
コーマにおけるラップ供給制御装置及びラップ供給制御方法
【課題】コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図る。
【解決手段】ラップ供給装置はコーミングヘッド11のコーミング駆動部と独立して駆動可能なラップローラ用モータ26によって駆動される。ラップ供給制御装置は、試験紡出時の紡出スライバ重量の測定結果からラップローラ用モータ26の変速パターンを演算するCPU31と、CPU31により演算された変速パターンに基づきラップローラ用モータ26を制御するCPU31とを備えている。
【解決手段】ラップ供給装置はコーミングヘッド11のコーミング駆動部と独立して駆動可能なラップローラ用モータ26によって駆動される。ラップ供給制御装置は、試験紡出時の紡出スライバ重量の測定結果からラップローラ用モータ26の変速パターンを演算するCPU31と、CPU31により演算された変速パターンに基づきラップローラ用モータ26を制御するCPU31とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コーマにおけるラップ供給制御装置及びラップ供給制御方法に関する。
【背景技術】
【0002】
コーマは複数のコーミングヘッドを備え、各コーミングヘッドは、ラップロールから供給されたラップをニッパ装置が後退した位置で把持し、該ラップの先端をコーミングシリンダにより梳ってラップから短繊維等を除去し、フリースとする。このフリースをニッパ装置の前進によってデタッチングローラへ向けて移動させる。このフリースの前進に対応してデタッチングローラを逆転させ、先に引き取ったフリース(先行フリース)を後退させ、該フリースの後端部と新たに梳られたフリース(後続フリース)の先端部とを重ね合わせる。その後、デタッチングローラが正転してニッパ装置からフリースを引き取るとともに、先行フリースに後続フリースを接合しつつ、この後続フリースの後端をトップコームにより梳る。コーミングヘッドでコーミング作用を受けて送り出されたフリースは、集束されてスライバとなる。各コーミングヘッドで作られたスライバは1本に束ねられた後、ドラフト部でドラフトされ、コイラ装置によりケンス内に収納される。
【0003】
ラップロールは満玉(消費ラップ長が零のラップロール)の状態から消費ラップ長100%の状態になるまでのラップロール径の変化に起因して同じ長さの供給ラップの重量が変化する。そのため、ラップ供給速度を一定でコーマを運転すると紡出スライバ重量の変化が大きくなる。
【0004】
従来、紡出スライバ重量を均一化する方法として、満玉から消費ラップ長100%の状態になるまでの進行過程において、ラップ供給速度を増加させることによりラップロール径に起因したラップ重量変化を補正して、紡出スライバ重量を均一化する方法が提案されている(特許文献1参照)。ラップ供給速度の制御方法として、ラップロールが載置されている一対のラップローラ(ラップアーバ)の駆動速度の変速制御量を、ラップ供給重量又は紡出スライバ重量を計測する装置を設け、その計測値の偏差に応じて決定する方法(フィードバック制御)が提案されている。また、ラップ供給重量又は紡出スライバ重量を計測せずに、ラップ供給の開始から直線的及び連続的に供給速度を増加させる方法(オープンループ制御)も可能であるとの記載もある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表平6−502894号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ラップ供給重量又は紡出スライバ重量の計測値の偏差に応じて変速制御量を決定するためには、ラップ供給重量あるいは紡出スライバ重量を計測する装置が必要となる。しかし、ラップ供給重量あるいは紡出スライバ重量を計測する装置は大掛かりでありコスト高になる。また、紡出スライバ重量を計測する方法は、紡出スライバ重量計測箇所がラップ供給部と離れている上に落綿量を考慮する必要があり正確性に欠ける。
【0007】
また、特許文献1には、オープンループ制御によりラップ供給の開始から直線的及び連続的に供給速度を増加させる方法も提案されている。しかし、紡出スライバ重量の変化はラップロール径の減少に伴って単純に減少するのではないため、この方法では制御の精密性に欠ける。
【0008】
本発明の目的は、コーマがラップ重量測定装置や紡出スライバ重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができるコーマにおけるラップ供給制御装置及びラップ供給制御方法を提供することにある。
【課題を解決するための手段】
【0009】
本出願の発明は、ラップロール径の変化と、紡出スライバ重量の変化との関係を調べた結果、ラップロール径の変化に起因した紡出スライバ重量の変化は概ね再現性があることが判明したことと、ラップロール径に起因した紡出スライバ重量変化は、上がりスライバ重量を手動測定することで得られることとに基づいてなされた。なお、「上がりスライバ重量」とは、コーマの複数のコーミングヘッドのラップロールから供給された全ラップにより製造された紡出スライバの重量を意味する。
【0010】
そして、請求項1に記載の発明は、複数のコーミングヘッドを有し、各コーミングヘッドのラップ供給装置が、コーミング駆動部と独立して駆動可能なモータによって駆動されるコーマにおけるラップ供給制御装置である。そして、試験紡出により前記モータの変速なしで前記コーマの運転を行ったときのラップロール径の減少に対する紡出スライバ重量の変動量の測定結果から前記紡出スライバ重量の均一化あるいは前記紡出スライバ重量の変動を抑制するための前記モータの変速パターンを演算する演算部と、前記演算部により演算された前記変速パターンに基づき前記ラップ供給装置の前記モータを制御する制御部とを備えている。ここで、「変速パターン」とは、モータの速度変化を直接表すものに限らず、変速比の変化を表すものも含む。
【0011】
この発明のラップ供給制御装置を使用する場合は、先ず試験紡出によりラップ供給装置のモータの変速なしでコーマの運転が行なわれて、ラップロール径の減少に対する紡出スライバ重量の変動量の測定が作業者により行われる。この測定結果からラップロール径の変化を考慮して紡出スライバ重量の均一化あるいは紡出スライバ重量の変動を抑制するためのモータの変速パターンが演算部によって演算される。演算された変速パターンに基づいてラップ供給装置のモータを制御する。したがって、コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができる。
【0012】
請求項2に記載の発明は、請求項1に記載の発明において、前記演算部は、前記変速パターンを演算するとき、変速比を、変速比=K/基準となるラップロール径のときの紡出スライバ重量に対する変速時のラップロール径のときの紡出スライバ重量の比(但し、Kは比例定数)として演算する。ここで、「変速比」とは、変速時の速度/基準速度を意味する。したがって、この発明では、紡出スライバ重量が変化しなければ速度の変更は行われず、紡出スライバ重量が基準となるラップロール径のときの紡出スライバ重量に比べて小さくなれば、モータの回転速度が大きくなる。また、紡出スライバ重量が基準となるラップロール径のときの紡出スライバ重量に比べて大きくなれば、モータの回転速度が小さくなる。その結果、紡出スライバ重量の変化がラップ供給速度に適正に反映される。
【0013】
請求項3に記載の発明は、請求項2に記載の発明において、前記比例定数Kは原料によって予め定められた値に設定される。したがって、この発明では、比例定数Kをラップの原料の違いに拘らず一定の値、例えば1に設定した場合に比べて、紡出スライバ重量の均一化あるいは重量変化の抑制をより効果的に行うことができる。
【0014】
請求項4に記載の発明は、請求項1〜請求項3のいずれか1項に記載の発明において、前記演算部は、フィルタ部を備え、前記フィルタ部はフィルタ単位紡出スライバ長さ未満の範囲における前記紡出スライバ重量の変動を無視する処理を行う。紡出スライバ重量の変化にはラップロール径変化に起因しない変化も含まれているが、この発明では、演算部が測定結果から変速パターンを演算するとき、ラップロール径変化に起因しない変化がフィルタ部によって無視されるため、フィルタ部を備えない場合に比べて、紡出スライバ重量の均一化あるいは重量変化の抑制をより効果的に行うことができる。
【0015】
請求項5に記載の発明は、請求項2〜請求項4のいずれか1項に記載の発明において、前記変速パターンは複数のブロックに分割されており、前記ブロックの境界点ごとに前記変速比が設定されるとともに、隣り合う前記境界点間の変速比は両境界点の前記変速比の値に基づいて設定される。例えば、隣り合う境界点間の変速比は両境界点を結ぶ直線の勾配により演算される。したがって、変速パターンを演算させるために必要な変速点のデータ入力数が少なくても、ラップ供給開始から終了までのモータの変速制御が適正に行われる。
【0016】
請求項6に記載の発明は、複数のコーミングヘッドを有し、各コーミングヘッドのラップ供給装置がコーミング駆動部と独立して駆動可能なモータによって駆動されるコーマにおけるラップ供給制御方法である。そして、試験紡出により前記モータの変速なしで前記コーマの運転を行ない、紡出スライバ重量の測定を所定紡出スライバ長さ毎に行う紡出スライバ重量測定工程と、前記紡出スライバ重量測定工程で測定された前記紡出スライバ重量の測定結果から、ラップロール径の変化を考慮して前記紡出スライバ重量の均一化あるいは前記紡出スライバ重量の変動を抑制するための前記モータの変速パターンを演算部で演算する変速パターン演算工程と、前記変速パターン演算工程で演算された前記変速パターンに基づき制御部が前記ラップ供給装置の前記モータを制御するモータ制御工程とを備える。ここで、演算部と制御部とは必ずしも一つの装置として構成される必要はなく、例えば、別の装置として構成された演算部で変速パターンを演算させる構成であってもよい。
【0017】
この発明のコーマにおけるラップ供給制御方法では、試験紡出によりモータの変速なしでコーマの運転を行ない、所定紡出スライバ長さ毎に測定された紡出スライバ重量の測定結果から、ラップロール径の変化を考慮して紡出スライバ重量の均一化あるいは紡出スライバ重量の変動を抑制するためのモータの変速パターンが演算部で演算される。演算部で演算された変速パターンに基づきラップ供給装置のモータが制御部により制御される。したがって、コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができる。
【発明の効果】
【0018】
本発明によれば、コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができる。
【図面の簡単な説明】
【0019】
【図1】コーミングヘッドの概略側面図。
【図2】紡出スライバ重量と消費ラップ長との関係を示すグラフ。
【図3】変速係数と消費ラップ長との関係を示すグラフ。
【発明を実施するための形態】
【0020】
以下、本発明を具体化した一実施形態を図1〜図3にしたがって説明する。
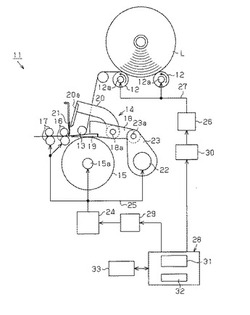
コーマは、複数(この実施形態では8個)のコーミングヘッドを配設した作業部を備えている。図1に示すように、各コーミングヘッド11は、一対のラップローラ12と、フィードローラ13を備えたニッパ装置14と、コーミングシリンダ15と、前後2対のデタッチングローラ16,17とを備えている。なお、図1では、1個のコーミングヘッド11のみを図示し、他のコーミングヘッド11の図示は省略している。
【0021】
ニッパ装置14は、コーミングシリンダ15の上方で前後進揺動可能に配設されたニッパフレーム18を有し、ニッパフレーム18は、その底部にボトムニッパ19が設けられている。ニッパフレーム18には支軸18aを介してニッパアーム20が回動可能に設けられ、ニッパアーム20の先端にトップニッパ20aが固定されている。トップニッパ20aはニッパフレーム18の前後進揺動運動に同期して所定のタイミングで開閉して、ボトムニッパ19と協同してラップロールLを挟持するようになっている。ニッパフレーム18にはトップコーム21がボトムニッパ19の前方において、ニッパフレーム18と同期して所定の運動を行うように取り付けられている。
【0022】
コーミングシリンダ15の後方、かつニッパフレーム18の下方には、ニッパシャフト22が往復回動可能に配設されている。ニッパシャフト22にはニッパフレーム駆動アーム23の第1端部が一体回動可能に固定され、その第2端部にニッパフレーム18の後端部が支軸23aを介して回動可能に支持されている。ニッパフレーム18は、ニッパシャフト22の往復回動(揺動運動)によって、ボトムニッパ19の先端部がデタッチングローラ16,17に対して接近・離間するように前後に揺動する構成になっている。コーミングシリンダ15、ニッパシャフト22及びデタッチングローラ16,17には、メインモータ24により駆動される図示しない全てのコーミングヘッド11に共通の駆動シャフトの回転が歯車装置やクランク等の動力伝達系(駆動機構)25を介して伝達され、ニッパ装置14はコーミングシリンダ15と同期して駆動されるようになっている。メインモータ24及び動力伝達系25がコーミング駆動部を構成する。
【0023】
一方、ラップローラ12のラップローラシャフト12aは、コーミング駆動部と独立して駆動可能なモータとしてのラップローラ用モータ26により駆動される全てのコーミングヘッド11に共通の図示しないラップローラ駆動シャフトから、ベルト伝動機構27を介してメインモータ24と独立して駆動可能になっている。メインモータ24及びラップローラ用モータ26は、制御装置28の指令に基づいて制御されるインバータ装置29,30を介して駆動されるようになっている。ラップローラ12、ラップローラシャフト12a、ラップローラ用モータ26及びベルト伝動機構27はコーマにおけるラップ供給装置を構成する。
【0024】
制御装置28は、CPU31、メモリ32、入力・表示装置33を備えている。入力・表示装置33はその表示画面上に表示される所定の入力領域を押圧することによりデータの入力設定が可能なタッチパネルを有し、入力装置の機能と表示装置の機能とを備えている。CPU31は、メモリ32に記憶されたプログラムデータに基づいて動作する。入力・表示装置33は、コーマの運転条件として必要な繊維種(繊維長さ)、紡出スライバ重量、ニップ数等の紡出条件やその他のデータの入力に使用される。
【0025】
次に制御装置28がコーマにおけるラップ供給制御装置として機能するための構成を説明する。入力・表示装置33は、紡出スライバ重量(上がりスライバ重量)の測定結果の入力にも使用される。メモリ32は、紡出スライバ重量測定結果入力部及びCPU31により演算されたラップローラ用モータ26の変速パターンを記憶する記憶部としても機能する。CPU31は、紡出スライバ重量測定結果入力部に入力された測定結果からラップローラ用モータ26の変速パターンを演算する演算部と、演算部により演算されて記憶部に記憶された変速パターンに基づきラップローラ用モータ26を制御する制御部として機能する。
【0026】
CPU31は、メモリ32に入力された紡出スライバ重量の測定結果からラップローラ用モータ26の変速パターンを演算して、その変速パターンをメモリ32に記憶させる。CPU31は、変速パターンを演算するとき、変速比を、変速比=1/重量比として演算する。ここで、「変速比」とは、変速時の速度/基準速度を意味し、「重量比」とは、(変速時のラップロール径のときの紡出スライバ重量)/(基準とするラップロール径のときの紡出スライバ重量)を意味する。
【0027】
CPU31が変速パターンを演算するためのプログラムには、メモリ32に入力された測定結果から変速パターンを演算するとき、ラップロール径変化に起因しない変化を無視して演算するフィルタ操作を行うようになっている。即ち、演算部は、入力された測定結果のフィルタ部を備え、フィルタ部はフィルタ単位紡出スライバ長さ(本実施形態では9.144m(10ヤード))未満の範囲における紡出スライバ重量の変動を無視する処理を行うようになっている。なお、フィルタ単位紡出スライバ長さは適宜設定可能である。
【0028】
次に前記のように構成された装置の作用を説明する。
コーマが工場で製造された状態においては、メモリ32にはラップロール径の変化を考慮して紡出スライバ重量の均一化あるいは紡出スライバ重量の変動を抑制するための変速パターンは記憶されておらず、ラップローラ用モータ26はコーミングシリンダ15の回転速度に対応した一定速度で駆動されるようになっている。そこで、ラップロール径の変化を考慮して紡出スライバ重量の均一化あるいは紡出スライバ重量の変動を抑制するための変速パターンをCPU31に演算させるため、先ず試験紡出によりラップローラ用モータ26の変速なしでコーマの運転を行い、紡出紡出スライバ重量の測定を作業者が行う。この工程が紡出スライバ重量測定工程となる。測定結果は入力・表示装置33を用いて入力され、メモリ32に記憶される。この工程が紡出スライバ重量測定結果入力工程となる。
【0029】
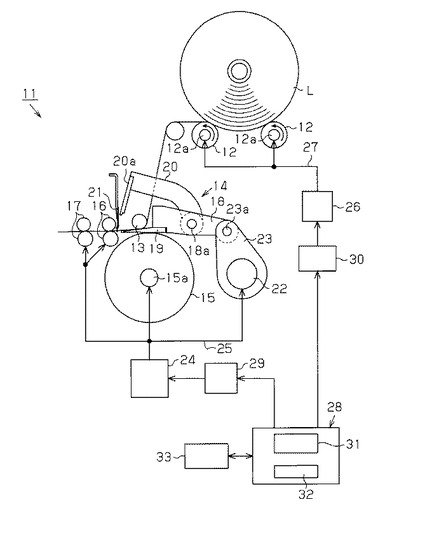
測定結果をラップロール径に対応させて表示するのは、ラップロール径の変化を正確に検出するのが難しいため、消費ラップ長でラップロール径を代用する。紡出スライバ重量と消費ラップ長の関係を図2に示す。図2のグラフの縦軸は紡出スライバ重量を表し、横軸は消費ラップ長を表す。消費ラップ長がゼロの状態が満玉のラップロールの状態であり、消費ラップ長の増加に伴ってラップロール径が減少する。また、縦軸は紡出スライバ重量を直接表示せずに、消費ラップ長がゼロのときの紡出スライバ重量を100%とした比で表している。図2から紡出スライバ重量はラップロール径に単純に比例するのではなく複雑に変動していることが分かる。
【0030】
CPU31は、メモリ32に記憶された紡出スライバ重量と消費ラップ長との関係から変速パターンを演算する。この工程が変速パターン演算工程となる。CPU31は、図2に示す紡出スライバ重量−消費ラップ長曲線にフィルタを掛けて平滑化する。フィルタを掛ける際、フィルタ単位紡出スライバ長さを10ヤード以上にすると精度が悪くなり、あまり短くするとデータ数が多くなって手間が掛かる。
【0031】
CPU31は、消費ラップ長xの時の変速係数(%表示)を次式により演算する。
変速係数(%)
=100×{1/(消費ラップ長xのときの紡出スライバ重量/消費ラップ長ゼロのときの紡出スライバ重量)}=100×変速比
即ち、この実施形態では、CPU31は、変速パターンを演算するとき、変速比を演算する際の基準ラップ供給速度を消費ラップ長0%のときのラップ供給速度としている。
【0032】
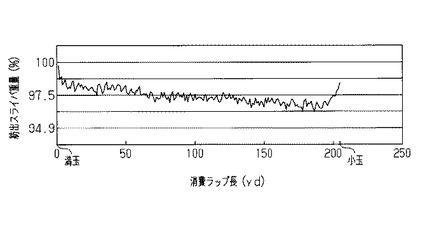
満玉(消費ラップ長0%)の状態からラップロール交換時(消費ラップ長100%)までの変速係数の変化は、例えば、図3に示すグラフになる。図3のグラフでは、縦軸は、消費ラップ長が0%のときのラップ供給速度を基準速度とした変速係数(%表示)を表し、横軸は、消費ラップ長(%表示)を表す。したがって、図3の曲線は消費ラップ長に対応する変速パターンを表す。
【0033】
変速パターンは、入力・表示装置33により予め入力された消費ラップ長を境界点とする複数のブロック(この実施形態では8ブロック)に分割されており、ブロックの境界点ごとに変速係数が設定される。境界点の間隔(ブロックの長さ)は均等ではなく、消費ラップ長に対する紡出スライバ重量の変化が大きな範囲では境界点の間隔が小さく、消費ラップ長に対する紡出スライバ重量の変化が小さな範囲では境界点の間隔が大きくなっている。境界点の位置、即ち境界点の消費ラップ長(%)は、作業者が入力・表示装置33により入力することで設定される。
【0034】
CPU31は、境界点の消費ラップ長に対応する変速係数を演算し、各境界点の消費ラップ長と対応する変速係数との関係を、例えば、表1の状態でメモリ32に記憶させる。この工程が変速パターン記憶工程となる。
【0035】
【表1】

CPU31は、表1の変速パターンにおいて、隣り合う境界点間の変速係数の値は両境界点の変速係数の値に基づいて演算する。この実施形態では隣り合う境界点間の変速係数の値は両境界点を結ぶ直線の勾配により演算される。
【0036】
図3においては、変速パターンは、消費ラップ長0%のときの変速係数を100%として、消費ラップ長100%までの各消費ラップ長に対応する変速係数との関係として表わされており、変速係数は変速比を%で表示したものと同じである。即ち、変速パターンは複数のブロックに分割されており、ブロックの境界点ごとに変速比が設定されるとともに、隣り合う境界点間の変速比は両境界点の変速比の値に基づいて設定される。
【0037】
次に制御装置28によるラップ供給装置のラップローラ用モータ26の制御について説明する。コーマのラップロールLの交換は全てのコーミングヘッド11において一斉に行われる。空(小玉)のラップロールLと満玉のラップロールLとの交換は、手動操作又は自動検出装置により制御装置28に検知される。制御装置28は、ラップロールLの交換を検知すると、消費ラップ長(%)をゼロにリセットして初期状態となる。
【0038】
その後、コーマ運転で制御装置28はメモリ32に記憶された変速パターンにしたがってラップローラ用モータ26をインバータ装置30を介して変速制御する。この工程がモータ制御工程となる。なお、CPU31は、消費ラップ長を、ラップローラ用モータ26に対する指示周波数に対応するモータ回転数を時間積分することで求める。ラップローラ用モータ26の基準速度は予め設定されており、これが変速係数100%の速度となる。
【0039】
ラップローラ用モータ26の変速は、基準速度に対して変速時点に対応する消費ラップ長x%における変速係数%を乗じた速度とすることで成される。入力・表示装置33により入力された変速点は、変速パターンの始点と終点と各ブロックの境界点だけである。しかし、CPU31は、隣接する境界点間の変速係数は、両境界点を結んだ直線の固定勾配で自動演算し、その変速係数を用いて各消費ラップ長x%におけるラップローラ用モータ26の速度を演算してその速度に対応する周波数をインバータ装置30に指示してラップローラ用モータ26を制御する。
【0040】
なお、コーマの紡出条件を変速パターンがメモリ32に記憶されている紡出条件から変更する場合は、その紡出条件において試験紡出によりラップローラ用モータ26の変速なしでコーマの運転を行う。そして、前述と同様にしてその紡出条件に対応する変速パターンをCPU31で演算してメモリ32に記憶させ、紡出条件に対応した変速パターンに基づいてラップローラ用モータ26の制御を行う。
【0041】
この実施形態によれば、以下に示す効果を得ることができる。
(1)複数のコーミングヘッド11を有し、各コーミングヘッド11のラップ供給装置が、コーミング駆動部と独立して駆動可能なラップローラ用モータ26によって駆動されるコーマにおけるラップ供給制御装置は、試験紡出時の紡出スライバ重量の測定結果からラップローラ用モータ26の変速パターンを演算する演算部(CPU31)と、演算部により演算された変速パターンに基づきラップローラ用モータ26を制御する制御部(CPU31)とを備えている。したがって、コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができる。また、調整やキャリブレーション(校正)を必要とする計測手段を用いないため、コーマを複数機台保有している工場の場合に、制御結果に機台固体差が発生せず、同じ運転条件において紡出スライバの品質のばらつきが小さくなる。
【0042】
(2)演算部(CPU31)は、ラップ供給速度の変速パターンを演算するとき、変速比を、変速比=K/重量比(基準となるラップロール径のときの紡出スライバ重量に対する変速時のラップロール径のときの紡出スライバ重量の比)(但し、Kは比例定数)として演算し、比例定数Kは1に設定される。したがって、紡出スライバ重量の変化がラップ供給速度に適正に反映される。
【0043】
(3)演算部(CPU31)は、フィルタ部を備え、フィルタ部はフィルタ単位紡出スライバ長未満の範囲における前記紡出スライバ重量の変動を無視する処理を行う。したがって、演算部が入力された測定結果から変速パターンを演算するとき、ラップロール径変化に起因しない変化がフィルタ部によって無視されるため、フィルタ部を備えない場合に比べて、紡出スライバ重量の均一化あるいは重量変化の抑制をより効果的に行うことができる。
【0044】
(4)変速パターンは複数のブロックに分割されており、ブロックの境界点ごとに変速比が設定されるとともに、隣り合う境界点間の変速比は両境界点の変速比の値に基づいて設定される。そして、隣り合う境界点間の変速比は、演算部(CPU31)によって、両境界点を結ぶ直線の勾配により演算される。したがって、変速パターンを演算させるために必要な変速点のデータ入力数が少なくても、ラップ供給開始から終了までのラップローラ用モータ26の変速制御が適正に行われる。
【0045】
(5)変速パターンは、変速係数(%表示)の消費ラップ長(%表示)に対する値の変化として表され、変速係数(%表示)は100×{1/(消費ラップ長xのときの紡出スライバ重量/消費ラップ長ゼロのときの紡出スライバ重量)}として表される。したがって、変速パターンを図示すると、消費ラップ長に対するラップ供給速度の変化状態を理解し易い。
【0046】
(6)メモリ32に記憶された変速パターンに基づいてラップローラ用モータ26を変速制御する際、CPU31は消費ラップ長を、ラップローラ用モータ26に対する指示周波数に対応するモータ回転数を時間積分することで求める。したがって、消費ラップ長を測定するセンサを設けることなく消費ラップ長を求めることができる。
【0047】
(7)コーマにおけるラップ供給制御方法では、試験紡出によりラップローラ用モータ26の変速なしでコーマの運転を行ない、所定紡出スライバ長さ毎に測定された紡出スライバ重量の測定結果から、ラップロール径の変化を考慮して紡出スライバ重量の均一化あるいは紡出スライバ重量の変動を抑制するためのラップローラ用モータ26の変速パターンが演算部(CPU31)で演算され、演算部で演算された変速パターンに基づきラップローラ用モータ26が制御部(CPU31)により制御される。したがって、コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができる。
【0048】
実施形態は前記に限定されるものではなく、例えば、次のように具体化してもよい。
○ 変速比=1/重量比として変速パターンを演算する代わりに、変速比=K/重量比として演算してもよい。但し、Kは比例定数であり、原料(ラップ)によって予め試験により求められた値がメモリ32に記憶されている。この場合、比例定数Kをラップの原料の違いに拘らず一定の値、例えば1に設定した場合に比べて、紡出スライバの重量の均一化あるいは重量変化の抑制をより効果的に行うことができる。
【0049】
○ 消費ラップ長ゼロ以外の時点のラップ供給速度(ラップローラ速度)を基準速度に設定してもよい。この場合はラップローラ用モータ26の変速は、消費ラップ長ゼロの時点のラップ供給速度を基準速度に設定した場合と異なり、基準速度に対して減速方向に変速される場合もあり得る。
【0050】
○ 消費ラップ長を計測する計測手段を設けて、計測手段の計測結果に基づいた消費ラップ長にしたがってラップローラ用モータ26を変速制御してもよい。例えば、ラップローラシャフト12aにパルス発生器を備え、その発生パルスを制御装置28に入力することにより、ラップローラ12の回転数を計測して消費ラップ長をダイレクトに計測し、変速パターンに、より正確に追従させるようにしてもよい。また、ラップローラ速度をフィードバック制御してもよい。これらの場合、より精度の良い制御を実現することができる。
【0051】
○ 変速パターンは消費ラップ長に対する変速係数の変化とする構成に限らず、消費ラップ長に対するラップローラ用モータ26の速度変化を直接示す構成としてもよい。
○ 変速パターンは変速係数あるいは速度変化を、ラップロール径の代用としての消費ラップ長との関係で表す構成に限らず、ラップロール径との関係で表わす構成としてもよい。この場合はラップロール径を検出するセンサが必要になる。
【0052】
○ コーミングシリンダ軸15aにパルス発生器を備え、その発生パルスを制御装置28に入力することにより、コーミングシリンダ軸15aの速度を計測し、ラップ供給速度をこれに同期して制御するようにしてもよい。この場合も、より精度の良い制御を実現することができる。
【0053】
○ コーマの制御装置28は、ラップローラ用モータ26の変速制御を行うための変速パターンを演算するために必要な構成を備えている必要は必ずしもなく、変速パターンが記憶された記憶部と、記憶部に記憶された変速パターンに基づいてラップローラ用モータ26を制御する制御部を備えていればよい。例えば、試験紡出によりラップローラ用モータ26の変速なしでコーマの運転を行い、所定紡出スライバ長さ毎に測定された紡出スライバ重量の測定結果からラップロール径の変化を考慮したラップローラ用モータ26の変速パターンの演算をコーマと別の装置で行う構成としてもよい。この場合、演算された変速パターンをUSBメモリ、光磁気ディスク等のリムーバブルメディアを介してコーマに装備された制御装置28の記憶部に記憶させる。即ち、紡出スライバ重量測定結果入力工程及び変速パターン演算工程を実行するための装置をコーマと別に設けてもよい。例えば、紡出スライバ重量測定結果に基づいて変速パターンの演算をパーソナルコンピュータで行うようにしてもよい。
【0054】
○ 変速パターンのブロック数は8ブロックに限らず、8ブロックより少なくても、多くてもよい。
○ 変速パターンのブロックの境界点の間隔は等間隔であってもよいが、等間隔の場合は紡出スライバ重量の変化が大きな部分における変化を良好に反映させるために、境界点の数を多くする必要がある。
【0055】
○ 変速パターンをメモリ32に記憶しておくのではなく、運転中に測定結果から変速係数を逐次演算してラップ供給制御部に出力するようにしてもよい。
以下の技術的思想(発明)は前記実施形態から把握できる。
【0056】
(1)請求項1〜請求項6に記載の発明において、前記変速パターンは、変速比又は変速係数(%表示)の消費ラップ長(%表示)に対する値の変化として表される。
【符号の説明】
【0057】
11…コーミングヘッド、26…モータとしてのラップローラ用モータ、31…演算部及び制御部としてのCPU。
【技術分野】
【0001】
本発明は、コーマにおけるラップ供給制御装置及びラップ供給制御方法に関する。
【背景技術】
【0002】
コーマは複数のコーミングヘッドを備え、各コーミングヘッドは、ラップロールから供給されたラップをニッパ装置が後退した位置で把持し、該ラップの先端をコーミングシリンダにより梳ってラップから短繊維等を除去し、フリースとする。このフリースをニッパ装置の前進によってデタッチングローラへ向けて移動させる。このフリースの前進に対応してデタッチングローラを逆転させ、先に引き取ったフリース(先行フリース)を後退させ、該フリースの後端部と新たに梳られたフリース(後続フリース)の先端部とを重ね合わせる。その後、デタッチングローラが正転してニッパ装置からフリースを引き取るとともに、先行フリースに後続フリースを接合しつつ、この後続フリースの後端をトップコームにより梳る。コーミングヘッドでコーミング作用を受けて送り出されたフリースは、集束されてスライバとなる。各コーミングヘッドで作られたスライバは1本に束ねられた後、ドラフト部でドラフトされ、コイラ装置によりケンス内に収納される。
【0003】
ラップロールは満玉(消費ラップ長が零のラップロール)の状態から消費ラップ長100%の状態になるまでのラップロール径の変化に起因して同じ長さの供給ラップの重量が変化する。そのため、ラップ供給速度を一定でコーマを運転すると紡出スライバ重量の変化が大きくなる。
【0004】
従来、紡出スライバ重量を均一化する方法として、満玉から消費ラップ長100%の状態になるまでの進行過程において、ラップ供給速度を増加させることによりラップロール径に起因したラップ重量変化を補正して、紡出スライバ重量を均一化する方法が提案されている(特許文献1参照)。ラップ供給速度の制御方法として、ラップロールが載置されている一対のラップローラ(ラップアーバ)の駆動速度の変速制御量を、ラップ供給重量又は紡出スライバ重量を計測する装置を設け、その計測値の偏差に応じて決定する方法(フィードバック制御)が提案されている。また、ラップ供給重量又は紡出スライバ重量を計測せずに、ラップ供給の開始から直線的及び連続的に供給速度を増加させる方法(オープンループ制御)も可能であるとの記載もある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表平6−502894号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ラップ供給重量又は紡出スライバ重量の計測値の偏差に応じて変速制御量を決定するためには、ラップ供給重量あるいは紡出スライバ重量を計測する装置が必要となる。しかし、ラップ供給重量あるいは紡出スライバ重量を計測する装置は大掛かりでありコスト高になる。また、紡出スライバ重量を計測する方法は、紡出スライバ重量計測箇所がラップ供給部と離れている上に落綿量を考慮する必要があり正確性に欠ける。
【0007】
また、特許文献1には、オープンループ制御によりラップ供給の開始から直線的及び連続的に供給速度を増加させる方法も提案されている。しかし、紡出スライバ重量の変化はラップロール径の減少に伴って単純に減少するのではないため、この方法では制御の精密性に欠ける。
【0008】
本発明の目的は、コーマがラップ重量測定装置や紡出スライバ重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができるコーマにおけるラップ供給制御装置及びラップ供給制御方法を提供することにある。
【課題を解決するための手段】
【0009】
本出願の発明は、ラップロール径の変化と、紡出スライバ重量の変化との関係を調べた結果、ラップロール径の変化に起因した紡出スライバ重量の変化は概ね再現性があることが判明したことと、ラップロール径に起因した紡出スライバ重量変化は、上がりスライバ重量を手動測定することで得られることとに基づいてなされた。なお、「上がりスライバ重量」とは、コーマの複数のコーミングヘッドのラップロールから供給された全ラップにより製造された紡出スライバの重量を意味する。
【0010】
そして、請求項1に記載の発明は、複数のコーミングヘッドを有し、各コーミングヘッドのラップ供給装置が、コーミング駆動部と独立して駆動可能なモータによって駆動されるコーマにおけるラップ供給制御装置である。そして、試験紡出により前記モータの変速なしで前記コーマの運転を行ったときのラップロール径の減少に対する紡出スライバ重量の変動量の測定結果から前記紡出スライバ重量の均一化あるいは前記紡出スライバ重量の変動を抑制するための前記モータの変速パターンを演算する演算部と、前記演算部により演算された前記変速パターンに基づき前記ラップ供給装置の前記モータを制御する制御部とを備えている。ここで、「変速パターン」とは、モータの速度変化を直接表すものに限らず、変速比の変化を表すものも含む。
【0011】
この発明のラップ供給制御装置を使用する場合は、先ず試験紡出によりラップ供給装置のモータの変速なしでコーマの運転が行なわれて、ラップロール径の減少に対する紡出スライバ重量の変動量の測定が作業者により行われる。この測定結果からラップロール径の変化を考慮して紡出スライバ重量の均一化あるいは紡出スライバ重量の変動を抑制するためのモータの変速パターンが演算部によって演算される。演算された変速パターンに基づいてラップ供給装置のモータを制御する。したがって、コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができる。
【0012】
請求項2に記載の発明は、請求項1に記載の発明において、前記演算部は、前記変速パターンを演算するとき、変速比を、変速比=K/基準となるラップロール径のときの紡出スライバ重量に対する変速時のラップロール径のときの紡出スライバ重量の比(但し、Kは比例定数)として演算する。ここで、「変速比」とは、変速時の速度/基準速度を意味する。したがって、この発明では、紡出スライバ重量が変化しなければ速度の変更は行われず、紡出スライバ重量が基準となるラップロール径のときの紡出スライバ重量に比べて小さくなれば、モータの回転速度が大きくなる。また、紡出スライバ重量が基準となるラップロール径のときの紡出スライバ重量に比べて大きくなれば、モータの回転速度が小さくなる。その結果、紡出スライバ重量の変化がラップ供給速度に適正に反映される。
【0013】
請求項3に記載の発明は、請求項2に記載の発明において、前記比例定数Kは原料によって予め定められた値に設定される。したがって、この発明では、比例定数Kをラップの原料の違いに拘らず一定の値、例えば1に設定した場合に比べて、紡出スライバ重量の均一化あるいは重量変化の抑制をより効果的に行うことができる。
【0014】
請求項4に記載の発明は、請求項1〜請求項3のいずれか1項に記載の発明において、前記演算部は、フィルタ部を備え、前記フィルタ部はフィルタ単位紡出スライバ長さ未満の範囲における前記紡出スライバ重量の変動を無視する処理を行う。紡出スライバ重量の変化にはラップロール径変化に起因しない変化も含まれているが、この発明では、演算部が測定結果から変速パターンを演算するとき、ラップロール径変化に起因しない変化がフィルタ部によって無視されるため、フィルタ部を備えない場合に比べて、紡出スライバ重量の均一化あるいは重量変化の抑制をより効果的に行うことができる。
【0015】
請求項5に記載の発明は、請求項2〜請求項4のいずれか1項に記載の発明において、前記変速パターンは複数のブロックに分割されており、前記ブロックの境界点ごとに前記変速比が設定されるとともに、隣り合う前記境界点間の変速比は両境界点の前記変速比の値に基づいて設定される。例えば、隣り合う境界点間の変速比は両境界点を結ぶ直線の勾配により演算される。したがって、変速パターンを演算させるために必要な変速点のデータ入力数が少なくても、ラップ供給開始から終了までのモータの変速制御が適正に行われる。
【0016】
請求項6に記載の発明は、複数のコーミングヘッドを有し、各コーミングヘッドのラップ供給装置がコーミング駆動部と独立して駆動可能なモータによって駆動されるコーマにおけるラップ供給制御方法である。そして、試験紡出により前記モータの変速なしで前記コーマの運転を行ない、紡出スライバ重量の測定を所定紡出スライバ長さ毎に行う紡出スライバ重量測定工程と、前記紡出スライバ重量測定工程で測定された前記紡出スライバ重量の測定結果から、ラップロール径の変化を考慮して前記紡出スライバ重量の均一化あるいは前記紡出スライバ重量の変動を抑制するための前記モータの変速パターンを演算部で演算する変速パターン演算工程と、前記変速パターン演算工程で演算された前記変速パターンに基づき制御部が前記ラップ供給装置の前記モータを制御するモータ制御工程とを備える。ここで、演算部と制御部とは必ずしも一つの装置として構成される必要はなく、例えば、別の装置として構成された演算部で変速パターンを演算させる構成であってもよい。
【0017】
この発明のコーマにおけるラップ供給制御方法では、試験紡出によりモータの変速なしでコーマの運転を行ない、所定紡出スライバ長さ毎に測定された紡出スライバ重量の測定結果から、ラップロール径の変化を考慮して紡出スライバ重量の均一化あるいは紡出スライバ重量の変動を抑制するためのモータの変速パターンが演算部で演算される。演算部で演算された変速パターンに基づきラップ供給装置のモータが制御部により制御される。したがって、コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができる。
【発明の効果】
【0018】
本発明によれば、コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができる。
【図面の簡単な説明】
【0019】
【図1】コーミングヘッドの概略側面図。
【図2】紡出スライバ重量と消費ラップ長との関係を示すグラフ。
【図3】変速係数と消費ラップ長との関係を示すグラフ。
【発明を実施するための形態】
【0020】
以下、本発明を具体化した一実施形態を図1〜図3にしたがって説明する。
コーマは、複数(この実施形態では8個)のコーミングヘッドを配設した作業部を備えている。図1に示すように、各コーミングヘッド11は、一対のラップローラ12と、フィードローラ13を備えたニッパ装置14と、コーミングシリンダ15と、前後2対のデタッチングローラ16,17とを備えている。なお、図1では、1個のコーミングヘッド11のみを図示し、他のコーミングヘッド11の図示は省略している。
【0021】
ニッパ装置14は、コーミングシリンダ15の上方で前後進揺動可能に配設されたニッパフレーム18を有し、ニッパフレーム18は、その底部にボトムニッパ19が設けられている。ニッパフレーム18には支軸18aを介してニッパアーム20が回動可能に設けられ、ニッパアーム20の先端にトップニッパ20aが固定されている。トップニッパ20aはニッパフレーム18の前後進揺動運動に同期して所定のタイミングで開閉して、ボトムニッパ19と協同してラップロールLを挟持するようになっている。ニッパフレーム18にはトップコーム21がボトムニッパ19の前方において、ニッパフレーム18と同期して所定の運動を行うように取り付けられている。
【0022】
コーミングシリンダ15の後方、かつニッパフレーム18の下方には、ニッパシャフト22が往復回動可能に配設されている。ニッパシャフト22にはニッパフレーム駆動アーム23の第1端部が一体回動可能に固定され、その第2端部にニッパフレーム18の後端部が支軸23aを介して回動可能に支持されている。ニッパフレーム18は、ニッパシャフト22の往復回動(揺動運動)によって、ボトムニッパ19の先端部がデタッチングローラ16,17に対して接近・離間するように前後に揺動する構成になっている。コーミングシリンダ15、ニッパシャフト22及びデタッチングローラ16,17には、メインモータ24により駆動される図示しない全てのコーミングヘッド11に共通の駆動シャフトの回転が歯車装置やクランク等の動力伝達系(駆動機構)25を介して伝達され、ニッパ装置14はコーミングシリンダ15と同期して駆動されるようになっている。メインモータ24及び動力伝達系25がコーミング駆動部を構成する。
【0023】
一方、ラップローラ12のラップローラシャフト12aは、コーミング駆動部と独立して駆動可能なモータとしてのラップローラ用モータ26により駆動される全てのコーミングヘッド11に共通の図示しないラップローラ駆動シャフトから、ベルト伝動機構27を介してメインモータ24と独立して駆動可能になっている。メインモータ24及びラップローラ用モータ26は、制御装置28の指令に基づいて制御されるインバータ装置29,30を介して駆動されるようになっている。ラップローラ12、ラップローラシャフト12a、ラップローラ用モータ26及びベルト伝動機構27はコーマにおけるラップ供給装置を構成する。
【0024】
制御装置28は、CPU31、メモリ32、入力・表示装置33を備えている。入力・表示装置33はその表示画面上に表示される所定の入力領域を押圧することによりデータの入力設定が可能なタッチパネルを有し、入力装置の機能と表示装置の機能とを備えている。CPU31は、メモリ32に記憶されたプログラムデータに基づいて動作する。入力・表示装置33は、コーマの運転条件として必要な繊維種(繊維長さ)、紡出スライバ重量、ニップ数等の紡出条件やその他のデータの入力に使用される。
【0025】
次に制御装置28がコーマにおけるラップ供給制御装置として機能するための構成を説明する。入力・表示装置33は、紡出スライバ重量(上がりスライバ重量)の測定結果の入力にも使用される。メモリ32は、紡出スライバ重量測定結果入力部及びCPU31により演算されたラップローラ用モータ26の変速パターンを記憶する記憶部としても機能する。CPU31は、紡出スライバ重量測定結果入力部に入力された測定結果からラップローラ用モータ26の変速パターンを演算する演算部と、演算部により演算されて記憶部に記憶された変速パターンに基づきラップローラ用モータ26を制御する制御部として機能する。
【0026】
CPU31は、メモリ32に入力された紡出スライバ重量の測定結果からラップローラ用モータ26の変速パターンを演算して、その変速パターンをメモリ32に記憶させる。CPU31は、変速パターンを演算するとき、変速比を、変速比=1/重量比として演算する。ここで、「変速比」とは、変速時の速度/基準速度を意味し、「重量比」とは、(変速時のラップロール径のときの紡出スライバ重量)/(基準とするラップロール径のときの紡出スライバ重量)を意味する。
【0027】
CPU31が変速パターンを演算するためのプログラムには、メモリ32に入力された測定結果から変速パターンを演算するとき、ラップロール径変化に起因しない変化を無視して演算するフィルタ操作を行うようになっている。即ち、演算部は、入力された測定結果のフィルタ部を備え、フィルタ部はフィルタ単位紡出スライバ長さ(本実施形態では9.144m(10ヤード))未満の範囲における紡出スライバ重量の変動を無視する処理を行うようになっている。なお、フィルタ単位紡出スライバ長さは適宜設定可能である。
【0028】
次に前記のように構成された装置の作用を説明する。
コーマが工場で製造された状態においては、メモリ32にはラップロール径の変化を考慮して紡出スライバ重量の均一化あるいは紡出スライバ重量の変動を抑制するための変速パターンは記憶されておらず、ラップローラ用モータ26はコーミングシリンダ15の回転速度に対応した一定速度で駆動されるようになっている。そこで、ラップロール径の変化を考慮して紡出スライバ重量の均一化あるいは紡出スライバ重量の変動を抑制するための変速パターンをCPU31に演算させるため、先ず試験紡出によりラップローラ用モータ26の変速なしでコーマの運転を行い、紡出紡出スライバ重量の測定を作業者が行う。この工程が紡出スライバ重量測定工程となる。測定結果は入力・表示装置33を用いて入力され、メモリ32に記憶される。この工程が紡出スライバ重量測定結果入力工程となる。
【0029】
測定結果をラップロール径に対応させて表示するのは、ラップロール径の変化を正確に検出するのが難しいため、消費ラップ長でラップロール径を代用する。紡出スライバ重量と消費ラップ長の関係を図2に示す。図2のグラフの縦軸は紡出スライバ重量を表し、横軸は消費ラップ長を表す。消費ラップ長がゼロの状態が満玉のラップロールの状態であり、消費ラップ長の増加に伴ってラップロール径が減少する。また、縦軸は紡出スライバ重量を直接表示せずに、消費ラップ長がゼロのときの紡出スライバ重量を100%とした比で表している。図2から紡出スライバ重量はラップロール径に単純に比例するのではなく複雑に変動していることが分かる。
【0030】
CPU31は、メモリ32に記憶された紡出スライバ重量と消費ラップ長との関係から変速パターンを演算する。この工程が変速パターン演算工程となる。CPU31は、図2に示す紡出スライバ重量−消費ラップ長曲線にフィルタを掛けて平滑化する。フィルタを掛ける際、フィルタ単位紡出スライバ長さを10ヤード以上にすると精度が悪くなり、あまり短くするとデータ数が多くなって手間が掛かる。
【0031】
CPU31は、消費ラップ長xの時の変速係数(%表示)を次式により演算する。
変速係数(%)
=100×{1/(消費ラップ長xのときの紡出スライバ重量/消費ラップ長ゼロのときの紡出スライバ重量)}=100×変速比
即ち、この実施形態では、CPU31は、変速パターンを演算するとき、変速比を演算する際の基準ラップ供給速度を消費ラップ長0%のときのラップ供給速度としている。
【0032】
満玉(消費ラップ長0%)の状態からラップロール交換時(消費ラップ長100%)までの変速係数の変化は、例えば、図3に示すグラフになる。図3のグラフでは、縦軸は、消費ラップ長が0%のときのラップ供給速度を基準速度とした変速係数(%表示)を表し、横軸は、消費ラップ長(%表示)を表す。したがって、図3の曲線は消費ラップ長に対応する変速パターンを表す。
【0033】
変速パターンは、入力・表示装置33により予め入力された消費ラップ長を境界点とする複数のブロック(この実施形態では8ブロック)に分割されており、ブロックの境界点ごとに変速係数が設定される。境界点の間隔(ブロックの長さ)は均等ではなく、消費ラップ長に対する紡出スライバ重量の変化が大きな範囲では境界点の間隔が小さく、消費ラップ長に対する紡出スライバ重量の変化が小さな範囲では境界点の間隔が大きくなっている。境界点の位置、即ち境界点の消費ラップ長(%)は、作業者が入力・表示装置33により入力することで設定される。
【0034】
CPU31は、境界点の消費ラップ長に対応する変速係数を演算し、各境界点の消費ラップ長と対応する変速係数との関係を、例えば、表1の状態でメモリ32に記憶させる。この工程が変速パターン記憶工程となる。
【0035】
【表1】
CPU31は、表1の変速パターンにおいて、隣り合う境界点間の変速係数の値は両境界点の変速係数の値に基づいて演算する。この実施形態では隣り合う境界点間の変速係数の値は両境界点を結ぶ直線の勾配により演算される。
【0036】
図3においては、変速パターンは、消費ラップ長0%のときの変速係数を100%として、消費ラップ長100%までの各消費ラップ長に対応する変速係数との関係として表わされており、変速係数は変速比を%で表示したものと同じである。即ち、変速パターンは複数のブロックに分割されており、ブロックの境界点ごとに変速比が設定されるとともに、隣り合う境界点間の変速比は両境界点の変速比の値に基づいて設定される。
【0037】
次に制御装置28によるラップ供給装置のラップローラ用モータ26の制御について説明する。コーマのラップロールLの交換は全てのコーミングヘッド11において一斉に行われる。空(小玉)のラップロールLと満玉のラップロールLとの交換は、手動操作又は自動検出装置により制御装置28に検知される。制御装置28は、ラップロールLの交換を検知すると、消費ラップ長(%)をゼロにリセットして初期状態となる。
【0038】
その後、コーマ運転で制御装置28はメモリ32に記憶された変速パターンにしたがってラップローラ用モータ26をインバータ装置30を介して変速制御する。この工程がモータ制御工程となる。なお、CPU31は、消費ラップ長を、ラップローラ用モータ26に対する指示周波数に対応するモータ回転数を時間積分することで求める。ラップローラ用モータ26の基準速度は予め設定されており、これが変速係数100%の速度となる。
【0039】
ラップローラ用モータ26の変速は、基準速度に対して変速時点に対応する消費ラップ長x%における変速係数%を乗じた速度とすることで成される。入力・表示装置33により入力された変速点は、変速パターンの始点と終点と各ブロックの境界点だけである。しかし、CPU31は、隣接する境界点間の変速係数は、両境界点を結んだ直線の固定勾配で自動演算し、その変速係数を用いて各消費ラップ長x%におけるラップローラ用モータ26の速度を演算してその速度に対応する周波数をインバータ装置30に指示してラップローラ用モータ26を制御する。
【0040】
なお、コーマの紡出条件を変速パターンがメモリ32に記憶されている紡出条件から変更する場合は、その紡出条件において試験紡出によりラップローラ用モータ26の変速なしでコーマの運転を行う。そして、前述と同様にしてその紡出条件に対応する変速パターンをCPU31で演算してメモリ32に記憶させ、紡出条件に対応した変速パターンに基づいてラップローラ用モータ26の制御を行う。
【0041】
この実施形態によれば、以下に示す効果を得ることができる。
(1)複数のコーミングヘッド11を有し、各コーミングヘッド11のラップ供給装置が、コーミング駆動部と独立して駆動可能なラップローラ用モータ26によって駆動されるコーマにおけるラップ供給制御装置は、試験紡出時の紡出スライバ重量の測定結果からラップローラ用モータ26の変速パターンを演算する演算部(CPU31)と、演算部により演算された変速パターンに基づきラップローラ用モータ26を制御する制御部(CPU31)とを備えている。したがって、コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができる。また、調整やキャリブレーション(校正)を必要とする計測手段を用いないため、コーマを複数機台保有している工場の場合に、制御結果に機台固体差が発生せず、同じ運転条件において紡出スライバの品質のばらつきが小さくなる。
【0042】
(2)演算部(CPU31)は、ラップ供給速度の変速パターンを演算するとき、変速比を、変速比=K/重量比(基準となるラップロール径のときの紡出スライバ重量に対する変速時のラップロール径のときの紡出スライバ重量の比)(但し、Kは比例定数)として演算し、比例定数Kは1に設定される。したがって、紡出スライバ重量の変化がラップ供給速度に適正に反映される。
【0043】
(3)演算部(CPU31)は、フィルタ部を備え、フィルタ部はフィルタ単位紡出スライバ長未満の範囲における前記紡出スライバ重量の変動を無視する処理を行う。したがって、演算部が入力された測定結果から変速パターンを演算するとき、ラップロール径変化に起因しない変化がフィルタ部によって無視されるため、フィルタ部を備えない場合に比べて、紡出スライバ重量の均一化あるいは重量変化の抑制をより効果的に行うことができる。
【0044】
(4)変速パターンは複数のブロックに分割されており、ブロックの境界点ごとに変速比が設定されるとともに、隣り合う境界点間の変速比は両境界点の変速比の値に基づいて設定される。そして、隣り合う境界点間の変速比は、演算部(CPU31)によって、両境界点を結ぶ直線の勾配により演算される。したがって、変速パターンを演算させるために必要な変速点のデータ入力数が少なくても、ラップ供給開始から終了までのラップローラ用モータ26の変速制御が適正に行われる。
【0045】
(5)変速パターンは、変速係数(%表示)の消費ラップ長(%表示)に対する値の変化として表され、変速係数(%表示)は100×{1/(消費ラップ長xのときの紡出スライバ重量/消費ラップ長ゼロのときの紡出スライバ重量)}として表される。したがって、変速パターンを図示すると、消費ラップ長に対するラップ供給速度の変化状態を理解し易い。
【0046】
(6)メモリ32に記憶された変速パターンに基づいてラップローラ用モータ26を変速制御する際、CPU31は消費ラップ長を、ラップローラ用モータ26に対する指示周波数に対応するモータ回転数を時間積分することで求める。したがって、消費ラップ長を測定するセンサを設けることなく消費ラップ長を求めることができる。
【0047】
(7)コーマにおけるラップ供給制御方法では、試験紡出によりラップローラ用モータ26の変速なしでコーマの運転を行ない、所定紡出スライバ長さ毎に測定された紡出スライバ重量の測定結果から、ラップロール径の変化を考慮して紡出スライバ重量の均一化あるいは紡出スライバ重量の変動を抑制するためのラップローラ用モータ26の変速パターンが演算部(CPU31)で演算され、演算部で演算された変速パターンに基づきラップローラ用モータ26が制御部(CPU31)により制御される。したがって、コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図ることができる。
【0048】
実施形態は前記に限定されるものではなく、例えば、次のように具体化してもよい。
○ 変速比=1/重量比として変速パターンを演算する代わりに、変速比=K/重量比として演算してもよい。但し、Kは比例定数であり、原料(ラップ)によって予め試験により求められた値がメモリ32に記憶されている。この場合、比例定数Kをラップの原料の違いに拘らず一定の値、例えば1に設定した場合に比べて、紡出スライバの重量の均一化あるいは重量変化の抑制をより効果的に行うことができる。
【0049】
○ 消費ラップ長ゼロ以外の時点のラップ供給速度(ラップローラ速度)を基準速度に設定してもよい。この場合はラップローラ用モータ26の変速は、消費ラップ長ゼロの時点のラップ供給速度を基準速度に設定した場合と異なり、基準速度に対して減速方向に変速される場合もあり得る。
【0050】
○ 消費ラップ長を計測する計測手段を設けて、計測手段の計測結果に基づいた消費ラップ長にしたがってラップローラ用モータ26を変速制御してもよい。例えば、ラップローラシャフト12aにパルス発生器を備え、その発生パルスを制御装置28に入力することにより、ラップローラ12の回転数を計測して消費ラップ長をダイレクトに計測し、変速パターンに、より正確に追従させるようにしてもよい。また、ラップローラ速度をフィードバック制御してもよい。これらの場合、より精度の良い制御を実現することができる。
【0051】
○ 変速パターンは消費ラップ長に対する変速係数の変化とする構成に限らず、消費ラップ長に対するラップローラ用モータ26の速度変化を直接示す構成としてもよい。
○ 変速パターンは変速係数あるいは速度変化を、ラップロール径の代用としての消費ラップ長との関係で表す構成に限らず、ラップロール径との関係で表わす構成としてもよい。この場合はラップロール径を検出するセンサが必要になる。
【0052】
○ コーミングシリンダ軸15aにパルス発生器を備え、その発生パルスを制御装置28に入力することにより、コーミングシリンダ軸15aの速度を計測し、ラップ供給速度をこれに同期して制御するようにしてもよい。この場合も、より精度の良い制御を実現することができる。
【0053】
○ コーマの制御装置28は、ラップローラ用モータ26の変速制御を行うための変速パターンを演算するために必要な構成を備えている必要は必ずしもなく、変速パターンが記憶された記憶部と、記憶部に記憶された変速パターンに基づいてラップローラ用モータ26を制御する制御部を備えていればよい。例えば、試験紡出によりラップローラ用モータ26の変速なしでコーマの運転を行い、所定紡出スライバ長さ毎に測定された紡出スライバ重量の測定結果からラップロール径の変化を考慮したラップローラ用モータ26の変速パターンの演算をコーマと別の装置で行う構成としてもよい。この場合、演算された変速パターンをUSBメモリ、光磁気ディスク等のリムーバブルメディアを介してコーマに装備された制御装置28の記憶部に記憶させる。即ち、紡出スライバ重量測定結果入力工程及び変速パターン演算工程を実行するための装置をコーマと別に設けてもよい。例えば、紡出スライバ重量測定結果に基づいて変速パターンの演算をパーソナルコンピュータで行うようにしてもよい。
【0054】
○ 変速パターンのブロック数は8ブロックに限らず、8ブロックより少なくても、多くてもよい。
○ 変速パターンのブロックの境界点の間隔は等間隔であってもよいが、等間隔の場合は紡出スライバ重量の変化が大きな部分における変化を良好に反映させるために、境界点の数を多くする必要がある。
【0055】
○ 変速パターンをメモリ32に記憶しておくのではなく、運転中に測定結果から変速係数を逐次演算してラップ供給制御部に出力するようにしてもよい。
以下の技術的思想(発明)は前記実施形態から把握できる。
【0056】
(1)請求項1〜請求項6に記載の発明において、前記変速パターンは、変速比又は変速係数(%表示)の消費ラップ長(%表示)に対する値の変化として表される。
【符号の説明】
【0057】
11…コーミングヘッド、26…モータとしてのラップローラ用モータ、31…演算部及び制御部としてのCPU。
【特許請求の範囲】
【請求項1】
複数のコーミングヘッドを有し、各コーミングヘッドのラップ供給装置が、コーミング駆動部と独立して駆動可能なモータによって駆動されるコーマにおけるラップ供給制御装置であって、
試験紡出により前記モータの変速なしで前記コーマの運転を行ったときのラップロール径の減少に対する紡出スライバ重量の変動量の測定結果から前記紡出スライバ重量の均一化あるいは前記紡出スライバ重量の変動を抑制するための前記モータの変速パターンを演算する演算部と、
前記演算部により演算された前記変速パターンに基づき前記ラップ供給装置の前記モータを制御する制御部と
を備えているコーマにおけるラップ供給制御装置。
【請求項2】
前記演算部は、前記変速パターンを演算するとき、変速比を、変速比=K/基準となるラップロール径のときの紡出スライバ重量に対する変速時のラップロール径のときの紡出スライバ重量の比(但し、Kは比例定数)として演算する請求項1に記載のコーマにおけるラップ供給制御装置。
【請求項3】
前記比例定数Kは原料によって予め定められた値に設定される請求項2に記載のコーマにおけるラップ供給制御装置。
【請求項4】
前記演算部は、前記測定結果のフィルタ部を備え、前記フィルタ部はフィルタ単位紡出スライバ長さ未満の範囲における前記紡出スライバ重量の変動を無視する処理を行う請求項1〜請求項3のいずれか1項に記載のコーマにおけるラップ供給制御装置。
【請求項5】
前記変速パターンは複数のブロックに分割されており、前記ブロックの境界点ごとに前記変速比が設定されるとともに、隣り合う前記境界点間の変速比は両境界点の前記変速比の値に基づいて設定される請求項2〜請求項4のいずれか1項に記載のコーマにおけるラップ供給制御装置。
【請求項6】
複数のコーミングヘッドを有し、各コーミングヘッドのラップ供給装置がコーミング駆動部と独立して駆動可能なモータによって駆動されるコーマにおけるラップ供給制御方法であって、
試験紡出により前記モータの変速なしで前記コーマの運転を行ない、紡出スライバ重量の測定を所定紡出スライバ長さ毎に行う紡出スライバ重量測定工程と、
前記紡出スライバ重量測定工程で測定された前記紡出スライバ重量の測定結果から、ラップロール径の変化を考慮して前記紡出スライバ重量の均一化あるいは前記紡出スライバ重量の変動を抑制するための前記モータの変速パターンを演算部で演算する変速パターン演算工程と、
前記変速パターン演算工程で演算された前記変速パターンに基づき制御部が前記ラップ供給装置の前記モータを制御するモータ制御工程と
を備えることを特徴とするコーマにおけるラップ供給制御方法。
【請求項1】
複数のコーミングヘッドを有し、各コーミングヘッドのラップ供給装置が、コーミング駆動部と独立して駆動可能なモータによって駆動されるコーマにおけるラップ供給制御装置であって、
試験紡出により前記モータの変速なしで前記コーマの運転を行ったときのラップロール径の減少に対する紡出スライバ重量の変動量の測定結果から前記紡出スライバ重量の均一化あるいは前記紡出スライバ重量の変動を抑制するための前記モータの変速パターンを演算する演算部と、
前記演算部により演算された前記変速パターンに基づき前記ラップ供給装置の前記モータを制御する制御部と
を備えているコーマにおけるラップ供給制御装置。
【請求項2】
前記演算部は、前記変速パターンを演算するとき、変速比を、変速比=K/基準となるラップロール径のときの紡出スライバ重量に対する変速時のラップロール径のときの紡出スライバ重量の比(但し、Kは比例定数)として演算する請求項1に記載のコーマにおけるラップ供給制御装置。
【請求項3】
前記比例定数Kは原料によって予め定められた値に設定される請求項2に記載のコーマにおけるラップ供給制御装置。
【請求項4】
前記演算部は、前記測定結果のフィルタ部を備え、前記フィルタ部はフィルタ単位紡出スライバ長さ未満の範囲における前記紡出スライバ重量の変動を無視する処理を行う請求項1〜請求項3のいずれか1項に記載のコーマにおけるラップ供給制御装置。
【請求項5】
前記変速パターンは複数のブロックに分割されており、前記ブロックの境界点ごとに前記変速比が設定されるとともに、隣り合う前記境界点間の変速比は両境界点の前記変速比の値に基づいて設定される請求項2〜請求項4のいずれか1項に記載のコーマにおけるラップ供給制御装置。
【請求項6】
複数のコーミングヘッドを有し、各コーミングヘッドのラップ供給装置がコーミング駆動部と独立して駆動可能なモータによって駆動されるコーマにおけるラップ供給制御方法であって、
試験紡出により前記モータの変速なしで前記コーマの運転を行ない、紡出スライバ重量の測定を所定紡出スライバ長さ毎に行う紡出スライバ重量測定工程と、
前記紡出スライバ重量測定工程で測定された前記紡出スライバ重量の測定結果から、ラップロール径の変化を考慮して前記紡出スライバ重量の均一化あるいは前記紡出スライバ重量の変動を抑制するための前記モータの変速パターンを演算部で演算する変速パターン演算工程と、
前記変速パターン演算工程で演算された前記変速パターンに基づき制御部が前記ラップ供給装置の前記モータを制御するモータ制御工程と
を備えることを特徴とするコーマにおけるラップ供給制御方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−197540(P2012−197540A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−63201(P2011−63201)
【出願日】平成23年3月22日(2011.3.22)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月22日(2011.3.22)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
[ Back to top ]