
ゴムホース補強用繊維コード
【課題】本発明は加熱時の収縮を抑制し、熱膨張性に優れた、ゴムホース補強用接着処理繊維コードを提供することにある。
【解決手段】本発明のゴムホース補強用繊維コードは、繊維表面にゴム用接着剤を付着させた繊維コードであって、接着剤を付着させる前に該繊維コードを流体ジェットノズルで処理することによって、構成する延伸糸に繊維軸方向のループや弛みをもたせ、その状態で接着剤が付与されていることを特徴とするものである。
【解決手段】本発明のゴムホース補強用繊維コードは、繊維表面にゴム用接着剤を付着させた繊維コードであって、接着剤を付着させる前に該繊維コードを流体ジェットノズルで処理することによって、構成する延伸糸に繊維軸方向のループや弛みをもたせ、その状態で接着剤が付与されていることを特徴とするものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車用ゴムホースの補強用の接着剤処理繊維コードに関し、さらに詳しくは、圧力流体の流路に用いられるブレーキホースなどの製造に適したゴムホース補強用ポリエステル繊維コードに関する。
【背景技術】
【0002】
ゴムホース内を圧力流体が通過し動力伝達をつかさどる自動車用ブレーキホースなどのゴムホースは、高圧に耐える強度と同時に、良好な圧力応答性が要求される。圧力応答性はブレーキを踏んだ際のフィーリングに直接影響し、的確なブレーキング操作を行うための重要な性能の一つである。この場合、ゴムホースが圧力や熱によって膨張しホース内の体積が増加すると応答性が低下するため、できるだけホースの低膨張化を図ることが十分なブレーキフィーリングを得るための必要条件となっている。
【0003】
従来このような用途には、耐膨張性が優れているポリビニルアルコール繊維が用いられることが多かったが、長期の使用での耐久性の面では十分といえない状況であった。一方で耐久性の面で有利なポリエステル繊維は温度によるモジュラス変化が少なく、信頼性が高いことから適用が増えてきている。特に高モジュラスのポリエステル繊維の自動車用ゴムホースへの適用が増加してきている。
【0004】
しかし、ゴムホース用の繊維コードは、最終製品のゴムホースを製造する工程で加硫等の熱処理が行われるため、使用する繊維の加熱時の収縮率等によって、製造工程で熱変形が起こり、したがって使用する繊維のモジュラスに関連する中間伸度の値だけでは、最適な繊維コードが得られないという問題があった。その解決策として、例えば特開2005−54304号公報には繊維コードの乾熱収縮率を特定範囲とすることが提案されている。この方法で、ある程度ゴム加硫時の繊維コードの収縮は抑制されるものの、より安定した収縮抑制方法の開発が望まれていた。
【特許文献1】特開2005−54304号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は加熱時の収縮を抑制し、耐膨張性に優れた、ゴムホース補強用繊維コードを提供することにある。
【課題を解決するための手段】
【0006】
マルチフィラメント糸の繊維表面にゴム用接着剤を付着させた繊維コードであって、該マルチフィラメント糸が繊維軸方向のループや弛みを有する繊維コードであり、接着剤を付着させる前に該マルチフィラメント糸を流体ジェットノズルで処理することによって繊維軸方向のループや弛みを形成させ、その状態で接着剤を付与し固定することにより得られる。
【発明の効果】
【0007】
本発明によれば、耐疲労性と耐膨張性に優れた、ゴムホース補強用繊維コードが提供される。
【発明を実施するための最良の形態】
【0008】
本発明のゴムホース補強用繊維コードは、繊維表面にゴム用接着剤が付着した繊維コードである。
本発明で用いられる繊維としては、レーヨンなどの半合成繊維、ナイロン、ポリエステル、ビニロンなどの合成繊維、いずれも使用することができるが、取り扱い性、及び耐久性の面から上述のビニロン、ポリエステルが好ましく使用できる。中でも、主たる繰り返し単位がエチレンテレフタレートであるポリエチレンテレフタレート(PET)繊維、及び主たる繰り返し単位がエチレンナフタレートであるポリエチレンナフタレート(PEN)繊維が特に好ましい。主たるとは全繰り返し単位の90モル%以上、好ましくは95モル%以上であることを意味している。共重合可能な他の成分としては、イソフタル酸、オキシ安息香酸、ジエチレングリコール等の二官能性化合物が挙げられる。また、安定剤、着色剤等の添加剤が配合されていても差し支えない。
【0009】
本発明で使用するポリエステル繊維は例えば次のようにして得られる。即ち、固有粘度が0.90以上、好ましくは0.95〜1.10のポリエステルを溶融状態で多数の吐出孔を有する口金から紡出し、直ちに急冷固化せしめた後に所望の紡糸油剤を付与し、次いで引取速度2000m/分以上、好ましくは2500〜3000m/分で引取ることによって、複屈折率が6000×10−5以上、密度が1.350〜1.370g/cm3 の未延伸マルチフィラメント糸となす。
【0010】
次に、上記未延伸糸を50℃以下、好ましくは30℃以下の温度で最大延伸倍率の75〜95%、好ましくは85〜90%の延伸倍率で延伸する。この延伸は、紡糸に続いて連続して行っても、一旦巻き取った後別工程で行ってもよい。
延伸処理を施し、一旦巻き取った後で、該繊維を本発明のポイントである流体ジェットノズルで処理を行う。この場合の流体は圧力空気や、水などを好ましく使用することができる。
【0011】
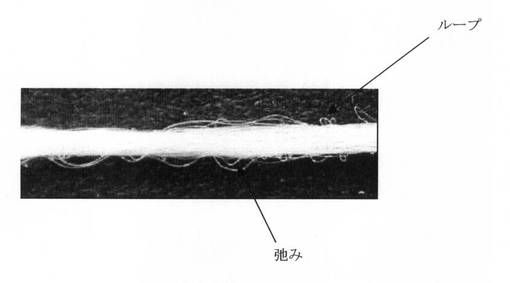
該繊維をこの流体ジェットノズルから発射される流体に当てることで、該繊維を構成しているフィラメント(単糸)の整列状態が乱れ、繊維軸方向に対して「弛み」や「ループ」を生じさせることが肝要である。「弛み」や「ループ」を有するマルチフィラメント糸とは例えば図1の写真に示されるようなものを指す。この「弛み」や「ループ」が多く存在していることで、これらのない(流体ジェットノズルで処理しない通常の)繊維コードよりも見かけの嵩が大きくなり、強力が若干低下するものの、乾熱収縮率が顕著に低下することが見いだされた。
【0012】
この、乾熱収縮率が従来品(流体ジェットノズルで処理しない通常の)繊維コードと比べて低下することにより、ゴム加硫時の熱変形や、ホース補強として高温状態で使用しても、その変形が小さくなり寸法安定性が向上することが分かった。
【0013】
この現象が起こる理由については明確になっていないが、フィラメント(単糸)のたるみやループが存在することで、熱を受けた場合にその部分が収縮してもコード全体の長さの変化を抑制できるのではないかと考えられる。
【0014】
この流体ジェットノズルは、一般的に繊維に交絡を与えることのできるものであればその材質・形状・大きさに関して特に制約されるものではなく、いわゆるインターレース加工や、タスラン加工に使用されるジェットノズルであればいずれも使用できる。流体は空気が望ましいが、水などの液体を併用することも可能である。これらの流体を噴射する噴射孔は1〜3個が望ましく、しかも繊維の進行方向に対して、噴射流体の進行方向が30度以上90度以下の角度をもっていることが望ましい。繊維の処理速度や、上記流体の圧力などは、使用する繊維の種類・太さなどを考慮して任意に選択することができる。
【0015】
更にこの流体ジェットノズル処理の後で、ゴムホース補強用として耐久性を向上させるため、0.5〜25ターン/10cm、好ましくは2〜20ターン/10cmの撚りを行うことができる。
【0016】
このようにして得られたポリエステル繊維は次いで接着剤処理を行う。ゴムホース用接着剤としては、通常ゴム繊維用接着剤として用いられるものなら特に制限は無いが、レゾルシン、フォルマリン初期縮合物とゴムラテックスよりなるRFL接着剤が最も好ましい。さらに接着を強化する目的でポリエポキシド化合物や、特殊クロロフェノール化合物を含有することも好ましい。
【0017】
通常RFL接着剤は、レゾルシン・ホルマリン(RF)をアルカリ又は酸性触媒下で反応させて得られる初期縮合物とゴムラテックス(L)の混合物である。RFL接着剤には特殊クロロフェノール化合物、ブロックドポリイソシアネート化合物を添加することが好ましい。ポリエステル繊維に対する固形分付着量は0.5〜10重量%、好ましくは1〜5重量%付着せしめるのが好適である。
【0018】
接着剤処理においては、接着剤で処理した後、50〜180℃で30秒〜300秒間、好ましくは30〜180秒間乾燥し、ついで該ポリエステル繊維の融点より10℃低い温度、好ましくは200〜240℃の温度で30〜300秒間熱処理を行う。このとき温度が高すぎるとポリエステル繊維が溶融、融着したり著しく硬くなったり、強力劣化を起こし実用に供し得なくなる。温度が低すぎるとゴムとの接着が不十分となる。またこのとき、張力、ストレッチ率等をコントロールし、最終的な物性を調整する。
【0019】
本発明のゴムホース補強用繊維コードは、ゴムホースの補強用に好適に用いることができる。例えば本発明の繊維コードを、交差角108度でブレードし未加硫ゴムを用いてホースに成型し、ついで150℃下、40分蒸気加硫してゴムホースを得ることが出来る。さらにはホースとしては内層ゴム層とカバーゴム層を備え、それぞれのゴム層間に下糸層と上糸層から成る2層の補強繊維層を持つことが好ましい。
【実施例】
【0020】
以下、実施例により本発明を具体的に説明するがこれに限定されるものではない。また、実施例における特性の評価は下記の方法に従った。
(1)強度、伸度、中間伸度
JIS L1017の方法に準拠した。なお中間伸度は4cN/dtex負荷時の伸度とした。
(2)乾熱収縮率
JIS L1017に準拠した。
【0021】
[実施例1]
ポリエチレンナフタレートポリマーを押出機によって320℃で溶融後、吐出孔を250ホール有する紡糸口金より吐出し、常法により延伸・熱処理及び油剤付与を行った後、巻き取った。この糸は最終的に1100dtex/250フィラメントからなり、最大強力85N、伸度12%の高モジュラス糸となっていた。
【0022】
この繊維に対して、784kPaの高圧空気を流体として使用する流体ジェットノズルで、80m/分の速度で処理し、繊維束にたるみとループを付与した後再度巻き取った。
尚、使用した流体ジェットノズルは、該当繊維の処理進行方向に対して45度の角度を持って圧縮空気を噴出させる噴射孔を2個配設したものを使用した。この処理後の繊維の状態は図1の写真の如くであった。
【0023】
この生コードを、レゾルシン、フォルマリン初期縮合物とゴムラテックスよりなるRFL接着処理液に浸漬した後、150℃でストレッチ率0%として乾燥させた。次いで240℃でストレッチ率3.0%で熱処理を施した。なお、接着剤の付着量は2.5重量%になるように調整した。
【0024】
さらにその接着処理繊維コードを、交差角108度でブレードし未加硫ゴムを用いてホースに成型し、ついで150℃下、40分蒸気加硫してブレーキホースを得た。ゴムホース加硫時の熱変形も無く、体積膨張率も良好であった。
得られた繊維コード等の物性を表1に示す。
【0025】
[比較例1]
実施例と同様にして得られたポリエチレンナフタレート繊維(1100dtex/250フィラメント)に対して、高圧空気を流体として使用する流体ジェットノズルを使用することなく、繊維束にたるみやループのない通常のフィラメント状態で10ターン/10cmのS撚りを施し、その後、実施例と同様の接着処理を実施してディップコードを得た。このコードは実施例に比べて熱収縮率が高くなっていた。
【0026】
この繊維コードを実施例と同様にホース成型し、ゴムホースを得た。耐膨張性については実施例で作成されたゴムホースには及ばず、不十分なものであった。得られた繊維コード等の物性を表1に併せて示す。
【0027】
【表1】

【産業上の利用可能性】
【0028】
本発明のゴムホース補強用繊維コードは、従来の同じ繊維を用いた繊維コードに比べて熱収縮率を抑制できることから、ホース成形時の変形を少なくし、より安定した性能を持つ自動車エンジンルーム用ゴムホースとして有用である。
【図面の簡単な説明】
【0029】
【図1】本発明の流体ジェットノズル加工後のループや弛みを有する繊維コードを示す写真である。
【技術分野】
【0001】
本発明は、自動車用ゴムホースの補強用の接着剤処理繊維コードに関し、さらに詳しくは、圧力流体の流路に用いられるブレーキホースなどの製造に適したゴムホース補強用ポリエステル繊維コードに関する。
【背景技術】
【0002】
ゴムホース内を圧力流体が通過し動力伝達をつかさどる自動車用ブレーキホースなどのゴムホースは、高圧に耐える強度と同時に、良好な圧力応答性が要求される。圧力応答性はブレーキを踏んだ際のフィーリングに直接影響し、的確なブレーキング操作を行うための重要な性能の一つである。この場合、ゴムホースが圧力や熱によって膨張しホース内の体積が増加すると応答性が低下するため、できるだけホースの低膨張化を図ることが十分なブレーキフィーリングを得るための必要条件となっている。
【0003】
従来このような用途には、耐膨張性が優れているポリビニルアルコール繊維が用いられることが多かったが、長期の使用での耐久性の面では十分といえない状況であった。一方で耐久性の面で有利なポリエステル繊維は温度によるモジュラス変化が少なく、信頼性が高いことから適用が増えてきている。特に高モジュラスのポリエステル繊維の自動車用ゴムホースへの適用が増加してきている。
【0004】
しかし、ゴムホース用の繊維コードは、最終製品のゴムホースを製造する工程で加硫等の熱処理が行われるため、使用する繊維の加熱時の収縮率等によって、製造工程で熱変形が起こり、したがって使用する繊維のモジュラスに関連する中間伸度の値だけでは、最適な繊維コードが得られないという問題があった。その解決策として、例えば特開2005−54304号公報には繊維コードの乾熱収縮率を特定範囲とすることが提案されている。この方法で、ある程度ゴム加硫時の繊維コードの収縮は抑制されるものの、より安定した収縮抑制方法の開発が望まれていた。
【特許文献1】特開2005−54304号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は加熱時の収縮を抑制し、耐膨張性に優れた、ゴムホース補強用繊維コードを提供することにある。
【課題を解決するための手段】
【0006】
マルチフィラメント糸の繊維表面にゴム用接着剤を付着させた繊維コードであって、該マルチフィラメント糸が繊維軸方向のループや弛みを有する繊維コードであり、接着剤を付着させる前に該マルチフィラメント糸を流体ジェットノズルで処理することによって繊維軸方向のループや弛みを形成させ、その状態で接着剤を付与し固定することにより得られる。
【発明の効果】
【0007】
本発明によれば、耐疲労性と耐膨張性に優れた、ゴムホース補強用繊維コードが提供される。
【発明を実施するための最良の形態】
【0008】
本発明のゴムホース補強用繊維コードは、繊維表面にゴム用接着剤が付着した繊維コードである。
本発明で用いられる繊維としては、レーヨンなどの半合成繊維、ナイロン、ポリエステル、ビニロンなどの合成繊維、いずれも使用することができるが、取り扱い性、及び耐久性の面から上述のビニロン、ポリエステルが好ましく使用できる。中でも、主たる繰り返し単位がエチレンテレフタレートであるポリエチレンテレフタレート(PET)繊維、及び主たる繰り返し単位がエチレンナフタレートであるポリエチレンナフタレート(PEN)繊維が特に好ましい。主たるとは全繰り返し単位の90モル%以上、好ましくは95モル%以上であることを意味している。共重合可能な他の成分としては、イソフタル酸、オキシ安息香酸、ジエチレングリコール等の二官能性化合物が挙げられる。また、安定剤、着色剤等の添加剤が配合されていても差し支えない。
【0009】
本発明で使用するポリエステル繊維は例えば次のようにして得られる。即ち、固有粘度が0.90以上、好ましくは0.95〜1.10のポリエステルを溶融状態で多数の吐出孔を有する口金から紡出し、直ちに急冷固化せしめた後に所望の紡糸油剤を付与し、次いで引取速度2000m/分以上、好ましくは2500〜3000m/分で引取ることによって、複屈折率が6000×10−5以上、密度が1.350〜1.370g/cm3 の未延伸マルチフィラメント糸となす。
【0010】
次に、上記未延伸糸を50℃以下、好ましくは30℃以下の温度で最大延伸倍率の75〜95%、好ましくは85〜90%の延伸倍率で延伸する。この延伸は、紡糸に続いて連続して行っても、一旦巻き取った後別工程で行ってもよい。
延伸処理を施し、一旦巻き取った後で、該繊維を本発明のポイントである流体ジェットノズルで処理を行う。この場合の流体は圧力空気や、水などを好ましく使用することができる。
【0011】
該繊維をこの流体ジェットノズルから発射される流体に当てることで、該繊維を構成しているフィラメント(単糸)の整列状態が乱れ、繊維軸方向に対して「弛み」や「ループ」を生じさせることが肝要である。「弛み」や「ループ」を有するマルチフィラメント糸とは例えば図1の写真に示されるようなものを指す。この「弛み」や「ループ」が多く存在していることで、これらのない(流体ジェットノズルで処理しない通常の)繊維コードよりも見かけの嵩が大きくなり、強力が若干低下するものの、乾熱収縮率が顕著に低下することが見いだされた。
【0012】
この、乾熱収縮率が従来品(流体ジェットノズルで処理しない通常の)繊維コードと比べて低下することにより、ゴム加硫時の熱変形や、ホース補強として高温状態で使用しても、その変形が小さくなり寸法安定性が向上することが分かった。
【0013】
この現象が起こる理由については明確になっていないが、フィラメント(単糸)のたるみやループが存在することで、熱を受けた場合にその部分が収縮してもコード全体の長さの変化を抑制できるのではないかと考えられる。
【0014】
この流体ジェットノズルは、一般的に繊維に交絡を与えることのできるものであればその材質・形状・大きさに関して特に制約されるものではなく、いわゆるインターレース加工や、タスラン加工に使用されるジェットノズルであればいずれも使用できる。流体は空気が望ましいが、水などの液体を併用することも可能である。これらの流体を噴射する噴射孔は1〜3個が望ましく、しかも繊維の進行方向に対して、噴射流体の進行方向が30度以上90度以下の角度をもっていることが望ましい。繊維の処理速度や、上記流体の圧力などは、使用する繊維の種類・太さなどを考慮して任意に選択することができる。
【0015】
更にこの流体ジェットノズル処理の後で、ゴムホース補強用として耐久性を向上させるため、0.5〜25ターン/10cm、好ましくは2〜20ターン/10cmの撚りを行うことができる。
【0016】
このようにして得られたポリエステル繊維は次いで接着剤処理を行う。ゴムホース用接着剤としては、通常ゴム繊維用接着剤として用いられるものなら特に制限は無いが、レゾルシン、フォルマリン初期縮合物とゴムラテックスよりなるRFL接着剤が最も好ましい。さらに接着を強化する目的でポリエポキシド化合物や、特殊クロロフェノール化合物を含有することも好ましい。
【0017】
通常RFL接着剤は、レゾルシン・ホルマリン(RF)をアルカリ又は酸性触媒下で反応させて得られる初期縮合物とゴムラテックス(L)の混合物である。RFL接着剤には特殊クロロフェノール化合物、ブロックドポリイソシアネート化合物を添加することが好ましい。ポリエステル繊維に対する固形分付着量は0.5〜10重量%、好ましくは1〜5重量%付着せしめるのが好適である。
【0018】
接着剤処理においては、接着剤で処理した後、50〜180℃で30秒〜300秒間、好ましくは30〜180秒間乾燥し、ついで該ポリエステル繊維の融点より10℃低い温度、好ましくは200〜240℃の温度で30〜300秒間熱処理を行う。このとき温度が高すぎるとポリエステル繊維が溶融、融着したり著しく硬くなったり、強力劣化を起こし実用に供し得なくなる。温度が低すぎるとゴムとの接着が不十分となる。またこのとき、張力、ストレッチ率等をコントロールし、最終的な物性を調整する。
【0019】
本発明のゴムホース補強用繊維コードは、ゴムホースの補強用に好適に用いることができる。例えば本発明の繊維コードを、交差角108度でブレードし未加硫ゴムを用いてホースに成型し、ついで150℃下、40分蒸気加硫してゴムホースを得ることが出来る。さらにはホースとしては内層ゴム層とカバーゴム層を備え、それぞれのゴム層間に下糸層と上糸層から成る2層の補強繊維層を持つことが好ましい。
【実施例】
【0020】
以下、実施例により本発明を具体的に説明するがこれに限定されるものではない。また、実施例における特性の評価は下記の方法に従った。
(1)強度、伸度、中間伸度
JIS L1017の方法に準拠した。なお中間伸度は4cN/dtex負荷時の伸度とした。
(2)乾熱収縮率
JIS L1017に準拠した。
【0021】
[実施例1]
ポリエチレンナフタレートポリマーを押出機によって320℃で溶融後、吐出孔を250ホール有する紡糸口金より吐出し、常法により延伸・熱処理及び油剤付与を行った後、巻き取った。この糸は最終的に1100dtex/250フィラメントからなり、最大強力85N、伸度12%の高モジュラス糸となっていた。
【0022】
この繊維に対して、784kPaの高圧空気を流体として使用する流体ジェットノズルで、80m/分の速度で処理し、繊維束にたるみとループを付与した後再度巻き取った。
尚、使用した流体ジェットノズルは、該当繊維の処理進行方向に対して45度の角度を持って圧縮空気を噴出させる噴射孔を2個配設したものを使用した。この処理後の繊維の状態は図1の写真の如くであった。
【0023】
この生コードを、レゾルシン、フォルマリン初期縮合物とゴムラテックスよりなるRFL接着処理液に浸漬した後、150℃でストレッチ率0%として乾燥させた。次いで240℃でストレッチ率3.0%で熱処理を施した。なお、接着剤の付着量は2.5重量%になるように調整した。
【0024】
さらにその接着処理繊維コードを、交差角108度でブレードし未加硫ゴムを用いてホースに成型し、ついで150℃下、40分蒸気加硫してブレーキホースを得た。ゴムホース加硫時の熱変形も無く、体積膨張率も良好であった。
得られた繊維コード等の物性を表1に示す。
【0025】
[比較例1]
実施例と同様にして得られたポリエチレンナフタレート繊維(1100dtex/250フィラメント)に対して、高圧空気を流体として使用する流体ジェットノズルを使用することなく、繊維束にたるみやループのない通常のフィラメント状態で10ターン/10cmのS撚りを施し、その後、実施例と同様の接着処理を実施してディップコードを得た。このコードは実施例に比べて熱収縮率が高くなっていた。
【0026】
この繊維コードを実施例と同様にホース成型し、ゴムホースを得た。耐膨張性については実施例で作成されたゴムホースには及ばず、不十分なものであった。得られた繊維コード等の物性を表1に併せて示す。
【0027】
【表1】
【産業上の利用可能性】
【0028】
本発明のゴムホース補強用繊維コードは、従来の同じ繊維を用いた繊維コードに比べて熱収縮率を抑制できることから、ホース成形時の変形を少なくし、より安定した性能を持つ自動車エンジンルーム用ゴムホースとして有用である。
【図面の簡単な説明】
【0029】
【図1】本発明の流体ジェットノズル加工後のループや弛みを有する繊維コードを示す写真である。
【特許請求の範囲】
【請求項1】
マルチフィラメント糸の繊維表面にゴム用接着剤を付着させた繊維コードであって、該マルチフィラメント糸が繊維軸方向に形成されたループや弛みを有することを特徴とするゴムホース補強用繊維コード。
【請求項2】
繊維コードが、ポリエチレンテレフタレートあるいはポリエチレンナフタレートからなる請求項1記載のゴム補強用繊維コード。
【請求項3】
請求項1に記載の繊維コードをその補強に用いたゴムホース。
【請求項4】
マルチフィラメント糸の繊維表面に接着剤が付着したゴムホース補強用繊維コードの製造方法において、該接着剤を付着させる前に該マルチフィラメント糸を流体ジェットノズルで処理することによって繊維軸方向にループや弛みを形成させ、その後接着剤を付与し固定することを特徴とするゴムホース補強用繊維コードの製造方法。
【請求項1】
マルチフィラメント糸の繊維表面にゴム用接着剤を付着させた繊維コードであって、該マルチフィラメント糸が繊維軸方向に形成されたループや弛みを有することを特徴とするゴムホース補強用繊維コード。
【請求項2】
繊維コードが、ポリエチレンテレフタレートあるいはポリエチレンナフタレートからなる請求項1記載のゴム補強用繊維コード。
【請求項3】
請求項1に記載の繊維コードをその補強に用いたゴムホース。
【請求項4】
マルチフィラメント糸の繊維表面に接着剤が付着したゴムホース補強用繊維コードの製造方法において、該接着剤を付着させる前に該マルチフィラメント糸を流体ジェットノズルで処理することによって繊維軸方向にループや弛みを形成させ、その後接着剤を付与し固定することを特徴とするゴムホース補強用繊維コードの製造方法。
【図1】

【公開番号】特開2008−63682(P2008−63682A)
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願番号】特願2006−241396(P2006−241396)
【出願日】平成18年9月6日(2006.9.6)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願日】平成18年9月6日(2006.9.6)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]