
ゴム−コード複合体の製造方法
【課題】インシュレーション工程における扁平スチールコード断面の配列方向のバラツキを抑制して、コードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体を、より確実に得ることができるゴム−コード複合体の製造方法を提供する。
【解決手段】断面が楕円形である扁平スチールコード1の複数本を引き揃えて、インシュレーション装置11でゴム被覆することによりゴム−コード複合体を製造する方法にである。インシュレーション装置の入口側に回転自在なロール12を配置して、扁平スチールコードをインシュレーション装置内に送入するに先立って、扁平スチールコードにロールを介して曲げを加え、かつ、インシュレーション装置内における、複数本の扁平スチールコードを所定のピッチで引き揃えるインサーターの出口と、ゴム−コード複合体の出口寸法を特定する口金の入口と、の上下方向位置をオフセットする。
【解決手段】断面が楕円形である扁平スチールコード1の複数本を引き揃えて、インシュレーション装置11でゴム被覆することによりゴム−コード複合体を製造する方法にである。インシュレーション装置の入口側に回転自在なロール12を配置して、扁平スチールコードをインシュレーション装置内に送入するに先立って、扁平スチールコードにロールを介して曲げを加え、かつ、インシュレーション装置内における、複数本の扁平スチールコードを所定のピッチで引き揃えるインサーターの出口と、ゴム−コード複合体の出口寸法を特定する口金の入口と、の上下方向位置をオフセットする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はゴム−コード複合体の製造方法(以下、単に「製造方法」とも称する)に関し、詳しくは、断面が楕円形である扁平スチールコードを用いたゴム−コード複合体を、クロスヘッド押出機を使用したゴム被覆方法(インシュレーション製法)を用いて製造する方法の改良に関する。
【背景技術】
【0002】
スチールコードをゴム被覆してなるゴム−コード複合体(トリート)は、ラジアルタイヤ用の補強部材、例えばベルトや、産業用資材等に使用されている。このようなゴム−コード複合体は、一般に、コードをカレンダーロール間に通して一対のゴムシートを圧着することによりゴム被覆するカレンダー方式、または、コードをインサーターを介してインシュレーション装置内に通して、装置内に注入されるゴムにより被覆するインシュレーション方式により、製造される。
【0003】
楕円形の断面を有する偏平スチールコードを用いたゴム−コード複合体の製造方法としては、例えば、特許文献1に、複数本の扁平スチールコードを引き出し、これら引き出されたスチールコードを、平行配置した状態でインシュレーション方式により未加硫ゴムで被覆してシート部材とし、このシート部材を所望の断面形状に成形することによってコード補強部材を製造するにあたり、スチールコードの平行配置を、スチールコードの長軸がシート部材の断面幅方向に相当する方向に対し傾斜角を有する状態で行う技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−063209号公報(特許請求の範囲等)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、扁平スチールコードを、インシュレーション方式を用いてゴムコーティングすると、コードが回転することで、コードの楕円形断面の長径がトリート幅方向に揃わずに、コードごとに様々な角度を取った状態でゴム被覆される場合があった。この場合、得られるゴム−コード複合体において、コードの上下におけるゴム量にバラツキが生ずるので、コード上下のゴムゲージを確保するためのゴム使用量が増加して、重量増をもたらすことになる。
【0006】
一方で、コード上下のゴムゲージを減少させてしまうと、タイヤ等の製品内において、コードの長径が縦方向になっている部分で設計通りのコード間隔が確保できなくなって、破断が生ずる原因となる。したがって、このような偏平スチールコードを用いたゴム−コード複合体を適用した製品内において、設計通りのコード間隔を確保するためには、扁平スチールコードの楕円形断面の長径が、常にトリート幅方向に揃っている必要がある。
【0007】
そこで本発明の目的は、インシュレーション工程における扁平スチールコード断面の配列方向のバラツキを抑制して、コードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体を、より確実に得ることができるゴム−コード複合体の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者は鋭意検討した結果、扁平スチールコードのインシュレーション工程において、扁平スチールコードに曲げを加えるものとすることで、楕円形断面の長径をトリート幅方向に揃えることができ、これにより上記課題が解決できることを見出して、本発明を完成するに至った。
【0009】
すなわち、本発明のゴムーコード複合体の製造方法は、断面が楕円形である扁平スチールコードの複数本を引き揃えて、インシュレーション装置でゴム被覆することによりゴム−コード複合体を製造する方法において、
前記インシュレーション装置の入口側に回転自在なロールを配置して、前記扁平スチールコードを該インシュレーション装置内に送入するに先立って、該扁平スチールコードに該ロールを介して曲げを加え、かつ、前記インシュレーション装置内における、前記複数本の扁平スチールコードを所定のピッチで引き揃えるインサーターの出口と、ゴム−コード複合体の出口寸法を特定する口金の入口と、の上下方向位置をオフセットすることを特徴とするものである。
【0010】
本発明においては、前記インシュレーション装置の出口側に回転自在なロールを配置して、該インシュレーション装置から送出されたゴム−コード複合体に、該ロールを介して曲げを加えることが好ましい。また、前記インシュレーション装置内における、前記複数本の扁平スチールコードに対する上側被覆ゴムと下側被覆ゴムとの接触位置を、インシュレーション方向においてオフセットすることも好ましい。さらに、前記インサーターの孔部を、短径が前記扁平スチールコードの短径より大きく、かつ、長径が前記扁平スチールコードの長径より大きい、横長の楕円形状とすることが好ましい。
【発明の効果】
【0011】
本発明によれば、上記構成としたことで、インシュレーション工程における扁平スチールコード断面の配列方向のバラツキを抑制して、コードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体をより確実に得ることができるゴム−コード複合体の製造方法を実現することが可能となった。
【図面の簡単な説明】
【0012】
【図1】本発明のゴム−コード複合体の製造方法の一例に係る概略説明図である。
【図2】扁平スチールコードを構成する各ワイヤに曲げの力がかかった際の挙動を示す概略説明図である。
【図3】本発明のゴム−コード複合体の製造方法の一例に係るインシュレーション装置内部の治工具の配置形状を示す概略説明図である。
【図4】本発明のゴム−コード複合体の製造方法の他の例に係るインシュレーション装置内部の治工具の配置形状を示す概略説明図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施の形態について、図面を参照しつつ詳細に説明する。
本発明は、断面が楕円形である扁平スチールコードの複数本、例えば、3〜30本程度を引き揃えて、インシュレーション装置でゴム被覆することによりゴム−コード複合体を製造する方法の改良に係るものである。
【0014】
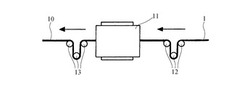
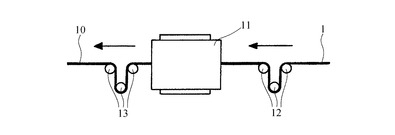
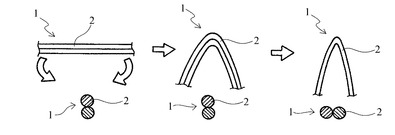
図1に、本発明のゴム−コード複合体の製造方法の一例に係る概略説明図を示す。図示するように、本発明においては、インシュレーション装置11の入口側に回転自在なロール12を配置して、扁平スチールコード1をインシュレーション装置内に送入するに先立って、扁平スチールコード1にロール12を介して曲げを加える。このように、インシュレーション装置11の手前で、ロール12により扁平スチールコード1に曲げを加えることで、インシュレーション装置11に入る前に、扁平スチールコード1のコード断面の配列方向を、楕円形状の長径がトリート幅方向となるよう揃えることができる。これは、図2に示すように、扁平スチールコード1を構成する各ワイヤ2に曲げの力がかかることによって、曲げの力の働く面に対し直交する方向にワイヤ2が並んで、結果として、コード断面の長径がロール12の長手方向、すなわち、トリート幅方向に揃うためである。したがって、本発明においては、トリート幅方向に対し直交する面内で、コードに対し曲げを加えることが必要である。
【0015】
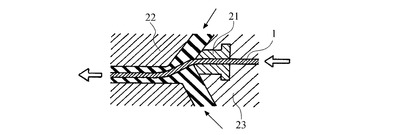
また、図3に示すように、本発明においては、インシュレーション装置内において、複数本の扁平スチールコードを所定のピッチで引き揃えるインサーター21の出口と、ゴム−コード複合体の出口寸法を特定する口金22の入口と、の上下方向位置が、オフセットされている。すなわち、インシュレーション装置の押出しヘッドに用いる治工具としての、インサーター21、インサーターホルダー23および口金22を、図示するような形状とすることで、押出しヘッド内でのゴムコーティングの際にコードに曲げを与えて、形成されるトリート内部で、扁平スチールコードの楕円形断面の長径がトリート横方向となるようにすることができる。よって、本発明によれば、上記インシュレーション装置11の入口側に配置したロール12と、インサーター21の出口と口金22の入口とのオフセットとによる効果で、扁平スチールコードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体を、より確実に得ることが可能となる。
【0016】
本発明においては、インシュレーション装置11の手前でロール12により扁平スチールコード1に曲げを加えるとともに、押出しヘッド内でインサーター21の出口と口金22の入口とのオフセットにより扁平スチールコード1に曲げを加えて、そのコード断面の長径方向をトリート幅方向に揃える点のみが重要であり、それ以外の諸条件については、所望に応じ適宜決定することができ、特に制限されるものではない。
【0017】
具体的には例えば、ロール12の配置個数は、図1に示す例では3個であるが、扁平スチールコードに曲げを加えることができるものであれば、これには限られず、1個または2個、あるいは4個以上としてもよい。
【0018】
また、本発明においては、図1に示すように、インシュレーション装置11の出口側にも回転自在なロール13を配置して、インシュレーション装置11から送出されたゴム−コード複合体10に、ロール13を介して曲げを加えることが好ましい。インシュレーション装置11から送り出された後にもゴム−コード複合体10に曲げを加えることで、ゴム−コード複合体10内部で扁平スチールコードの楕円形断面の長径をトリート幅方向に揃えることができるので、扁平スチールコードの配列の乱れをより効果的に防止して、長径方向がトリート幅方向に揃ったゴム−コード複合体を、より確実に得ることが可能となる。
【0019】
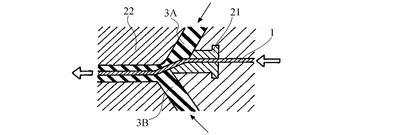
さらに、本発明においては、図4に示すように、インシュレーション装置11内における、複数本の扁平スチールコード1に対する上側被覆ゴム3Aと下側被覆ゴム3Bとの接触位置を、インシュレーション方向においてオフセットすることが好ましい。すなわち、インシュレーション装置の押出しヘッドに用いる治工具としての、インサーター21、インサーターホルダー23および口金22を、図示するような形状とすることで、上側被覆ゴム3Aおよび下側被覆ゴム3Bの流路を変更して、上下2方向から被覆されるゴムが、それぞれ異なる位置で扁平スチールコード1に対し接触するようにする。これにより、被覆ゴムがコードに接触する際における扁平スチールコード1の乱れを抑制して、コードの楕円形断面の長径をトリート幅方向に安定させた状態でゴム被覆を行うことが可能となる。
【0020】
さらにまた、本発明においては、扁平スチールコード1を通すためのインサーター21の孔部を、短径が扁平スチールコードの短径より大きく、かつ、長径が扁平スチールコードの長径より大きい、横長の楕円形状とすることが好ましい。インサーター21の孔部をかかる横長の楕円形状とすることで、コーティング中のコード回転を効果的に抑制することが可能となる。より具体的には、インサーター21の孔部の、縦方向の短径の寸法をコード径+0.04mm程度とし、横方向の長径の寸法をコード径+0.10mmとすることが好適である。
【0021】
本発明の製造方法によれば、コードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体をより確実に得ることができるので、このゴム−コード複合体を用いることで、従来より薄いラジアルタイヤ用ベルト部材や、産業用ゴムシートを生産することができる。また、このゴム−コード複合体をタイヤのベルト部材に用いれば、製品タイヤにおいて、コード間の距離を一定に保持して、ベルトの破断を抑制する効果を得ることが可能である。
【実施例】
【0022】
以下、本発明を、実施例を用いてより詳細に説明する。
(実施例)
断面が楕円形である扁平スチールコード(短径2.0mm,長径3.0mm)1の5本を引き揃えて、以下に従いインシュレーション装置でゴム被覆することにより、ゴム−コード複合体(厚み3.0mm,幅21mm)の製造を行った。
【0023】
図1に示すように、インシュレーション装置11の入口側には回転自在な3個のロール12(外径30mm)を配置して、扁平スチールコード1をインシュレーション装置11内に送入するに先立って、扁平スチールコード1にロール12を介して曲げを加えた。また、インシュレーション装置11の出口側にも回転自在な3個のロール13(外径30mm)を配置して、インシュレーション装置から送出されたゴム−コード複合体10に、ロール13を介して曲げを加えた。
【0024】
また、図4に示すように、インシュレーション装置11内において、インサーター21の出口と口金22の入口との上下方向位置を3mmオフセットし、かつ、上側被覆ゴム3Aと下側被覆ゴム3Bとの接触位置を、インシュレーション方向において2mmオフセットした。さらに、インサーター21の孔部は、横長の楕円形状とした。
【0025】
(従来例)
インシュレーション装置11の入口側および出口側にロールを配置せず、インサーター21の孔部を円形状とし、かつ、治工具の位置がオフセットされていないインシュレーション装置11を用いた以外は実施例と同様にして、ゴム−コード複合体の製造を行った。
【0026】
結果として、実施例で得られたゴム−コード複合体においては、従来例と比較して、コードの楕円形断面の長径がトリート幅方向から回転しているコードの本数は少なく、また、コードの楕円形断面の長径の、トリート幅方向からの回転角度も小さいことが確かめられた。
【符号の説明】
【0027】
1 扁平スチールコード
2 ワイヤ
3A 上側被覆ゴム
3B 下側被覆ゴム
10 ゴム−コード複合体
11 インシュレーション装置
12,13 ロール
21 インサーター
22 口金
23 インサーターホルダー
【技術分野】
【0001】
本発明はゴム−コード複合体の製造方法(以下、単に「製造方法」とも称する)に関し、詳しくは、断面が楕円形である扁平スチールコードを用いたゴム−コード複合体を、クロスヘッド押出機を使用したゴム被覆方法(インシュレーション製法)を用いて製造する方法の改良に関する。
【背景技術】
【0002】
スチールコードをゴム被覆してなるゴム−コード複合体(トリート)は、ラジアルタイヤ用の補強部材、例えばベルトや、産業用資材等に使用されている。このようなゴム−コード複合体は、一般に、コードをカレンダーロール間に通して一対のゴムシートを圧着することによりゴム被覆するカレンダー方式、または、コードをインサーターを介してインシュレーション装置内に通して、装置内に注入されるゴムにより被覆するインシュレーション方式により、製造される。
【0003】
楕円形の断面を有する偏平スチールコードを用いたゴム−コード複合体の製造方法としては、例えば、特許文献1に、複数本の扁平スチールコードを引き出し、これら引き出されたスチールコードを、平行配置した状態でインシュレーション方式により未加硫ゴムで被覆してシート部材とし、このシート部材を所望の断面形状に成形することによってコード補強部材を製造するにあたり、スチールコードの平行配置を、スチールコードの長軸がシート部材の断面幅方向に相当する方向に対し傾斜角を有する状態で行う技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−063209号公報(特許請求の範囲等)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、扁平スチールコードを、インシュレーション方式を用いてゴムコーティングすると、コードが回転することで、コードの楕円形断面の長径がトリート幅方向に揃わずに、コードごとに様々な角度を取った状態でゴム被覆される場合があった。この場合、得られるゴム−コード複合体において、コードの上下におけるゴム量にバラツキが生ずるので、コード上下のゴムゲージを確保するためのゴム使用量が増加して、重量増をもたらすことになる。
【0006】
一方で、コード上下のゴムゲージを減少させてしまうと、タイヤ等の製品内において、コードの長径が縦方向になっている部分で設計通りのコード間隔が確保できなくなって、破断が生ずる原因となる。したがって、このような偏平スチールコードを用いたゴム−コード複合体を適用した製品内において、設計通りのコード間隔を確保するためには、扁平スチールコードの楕円形断面の長径が、常にトリート幅方向に揃っている必要がある。
【0007】
そこで本発明の目的は、インシュレーション工程における扁平スチールコード断面の配列方向のバラツキを抑制して、コードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体を、より確実に得ることができるゴム−コード複合体の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者は鋭意検討した結果、扁平スチールコードのインシュレーション工程において、扁平スチールコードに曲げを加えるものとすることで、楕円形断面の長径をトリート幅方向に揃えることができ、これにより上記課題が解決できることを見出して、本発明を完成するに至った。
【0009】
すなわち、本発明のゴムーコード複合体の製造方法は、断面が楕円形である扁平スチールコードの複数本を引き揃えて、インシュレーション装置でゴム被覆することによりゴム−コード複合体を製造する方法において、
前記インシュレーション装置の入口側に回転自在なロールを配置して、前記扁平スチールコードを該インシュレーション装置内に送入するに先立って、該扁平スチールコードに該ロールを介して曲げを加え、かつ、前記インシュレーション装置内における、前記複数本の扁平スチールコードを所定のピッチで引き揃えるインサーターの出口と、ゴム−コード複合体の出口寸法を特定する口金の入口と、の上下方向位置をオフセットすることを特徴とするものである。
【0010】
本発明においては、前記インシュレーション装置の出口側に回転自在なロールを配置して、該インシュレーション装置から送出されたゴム−コード複合体に、該ロールを介して曲げを加えることが好ましい。また、前記インシュレーション装置内における、前記複数本の扁平スチールコードに対する上側被覆ゴムと下側被覆ゴムとの接触位置を、インシュレーション方向においてオフセットすることも好ましい。さらに、前記インサーターの孔部を、短径が前記扁平スチールコードの短径より大きく、かつ、長径が前記扁平スチールコードの長径より大きい、横長の楕円形状とすることが好ましい。
【発明の効果】
【0011】
本発明によれば、上記構成としたことで、インシュレーション工程における扁平スチールコード断面の配列方向のバラツキを抑制して、コードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体をより確実に得ることができるゴム−コード複合体の製造方法を実現することが可能となった。
【図面の簡単な説明】
【0012】
【図1】本発明のゴム−コード複合体の製造方法の一例に係る概略説明図である。
【図2】扁平スチールコードを構成する各ワイヤに曲げの力がかかった際の挙動を示す概略説明図である。
【図3】本発明のゴム−コード複合体の製造方法の一例に係るインシュレーション装置内部の治工具の配置形状を示す概略説明図である。
【図4】本発明のゴム−コード複合体の製造方法の他の例に係るインシュレーション装置内部の治工具の配置形状を示す概略説明図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施の形態について、図面を参照しつつ詳細に説明する。
本発明は、断面が楕円形である扁平スチールコードの複数本、例えば、3〜30本程度を引き揃えて、インシュレーション装置でゴム被覆することによりゴム−コード複合体を製造する方法の改良に係るものである。
【0014】
図1に、本発明のゴム−コード複合体の製造方法の一例に係る概略説明図を示す。図示するように、本発明においては、インシュレーション装置11の入口側に回転自在なロール12を配置して、扁平スチールコード1をインシュレーション装置内に送入するに先立って、扁平スチールコード1にロール12を介して曲げを加える。このように、インシュレーション装置11の手前で、ロール12により扁平スチールコード1に曲げを加えることで、インシュレーション装置11に入る前に、扁平スチールコード1のコード断面の配列方向を、楕円形状の長径がトリート幅方向となるよう揃えることができる。これは、図2に示すように、扁平スチールコード1を構成する各ワイヤ2に曲げの力がかかることによって、曲げの力の働く面に対し直交する方向にワイヤ2が並んで、結果として、コード断面の長径がロール12の長手方向、すなわち、トリート幅方向に揃うためである。したがって、本発明においては、トリート幅方向に対し直交する面内で、コードに対し曲げを加えることが必要である。
【0015】
また、図3に示すように、本発明においては、インシュレーション装置内において、複数本の扁平スチールコードを所定のピッチで引き揃えるインサーター21の出口と、ゴム−コード複合体の出口寸法を特定する口金22の入口と、の上下方向位置が、オフセットされている。すなわち、インシュレーション装置の押出しヘッドに用いる治工具としての、インサーター21、インサーターホルダー23および口金22を、図示するような形状とすることで、押出しヘッド内でのゴムコーティングの際にコードに曲げを与えて、形成されるトリート内部で、扁平スチールコードの楕円形断面の長径がトリート横方向となるようにすることができる。よって、本発明によれば、上記インシュレーション装置11の入口側に配置したロール12と、インサーター21の出口と口金22の入口とのオフセットとによる効果で、扁平スチールコードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体を、より確実に得ることが可能となる。
【0016】
本発明においては、インシュレーション装置11の手前でロール12により扁平スチールコード1に曲げを加えるとともに、押出しヘッド内でインサーター21の出口と口金22の入口とのオフセットにより扁平スチールコード1に曲げを加えて、そのコード断面の長径方向をトリート幅方向に揃える点のみが重要であり、それ以外の諸条件については、所望に応じ適宜決定することができ、特に制限されるものではない。
【0017】
具体的には例えば、ロール12の配置個数は、図1に示す例では3個であるが、扁平スチールコードに曲げを加えることができるものであれば、これには限られず、1個または2個、あるいは4個以上としてもよい。
【0018】
また、本発明においては、図1に示すように、インシュレーション装置11の出口側にも回転自在なロール13を配置して、インシュレーション装置11から送出されたゴム−コード複合体10に、ロール13を介して曲げを加えることが好ましい。インシュレーション装置11から送り出された後にもゴム−コード複合体10に曲げを加えることで、ゴム−コード複合体10内部で扁平スチールコードの楕円形断面の長径をトリート幅方向に揃えることができるので、扁平スチールコードの配列の乱れをより効果的に防止して、長径方向がトリート幅方向に揃ったゴム−コード複合体を、より確実に得ることが可能となる。
【0019】
さらに、本発明においては、図4に示すように、インシュレーション装置11内における、複数本の扁平スチールコード1に対する上側被覆ゴム3Aと下側被覆ゴム3Bとの接触位置を、インシュレーション方向においてオフセットすることが好ましい。すなわち、インシュレーション装置の押出しヘッドに用いる治工具としての、インサーター21、インサーターホルダー23および口金22を、図示するような形状とすることで、上側被覆ゴム3Aおよび下側被覆ゴム3Bの流路を変更して、上下2方向から被覆されるゴムが、それぞれ異なる位置で扁平スチールコード1に対し接触するようにする。これにより、被覆ゴムがコードに接触する際における扁平スチールコード1の乱れを抑制して、コードの楕円形断面の長径をトリート幅方向に安定させた状態でゴム被覆を行うことが可能となる。
【0020】
さらにまた、本発明においては、扁平スチールコード1を通すためのインサーター21の孔部を、短径が扁平スチールコードの短径より大きく、かつ、長径が扁平スチールコードの長径より大きい、横長の楕円形状とすることが好ましい。インサーター21の孔部をかかる横長の楕円形状とすることで、コーティング中のコード回転を効果的に抑制することが可能となる。より具体的には、インサーター21の孔部の、縦方向の短径の寸法をコード径+0.04mm程度とし、横方向の長径の寸法をコード径+0.10mmとすることが好適である。
【0021】
本発明の製造方法によれば、コードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体をより確実に得ることができるので、このゴム−コード複合体を用いることで、従来より薄いラジアルタイヤ用ベルト部材や、産業用ゴムシートを生産することができる。また、このゴム−コード複合体をタイヤのベルト部材に用いれば、製品タイヤにおいて、コード間の距離を一定に保持して、ベルトの破断を抑制する効果を得ることが可能である。
【実施例】
【0022】
以下、本発明を、実施例を用いてより詳細に説明する。
(実施例)
断面が楕円形である扁平スチールコード(短径2.0mm,長径3.0mm)1の5本を引き揃えて、以下に従いインシュレーション装置でゴム被覆することにより、ゴム−コード複合体(厚み3.0mm,幅21mm)の製造を行った。
【0023】
図1に示すように、インシュレーション装置11の入口側には回転自在な3個のロール12(外径30mm)を配置して、扁平スチールコード1をインシュレーション装置11内に送入するに先立って、扁平スチールコード1にロール12を介して曲げを加えた。また、インシュレーション装置11の出口側にも回転自在な3個のロール13(外径30mm)を配置して、インシュレーション装置から送出されたゴム−コード複合体10に、ロール13を介して曲げを加えた。
【0024】
また、図4に示すように、インシュレーション装置11内において、インサーター21の出口と口金22の入口との上下方向位置を3mmオフセットし、かつ、上側被覆ゴム3Aと下側被覆ゴム3Bとの接触位置を、インシュレーション方向において2mmオフセットした。さらに、インサーター21の孔部は、横長の楕円形状とした。
【0025】
(従来例)
インシュレーション装置11の入口側および出口側にロールを配置せず、インサーター21の孔部を円形状とし、かつ、治工具の位置がオフセットされていないインシュレーション装置11を用いた以外は実施例と同様にして、ゴム−コード複合体の製造を行った。
【0026】
結果として、実施例で得られたゴム−コード複合体においては、従来例と比較して、コードの楕円形断面の長径がトリート幅方向から回転しているコードの本数は少なく、また、コードの楕円形断面の長径の、トリート幅方向からの回転角度も小さいことが確かめられた。
【符号の説明】
【0027】
1 扁平スチールコード
2 ワイヤ
3A 上側被覆ゴム
3B 下側被覆ゴム
10 ゴム−コード複合体
11 インシュレーション装置
12,13 ロール
21 インサーター
22 口金
23 インサーターホルダー
【特許請求の範囲】
【請求項1】
断面が楕円形である扁平スチールコードの複数本を引き揃えて、インシュレーション装置でゴム被覆することによりゴム−コード複合体を製造する方法において、
前記インシュレーション装置の入口側に回転自在なロールを配置して、前記扁平スチールコードを該インシュレーション装置内に送入するに先立って、該扁平スチールコードに該ロールを介して曲げを加え、かつ、前記インシュレーション装置内における、前記複数本の扁平スチールコードを所定のピッチで引き揃えるインサーターの出口と、ゴム−コード複合体の出口寸法を特定する口金の入口と、の上下方向位置をオフセットすることを特徴とするゴム−コード複合体の製造方法。
【請求項2】
前記インシュレーション装置の出口側に回転自在なロールを配置して、該インシュレーション装置から送出されたゴム−コード複合体に、該ロールを介して曲げを加える請求項1記載のゴム−コード複合体の製造方法。
【請求項3】
前記インシュレーション装置内における、前記複数本の扁平スチールコードに対する上側被覆ゴムと下側被覆ゴムとの接触位置を、インシュレーション方向においてオフセットする請求項1または2記載のゴム−コード複合体の製造方法。
【請求項4】
前記インサーターの孔部を、短径が前記扁平スチールコードの短径より大きく、かつ、長径が前記扁平スチールコードの長径より大きい、横長の楕円形状とする請求項1〜3のうちいずれか一項記載のゴム−コード複合体の製造方法。
【請求項1】
断面が楕円形である扁平スチールコードの複数本を引き揃えて、インシュレーション装置でゴム被覆することによりゴム−コード複合体を製造する方法において、
前記インシュレーション装置の入口側に回転自在なロールを配置して、前記扁平スチールコードを該インシュレーション装置内に送入するに先立って、該扁平スチールコードに該ロールを介して曲げを加え、かつ、前記インシュレーション装置内における、前記複数本の扁平スチールコードを所定のピッチで引き揃えるインサーターの出口と、ゴム−コード複合体の出口寸法を特定する口金の入口と、の上下方向位置をオフセットすることを特徴とするゴム−コード複合体の製造方法。
【請求項2】
前記インシュレーション装置の出口側に回転自在なロールを配置して、該インシュレーション装置から送出されたゴム−コード複合体に、該ロールを介して曲げを加える請求項1記載のゴム−コード複合体の製造方法。
【請求項3】
前記インシュレーション装置内における、前記複数本の扁平スチールコードに対する上側被覆ゴムと下側被覆ゴムとの接触位置を、インシュレーション方向においてオフセットする請求項1または2記載のゴム−コード複合体の製造方法。
【請求項4】
前記インサーターの孔部を、短径が前記扁平スチールコードの短径より大きく、かつ、長径が前記扁平スチールコードの長径より大きい、横長の楕円形状とする請求項1〜3のうちいずれか一項記載のゴム−コード複合体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−71462(P2012−71462A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2010−217083(P2010−217083)
【出願日】平成22年9月28日(2010.9.28)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成22年9月28日(2010.9.28)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]