
コーティング材をスプレーするための投射器および部材、ならびに、該投射器を使用したスプレー方法
本発明は、コーティング材をスプレーするための回転式噴霧器(P)であって、固定された本体(2)、スプレー部材(1)、回転軸(X1)を中心にした前記スプレー部材(1)の回転手段(T)、および、スプレー部材(1)にコーティング材を供給する手段(21)を備える回転式噴霧器(P)に関する。スプレー部材(1)は、コーティング材を受容する流面(11)と、コーティング材をスプレーするためのエッジ(12)とを含む。前記回転式噴霧器(P)は、流面(11)とエッジ(12)の上流とによって画定される空間内の半径方向(Y1)に位置する所定領域内にエアを射出する手段(3)をさらに備え、該エア射出手段(3)は、コーティング材を供給する手段(21)から分離されている。前記エア射出手段(3)は、エア分配器を具備する前記流面(11)の中央領域(11.3)内にエアを射出する、前記流面(11)の上流部(11.1)内に配置される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コーティング材用の回転式投射器に関する。また、本発明は、コーティング材の回転式スプレー部材に関する。さらに、本発明は、このような回転式投射器を使ってコーティング材をスプレーする方法に関する。
【背景技術】
【0002】
回転式投射器を使用した従来のスプレーは、自動車ボディなどのコートされる物体上にコーティング材を塗布するために使用される。
コーティング材とは、コートされる物体上に粒子状で投射される、仕上げ材、ペイント、またはニス、あるいは植物にスプレーされる植物衛生材など任意の材料を意味する。
【0003】
コーティング材を投射する回転式投射器は、圧縮エアタービンなどの回転駆動手段の影響下で高速で回転するスプレー部材を含む。
このようなスプレー部材は、回転対称のボウル形状を成し、コーティング材の噴射を形成することができる少なくとも1つのスプレーエッジを含む。また、回転式投射器は、回転手段およびスプレー部材にコーティング材を供給する手段を覆う固定された本体を含む。
【0004】
回転部材のエッジによってスプレーされるコーティング材の噴射は、通常、ボウルの回転速度およびコーティング材の流速などのパラメータにより通常円錐形を成す。噴射の形を制御するために、従来技術の回転式投射器は、通常、複数のオリフィスを備える、これらのオリフィスは、回転式投射器の本体内に形成され、ボウルの外周囲上に位置しボウルの対称軸を中心にした円上に位置する。これらのオリフィスは、コーティング材の噴射を成形することができるようにするエア噴射を射出することを意図する。
【0005】
特許文献1には、このような、ボウルの外周囲から射出されるエア噴射用の回転式投射器が記載されている。ボウルの下流に存在する真空空間を低減し、均一に積層されたペイントの膜を取得することを意図している。
【0006】
しかしながら、このような回転式投射器は比較的早いエア速度を課し、それが品質的かつ量的に、コートされる物体上のコーティング材の塗布を悪化するリスクがある。
【0007】
また、品質的には、このような回転式投射器を使ってコートされる物体は、形状がところどころ不均一で概してロバスト性が低いところに影響を及ぼす。コーティング材の回転式投射器からの衝突のロバスト性は、実質的に、スカートエア流速、「衝突幅」、すなわち、回転投射器とコートされる物体との間の相対動作の方向に垂直な方向において考慮される、中間また上方に積層された厚み領域の幅、などの特定のパラメータの機能として示す曲線の規則性に一致する。
【0008】
また、量的には、このような回転式投射器の堆積量は比較的に限定される。伝送率とも称される堆積量は、回転式投射器を使用して投射されたコーティング材の量に対する、コートされる物体上に堆積したコーティング材の量の比率である。
【0009】
特許文献2には、エアの流れが、ペイントの中央噴射を形成し、ボウルの流面に対して周辺の流れを押圧するために使われる投射器が開示されています。ボウルの流面の外側に位置するエア噴出手段は、コーティング材の衝突のロバスト性、または、堆積量に影響を与えられない。
【0010】
【特許文献1】JP−A−8 071 455号明細書
【特許文献2】DE−A−10 2007 012 878号明細書
【発明の概要】
【発明が解決しようとする課題】
【0011】
具体的には、本願の目的は、ボウル下流の真空空間を克服し、コーティングされる物体に衝突するコーティング材の良好なロバスト性を取得し、また、ボウルの部品の汚れを制限することを可能にする、コーティング材の回転式投射器を提案することにより上述のデメリットを解消することである。
【課題を解決するための手段】
【0012】
そのために、本発明は、固定された本体、コーティング材スプレー部材、回転軸を中心にスプレー部材を回転させる手段、および、スプレー部材にコーティング材を供給する手段を備える、コーティング材の回転式投射器に関し、また、コーティング材のスプレー部材は、コーティング材を受容する少なくとも1つの流面と、コーティング材をスプレーする少なくとも1つのエッジとを含み、このエッジは、流面と流体流通している。また、この回転式投射器は、流面とエッジの上流とによって画定される空間内で半径方向に位置する所定領域内にエアを射出する手段を備え、前記エア射出手段は、コーティング材供給手段から離間している。エア射出手段は、流面の上流部に配置されたエア分配器をさらに含み、該エア分配器は、前記流面の中央領域内にエアを射出する。
【0013】
本発明、特に、エア分配器の配置のおかげで、ペイントの供給中、エアをスプレー部材内に射出することができ、このことがスプレー中のロバスト性および堆積量を改善する。本発明の手段内において、エア分配器が流面の上流部に配置されるという事実が、エア分配器が前記流面によって半径方向において囲まれ、かつ、流面の少なくとも一部で軸方向に位置することを意味する。
【0014】
本発明の別の利点であるが付随的な特徴によると、
−エア射出手段は、全てまたは一部のエアを流面に向けて配向するように配置される点;
−エア分配器は、スプレー部材から離間し、かつ、固定された本体に対して固定されている点;
−エア分配器は、エア射出手段および/または供給手段に取り外し可能に固定される点;
−エア射出手段は、スプレー部材の上流に延在するエアパイプを備え、エアパイプの下流セクションは回転軸と実質的に平行に、かつ近接して延在しており、前記下流セクションは、好ましくは、回転軸と同軸である点;
−コーティング材の供給手段は、下流セクションが通常エアパイプに平行、かつ回転軸から離間して延在する管を備える点;
−コーティング材の供給手段は、管状かつエアパイプの周りに延在する管を備える点;
−エア分配器は、エアパイプの下流部分に作られる点;
−エア分配器は、スプレー部材に固定される点;
−エア分配器は、エア流を受容するエア分配器の上流に配置される少なくとも1つの開口と、開口の下流に延在する少なくとも1つの経路とを有する点;
−エア分配器は、前記開口の下流で収束し、流面に接する立体角より大きく、かつ2πステラジアン(sr)より小さい立体角において分配される複数の経路を有し、いくつかの経路は、前記流面に向けて配向されている点;
−エア分配器の下流側軸面は、完全にまたは部分的に平面である点;
−エア分配器の下流側軸面は湾曲しており、好ましくは、球の一部の形状である点;
−流面は、通常、回転軸に対して回転対称であり、エア分配器は、回転軸を中心に全体的に先細の外面を有し、外面が流面と共にコーティング材の通路を画定する点;
が単独で、または、技術的に可能な組み合わせにおいて考慮される。
【0015】
また、本発明は、コーティング材を供給する手段によって運ばれたコーティング材を受容するように意図された少なくとも1つの流面と、前記コーティング材をスプレーする少なくとも1つのエッジとを備える、コーティング材をスプレーする回転式部材に関し、エッジは、流面と流体流通している。また、この回転式部材は、流面とエッジの上流とに限定される容積内で径方向に位置する領域内にエアを射出する手段を備え、エア射出手段は、コーティング材スプレー手段から離間している。エア射出手段は、流面の中央領域内にエアを射出する流面の上流部内に半径方向および軸方向に配置され、かつ、スプレー部材と一体であるエア分配器を備える。
【0016】
また、本発明は、上述の回転式投射器を使用してコーティング材を投射する方法に関し、該方法は、
−スプレー部材にコーティング材を供給するステップと;
−スプレー部材の流面の上流部内に配置されたエア分配器を利用して流面に区切られた容積内で径方向に位置する所定領域内にエアを射出するステップと;
−エア射出手段内に、連続、可変または直接モードの内、1つ以上のエア流を選択するステップと;
を備える。
【0017】
単に限定することのない例示目的で用意され、かつ、添付する図面を参照にした下記の説明に照らして、本発明はよりよく理解され、その利点もまた明らかになるだろう。
【図面の簡単な説明】
【0018】
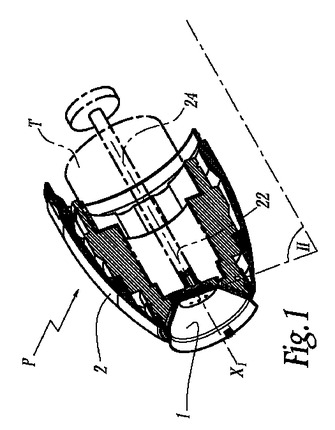
【図1】本発明におけるスプレー部材を備え、本発明における回転式投射器を引き離した状態の透視図である。
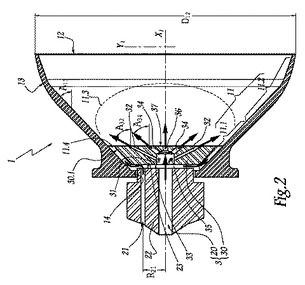
【図2】投射器の、図1の面IIに沿った拡大断面図である。
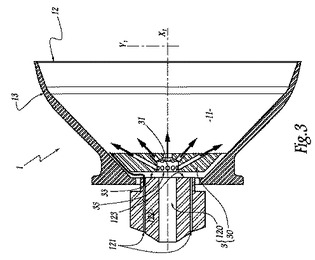
【図3】本発明の第2実施形態における投射器とスプレー部材との一部の図2と同様の図である。
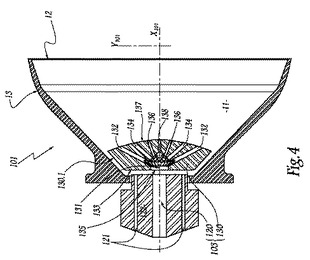
【図4】本発明の第3実施形態における投射器とスプレー部材との一部の図2と同様の図である。
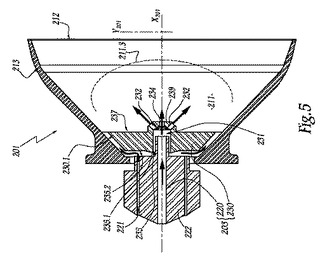
【図5】本発明の第4実施形態における投射器とスプレー部材との一部の図2と同様の図である。
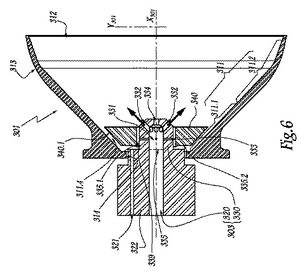
【図6】本発明の第5実施形態における投射器とスプレー部材との一部の図2と同様の図である。
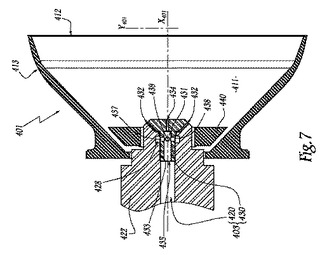
【図7】本発明の第6実施形態における投射器とスプレー部材との一部の図2と同様の図である。
【図8】従来技術と比較して、本発明における回転式投射器およびスプレー部材の複数の利点を示すグラフである。
【発明を実施するための形態】
【0019】
図1は、以後ボウルと称するスプレー部材1を有する、コーティング材を投射する回転式投射器Pを示す。ボウル1は、固定された本体2内に部分的に収容される。ボウル1は、エアタービンTなどの回転手段により軸X1の周りを高速で回転する、スプレー位置において示され、その筐体は、図1では破線で示される。従って、軸X1は、ボウル1の回転軸を構成する。負荷された際、すわなち、コーティング材をスプレーしている際のボウル1の回転速度は、25,000rpm〜100,000rmpであり得る。
【0020】
固定された本体2は、軸X1の周りを回転しないので「固定された」と称される。固定された本体2を、複数軸ロボットアームなどの保持部(図示せず)上に取り付けることができる。図2に示すように、ボウル1は、軸X1を中心にした回転対称である。ボウル1hは、遠心力の影響下で、コーティング材が精細な液滴に極小化されるエッジ12まで広がるフィルム内にコーティング材を受容するように意図された流面11を備える。流面とは、ボウル1の窪んだ内面、すなわち軸X1に対向する面を意味する。エッジ12と流面11とは液体交換し、それにより、コーティング材のフィルムが、流面11から下流側の流面の境界であるエッジ12へ流れ得る。
【0021】
エッジ12からスプレーされた全ての液滴は、コーティング材の噴射を形成し(図示せず)、ボウル1から離れ、コーティングされる物体(図示せず)に向けて配向され、前記噴射が物体上に衝突を生じさせる。ボウル1は、固定された本体2に対向する外面13を有する。外面13は、軸X1に対向しないので「外面」と称される。反対に、流面11は、軸X1に対向するので「内面」と称することができる。
【0022】
図2に示すように、流面11は、軸X1に対して先細になった上流部11.1と、下流部11.2で構成されており、下流部11.2は、軸X1と近接し互いに連結した2つの先細になった面で構成され、エッジ12に連結する先細になった面の頂点の角度は、上流部11.1に連結する先細になった面の頂点の角度より小さい。
【0023】
エッジ12は、全体的に、軸X1を中心にした直径D12を有する円の形状である。 ノッチ(図示せず)は、流面11とエッジ12との間に作られ、エッジ12におけるスプレーされた液滴のサイズの制御を改善する。直径D12は、例えば65mmである。
【0024】
図1に示すように、回転式投射器Pは、本発明のボウル1に駆動に参加する流体、液体または気体を運ぶ導管24をさらに含む。導管24は図1に破線で図示され、その下流セクション22が図2に部分的に図示される。
【0025】
スプレーする段階の際は、導管24は、ボウル1にエアおよびコーティング材を移送することを可能にする。回転式投射器Pおよびボウル1の洗浄段階の際は、導管24は、ボウル1に洗浄液およびエアを移送することを可能にする。
【0026】
図2に示すように、導管24の下流セクション22は、ボウル1にコーティング材を供給するためのエアパイプ20および管21を備える。エアパイプ20の下流セクションは円筒状であり、ボウル1の上流に延在し、軸X1と同軸である。あるいは、エアパイプ20の下流セクションは、軸X1に平行にかつ近接して全体的に延在することができる。
【0027】
「上流」および「下流」との用語は、図1の右に位置する回転式投射器Pのベース部から図1の左に位置するエッジ12へのコーティング材の流れる方向を意味する。
【0028】
管21は、コーティング材をボウル1に供給する手段を形成する。管21の下流セクションは、軸X1から半径方向距離R21で、エアパイプ20に、従って軸X1に実質的に平行して延在する円筒状の穴によって形成される。言い換えると、管21は、エアパイプ20に対して導管24内で偏心している。管21、特にその上流部の相補的なものして、回転式投射器Pは、管21内にコーティング材を移送するための別の供給手段を含むことができる。
【0029】
「軸方向」との用語は、ボウル1の回転軸および対称軸の軸X1に沿って延在する構成要素、片、または方向を意味する。「半径方向」との用語は、図2の面内の方向Y1などの軸X1に垂直な方向に延在する構成要素、片、または方向に適用される。
【0030】
あるいは、管21は、図3に関して下述される管121のように、エアパイプの周囲に延在し、回転軸に同軸の円筒状の形状を有することができる。このような円筒状の形状は、エア分配器の周囲に、かつエア分配器の上流面と導管の下流面とを分離する空間内に、均等にコーティング材を分配することを可能にする。
【0031】
図2に示すように、回転投射器Pは、導管24の下流セクション22の端面23近傍に配置されるエア分配器30をさらに備える。下流セクション22の端部分は、ボウル1内に形成される円状上流開口14を通じて延在する。エア分配器30は、流面11の上流部11.1内に配置される。エア分配器30は、エア流の方向に対して、エアパイプ20の下流に配置される。
【0032】
図2に示される第1実施形態において、エア分配器30は、ボウル1と一体である。エア分配器30およびボウル1は、軸X1の周りに延在する固定手段を使用して固定されるが、図2の面には延在せず、従って、図2には固定手段は示されない。これらの固定手段は、例えば、磁石またはねじで構成されてもよい。
【0033】
エアパイプ20とエア分配器30とは、流面11とエッジ12の上流とで区切られた容積内で径方向に位置する所定領域内にエアを射出する手段3を形成する。また、この領域は、一方ではエア分配器30によって、他方では流面11の下流部11.2によって区切られる。
【0034】
本願では、「エアを射出する」との表現は、ボウルの流面によって区切られる容積内にエアを射出することを意味し、次いで結果として、前記エアはボウル1を超えて流れる。この「中央の」と説明され得るエアは除いて、回転式投射器は、それ自体では知られる、ストレートおよび/または斜め(渦巻き)スカートエア(skirt air)射出手段を装備する。
【0035】
エア射出手段3、すなわち、エア分配器30に関連するエアパイプ20は、ボウル1にコーティング材を供給する手段から離間する。これにより、コーティング材をスプレー中に、ボウル1へのコーティング材の供給に付随してエアを射出することが可能である。
【0036】
図2に示す本発明の第1実施形態では、エア分配器30は、流面11によって区切られた容積に属する中央領域11.3内にエアを射出するように配置される。「中央」との用語は、半径方向Y1および軸方向X1の両方における中央領域11.3の位置に適用する。エア分配器30は、エア分配器30の上流側に配置される開口35を有し、それにより、エアパイプ20からくるエア流を受容する。そのためには、開口35は、エアパイプ20の下流の反対かつ近くに配置される。開口35の直径は、エアパイプ20の直径に実質的に一致する。
【0037】
エア分配器30は、エア分配器30内に直線的に配置される複数の経路32、34、36を含む。経路32、34、36は、開口35の下流に位置する共用チャンバ31に収束する。図2の面内に示す経路32、34、36と別に、エア分配器30は、図2の断面の外に延在する複数の経路と、共用チャンバ31で可視の吸入穴とを備える。言い換えると、エア分配器30はノブ形状を成す。実際には、経路の数は1〜30である。
【0038】
エア分配器30は、軸X1に対してそれぞれが対称な一対の経路32と一対の経路34とを含む。噴射がエアパイプ20によって供給される際の、経路32、34、36によって生じるエア噴射が、エア噴射は、実際には、実質的に円錐形または円筒形のエア噴射であるが、直線の矢印で示されている。
【0039】
中央領域11.3の拡張は、形状およびエア流速または経路32、34、および36の配向などのパラメータの使用法に応じて変化し得る。
【0040】
各経路32の方向は、軸X1と角度A32を成す。各経路34の方向は、軸X1と角度A34を成す。各経路36の方向は、軸X1と角度A36を成す。実際には、角度A32、A34、およびA36は0°〜80°である。従って、経路32、34および36のそれぞれの方向は、2πsrより小さな立体角内で分配される。
【0041】
言い換えると、経路32および経路34は、軸X1と角度A11を成す上流部11.1の流面に向けて配向される。従って、経路32、34および36のそれぞれの方向は、流面11に内接する立体角より大きな立体角内で分配される。これにより、エア射出手段、エアパイプ20およびエア分配器30は、流面11に向けてエアの一部を配向するように配置される。この射出されるエアの一部は、特に、層を「積層する」ことによって流面11上に広がるコーティング材の層を薄くすることを可能にする。
【0042】
図2に示す第1実施形態では、エア分配器30の下流側軸面37が、経路32、34および36の出力の出口が生じる完全に平坦なディスクの形状であること前提とする。平面または平坦な形状の下流側軸面37が、製造が容易なエア分配器30を画定し、エア流を連続的なまたは途絶がより少ないエア流と、汚れがより少ない領域とを得ることを可能にする。
【0043】
これらの出口の位置は、それぞれの経路32、34および36の長さおよび直径と同様に、中央領域11.3内にエアを射出するように決められる。ボウル1を有するエア分配器30の回転と組み合わせて、ボウル1をさらに押すことを可能にし、さらに、ボウル1の下流に存在する真空空間を軽減するまたは取り除きさえする。
【0044】
エア分配器30は、全体的に軸X1に沿って先細の外面30.1を有する。外面30.1の頂角は、流面11の上流部11.1の頂角と同一である。言い換えると、外面30.1は、上流部11.1と平行して延在する。これにより、外面30.1および上流部11.1は、これらの間にコーティング材のための通路11.4を画定する。通路11.4は、広がって層を形成するところの流面11に向けて管21から来るコーティング材を配向することを可能にする。
【0045】
動作中、コーティング材のスプレー中に、ボウル1およびそのエア分配器30は、エアタービンTによって回転する。コーティング材は、端面23をエア分配器30の上流面33から離間する空間を満たすまで導管24内の管21内に流れ込む。次いで、コーティング材は、空間11.4を通過し、コーティング材が微細な液滴でスプレーされるエッジ12まで流面11上に広がる。
【0046】
コーティング材のこの供給の前または同時に、エアパイプ20およびエア分配器30を備えるエア射出手段3には、中央領域11.3内に搬送し分配する圧縮エアが供給される。ボウルにコーティング材が供給される限り、エア供給は続けられる。これにより、次いでエアはボウル1の下流に流れ、次いでスプレーされるコーティング材の流れと混ざる。従って、これにより射出されるエアは、ボウル1の下流に存在する真空空間を相殺することを可能にする。
【0047】
より具体的には、短い初期フェイズが、管21内にペイントをもたらす前にエアパイプ20内とエア分配器30内とに圧縮エアをもたらすことから成ってもよい。この初期フェイズは、エア分配器30上および内にペイントが戻り上がってくることを避けることを可能にする。
【0048】
さらに、経路32および34に充填されたエアは、流面11に向けて配向され、このことは、流面11上にコーティング材の層の拡散または積層に貢献する。
【0049】
また、これにより中央領域11.3内に射出されたエアが、流面11内およびエア分配器の下流側軸面37上にコーティング材が戻ることを制限し、ボウルを汚すこと、すなわち、ボウルを洗浄する溶剤を低減する。
【0050】
さらに、このエア射出は、図8に対して下記に詳述されるように、コートされる物体上のコーティング材の塗布性能を改善する。また、ボウル1の中心でのエア射出は、塗布材の伝送率とも称される堆積量を減らす。
【0051】
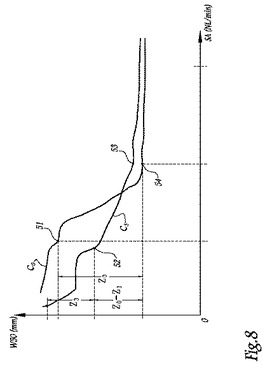
図8は、上記で最新式と比較したように、スプレーされる材料の噴射を形成するスカートエア(SA)流の機能として、堆積断面の真ん中の厚みで測定された、直接的な衝突、すなわち、動作中の物体上の衝突幅W50の変化を示している。
【0052】
曲線C0は、衝突幅W50のロバスト性曲線を表し、一方、曲線C3は、本発明における、すなわち、流面11によって区切られた容積内にエアを射出する手段3を備える回転式投射器のロバスト性曲線を表す。
【0053】
曲線C0およびC3それぞれは、衝突幅W50が不連続的に展開するゾーンを有する。これらのゾーンは、曲線C0およびC3それぞれに対しZ0およびZ3と付される。ゾーンZ0およびZ3は、スカートエア流が変更される際に衝突幅W50がそこで非連続的に展開するため、「非ロバスト性」と称され、これにより、非ロバスト性ゾーンZ0およびZ3は、コーティング材のスプレーには使用不可である。実際は、非ロバスト性ゾーンZ0およびZ3において、ボウル1の回転速度、材料の流速または回転投射器Pが取り付けられる多軸ロボットアームの動作などの外部パラメータの小さな変更が、ボウル1周辺のエア速度を大きく変更し、衝突幅W50を不規則に変化させる。
【0054】
ボウル1中心でエア射出を伴う非ロバスト性ゾーンZ3は、比較的小さな衝突幅W50の変化を表す。一方、ボウル1の中心にエア射出を伴わないロバスト性ゾーンZ0は、より大きな衝突幅W50の変化を表す。従って、ボウル1の中心へのエア射出を伴う本発明における回転式投射器Pは、非ロバスト性ゾーンZ0の振幅を低減させ、それを非ロバスト性ゾーンZ3まで戻すことが可能である。この振幅の低減は、約200mmの直径W50の変化を示すゾーンZ0−Z3によって図8に反映されている。
【0055】
結果として、曲線C3をたどる衝突幅W50の変化は、より小さく、リティンティング(retinting)層としてコーティング材を塗布することを可能にし、既に塗布されたベース層上に微細層を積層する。リティンティングは、スカートエア流速が比較的低く、かつ、ボウルの回転速度が比較的高い塗布である。
【0056】
また、回転式投射器Pの回転を利用する方法を最適化することが可能である。そのためには、衝突幅W50がロバスト性であるところの曲線C0およびC3の全ての領域を有効に使う必要がある。
【0057】
図8の例では、スカートエア流速が数NL/分〜600NL/分に上がる際に、先ず、ボウル1の中心にエアを射出せずにコーティング材をスプレーして、ポイント51まで曲線C0をたどる必要がある。次いで、多少のエア流をボウル1の中心内に射出することが好ましい。曲線C3のロバスト性ゾーンが開始するポイント52にそれ自体を置くことが好ましい。
次いで、ボウル1の中心でのエア射出を維持しつつ、ポイント53まで曲線C3をたどる必要がある。次いで、同じ順序で、スカートエア流を増加すると、ポイント53から曲線C3をたどり続けることが可能である。
【0058】
または、スカートエア流を増加すると、ポイント54からボウ曲線C0をたどる、つまり、ボウル1の中央領域内にエアを射出することを阻害することが可能である。従って、ボウル1内のエア流を、順序立てられたモード、連続モード、すなわち、定数でのモード、または可変モードで射出することが可能である。
【0059】
この曲線C0およびC3のロバスト性ゾーンの最大かつ並列した利用は、ポイント51および54に対応する流速間で曲線C3よりむしろ曲線C0をたどることによって、スカートエア流の消費を最小化することを可能にする。
【0060】
図3は、ボウル1が図2のボウル1と同一である、本発明の第2実施形態を示す。ボウル1の説明は図2に対して上記されており、図3に示すボウル1に転用される。回転式投射器Pの構成部品と類似するまたは一致する図3の回転式投射器の構成部品には、100が足された同一の符号が付せられる。従って、下流セクション122によって示される導管、エアパイプ120、および管121が画定される。
【0061】
図3に部分的に示す回転式投射器は、コーティング材をボウル1に供給する手段と、ボウル1の中心にエアを射出する手段に対するコーティング材をボウル1に供給する手段の位置にとおいて、図2の回転式投射器と異なる。
【0062】
導管122の下流セクションは、導管24の下流セクション22のエアパイプ20と同一のエアパイプ120を含む。
特に、エアパイプ120は、軸X1と同軸である。従って、エアパイプ120およびエア分配器30を具備するエア射出手段3は、図1に示すエア射出手段3と同一である。
【0063】
特に、エアパイプ120から出るエアは、エア分配器30と共有される共用チャンバ31を、このエア分配器の上流側に形成された開口35を通過する。
【0064】
下流セクション122は、コーティング材の供給手段が、エアパイプ120の周りに軸X1と同軸に延在する管形状を有する管を備える一方、管21は、軸X1に対して偏心した1つの孔である点で、導管24の下流セクション22と異なる。管121の管形状が、エア分配器30の周囲と、エア分配器30の上流面33と導管122の下流面123とを分離する空間内と、に均等にコーティング材を分配することを可能にする。
【0065】
または、管121は、図2について上述したように、エアパイプつまり回転軸に平行に、かつ導管と偏心して延在する孔を有することができる。
【0066】
図4は、本発明の第3実施形態におけるボウル101を図示し、導管の下流セクション122は図3の下流セクション122と同一であり、ボウル101はボウル1に類似する。従って、図3に対して上述されたボウル1および下流セクション122の説明は、下記の違いを考慮した上で、図4のボウル101および下流セクション122に転用され得る。回転式投射器Pの構成部品に類似するまたは一致する図4の回転式投射器の構成部品には、100が足された同一の符号が付せられる。従って、エア分配器130、共用チャンバ131、経路132、134、136および138、共用チャンバ131に繋がる開口135、下流側軸面137、および、外面130.1が画定される。
【0067】
ボウル101は、エア分配器130の形状および経路の数がエア分配器30と異なる点でボウル1とは異なる。それ以外のエア分配器130の特徴、特に、上流面133および外面130.1は、エア分配器30のそれぞれの特徴と同一である。
【0068】
下流セクション122のエアパイプ120およびエア分配器は、共にボウル101の中央領域内にエアを射出する手段103を形成し、その流面11の半径方向内側に位置する。
【0069】
先ず、エア分配器130は、その下流側軸面137は湾曲した凸面であり、この場合では球の一部の形状であるのに対して、下流側軸面37の場合は平坦である点で異なる。エア分配器の130の形状は、エア分配器で取得できる分配からは異なるエア分配を実行することを可能にし、このことが所望される塗布に応じて役立つことがわかっている。図示しない代替案では、エア分配器30の下流側軸面が湾曲した凹面、すなわち、へこんでいる場合がある。
【0070】
また、エア分配器130は、エア分配器30より多くの経路132、134、136および138を含む。経路132、134、136および138の分配は、図2に対して説明した経路32、34および36の分配と同様である。
【0071】
図5は、本発明の第4の実施形態におけるボウル201を図示し、導管の下流セクション222は図3の下流セクション122と同一である。図3に対して上述されたボウル1および導管122の説明は、下記の違いを考慮した上で、図5のボウル201および下流セクション222に転用できる。回転式投射器Pの構成部品と類似するまたは一致する図5の回転式投射器の構成部品には、200が加えられた同一の符号が付させられる。従って、流面211、エッジ212、外面213、エア分配器230、共用チャンバ231、経路232および234、共用チャンバ231に繋がる開口235、下流側軸面237、外面230.1、ならびに、下流セクション222のエアパイプ220およびエア分配器230で形成せれる中央領域211.3およびエア射出手段203が、画定される。
【0072】
流面211、エッジ212および外面213は、流面11、エッジ12および外面13にそれぞれ一致する。ボウル201は、エア分配器230の経路の構造および数でボウル1と異なる。つまり、経路232および234は、下流側軸面237に対して突出するエア分配器230の下流部分239内に機械加工される。従って、下流側軸面237は、平面の頂部と突出する先細部分とで構成されるので、部分的に平面である。共用チャンバ231は、この突出部分まで延在する。これにより、下流側軸面237の大きな平面部分は、経路232および234を含まない。
【0073】
セクション222の下流端は、半径方向の遊びを有する開口235を通って、共用チャンバ231を貫通し、エア分配器内にペイントが上がってくることを制限する負荷損を局所的に生じるバッフルを形成する。エア分配器230と共用チャンバ231の半径方向外側面との間でペイントが上がってくることを防止する目的として、上流軸面235.2には、開口235および共用チャンバ231に半径方向外側で隣接する、先細のリムまたはビーズ235.1が設けられる。
【0074】
それ以外のエア分配器230の特徴、特に、エア分配器230の外面230.1が先細の形状を有する点は、エア分配器30および130の特徴それぞれに一致する。
【0075】
エア分配器230は、中央領域211.3の中心において、エア分配器30または130でなされるより局所的なエア分配を実行することを可能にする。
【0076】
図6は、本発明の第5の実施形態におけるボウル301を図示する。図1に対して上述されたボウル1および導管24、特にその下流セクション22の説明は、下記の違いを考慮した上で、図6におけるボウル301および下流セクション322辺りの導管に転用できる。回転式投射器Pの構成部品に対応する図6の回転式投射器の構成部品には、300を足した同一の符号が付せられる。従って、流面311、上流部311.1および下流部311.2、中央領域311.3、エッジ312、外面313、エア分配器330、共用チャンバ331、ならびに、経路332おおび334が画定される。
【0077】
エア分配器330は、ボウル201の経路232、234に類似する経路332、334を有する。エア分配器330は、エア分配器がボウル301から取り外され、回転式投射器の固定された本体に固定される点で、エア分配器30、130および230とは異なる。反対に、エア分配器30、130および230は、それぞれボウル1、101および201に固定され、エア分配器30、130および230は回転式投射器Pの固定された本体に対して軸X1、X101およびX201を中心に回転する結果となる。
【0078】
下流セクション322のエアパイプ320と、エア分配器330とは、共に、流面311の半径方向内側に位置するボウル301の領域内にエアを射出する手段303を形成する。
【0079】
図6に示す実施形態では、エア分配器330は、エアパイプ320の下流部分で作られる。実際には、エア分配器330は、下流セクション322の下流部分内に機械加工され、ボウル301の上流開口314を通り、ボウル301の半径方向中央部内に突起を形成する。従って、エア分配器330と下流セクション322とは一体である。または、エア分配器は、ねじ、接着、または同類物によって導管上に取り付けられ得る。
【0080】
エアパイプ320と共用チャンバ331とは、別々に延在してなるものあり、開口335で連結しており、つまり、サブアセンブリ322−330の内部領域によって形成されている。従って、エアは開口335を通って共用チャンバ331内のエアパイプ320を貫通する。
【0081】
ボウル301は、流面311の上流部311.1上のコーティング材を分配する機能を実行する分散器340をさらに含む。分散器340は、ボウル301に固定され、軸X301を中心に回転する。分散器340は、上流部311.1でコーティング材の通路311.4を画定する外面340.1を有する。
【0082】
経路332および334に加えて、エア分配器330は横断経路333を含む。横断経路333は、半径方向に延在し、軸X301の周囲に分配される。横断経路333を通過するエア流は、エア分配器330と分散器340との間に位置する環状隙間339に向かい、これにより、ペイントが隙間339内に流れない。上流軸面335.2の、ペイントがエア分配器330と分散器340との間に上がってくることを防ぐ端と同一端には、図5の実施形態のリム235.1に類似した先細のリムまたはビーズ335.1が設けられる。
【0083】
ボウル301のエア射出手段は、隙間339を画定する穴を備え、なぜなら、エア分配器330は、前記穴を通してもエアを射出する。エア射出手段は、分散器340によって形成されるペイント供給手段とは異なる。
【0084】
エア分配器330は、エア分配器30、130および230によって生じる動的または回転式エア噴射とは反対に、静的なエア噴射を作り出することを可能にする。静的なエア噴射は、著しく直接的である利点を有し、動的噴射より比較的大きな局所的衝突を有する。
【0085】
図7は、本発明の第6の実施形態におけるボウル84図示する。図6に対して上述されたボウル301および導管の下流セクション322の説明は、下記の違いを考慮した上で、図7におけるボウル401と、その下流セクション422によって示す導管とに転用可能である。図6の回転式投射器の構成部品に類似するまたは一致する図7の回転式投射器の構成部品には、400を足した同一の符号が付せられる。従って、流面411、エッジ412、外面413、エア分配器430、共用チャンバ431、経路432および434、共用チャンバ431に繋がる開口435、ならびに、エア分配器430が画定される。
【0086】
下流セクション422のエアパイプ420と、エア分配器430とは、流面411の半径方向内側に位置するボウル401の所定領域内にのエアを射出する手段403を共に形成する。1つ(またはそれ以上)の管(図示せず)が、ボウル401にコーティング材が供給されることを可能にする。各管は、上述のような管21、121、221または321に類似し得る、すなわち、直線で軸X401に平行する、または、管状かつ軸X401と同軸である。
【0087】
エア分配器330とは違い、エア分配器430は、下流セクション422の端部に固定されるノズルを備える。より具体的には、エア分配器430は、下流端部がねじになったエアパイプ420にねじ込まれる管状上流部を含む。エア分配器430は、ねじで外せるノズルを有するので分解して洗浄し易い。または、ノズルは、フィンによって導管内に固定され得る。
【0088】
エア分配器430は、ボウル401から分離し、回転式投射器の固定された本体に対して固定される。エア分配器430は、ボウル301の経路334に類似した経路434を有する。エア分配器430の下流部は、軸X401に沿って開けられた経路434の中心で先細形状を有する。
【0089】
隙間空間または遊びが、エア分配器430の先細面と下流セクション422の同場所にある端面との間に配置される。この隅間空間が、軸X401を中心に薄層状経路432を形成する。
【0090】
エアは、図7では符号437、438および439を有する3つが可視の複数の半径方向穴を介して経路432に到達する。半径方向穴437および438は、図7の面内に含まれる半径方向Y401において延在する。これらの半径方向穴437、438および439は、エア分配器430の管状上流部内に作られ、下流セクション422内に作られる管状経路428内に出現する。
【0091】
これにより、エア分配器430を形成するノズルは、流面411内の半径方向に位置する領域内に薄層状のエア流を射出することを可能にする。
【0092】
上述の実施形態、特に図1〜7にする実施形態は、本発明の全ての主要な利点、すわなち、ボウル下流の真空空間を克服し、コートされる物体上へのコーティング材の衝突の良好なロバスト性を取得し、かつ、ボウル部品の汚れを制限することを提供する。
【0093】
別の図示しない代替案では、コーティング材の管およびエアパイプは、従来の固定手段を使用して組み立てられる2つの異なる部品に機械加工され得る。
【0094】
また、ボウルの中心で射出されるエアは、窒素などの、コーティング材に対して無害で中性的な別のガスで置き換えられ得る。
【0095】
全ての実施形態において、エアパイプ20、120、220、320または420は、ボウル1、…401の回転軸X1、…X401を中心とし、エア分配器30、130、230または430もまた前記軸を中心とする。従って、エアパイプとエア分配器との間のエア流は、この軸に沿って起こる。
【0096】
全ての実施形態において、ボウルの流面11または同等物のエア分配器30または同等物は、上流部11.1または同等物によって区切られる容積内に配置される。言い換えると、エア分配器30または同等物は、ボウルの流面11または同等物によって区切られる容積内に収まる。エア分配器のこの配置が、流面とボウルの中心との両方に向けてエアを効果的に分配することを可能にしており、特に、ボウルの中央領域内、または前記領域の下流のいかなる真空空間を克服することを可能にしている。従って、衝突のロバスト性と、積層量とが改善される。
【符号の説明】
【0097】
P 回転式投射器
T 回転手段
1、101、201、301、401 スプレー部材
11、211、311、411 流面
11.1、311.1 上流部
11.3、211.3 中央領域
11.4、311.4 通路、空間
12、212、312、412 エッジ
2 固定された本体
20、120、220、320、420 エアパイプ
21、121、221、321 コーティング材を供給する手段、管
3、103、203、303、403 エアを射出する手段、エア射出手段
30、130、230、330、430 エア分配器
30.1、130.1、230.1 外面
32、34、36、132、134、136、232、234、236、332、334、432、434 経路
35、135、235、335、435 開口
37、137、237 下流側軸面
X1、X101、X201、X301、X401 回転軸
Y1、Y401 半径方向
【技術分野】
【0001】
本発明は、コーティング材用の回転式投射器に関する。また、本発明は、コーティング材の回転式スプレー部材に関する。さらに、本発明は、このような回転式投射器を使ってコーティング材をスプレーする方法に関する。
【背景技術】
【0002】
回転式投射器を使用した従来のスプレーは、自動車ボディなどのコートされる物体上にコーティング材を塗布するために使用される。
コーティング材とは、コートされる物体上に粒子状で投射される、仕上げ材、ペイント、またはニス、あるいは植物にスプレーされる植物衛生材など任意の材料を意味する。
【0003】
コーティング材を投射する回転式投射器は、圧縮エアタービンなどの回転駆動手段の影響下で高速で回転するスプレー部材を含む。
このようなスプレー部材は、回転対称のボウル形状を成し、コーティング材の噴射を形成することができる少なくとも1つのスプレーエッジを含む。また、回転式投射器は、回転手段およびスプレー部材にコーティング材を供給する手段を覆う固定された本体を含む。
【0004】
回転部材のエッジによってスプレーされるコーティング材の噴射は、通常、ボウルの回転速度およびコーティング材の流速などのパラメータにより通常円錐形を成す。噴射の形を制御するために、従来技術の回転式投射器は、通常、複数のオリフィスを備える、これらのオリフィスは、回転式投射器の本体内に形成され、ボウルの外周囲上に位置しボウルの対称軸を中心にした円上に位置する。これらのオリフィスは、コーティング材の噴射を成形することができるようにするエア噴射を射出することを意図する。
【0005】
特許文献1には、このような、ボウルの外周囲から射出されるエア噴射用の回転式投射器が記載されている。ボウルの下流に存在する真空空間を低減し、均一に積層されたペイントの膜を取得することを意図している。
【0006】
しかしながら、このような回転式投射器は比較的早いエア速度を課し、それが品質的かつ量的に、コートされる物体上のコーティング材の塗布を悪化するリスクがある。
【0007】
また、品質的には、このような回転式投射器を使ってコートされる物体は、形状がところどころ不均一で概してロバスト性が低いところに影響を及ぼす。コーティング材の回転式投射器からの衝突のロバスト性は、実質的に、スカートエア流速、「衝突幅」、すなわち、回転投射器とコートされる物体との間の相対動作の方向に垂直な方向において考慮される、中間また上方に積層された厚み領域の幅、などの特定のパラメータの機能として示す曲線の規則性に一致する。
【0008】
また、量的には、このような回転式投射器の堆積量は比較的に限定される。伝送率とも称される堆積量は、回転式投射器を使用して投射されたコーティング材の量に対する、コートされる物体上に堆積したコーティング材の量の比率である。
【0009】
特許文献2には、エアの流れが、ペイントの中央噴射を形成し、ボウルの流面に対して周辺の流れを押圧するために使われる投射器が開示されています。ボウルの流面の外側に位置するエア噴出手段は、コーティング材の衝突のロバスト性、または、堆積量に影響を与えられない。
【0010】
【特許文献1】JP−A−8 071 455号明細書
【特許文献2】DE−A−10 2007 012 878号明細書
【発明の概要】
【発明が解決しようとする課題】
【0011】
具体的には、本願の目的は、ボウル下流の真空空間を克服し、コーティングされる物体に衝突するコーティング材の良好なロバスト性を取得し、また、ボウルの部品の汚れを制限することを可能にする、コーティング材の回転式投射器を提案することにより上述のデメリットを解消することである。
【課題を解決するための手段】
【0012】
そのために、本発明は、固定された本体、コーティング材スプレー部材、回転軸を中心にスプレー部材を回転させる手段、および、スプレー部材にコーティング材を供給する手段を備える、コーティング材の回転式投射器に関し、また、コーティング材のスプレー部材は、コーティング材を受容する少なくとも1つの流面と、コーティング材をスプレーする少なくとも1つのエッジとを含み、このエッジは、流面と流体流通している。また、この回転式投射器は、流面とエッジの上流とによって画定される空間内で半径方向に位置する所定領域内にエアを射出する手段を備え、前記エア射出手段は、コーティング材供給手段から離間している。エア射出手段は、流面の上流部に配置されたエア分配器をさらに含み、該エア分配器は、前記流面の中央領域内にエアを射出する。
【0013】
本発明、特に、エア分配器の配置のおかげで、ペイントの供給中、エアをスプレー部材内に射出することができ、このことがスプレー中のロバスト性および堆積量を改善する。本発明の手段内において、エア分配器が流面の上流部に配置されるという事実が、エア分配器が前記流面によって半径方向において囲まれ、かつ、流面の少なくとも一部で軸方向に位置することを意味する。
【0014】
本発明の別の利点であるが付随的な特徴によると、
−エア射出手段は、全てまたは一部のエアを流面に向けて配向するように配置される点;
−エア分配器は、スプレー部材から離間し、かつ、固定された本体に対して固定されている点;
−エア分配器は、エア射出手段および/または供給手段に取り外し可能に固定される点;
−エア射出手段は、スプレー部材の上流に延在するエアパイプを備え、エアパイプの下流セクションは回転軸と実質的に平行に、かつ近接して延在しており、前記下流セクションは、好ましくは、回転軸と同軸である点;
−コーティング材の供給手段は、下流セクションが通常エアパイプに平行、かつ回転軸から離間して延在する管を備える点;
−コーティング材の供給手段は、管状かつエアパイプの周りに延在する管を備える点;
−エア分配器は、エアパイプの下流部分に作られる点;
−エア分配器は、スプレー部材に固定される点;
−エア分配器は、エア流を受容するエア分配器の上流に配置される少なくとも1つの開口と、開口の下流に延在する少なくとも1つの経路とを有する点;
−エア分配器は、前記開口の下流で収束し、流面に接する立体角より大きく、かつ2πステラジアン(sr)より小さい立体角において分配される複数の経路を有し、いくつかの経路は、前記流面に向けて配向されている点;
−エア分配器の下流側軸面は、完全にまたは部分的に平面である点;
−エア分配器の下流側軸面は湾曲しており、好ましくは、球の一部の形状である点;
−流面は、通常、回転軸に対して回転対称であり、エア分配器は、回転軸を中心に全体的に先細の外面を有し、外面が流面と共にコーティング材の通路を画定する点;
が単独で、または、技術的に可能な組み合わせにおいて考慮される。
【0015】
また、本発明は、コーティング材を供給する手段によって運ばれたコーティング材を受容するように意図された少なくとも1つの流面と、前記コーティング材をスプレーする少なくとも1つのエッジとを備える、コーティング材をスプレーする回転式部材に関し、エッジは、流面と流体流通している。また、この回転式部材は、流面とエッジの上流とに限定される容積内で径方向に位置する領域内にエアを射出する手段を備え、エア射出手段は、コーティング材スプレー手段から離間している。エア射出手段は、流面の中央領域内にエアを射出する流面の上流部内に半径方向および軸方向に配置され、かつ、スプレー部材と一体であるエア分配器を備える。
【0016】
また、本発明は、上述の回転式投射器を使用してコーティング材を投射する方法に関し、該方法は、
−スプレー部材にコーティング材を供給するステップと;
−スプレー部材の流面の上流部内に配置されたエア分配器を利用して流面に区切られた容積内で径方向に位置する所定領域内にエアを射出するステップと;
−エア射出手段内に、連続、可変または直接モードの内、1つ以上のエア流を選択するステップと;
を備える。
【0017】
単に限定することのない例示目的で用意され、かつ、添付する図面を参照にした下記の説明に照らして、本発明はよりよく理解され、その利点もまた明らかになるだろう。
【図面の簡単な説明】
【0018】
【図1】本発明におけるスプレー部材を備え、本発明における回転式投射器を引き離した状態の透視図である。
【図2】投射器の、図1の面IIに沿った拡大断面図である。
【図3】本発明の第2実施形態における投射器とスプレー部材との一部の図2と同様の図である。
【図4】本発明の第3実施形態における投射器とスプレー部材との一部の図2と同様の図である。
【図5】本発明の第4実施形態における投射器とスプレー部材との一部の図2と同様の図である。
【図6】本発明の第5実施形態における投射器とスプレー部材との一部の図2と同様の図である。
【図7】本発明の第6実施形態における投射器とスプレー部材との一部の図2と同様の図である。
【図8】従来技術と比較して、本発明における回転式投射器およびスプレー部材の複数の利点を示すグラフである。
【発明を実施するための形態】
【0019】
図1は、以後ボウルと称するスプレー部材1を有する、コーティング材を投射する回転式投射器Pを示す。ボウル1は、固定された本体2内に部分的に収容される。ボウル1は、エアタービンTなどの回転手段により軸X1の周りを高速で回転する、スプレー位置において示され、その筐体は、図1では破線で示される。従って、軸X1は、ボウル1の回転軸を構成する。負荷された際、すわなち、コーティング材をスプレーしている際のボウル1の回転速度は、25,000rpm〜100,000rmpであり得る。
【0020】
固定された本体2は、軸X1の周りを回転しないので「固定された」と称される。固定された本体2を、複数軸ロボットアームなどの保持部(図示せず)上に取り付けることができる。図2に示すように、ボウル1は、軸X1を中心にした回転対称である。ボウル1hは、遠心力の影響下で、コーティング材が精細な液滴に極小化されるエッジ12まで広がるフィルム内にコーティング材を受容するように意図された流面11を備える。流面とは、ボウル1の窪んだ内面、すなわち軸X1に対向する面を意味する。エッジ12と流面11とは液体交換し、それにより、コーティング材のフィルムが、流面11から下流側の流面の境界であるエッジ12へ流れ得る。
【0021】
エッジ12からスプレーされた全ての液滴は、コーティング材の噴射を形成し(図示せず)、ボウル1から離れ、コーティングされる物体(図示せず)に向けて配向され、前記噴射が物体上に衝突を生じさせる。ボウル1は、固定された本体2に対向する外面13を有する。外面13は、軸X1に対向しないので「外面」と称される。反対に、流面11は、軸X1に対向するので「内面」と称することができる。
【0022】
図2に示すように、流面11は、軸X1に対して先細になった上流部11.1と、下流部11.2で構成されており、下流部11.2は、軸X1と近接し互いに連結した2つの先細になった面で構成され、エッジ12に連結する先細になった面の頂点の角度は、上流部11.1に連結する先細になった面の頂点の角度より小さい。
【0023】
エッジ12は、全体的に、軸X1を中心にした直径D12を有する円の形状である。 ノッチ(図示せず)は、流面11とエッジ12との間に作られ、エッジ12におけるスプレーされた液滴のサイズの制御を改善する。直径D12は、例えば65mmである。
【0024】
図1に示すように、回転式投射器Pは、本発明のボウル1に駆動に参加する流体、液体または気体を運ぶ導管24をさらに含む。導管24は図1に破線で図示され、その下流セクション22が図2に部分的に図示される。
【0025】
スプレーする段階の際は、導管24は、ボウル1にエアおよびコーティング材を移送することを可能にする。回転式投射器Pおよびボウル1の洗浄段階の際は、導管24は、ボウル1に洗浄液およびエアを移送することを可能にする。
【0026】
図2に示すように、導管24の下流セクション22は、ボウル1にコーティング材を供給するためのエアパイプ20および管21を備える。エアパイプ20の下流セクションは円筒状であり、ボウル1の上流に延在し、軸X1と同軸である。あるいは、エアパイプ20の下流セクションは、軸X1に平行にかつ近接して全体的に延在することができる。
【0027】
「上流」および「下流」との用語は、図1の右に位置する回転式投射器Pのベース部から図1の左に位置するエッジ12へのコーティング材の流れる方向を意味する。
【0028】
管21は、コーティング材をボウル1に供給する手段を形成する。管21の下流セクションは、軸X1から半径方向距離R21で、エアパイプ20に、従って軸X1に実質的に平行して延在する円筒状の穴によって形成される。言い換えると、管21は、エアパイプ20に対して導管24内で偏心している。管21、特にその上流部の相補的なものして、回転式投射器Pは、管21内にコーティング材を移送するための別の供給手段を含むことができる。
【0029】
「軸方向」との用語は、ボウル1の回転軸および対称軸の軸X1に沿って延在する構成要素、片、または方向を意味する。「半径方向」との用語は、図2の面内の方向Y1などの軸X1に垂直な方向に延在する構成要素、片、または方向に適用される。
【0030】
あるいは、管21は、図3に関して下述される管121のように、エアパイプの周囲に延在し、回転軸に同軸の円筒状の形状を有することができる。このような円筒状の形状は、エア分配器の周囲に、かつエア分配器の上流面と導管の下流面とを分離する空間内に、均等にコーティング材を分配することを可能にする。
【0031】
図2に示すように、回転投射器Pは、導管24の下流セクション22の端面23近傍に配置されるエア分配器30をさらに備える。下流セクション22の端部分は、ボウル1内に形成される円状上流開口14を通じて延在する。エア分配器30は、流面11の上流部11.1内に配置される。エア分配器30は、エア流の方向に対して、エアパイプ20の下流に配置される。
【0032】
図2に示される第1実施形態において、エア分配器30は、ボウル1と一体である。エア分配器30およびボウル1は、軸X1の周りに延在する固定手段を使用して固定されるが、図2の面には延在せず、従って、図2には固定手段は示されない。これらの固定手段は、例えば、磁石またはねじで構成されてもよい。
【0033】
エアパイプ20とエア分配器30とは、流面11とエッジ12の上流とで区切られた容積内で径方向に位置する所定領域内にエアを射出する手段3を形成する。また、この領域は、一方ではエア分配器30によって、他方では流面11の下流部11.2によって区切られる。
【0034】
本願では、「エアを射出する」との表現は、ボウルの流面によって区切られる容積内にエアを射出することを意味し、次いで結果として、前記エアはボウル1を超えて流れる。この「中央の」と説明され得るエアは除いて、回転式投射器は、それ自体では知られる、ストレートおよび/または斜め(渦巻き)スカートエア(skirt air)射出手段を装備する。
【0035】
エア射出手段3、すなわち、エア分配器30に関連するエアパイプ20は、ボウル1にコーティング材を供給する手段から離間する。これにより、コーティング材をスプレー中に、ボウル1へのコーティング材の供給に付随してエアを射出することが可能である。
【0036】
図2に示す本発明の第1実施形態では、エア分配器30は、流面11によって区切られた容積に属する中央領域11.3内にエアを射出するように配置される。「中央」との用語は、半径方向Y1および軸方向X1の両方における中央領域11.3の位置に適用する。エア分配器30は、エア分配器30の上流側に配置される開口35を有し、それにより、エアパイプ20からくるエア流を受容する。そのためには、開口35は、エアパイプ20の下流の反対かつ近くに配置される。開口35の直径は、エアパイプ20の直径に実質的に一致する。
【0037】
エア分配器30は、エア分配器30内に直線的に配置される複数の経路32、34、36を含む。経路32、34、36は、開口35の下流に位置する共用チャンバ31に収束する。図2の面内に示す経路32、34、36と別に、エア分配器30は、図2の断面の外に延在する複数の経路と、共用チャンバ31で可視の吸入穴とを備える。言い換えると、エア分配器30はノブ形状を成す。実際には、経路の数は1〜30である。
【0038】
エア分配器30は、軸X1に対してそれぞれが対称な一対の経路32と一対の経路34とを含む。噴射がエアパイプ20によって供給される際の、経路32、34、36によって生じるエア噴射が、エア噴射は、実際には、実質的に円錐形または円筒形のエア噴射であるが、直線の矢印で示されている。
【0039】
中央領域11.3の拡張は、形状およびエア流速または経路32、34、および36の配向などのパラメータの使用法に応じて変化し得る。
【0040】
各経路32の方向は、軸X1と角度A32を成す。各経路34の方向は、軸X1と角度A34を成す。各経路36の方向は、軸X1と角度A36を成す。実際には、角度A32、A34、およびA36は0°〜80°である。従って、経路32、34および36のそれぞれの方向は、2πsrより小さな立体角内で分配される。
【0041】
言い換えると、経路32および経路34は、軸X1と角度A11を成す上流部11.1の流面に向けて配向される。従って、経路32、34および36のそれぞれの方向は、流面11に内接する立体角より大きな立体角内で分配される。これにより、エア射出手段、エアパイプ20およびエア分配器30は、流面11に向けてエアの一部を配向するように配置される。この射出されるエアの一部は、特に、層を「積層する」ことによって流面11上に広がるコーティング材の層を薄くすることを可能にする。
【0042】
図2に示す第1実施形態では、エア分配器30の下流側軸面37が、経路32、34および36の出力の出口が生じる完全に平坦なディスクの形状であること前提とする。平面または平坦な形状の下流側軸面37が、製造が容易なエア分配器30を画定し、エア流を連続的なまたは途絶がより少ないエア流と、汚れがより少ない領域とを得ることを可能にする。
【0043】
これらの出口の位置は、それぞれの経路32、34および36の長さおよび直径と同様に、中央領域11.3内にエアを射出するように決められる。ボウル1を有するエア分配器30の回転と組み合わせて、ボウル1をさらに押すことを可能にし、さらに、ボウル1の下流に存在する真空空間を軽減するまたは取り除きさえする。
【0044】
エア分配器30は、全体的に軸X1に沿って先細の外面30.1を有する。外面30.1の頂角は、流面11の上流部11.1の頂角と同一である。言い換えると、外面30.1は、上流部11.1と平行して延在する。これにより、外面30.1および上流部11.1は、これらの間にコーティング材のための通路11.4を画定する。通路11.4は、広がって層を形成するところの流面11に向けて管21から来るコーティング材を配向することを可能にする。
【0045】
動作中、コーティング材のスプレー中に、ボウル1およびそのエア分配器30は、エアタービンTによって回転する。コーティング材は、端面23をエア分配器30の上流面33から離間する空間を満たすまで導管24内の管21内に流れ込む。次いで、コーティング材は、空間11.4を通過し、コーティング材が微細な液滴でスプレーされるエッジ12まで流面11上に広がる。
【0046】
コーティング材のこの供給の前または同時に、エアパイプ20およびエア分配器30を備えるエア射出手段3には、中央領域11.3内に搬送し分配する圧縮エアが供給される。ボウルにコーティング材が供給される限り、エア供給は続けられる。これにより、次いでエアはボウル1の下流に流れ、次いでスプレーされるコーティング材の流れと混ざる。従って、これにより射出されるエアは、ボウル1の下流に存在する真空空間を相殺することを可能にする。
【0047】
より具体的には、短い初期フェイズが、管21内にペイントをもたらす前にエアパイプ20内とエア分配器30内とに圧縮エアをもたらすことから成ってもよい。この初期フェイズは、エア分配器30上および内にペイントが戻り上がってくることを避けることを可能にする。
【0048】
さらに、経路32および34に充填されたエアは、流面11に向けて配向され、このことは、流面11上にコーティング材の層の拡散または積層に貢献する。
【0049】
また、これにより中央領域11.3内に射出されたエアが、流面11内およびエア分配器の下流側軸面37上にコーティング材が戻ることを制限し、ボウルを汚すこと、すなわち、ボウルを洗浄する溶剤を低減する。
【0050】
さらに、このエア射出は、図8に対して下記に詳述されるように、コートされる物体上のコーティング材の塗布性能を改善する。また、ボウル1の中心でのエア射出は、塗布材の伝送率とも称される堆積量を減らす。
【0051】
図8は、上記で最新式と比較したように、スプレーされる材料の噴射を形成するスカートエア(SA)流の機能として、堆積断面の真ん中の厚みで測定された、直接的な衝突、すなわち、動作中の物体上の衝突幅W50の変化を示している。
【0052】
曲線C0は、衝突幅W50のロバスト性曲線を表し、一方、曲線C3は、本発明における、すなわち、流面11によって区切られた容積内にエアを射出する手段3を備える回転式投射器のロバスト性曲線を表す。
【0053】
曲線C0およびC3それぞれは、衝突幅W50が不連続的に展開するゾーンを有する。これらのゾーンは、曲線C0およびC3それぞれに対しZ0およびZ3と付される。ゾーンZ0およびZ3は、スカートエア流が変更される際に衝突幅W50がそこで非連続的に展開するため、「非ロバスト性」と称され、これにより、非ロバスト性ゾーンZ0およびZ3は、コーティング材のスプレーには使用不可である。実際は、非ロバスト性ゾーンZ0およびZ3において、ボウル1の回転速度、材料の流速または回転投射器Pが取り付けられる多軸ロボットアームの動作などの外部パラメータの小さな変更が、ボウル1周辺のエア速度を大きく変更し、衝突幅W50を不規則に変化させる。
【0054】
ボウル1中心でエア射出を伴う非ロバスト性ゾーンZ3は、比較的小さな衝突幅W50の変化を表す。一方、ボウル1の中心にエア射出を伴わないロバスト性ゾーンZ0は、より大きな衝突幅W50の変化を表す。従って、ボウル1の中心へのエア射出を伴う本発明における回転式投射器Pは、非ロバスト性ゾーンZ0の振幅を低減させ、それを非ロバスト性ゾーンZ3まで戻すことが可能である。この振幅の低減は、約200mmの直径W50の変化を示すゾーンZ0−Z3によって図8に反映されている。
【0055】
結果として、曲線C3をたどる衝突幅W50の変化は、より小さく、リティンティング(retinting)層としてコーティング材を塗布することを可能にし、既に塗布されたベース層上に微細層を積層する。リティンティングは、スカートエア流速が比較的低く、かつ、ボウルの回転速度が比較的高い塗布である。
【0056】
また、回転式投射器Pの回転を利用する方法を最適化することが可能である。そのためには、衝突幅W50がロバスト性であるところの曲線C0およびC3の全ての領域を有効に使う必要がある。
【0057】
図8の例では、スカートエア流速が数NL/分〜600NL/分に上がる際に、先ず、ボウル1の中心にエアを射出せずにコーティング材をスプレーして、ポイント51まで曲線C0をたどる必要がある。次いで、多少のエア流をボウル1の中心内に射出することが好ましい。曲線C3のロバスト性ゾーンが開始するポイント52にそれ自体を置くことが好ましい。
次いで、ボウル1の中心でのエア射出を維持しつつ、ポイント53まで曲線C3をたどる必要がある。次いで、同じ順序で、スカートエア流を増加すると、ポイント53から曲線C3をたどり続けることが可能である。
【0058】
または、スカートエア流を増加すると、ポイント54からボウ曲線C0をたどる、つまり、ボウル1の中央領域内にエアを射出することを阻害することが可能である。従って、ボウル1内のエア流を、順序立てられたモード、連続モード、すなわち、定数でのモード、または可変モードで射出することが可能である。
【0059】
この曲線C0およびC3のロバスト性ゾーンの最大かつ並列した利用は、ポイント51および54に対応する流速間で曲線C3よりむしろ曲線C0をたどることによって、スカートエア流の消費を最小化することを可能にする。
【0060】
図3は、ボウル1が図2のボウル1と同一である、本発明の第2実施形態を示す。ボウル1の説明は図2に対して上記されており、図3に示すボウル1に転用される。回転式投射器Pの構成部品と類似するまたは一致する図3の回転式投射器の構成部品には、100が足された同一の符号が付せられる。従って、下流セクション122によって示される導管、エアパイプ120、および管121が画定される。
【0061】
図3に部分的に示す回転式投射器は、コーティング材をボウル1に供給する手段と、ボウル1の中心にエアを射出する手段に対するコーティング材をボウル1に供給する手段の位置にとおいて、図2の回転式投射器と異なる。
【0062】
導管122の下流セクションは、導管24の下流セクション22のエアパイプ20と同一のエアパイプ120を含む。
特に、エアパイプ120は、軸X1と同軸である。従って、エアパイプ120およびエア分配器30を具備するエア射出手段3は、図1に示すエア射出手段3と同一である。
【0063】
特に、エアパイプ120から出るエアは、エア分配器30と共有される共用チャンバ31を、このエア分配器の上流側に形成された開口35を通過する。
【0064】
下流セクション122は、コーティング材の供給手段が、エアパイプ120の周りに軸X1と同軸に延在する管形状を有する管を備える一方、管21は、軸X1に対して偏心した1つの孔である点で、導管24の下流セクション22と異なる。管121の管形状が、エア分配器30の周囲と、エア分配器30の上流面33と導管122の下流面123とを分離する空間内と、に均等にコーティング材を分配することを可能にする。
【0065】
または、管121は、図2について上述したように、エアパイプつまり回転軸に平行に、かつ導管と偏心して延在する孔を有することができる。
【0066】
図4は、本発明の第3実施形態におけるボウル101を図示し、導管の下流セクション122は図3の下流セクション122と同一であり、ボウル101はボウル1に類似する。従って、図3に対して上述されたボウル1および下流セクション122の説明は、下記の違いを考慮した上で、図4のボウル101および下流セクション122に転用され得る。回転式投射器Pの構成部品に類似するまたは一致する図4の回転式投射器の構成部品には、100が足された同一の符号が付せられる。従って、エア分配器130、共用チャンバ131、経路132、134、136および138、共用チャンバ131に繋がる開口135、下流側軸面137、および、外面130.1が画定される。
【0067】
ボウル101は、エア分配器130の形状および経路の数がエア分配器30と異なる点でボウル1とは異なる。それ以外のエア分配器130の特徴、特に、上流面133および外面130.1は、エア分配器30のそれぞれの特徴と同一である。
【0068】
下流セクション122のエアパイプ120およびエア分配器は、共にボウル101の中央領域内にエアを射出する手段103を形成し、その流面11の半径方向内側に位置する。
【0069】
先ず、エア分配器130は、その下流側軸面137は湾曲した凸面であり、この場合では球の一部の形状であるのに対して、下流側軸面37の場合は平坦である点で異なる。エア分配器の130の形状は、エア分配器で取得できる分配からは異なるエア分配を実行することを可能にし、このことが所望される塗布に応じて役立つことがわかっている。図示しない代替案では、エア分配器30の下流側軸面が湾曲した凹面、すなわち、へこんでいる場合がある。
【0070】
また、エア分配器130は、エア分配器30より多くの経路132、134、136および138を含む。経路132、134、136および138の分配は、図2に対して説明した経路32、34および36の分配と同様である。
【0071】
図5は、本発明の第4の実施形態におけるボウル201を図示し、導管の下流セクション222は図3の下流セクション122と同一である。図3に対して上述されたボウル1および導管122の説明は、下記の違いを考慮した上で、図5のボウル201および下流セクション222に転用できる。回転式投射器Pの構成部品と類似するまたは一致する図5の回転式投射器の構成部品には、200が加えられた同一の符号が付させられる。従って、流面211、エッジ212、外面213、エア分配器230、共用チャンバ231、経路232および234、共用チャンバ231に繋がる開口235、下流側軸面237、外面230.1、ならびに、下流セクション222のエアパイプ220およびエア分配器230で形成せれる中央領域211.3およびエア射出手段203が、画定される。
【0072】
流面211、エッジ212および外面213は、流面11、エッジ12および外面13にそれぞれ一致する。ボウル201は、エア分配器230の経路の構造および数でボウル1と異なる。つまり、経路232および234は、下流側軸面237に対して突出するエア分配器230の下流部分239内に機械加工される。従って、下流側軸面237は、平面の頂部と突出する先細部分とで構成されるので、部分的に平面である。共用チャンバ231は、この突出部分まで延在する。これにより、下流側軸面237の大きな平面部分は、経路232および234を含まない。
【0073】
セクション222の下流端は、半径方向の遊びを有する開口235を通って、共用チャンバ231を貫通し、エア分配器内にペイントが上がってくることを制限する負荷損を局所的に生じるバッフルを形成する。エア分配器230と共用チャンバ231の半径方向外側面との間でペイントが上がってくることを防止する目的として、上流軸面235.2には、開口235および共用チャンバ231に半径方向外側で隣接する、先細のリムまたはビーズ235.1が設けられる。
【0074】
それ以外のエア分配器230の特徴、特に、エア分配器230の外面230.1が先細の形状を有する点は、エア分配器30および130の特徴それぞれに一致する。
【0075】
エア分配器230は、中央領域211.3の中心において、エア分配器30または130でなされるより局所的なエア分配を実行することを可能にする。
【0076】
図6は、本発明の第5の実施形態におけるボウル301を図示する。図1に対して上述されたボウル1および導管24、特にその下流セクション22の説明は、下記の違いを考慮した上で、図6におけるボウル301および下流セクション322辺りの導管に転用できる。回転式投射器Pの構成部品に対応する図6の回転式投射器の構成部品には、300を足した同一の符号が付せられる。従って、流面311、上流部311.1および下流部311.2、中央領域311.3、エッジ312、外面313、エア分配器330、共用チャンバ331、ならびに、経路332おおび334が画定される。
【0077】
エア分配器330は、ボウル201の経路232、234に類似する経路332、334を有する。エア分配器330は、エア分配器がボウル301から取り外され、回転式投射器の固定された本体に固定される点で、エア分配器30、130および230とは異なる。反対に、エア分配器30、130および230は、それぞれボウル1、101および201に固定され、エア分配器30、130および230は回転式投射器Pの固定された本体に対して軸X1、X101およびX201を中心に回転する結果となる。
【0078】
下流セクション322のエアパイプ320と、エア分配器330とは、共に、流面311の半径方向内側に位置するボウル301の領域内にエアを射出する手段303を形成する。
【0079】
図6に示す実施形態では、エア分配器330は、エアパイプ320の下流部分で作られる。実際には、エア分配器330は、下流セクション322の下流部分内に機械加工され、ボウル301の上流開口314を通り、ボウル301の半径方向中央部内に突起を形成する。従って、エア分配器330と下流セクション322とは一体である。または、エア分配器は、ねじ、接着、または同類物によって導管上に取り付けられ得る。
【0080】
エアパイプ320と共用チャンバ331とは、別々に延在してなるものあり、開口335で連結しており、つまり、サブアセンブリ322−330の内部領域によって形成されている。従って、エアは開口335を通って共用チャンバ331内のエアパイプ320を貫通する。
【0081】
ボウル301は、流面311の上流部311.1上のコーティング材を分配する機能を実行する分散器340をさらに含む。分散器340は、ボウル301に固定され、軸X301を中心に回転する。分散器340は、上流部311.1でコーティング材の通路311.4を画定する外面340.1を有する。
【0082】
経路332および334に加えて、エア分配器330は横断経路333を含む。横断経路333は、半径方向に延在し、軸X301の周囲に分配される。横断経路333を通過するエア流は、エア分配器330と分散器340との間に位置する環状隙間339に向かい、これにより、ペイントが隙間339内に流れない。上流軸面335.2の、ペイントがエア分配器330と分散器340との間に上がってくることを防ぐ端と同一端には、図5の実施形態のリム235.1に類似した先細のリムまたはビーズ335.1が設けられる。
【0083】
ボウル301のエア射出手段は、隙間339を画定する穴を備え、なぜなら、エア分配器330は、前記穴を通してもエアを射出する。エア射出手段は、分散器340によって形成されるペイント供給手段とは異なる。
【0084】
エア分配器330は、エア分配器30、130および230によって生じる動的または回転式エア噴射とは反対に、静的なエア噴射を作り出することを可能にする。静的なエア噴射は、著しく直接的である利点を有し、動的噴射より比較的大きな局所的衝突を有する。
【0085】
図7は、本発明の第6の実施形態におけるボウル84図示する。図6に対して上述されたボウル301および導管の下流セクション322の説明は、下記の違いを考慮した上で、図7におけるボウル401と、その下流セクション422によって示す導管とに転用可能である。図6の回転式投射器の構成部品に類似するまたは一致する図7の回転式投射器の構成部品には、400を足した同一の符号が付せられる。従って、流面411、エッジ412、外面413、エア分配器430、共用チャンバ431、経路432および434、共用チャンバ431に繋がる開口435、ならびに、エア分配器430が画定される。
【0086】
下流セクション422のエアパイプ420と、エア分配器430とは、流面411の半径方向内側に位置するボウル401の所定領域内にのエアを射出する手段403を共に形成する。1つ(またはそれ以上)の管(図示せず)が、ボウル401にコーティング材が供給されることを可能にする。各管は、上述のような管21、121、221または321に類似し得る、すなわち、直線で軸X401に平行する、または、管状かつ軸X401と同軸である。
【0087】
エア分配器330とは違い、エア分配器430は、下流セクション422の端部に固定されるノズルを備える。より具体的には、エア分配器430は、下流端部がねじになったエアパイプ420にねじ込まれる管状上流部を含む。エア分配器430は、ねじで外せるノズルを有するので分解して洗浄し易い。または、ノズルは、フィンによって導管内に固定され得る。
【0088】
エア分配器430は、ボウル401から分離し、回転式投射器の固定された本体に対して固定される。エア分配器430は、ボウル301の経路334に類似した経路434を有する。エア分配器430の下流部は、軸X401に沿って開けられた経路434の中心で先細形状を有する。
【0089】
隙間空間または遊びが、エア分配器430の先細面と下流セクション422の同場所にある端面との間に配置される。この隅間空間が、軸X401を中心に薄層状経路432を形成する。
【0090】
エアは、図7では符号437、438および439を有する3つが可視の複数の半径方向穴を介して経路432に到達する。半径方向穴437および438は、図7の面内に含まれる半径方向Y401において延在する。これらの半径方向穴437、438および439は、エア分配器430の管状上流部内に作られ、下流セクション422内に作られる管状経路428内に出現する。
【0091】
これにより、エア分配器430を形成するノズルは、流面411内の半径方向に位置する領域内に薄層状のエア流を射出することを可能にする。
【0092】
上述の実施形態、特に図1〜7にする実施形態は、本発明の全ての主要な利点、すわなち、ボウル下流の真空空間を克服し、コートされる物体上へのコーティング材の衝突の良好なロバスト性を取得し、かつ、ボウル部品の汚れを制限することを提供する。
【0093】
別の図示しない代替案では、コーティング材の管およびエアパイプは、従来の固定手段を使用して組み立てられる2つの異なる部品に機械加工され得る。
【0094】
また、ボウルの中心で射出されるエアは、窒素などの、コーティング材に対して無害で中性的な別のガスで置き換えられ得る。
【0095】
全ての実施形態において、エアパイプ20、120、220、320または420は、ボウル1、…401の回転軸X1、…X401を中心とし、エア分配器30、130、230または430もまた前記軸を中心とする。従って、エアパイプとエア分配器との間のエア流は、この軸に沿って起こる。
【0096】
全ての実施形態において、ボウルの流面11または同等物のエア分配器30または同等物は、上流部11.1または同等物によって区切られる容積内に配置される。言い換えると、エア分配器30または同等物は、ボウルの流面11または同等物によって区切られる容積内に収まる。エア分配器のこの配置が、流面とボウルの中心との両方に向けてエアを効果的に分配することを可能にしており、特に、ボウルの中央領域内、または前記領域の下流のいかなる真空空間を克服することを可能にしている。従って、衝突のロバスト性と、積層量とが改善される。
【符号の説明】
【0097】
P 回転式投射器
T 回転手段
1、101、201、301、401 スプレー部材
11、211、311、411 流面
11.1、311.1 上流部
11.3、211.3 中央領域
11.4、311.4 通路、空間
12、212、312、412 エッジ
2 固定された本体
20、120、220、320、420 エアパイプ
21、121、221、321 コーティング材を供給する手段、管
3、103、203、303、403 エアを射出する手段、エア射出手段
30、130、230、330、430 エア分配器
30.1、130.1、230.1 外面
32、34、36、132、134、136、232、234、236、332、334、432、434 経路
35、135、235、335、435 開口
37、137、237 下流側軸面
X1、X101、X201、X301、X401 回転軸
Y1、Y401 半径方向
【特許請求の範囲】
【請求項1】
コーティング材の回転式投射器(P)であって、
−固定された本体(2);
−コーティング材スプレー部材(1、101、201、301、401);
−回転軸(X1、X101、X201、X301、X401)を中心にした前記スプレー部材(1、101、201、301、401)の回転手段(T);
−前記スプレー部材(1、101、201、301、401)にコーティング材を供給する手段(21、121、321);
を備え、
前記コーティング材スプレー部材(1、101、201、301、401)は、
−前記コーティング材を受容する少なくとも1つの流面(11、211、311、411)と、
−前記コーティング材をスプレーするための少なくとも1つのエッジ(12、212、312、412)であって、前記流面(11、211、311、411)と流体流通するエッジと、
備え、
当該回転式投射器(P)は、前記流面(11、211、311、411)と前記エッジ(12、212、312、412)の上流とによって画定される空間内の半径方向(Y1、Y401)に位置する所定領域内にエアを射出する手段(3、103、203、303、403)をさらに備え、該エアを射出する手段(3、103、203、303、403)は、前記コーティング材を供給する手段(21、121、321)から分離されており、
前記エアを射出する手段(3、103、203、303、403)は、エア分配器を具備する前記流面(11、211、311、411)の中央領域(11.3、211.3)内にエアを射出するための前記流面(11、211、311、411)の上流部(11.1、311.1)内に半径方向(Y1、Y401)に、かつ、軸方向(X1、X401)に配置されることを特徴とする回転式投射器(P)。
【請求項2】
前記エアを射出する手段は、全てまたは一部のエアを前記流面に向けて配向するように配置されることを特徴とする請求項2に記載の回転式投射器(P)。
【請求項3】
前記エア分配器(330、430)は、前記スプレー部材(301、401)から離間しており、また前記固定された本体に対して移動しないことを特徴とする請求項1に記載の回転式投射器(P)。
【請求項4】
前記エア分配器(430)は、前記エアを射出する手段および/または前記供給手段に取り外し可能に固定されたノズルを備えることを特徴とする請求項3に記載の回転式投射器(P)。
【請求項5】
前記エアを射出する手段(3、103、203、303、403)は、前記スプレー部材(1、101、201、301、401)上流に延在するエアパイプ(20、120、320、420)を備え、前記エアパイプ(20、120、320、420)の下流セクションは、前記回転軸(X1、X101、X201、X301、X401)に実質的に平行かつ近接して延在し、前記下流セクションは、好ましくは、前記回転軸(X1、X101、X201、X301、X401)と同軸であることを特徴とする請求項1〜4のいずれか一項に記載の回転式投射器(P)。
【請求項6】
前記コーティング材を供給する手段(21、321)は、その下流セクションが前記エアパイプ(20、320)に概して平行に、かつ、前記回転軸(X1、X101、X201、X301)から離間して延在する管(21、321)を備えることを特徴とする請求項5に記載の回転式投射器(P)。
【請求項7】
前記コーティング材を供給する手段(121)は、管状であり、かつ、前記エアパイプ(120)の周囲に延在する管(121)から成ることを特徴とする請求項5に記載の回転式投射器(P)。
【請求項8】
前記エア分配器(330)は、前記エアパイプ(320)の下流部分に作られることを特徴とする請求項3と、請求項6または7に記載の回転式投射器(P)。
【請求項9】
前記エア分配器(30、130、230)は、前記スプレー部材(1、101、230)に固定されること特徴とする請求項1〜8のいずれか一項に記載の回転式投射器(P)。
【請求項10】
前記エア分配器(30、130、230、330、430)は、エア流を受容するための前記エア分配器(30、130、230、330、430)の上流に配置された少なくとも1つの開口(35、135、235、335、435)と、前記開口(35、135、235、335、435)の下流に延在する少なくとも1つの経路(32、34、36、132、134、136、232、234、236、332、334、432、434)と、を有することを特徴とする請求項1〜9のいずれか一項に記載の回転式投射器(P)。
【請求項11】
前記エア分配器(30、130、230、330、430)は、前記開口(35)の下流で収束し、前記流面(11、211、311、411)に接する立体角より大きく、かつ2πステラジアン(sr)より小さい立体角において分配される複数の経路(32、34、36、134、136、232、234、332、334、432、434)を有し、いくつかの前記経路(32、34、36、134、136、232、234、332、334、432、434)は、前記流面(11、211、311、411)に向けて配向されていることを特徴とする請求項10に記載の回転式投射器(P)。
【請求項12】
前記エア分配器(30、230、330)の下流側軸面(37、237)は完全にまたは部分的に平面であることを特徴とする請求項9〜11のいずれか一項に記載の回転式投射器(P)。
【請求項13】
前記エア分配器(130)の下流側軸面(137)は、好ましくは球の一部の形状に湾曲していることを特徴とする請求項9〜11のいずれか一項に記載の回転式投射器(P)。
【請求項14】
前記流面(11、211、311、411)は、前記回転軸(X1、X101、X201、X301、X401)に対して回転対称を有し、前記エア分配器(30、130、230、330、430)は、前記回転軸(X1、X101、X201、X301、X401)を中心に全体的に先細になった外面を有し、前記外面(30.1、130.1、230.1)は、前記流面(11、211、311、411)と共に前記コーティング材の通路(11.4、311.4)を画定することを特徴とする請求項9〜13のいずれか一項に記載の回転式投射器(P)。
【請求項15】
コーティング材をスプレーする回転部材(1、201、301、401)であって、
−前記コーティング材を供給する手段(21、121、321)によって運ばれた前記コーティング材を受容するための少なくとも1つの流面(11、211、311、411)と、
−前記流面(11、211、311、411)と流体流通し、前記コーティング材をスプレーする少なくとも1つのエッジ(12、212、312、412)と、
を備え、
当該回転部材(1、201、301、401)は、前記流面(11、211、311、411)と前記エッジ(12、212、312、412)の上流とによって区切られた容積内で半径方向(Y1、Y401)に位置する所定領域内にエアを射出する手段(3、103、203、303、403)をさらに備え、
前記エアを射出する手段(3、103、203、303、403)は、前記流面(11、211、311、411)の上流部(11.1、311.1)内に配置され、前記流面(11、211、311、411)の中央領域(11.3、211.3)内に半径方向(Y1、Y401)および軸方向(X1、X401)にエアを射出し、また、前記エア分配器は、前記回転部材と一体であることを特徴とする回転部材(1、201、301、401)。
【請求項16】
請求項1〜14のいずれか一項に係る回転式投射器(P)を使用してコーティング材を投射する方法であって、
−コーティング材を前記回転部材(1、101、201、301、401)に供給するステップと、
−前記回転部材の前記流面(11、211、311、411)の上流部(11.1、311.1)内に配置される前記エア分配器(30、130、230、330、430)を使用して前記流面(11、211、311、411)によって区切られた容積内で半径方向(Y1、Y401)に位置する所定領域内にエアを射出するステップと、
−前記エアを射出する手段(3、103、203、303、403)内に流れる1つ以上のエア流を、連続、可変、または直接モードのうち、選択するステップと、
を備えるコーティング材を投射する方法。
【請求項1】
コーティング材の回転式投射器(P)であって、
−固定された本体(2);
−コーティング材スプレー部材(1、101、201、301、401);
−回転軸(X1、X101、X201、X301、X401)を中心にした前記スプレー部材(1、101、201、301、401)の回転手段(T);
−前記スプレー部材(1、101、201、301、401)にコーティング材を供給する手段(21、121、321);
を備え、
前記コーティング材スプレー部材(1、101、201、301、401)は、
−前記コーティング材を受容する少なくとも1つの流面(11、211、311、411)と、
−前記コーティング材をスプレーするための少なくとも1つのエッジ(12、212、312、412)であって、前記流面(11、211、311、411)と流体流通するエッジと、
備え、
当該回転式投射器(P)は、前記流面(11、211、311、411)と前記エッジ(12、212、312、412)の上流とによって画定される空間内の半径方向(Y1、Y401)に位置する所定領域内にエアを射出する手段(3、103、203、303、403)をさらに備え、該エアを射出する手段(3、103、203、303、403)は、前記コーティング材を供給する手段(21、121、321)から分離されており、
前記エアを射出する手段(3、103、203、303、403)は、エア分配器を具備する前記流面(11、211、311、411)の中央領域(11.3、211.3)内にエアを射出するための前記流面(11、211、311、411)の上流部(11.1、311.1)内に半径方向(Y1、Y401)に、かつ、軸方向(X1、X401)に配置されることを特徴とする回転式投射器(P)。
【請求項2】
前記エアを射出する手段は、全てまたは一部のエアを前記流面に向けて配向するように配置されることを特徴とする請求項2に記載の回転式投射器(P)。
【請求項3】
前記エア分配器(330、430)は、前記スプレー部材(301、401)から離間しており、また前記固定された本体に対して移動しないことを特徴とする請求項1に記載の回転式投射器(P)。
【請求項4】
前記エア分配器(430)は、前記エアを射出する手段および/または前記供給手段に取り外し可能に固定されたノズルを備えることを特徴とする請求項3に記載の回転式投射器(P)。
【請求項5】
前記エアを射出する手段(3、103、203、303、403)は、前記スプレー部材(1、101、201、301、401)上流に延在するエアパイプ(20、120、320、420)を備え、前記エアパイプ(20、120、320、420)の下流セクションは、前記回転軸(X1、X101、X201、X301、X401)に実質的に平行かつ近接して延在し、前記下流セクションは、好ましくは、前記回転軸(X1、X101、X201、X301、X401)と同軸であることを特徴とする請求項1〜4のいずれか一項に記載の回転式投射器(P)。
【請求項6】
前記コーティング材を供給する手段(21、321)は、その下流セクションが前記エアパイプ(20、320)に概して平行に、かつ、前記回転軸(X1、X101、X201、X301)から離間して延在する管(21、321)を備えることを特徴とする請求項5に記載の回転式投射器(P)。
【請求項7】
前記コーティング材を供給する手段(121)は、管状であり、かつ、前記エアパイプ(120)の周囲に延在する管(121)から成ることを特徴とする請求項5に記載の回転式投射器(P)。
【請求項8】
前記エア分配器(330)は、前記エアパイプ(320)の下流部分に作られることを特徴とする請求項3と、請求項6または7に記載の回転式投射器(P)。
【請求項9】
前記エア分配器(30、130、230)は、前記スプレー部材(1、101、230)に固定されること特徴とする請求項1〜8のいずれか一項に記載の回転式投射器(P)。
【請求項10】
前記エア分配器(30、130、230、330、430)は、エア流を受容するための前記エア分配器(30、130、230、330、430)の上流に配置された少なくとも1つの開口(35、135、235、335、435)と、前記開口(35、135、235、335、435)の下流に延在する少なくとも1つの経路(32、34、36、132、134、136、232、234、236、332、334、432、434)と、を有することを特徴とする請求項1〜9のいずれか一項に記載の回転式投射器(P)。
【請求項11】
前記エア分配器(30、130、230、330、430)は、前記開口(35)の下流で収束し、前記流面(11、211、311、411)に接する立体角より大きく、かつ2πステラジアン(sr)より小さい立体角において分配される複数の経路(32、34、36、134、136、232、234、332、334、432、434)を有し、いくつかの前記経路(32、34、36、134、136、232、234、332、334、432、434)は、前記流面(11、211、311、411)に向けて配向されていることを特徴とする請求項10に記載の回転式投射器(P)。
【請求項12】
前記エア分配器(30、230、330)の下流側軸面(37、237)は完全にまたは部分的に平面であることを特徴とする請求項9〜11のいずれか一項に記載の回転式投射器(P)。
【請求項13】
前記エア分配器(130)の下流側軸面(137)は、好ましくは球の一部の形状に湾曲していることを特徴とする請求項9〜11のいずれか一項に記載の回転式投射器(P)。
【請求項14】
前記流面(11、211、311、411)は、前記回転軸(X1、X101、X201、X301、X401)に対して回転対称を有し、前記エア分配器(30、130、230、330、430)は、前記回転軸(X1、X101、X201、X301、X401)を中心に全体的に先細になった外面を有し、前記外面(30.1、130.1、230.1)は、前記流面(11、211、311、411)と共に前記コーティング材の通路(11.4、311.4)を画定することを特徴とする請求項9〜13のいずれか一項に記載の回転式投射器(P)。
【請求項15】
コーティング材をスプレーする回転部材(1、201、301、401)であって、
−前記コーティング材を供給する手段(21、121、321)によって運ばれた前記コーティング材を受容するための少なくとも1つの流面(11、211、311、411)と、
−前記流面(11、211、311、411)と流体流通し、前記コーティング材をスプレーする少なくとも1つのエッジ(12、212、312、412)と、
を備え、
当該回転部材(1、201、301、401)は、前記流面(11、211、311、411)と前記エッジ(12、212、312、412)の上流とによって区切られた容積内で半径方向(Y1、Y401)に位置する所定領域内にエアを射出する手段(3、103、203、303、403)をさらに備え、
前記エアを射出する手段(3、103、203、303、403)は、前記流面(11、211、311、411)の上流部(11.1、311.1)内に配置され、前記流面(11、211、311、411)の中央領域(11.3、211.3)内に半径方向(Y1、Y401)および軸方向(X1、X401)にエアを射出し、また、前記エア分配器は、前記回転部材と一体であることを特徴とする回転部材(1、201、301、401)。
【請求項16】
請求項1〜14のいずれか一項に係る回転式投射器(P)を使用してコーティング材を投射する方法であって、
−コーティング材を前記回転部材(1、101、201、301、401)に供給するステップと、
−前記回転部材の前記流面(11、211、311、411)の上流部(11.1、311.1)内に配置される前記エア分配器(30、130、230、330、430)を使用して前記流面(11、211、311、411)によって区切られた容積内で半径方向(Y1、Y401)に位置する所定領域内にエアを射出するステップと、
−前記エアを射出する手段(3、103、203、303、403)内に流れる1つ以上のエア流を、連続、可変、または直接モードのうち、選択するステップと、
を備えるコーティング材を投射する方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公表番号】特表2012−526651(P2012−526651A)
【公表日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2012−510349(P2012−510349)
【出願日】平成22年5月12日(2010.5.12)
【国際出願番号】PCT/FR2010/050925
【国際公開番号】WO2010/130955
【国際公開日】平成22年11月18日(2010.11.18)
【出願人】(511080247)サム・テクノロジー (7)
【Fターム(参考)】
【公表日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成22年5月12日(2010.5.12)
【国際出願番号】PCT/FR2010/050925
【国際公開番号】WO2010/130955
【国際公開日】平成22年11月18日(2010.11.18)
【出願人】(511080247)サム・テクノロジー (7)
【Fターム(参考)】
[ Back to top ]