本発明に係るコーティングロールの軸受構造を備えた塗布装置の概要を説明する斜視図である。このうち、図1(A)は、塗布装置の主要部を示す図であり、図1(B)は、軸受部材の構成部材を示す図である。
【0039】
図1に示すように、塗布装置10は、連続走行するフィルムに対して塗布液を塗布する装置であり、主として、フィルム12が巻き掛けられるバックアップロール14(以下、単に「ロール14」という)と、このロール14に対して所定のクリアランスを設けて配置されるエクストルージョン型の塗布ヘッド16と、より構成される。以下、ロール14の軸方向をX方向、該ロール14の軸方向を中心として左右方向(軸方向に対して水平に直交する方向、又はフィルム搬送方向)をY方向、上下方向(重力方向)をZ方向とし、いずれもプラス側、マイナス側を含むものとする。
【0040】
エクストルージョン型の塗布ヘッド16の内部には、ポケット18がフィルム12の幅方向に形成されている。ポケット18は、スリット20を介して塗布ヘッド16の先端(リップ)のスリット開口部20aに連通している。スリット開口部20aはフィルム12の幅方向に細長く形成され、その幅寸法はフィルム12の幅寸法と略等しくなるように形成されている。そして、図示しない塗布液供給源により供給路17を介してポケット18に供給された塗布液は、スリット20を介してスリット開口部20aから吐出される。そして、塗布ヘッド16の先端と連続走行するフィルム12との間のクリアランスに塗布液架橋(ビード)が形成され、フィルム12に塗布液が転移される。なお、塗布ヘッド16は、図示しない支持部材によって支持されている。
【0041】
ロール14は、フィルム12が巻き掛けられる程度に幅が大きく形成されており、その両端部の回転軸22は、本発明に係る軸受構造を有する軸受部材24によって回転自在に支持されている。
【0042】
本発明に使用されるロール14は、例えば、ロール14の重量は約400kg程度と重く、比較的幅も大きいため自重により重力方向に撓み易い。この撓みが生じると、塗布ヘッド16とロール14とのクリアランス分布が不均一となる。このため、塗布ヘッド16とロール14とのクリアランス分布を均一に保つために、撓んだロール14の形状に塗布ヘッド16の先端形状を合わせる調整を行う必要がある。この調整の際に現れる誤差量は、ロール14が持つ撓み量により影響を受ける。具体的には、ロール14の撓み量の10%程度がクリアランスの調整誤差として現れる。
【0043】
塗布ヘッド16とロール14とのクリアランスの分布精度としては5μm以下が要求されることから、ロール14の撓み量を50μm以下にすることが好ましく、ロール14の有効面長Lとしては3000mm以下とすることが好ましい。
【0044】
しかし、上記調整を行っても、フィルム12がロール14に巻き掛けられて水平方向に搬送されるため、ロール14に加わるフィルム12のテンションの変動やロール14に伝達される搬送方向の外部振動により、塗布ヘッド16とロール14とのクリアランスが変動する。これにより、塗布層の膜厚やフィルム幅方向の膜厚分布が不均一になる。このため、ロール14の軸撓みに追従しながら、軸ぶれ(回転軸心の変動)を生じないようにロール14を安定に支持する(調心する)必要がある。
【0045】
そこで、本発明では、フィルム搬送方向(Y方向)の調心をなくし、ロール14の軸方向(X方向)のみに調心するように軸受部材24を構成する。以下、本発明の特徴部分である軸受部材24について説明する。
【0046】
軸受部材24において、ロール14の回転軸22の外周には、回転軸22を回転自在に支持する油圧式静圧軸受26(第1軸受部)が配設され、更にその外周には、油圧式静圧軸受26を支持すると共にロール14の調心を行うすべり軸受27(第2軸受部)が配設されている。
【0047】
すべり軸受27は、すべり軸受部内輪28とすべり軸受部外輪30とより構成されている。
【0048】
すべり軸受部内輪28は、図1(B)に示すように、すべり軸受部内輪28のZ方向(上下方向)に対向する2つの外周面28a、28bは、X方向に円弧状の凸状曲面をなしており、Y方向(軸方向を中心として左右)に対向する2つの外周面28c、28dは平面をなす部分円柱形状に形成されている。
【0049】
すべり軸受部内輪28の外周には、すべり軸受部内輪28を支持するすべり軸受部外輪30が配設されており、すべり軸受部内輪28を収納するように形成されている。すなわち、外輪30のZ方向(上下方向)に対向する2つの内周面30a、30bは、X方向に円弧状の凹状曲面をなしており、Y方向(軸方向を中心として左右)に対向する2つの内周面30c、30dは平面をなしている(後述の図4参照)。これにより、すべり軸受部内輪28がX方向のみに傾動し、Y方向には傾動しないようになっている。したがって、回転軸22を支持する油圧式静圧軸受26を、X方向のみに傾動するのを許容し、Y方向には傾動しないようにすることができる。
【0050】
すべり軸受部内輪28の外周面28a、28bは、曲率半径Rが小さすぎると構造上ロール14の支持に必要な剛性が低下し、曲率半径Rが大き過ぎると調心性が低下する。このため、すべり軸受部内輪28の外周面28a、28bの曲率半径Rは、すべり軸受部内輪28の内径d(50〜250mm程度)の0.8〜2倍(40〜500mm程度)とすることが好ましい。
【0051】
すべり軸受部内輪28の外周面のうち、Y方向(軸方向を中心として左右)に対向する2つの外周面28c、28d間の幅Bと曲率半径Rとの比(以下、これを「B/R比」という)が1を下回ると、すべり軸受部内輪28の動特性が低下し易く、5を超えるとすべり軸受部内輪28の重量が増加し、円滑に調心できなくなる。このため、B/R比を1〜5とすることが好ましい。
【0052】
図2は、本発明に係る軸受構造を有する軸受部材24の内部構成を説明する拡大断面図である。なお、同図は、スラスト軸受が設けられた側の軸受部材24を示したものである。
【0053】
すべり軸受部内輪28の内周面には、図2に示すように、回転軸22を回転自在に支持する油圧式静圧軸受26の外周部材32が固定されており、すべり軸受部内輪28と一体となって動くようになっている。また、すべり軸受部内輪28の内周面には、潤滑油を供給するための給油溝34が周方向に設けられている。
【0054】
油圧式静圧軸受26の内壁面と回転軸22との間には、静圧ポケット36及び大気圧解放溝38が周方向及び軸方向に沿って形成され、これらの静圧ポケット36及び大気圧解放溝38は、回転軸22の外周面との間に潤滑油が通過できる程度の微細流路が形成された軸受メタル部材40を介して連通している。大気圧解放溝38は、シール部材42によってシールされている。また、給油溝34に対向する外周部材32の表面には給油口44が形成され、この給油口44と静圧ポケット36とは微細な流路状に形成された給油孔46を介して連通している。静圧ポケット38、38は、重力方向の下部に軸方向に沿って形成された排油孔48と連通しており、排油孔48は排油口50と連通している。
【0055】
これにより、潤滑油は、周方向に形成された給油溝34から、給油口44及び給油孔46を通って、静圧ポケット36、軸受メタル部材40(周方向の微細流路)、及び大気圧解放溝38へ供給される。そして、静圧ポケット36、大気圧解放溝38を循環した潤滑油は、排油孔48へ集められた後、排油口50を介して外部へ排出される。
【0056】
潤滑油を貯留・供給する潤滑油供給源52は、管路54a、54bによって給油溝34、排油口50のそれぞれと連通しており、潤滑油の循環路54が形成されている。潤滑油の循環路54の途中には、潤滑油の温度を測定する温度計56と、潤滑油温度制御機構58が設けられている。温度計56では、潤滑油の温度を常に監視できる状況となっている。また、潤滑油温度制御機構58は、空冷、水冷、冷媒方式等の温調機器を用いて、潤滑油の温度を所定温度となるように制御する。これにより、温度計56における潤滑油の温度測定結果に基づいて、潤滑油温度制御機構58が潤滑油の温度を所定温度となるように制御する。
【0057】
油圧式静圧軸受26の内部において、ロール14とは反対側の大気圧解放溝38の隣には、フランジ状にスラスト軸受60が設けられている。このスラスト軸受60は、ロール14に固定された状態でロール14と共に回転自在となっており、外周部材32の間とねじ64によって固定された固定部材62の間の周方向側面部に、油が潤滑できる程度の微細な流路が形成されている。そして、大気圧解放溝38から流出した潤滑油が、上記微細な流路を通り、潤滑することによりロール14の軸方向への移動を制限するようになっている。油圧式静圧軸受26のロール14側には、必要に応じてラビングシール66が設けられる。
【0058】
なお、上記のスラスト軸受60は、一対の軸受部材24のうちいずれか一方のみに設けられることが好ましい。すなわち、潤滑油が発熱した場合、ロール14の軸方向への熱膨張が起こるが、ロールが長尺化する程その膨張量は大きくなる。ロール14の両端部においてスラスト方向を支持すると、軸方向への遊びがなくなるため、圧縮荷重を受けて変形するおそれもある。したがって、ロール14を支持する一対の軸受部材24のうち、いずれか一方のみにスラスト軸受60を設けることにより、上記のような不具合を抑制する。
【0059】
次に、本発明の作用について、図3及び図4を参照して説明する。図3は、ロールが重力方向に撓む様子を説明する説明図であり、図4は、軸受部材24における動作を説明する説明図である。このうち、図4(A)は、塗布装置10における動作を正面からみた図であり、軸受部材24の重力方向での断面図である。また、図4(B)は、塗布装置10における動作を上方からみた図であり、軸受部材24の水平方向での断面図である。
【0060】
まず、潤滑油供給源52を作動させ、給油溝34から油圧式静圧軸受26内の静圧ポケット36及び大気圧解放溝38に潤滑油を供給するとともに、排油孔48、排油口50を介して排出し、潤滑油供給源52に循環させる。このときの油温や油圧は、ロール重量、回転速度、必要となる剛性値等の設計条件に応じて、適切な値に設定する。そして、ロール14を回転させる。
【0061】
ロール14を回転させるうちに、図3に示すように、ロール14が自重により重力方向に撓み、回転軸心14A(点線)が水平から振れた状態になる。
【0062】
このとき、図4(A)に示すように、軸受部材24では、ロール14の撓みに追従して、すべり軸受部内輪28がX方向に傾動する(矢印参照)。したがって、コーティングロールが撓んでも、回転時にロールが軸ぶれしたり、軸受の負荷を増大させたりすることなく、撓んだままの状態で一定の回転軸心を形成して回転する。
【0063】
また、このときの様子を上からみると、図4(B)に示すように、軸受部材24において、Y方向にはすべり軸受部内輪28の外周面28cと外輪30の内周面30c、及びすべり軸受部内輪28の外周面28dとすべり軸受部外輪30の内周面30dとが相互に平面で接しているため、すべり軸受部内輪28はY方向に傾動することなく、安定に固定される。
【0064】
すなわち、ロール14に撓みが生じても、その撓みに追従するようにすべり軸受部内輪28がX方向のみに傾動し、Y方向には傾動することがない。このため、ロール14の回転軸心14A(点線)が変動することがなく、ロール14を高い回転精度で回転自在に支持することができる。さらに、塗布ヘッド16とロール14とのクリアランス分布を均一にすることができる。
【0065】
このように、本実施形態によれば、フィルムの搬送方向へのロールの軸ぶれを抑制し、高い回転精度を実現できる。また、従来の球面型のすべり軸受と比べて、本発明の部分円柱型のすべり軸受は曲面加工の精度が高いので、すべり軸受部内輪及びすべり軸受部外輪が大径になっても両者の合わせ加工を精度良く行うことができる。したがって、調心性を高精度化できるとともに、低コスト化することができる。
【0066】
なお、本発明に使用されるフィルム12としては、公知の各種フィルムを使用できる。一般的には、ポリエチレンテレフタレート、ポリエチレン−2,6−ナフタレート、セルロースダイアセテート、セルローストリアセテート、セルロースアセテートプロピオネート、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリカーボネート、ポリイミド、ポリアミド等の公知の各種プラスチックフィルム、紙、紙にポリエチレン、ポロプロピレン、エチレンブテン共重合体等の炭素数が2〜10のα−ポリオレフィン類を塗布又はラミネートした各種積層紙、アルミニウム、銅、スズ等の金属箔等、帯状基材の表面に予備的な加工層を形成させたもの、あるいはこれらを積層した各種複合材が含まれる。
【0067】
以上、本発明に係るロールの軸受構造の好ましい実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、各種の態様が採り得る。
【0068】
たとえば、上記各実施形態では、回転軸22を支持する第1軸受部として、高い振動減衰性、高い回転精度、高い負荷容量等において信頼性のある油圧式静圧軸受26を採用したが、これに限定されず、各種軸受を使用することができる。また、外部から侵入する振動等の外乱が少ない場合は、高精度な玉軸受方式やころ軸受方式等を採用できる。また、ロールの重量が小さい等、必要とする負荷容量が小さく、モーメントの影響が小さい場合は、空気圧を利用した空気圧軸受方式、磁力を利用した磁気軸受方式等も採用できる。
【0069】
上記各実施形態では、本発明に係る軸受構造を有する軸受部材24をロール14の両端に配置したが、これに限定されることはなく、一方のみに配置してもよい。この場合についても、上述したのと同様の効果を得ることができる。
【0070】
また、本実施形態では、エクストルージョン型の塗布ヘッドを用いた塗布装置において、フィルムが巻き掛けられるバックアップロールを支持する軸受構造について説明したが、これに限定されず、例えば、ロールで掻き上げた塗布液をフィルムに転写するバー塗布装置における塗布バーとしても使用できる。
【実施例】
【0071】
以下、本発明に係る実施例を説明するが、これらの実施例に限定されるものではない。
【0072】
ロール14の有効面長を変えたときの、撓み量を測定した。
【0073】
材質がSCMで、外径120mmのロール14において、ロール14の幅方向の有効面長を1000〜4000mmの範囲で変えた。ロール14の撓み量は、レーザ変位計により、ロール有効面両端部と中央部の計3点について測定した。この結果を、図5に示す。
【0074】
図5に示すように、ロール14の有効面長が3000mmを超えると、撓み量が比例的に増加するのに対して、ロール14の有効面長が3000mmを下回ると、撓み量が50μm以下と比較的小さくなることがわかった。
【0075】
また、調心性の観点から、すべり軸受部内輪28の好ましいサイズ及び形状について検討した。
【0076】
内輪28の外周面28a、28bの曲率半径Rを100mmとしたとき、内輪28の2つの対向する外周面28c、28d間の幅Bを変えることにより、B/R比による調心性への影響を評価した。軸受の調心性は目視観察により行い、以下の基準で評価した。
【0077】
◎…調心性が極めて高い、○…調心性が高い、△…調心性がやや低いが実用上問題ないレベル、×…調心性が低い
この結果を表1に示す。
【0078】
【表1】
【0079】
表1に示すように、B/R比が1〜5、好ましくは2〜3であると、動特性を低下させることなく高い調心性を示すことがわかった。ただし、いずれも実用上問題ないレベルではあるが、B/R比が1よりも小さくなると、すべり軸受部内輪28の動特性がやや低下する傾向がみられ、B/R比が5よりも大きくなると、すべり軸受部内輪28の重量が増加し、円滑に調心し難くなる傾向がみられた。
【0080】
以上より、すべり軸受部内輪28のY方向の平面間の幅BとZ方向の曲率半径Rとの比(B/R比)を1〜5とすることで、高い調心性を安定に維持できることがわかった。
【図面の簡単な説明】
【0081】
【図1】本発明に係るコーティングロールの軸受構造を備えた塗布装置の概要を説明する斜視図である。
【図2】図1における軸受部材の内部構成を説明する拡大断面図である。
【図3】ロールが重力方向に撓む様子を説明する説明図である。
【図4】図1の塗布装置における動作を説明する説明図である。
【図5】本実施例の結果を示すグラフ図である。
【図6】従来の球面型ハウジングを備えた軸受部材の上方からみた水平断面図である。
【符号の説明】
【0082】
10…塗布装置、12…フィルム、14…ロール、16…塗布ヘッド、22…回転軸、24…軸受部材、26…油圧式静圧軸受、27…すべり軸受、28…すべり軸受部内輪、28a、28b…すべり軸受部内輪の外周面(Z方向)、28c、28d…すべり軸受部内輪の外周面(Y方向)、30…すべり軸受部外輪、30a、30b…すべり軸受部外輪の内周面(Z方向)、30c、30d…すべり軸受部外輪の内周面(Y方向)、36…静圧ポケット、38…大気圧解放溝、56…温度計、58…潤滑油温度制御機構、60…スラスト軸受
【特許請求の範囲】
【請求項1】
コーティングロールの回転軸を回転自在に支持する第1軸受部と、
前記第1軸受部を支持すると共に、前記コーティングロールの重力方向の撓みにのみ追従するように前記第1軸受部の傾動を許容する第2軸受部と、
を備えたことを特徴とするコーティングロールの軸受構造。
【請求項2】
前記第2軸受部は、
前記第1軸受部の外周に設けられ、前記第1軸受部を内周面で支持するすべり軸受部内輪と、
前記すべり軸受部内輪の外周に設けられ、該内輪の外周面を摺動自在に支持するすべり軸受部外輪と、
を備えたすべり軸受であることを特徴とする請求項1に記載のコーティングロールの軸受構造。
【請求項3】
前記すべり軸受部内輪は、上下に対向する一対の外周面が前記コーティングロールの軸方向に沿って円弧状の凸状曲面をなすとともに該軸方向を中心として左右に対向する一対の外周面が平面をなした部分円柱形状に形成され、
前記すべり軸受部外輪は、上下に対向する一対の内周面が前記コーティングロールの軸方向に沿って前記すべり軸受部内輪の前記一対の外周面と接する円弧状の凹状曲面をなすとともに、該軸方向を中心として左右に対向する一対の内周面が、前記すべり軸受部内輪の前記左右に対向する一対の外周面と接する平面をなした部分円柱形状の空間を有することを特徴とする請求項2に記載のコーティングロールの軸受構造。
【請求項4】
前記円弧状の凸状曲面の曲率半径Rは、前記すべり軸受部内輪の内径dの0.8〜2倍であることを特徴とする請求項3に記載のコーティングロールの軸受構造。
【請求項5】
前記すべり軸受部内輪の外周面のうち、
前記左右に対向する平面間の幅Bと前記曲率半径Rとの比B/Rは1〜5であることを特徴とする請求項3又は4に記載のコーティングロールの軸受構造。
【請求項6】
前記第1軸受部は、油圧式静圧軸受であることを特徴とする請求項1〜5の何れか1項に記載のコーティングロールの軸受構造。
【請求項7】
前記油圧式静圧軸受の潤滑油の温度を測定する測定手段と、
該測定手段の結果に基づいて、前記潤滑油を所定の温度に制御する温度制御手段と、
を備えたことを特徴とする請求項6に記載のコーティングロールの軸受構造。
【請求項8】
前記コーティングロールの有効面長は3000mm以下であることを特徴とする請求項1〜7の何れか1項に記載のコーティングロールの軸受構造。
【請求項9】
コーティングロールの回転軸の両端側に設けられ、前記回転軸を回転自在に支持する一対の軸受部材のうち少なくとも一方が請求項1〜8の何れか1項に記載の軸受構造を有することを特徴とするコーティングロールの軸受構造。
【請求項10】
前記一対の軸受部材のいずれも請求項1〜8の何れか1項に記載の軸受構造を有すると共に、前記一対の軸受部材のうち一方の第1軸受部がスラスト軸受により支持されたことを特徴とする請求項9に記載のコーティングロールの軸受構造。
【請求項11】
塗布ヘッドと、コーティングロールに巻き掛けられて水平方向に走行する帯状のフィルムとの間のクリアランスに塗布液架橋を形成して、前記塗布ヘッドから吐出した塗布液を前記フィルムに塗布するエクストルージョン型の塗布装置において、
前記コーティングロールの回転軸を回転自在に支持する一対の軸受部材のうち少なくとも一方が、請求項1〜8の何れか1項に記載の軸受構造を有していることを特徴とする塗布装置。
【請求項1】
コーティングロールの回転軸を回転自在に支持する第1軸受部と、
前記第1軸受部を支持すると共に、前記コーティングロールの重力方向の撓みにのみ追従するように前記第1軸受部の傾動を許容する第2軸受部と、
を備えたことを特徴とするコーティングロールの軸受構造。
【請求項2】
前記第2軸受部は、
前記第1軸受部の外周に設けられ、前記第1軸受部を内周面で支持するすべり軸受部内輪と、
前記すべり軸受部内輪の外周に設けられ、該内輪の外周面を摺動自在に支持するすべり軸受部外輪と、
を備えたすべり軸受であることを特徴とする請求項1に記載のコーティングロールの軸受構造。
【請求項3】
前記すべり軸受部内輪は、上下に対向する一対の外周面が前記コーティングロールの軸方向に沿って円弧状の凸状曲面をなすとともに該軸方向を中心として左右に対向する一対の外周面が平面をなした部分円柱形状に形成され、
前記すべり軸受部外輪は、上下に対向する一対の内周面が前記コーティングロールの軸方向に沿って前記すべり軸受部内輪の前記一対の外周面と接する円弧状の凹状曲面をなすとともに、該軸方向を中心として左右に対向する一対の内周面が、前記すべり軸受部内輪の前記左右に対向する一対の外周面と接する平面をなした部分円柱形状の空間を有することを特徴とする請求項2に記載のコーティングロールの軸受構造。
【請求項4】
前記円弧状の凸状曲面の曲率半径Rは、前記すべり軸受部内輪の内径dの0.8〜2倍であることを特徴とする請求項3に記載のコーティングロールの軸受構造。
【請求項5】
前記すべり軸受部内輪の外周面のうち、
前記左右に対向する平面間の幅Bと前記曲率半径Rとの比B/Rは1〜5であることを特徴とする請求項3又は4に記載のコーティングロールの軸受構造。
【請求項6】
前記第1軸受部は、油圧式静圧軸受であることを特徴とする請求項1〜5の何れか1項に記載のコーティングロールの軸受構造。
【請求項7】
前記油圧式静圧軸受の潤滑油の温度を測定する測定手段と、
該測定手段の結果に基づいて、前記潤滑油を所定の温度に制御する温度制御手段と、
を備えたことを特徴とする請求項6に記載のコーティングロールの軸受構造。
【請求項8】
前記コーティングロールの有効面長は3000mm以下であることを特徴とする請求項1〜7の何れか1項に記載のコーティングロールの軸受構造。
【請求項9】
コーティングロールの回転軸の両端側に設けられ、前記回転軸を回転自在に支持する一対の軸受部材のうち少なくとも一方が請求項1〜8の何れか1項に記載の軸受構造を有することを特徴とするコーティングロールの軸受構造。
【請求項10】
前記一対の軸受部材のいずれも請求項1〜8の何れか1項に記載の軸受構造を有すると共に、前記一対の軸受部材のうち一方の第1軸受部がスラスト軸受により支持されたことを特徴とする請求項9に記載のコーティングロールの軸受構造。
【請求項11】
塗布ヘッドと、コーティングロールに巻き掛けられて水平方向に走行する帯状のフィルムとの間のクリアランスに塗布液架橋を形成して、前記塗布ヘッドから吐出した塗布液を前記フィルムに塗布するエクストルージョン型の塗布装置において、
前記コーティングロールの回転軸を回転自在に支持する一対の軸受部材のうち少なくとも一方が、請求項1〜8の何れか1項に記載の軸受構造を有していることを特徴とする塗布装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−19711(P2009−19711A)
【公開日】平成21年1月29日(2009.1.29)
【国際特許分類】
【出願番号】特願2007−183417(P2007−183417)
【出願日】平成19年7月12日(2007.7.12)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成21年1月29日(2009.1.29)
【国際特許分類】
【出願日】平成19年7月12日(2007.7.12)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]