
コーティング剤、塗装鋼板の製造方法および塗装鋼板
【課題】安定して美麗な連続プレス後外観を有する塗装鋼板を、そのコーティング剤、コーティング方法とともに提供する。
【解決手段】ポリエステル樹脂と、カーボンブラックと、潤滑剤と、溶媒と、を含むコーティング剤であって、前記溶媒は、沸点が180℃未満の第1の溶媒D1と、沸点が180℃以上の第2の溶媒D2と、の組み合わせからなり、前記第1の溶媒D1と前記第2の溶媒D2の質量比がD1:D2=90:10〜50:50の範囲である。
【解決手段】ポリエステル樹脂と、カーボンブラックと、潤滑剤と、溶媒と、を含むコーティング剤であって、前記溶媒は、沸点が180℃未満の第1の溶媒D1と、沸点が180℃以上の第2の溶媒D2と、の組み合わせからなり、前記第1の溶媒D1と前記第2の溶媒D2の質量比がD1:D2=90:10〜50:50の範囲である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、着色有機塗装用のコーティング剤、特に塗油された状態でプレス加工されたときに安定した表面滑り性を有するコーティング塗膜を形成させるためのコーティング剤に関するものであり、また、このコーティング剤を塗装して塗装鋼板を製造する方法、および塗装鋼板に関するものである。
本発明の塗装鋼板は、例えば、液晶テレビやプラズマテレビのような薄型テレビ用パネルに代表される、AV機器などの筐体の素材として好適に使用される。
【背景技術】
【0002】
塗装鋼板は、例えば、テレビ用パネル等に成形される際に、プレス加工や曲げ加工が行われるのが一般的であり、曲げ加工性およびプレス加工後の外観が良好であることが要求されている。通常、プレコート鋼板(塗装鋼板)では、外面側の下塗り塗膜に主として変性ポリエステル樹脂やエポキシ樹脂を使用することで、下地鋼板との密着性、耐食性などを確保し、さらに、外面側の上塗り塗膜にポリエステル系、アクリル系塗膜などを使用することで、主とし耐汚染性、意匠性、耐疵付き性、耐エタノール性および耐塩酸性または耐アルカリ性であるバリア性などを付与する2コート鋼板とすることが一般的である。
さらには、下塗り塗膜と上塗り塗膜の間に、中塗り塗膜を形成した3コート鋼板もある。
【0003】
従来の2コート塗装鋼板の塗膜を薄膜化したものとして、本発明者らは先に、特許文献1において、塗膜中に樹脂粒子を添加することにより、10μm以下の膜厚でも、曲げ加工性やプレス加工後の外観に優れ、かつ十分な塗膜硬度を持つ塗装鋼板を提案した。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−269010号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
一方、テレビ用パネル等の複雑な形状は、複数の金型で順次成形する、順送プレスと呼ばれる方式でプレスされることが多い。さらにプレス加工時には加工油、または速乾油を塗布されることが多いが、連続した工程のうち初期の工程で塗布された後は、油の補充なく連続してプレスされるため、表面に保持される油量が減少することによる摩擦係数の上昇が、プレス後の外観に影響することがあった。
特に、塗膜の厚みが10μm以下の塗装鋼板については、より厳しい条件での外観確保が要求されるため、このような特許文献1に従う塗装鋼板は、その塗膜の連続プレス後外観に更なる改善の余地を残していた。
そこで、本発明の目的は、上記の問題を有利に解決するもので、安定して美麗な連続プレス後外観を有する塗装鋼板を、そのコーティング剤およびその製造方法とともに提供することにある。
【課題を解決するための手段】
【0006】
本発明者らは上記目的を達成するために、この種の塗装鋼板のプレス加工性を確保するために添加する潤滑剤の存在状態と連続プレス工程における摩擦係数の関係を調査した。調査は初期に塗油を施したのち、油を補給することなく繰り返し摺動試験を行い、油が減少した場合の摩擦係数の変化を観察したところ、潤滑剤が塗膜中に均一に分散しているほど、繰り返し摺動時の摩擦係数が安定化することを見出した。
また、潤滑剤の塗膜中の分散状態はコーティング剤中の溶媒組成の影響を受け、蒸発速度の速い溶媒組成の場合には比較的均一に分散するのに対し、蒸発速度の遅い溶媒組成の場合には潤滑剤同士の凝集による粒子径増大や、表面濃化による分布の偏りが発生しやすくなること、さらに蒸発速度の早い溶媒のみではその他のコーティング剤成分を均一に分散できない場合があることを見出し、本発明を完成するに至った。
すなわち、本発明の要旨構成は以下のとおりである。
【0007】
(1)ポリエステル樹脂と、カーボンブラックと、潤滑剤と、溶媒と、を含むコーティング剤であって、
前記溶媒は、沸点が180℃未満の第1の溶媒D1と、沸点が180℃以上の第2の溶媒D2と、の組み合わせからなり、
前記第1の溶媒D1と前記第2の溶媒D2の質量比がD1:D2=90:10〜50:50の範囲であることを特徴とするコーティング剤。
【0008】
(2)前記潤滑剤は、融点が100℃以上180℃未満の第1のワックスと、融点が180℃以上の第2のワックスと、の組み合わせからなることを特徴とする上記(1)に記載のコーティング剤。
【0009】
(3)前記第1の溶媒は、低級脂肪族アルコール類、エチレングリコール誘導体、ジエチレングリコール誘導体、シクロヘキサノン、キシレンの中から選択される少なくとも1種を含むことを特徴とする上記(1)または(2)に記載のコーティング剤。
【0010】
(4)亜鉛系めっき鋼板の少なくとも一方の面に形成されたクロムを含有しない化成皮膜の上に上記(1)〜(3)のいずれかに記載のコーティング剤を、コーティング塗膜の厚さが3μm以上10μm以下となるように塗布し、150℃以上250℃以下の最高到達板温度で焼き付け乾燥することを特徴とする塗装鋼板の製造方法。
【0011】
なお、コーティング塗膜とは、コーティング剤を焼き付け乾燥させたものである。
【0012】
(5)上記(4)に記載の塗装鋼板の製造方法により製造されることを特徴とする塗装鋼板。
【発明の効果】
【0013】
本発明によれば、安定して美麗な連続プレス後外観を有する塗装鋼板を、そのコーティング剤およびその製造方法とともに提供することが可能となる。
【図面の簡単な説明】
【0014】
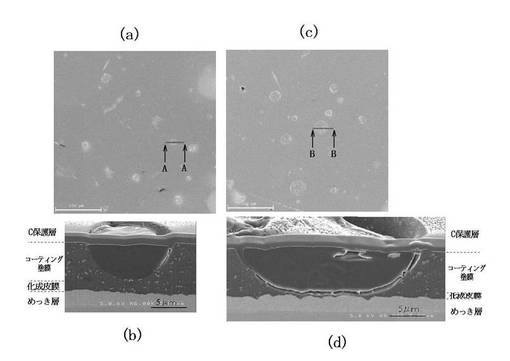
【図1】発明例と比較例に係る塗装鋼板の表面および断面の写真である。
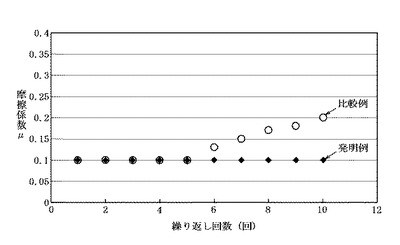
【図2】発明例と比較例に係る塗装鋼板における繰り返し摺動試験による摩擦係数の測定結果を示すグラフである。
【発明を実施するための形態】
【0015】
以下、本発明を実施するための形態を説明する。
本発明に係るコーティング剤は、(A)ポリエステル樹脂と、(B)カーボンブラックと、(C)潤滑剤と、(D)溶媒と、を必須成分として含むものであり、これらの成分について説明する。
【0016】
(A)ポリエステル樹脂
本発明のコーティング剤は、プレス加工時の外観を確保するため、延伸時にも十分な強度を持つ、ポリエステル樹脂を含むことが必要である。
ポリエステル樹脂は、多塩基酸成分と多価アルコールを周知の方法で加熱反応させて得られる共重合体である。
多塩基酸成分としては、例えば、無水フタル酸、イソフタル酸、テレフタル酸、無水トリメリット酸、マレイン酸、アジピン酸、フマル酸などを用いることができる。
また、多価アルコールとしては、例えば、エチレングリコール、ジエチレングリコール、ポリエチレングリコール、プロピレングリコール、ジプロピレングリコール、ポリプロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、グリセリン、ペンタエリスリトール、トリメチロールプロパン、トリメチロールエタンなどを用いることができる。
市販されているポリエステル樹脂としては、「アルマテックス」(登録商標)(商品名、三井東圧化学(株)製)、「アルキノール」(商品名、住友バイエルウレタン(株)製)、「デスモフェン」(登録商標)(商品名、住友バイエルウレタン(株)製)、「バイロン」(登録商標)(商品名、東洋紡績(株)製)などがある。
【0017】
また、さらに好ましいポリエステル樹脂は、ポリエステル樹脂と脂肪族ジイシアネート化合物とを反応して得られるウレタン変性ポリエステル樹脂である。
上記脂肪族ジイソシアネート化合物としては、具体的には、ヘキサメチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、シクロヘキサン−1,4−ジイソシアネート、ジシクロヘキシルメタン−4,4−ジイソシアネート、メチルシクロヘキサンジイソシアネートなどを挙げることができる。
【0018】
ポリエステル樹脂は、数平均分子量が5000以上15000以下、ガラス転移温度Tgが20℃以上70℃以下、水酸基価が2mgKOH/g以上60mgKOH/g以下であることが好ましい。
ポリエステル樹脂の数平均分子量が5000以上であれば、コーティング剤の架橋間分子量が短すぎることがなく、架橋密度が大きくなりすぎないため、伸びが低下して曲げ加工性が劣化したり、コーティング塗膜強度が高くなりすぎ加工変形部のコーティング塗膜が剥離しやすくなることがないからである。一方、数平均分子量が15000以下であれば、充分な架橋密度が得られる結果、バリア性が充分でコーティング塗膜が膨潤しないからである。
ポリエステル樹脂のガラス転移温度Tgが20℃以上であれば、コーティング塗膜の強靭性が低下せず、充分なプレス加工性が得られる上、コーティング塗膜硬度、加工後のコーティング塗膜の密着性などの特性も確保できるからであり、一方、ガラス転移温度Tgが70℃以下であれば、充分な曲げ加工性が得られるからである。
さらに、ポリエステル樹脂の水酸基価が2mgKOH/g以上であれば、架橋反応が充分となるために充分なコーティング塗膜硬度が得られ、一方、水酸基価が60mgKOH/g以下であれば充分な加工性が得られるためである。
【0019】
また、耐汚染性、耐摩耗性などを付与する目的で、コーティング剤に硬化剤成分を添加し、焼付け硬化コーティング塗膜にすることも可能である。
硬化剤成分としては、イソシアネート化合物および/またはアミノ樹脂を用いることができる。また、これらの2種以上を混合して用いてもよい。
【0020】
イソシアネート化合物としては、一般的製法で得られるイソシアネート化合物を用いることができるが、その中でも特に、一液型塗料としての使用が可能である、フェノール、クレゾール、芳香族第二アミン、第三級アルコール、ラクタム、オキシムなどのブロック剤でブロック化されたポリイソシアネート化合物が好ましい。
また、さらに好ましいポリイソシアネート化合物としては、非黄変性のヘキサメチレンジイソシアネート(以下、HDIと略す)およびその誘導体、トリレンジイソシアネート(以下、TDIと略す)およびその誘導体、4,4'−ジフェニルメタンジイソシアネート(以下、XDIと略す)およびその誘導体、イソホロンジイソシアネート(以下、IPDIと略す)およびその誘導体、トリメチルヘキサメチレンジイソシアネート(以下、TMDIと略す)およびその誘導体、水添TDIおよびその誘導体、水添MDIおよびその誘導体、水添XDIおよびその誘導体などを挙げることができる。さらに、「スミジュール」(登録商標)(商品名、住友バイエルウレタン(株)製)、「デスモジュール」(登録商標)(商品名、住友バイエルウレタン(株)製)、「コロネート」(登録商標)(商品名、日本ポリウレタン(株)製)などの市販のイソシアネート化合物も使用できる。
【0021】
アミノ樹脂としては、尿素、ベンゾグアナミン、メラミンなどとホルムアルデヒドとの反応で得られる樹脂、およびこれらをメタノール、ブタノールなどのアルコールによりアルキルエーテル化したものが使用できる。具体的には、メチル化尿素樹脂、n−ブチル化ベンゾグアナミン樹脂、iso−ブチル化メラミン樹脂などを挙げることができる。さらに、「サイメル」(商品名、三井サイアミッド(株)製)、「ユーバン」(登録商標)(商品名、三井東圧化学(株)製)、「スミマール」(登録商標)(商品名、住友化学工業(株)製)、「メラン」(登録商標)(商品名、日立化成工業(株)製)などの市販のアミノ樹脂も使用できる。
【0022】
硬化剤を用いて硬化させる場合、ポリエステル樹脂と硬化剤との配合比(固形分の質量比)はポリエステル樹脂:硬化剤=99:1〜60:40とすることが好ましく、95:5〜75:25とすることがより好ましい。硬化剤の配合量はコーティング剤固形分中の割合で0.75質量%以上20質量%以下とすることが好ましい。この硬化剤の配合量が0.75質量%以上であれば、コーティング塗膜硬度が十分となり、一方、20質量%以下であれば、曲げ加工時にコーティング塗膜の割れが発生しない。
【0023】
(B)カーボンブラック
本発明のコーティング剤は、テレビ用パネルとしての意匠性確保のため、着色顔料としてカーボンブラックを含むことが必要である。
着色顔料として含む場合、ポリエステル樹脂と硬化剤の合計に対してカーボンブラックを5質量%以上15質量%以下含有することが好適である。これにより、後の塗装工程の省略が可能となり、素地色および素地疵の隠蔽性を有することができるためである。上記の範囲に規定した理由は、5質量%以上であれば、顔料が少なすぎることがないため、素地色および素地疵の隠蔽性が十分となるからであり、一方、15質量%以下であれば、顔料が多くなりすぎることがないため、コーティング塗膜が脆化することがないためである。
また、二酸化チタン、酸化鉄、フタロシアニン、キナクリドンなどの着色顔料を併用しても差し支えない。
さらに、コーティング塗膜全体に対して0.5質量%以上のシリカを含むことが好ましい。0.5質量%以上のシリカを含有させると、コーティング塗膜の光沢を適度に調整したり、耐摩耗性を向上させる事が可能であるためである。一方、シリカが5質量%以下であれば、コーティング塗膜の光沢が下がり過ぎたり、摺動性が劣化し過ぎることがないためより好ましい。
【0024】
(C)潤滑剤
本発明のコーティング剤は、連続プレス加工性確保のため潤滑剤を含むことが必要である。
潤滑剤は、ポリオレフィン系ワックス、マイクロクリスタリン系ワックスまたはフッ素系ワックスであることが好適である。
また、潤滑剤はポリエステル樹脂と硬化剤の合計に対して1質量%以上10質量%以下含有することが好適である。これにより、金型と鋼板間の摩擦抵抗を軽減させプレス後でもコーティング塗膜の損傷を少なくすることができるためである。
また、潤滑剤は、後述する第1の溶媒と第2の溶媒の組み合わせからなる溶媒への分散、およびコーティング塗膜中での分散を考慮し、融点が100℃以上180℃未満の第1のワックスと、融点が180℃以上の第2のワックスとの組み合わせからなることがさらに好適である。
潤滑剤の融点が120℃未満であると塗油時初期の摩擦係数と繰り返し摺動時の摩擦係数に乖離が生じ、連続プレスの間の変動が大きくなる。
そこで、融点が100℃以上180℃未満の第1のワックスと、融点が180℃以上の第2のワックスとを組み合わせることにより、油種による影響が少なく、安定して低い摩擦係数を示すことが可能となる。融点が100℃以上180℃未満のワックスとしてはポリエチレンワックス、融点が180℃以上のワックスとしてはPTFE:ポリテトラフルオロエチレンなどを挙げることができる。
【0025】
(D)溶媒
前述した通り、潤滑剤をコーティング剤中で分散させ、かつ潤滑剤以外の成分をコーティング剤中で分散させるためには、蒸発速度の速い、つまり沸点の高い溶媒と、蒸発速度の低い、つまり沸点の低い溶媒を適正な配合割合とすることが重要である。
本発明のコーティング剤の溶媒は、沸点が180℃未満の第1の溶媒D1と、沸点が180℃以上の第2の溶媒D2との組み合わせからなる。以下、第1の溶媒D1および第2の溶媒D2を例示するとともに、各物質の後の括弧内にその物質の沸点を示す。
第1の溶媒D1としては、メタノール(64.5℃)、エタノール(78.5℃)、イソプロパノール(82.5℃)、n−ブタノール(117.1℃)、イソブタノール(107℃)等のアルコール類、酢酸メチル(60℃)、酢酸エチル(77.1℃)、酢酸イソプロピル(89℃)、酢酸ブチル(126℃)、酢酸イソブチル(118℃)、セロソルブアセテート(156℃)、メトキシアセテート(171℃)などのエステル系、アセトン(56℃)、ジエチルケトン(102℃)、メチルイソブチルケトン(118℃)、メチルエチルケトン(79℃)、ジプロピルケトン(143℃)、シクロヘキサノン(156℃)等のケトン類、メトキシブタノール(160℃)、ブチルセロソルブ(170℃)などのエーテル類、ベンゼン(79.6℃)、トルエン(111℃)、キシレン(135℃)等の芳香族炭化水素系、ソルベッソ100(商品名、エクソン化学社製、150〜175℃)などが例示され、これらは単独で用いても2種以上を混合して用いてもよい。
第2の溶媒D2としては、ソルベッソ150(商品名、エクソン化学社製、183〜210℃)、ソルベッソ200(商品名、エクソン化学社製、230〜283℃)、3−メチル−3−メトキシブチルアセテート(188℃)、イソホロン(215℃)、ブチルカルビトール(230℃)、N−メチル−2−ピロリドン(206℃)などが例示され、これらは単独で用いても2種以上を混合して用いてもよい。
【0026】
第1の溶媒D1と第2の溶媒D2の質量比がD1:D2=90:10〜50:50の範囲であることが重要である。
第1の溶媒D1の質量比が90より多いと、焼き付け乾燥時の溶媒蒸発が速くなりすぎ、ピンホールや渦巻き状セルといった塗装欠陥が生じやすくなる。一方、第1の溶媒D1の質量比が50より少ないと、潤滑剤の分布に偏りが発生しやすくなり、繰り返し摺動を行った際の摩擦係数の増加が大きい。
また、本発明の溶媒はコーティング剤の固形分((A)ポリエステル樹脂と、(B)カーボンブラックと、(C)潤滑剤とその他の添加剤からなる固形分:コーティング塗膜となる成分)割合が25質量%以上60質量%以下となるように配合することが好適である。この範囲であれば、潤滑剤や潤滑剤以外の成分の分散状態が焼き付け乾燥時にも良好となり、好ましいためである。
【0027】
本発明のコーティング剤を、亜鉛系めっき鋼板の少なくとも一方の面に形成されたクロムを含有しない化成皮膜の上にコーティング塗膜の厚さが3μm以上10μm以下となるように塗布し、150℃以上250℃以下の最高到達板温度で焼き付け乾燥することにより製造された塗装鋼板は優れた耐食性、プレス成形性、素地隠蔽性、曲げ加工性を有する。
本発明の塗装鋼板を製造するための、亜鉛系めっき鋼板および化成皮膜について以下に述べる。
【0028】
(亜鉛系めっき鋼板)
本発明の塗装鋼板の下地鋼板となる亜鉛系めっき鋼板は亜鉛系めっき層を形成した鋼板である。例えば、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、アルミニウム−亜鉛合金めっき鋼板(例えば、溶融亜鉛−55質量%アルミニウム合金めっき鋼板、溶融亜鉛−5質量%アルミニウム合金めっき鋼板)、鉄−亜鉛合金めっき鋼板、ニッケル−亜鉛合金めっき鋼板などの各種亜鉛系めっき鋼板を用いることができる。
亜鉛系めっき層の片面当たりの付着量は5〜100g/m2とすることが好ましい。この範囲であれば、耐食性に優れ、プレス成形性、素地隠蔽性、曲げ加工性への悪影響もない。
【0029】
(化成皮膜)
上述した亜鉛系めっき層の上に形成された化成皮膜は、環境保護の観点から、クロムを含有しないものとする。前記化成皮膜は、主として、亜鉛系めっき層と、本発明のコーティング剤を焼き付け乾燥することにより形成されるコーティング塗膜と、の密着性向上のために形成される。密着性を向上するものであればどのようなものでも支障はないが、密着性だけでなく耐食性を向上できるものがより好ましい。密着性と耐食性の点からシリカ微粒子を含有し、耐食性の点からリン酸および/またはリン酸化合物を含有することが好ましい。
シリカ微粒子は、湿式シリカ、乾式シリカのいずれを用いても構わないが、密着性向上効果の大きいシリカ微粒子、特に乾式シリカが含有されることが好ましい。
リン酸やリン酸化合物は、例えば、オルトリン酸、ピロリン酸、ポリリン酸など、これらの金属塩や化合物などのうちから選ばれる1種以上を含有すれば良い。
さらに、アクリル樹脂、エポキシ樹脂、アミン変性エポキシ樹脂、ポリエステル樹脂などの樹脂、シランカップリング剤などの添加剤を適宜添加してもよい。シランカップリング剤としては、特に密着性を向上させるために、エポキシ系シランカップリング剤を含有することが好ましい。
化成皮膜の片面当たりの付着量は5〜500mg/m2とすることが好ましい。この範囲であれば、耐食性、プレス成形性および曲げ加工性に優れ、素地隠蔽性への悪影響もない。
【0030】
また、本発明のコーティング剤を亜鉛系めっき鋼板の少なくとも一方の面に形成されたクロムを含有しない化成皮膜の上に塗装し、焼き付け乾燥することにより形成したコーティング塗膜は、特に安定した繰り返し摺動性を有するが、その理由として本発明者らは、潤滑剤がコーティング塗膜中に均一に分散した形態をとることで、その効果の持続性が高まるためと考えた。以下、本発明者らが行った実験について説明する。
【0031】
発明例として、第1の溶媒D1と第2の溶媒D2の質量比がD1:D2=60:40であるコーティング剤と、比較例として、第1の溶媒D1と第2の溶媒D2の質量比がD1:D2=40:60であるコーティング剤を用意し、後述する塗装仕様1でクロムを含有しない化成皮膜が形成された亜鉛系めっき鋼板に塗布し塗装鋼板を製造し、さらに、炭素保護層を被覆した。このとき用いたポリエステル樹脂、硬化剤、カーボンブラック、および潤滑剤の種類と配合量、ならびに溶媒D1とD2の種類は後述する表2に示す発明例6と同じとした。
図1(a)は発明例の塗装鋼板の表面写真であり、図1(b)はそのA−A断面写真である。また、図1(c)は比較例の塗装鋼板の表面写真であり、図1(d)はそのB−B断面写真である。発明例では、比較例より、潤滑剤が小さい粒子であり、コーティング剤中に広く均一に分散していることが分かる。
また、図2に示すような、発明例と比較例に係る塗装鋼板における、後述する繰り返し摺動試験による摩擦係数の測定結果が得られた。図2より、繰り返し回数が5回までは、発明例と比較例とは同様の摩擦係数であるが、繰り返し回数が6回以降は、発明例は摩擦係数が変化しないのに対して、比較例は摩擦係数が上昇していることが分かる。
【実施例】
【0032】
本発明の実施例について説明する。
ポリエステル樹脂とカーボンブラックと潤滑剤と溶媒とを含むコーティング剤(発明例1〜8、比較例1〜3)を以下のようにして準備した。
表1に示すポリエステル樹脂25質量部を混合溶媒(高沸点芳香族ナフサ、シクロヘキサノン、イソホロン、キシレン)25質量部に溶解した樹脂溶液50質量部にカーボンブラックの適量部を混合し、ツブ(顔料粗粒子の粒子径)が10μm以下となるまで顔料分散を行った。次いで、この分散物に表1に示す硬化剤、潤滑剤およびシリカを加え、均一に混合し、さらに表1に示す第1の溶媒D1および第2の溶媒D2を加えて粘度約120秒(フォードカップ#4/20℃)に調整した表1に示す固形分割合のコーティング剤を得た。上記シリカとしては平均粒径が7μmの湿式シリカ(水澤化学工業(株)製ミズカシルP−526)をコーティング塗膜全体に対して2質量%となるように配合した。
得られたコーティング剤中の各成分の固形分、および、含まれる第1の溶媒D1と第2の溶媒D2との比を併せて表1に示す。
【0033】
【表1】

【0034】
上述した方法で得られたコーティング剤を用い、下記の塗装仕様1〜3にて塗装し焼き付けを行い、各試験用塗装板を得た。なお、化成皮膜の組成を表2に、塗装仕様1〜3を表3示す。
(塗装仕様1)
両面に化成処理が施され、化成皮膜(a−1)が形成された電気亜鉛めっき鋼板(板厚:0.45mm、亜鉛めっき付着量:20g/m2、めっき種記号:EG)に、前記各例で得たコーティング剤を乾燥膜厚5μmとなるようにバーコーターで塗装し、最高到達板温度が220℃となるよう20秒で焼付けて片面にコーティング塗膜を形成した。
(塗装仕様2)
両面に化成処理が施され、化成皮膜(a−2)が形成された溶融亜鉛めっき鋼板(板厚:0.6mm、亜鉛めっき付着量:60g/m2、めっき種記号:GI)に前記各例で得たコーティング剤を乾燥膜厚10μmとなるようにバーコーターで塗装し、最高到達板温度が190℃となるよう45秒で焼付けて片面にコーティング塗膜を形成した。
(塗装仕様3)
両面に化成処理が施され、化成皮膜(a−2)が形成された合金化溶融亜鉛めっき鋼板(板厚:0.8mm、亜鉛めっき付着量:45g/m2、めっき種記号:GA)に前記各例で得たコーティング剤を乾燥膜厚3μmとなるようにバーコーターで塗装し、最高到達板温度が230℃となるよう12秒で焼付けて片面にコーティング塗膜を形成した。
【0035】
【表2】
*1)乾式シリカ:日本エアロジル(株)製 アエロジル#200
*2)Zr化合物:第一稀元素化学工業(株)製 炭酸ジルコニウムアンモニウム
*3)湿式シリカ:日産化学工業(株)製 スノーテックス0
【0036】
【表3】
【0037】
得られた各試験用塗装板について、耐食性、プレス成形性(二段絞り)、繰り返し摺動性、素地隠蔽性および曲げ加工性を調査し、結果を表4に示す。
【0038】
(耐食性)
上記各試験用塗装鋼板から、試験片(大きさ:100mm×50mm)を切り出し、試験片の端部および裏面をテープシールした後、JIS Z2371−2000に準拠して、5質量%塩水を35℃で8時間噴霧した後、16時間休止する工程を1サイクルとし、これを3サイクル行った後の、コーティング塗膜表面外観の変化を評価した。評価は以下の基準に従って行った。
◎:表面に変化なし
○:表面に若干の発錆がある
×:表面に多数の発錆がある
【0039】
(プレス成形性(二段絞り))
上記各試験用塗装鋼板を次の二段絞り試験により評価した。
ブランク径:100mmΦ、ポンチ径:50mmΦ、ポンチ肩:4mmR、しわ押さえ圧:10kNにてコーティング塗膜表面が外側となるようカップ成形を行い、引き続き成形したカップを用いて、ポンチ径:33mmΦ、ポンチ肩:4mmR、しわ押さえ圧:10kNにて二段カップ成形を行う。二段目の側壁部のコーティング塗膜の外観を、一段目の側壁部のコーティング塗膜の外観と目視比較し、以下の基準に従って評価した。
◎:損傷による外観の変化は発生せず
○:若干の損傷による外観の変化が認められた
×:損傷が多数発生し、外観の変化が著しかった
【0040】
(繰り返し摺動性)
東京試験機製作所(株)製多機能摺動試験機を用いて、上記各試験用塗装鋼板のコーティング塗膜表面の動摩擦係数μを測定した。
金型として平板金型を用い、荷重P:9.8MPa(1kgf/mm2)、引き抜き速度20mm/sにて引き抜き応力Dを測定し、μ=D/2Pにて算出した。摺動試験後に前と同じ摺動部を、金型を研磨することなしに、10回繰り返して測定し、μの変化を評価した。なお、各試験用塗装鋼板の一方の面は本発明のコーティング塗膜が形成され、他方の面は化成処理が施されており、実プレス時と同様の条件となるようにしてμを評価した。
◎:1回目と10回目とのμの差が0.01未満
○:1回目と10回目とのμの差が0.01以上0.03未満
△:1回目と10回目とのμの差が0.03以上0.08未満
×:1回目と10回目とのμの差が0.08以上
【0041】
(素地隠蔽性)
素地隠蔽性は、コーティング剤を塗布する前のめっき鋼板の表面を、先端が金属のペンで疵をつけた後、上述したコーティング塗膜形成の処理工程を行って各試験用塗装鋼板を作製し、表面を目視で観察した。評価は以下の基準に従って評価した。
○:傷が分からない
×:傷が明瞭に分かる
【0042】
(曲げ加工性)
曲げ加工性は、JIS Z2248−1996に準拠し、各試験用塗装鋼板を、縦:60mm、横:30mmの大きさに切り出した試験片に、室温で180°に折り曲げる、いわゆる、0T曲げをしたときの曲げ加工部の頭頂部を目視および10倍のルーペで観察した。評価は以下の基準に従って行った。
◎:コーティング塗膜の割れがルーペで観察されない
○:コーティング塗膜の割れが目視で観察されない
×:コーティング塗膜の割れが目視で観察される
【0043】
【表4】
【0044】
表4に示すとおり、本発明のコーティング剤を塗布した塗装鋼板は、いずれも、耐食性、プレス成形性、繰り返し摺動性、素地隠蔽性および曲げ加工性について優れた効果があることが分かる。
これに対し、比較例は、耐食性、プレス成形性、繰り返し摺動性のいずれかにおいて、十分とはいえなかった。
【産業上の利用可能性】
【0045】
本発明によれば、安定して美麗な連続プレス後外観を有する塗装鋼板を、そのコーティング剤、コーティング方法とともに提供することが可能となる。
【技術分野】
【0001】
本発明は、着色有機塗装用のコーティング剤、特に塗油された状態でプレス加工されたときに安定した表面滑り性を有するコーティング塗膜を形成させるためのコーティング剤に関するものであり、また、このコーティング剤を塗装して塗装鋼板を製造する方法、および塗装鋼板に関するものである。
本発明の塗装鋼板は、例えば、液晶テレビやプラズマテレビのような薄型テレビ用パネルに代表される、AV機器などの筐体の素材として好適に使用される。
【背景技術】
【0002】
塗装鋼板は、例えば、テレビ用パネル等に成形される際に、プレス加工や曲げ加工が行われるのが一般的であり、曲げ加工性およびプレス加工後の外観が良好であることが要求されている。通常、プレコート鋼板(塗装鋼板)では、外面側の下塗り塗膜に主として変性ポリエステル樹脂やエポキシ樹脂を使用することで、下地鋼板との密着性、耐食性などを確保し、さらに、外面側の上塗り塗膜にポリエステル系、アクリル系塗膜などを使用することで、主とし耐汚染性、意匠性、耐疵付き性、耐エタノール性および耐塩酸性または耐アルカリ性であるバリア性などを付与する2コート鋼板とすることが一般的である。
さらには、下塗り塗膜と上塗り塗膜の間に、中塗り塗膜を形成した3コート鋼板もある。
【0003】
従来の2コート塗装鋼板の塗膜を薄膜化したものとして、本発明者らは先に、特許文献1において、塗膜中に樹脂粒子を添加することにより、10μm以下の膜厚でも、曲げ加工性やプレス加工後の外観に優れ、かつ十分な塗膜硬度を持つ塗装鋼板を提案した。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−269010号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
一方、テレビ用パネル等の複雑な形状は、複数の金型で順次成形する、順送プレスと呼ばれる方式でプレスされることが多い。さらにプレス加工時には加工油、または速乾油を塗布されることが多いが、連続した工程のうち初期の工程で塗布された後は、油の補充なく連続してプレスされるため、表面に保持される油量が減少することによる摩擦係数の上昇が、プレス後の外観に影響することがあった。
特に、塗膜の厚みが10μm以下の塗装鋼板については、より厳しい条件での外観確保が要求されるため、このような特許文献1に従う塗装鋼板は、その塗膜の連続プレス後外観に更なる改善の余地を残していた。
そこで、本発明の目的は、上記の問題を有利に解決するもので、安定して美麗な連続プレス後外観を有する塗装鋼板を、そのコーティング剤およびその製造方法とともに提供することにある。
【課題を解決するための手段】
【0006】
本発明者らは上記目的を達成するために、この種の塗装鋼板のプレス加工性を確保するために添加する潤滑剤の存在状態と連続プレス工程における摩擦係数の関係を調査した。調査は初期に塗油を施したのち、油を補給することなく繰り返し摺動試験を行い、油が減少した場合の摩擦係数の変化を観察したところ、潤滑剤が塗膜中に均一に分散しているほど、繰り返し摺動時の摩擦係数が安定化することを見出した。
また、潤滑剤の塗膜中の分散状態はコーティング剤中の溶媒組成の影響を受け、蒸発速度の速い溶媒組成の場合には比較的均一に分散するのに対し、蒸発速度の遅い溶媒組成の場合には潤滑剤同士の凝集による粒子径増大や、表面濃化による分布の偏りが発生しやすくなること、さらに蒸発速度の早い溶媒のみではその他のコーティング剤成分を均一に分散できない場合があることを見出し、本発明を完成するに至った。
すなわち、本発明の要旨構成は以下のとおりである。
【0007】
(1)ポリエステル樹脂と、カーボンブラックと、潤滑剤と、溶媒と、を含むコーティング剤であって、
前記溶媒は、沸点が180℃未満の第1の溶媒D1と、沸点が180℃以上の第2の溶媒D2と、の組み合わせからなり、
前記第1の溶媒D1と前記第2の溶媒D2の質量比がD1:D2=90:10〜50:50の範囲であることを特徴とするコーティング剤。
【0008】
(2)前記潤滑剤は、融点が100℃以上180℃未満の第1のワックスと、融点が180℃以上の第2のワックスと、の組み合わせからなることを特徴とする上記(1)に記載のコーティング剤。
【0009】
(3)前記第1の溶媒は、低級脂肪族アルコール類、エチレングリコール誘導体、ジエチレングリコール誘導体、シクロヘキサノン、キシレンの中から選択される少なくとも1種を含むことを特徴とする上記(1)または(2)に記載のコーティング剤。
【0010】
(4)亜鉛系めっき鋼板の少なくとも一方の面に形成されたクロムを含有しない化成皮膜の上に上記(1)〜(3)のいずれかに記載のコーティング剤を、コーティング塗膜の厚さが3μm以上10μm以下となるように塗布し、150℃以上250℃以下の最高到達板温度で焼き付け乾燥することを特徴とする塗装鋼板の製造方法。
【0011】
なお、コーティング塗膜とは、コーティング剤を焼き付け乾燥させたものである。
【0012】
(5)上記(4)に記載の塗装鋼板の製造方法により製造されることを特徴とする塗装鋼板。
【発明の効果】
【0013】
本発明によれば、安定して美麗な連続プレス後外観を有する塗装鋼板を、そのコーティング剤およびその製造方法とともに提供することが可能となる。
【図面の簡単な説明】
【0014】
【図1】発明例と比較例に係る塗装鋼板の表面および断面の写真である。
【図2】発明例と比較例に係る塗装鋼板における繰り返し摺動試験による摩擦係数の測定結果を示すグラフである。
【発明を実施するための形態】
【0015】
以下、本発明を実施するための形態を説明する。
本発明に係るコーティング剤は、(A)ポリエステル樹脂と、(B)カーボンブラックと、(C)潤滑剤と、(D)溶媒と、を必須成分として含むものであり、これらの成分について説明する。
【0016】
(A)ポリエステル樹脂
本発明のコーティング剤は、プレス加工時の外観を確保するため、延伸時にも十分な強度を持つ、ポリエステル樹脂を含むことが必要である。
ポリエステル樹脂は、多塩基酸成分と多価アルコールを周知の方法で加熱反応させて得られる共重合体である。
多塩基酸成分としては、例えば、無水フタル酸、イソフタル酸、テレフタル酸、無水トリメリット酸、マレイン酸、アジピン酸、フマル酸などを用いることができる。
また、多価アルコールとしては、例えば、エチレングリコール、ジエチレングリコール、ポリエチレングリコール、プロピレングリコール、ジプロピレングリコール、ポリプロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、グリセリン、ペンタエリスリトール、トリメチロールプロパン、トリメチロールエタンなどを用いることができる。
市販されているポリエステル樹脂としては、「アルマテックス」(登録商標)(商品名、三井東圧化学(株)製)、「アルキノール」(商品名、住友バイエルウレタン(株)製)、「デスモフェン」(登録商標)(商品名、住友バイエルウレタン(株)製)、「バイロン」(登録商標)(商品名、東洋紡績(株)製)などがある。
【0017】
また、さらに好ましいポリエステル樹脂は、ポリエステル樹脂と脂肪族ジイシアネート化合物とを反応して得られるウレタン変性ポリエステル樹脂である。
上記脂肪族ジイソシアネート化合物としては、具体的には、ヘキサメチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、シクロヘキサン−1,4−ジイソシアネート、ジシクロヘキシルメタン−4,4−ジイソシアネート、メチルシクロヘキサンジイソシアネートなどを挙げることができる。
【0018】
ポリエステル樹脂は、数平均分子量が5000以上15000以下、ガラス転移温度Tgが20℃以上70℃以下、水酸基価が2mgKOH/g以上60mgKOH/g以下であることが好ましい。
ポリエステル樹脂の数平均分子量が5000以上であれば、コーティング剤の架橋間分子量が短すぎることがなく、架橋密度が大きくなりすぎないため、伸びが低下して曲げ加工性が劣化したり、コーティング塗膜強度が高くなりすぎ加工変形部のコーティング塗膜が剥離しやすくなることがないからである。一方、数平均分子量が15000以下であれば、充分な架橋密度が得られる結果、バリア性が充分でコーティング塗膜が膨潤しないからである。
ポリエステル樹脂のガラス転移温度Tgが20℃以上であれば、コーティング塗膜の強靭性が低下せず、充分なプレス加工性が得られる上、コーティング塗膜硬度、加工後のコーティング塗膜の密着性などの特性も確保できるからであり、一方、ガラス転移温度Tgが70℃以下であれば、充分な曲げ加工性が得られるからである。
さらに、ポリエステル樹脂の水酸基価が2mgKOH/g以上であれば、架橋反応が充分となるために充分なコーティング塗膜硬度が得られ、一方、水酸基価が60mgKOH/g以下であれば充分な加工性が得られるためである。
【0019】
また、耐汚染性、耐摩耗性などを付与する目的で、コーティング剤に硬化剤成分を添加し、焼付け硬化コーティング塗膜にすることも可能である。
硬化剤成分としては、イソシアネート化合物および/またはアミノ樹脂を用いることができる。また、これらの2種以上を混合して用いてもよい。
【0020】
イソシアネート化合物としては、一般的製法で得られるイソシアネート化合物を用いることができるが、その中でも特に、一液型塗料としての使用が可能である、フェノール、クレゾール、芳香族第二アミン、第三級アルコール、ラクタム、オキシムなどのブロック剤でブロック化されたポリイソシアネート化合物が好ましい。
また、さらに好ましいポリイソシアネート化合物としては、非黄変性のヘキサメチレンジイソシアネート(以下、HDIと略す)およびその誘導体、トリレンジイソシアネート(以下、TDIと略す)およびその誘導体、4,4'−ジフェニルメタンジイソシアネート(以下、XDIと略す)およびその誘導体、イソホロンジイソシアネート(以下、IPDIと略す)およびその誘導体、トリメチルヘキサメチレンジイソシアネート(以下、TMDIと略す)およびその誘導体、水添TDIおよびその誘導体、水添MDIおよびその誘導体、水添XDIおよびその誘導体などを挙げることができる。さらに、「スミジュール」(登録商標)(商品名、住友バイエルウレタン(株)製)、「デスモジュール」(登録商標)(商品名、住友バイエルウレタン(株)製)、「コロネート」(登録商標)(商品名、日本ポリウレタン(株)製)などの市販のイソシアネート化合物も使用できる。
【0021】
アミノ樹脂としては、尿素、ベンゾグアナミン、メラミンなどとホルムアルデヒドとの反応で得られる樹脂、およびこれらをメタノール、ブタノールなどのアルコールによりアルキルエーテル化したものが使用できる。具体的には、メチル化尿素樹脂、n−ブチル化ベンゾグアナミン樹脂、iso−ブチル化メラミン樹脂などを挙げることができる。さらに、「サイメル」(商品名、三井サイアミッド(株)製)、「ユーバン」(登録商標)(商品名、三井東圧化学(株)製)、「スミマール」(登録商標)(商品名、住友化学工業(株)製)、「メラン」(登録商標)(商品名、日立化成工業(株)製)などの市販のアミノ樹脂も使用できる。
【0022】
硬化剤を用いて硬化させる場合、ポリエステル樹脂と硬化剤との配合比(固形分の質量比)はポリエステル樹脂:硬化剤=99:1〜60:40とすることが好ましく、95:5〜75:25とすることがより好ましい。硬化剤の配合量はコーティング剤固形分中の割合で0.75質量%以上20質量%以下とすることが好ましい。この硬化剤の配合量が0.75質量%以上であれば、コーティング塗膜硬度が十分となり、一方、20質量%以下であれば、曲げ加工時にコーティング塗膜の割れが発生しない。
【0023】
(B)カーボンブラック
本発明のコーティング剤は、テレビ用パネルとしての意匠性確保のため、着色顔料としてカーボンブラックを含むことが必要である。
着色顔料として含む場合、ポリエステル樹脂と硬化剤の合計に対してカーボンブラックを5質量%以上15質量%以下含有することが好適である。これにより、後の塗装工程の省略が可能となり、素地色および素地疵の隠蔽性を有することができるためである。上記の範囲に規定した理由は、5質量%以上であれば、顔料が少なすぎることがないため、素地色および素地疵の隠蔽性が十分となるからであり、一方、15質量%以下であれば、顔料が多くなりすぎることがないため、コーティング塗膜が脆化することがないためである。
また、二酸化チタン、酸化鉄、フタロシアニン、キナクリドンなどの着色顔料を併用しても差し支えない。
さらに、コーティング塗膜全体に対して0.5質量%以上のシリカを含むことが好ましい。0.5質量%以上のシリカを含有させると、コーティング塗膜の光沢を適度に調整したり、耐摩耗性を向上させる事が可能であるためである。一方、シリカが5質量%以下であれば、コーティング塗膜の光沢が下がり過ぎたり、摺動性が劣化し過ぎることがないためより好ましい。
【0024】
(C)潤滑剤
本発明のコーティング剤は、連続プレス加工性確保のため潤滑剤を含むことが必要である。
潤滑剤は、ポリオレフィン系ワックス、マイクロクリスタリン系ワックスまたはフッ素系ワックスであることが好適である。
また、潤滑剤はポリエステル樹脂と硬化剤の合計に対して1質量%以上10質量%以下含有することが好適である。これにより、金型と鋼板間の摩擦抵抗を軽減させプレス後でもコーティング塗膜の損傷を少なくすることができるためである。
また、潤滑剤は、後述する第1の溶媒と第2の溶媒の組み合わせからなる溶媒への分散、およびコーティング塗膜中での分散を考慮し、融点が100℃以上180℃未満の第1のワックスと、融点が180℃以上の第2のワックスとの組み合わせからなることがさらに好適である。
潤滑剤の融点が120℃未満であると塗油時初期の摩擦係数と繰り返し摺動時の摩擦係数に乖離が生じ、連続プレスの間の変動が大きくなる。
そこで、融点が100℃以上180℃未満の第1のワックスと、融点が180℃以上の第2のワックスとを組み合わせることにより、油種による影響が少なく、安定して低い摩擦係数を示すことが可能となる。融点が100℃以上180℃未満のワックスとしてはポリエチレンワックス、融点が180℃以上のワックスとしてはPTFE:ポリテトラフルオロエチレンなどを挙げることができる。
【0025】
(D)溶媒
前述した通り、潤滑剤をコーティング剤中で分散させ、かつ潤滑剤以外の成分をコーティング剤中で分散させるためには、蒸発速度の速い、つまり沸点の高い溶媒と、蒸発速度の低い、つまり沸点の低い溶媒を適正な配合割合とすることが重要である。
本発明のコーティング剤の溶媒は、沸点が180℃未満の第1の溶媒D1と、沸点が180℃以上の第2の溶媒D2との組み合わせからなる。以下、第1の溶媒D1および第2の溶媒D2を例示するとともに、各物質の後の括弧内にその物質の沸点を示す。
第1の溶媒D1としては、メタノール(64.5℃)、エタノール(78.5℃)、イソプロパノール(82.5℃)、n−ブタノール(117.1℃)、イソブタノール(107℃)等のアルコール類、酢酸メチル(60℃)、酢酸エチル(77.1℃)、酢酸イソプロピル(89℃)、酢酸ブチル(126℃)、酢酸イソブチル(118℃)、セロソルブアセテート(156℃)、メトキシアセテート(171℃)などのエステル系、アセトン(56℃)、ジエチルケトン(102℃)、メチルイソブチルケトン(118℃)、メチルエチルケトン(79℃)、ジプロピルケトン(143℃)、シクロヘキサノン(156℃)等のケトン類、メトキシブタノール(160℃)、ブチルセロソルブ(170℃)などのエーテル類、ベンゼン(79.6℃)、トルエン(111℃)、キシレン(135℃)等の芳香族炭化水素系、ソルベッソ100(商品名、エクソン化学社製、150〜175℃)などが例示され、これらは単独で用いても2種以上を混合して用いてもよい。
第2の溶媒D2としては、ソルベッソ150(商品名、エクソン化学社製、183〜210℃)、ソルベッソ200(商品名、エクソン化学社製、230〜283℃)、3−メチル−3−メトキシブチルアセテート(188℃)、イソホロン(215℃)、ブチルカルビトール(230℃)、N−メチル−2−ピロリドン(206℃)などが例示され、これらは単独で用いても2種以上を混合して用いてもよい。
【0026】
第1の溶媒D1と第2の溶媒D2の質量比がD1:D2=90:10〜50:50の範囲であることが重要である。
第1の溶媒D1の質量比が90より多いと、焼き付け乾燥時の溶媒蒸発が速くなりすぎ、ピンホールや渦巻き状セルといった塗装欠陥が生じやすくなる。一方、第1の溶媒D1の質量比が50より少ないと、潤滑剤の分布に偏りが発生しやすくなり、繰り返し摺動を行った際の摩擦係数の増加が大きい。
また、本発明の溶媒はコーティング剤の固形分((A)ポリエステル樹脂と、(B)カーボンブラックと、(C)潤滑剤とその他の添加剤からなる固形分:コーティング塗膜となる成分)割合が25質量%以上60質量%以下となるように配合することが好適である。この範囲であれば、潤滑剤や潤滑剤以外の成分の分散状態が焼き付け乾燥時にも良好となり、好ましいためである。
【0027】
本発明のコーティング剤を、亜鉛系めっき鋼板の少なくとも一方の面に形成されたクロムを含有しない化成皮膜の上にコーティング塗膜の厚さが3μm以上10μm以下となるように塗布し、150℃以上250℃以下の最高到達板温度で焼き付け乾燥することにより製造された塗装鋼板は優れた耐食性、プレス成形性、素地隠蔽性、曲げ加工性を有する。
本発明の塗装鋼板を製造するための、亜鉛系めっき鋼板および化成皮膜について以下に述べる。
【0028】
(亜鉛系めっき鋼板)
本発明の塗装鋼板の下地鋼板となる亜鉛系めっき鋼板は亜鉛系めっき層を形成した鋼板である。例えば、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、アルミニウム−亜鉛合金めっき鋼板(例えば、溶融亜鉛−55質量%アルミニウム合金めっき鋼板、溶融亜鉛−5質量%アルミニウム合金めっき鋼板)、鉄−亜鉛合金めっき鋼板、ニッケル−亜鉛合金めっき鋼板などの各種亜鉛系めっき鋼板を用いることができる。
亜鉛系めっき層の片面当たりの付着量は5〜100g/m2とすることが好ましい。この範囲であれば、耐食性に優れ、プレス成形性、素地隠蔽性、曲げ加工性への悪影響もない。
【0029】
(化成皮膜)
上述した亜鉛系めっき層の上に形成された化成皮膜は、環境保護の観点から、クロムを含有しないものとする。前記化成皮膜は、主として、亜鉛系めっき層と、本発明のコーティング剤を焼き付け乾燥することにより形成されるコーティング塗膜と、の密着性向上のために形成される。密着性を向上するものであればどのようなものでも支障はないが、密着性だけでなく耐食性を向上できるものがより好ましい。密着性と耐食性の点からシリカ微粒子を含有し、耐食性の点からリン酸および/またはリン酸化合物を含有することが好ましい。
シリカ微粒子は、湿式シリカ、乾式シリカのいずれを用いても構わないが、密着性向上効果の大きいシリカ微粒子、特に乾式シリカが含有されることが好ましい。
リン酸やリン酸化合物は、例えば、オルトリン酸、ピロリン酸、ポリリン酸など、これらの金属塩や化合物などのうちから選ばれる1種以上を含有すれば良い。
さらに、アクリル樹脂、エポキシ樹脂、アミン変性エポキシ樹脂、ポリエステル樹脂などの樹脂、シランカップリング剤などの添加剤を適宜添加してもよい。シランカップリング剤としては、特に密着性を向上させるために、エポキシ系シランカップリング剤を含有することが好ましい。
化成皮膜の片面当たりの付着量は5〜500mg/m2とすることが好ましい。この範囲であれば、耐食性、プレス成形性および曲げ加工性に優れ、素地隠蔽性への悪影響もない。
【0030】
また、本発明のコーティング剤を亜鉛系めっき鋼板の少なくとも一方の面に形成されたクロムを含有しない化成皮膜の上に塗装し、焼き付け乾燥することにより形成したコーティング塗膜は、特に安定した繰り返し摺動性を有するが、その理由として本発明者らは、潤滑剤がコーティング塗膜中に均一に分散した形態をとることで、その効果の持続性が高まるためと考えた。以下、本発明者らが行った実験について説明する。
【0031】
発明例として、第1の溶媒D1と第2の溶媒D2の質量比がD1:D2=60:40であるコーティング剤と、比較例として、第1の溶媒D1と第2の溶媒D2の質量比がD1:D2=40:60であるコーティング剤を用意し、後述する塗装仕様1でクロムを含有しない化成皮膜が形成された亜鉛系めっき鋼板に塗布し塗装鋼板を製造し、さらに、炭素保護層を被覆した。このとき用いたポリエステル樹脂、硬化剤、カーボンブラック、および潤滑剤の種類と配合量、ならびに溶媒D1とD2の種類は後述する表2に示す発明例6と同じとした。
図1(a)は発明例の塗装鋼板の表面写真であり、図1(b)はそのA−A断面写真である。また、図1(c)は比較例の塗装鋼板の表面写真であり、図1(d)はそのB−B断面写真である。発明例では、比較例より、潤滑剤が小さい粒子であり、コーティング剤中に広く均一に分散していることが分かる。
また、図2に示すような、発明例と比較例に係る塗装鋼板における、後述する繰り返し摺動試験による摩擦係数の測定結果が得られた。図2より、繰り返し回数が5回までは、発明例と比較例とは同様の摩擦係数であるが、繰り返し回数が6回以降は、発明例は摩擦係数が変化しないのに対して、比較例は摩擦係数が上昇していることが分かる。
【実施例】
【0032】
本発明の実施例について説明する。
ポリエステル樹脂とカーボンブラックと潤滑剤と溶媒とを含むコーティング剤(発明例1〜8、比較例1〜3)を以下のようにして準備した。
表1に示すポリエステル樹脂25質量部を混合溶媒(高沸点芳香族ナフサ、シクロヘキサノン、イソホロン、キシレン)25質量部に溶解した樹脂溶液50質量部にカーボンブラックの適量部を混合し、ツブ(顔料粗粒子の粒子径)が10μm以下となるまで顔料分散を行った。次いで、この分散物に表1に示す硬化剤、潤滑剤およびシリカを加え、均一に混合し、さらに表1に示す第1の溶媒D1および第2の溶媒D2を加えて粘度約120秒(フォードカップ#4/20℃)に調整した表1に示す固形分割合のコーティング剤を得た。上記シリカとしては平均粒径が7μmの湿式シリカ(水澤化学工業(株)製ミズカシルP−526)をコーティング塗膜全体に対して2質量%となるように配合した。
得られたコーティング剤中の各成分の固形分、および、含まれる第1の溶媒D1と第2の溶媒D2との比を併せて表1に示す。
【0033】
【表1】
【0034】
上述した方法で得られたコーティング剤を用い、下記の塗装仕様1〜3にて塗装し焼き付けを行い、各試験用塗装板を得た。なお、化成皮膜の組成を表2に、塗装仕様1〜3を表3示す。
(塗装仕様1)
両面に化成処理が施され、化成皮膜(a−1)が形成された電気亜鉛めっき鋼板(板厚:0.45mm、亜鉛めっき付着量:20g/m2、めっき種記号:EG)に、前記各例で得たコーティング剤を乾燥膜厚5μmとなるようにバーコーターで塗装し、最高到達板温度が220℃となるよう20秒で焼付けて片面にコーティング塗膜を形成した。
(塗装仕様2)
両面に化成処理が施され、化成皮膜(a−2)が形成された溶融亜鉛めっき鋼板(板厚:0.6mm、亜鉛めっき付着量:60g/m2、めっき種記号:GI)に前記各例で得たコーティング剤を乾燥膜厚10μmとなるようにバーコーターで塗装し、最高到達板温度が190℃となるよう45秒で焼付けて片面にコーティング塗膜を形成した。
(塗装仕様3)
両面に化成処理が施され、化成皮膜(a−2)が形成された合金化溶融亜鉛めっき鋼板(板厚:0.8mm、亜鉛めっき付着量:45g/m2、めっき種記号:GA)に前記各例で得たコーティング剤を乾燥膜厚3μmとなるようにバーコーターで塗装し、最高到達板温度が230℃となるよう12秒で焼付けて片面にコーティング塗膜を形成した。
【0035】
【表2】
*1)乾式シリカ:日本エアロジル(株)製 アエロジル#200
*2)Zr化合物:第一稀元素化学工業(株)製 炭酸ジルコニウムアンモニウム
*3)湿式シリカ:日産化学工業(株)製 スノーテックス0
【0036】
【表3】
【0037】
得られた各試験用塗装板について、耐食性、プレス成形性(二段絞り)、繰り返し摺動性、素地隠蔽性および曲げ加工性を調査し、結果を表4に示す。
【0038】
(耐食性)
上記各試験用塗装鋼板から、試験片(大きさ:100mm×50mm)を切り出し、試験片の端部および裏面をテープシールした後、JIS Z2371−2000に準拠して、5質量%塩水を35℃で8時間噴霧した後、16時間休止する工程を1サイクルとし、これを3サイクル行った後の、コーティング塗膜表面外観の変化を評価した。評価は以下の基準に従って行った。
◎:表面に変化なし
○:表面に若干の発錆がある
×:表面に多数の発錆がある
【0039】
(プレス成形性(二段絞り))
上記各試験用塗装鋼板を次の二段絞り試験により評価した。
ブランク径:100mmΦ、ポンチ径:50mmΦ、ポンチ肩:4mmR、しわ押さえ圧:10kNにてコーティング塗膜表面が外側となるようカップ成形を行い、引き続き成形したカップを用いて、ポンチ径:33mmΦ、ポンチ肩:4mmR、しわ押さえ圧:10kNにて二段カップ成形を行う。二段目の側壁部のコーティング塗膜の外観を、一段目の側壁部のコーティング塗膜の外観と目視比較し、以下の基準に従って評価した。
◎:損傷による外観の変化は発生せず
○:若干の損傷による外観の変化が認められた
×:損傷が多数発生し、外観の変化が著しかった
【0040】
(繰り返し摺動性)
東京試験機製作所(株)製多機能摺動試験機を用いて、上記各試験用塗装鋼板のコーティング塗膜表面の動摩擦係数μを測定した。
金型として平板金型を用い、荷重P:9.8MPa(1kgf/mm2)、引き抜き速度20mm/sにて引き抜き応力Dを測定し、μ=D/2Pにて算出した。摺動試験後に前と同じ摺動部を、金型を研磨することなしに、10回繰り返して測定し、μの変化を評価した。なお、各試験用塗装鋼板の一方の面は本発明のコーティング塗膜が形成され、他方の面は化成処理が施されており、実プレス時と同様の条件となるようにしてμを評価した。
◎:1回目と10回目とのμの差が0.01未満
○:1回目と10回目とのμの差が0.01以上0.03未満
△:1回目と10回目とのμの差が0.03以上0.08未満
×:1回目と10回目とのμの差が0.08以上
【0041】
(素地隠蔽性)
素地隠蔽性は、コーティング剤を塗布する前のめっき鋼板の表面を、先端が金属のペンで疵をつけた後、上述したコーティング塗膜形成の処理工程を行って各試験用塗装鋼板を作製し、表面を目視で観察した。評価は以下の基準に従って評価した。
○:傷が分からない
×:傷が明瞭に分かる
【0042】
(曲げ加工性)
曲げ加工性は、JIS Z2248−1996に準拠し、各試験用塗装鋼板を、縦:60mm、横:30mmの大きさに切り出した試験片に、室温で180°に折り曲げる、いわゆる、0T曲げをしたときの曲げ加工部の頭頂部を目視および10倍のルーペで観察した。評価は以下の基準に従って行った。
◎:コーティング塗膜の割れがルーペで観察されない
○:コーティング塗膜の割れが目視で観察されない
×:コーティング塗膜の割れが目視で観察される
【0043】
【表4】
【0044】
表4に示すとおり、本発明のコーティング剤を塗布した塗装鋼板は、いずれも、耐食性、プレス成形性、繰り返し摺動性、素地隠蔽性および曲げ加工性について優れた効果があることが分かる。
これに対し、比較例は、耐食性、プレス成形性、繰り返し摺動性のいずれかにおいて、十分とはいえなかった。
【産業上の利用可能性】
【0045】
本発明によれば、安定して美麗な連続プレス後外観を有する塗装鋼板を、そのコーティング剤、コーティング方法とともに提供することが可能となる。
【特許請求の範囲】
【請求項1】
ポリエステル樹脂と、カーボンブラックと、潤滑剤と、溶媒と、を含むコーティング剤であって、
前記溶媒は、沸点が180℃未満の第1の溶媒D1と、沸点が180℃以上の第2の溶媒D2と、の組み合わせからなり、
前記第1の溶媒D1と前記第2の溶媒D2の質量比がD1:D2=90:10〜50:50の範囲であることを特徴とするコーティング剤。
【請求項2】
前記潤滑剤は、融点が100℃以上180℃未満の第1のワックスと、融点が180℃以上の第2のワックスと、の組み合わせからなることを特徴とする請求項1に記載のコーティング剤。
【請求項3】
前記第1の溶媒は、低級脂肪族アルコール類、エチレングリコール誘導体、ジエチレングリコール誘導体、シクロヘキサノン、キシレンの中から選択される少なくとも1種を含むことを特徴とする請求項1または2に記載のコーティング剤。
【請求項4】
亜鉛系めっき鋼板の少なくとも一方の面に形成されたクロムを含有しない化成皮膜の上に請求項1〜3のいずれか一項に記載のコーティング剤を、コーティング塗膜の厚さが3μm以上10μm以下となるように塗布し、150℃以上250℃以下の最高到達板温度で焼き付け乾燥することを特徴とする塗装鋼板の製造方法。
【請求項5】
請求項4に記載の塗装鋼板の製造方法により製造されることを特徴とする塗装鋼板。
【請求項1】
ポリエステル樹脂と、カーボンブラックと、潤滑剤と、溶媒と、を含むコーティング剤であって、
前記溶媒は、沸点が180℃未満の第1の溶媒D1と、沸点が180℃以上の第2の溶媒D2と、の組み合わせからなり、
前記第1の溶媒D1と前記第2の溶媒D2の質量比がD1:D2=90:10〜50:50の範囲であることを特徴とするコーティング剤。
【請求項2】
前記潤滑剤は、融点が100℃以上180℃未満の第1のワックスと、融点が180℃以上の第2のワックスと、の組み合わせからなることを特徴とする請求項1に記載のコーティング剤。
【請求項3】
前記第1の溶媒は、低級脂肪族アルコール類、エチレングリコール誘導体、ジエチレングリコール誘導体、シクロヘキサノン、キシレンの中から選択される少なくとも1種を含むことを特徴とする請求項1または2に記載のコーティング剤。
【請求項4】
亜鉛系めっき鋼板の少なくとも一方の面に形成されたクロムを含有しない化成皮膜の上に請求項1〜3のいずれか一項に記載のコーティング剤を、コーティング塗膜の厚さが3μm以上10μm以下となるように塗布し、150℃以上250℃以下の最高到達板温度で焼き付け乾燥することを特徴とする塗装鋼板の製造方法。
【請求項5】
請求項4に記載の塗装鋼板の製造方法により製造されることを特徴とする塗装鋼板。
【図2】

【図1】
【図1】
【公開番号】特開2013−108051(P2013−108051A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2012−97855(P2012−97855)
【出願日】平成24年4月23日(2012.4.23)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【出願人】(000003322)大日本塗料株式会社 (275)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成24年4月23日(2012.4.23)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【出願人】(000003322)大日本塗料株式会社 (275)
【Fターム(参考)】
[ Back to top ]