
ゴム印材及びその製造方法
【課題】スポンジゴム層と発泡ゴム層とが剥離するおそれがなく、反りを抑制可能で、スタンプ用印材として好適なゴム印材及びその製造方法を提供することを目的とする。
【解決手段】本発明のゴム印材の製造方法は、原料ゴム、加硫剤及び水溶性粉末を含有するスポンジゴム層用ゴム組成物と、原料ゴム、加硫剤及び熱膨張性マイクロカプセルを含有する発泡ゴム層用ゴム組成物とをそれぞれシート状に成形した後、互いに重ね合せた状態で金型内で加熱し、熱膨張性マイクロカプセルを膨張させることにより発泡ゴム層用ゴム組成物を発泡させ、その発泡圧力によってスポンジゴム層用ゴム組成物と発泡ゴム層用ゴム組成物とを互いに圧接させて一体に加硫接着させることによって積層体1を形成し、積層体1を洗浄液で洗浄することにより、スポンジゴム層用ゴム組成物中の水溶性粉末を溶解除去してスポンジゴム層2を形成することを特徴とする。
【解決手段】本発明のゴム印材の製造方法は、原料ゴム、加硫剤及び水溶性粉末を含有するスポンジゴム層用ゴム組成物と、原料ゴム、加硫剤及び熱膨張性マイクロカプセルを含有する発泡ゴム層用ゴム組成物とをそれぞれシート状に成形した後、互いに重ね合せた状態で金型内で加熱し、熱膨張性マイクロカプセルを膨張させることにより発泡ゴム層用ゴム組成物を発泡させ、その発泡圧力によってスポンジゴム層用ゴム組成物と発泡ゴム層用ゴム組成物とを互いに圧接させて一体に加硫接着させることによって積層体1を形成し、積層体1を洗浄液で洗浄することにより、スポンジゴム層用ゴム組成物中の水溶性粉末を溶解除去してスポンジゴム層2を形成することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ゴム印の材料として使用され、特にスタンプ用印材として好適に使用されるゴム印材に関するものである。
【背景技術】
【0002】
従来より、一般的なスタンプとして、凸版に形成されたゴム版と、独立気泡を有する発泡ゴムシートとを貼り合わせ、発泡ゴムシートをクッション層として台木に固定した構造のものが知られている。また、特許文献1に示すように、印刷用ゴム版としてスポンジゴムを用い、スポンジゴムと未発泡ゴムの2層構造を有する印材も知られている。上記2層構造の印材は、スポンジゴム側を印刷面とすることにより、一回の着肉で数回の捺印が可能になるという利点を有する。
【0003】
上記2層構造の印材においては、スポンジゴム層を印刷面とした場合、スポンジゴム層と台木との間に介在することになる未発泡ゴム層は、発泡ゴムに比べて硬く、クッション性に乏しい。したがって、捺印時の良好な触感を確保するには、スポンジゴム層にある程度の厚みが必要とされていた。
【0004】
ところで、印刷用ゴム版として使用するスポンジゴムは、印影の鮮明性を確保するために、連続する気泡のひとつひとつが微細で、かつ、その大きさが揃っていることが必要とされる。このようなスポンジゴムを得るためには、特許文献1に示すように、粒子径が微細な水溶性粉末をゴム組成物に配合し、硬化後に水溶性粉末を溶解除去する方法が用いられる。
【0005】
従って、上記スポンジゴムの作製方法では、スポンジゴム層の厚みが厚くなるほど、水溶性粉末を溶解除去するのに時間がかかり、また、処理が必要となる水溶性粉末の溶液の量が増加するという問題があった。
【0006】
上記問題を解決するため、スポンジゴム層の厚みが薄くても、十分なクッション性を確保することができるようにスポンジゴム層と台木との間に発泡ゴム層を介在させることも考えられる。この場合、スポンジゴム層と発泡ゴム層の2層構造を有する印材を作製する具体的方法としては、別々に作成したスポンジゴムシートと発泡ゴムシートとを接着剤によって貼り合わせる方法を採用することができる。
【0007】
また、原料ゴム及び水溶性粉末を含有するスポンジゴム用組成物と、原料ゴム及び発泡剤(炭酸水素ナトリウム、P,P'-オキシビスベンゼンスルホニルヒドラジド等)を含有する発泡ゴム用組成物とをそれぞれシート状に成形した後、互いに重ね合せた状態で両方の組成物を一体的に硬化させることによって積層体を形成し、前記積層体を洗浄液で洗浄することにより、スポンジゴム層中の水溶性粉末を溶解除去する方法を採用することも可能である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−198259号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上記一番目の方法においては、印肉がスポンジゴムにしみ込んでスポンジゴムと発泡ゴムとの境界の接着剤層にまで達し、印肉により接着剤の接着力が弱まってスポンジゴムと発泡ゴムとが剥離しやすくなるという問題があった。
【0010】
また、上記二番目の方法においては、硬化途中で発泡ゴム用組成物が硬化するため、硬化後にも発泡ゴム層の内圧が高いままとなり、金型から脱型したときに発泡ゴム層のみ膨張するために反りが生じるという問題があった。
【0011】
そこで、本発明では、上記問題に鑑み、スポンジゴム層と発泡ゴム層とが剥離するおそれがなく、反りを抑制可能で、スタンプ用印材として好適なゴム印材及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記課題を解決するため、本発明にかかるゴム印材は、連続気泡を有するスポンジゴム層と、独立気泡を有する発泡ゴム層とが直接接合された積層構造を有するゴム印材であって、発泡ゴム層の独立気泡が、熱膨張性マイクロカプセルを膨張させて形成されたことを特徴とする。
【0013】
上記構成によれば、スポンジゴム層と発泡ゴム層とが直接接合されているために両層の界面で剥離が発生するおそれはなく、また、いずれの面が印刷面とされた場合でも十分なクッション性を発揮することができる。また、発泡ゴム層の独立気泡は、熱膨張性マイクロカプセルが加熱膨張することによって形成される。これにより、スポンジゴム層と発泡ゴム層とが積層されたゴム印材の反りを抑制することが可能となり、スタンプ用印材として好適なゴム印材を得ることができる。ここで、熱膨張性マイクロカプセルとは、熱可塑性合成樹脂で構成されたマイクロカプセル内に低沸点溶剤を封入したものを意味する。
【0014】
本発明において、ゴム印材の反りを抑制可能な理由について説明すると、発泡剤として炭酸水素ナトリウム、ジニトロソペンタメチレンテトラミン(DPT)又はP,P'-オキシビスベンゼンスルホニルヒドラジド(OBSH)などのように反応によって発泡するものを用いた場合は、反応が一気に進行するため、発泡ゴムの内圧が急激に高くなる。その状態で成形後のゴム印材を金型から脱型すると、発泡ゴム層が膨張してゴム印材に反りが発生する。
【0015】
一方、熱膨張性マイクロカプセルは、カプセルを構成する熱可塑性合成樹脂の軟化点以上に加熱され、同時に封入されている低沸点溶剤が気化し蒸気圧が上昇することによってカプセルが膨張する。すなわち、マイクロカプセルの内圧は、低沸点溶剤の蒸気圧によって決定される。したがって、マイクロカプセルの温度をコントロールすれば、カプセル内圧が急激に高くなることがなく、マイクロカプセルは内圧とカプセルの張力・外圧が釣り合って膨張状態が保持される。この状態でゴムが硬化することにより、発泡ゴムが形成される。しかも、発泡ゴムが室温まで冷却されるとマイクロカプセル内の溶剤の蒸気圧も低下するため、発泡ゴムに膨張圧力が残存することがない。したがって、スポンジゴム層と発泡ゴム層とを積層したゴム印材の反りを抑制することが可能となる。
【0016】
スポンジゴム層と発泡ゴム層とが直接接合された積層構造は、スポンジ層と発泡ゴム層とをそれぞれ未加硫の状態で重ね合せて加硫一体化させて形成すればよい。これにより、接着剤を使用せずに両層を強固に接合することができる。
【0017】
スポンジゴム層は、原料ゴムと、加硫剤と、水溶性粉末とを含有するゴム組成物を加硫させたのちに、水溶性粉末を溶解除去して得られたものであることが好ましい。これにより、微細な連続気泡を有するスポンジゴム層を得ることができ、より鮮明な印影を得ることが可能となる。
【0018】
スポンジゴム層及び発泡ゴム層の原料ゴムとして、反応性オルガノポリシロキサンを用いるのが好ましい。これにより、レーザー加工時の臭いの発生を低減することが可能となる。さらに、スポンジゴム層及び発泡ゴム層の両方に同じ種類の反応性オルガノポリシロキサンを用いることで、両層を一体に加硫した際に、両層の接合性を確保することが可能となり、また、耐久性に優れたゴム印材を得ることができる。
【0019】
スポンジゴム層の原料ゴムとして反応性オルガノポリシロキサンを用いる場合、スポンジゴム層を構成するゴム組成物(スポンジゴム層用ゴム組成物)にポリエチレンを配合することで、良好な分散性を維持しつつスポンジゴム層の硬度を高めることが可能となる。これにより、スポンジゴム側を印刷面とする場合、印刷文字が小さくなったときでもスポンジゴムに適度な硬さを付与することができる。したがって、多少強い力で捺印した場合でも印影の潰れを防止することが可能な、スタンプ用印材として好適なゴム印材を得ることができる。また、スポンジゴム用組成物をロール等で混練するときに、ポリエチレンを配合することで組成物のロール離れがよく、さらに、シート状に成形しやすくなるという利点を有する。
【0020】
発泡ゴム層の原料ゴムとして反応性オルガノポリシロキサンを用いる場合、発泡ゴム層を構成するゴム組成物(発泡ゴム層用ゴム組成物)にイソプレンゴムを配合することにより、発泡ゴム層のレーザー加工性を向上させることができる。すなわち、ゴム原料として反応性オルガノポリシロキサンを単独で使用する場合に比べて加工性に優れたイソプレンゴムを添加することにより、同じレーザー照射条件でより深く彫ることが可能となる。また、イソプレンゴムは安価でかつレーザー加工時に発生する臭気が少ない。したがって、反応性オルガノポリシロキサンとイソプレンゴムとを併用することで生産コストを低減しつつ、レーザー加工時の臭いを抑制することができる。
【0021】
本発明のゴム印材の製造方法は、原料ゴム、加硫剤及び水溶性粉末を含有するスポンジゴム用組成物と、原料ゴム、加硫剤及び熱膨張性マイクロカプセルを含有する発泡ゴム用組成物とをそれぞれシート状に成形した後、互いに重ね合せた状態で金型内で加熱し、前記熱膨張性マイクロカプセルを膨張させることにより前記発泡ゴム用組成物を発泡させ、その発泡圧力によって前記スポンジゴム用組成物と発泡ゴム用組成物とを互いに圧接させて一体に加硫接着させることによって積層体を形成し、前記積層体を洗浄液で洗浄することにより、スポンジゴム用組成物中の水溶性粉末を溶解除去してスポンジゴム層を形成することを特徴とする。これにより、反りのないゴム印材を得ることが可能となる。
【発明の効果】
【0022】
本発明のゴム印材は、連続気泡を有するスポンジゴム層と、独立気泡を有する発泡ゴム層とが直接接合された積層構造を有し、発泡ゴム層の独立気泡が、熱膨張性マイクロカプセルを膨張させて形成されたものであるため、層間剥離が生じることなく、十分なクッション性を有し、かつ反りを抑制することが可能となる。
【図面の簡単な説明】
【0023】
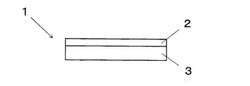
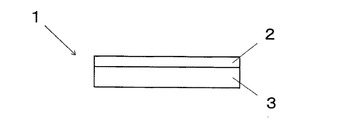
【図1】本発明に係るゴム印材の実施形態を示す断面図
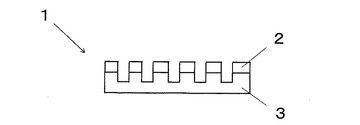
【図2】本発明に係るゴム印材をレーザー加工した後の断面図
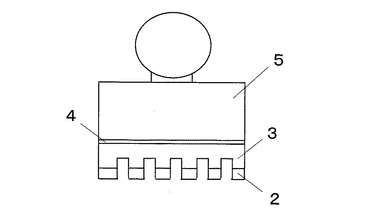
【図3】本発明に係るゴム印材を用いたスタンプの構成を示す概略断面図
【発明を実施するための形態】
【0024】
以下、本発明の実施形態について図面を基に説明する。図1は、本発明にかかるゴム印材の実施形態を示す断面図である。図1に示すように、ゴム印材1は、スポンジゴム層2と、発泡ゴム層3とが一体的に積層された積層体から構成される。
【0025】
スポンジゴム層2は、連続気泡を有する多孔質構造とされており、これにより吸液性を備えている。発泡ゴム層3は独立気泡を有しており、液体が内部に浸透しない構造とされている。スポンジゴム層2と発泡ゴム層3は、接着剤等を介さずに直接加硫接着された、層間剥離が生じにくい構造とされている。
【0026】
スポンジゴム層2は、少なくとも、原料ゴムと、加硫剤と、水溶性粉末とを含有するスポンジゴム層用ゴム組成物を加硫させた後に、水溶性粉末を溶解除去して形成される。スポンジゴム層用ゴム組成物に使用される原料ゴムとしては、例えば、天然ゴム及び/又は合成ゴムから選ばれる少なくとも1種以上の何れでもよく、具体的には、生ゴム、スチレン−ブタジエンゴム、エチレン−プロピレン系共重合体〔エチレン−プロピレンゴム(EPM)又はエチレン−プロピレン−ジエン共重合体(EPDM)〕、アクリロニトリル−ブタジエンゴム(NBR)、シリコーンゴム、アクリルゴム等が挙げられる。
【0027】
加硫剤としては、硫黄やその同族元素(セレン,テルル)のほかに、一般に使用されている、例えば,含硫黄有機化合物、有機過酸化物(ジクミルパーオキシド、ジtert-ブチルパーオキシド等)、金属酸化物〔酸化マグネシウム(MgO),酸化鉛(PbO),酸化亜鉛(ZnO)等〕、有機多価アミン、変性フェノール樹脂、イソシアナート類などが挙げられる。
【0028】
上記原料ゴムの中でも、特に、耐久性に優れ、レーザー加工時に発生する臭いが少ないという点でシリコーンゴム(反応性オルガノポリシロキサン)を用いるのが好ましい。ただ、スポンジゴム層用ゴム組成物の原料ゴムに反応性オルガノポリシロキサンを使用する場合、ゴム成分と水溶性粉末とを均一に混練するのに長時間を要し、しかも出来上がったゴム組成物中の水溶性粉末の分散性も一定でない場合がある。
【0029】
そこで、反応性オルガノポリシロキサンに加えて、原料ゴムとしてエチレン−プロピレン系共重合体及びエチレン−酢酸ビニル共重合体(EVA)を配合するのが望ましい。このように、原料ゴムとして、反応性オルガノポリシロキサンにエチレン−プロピレン系共重合体及びEVAを一種の可塑剤として加えることにより、スポンジゴム層用ゴム組成物の混練性を改善することが可能となる。
【0030】
反応性オルガノポリシロキサンは、加硫剤によって重合し硬化するものであれば特に限定されないが、燃焼時の異臭の発生を考慮すれば、加硫剤として過酸化物で硬化するものが好ましい。
【0031】
このように過酸化物で硬化する反応性オルガノポリシロキサンとしては、アルケニル基を有するものを使用することができる。具体的に、アルケニル基としては、ビニル基、アリル基等が例示されるが、特にビニル基が好ましい。
【0032】
反応性オルガノポリシロキサンのケイ素原子に結合する有機基のうち、アルケニル基以外のものとしては、メチル基、エチル基、プロピル基のようなアルキル基、シクロヘキシル基のようなシクロアルキル基、フェニル基のようなアリール基等を挙げることができるが、特にメチル基が好ましい。
【0033】
上記反応性オルガノポリシロキサンの具体的な構成としては、例えば、メチルビニルシロキサン単位とジメチルシロキサン単位とからなるオルガノポリシロキサンを挙げることができ、分子量500以上であるのが好ましい。
【0034】
スポンジゴム層用ゴム組成物の原料ゴムには、さらにポリエチレンを配合することが可能である。ポリエチレンを配合することにより、最終的に得られるスポンジゴム層2の硬度が高くなり、後述するように、本発明に係るゴム印材を用いてスポンジゴム層2を印刷面としてスタンプを形成した場合、スタンプ捺印時に多少強く力がかかったときでも、文字が潰れることなく、鮮明な印影を得ることができる。
【0035】
本実施形態においては、スポンジゴム層用ゴム組成物に使用される原料ゴムとして、反応性オルガノポリシロキサン、エチレン−プロピレン系共重合体、EVA及びポリエチレンが使用されており、その配合量はそれぞれ20重量%〜60重量%、30重量%〜50重量%、3重量%〜20重量%及び3重量%〜20重量%とするのが好ましい。
【0036】
水溶性微粉末とは、連続気泡形成剤として使用するものであり、ゴム加硫時に分解せず、加硫後は水に容易に溶けるものをいう。なお、水溶性粉末を溶解させる溶剤は水以外にも、水性溶剤や酸若しくは塩基水溶液を使用することも可能である。
【0037】
水溶性粉末としては、具体的に、塩化ナトリウム、硝酸ナトリウム、硫酸ナトリウム等の塩類、澱粉やグリコーゲン、ペンタエリスリトール等の糖類が挙げられる。これらは、単独で又は2種類以上を混合して使用することができる。粒経は8〜60μmのものを使用し、その配合量は、ゴム組成物のゴム成分100重量部に対して、おおよそ100〜300重量部が好ましい。
【0038】
ゴム成分として上記オルガノポリシロキサンを使用したゴム組成物は、公知の加硫剤によって硬化させることができるが、前述のごとく、ゴム燃焼時に異臭の発生が少ないという点で、ジターシャリーブチルパーオキサイド、2,5-ジメチル-2,5-ビス(t-ブチルパーオキシ)へキサン、パラメチルベンゾイルパーオキサイド、ジクミルパーオキサイド、α,α´-ビス(t-ブチルパーオキシ)ジイソプロピルベンゼン等の過酸化物を使用するのが好ましい。
【0039】
スポンジゴム層用ゴム組成物には、さらに填料を配合することができる。填料としてはゴム製造に慣用されている添加剤であれば良く、加硫促進剤(アルデヒド・アンモニア類,アルデヒド・アミン類,グアニジン類,チオウレア類,チアゾール類,チウラム類,スルフェンアミド類,ジチオカルバミン酸塩類,キサントゲン酸塩類など)、促進助剤(例えば、水酸化ナトリウム,酸化カルシウム,マグネシア,亜鉛華,酸化第一鉛等)、補強剤(炭酸カルシウム,コロイド粘土,軽質ヒドロキシ炭酸マグネシウム,珪藻土,二酸化ケイ素,カーボンブラック,リトボン,硫酸バリウム等)、老化防止剤(芳香族アミン類,ヒドロキノン,アルデヒドアミン縮合物等)等や、その他の添加剤が使用できる。
【0040】
発泡ゴム層3は、少なくとも、原料ゴムと、加硫剤と、熱膨張性マイクロカプセルとを含有する発泡ゴム層用ゴム組成物を加熱し、熱膨張性マイクロカプセルを膨張させた状態で加硫して形成される。発泡ゴム層用ゴム組成物に使用される原料ゴム及び加硫剤は、前述したように、スポンジゴム層用ゴム組成物に使用される原料ゴムと同様である。ただ、スポンジゴム層2と発泡ゴム層3とを一体に加硫接着するためには、発泡ゴム層用ゴム組成物に使用される原料ゴム及び加硫剤は、スポンジゴム層用ゴム組成物に使用される原料ゴム及び加硫剤と同じ種類にするのが好ましい。
【0041】
発泡ゴム層用ゴム組成物の原料ゴムとして反応性オルガノポリシロキサンを用いる場合は、原料ゴムとしてエチレン−プロピレン系共重合体を併用するのが好ましく、これにより発泡ゴムの柔軟性を高めることができる。ただ、反応性オルガノポリシロキサンの配合量が多いとレーザー加工時に加工時間が長くなる。そこで、原料ゴムとしてイソプレンゴムを添加することにより、レーザー加工性を高めるとともに、レーザー加工時の臭いの発生を低いレベルに抑えることが可能となる。
【0042】
本実施形態においては、発泡ゴム層用ゴム組成物に使用される原料ゴムとして、反応性オルガノポリシロキサン、イソプレンゴム及びエチレン−プロピレン系共重合体が使用されており、その配合量はそれぞれ20重量%〜60重量%、20重量%〜50重量%及び20重量%〜60重量%とするのが好ましい。
【0043】
熱膨張性マイクロカプセルは、カプセルを構成する熱可塑性樹脂と、カプセル内に封入される低沸点溶剤とからなる。熱可塑性樹脂としては、例えば、塩化ビニリデン、アクリロニトリル、アクリル酸エステル、メタクリル酸エステル等の共重合体等を挙げることができる。また、カプセル内に封入される低沸点溶剤としては、例えば、イソブタン、ペンタン、石油エーテル、ヘキサン、低沸点ハロゲン化炭化水素、メチルシラン等を挙げることができる。
【0044】
このような熱膨張性マイクロカプセルとしては、例えば、日本フィライト株式会社販売の「エクスパンセルWU」、「エクスパンセルDU」や、松本油脂製薬株式会社製造の「マツモトマイクロスフェアFシリーズ」等を使用することができるが、これらに限定されるものではない。
【0045】
次に、ゴム印材1の製造方法について説明する。上述のスポンジゴム層用ゴム組成物及び発泡ゴム層用ゴム組成物は、それぞれロール等で混練りしてシート状に成形される。そして、互いに重ね合せた状態で金型内にセットされて加熱される。このとき、スポンジゴム層用ゴム組成物及び発泡ゴム層用ゴム組成物を重ね合せた厚みは、金型内の高さよりも小さくなるようにする。
【0046】
これにより、加熱された発泡ゴム層用ゴム組成物が発泡して金型の空間いっぱいに膨張するとともに、その膨張圧力によりスポンジゴム層用ゴム組成物と発泡ゴム層用ゴム組成物とが互いに圧接した状態となる。そして、その状態で両層の加硫が進行し、両層は一体に加硫接着する。このようにして2層構造の積層体(ゴム印材)が得られる。
【0047】
加硫処理が終了した後、積層体は金型から脱型される。得られた積層体は、水で洗浄され、スポンジゴム層用ゴム組成物中の水溶性粉末が水中に溶解して除去される。これにより、連続気泡を有するスポンジゴム層が形成される。このとき、スポンジゴム層用ゴム組成物の厚みを発泡ゴム層用ゴム組成物の厚みよりも薄くすることでスポンジゴム層用ゴム組成物中の水溶性粉末の溶解に要する時間を短縮することができる。
【0048】
すなわち、スポンジゴム層の厚みは、スポンジゴム層側を印刷面とする場合に、1回の着肉により印肉をスポンジゴム層にしみ込ませて複数回の捺印を可能とするだけの厚みがあれば十分であり、その点を考慮してスポンジゴム層の厚みを設定すればよい。
【0049】
このようにして得られたゴム印材1のスポンジゴム層の硬度(C型硬度計)は、20〜70が好ましく、30〜60がより好ましい。また、発泡ゴム層硬度は、15〜80が好ましく、40〜70がより好ましい。
【0050】
得られたゴム印材1は、いずれかの面をレーザー加工することにより、凸版の印刷版が形成される。本実施形態では、スポンジゴム層側にレーザー加工を施すことにより、1回の着肉により、複数回の捺印を可能としている。なお、本実施形態では、前述のごとく、水溶性粉末の溶解時間を短縮するために、スポンジゴム層用ゴム組成物の厚みを発泡ゴム層用ゴム組成物の厚みよりも薄くしている。
【0051】
かかる構成で、スポンジゴム層から一定深度でレーザーによる彫刻を行うと、図2に示すように、下層の発泡ゴム層に達する深さまで彫刻する場合がある。そうすると、周りが彫刻された凸部において、スポンジゴム層2が脱落して欠けやすい状況となる。ただ、このような場合でも、本発明においては、スポンジゴム層2と発泡ゴム層3とが一体に加硫接着されているため、スポンジゴム層2が脱落するおそれがなく、耐久性に優れたゴム印材を提供することができる。
【0052】
レーザー加工を施す場合、上述のようにスポンジゴム層用ゴム組成物中の水溶性粉末を水中に溶解除去した後にレーザー加工を行うことができるほか、水溶性粉末を溶解除去する前に、レーザー加工を施し、その後、水で処理することも可能である。この場合、水処理と乾燥にかかる時間を短縮することができる。
【0053】
また、凸版を形成する別の方法としては、従来の写真製版技術によりフェノール樹脂の母型(凹版)を作製する。得られた母型をスポンジゴム層用ゴム組成物及び発泡ゴム層用ゴム組成物からなる未加硫ゴムシートとともに重ね合せて金型内にセットし、積層体を加硫形成する際に、発泡ゴム層用ゴム組成物の発泡圧力を利用していずれかの面に凸版を形成することも可能である。
【0054】
図3は、上記ゴム印材1を用いたスタンプの構成を示す概略断面図である。本スタンプでは、スポンジ層2側が印刷面とされ、その表面をレーザー加工することにより、凸版を形成している。ゴム印材1は、接着剤層4を介して台木5に固定されている。
【0055】
上記構成のスタンプでは、印刷面がスポンジゴム層2によって形成されており、1回の着肉で印肉がスポンジゴム層2にしみ込むため、複数回の捺印が可能となる。印肉はスポンジゴム層2と発泡ゴム層3の境界まで浸透するが、発泡ゴム層3は吸液性を有していないため、そこで印肉の浸透がストップされる。したがって、発泡ゴム層3と台木5との間の接着剤層4まで印肉が浸透して接着剤層4の接着力が弱められることがなく、ゴム印材1は台木5にしっかりと固定され、剥離するおそれがない。
【0056】
また、従来のスタンプでは、ゴム印材と台木との間にクッション層としてスポンジゴムを介在させていたが、本発明ではそのようなクッション層を別途介在させる必要がなくなり、作業効率を高めることが可能となる。
【実施例】
【0057】
以下、実施例を挙げて本発明について更に詳細に説明するが、本発明をその要旨を越えない限り、これらの実施例に限定されるものではない。なお。「部」の表示は「重量部」を意味するものである。
【0058】
[ゴム印材の作製]
表1に示すように、全8種類(実施例1〜5及び比較例1〜3)のゴム印材を作製し、特性の評価を行った。なお、表1中、「独立」は発泡ゴム層用ゴム組成物を、「連続」はスポンジゴム層用ゴム組成物を、「未発泡」は未発泡ゴム層用ゴム組成物を表している。
【0059】
原料ゴムとしては、反応性オルガノポリシロキサン(東レ・ダウコーニング・シリコーン社製SH851U)、イソプレンゴム(日本ゼオン社製IR−2200)、EPDM(三井化学社製EPT4045H)、EVA(三井・デュポンポリケミカル社製エバフレックスP−2505)、ポリエチレン(旭化成社製低密度ポリエチレンLD−M2115)を使用した。
【0060】
原料ゴム以外の成分としては、発泡剤は熱膨張性マイクロカプセル(EXPANCEL社製マイクロスフィア009DU80)と、従来の発泡剤としてDPT(三協化成社製セルマイクA)を用いた。水溶性粉末としてはペンタエリスリトール(日本合成化学社製ノイライザーP)を用いた。加硫剤としては、2,5-ジメチル-2,5-ビス(t-ブチルパーオキシ)へキサン、α,α´-ビス(t-ブチルパーオキシ)ジイソプロピルベンゼン、硫黄を使用した。
【0061】
各試料の概要について説明すると、実施例1〜4及び比較例1〜2において、発泡ゴム層用ゴム組成物及びスポンジゴム層用ゴム組成物の両方に原料ゴムとして反応性オルガノポリシロキサンを使用し、層間密着性を良好に維持するようにした。一方、実施例5及び比較例3においては、発泡ゴム層用ゴム組成物及びスポンジゴム層用ゴム組成物の両方に主原料ゴムとしてNBR(日本ゼオン社製Nipol1042)を使用した。さらに、スポンジゴム層用ゴム組成物にはハイスチレンゴム(JSR社製JSR0061)を添加した。
【0062】
さらに、実施例1〜実施例5においては、原料ゴムの配合を変化させつつ、5種類すべての発泡ゴム層用ゴム組成物に熱膨張性マイクロカプセルを配合し、これを加熱発泡させることで独立気泡を形成させるようにした。
【0063】
一方、比較例1では、発泡剤を配合しない未発泡ゴム層用ゴム組成物を用いてゴム印材を作製した。また、比較例2及び比較例3では、発泡剤として熱膨張性マイクロカプセルではなく、化学反応により発泡するDPTを使用した。
【0064】
表1に記すゴム組成物を混練し、実施例1〜実施例5、比較例2及び比較例3については、発泡ゴム層用ゴム組成物は1.8mm〜1.9mm厚の未加硫ゴムシートに、スポンジゴム層用ゴム組成物は0.7mm〜0.8mm厚の未加硫ゴムシートに成形した。得られた2種類の未加硫ゴムシートを重ね合せた状態で、高さ2.9mmの金型内にセットして170℃×15min加硫処理を行った。金型内では発泡ゴム層用ゴム組成物中に配合した発泡剤が発泡することにより、発泡ゴム層用ゴム組成物と、スポンジゴム層用ゴム組成物は互いに圧接した状態で一体に加硫され、2層構造の積層体を得た。
【0065】
比較例1については、未発泡ゴム層用ゴム組成物中に発泡剤が配合されていないため、未発泡ゴム層用ゴム組成物は2.3mm厚の未加硫ゴムシートに、スポンジゴム層用ゴム組成物は0.7mm厚の未加硫ゴムシートに成形した。得られた2種類の未加硫ゴムシートを重ね合せた状態で、高さ2.9mmの金型内にセットし、閉型することによって金型内が未加硫ゴムシートで充填され、未発泡ゴム層用ゴム組成物と、スポンジゴム層用ゴム組成物が圧接するようにし、この状態で170℃×15min加硫処理を行った。
【0066】
このようにして得られたすべての積層体は、70℃の温水で水洗した後、50℃の乾燥器内で乾燥することによってゴム印材を作製した。
【0067】
【表1】

【0068】
[ゴム印材の特性評価]
(1)硬度の測定
得られたゴム印材は、ゴム層ごとにC型硬度計を用いてJIS K7312に準拠して硬度を測定した。なお、測定に際しては、上記ゴム印材とは別に、全試料についてスポンジゴム層と(未)発泡ゴム層とを別々に単独シートにして作製し、これを硬度測定に供した。発泡ゴム層の発泡倍率はゴム印材と同じになるように調整した。結果を表1に示す。
【0069】
(2)反りの測定
6種類のゴム印材について、JIS K6902に準じて反りを測定した。なお、反りの測定に使用した試料の大きさは縦15cm×横21cmとした。結果を表1に示す。なお、積層体の反りが2mm未満の場合は、そのまま接着剤を介して台木に貼り付けてスタンプを作製することが可能となる。また、積層体の反りが2mm以上、4mm未満の場合は、反りの方向と反対側に積層体を伸ばすことによって容易に反りを修正することが可能となる。積層体の反りが4mm以上になると、反りの修正が難しく、接着剤を介して台木に貼り付けてスタンプを作製しても時間の経過とともに、ゴム印材と台木との間に剥離が生じる可能性が高くなる。
【0070】
(3)レーザー加工性
まず、パソコンで組版して版下をデータ化する、もしくは写植等の印字パターンをスキャニングしてデータ化する。次に、ゴム印材のスポンジゴム層側にレーザービームを照射してデータ化したものを彫刻して凸版を形成する。レーザービームとしては、好ましくは炭酸ガスレーザーが使用され、10W〜400W、スポットの大きさは40μm〜100μmが好ましい。
【0071】
レーザー加工性は、レーザー加工時間と、レーザー加工時の異臭の有無によって評価した。結果を表1に示す。加工時間は、レーザー彫刻において、1.5mmの深度に達する時間で評価した。すなわち、本実施例では、スポンジゴム層は0.7mmの厚みであることから、下層の発泡ゴム層に達する深さまで彫刻することになる。評価基準として実施例1でかかった時間を100として指数表示した。100より数値が小さいほど加工に要する時間が長くなることを意味する。
【0072】
(4)捺印性
レーザー加工を施したゴム印材を、接着剤を介して台木に貼り付け、スタンプ台よりインクを着肉し、初期捺印性、捺印時の押し易さ、連続捺印性について評価を行った。各項目の評価基準は以下の通りとした。結果を表1に示す。
【0073】
・初期捺印性の評価基準
◎…印影の鮮明性に優れており、インクの滲みもない状態
○…印影の鮮明性、インクの滲みともに使用上問題がないレベルである
×…印影が不鮮明で使用できない
【0074】
・捺印時の押し易さの評価基準
◎…捺印時に優れた反発弾性を有し、疲労感がない
○…捺印時に適度な弾性があり、使用上問題がないレベルである
△…捺印時の弾性がやや劣り、少し疲労感がある
×…捺印時に弾性が劣り、疲労感がある
【0075】
・連続捺印性の評価基準
一回の着肉で、連続10回捺印し、10回目の印影を評価した。
○…初期印影より少し薄いが使用上問題なし
△…初期印影と比べて薄いが、印影の判別はできる
×…印影が不鮮明で判別できない
【0076】
[評価結果]
表1に示すように、発泡剤として熱膨張性マイクロカプセルを使用した実施例1〜5は原料ゴムの組成を問わずいずれも反りが小さく、レーザー加工及びスタンプ作製が容易であった。しかも、長期間使用した後でもゴム印材は台木にしっかりと固定されていた。一方、原料ゴムとしてNBRを主成分として使用し、熱膨張性マイクロカプセルの代りに従来の発泡剤DPTを用いた比較例3は、脱型した時点で4mm以上の大きな反りが発生した。反りは、発泡ゴム層表面が凸状に湾曲するように発生した。したがって、レーザー加工及びスタンプの作製時においてゴム印材をセットするのに手間がかかった。さらに、発泡ゴム層表面に接着剤を塗布し、台木に接着固定しても、時間の経過とともに元の反った状態に戻ろうとしてコーナー部の一部が台木から剥離して浮き上がった。
【0077】
一方、原料ゴムとして反応性オルガノポリシロキサンを主成分として使用し、熱膨張性マイクロカプセルの代りに従来の発泡剤DPTを用いた比較例2は、発泡が不均一なことも関係してか反りが異常に大きく、ロール状に丸まった状態となった。したがって、スタンプの作製は不可能となり、レーザー加工性及び捺印性等の評価は実施しなかった。
【0078】
原料ゴムとして反応性オルガノポリシロキサンを主成分として使用し、発泡ゴム層用ゴム組成物に発泡剤を配合しなかった比較例1は、反りは小さいが、発泡ゴム層となるべき部分が未発泡ゴムで構成されるため、クッション性が乏しく、捺印時の押し易さの評価が低くなった。また、レーザーにより発泡ゴム層を彫刻する際に、実施例1に比べて時間がかかることになった。
【0079】
実施例1〜5において、ゴム印材の反りはすべて4mm以下となり、十分実用レベルであることが判明した。特に、原料ゴムとして反応性オルガノポリシロキサンを主成分とした実施例1〜4は、NBRを主成分とした実施例5よりもさらに反りが半分程度に抑制されている。
【0080】
また、実施例において、スポンジゴム層用ゴム組成物にポリエチレンを添加した実施例1は、ポリエチレンを添加しなかった実施例4に比べて、レーザー加工時間が短く、また、初期捺印性及び捺印時の押し易さに優れていることが分かる。これは、ポリエチレンが熱により分解しやすいこと、さらに、ポリエチレンの添加によりスポンジゴム層の硬度が高くなって印影がつぶれにくくなったことによるものと考えられた。
【0081】
レーザー加工時の異臭については、原料ゴムとして反応性オルガノポリシロキサンを主成分として使用した実施例1〜4では、EPDM及びEVAの配合量が少なくなるほど低減されることが分かる。また、原料ゴムとしてNBRを主成分として使用した実施例5では、実施例1〜4に比べてかなり臭気が強くなった。
【0082】
また、実施例1〜4で作製されたゴム印材は、発泡ゴム層及びスポンジゴム層のいずれにも反応性オルガノポリシロキサンを使用しているため、耐候性、耐溶剤性、耐油性に優れるという効果を奏する。
【0083】
さらに、レーザー彫刻を施したゴム印材を作製する時間の短縮について検討を行った。まず、スポンジゴム層用ゴム組成物中の水溶性粉末を溶解除去(70℃の温水中で溶解除去)した後に、乾燥(50℃の乾燥機中で乾燥)してレーザー彫刻を行う場合は、水洗する時間が3時間、乾燥時間が1.5時間かかった。
【0084】
一方、スポンジゴム層用ゴム組成物中の水溶性粉末の除去を行わずに、先にレーザー加工を施し、その後、水溶性粉末を溶解除去して、乾燥した場合は、水洗時間が1時間、乾燥時間が30分となり、先にレーザー加工を行う方が作業時間を短縮できることが判明した。
【符号の説明】
【0085】
1 ゴム印材
2 スポンジゴム層
3 発泡ゴム層
4 接着剤層
5 台木
【技術分野】
【0001】
本発明は、ゴム印の材料として使用され、特にスタンプ用印材として好適に使用されるゴム印材に関するものである。
【背景技術】
【0002】
従来より、一般的なスタンプとして、凸版に形成されたゴム版と、独立気泡を有する発泡ゴムシートとを貼り合わせ、発泡ゴムシートをクッション層として台木に固定した構造のものが知られている。また、特許文献1に示すように、印刷用ゴム版としてスポンジゴムを用い、スポンジゴムと未発泡ゴムの2層構造を有する印材も知られている。上記2層構造の印材は、スポンジゴム側を印刷面とすることにより、一回の着肉で数回の捺印が可能になるという利点を有する。
【0003】
上記2層構造の印材においては、スポンジゴム層を印刷面とした場合、スポンジゴム層と台木との間に介在することになる未発泡ゴム層は、発泡ゴムに比べて硬く、クッション性に乏しい。したがって、捺印時の良好な触感を確保するには、スポンジゴム層にある程度の厚みが必要とされていた。
【0004】
ところで、印刷用ゴム版として使用するスポンジゴムは、印影の鮮明性を確保するために、連続する気泡のひとつひとつが微細で、かつ、その大きさが揃っていることが必要とされる。このようなスポンジゴムを得るためには、特許文献1に示すように、粒子径が微細な水溶性粉末をゴム組成物に配合し、硬化後に水溶性粉末を溶解除去する方法が用いられる。
【0005】
従って、上記スポンジゴムの作製方法では、スポンジゴム層の厚みが厚くなるほど、水溶性粉末を溶解除去するのに時間がかかり、また、処理が必要となる水溶性粉末の溶液の量が増加するという問題があった。
【0006】
上記問題を解決するため、スポンジゴム層の厚みが薄くても、十分なクッション性を確保することができるようにスポンジゴム層と台木との間に発泡ゴム層を介在させることも考えられる。この場合、スポンジゴム層と発泡ゴム層の2層構造を有する印材を作製する具体的方法としては、別々に作成したスポンジゴムシートと発泡ゴムシートとを接着剤によって貼り合わせる方法を採用することができる。
【0007】
また、原料ゴム及び水溶性粉末を含有するスポンジゴム用組成物と、原料ゴム及び発泡剤(炭酸水素ナトリウム、P,P'-オキシビスベンゼンスルホニルヒドラジド等)を含有する発泡ゴム用組成物とをそれぞれシート状に成形した後、互いに重ね合せた状態で両方の組成物を一体的に硬化させることによって積層体を形成し、前記積層体を洗浄液で洗浄することにより、スポンジゴム層中の水溶性粉末を溶解除去する方法を採用することも可能である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−198259号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上記一番目の方法においては、印肉がスポンジゴムにしみ込んでスポンジゴムと発泡ゴムとの境界の接着剤層にまで達し、印肉により接着剤の接着力が弱まってスポンジゴムと発泡ゴムとが剥離しやすくなるという問題があった。
【0010】
また、上記二番目の方法においては、硬化途中で発泡ゴム用組成物が硬化するため、硬化後にも発泡ゴム層の内圧が高いままとなり、金型から脱型したときに発泡ゴム層のみ膨張するために反りが生じるという問題があった。
【0011】
そこで、本発明では、上記問題に鑑み、スポンジゴム層と発泡ゴム層とが剥離するおそれがなく、反りを抑制可能で、スタンプ用印材として好適なゴム印材及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記課題を解決するため、本発明にかかるゴム印材は、連続気泡を有するスポンジゴム層と、独立気泡を有する発泡ゴム層とが直接接合された積層構造を有するゴム印材であって、発泡ゴム層の独立気泡が、熱膨張性マイクロカプセルを膨張させて形成されたことを特徴とする。
【0013】
上記構成によれば、スポンジゴム層と発泡ゴム層とが直接接合されているために両層の界面で剥離が発生するおそれはなく、また、いずれの面が印刷面とされた場合でも十分なクッション性を発揮することができる。また、発泡ゴム層の独立気泡は、熱膨張性マイクロカプセルが加熱膨張することによって形成される。これにより、スポンジゴム層と発泡ゴム層とが積層されたゴム印材の反りを抑制することが可能となり、スタンプ用印材として好適なゴム印材を得ることができる。ここで、熱膨張性マイクロカプセルとは、熱可塑性合成樹脂で構成されたマイクロカプセル内に低沸点溶剤を封入したものを意味する。
【0014】
本発明において、ゴム印材の反りを抑制可能な理由について説明すると、発泡剤として炭酸水素ナトリウム、ジニトロソペンタメチレンテトラミン(DPT)又はP,P'-オキシビスベンゼンスルホニルヒドラジド(OBSH)などのように反応によって発泡するものを用いた場合は、反応が一気に進行するため、発泡ゴムの内圧が急激に高くなる。その状態で成形後のゴム印材を金型から脱型すると、発泡ゴム層が膨張してゴム印材に反りが発生する。
【0015】
一方、熱膨張性マイクロカプセルは、カプセルを構成する熱可塑性合成樹脂の軟化点以上に加熱され、同時に封入されている低沸点溶剤が気化し蒸気圧が上昇することによってカプセルが膨張する。すなわち、マイクロカプセルの内圧は、低沸点溶剤の蒸気圧によって決定される。したがって、マイクロカプセルの温度をコントロールすれば、カプセル内圧が急激に高くなることがなく、マイクロカプセルは内圧とカプセルの張力・外圧が釣り合って膨張状態が保持される。この状態でゴムが硬化することにより、発泡ゴムが形成される。しかも、発泡ゴムが室温まで冷却されるとマイクロカプセル内の溶剤の蒸気圧も低下するため、発泡ゴムに膨張圧力が残存することがない。したがって、スポンジゴム層と発泡ゴム層とを積層したゴム印材の反りを抑制することが可能となる。
【0016】
スポンジゴム層と発泡ゴム層とが直接接合された積層構造は、スポンジ層と発泡ゴム層とをそれぞれ未加硫の状態で重ね合せて加硫一体化させて形成すればよい。これにより、接着剤を使用せずに両層を強固に接合することができる。
【0017】
スポンジゴム層は、原料ゴムと、加硫剤と、水溶性粉末とを含有するゴム組成物を加硫させたのちに、水溶性粉末を溶解除去して得られたものであることが好ましい。これにより、微細な連続気泡を有するスポンジゴム層を得ることができ、より鮮明な印影を得ることが可能となる。
【0018】
スポンジゴム層及び発泡ゴム層の原料ゴムとして、反応性オルガノポリシロキサンを用いるのが好ましい。これにより、レーザー加工時の臭いの発生を低減することが可能となる。さらに、スポンジゴム層及び発泡ゴム層の両方に同じ種類の反応性オルガノポリシロキサンを用いることで、両層を一体に加硫した際に、両層の接合性を確保することが可能となり、また、耐久性に優れたゴム印材を得ることができる。
【0019】
スポンジゴム層の原料ゴムとして反応性オルガノポリシロキサンを用いる場合、スポンジゴム層を構成するゴム組成物(スポンジゴム層用ゴム組成物)にポリエチレンを配合することで、良好な分散性を維持しつつスポンジゴム層の硬度を高めることが可能となる。これにより、スポンジゴム側を印刷面とする場合、印刷文字が小さくなったときでもスポンジゴムに適度な硬さを付与することができる。したがって、多少強い力で捺印した場合でも印影の潰れを防止することが可能な、スタンプ用印材として好適なゴム印材を得ることができる。また、スポンジゴム用組成物をロール等で混練するときに、ポリエチレンを配合することで組成物のロール離れがよく、さらに、シート状に成形しやすくなるという利点を有する。
【0020】
発泡ゴム層の原料ゴムとして反応性オルガノポリシロキサンを用いる場合、発泡ゴム層を構成するゴム組成物(発泡ゴム層用ゴム組成物)にイソプレンゴムを配合することにより、発泡ゴム層のレーザー加工性を向上させることができる。すなわち、ゴム原料として反応性オルガノポリシロキサンを単独で使用する場合に比べて加工性に優れたイソプレンゴムを添加することにより、同じレーザー照射条件でより深く彫ることが可能となる。また、イソプレンゴムは安価でかつレーザー加工時に発生する臭気が少ない。したがって、反応性オルガノポリシロキサンとイソプレンゴムとを併用することで生産コストを低減しつつ、レーザー加工時の臭いを抑制することができる。
【0021】
本発明のゴム印材の製造方法は、原料ゴム、加硫剤及び水溶性粉末を含有するスポンジゴム用組成物と、原料ゴム、加硫剤及び熱膨張性マイクロカプセルを含有する発泡ゴム用組成物とをそれぞれシート状に成形した後、互いに重ね合せた状態で金型内で加熱し、前記熱膨張性マイクロカプセルを膨張させることにより前記発泡ゴム用組成物を発泡させ、その発泡圧力によって前記スポンジゴム用組成物と発泡ゴム用組成物とを互いに圧接させて一体に加硫接着させることによって積層体を形成し、前記積層体を洗浄液で洗浄することにより、スポンジゴム用組成物中の水溶性粉末を溶解除去してスポンジゴム層を形成することを特徴とする。これにより、反りのないゴム印材を得ることが可能となる。
【発明の効果】
【0022】
本発明のゴム印材は、連続気泡を有するスポンジゴム層と、独立気泡を有する発泡ゴム層とが直接接合された積層構造を有し、発泡ゴム層の独立気泡が、熱膨張性マイクロカプセルを膨張させて形成されたものであるため、層間剥離が生じることなく、十分なクッション性を有し、かつ反りを抑制することが可能となる。
【図面の簡単な説明】
【0023】
【図1】本発明に係るゴム印材の実施形態を示す断面図
【図2】本発明に係るゴム印材をレーザー加工した後の断面図
【図3】本発明に係るゴム印材を用いたスタンプの構成を示す概略断面図
【発明を実施するための形態】
【0024】
以下、本発明の実施形態について図面を基に説明する。図1は、本発明にかかるゴム印材の実施形態を示す断面図である。図1に示すように、ゴム印材1は、スポンジゴム層2と、発泡ゴム層3とが一体的に積層された積層体から構成される。
【0025】
スポンジゴム層2は、連続気泡を有する多孔質構造とされており、これにより吸液性を備えている。発泡ゴム層3は独立気泡を有しており、液体が内部に浸透しない構造とされている。スポンジゴム層2と発泡ゴム層3は、接着剤等を介さずに直接加硫接着された、層間剥離が生じにくい構造とされている。
【0026】
スポンジゴム層2は、少なくとも、原料ゴムと、加硫剤と、水溶性粉末とを含有するスポンジゴム層用ゴム組成物を加硫させた後に、水溶性粉末を溶解除去して形成される。スポンジゴム層用ゴム組成物に使用される原料ゴムとしては、例えば、天然ゴム及び/又は合成ゴムから選ばれる少なくとも1種以上の何れでもよく、具体的には、生ゴム、スチレン−ブタジエンゴム、エチレン−プロピレン系共重合体〔エチレン−プロピレンゴム(EPM)又はエチレン−プロピレン−ジエン共重合体(EPDM)〕、アクリロニトリル−ブタジエンゴム(NBR)、シリコーンゴム、アクリルゴム等が挙げられる。
【0027】
加硫剤としては、硫黄やその同族元素(セレン,テルル)のほかに、一般に使用されている、例えば,含硫黄有機化合物、有機過酸化物(ジクミルパーオキシド、ジtert-ブチルパーオキシド等)、金属酸化物〔酸化マグネシウム(MgO),酸化鉛(PbO),酸化亜鉛(ZnO)等〕、有機多価アミン、変性フェノール樹脂、イソシアナート類などが挙げられる。
【0028】
上記原料ゴムの中でも、特に、耐久性に優れ、レーザー加工時に発生する臭いが少ないという点でシリコーンゴム(反応性オルガノポリシロキサン)を用いるのが好ましい。ただ、スポンジゴム層用ゴム組成物の原料ゴムに反応性オルガノポリシロキサンを使用する場合、ゴム成分と水溶性粉末とを均一に混練するのに長時間を要し、しかも出来上がったゴム組成物中の水溶性粉末の分散性も一定でない場合がある。
【0029】
そこで、反応性オルガノポリシロキサンに加えて、原料ゴムとしてエチレン−プロピレン系共重合体及びエチレン−酢酸ビニル共重合体(EVA)を配合するのが望ましい。このように、原料ゴムとして、反応性オルガノポリシロキサンにエチレン−プロピレン系共重合体及びEVAを一種の可塑剤として加えることにより、スポンジゴム層用ゴム組成物の混練性を改善することが可能となる。
【0030】
反応性オルガノポリシロキサンは、加硫剤によって重合し硬化するものであれば特に限定されないが、燃焼時の異臭の発生を考慮すれば、加硫剤として過酸化物で硬化するものが好ましい。
【0031】
このように過酸化物で硬化する反応性オルガノポリシロキサンとしては、アルケニル基を有するものを使用することができる。具体的に、アルケニル基としては、ビニル基、アリル基等が例示されるが、特にビニル基が好ましい。
【0032】
反応性オルガノポリシロキサンのケイ素原子に結合する有機基のうち、アルケニル基以外のものとしては、メチル基、エチル基、プロピル基のようなアルキル基、シクロヘキシル基のようなシクロアルキル基、フェニル基のようなアリール基等を挙げることができるが、特にメチル基が好ましい。
【0033】
上記反応性オルガノポリシロキサンの具体的な構成としては、例えば、メチルビニルシロキサン単位とジメチルシロキサン単位とからなるオルガノポリシロキサンを挙げることができ、分子量500以上であるのが好ましい。
【0034】
スポンジゴム層用ゴム組成物の原料ゴムには、さらにポリエチレンを配合することが可能である。ポリエチレンを配合することにより、最終的に得られるスポンジゴム層2の硬度が高くなり、後述するように、本発明に係るゴム印材を用いてスポンジゴム層2を印刷面としてスタンプを形成した場合、スタンプ捺印時に多少強く力がかかったときでも、文字が潰れることなく、鮮明な印影を得ることができる。
【0035】
本実施形態においては、スポンジゴム層用ゴム組成物に使用される原料ゴムとして、反応性オルガノポリシロキサン、エチレン−プロピレン系共重合体、EVA及びポリエチレンが使用されており、その配合量はそれぞれ20重量%〜60重量%、30重量%〜50重量%、3重量%〜20重量%及び3重量%〜20重量%とするのが好ましい。
【0036】
水溶性微粉末とは、連続気泡形成剤として使用するものであり、ゴム加硫時に分解せず、加硫後は水に容易に溶けるものをいう。なお、水溶性粉末を溶解させる溶剤は水以外にも、水性溶剤や酸若しくは塩基水溶液を使用することも可能である。
【0037】
水溶性粉末としては、具体的に、塩化ナトリウム、硝酸ナトリウム、硫酸ナトリウム等の塩類、澱粉やグリコーゲン、ペンタエリスリトール等の糖類が挙げられる。これらは、単独で又は2種類以上を混合して使用することができる。粒経は8〜60μmのものを使用し、その配合量は、ゴム組成物のゴム成分100重量部に対して、おおよそ100〜300重量部が好ましい。
【0038】
ゴム成分として上記オルガノポリシロキサンを使用したゴム組成物は、公知の加硫剤によって硬化させることができるが、前述のごとく、ゴム燃焼時に異臭の発生が少ないという点で、ジターシャリーブチルパーオキサイド、2,5-ジメチル-2,5-ビス(t-ブチルパーオキシ)へキサン、パラメチルベンゾイルパーオキサイド、ジクミルパーオキサイド、α,α´-ビス(t-ブチルパーオキシ)ジイソプロピルベンゼン等の過酸化物を使用するのが好ましい。
【0039】
スポンジゴム層用ゴム組成物には、さらに填料を配合することができる。填料としてはゴム製造に慣用されている添加剤であれば良く、加硫促進剤(アルデヒド・アンモニア類,アルデヒド・アミン類,グアニジン類,チオウレア類,チアゾール類,チウラム類,スルフェンアミド類,ジチオカルバミン酸塩類,キサントゲン酸塩類など)、促進助剤(例えば、水酸化ナトリウム,酸化カルシウム,マグネシア,亜鉛華,酸化第一鉛等)、補強剤(炭酸カルシウム,コロイド粘土,軽質ヒドロキシ炭酸マグネシウム,珪藻土,二酸化ケイ素,カーボンブラック,リトボン,硫酸バリウム等)、老化防止剤(芳香族アミン類,ヒドロキノン,アルデヒドアミン縮合物等)等や、その他の添加剤が使用できる。
【0040】
発泡ゴム層3は、少なくとも、原料ゴムと、加硫剤と、熱膨張性マイクロカプセルとを含有する発泡ゴム層用ゴム組成物を加熱し、熱膨張性マイクロカプセルを膨張させた状態で加硫して形成される。発泡ゴム層用ゴム組成物に使用される原料ゴム及び加硫剤は、前述したように、スポンジゴム層用ゴム組成物に使用される原料ゴムと同様である。ただ、スポンジゴム層2と発泡ゴム層3とを一体に加硫接着するためには、発泡ゴム層用ゴム組成物に使用される原料ゴム及び加硫剤は、スポンジゴム層用ゴム組成物に使用される原料ゴム及び加硫剤と同じ種類にするのが好ましい。
【0041】
発泡ゴム層用ゴム組成物の原料ゴムとして反応性オルガノポリシロキサンを用いる場合は、原料ゴムとしてエチレン−プロピレン系共重合体を併用するのが好ましく、これにより発泡ゴムの柔軟性を高めることができる。ただ、反応性オルガノポリシロキサンの配合量が多いとレーザー加工時に加工時間が長くなる。そこで、原料ゴムとしてイソプレンゴムを添加することにより、レーザー加工性を高めるとともに、レーザー加工時の臭いの発生を低いレベルに抑えることが可能となる。
【0042】
本実施形態においては、発泡ゴム層用ゴム組成物に使用される原料ゴムとして、反応性オルガノポリシロキサン、イソプレンゴム及びエチレン−プロピレン系共重合体が使用されており、その配合量はそれぞれ20重量%〜60重量%、20重量%〜50重量%及び20重量%〜60重量%とするのが好ましい。
【0043】
熱膨張性マイクロカプセルは、カプセルを構成する熱可塑性樹脂と、カプセル内に封入される低沸点溶剤とからなる。熱可塑性樹脂としては、例えば、塩化ビニリデン、アクリロニトリル、アクリル酸エステル、メタクリル酸エステル等の共重合体等を挙げることができる。また、カプセル内に封入される低沸点溶剤としては、例えば、イソブタン、ペンタン、石油エーテル、ヘキサン、低沸点ハロゲン化炭化水素、メチルシラン等を挙げることができる。
【0044】
このような熱膨張性マイクロカプセルとしては、例えば、日本フィライト株式会社販売の「エクスパンセルWU」、「エクスパンセルDU」や、松本油脂製薬株式会社製造の「マツモトマイクロスフェアFシリーズ」等を使用することができるが、これらに限定されるものではない。
【0045】
次に、ゴム印材1の製造方法について説明する。上述のスポンジゴム層用ゴム組成物及び発泡ゴム層用ゴム組成物は、それぞれロール等で混練りしてシート状に成形される。そして、互いに重ね合せた状態で金型内にセットされて加熱される。このとき、スポンジゴム層用ゴム組成物及び発泡ゴム層用ゴム組成物を重ね合せた厚みは、金型内の高さよりも小さくなるようにする。
【0046】
これにより、加熱された発泡ゴム層用ゴム組成物が発泡して金型の空間いっぱいに膨張するとともに、その膨張圧力によりスポンジゴム層用ゴム組成物と発泡ゴム層用ゴム組成物とが互いに圧接した状態となる。そして、その状態で両層の加硫が進行し、両層は一体に加硫接着する。このようにして2層構造の積層体(ゴム印材)が得られる。
【0047】
加硫処理が終了した後、積層体は金型から脱型される。得られた積層体は、水で洗浄され、スポンジゴム層用ゴム組成物中の水溶性粉末が水中に溶解して除去される。これにより、連続気泡を有するスポンジゴム層が形成される。このとき、スポンジゴム層用ゴム組成物の厚みを発泡ゴム層用ゴム組成物の厚みよりも薄くすることでスポンジゴム層用ゴム組成物中の水溶性粉末の溶解に要する時間を短縮することができる。
【0048】
すなわち、スポンジゴム層の厚みは、スポンジゴム層側を印刷面とする場合に、1回の着肉により印肉をスポンジゴム層にしみ込ませて複数回の捺印を可能とするだけの厚みがあれば十分であり、その点を考慮してスポンジゴム層の厚みを設定すればよい。
【0049】
このようにして得られたゴム印材1のスポンジゴム層の硬度(C型硬度計)は、20〜70が好ましく、30〜60がより好ましい。また、発泡ゴム層硬度は、15〜80が好ましく、40〜70がより好ましい。
【0050】
得られたゴム印材1は、いずれかの面をレーザー加工することにより、凸版の印刷版が形成される。本実施形態では、スポンジゴム層側にレーザー加工を施すことにより、1回の着肉により、複数回の捺印を可能としている。なお、本実施形態では、前述のごとく、水溶性粉末の溶解時間を短縮するために、スポンジゴム層用ゴム組成物の厚みを発泡ゴム層用ゴム組成物の厚みよりも薄くしている。
【0051】
かかる構成で、スポンジゴム層から一定深度でレーザーによる彫刻を行うと、図2に示すように、下層の発泡ゴム層に達する深さまで彫刻する場合がある。そうすると、周りが彫刻された凸部において、スポンジゴム層2が脱落して欠けやすい状況となる。ただ、このような場合でも、本発明においては、スポンジゴム層2と発泡ゴム層3とが一体に加硫接着されているため、スポンジゴム層2が脱落するおそれがなく、耐久性に優れたゴム印材を提供することができる。
【0052】
レーザー加工を施す場合、上述のようにスポンジゴム層用ゴム組成物中の水溶性粉末を水中に溶解除去した後にレーザー加工を行うことができるほか、水溶性粉末を溶解除去する前に、レーザー加工を施し、その後、水で処理することも可能である。この場合、水処理と乾燥にかかる時間を短縮することができる。
【0053】
また、凸版を形成する別の方法としては、従来の写真製版技術によりフェノール樹脂の母型(凹版)を作製する。得られた母型をスポンジゴム層用ゴム組成物及び発泡ゴム層用ゴム組成物からなる未加硫ゴムシートとともに重ね合せて金型内にセットし、積層体を加硫形成する際に、発泡ゴム層用ゴム組成物の発泡圧力を利用していずれかの面に凸版を形成することも可能である。
【0054】
図3は、上記ゴム印材1を用いたスタンプの構成を示す概略断面図である。本スタンプでは、スポンジ層2側が印刷面とされ、その表面をレーザー加工することにより、凸版を形成している。ゴム印材1は、接着剤層4を介して台木5に固定されている。
【0055】
上記構成のスタンプでは、印刷面がスポンジゴム層2によって形成されており、1回の着肉で印肉がスポンジゴム層2にしみ込むため、複数回の捺印が可能となる。印肉はスポンジゴム層2と発泡ゴム層3の境界まで浸透するが、発泡ゴム層3は吸液性を有していないため、そこで印肉の浸透がストップされる。したがって、発泡ゴム層3と台木5との間の接着剤層4まで印肉が浸透して接着剤層4の接着力が弱められることがなく、ゴム印材1は台木5にしっかりと固定され、剥離するおそれがない。
【0056】
また、従来のスタンプでは、ゴム印材と台木との間にクッション層としてスポンジゴムを介在させていたが、本発明ではそのようなクッション層を別途介在させる必要がなくなり、作業効率を高めることが可能となる。
【実施例】
【0057】
以下、実施例を挙げて本発明について更に詳細に説明するが、本発明をその要旨を越えない限り、これらの実施例に限定されるものではない。なお。「部」の表示は「重量部」を意味するものである。
【0058】
[ゴム印材の作製]
表1に示すように、全8種類(実施例1〜5及び比較例1〜3)のゴム印材を作製し、特性の評価を行った。なお、表1中、「独立」は発泡ゴム層用ゴム組成物を、「連続」はスポンジゴム層用ゴム組成物を、「未発泡」は未発泡ゴム層用ゴム組成物を表している。
【0059】
原料ゴムとしては、反応性オルガノポリシロキサン(東レ・ダウコーニング・シリコーン社製SH851U)、イソプレンゴム(日本ゼオン社製IR−2200)、EPDM(三井化学社製EPT4045H)、EVA(三井・デュポンポリケミカル社製エバフレックスP−2505)、ポリエチレン(旭化成社製低密度ポリエチレンLD−M2115)を使用した。
【0060】
原料ゴム以外の成分としては、発泡剤は熱膨張性マイクロカプセル(EXPANCEL社製マイクロスフィア009DU80)と、従来の発泡剤としてDPT(三協化成社製セルマイクA)を用いた。水溶性粉末としてはペンタエリスリトール(日本合成化学社製ノイライザーP)を用いた。加硫剤としては、2,5-ジメチル-2,5-ビス(t-ブチルパーオキシ)へキサン、α,α´-ビス(t-ブチルパーオキシ)ジイソプロピルベンゼン、硫黄を使用した。
【0061】
各試料の概要について説明すると、実施例1〜4及び比較例1〜2において、発泡ゴム層用ゴム組成物及びスポンジゴム層用ゴム組成物の両方に原料ゴムとして反応性オルガノポリシロキサンを使用し、層間密着性を良好に維持するようにした。一方、実施例5及び比較例3においては、発泡ゴム層用ゴム組成物及びスポンジゴム層用ゴム組成物の両方に主原料ゴムとしてNBR(日本ゼオン社製Nipol1042)を使用した。さらに、スポンジゴム層用ゴム組成物にはハイスチレンゴム(JSR社製JSR0061)を添加した。
【0062】
さらに、実施例1〜実施例5においては、原料ゴムの配合を変化させつつ、5種類すべての発泡ゴム層用ゴム組成物に熱膨張性マイクロカプセルを配合し、これを加熱発泡させることで独立気泡を形成させるようにした。
【0063】
一方、比較例1では、発泡剤を配合しない未発泡ゴム層用ゴム組成物を用いてゴム印材を作製した。また、比較例2及び比較例3では、発泡剤として熱膨張性マイクロカプセルではなく、化学反応により発泡するDPTを使用した。
【0064】
表1に記すゴム組成物を混練し、実施例1〜実施例5、比較例2及び比較例3については、発泡ゴム層用ゴム組成物は1.8mm〜1.9mm厚の未加硫ゴムシートに、スポンジゴム層用ゴム組成物は0.7mm〜0.8mm厚の未加硫ゴムシートに成形した。得られた2種類の未加硫ゴムシートを重ね合せた状態で、高さ2.9mmの金型内にセットして170℃×15min加硫処理を行った。金型内では発泡ゴム層用ゴム組成物中に配合した発泡剤が発泡することにより、発泡ゴム層用ゴム組成物と、スポンジゴム層用ゴム組成物は互いに圧接した状態で一体に加硫され、2層構造の積層体を得た。
【0065】
比較例1については、未発泡ゴム層用ゴム組成物中に発泡剤が配合されていないため、未発泡ゴム層用ゴム組成物は2.3mm厚の未加硫ゴムシートに、スポンジゴム層用ゴム組成物は0.7mm厚の未加硫ゴムシートに成形した。得られた2種類の未加硫ゴムシートを重ね合せた状態で、高さ2.9mmの金型内にセットし、閉型することによって金型内が未加硫ゴムシートで充填され、未発泡ゴム層用ゴム組成物と、スポンジゴム層用ゴム組成物が圧接するようにし、この状態で170℃×15min加硫処理を行った。
【0066】
このようにして得られたすべての積層体は、70℃の温水で水洗した後、50℃の乾燥器内で乾燥することによってゴム印材を作製した。
【0067】
【表1】
【0068】
[ゴム印材の特性評価]
(1)硬度の測定
得られたゴム印材は、ゴム層ごとにC型硬度計を用いてJIS K7312に準拠して硬度を測定した。なお、測定に際しては、上記ゴム印材とは別に、全試料についてスポンジゴム層と(未)発泡ゴム層とを別々に単独シートにして作製し、これを硬度測定に供した。発泡ゴム層の発泡倍率はゴム印材と同じになるように調整した。結果を表1に示す。
【0069】
(2)反りの測定
6種類のゴム印材について、JIS K6902に準じて反りを測定した。なお、反りの測定に使用した試料の大きさは縦15cm×横21cmとした。結果を表1に示す。なお、積層体の反りが2mm未満の場合は、そのまま接着剤を介して台木に貼り付けてスタンプを作製することが可能となる。また、積層体の反りが2mm以上、4mm未満の場合は、反りの方向と反対側に積層体を伸ばすことによって容易に反りを修正することが可能となる。積層体の反りが4mm以上になると、反りの修正が難しく、接着剤を介して台木に貼り付けてスタンプを作製しても時間の経過とともに、ゴム印材と台木との間に剥離が生じる可能性が高くなる。
【0070】
(3)レーザー加工性
まず、パソコンで組版して版下をデータ化する、もしくは写植等の印字パターンをスキャニングしてデータ化する。次に、ゴム印材のスポンジゴム層側にレーザービームを照射してデータ化したものを彫刻して凸版を形成する。レーザービームとしては、好ましくは炭酸ガスレーザーが使用され、10W〜400W、スポットの大きさは40μm〜100μmが好ましい。
【0071】
レーザー加工性は、レーザー加工時間と、レーザー加工時の異臭の有無によって評価した。結果を表1に示す。加工時間は、レーザー彫刻において、1.5mmの深度に達する時間で評価した。すなわち、本実施例では、スポンジゴム層は0.7mmの厚みであることから、下層の発泡ゴム層に達する深さまで彫刻することになる。評価基準として実施例1でかかった時間を100として指数表示した。100より数値が小さいほど加工に要する時間が長くなることを意味する。
【0072】
(4)捺印性
レーザー加工を施したゴム印材を、接着剤を介して台木に貼り付け、スタンプ台よりインクを着肉し、初期捺印性、捺印時の押し易さ、連続捺印性について評価を行った。各項目の評価基準は以下の通りとした。結果を表1に示す。
【0073】
・初期捺印性の評価基準
◎…印影の鮮明性に優れており、インクの滲みもない状態
○…印影の鮮明性、インクの滲みともに使用上問題がないレベルである
×…印影が不鮮明で使用できない
【0074】
・捺印時の押し易さの評価基準
◎…捺印時に優れた反発弾性を有し、疲労感がない
○…捺印時に適度な弾性があり、使用上問題がないレベルである
△…捺印時の弾性がやや劣り、少し疲労感がある
×…捺印時に弾性が劣り、疲労感がある
【0075】
・連続捺印性の評価基準
一回の着肉で、連続10回捺印し、10回目の印影を評価した。
○…初期印影より少し薄いが使用上問題なし
△…初期印影と比べて薄いが、印影の判別はできる
×…印影が不鮮明で判別できない
【0076】
[評価結果]
表1に示すように、発泡剤として熱膨張性マイクロカプセルを使用した実施例1〜5は原料ゴムの組成を問わずいずれも反りが小さく、レーザー加工及びスタンプ作製が容易であった。しかも、長期間使用した後でもゴム印材は台木にしっかりと固定されていた。一方、原料ゴムとしてNBRを主成分として使用し、熱膨張性マイクロカプセルの代りに従来の発泡剤DPTを用いた比較例3は、脱型した時点で4mm以上の大きな反りが発生した。反りは、発泡ゴム層表面が凸状に湾曲するように発生した。したがって、レーザー加工及びスタンプの作製時においてゴム印材をセットするのに手間がかかった。さらに、発泡ゴム層表面に接着剤を塗布し、台木に接着固定しても、時間の経過とともに元の反った状態に戻ろうとしてコーナー部の一部が台木から剥離して浮き上がった。
【0077】
一方、原料ゴムとして反応性オルガノポリシロキサンを主成分として使用し、熱膨張性マイクロカプセルの代りに従来の発泡剤DPTを用いた比較例2は、発泡が不均一なことも関係してか反りが異常に大きく、ロール状に丸まった状態となった。したがって、スタンプの作製は不可能となり、レーザー加工性及び捺印性等の評価は実施しなかった。
【0078】
原料ゴムとして反応性オルガノポリシロキサンを主成分として使用し、発泡ゴム層用ゴム組成物に発泡剤を配合しなかった比較例1は、反りは小さいが、発泡ゴム層となるべき部分が未発泡ゴムで構成されるため、クッション性が乏しく、捺印時の押し易さの評価が低くなった。また、レーザーにより発泡ゴム層を彫刻する際に、実施例1に比べて時間がかかることになった。
【0079】
実施例1〜5において、ゴム印材の反りはすべて4mm以下となり、十分実用レベルであることが判明した。特に、原料ゴムとして反応性オルガノポリシロキサンを主成分とした実施例1〜4は、NBRを主成分とした実施例5よりもさらに反りが半分程度に抑制されている。
【0080】
また、実施例において、スポンジゴム層用ゴム組成物にポリエチレンを添加した実施例1は、ポリエチレンを添加しなかった実施例4に比べて、レーザー加工時間が短く、また、初期捺印性及び捺印時の押し易さに優れていることが分かる。これは、ポリエチレンが熱により分解しやすいこと、さらに、ポリエチレンの添加によりスポンジゴム層の硬度が高くなって印影がつぶれにくくなったことによるものと考えられた。
【0081】
レーザー加工時の異臭については、原料ゴムとして反応性オルガノポリシロキサンを主成分として使用した実施例1〜4では、EPDM及びEVAの配合量が少なくなるほど低減されることが分かる。また、原料ゴムとしてNBRを主成分として使用した実施例5では、実施例1〜4に比べてかなり臭気が強くなった。
【0082】
また、実施例1〜4で作製されたゴム印材は、発泡ゴム層及びスポンジゴム層のいずれにも反応性オルガノポリシロキサンを使用しているため、耐候性、耐溶剤性、耐油性に優れるという効果を奏する。
【0083】
さらに、レーザー彫刻を施したゴム印材を作製する時間の短縮について検討を行った。まず、スポンジゴム層用ゴム組成物中の水溶性粉末を溶解除去(70℃の温水中で溶解除去)した後に、乾燥(50℃の乾燥機中で乾燥)してレーザー彫刻を行う場合は、水洗する時間が3時間、乾燥時間が1.5時間かかった。
【0084】
一方、スポンジゴム層用ゴム組成物中の水溶性粉末の除去を行わずに、先にレーザー加工を施し、その後、水溶性粉末を溶解除去して、乾燥した場合は、水洗時間が1時間、乾燥時間が30分となり、先にレーザー加工を行う方が作業時間を短縮できることが判明した。
【符号の説明】
【0085】
1 ゴム印材
2 スポンジゴム層
3 発泡ゴム層
4 接着剤層
5 台木
【特許請求の範囲】
【請求項1】
連続気泡を有するスポンジゴム層と、独立気泡を有する発泡ゴム層とが直接接合された積層構造を有するゴム印材であって、前記発泡ゴム層の独立気泡が、熱膨張性マイクロカプセルを膨張させて形成されたことを特徴とするゴム印材。
【請求項2】
前記積層構造が、前記スポンジゴム層と発泡ゴム層とをそれぞれ未加硫の状態で重ね合せて加硫一体化させて形成されたものであることを特徴とする請求項1記載のゴム印材。
【請求項3】
前記スポンジゴム層が、原料ゴムと、加硫剤と、水溶性粉末とを含有するゴム組成物を加硫させた後に、前記水溶性粉末を溶解除去して得られたものであることを特徴とする請求項1又は2記載のゴム印材。
【請求項4】
前記スポンジゴム層及び発泡ゴム層の原料ゴムとして反応性オルガノポリシロキサンを用いたことを特徴とする請求項1〜3のいずれかに記載のゴム印材。
【請求項5】
前記スポンジゴム層を構成するゴム組成物にポリエチレンが配合されたことを特徴とする請求項4記載のゴム印材。
【請求項6】
前記発泡ゴム層を構成するゴム組成物にイソプレンゴムが配合されたことを特徴とする請求項4又は5記載のゴム印材。
【請求項7】
原料ゴム、加硫剤及び水溶性粉末を含有するスポンジゴム層用ゴム組成物と、原料ゴム、加硫剤及び熱膨張性マイクロカプセルを含有する発泡ゴム層用ゴム組成物とをそれぞれシート状に成形した後、互いに重ね合せた状態で金型内で加熱し、前記熱膨張性マイクロカプセルを膨張させることにより前記発泡ゴム層用ゴム組成物を発泡させ、その発泡圧力によって前記スポンジゴム層用ゴム組成物と発泡ゴム層用ゴム組成物とを互いに圧接させて一体に加硫接着させることによって積層体を形成し、前記積層体を洗浄液で洗浄することにより、スポンジゴム層用ゴム組成物中の水溶性粉末を溶解除去してスポンジゴム層を形成することを特徴とするゴム印材の製造方法。
【請求項1】
連続気泡を有するスポンジゴム層と、独立気泡を有する発泡ゴム層とが直接接合された積層構造を有するゴム印材であって、前記発泡ゴム層の独立気泡が、熱膨張性マイクロカプセルを膨張させて形成されたことを特徴とするゴム印材。
【請求項2】
前記積層構造が、前記スポンジゴム層と発泡ゴム層とをそれぞれ未加硫の状態で重ね合せて加硫一体化させて形成されたものであることを特徴とする請求項1記載のゴム印材。
【請求項3】
前記スポンジゴム層が、原料ゴムと、加硫剤と、水溶性粉末とを含有するゴム組成物を加硫させた後に、前記水溶性粉末を溶解除去して得られたものであることを特徴とする請求項1又は2記載のゴム印材。
【請求項4】
前記スポンジゴム層及び発泡ゴム層の原料ゴムとして反応性オルガノポリシロキサンを用いたことを特徴とする請求項1〜3のいずれかに記載のゴム印材。
【請求項5】
前記スポンジゴム層を構成するゴム組成物にポリエチレンが配合されたことを特徴とする請求項4記載のゴム印材。
【請求項6】
前記発泡ゴム層を構成するゴム組成物にイソプレンゴムが配合されたことを特徴とする請求項4又は5記載のゴム印材。
【請求項7】
原料ゴム、加硫剤及び水溶性粉末を含有するスポンジゴム層用ゴム組成物と、原料ゴム、加硫剤及び熱膨張性マイクロカプセルを含有する発泡ゴム層用ゴム組成物とをそれぞれシート状に成形した後、互いに重ね合せた状態で金型内で加熱し、前記熱膨張性マイクロカプセルを膨張させることにより前記発泡ゴム層用ゴム組成物を発泡させ、その発泡圧力によって前記スポンジゴム層用ゴム組成物と発泡ゴム層用ゴム組成物とを互いに圧接させて一体に加硫接着させることによって積層体を形成し、前記積層体を洗浄液で洗浄することにより、スポンジゴム層用ゴム組成物中の水溶性粉末を溶解除去してスポンジゴム層を形成することを特徴とするゴム印材の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−280788(P2010−280788A)
【公開日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願番号】特願2009−134198(P2009−134198)
【出願日】平成21年6月3日(2009.6.3)
【出願人】(591074275)株式会社豊田商会 (4)
【Fターム(参考)】
【公開日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願日】平成21年6月3日(2009.6.3)
【出願人】(591074275)株式会社豊田商会 (4)
【Fターム(参考)】
[ Back to top ]