
ゴム引きコードのインライン検査装置及び検査方法
【課題】 複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの重量又はそれを構成するゴムの重量の品質判定をインラインで行う。
【解決手段】 ゴムゲージセンサ8により上側ゴムシートG3の幅方向5箇所のゴムゲージを上側ゴムシートG3の長手方向の複数箇所で測定し、図示されていないインライン検査装置のCPUへ送る。CPUは、搬送ローラ3,5の圧延条件に基づいて、ゴム引きシートDの上側ゴムDAのゴムゲージを予測演算する。下側ゴムシートG4についてもゴム引きシートDの下側ゴムDBのゴムゲージを予測演算する。ゴムの比重情報と、コードCの重量情報とを用いて、ゴム引きシートDの所定長の重量を予測し、それが許容範囲内であるか否かを判定する。
【解決手段】 ゴムゲージセンサ8により上側ゴムシートG3の幅方向5箇所のゴムゲージを上側ゴムシートG3の長手方向の複数箇所で測定し、図示されていないインライン検査装置のCPUへ送る。CPUは、搬送ローラ3,5の圧延条件に基づいて、ゴム引きシートDの上側ゴムDAのゴムゲージを予測演算する。下側ゴムシートG4についてもゴム引きシートDの下側ゴムDBのゴムゲージを予測演算する。ゴムの比重情報と、コードCの重量情報とを用いて、ゴム引きシートDの所定長の重量を予測し、それが許容範囲内であるか否かを判定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数本のコードを平行に配列したコード並列体にゴムシートを圧着したゴム引きコードの品質をインラインで管理する装置及び方法に関する。
【背景技術】
【0002】
タイヤ構成部材であるカーカスプライを製造する工程では、複数本のコードを平行に配列したコード並列体の上下両面に、カレンダロール対で成形したゴムシートを圧延ロール対で圧着することによりゴム引きコードを製造することが行われる(特許文献1参照)。 このゴム引きコード製造工程においては、圧延ロールがゴムシート及びコード並列体から大きな力を受けることでロール自体に撓みが生じ、圧延後のゴム引きコードの幅方向の厚み(ゴムゲージ)が不均一になることがある。ゴム引きコードの幅方向の厚みが不均一になると、ゴム引きコードの重量が許容範囲内から外れてしまうおそれがある。
【0003】
そこで、文献に記載されたものではないが、従来は圧延後のゴム引きコードの重量管理は、生産終了後又は生産途中にロット当たり1個の抜き取り検査を行うことで、品質管理を行っている。また、ロット全体の重量の品質管理は、ゴム引きコードの幅方向の3点においてゴムゲージを計測し、それらの値が許容範囲内であれば、ロット全体の重量が許容範囲内であることにしている。
【特許文献1】特開平7−237271号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、前述した方法では、長手方向の重量、斜め方向の重量、非定常部(立ち上げ、加減速、終了前等)の重量等、保証すべき重量を把握できない。非定常部の重量については、全幅×長さ方向10mのサンプルを取り、幅方向の5点について長手方向50cm間隔で100箇所程度の計測を行えば確認できるが、工数が極めて多くなる。また、全生産サイズ及びロットについて重量品質を保証することは事実上不可能であるため、トラブル発生時には実態調査等の工数がかかり、迅速な対応が困難である。
【0005】
本発明は、このような問題点を解決するためになされたもので、その目的は、複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの重量又はそれを構成するゴムの重量の品質判定をインラインで可能にすることである。
【課題を解決するための手段】
【0006】
請求項1に係る発明は、複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの所定長の重量をインラインで検査する装置であって、圧延ローラに向けて搬送中の前記ゴムシートの幅方向の複数箇所におけるゴムゲージの計測を前記ゴムシートの長手方向に対して実行するゴムゲージ二次元計測手段と、該ゴムゲージの計測値と前記圧延ローラの圧延条件とに基づいて前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムゲージを予測演算するゴムゲージ二次元予測演算手段と、該ゴムゲージの予測演算値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムの重量を予測演算するゴム重量二次元予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置である。
請求項2に係る発明は、請求項1記載のゴム引きコードのインライン検査装置において、前記ゴム重量二次元予測演算手段の演算値と前記コード並列体の重量情報とに基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域の重量を予測演算するゴム引きコード重量予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置である。
請求項3に係る発明は、請求項1記載のゴム引きコードのインライン検査装置において、前記ゴムゲージ二次元計測手段は、前記ゴムシートの幅方向に配置され、同時に計測動作が可能な複数個のゴムゲージセンサと、該複数個のゴムゲージセンサの同時計測動作を所定の時間間隔で実行させる制御手段とからなることを特徴とするゴム引きコードのインライン検査装置である。
請求項4に係る発明は、請求項2記載のゴム引きコードのインライン検査装置において、前記ゴムゲージ二次元予測演算手段の予測演算値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向、長手方向、又は斜め方向の重量データを算出するゴム重量一次元予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置である。
請求項5に係る発明は、請求項1記載のゴム引きコードのインライン検査装置において、前記ゴム引きコード重量予測演算手段の演算出力値が所定の範囲内であるか否かを判定する手段を備えたことを特徴とするインライン検査装置である。
請求項6に係る発明は、請求項4記載のゴム引きコードのインライン検査装置において、前記ゴム重量一次元予測演算手段の演算出力値が所定の範囲内であるか否かを判定する手段を備えたことを特徴とするインライン検査装置である。
請求項7に係る発明は、複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの重量をインラインで検査する方法であって、圧延ローラに向けて搬送中の前記ゴムシートの幅方向の複数箇所におけるゴムゲージの計測を前記ゴムシートの長手方向に対し実行する工程と、該ゴムゲージの計測値と前記圧延ローラの圧延条件とに基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムゲージを予測する工程と、該ゴムゲージの予測値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムの重量を予測する工程とを備えたことを特徴とするゴム引きコードのインライン検査方法である。
【0007】
(作用)
請求項1、7に係る発明によれば、コード並列体にゴムシートを圧着する圧延ロールに向けて搬送中のゴムシートの幅方向の複数箇所におけるゴムゲージの計測値のゴムシートの長手方向における分布と、圧延ロールの圧延条件(ロールクラウン、ロール斜行量)とに基づいてゴム引きコードの幅方向の全領域及び長手方向の所定長の領域のゴムゲージを予測演算し、その予測演算値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの前記領域のゴムの重量を予測演算する。
請求項2に係る発明によれば、ゴム引きコードの幅方向の全領域及び長手方向の所定長の領域のゴムの重量の予測演算値にコード並列体の重量を加算することで、ゴム引きコードの前記領域の重量を予測演算する。
請求項3に係る発明によれば、ゴムシートの幅方向の複数箇所でゴムゲージを同時に計測する動作を所定の時間間隔で実行することで、
前記ゴムシートの幅方向の複数箇所におけるゴムゲージの計測を前記ゴムシートの長手方向に対して実行する。
請求項4に係る発明によれば、ゴムゲージ二次元予測演算手段の予測演算値及びゴムシートを構成するゴムの比重情報に基づいて、ゴム引きコードを構成するゴムの任意の一次元方向の重量を予測演算する。
請求項5に係る発明によれば、ゴム引きコード重量予測演算手段の演算出力値が所定の範囲内であるか否かを判定することにより、ゴム引きコードの重量の品質を判定する。
請求項6に係る発明によれば、ゴム重量一次元予測演算手段の演算出力値が所定の範囲内であるか否かを判定することにより、ゴム引きコードを構成するゴムの任意の一次元方向の重量の品質を判定する。
【発明の効果】
【0008】
本発明によれば、複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの重量又はそれを構成するゴムの重量の品質判定がインラインで可能になる。
【発明を実施するための最良の形態】
【0009】
以下、本発明の実施形態について、図面を参照して説明する。
図1は本発明の実施形態に係るインライン検査装置の検査対象であるゴム引きコードの製造装置とゴムゲージセンサとの配置関係を示す図、図2はゴムシートの幅方向のゴムゲージを予測演算する原理を説明するための図、図3はゴムシートの長手方向のゴムゲージを予測演算する原理を説明するための図である。
【0010】
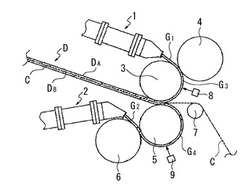
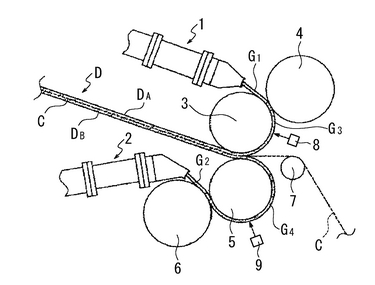
図1に示すように、このゴム引きコードの製造装置は、上側ゴム押出機1、下側ゴム押出機2、上側ゴム押出機1から押し出された押出ゴムG1を成形して上側ゴムシート(カレンダゴム)G3を形成する、上側搬送ローラ3及び上側成形ローラ4からなる上側カレンダロール対と、下側ゴム押出機2から押し出された押出ゴムG2を成形して下側ゴムシート(カレンダゴム)G4を形成する、下側搬送ローラ5及び下側成形ローラ6からなる下側カレンダロール対と、複数本のコードを平行に配列したコード並列体Cを案内する案内ローラ7とを備えており、コード並列体Cの上下両面に上側ゴムシートG3及び下側ゴムシートG4を対向させ、上側搬送ローラ3と下側搬送ローラ5との間を通過させて圧着することで、コードCの上下がゴム層DA,DBで被覆されたゴム引きコードDを製造する。ここで、上下のゴムシートG3,G4の幅は共にWとする。なお、ここではゴム押出機1,2から押し出された押出ゴムG1,G2を搬送ローラ3,5と成形ローラ4,6との間に供給し、ゴムシートG3,G4を形成しているが、ゴム押出機1,2から押し出された押出ゴムG1,G2をローラ(図示せず)により加工し、その加工後のゴムを搬送ローラ3,5と成形ローラ4,6との間に供給し、ゴムシートG3,G4を形成するように構成しても良い。
【0011】
上側搬送ローラ3の外周面に対向して、上側ゴムシートG3のゴムゲージ(ゴムの厚み)を計測するための上側ゴムゲージセンサ8が配置され、下側搬送ローラ5の外周面に対向して、下側ゴムシートG4のゴムゲージを計測するための下側ゴムゲージセンサ9が配置されている。
【0012】
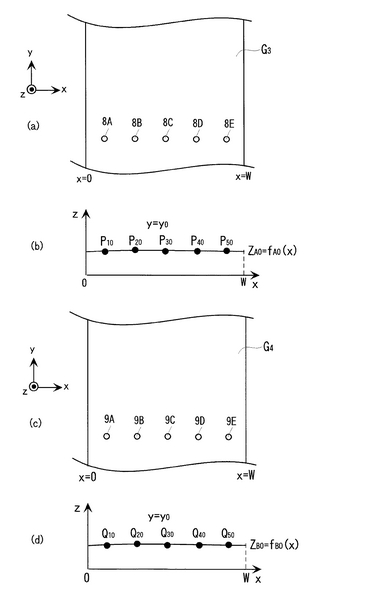
図2(a)に示すように、上側ゴムゲージセンサ8は、上側ゴムシートG3の幅方向に直線状に配列された5個のセンサ素子8A〜8Eを備えている。センサ素子8A〜8Aは、上下のカレンダロール対により搬送されている上側ゴムシートG3の幅方向の5箇所の位置における厚みを同時に計測できる。なお、センサ素子の個数は2個以上であればよく、5個に限定されるものではない。後述する下側ゴムゲージセンサ9のセンサ素子数についても同様である。
【0013】
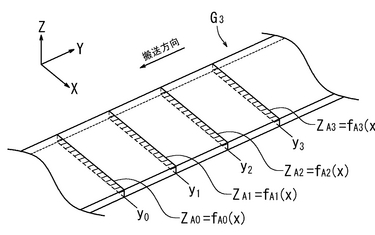
図2(a),(b)に示すように、上側ゴムシートG3の幅方向−長手方向−厚み方向にx−y−z直交座標軸を設定し、y軸方向の所定の基準位置(y=y0とする)におけるセンサ素子8A〜8Eの計測値をプロットしたものをP10〜P50とする。このとき、P10〜P50のx座標はセンサ素子8A〜8Eのx軸方向の位置に対応し、P10〜P50のz座標はセンサ素子8A〜8Eによるゴムゲージの計測値に対応する。P10〜P50のx−z座標に基づいて所定の演算を行うことにより、上側ゴムシートG3のy=y0におけるx軸方向全領域(0≦x≦W)の厚みを表す一次元ゴムゲージ関数ZA0=fA0(x)を予測演算する。また、上側ゴムシートG3を搬送しながら一定時間毎にセンサ素子8A〜8Eにより計測を行うことで、図3に示すようにy=yk(kは2以上の整数)に対する一次元ゴムゲージ関数ZAk=fAk(x)を予測演算する。さらに、y軸方向で隣り合う一次元ゴムゲージ関数ZAkとZAk-1との間については、ZAkとZAk-1とを基に予測演算を行う。これにより、上側ゴムシートG3の幅方向全領域、長手方向の所定長(例えばゴム引きコードDの1ユニットの長さ)のゴムゲージ関数を予測演算する。このとき、上側ゴムシートG3の搬送速度とセンサ素子8A〜8Eの計測時間間隔との調整によりy軸方向に実質的に連続測定する(ZAkとZAk-1との間隔を0に近づける)ことで、高精度を確保することが好適である。なお、これらの予測演算の詳細については後述する。
【0014】
また、図2(c)に示すように、下側ゴムゲージセンサ9は、下側ゴムシートG4の幅方向に直線状に配列された5個のセンサ素子9A〜9Eを備えている。センサ素子9A〜9Eは、上下のカレンダロール対により搬送されている下側ゴムシートG4の幅方向の5箇所のサンプリング位置における厚みを同時に計測できる。図2(c),(d)に示すように、下側ゴムシートG3の幅方向−長手方向−厚み方向にx−y−z直交座標軸を設定し、y軸方向の所定の基準位置(y=y0)におけるセンサ素子9A〜9Eの計測値をプロットしたものをQ10〜Q50とする。このとき、Q10〜Q50のx座標はセンサ素子9A〜9Eのx軸方向の位置に対応し、Q10〜Q50のz座標はセンサ素子9A〜9Eによるゴムゲージの計測値に対応する。Q10〜Q50のx−z座標に基づいて所定の演算を行うことにより、下側ゴムシートG4のy=0におけるx軸方向の厚みを表す一次元ゴムゲージ関数ZB0=fB0(x)を予測演算する。さらに、上側ゴムシートG3の場合と同様に、下側ゴムシートG4の幅方向全領域、長手方向の所定長のゴムゲージ関数を予測演算する。
【0015】
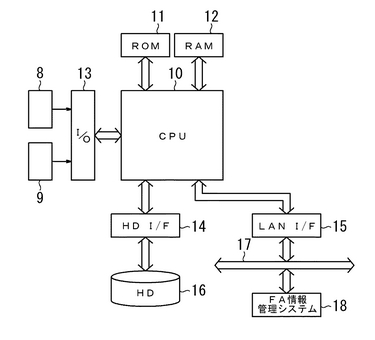
図4は本発明の実施形態に係るインライン検査装置の電気的構成を示すブロック図である。このインライン検査装置は、上側ゴムゲージセンサ8と、下側ゴムゲージセンサ9と、この装置全体の制御や各種処理を行うCPU10と、CPU10が各種処理等を実行するときに使用するプログラム等が予め格納されているROM11と、CPU10が各種処理等を実行するときに各種データ等を一時的に記憶するRAM12と、上下のゴムゲージセンサ8,9とCPU10とを接続するためのI/O13と、ハードディスク16とCPU10とを接続するためのハードディスクインタフェース14と、LAN(Local Area Network)17とCPU10とを接続するためのLANインタフェース15とを備えている。LAN(Local Area Network)17にはFA(Factory Automation)情報管理システ18が接続されている。
【0016】
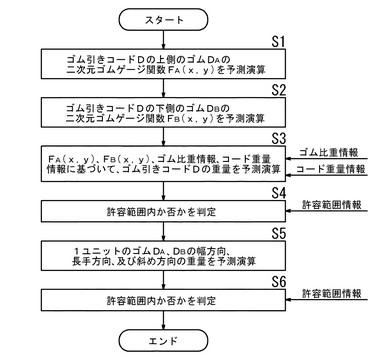
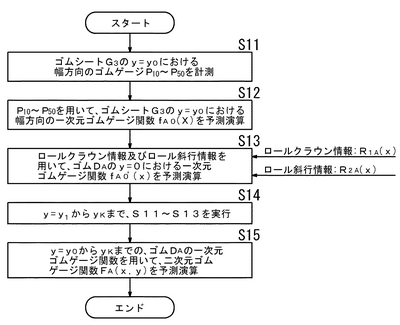
以上の構成を有するインライン検査装置により、図1のゴム引きコードDの重量、並びにゴムDA、DBの幅方向、長手方向、及び斜め方向の重量をインラインで予測し、品質を判定する手順について図5及び6を参照しながら説明する。ここで、図5は手順全体のフローチャートであり、図6はそのうち、ゴム引きコードDの上側のゴムDAのゴムゲージの予測演算処理のフローチャートである。
【0017】
図5に示すように、CPU10は、まずゴム引きコードDの上側のゴムDAの二次元ゴムゲージ関数FA(x,y)の予測演算を実行する(ステップS1)。この予測演算処理の全体は図6に示されているので、図6を参照しながら説明する。
【0018】
まず、図2(a),(b)を参照しながら説明したように、上側ゴムシートG3のy=y0における幅方向のゴムゲージをセンサ素子8A〜8Eにより計測し、P10〜P50を得る(ステップS11)。次いで、計測値P10〜P50を用いて、y=y0における幅方向全領域のゴムゲージを表す一次元ゴムゲージ関数ZA0=fA0(x)を予測演算する(ステップS12)。この予測演算に用いるアルゴリズムは公知のものを用いる。
【0019】
次に、CPU10は、圧延条件である上側搬送ローラ3及び下側搬送ローラ5のロールクラウン情報及びロール斜行情報(ロールクロス情報)に基づいて、一次元ゴムゲージ関数ZA0=fA0(x)を補正することにより、圧延後の上側ゴムシートG3のy=y0における幅方向全領域のゴムゲージ、換言すればゴム引きコードDのy=0における上側ゴムDAのゴムゲージを表す一次元ゴムゲージ関数f'A0(x)を算出する(ステップS13)。ここで、ロールクラウン情報をR1A(x)、ロール斜行情報をR2A(x)とすると、f'A0(x)=fA0(x)・R1A(x)・R2A(x)である。
【0020】
次いで、CPU10は、y=y1,y2,・・・ykに対してステップS11〜13の処理を実行することで、それらのyの値に対する一次元ゴムゲージ関数f'A1(x)、f'A2(x)、・・・f'Ak(x)を算出する(ステップS14)。ここで、y=y0からy=ykまでの長さがゴム引きコードDの1ユニット(1ロット)の長さに相当する。最後に、前記一次元ゴムゲージ関数f'A1(x)、f'A2(x)、・・・f'Ak(x)に基づいて、1ユニットのゴム引きコードDを構成する上側ゴムDAの幅方向及び長さ方向の全領域のゴムゲージを示す二次元ゴムゲージ関数FA(x,y)を予測演算する(ステップS15)。このとき、y=y1,y2,・・・ykの間隔を小さくして、y軸方向に実質的に連続測定を行うことにより、二次元ゴムゲージ関数FA(x,y)の予測演算の精度を高めたり、予測演算を不要にしたりすることが好適である。
【0021】
以上、図5のステップS1の演算の詳細について図6を参照しながら説明した。再び図5の説明に戻る。CPU10は、ステップS1と同様な処理により、ゴム引きコードDの下側のゴムDBの二次元ゴムゲージ関数FB(x,y)を予測演算する(ステップS2)。
【0022】
次いで、上下のゴムDA及びDBの二次元ゴムゲージ関数FA(x,y)及びFB(x,y)、並びに上側ゴムGA及びGBを構成するゴムの比重情報、並びにコードCの重量情報に基づいて、ゴム引きコードDの1ユニットの重量を予測演算する(ステップS3)。ここで、ゴムの比重情報及びコードCの重量情報はハードディスク16に予め記憶されている。ハードディスク16に記憶されているコードCの重量情報は単位長当たりの重量と、打込み本数であり、CPU10はそれらに1ユニットに対応する長さを乗算することで1ユニット当たりのコードCの重量を算出する。また、1ユニット当たりのゴムDA及びDBの重量は、それぞれ二次元ゴムゲージ関数FA(x,y)及びFB(x,y)を1ユニットの全領域に対してx−yについて積分し、比重情報を乗算することで算出する。次に、ステップS3で算出した1ユニット当たりのゴム引きコードDの重量と、ハードディスク16に予め記憶されている許容範囲とを比較し、算出した重量が許容範囲内にあるか否か判定する(ステップS4)。
【0023】
次いで、CPU10は、1ユニット当たりのゴム引きコードDの上下のゴムDA及びDBの幅方向、長手方向、斜め方向のゴム重量を予測演算する(ステップS5)。例えば上側ゴムDAの幅方向の重量の場合は、二次元ゴムゲージ関数FA(x,y)においてy1≦y≦y1+Δy(微小長さ)、0≦x≦Wについて積分することにより、幅方向のゴム重量を算出する。長手方向、斜め方向についても同様である。最後に、ステップS5で算出した上下のゴムDA及びDBの幅方向、長手方向、斜め方向のゴム重量の予測演算値と、ハードディスク15に予め記憶されているそれらの許容範囲とを比較し、算出した重量が許容範囲内にあるか否か判定する(ステップS6)。
【0024】
図5及び6に示す処理で算出した一次元ゴムゲージ関数fA1(x)、fA2(x)、・・・fAk(x)、f'A1(x)、f'A2(x)、・・・f'Ak(x)、ゴムDA、DBの二次元ゴムゲージ関数FA(x,y)、FB(x,y)、ユニット毎のゴム引きコードDの重量、ユニット毎のゴムDA、DBの幅方向、長手方向、及び斜め方向のゴム重量の予測演算値、並びにそれらの品質情報(許容範囲内か否か)はハードディスク16に保存されると共に、LANインタフェース15を経てLAN17上のFA情報管理システ18へ送信される。FA情報管理システ18はこれらの情報を受信し、保存することで、ゴム引きコードDの品質管理を行う。
【0025】
このように、本実施形態に係るゴム引きコードのインライン検査システムは下記(1)〜(3)の特徴を有する。
(1)図5のステップS4迄の処理の実行により、従来は予測困難であったゴム引きコードDのユニット単位の重量を予測でき、かつその品質(許容範囲内か否か)を判定できるので、非定常時及び発生時のゴム引きコードDの品質をインラインで定量的に判定できる。
(2)図5のステップS6迄の処理の実行により、従来は予測困難であったゴム引きコードDのユニット全領域のゴムDA、DBの幅方向、長手方向、及び斜め方向の重量を予測でき、かつその品質(許容範囲内か否か)を判定できるので、非定常時及び発生時のゴムDA、DBの品質をインラインで定量的に判定できる。
(3)従って、ゴム引きコードの品質を従来よりも詳細に解析することが可能となり、重量品質の向上に資することができる。
【図面の簡単な説明】
【0026】
【図1】本発明の実施形態に係るインライン検査装置の検査対象であるゴム引きコードの製造装置とゴムゲージセンサとの配置関係を示す図である。
【図2】図1におけるゴムシートの幅方向のゴムゲージを予測演算する原理を説明するための図である。
【図3】図1におけるゴムシートの長手方向のゴムゲージを予測演算する原理を説明するための図である。
【図4】本発明の実施形態に係るインライン検査装置の電気的構成を示すブロック図である。
【図5】ゴム引きコードの重量、並びにそのゴムの幅方向、長手方向、及び斜め方向の重量を予測し、品質を判定する手順のフローチャートである。
【図6】ゴム引きコードの上側のゴムのゴムゲージの予測演算処理のフローチャートである。
【符号の説明】
【0027】
3,5・・・搬送ローラ、8、9・・・ゴムゲージセンサ、10・・・CPU、C・・・コード、G3,G4・・・ゴムシート、D・・・ゴム引きコード。
【技術分野】
【0001】
本発明は、複数本のコードを平行に配列したコード並列体にゴムシートを圧着したゴム引きコードの品質をインラインで管理する装置及び方法に関する。
【背景技術】
【0002】
タイヤ構成部材であるカーカスプライを製造する工程では、複数本のコードを平行に配列したコード並列体の上下両面に、カレンダロール対で成形したゴムシートを圧延ロール対で圧着することによりゴム引きコードを製造することが行われる(特許文献1参照)。 このゴム引きコード製造工程においては、圧延ロールがゴムシート及びコード並列体から大きな力を受けることでロール自体に撓みが生じ、圧延後のゴム引きコードの幅方向の厚み(ゴムゲージ)が不均一になることがある。ゴム引きコードの幅方向の厚みが不均一になると、ゴム引きコードの重量が許容範囲内から外れてしまうおそれがある。
【0003】
そこで、文献に記載されたものではないが、従来は圧延後のゴム引きコードの重量管理は、生産終了後又は生産途中にロット当たり1個の抜き取り検査を行うことで、品質管理を行っている。また、ロット全体の重量の品質管理は、ゴム引きコードの幅方向の3点においてゴムゲージを計測し、それらの値が許容範囲内であれば、ロット全体の重量が許容範囲内であることにしている。
【特許文献1】特開平7−237271号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、前述した方法では、長手方向の重量、斜め方向の重量、非定常部(立ち上げ、加減速、終了前等)の重量等、保証すべき重量を把握できない。非定常部の重量については、全幅×長さ方向10mのサンプルを取り、幅方向の5点について長手方向50cm間隔で100箇所程度の計測を行えば確認できるが、工数が極めて多くなる。また、全生産サイズ及びロットについて重量品質を保証することは事実上不可能であるため、トラブル発生時には実態調査等の工数がかかり、迅速な対応が困難である。
【0005】
本発明は、このような問題点を解決するためになされたもので、その目的は、複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの重量又はそれを構成するゴムの重量の品質判定をインラインで可能にすることである。
【課題を解決するための手段】
【0006】
請求項1に係る発明は、複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの所定長の重量をインラインで検査する装置であって、圧延ローラに向けて搬送中の前記ゴムシートの幅方向の複数箇所におけるゴムゲージの計測を前記ゴムシートの長手方向に対して実行するゴムゲージ二次元計測手段と、該ゴムゲージの計測値と前記圧延ローラの圧延条件とに基づいて前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムゲージを予測演算するゴムゲージ二次元予測演算手段と、該ゴムゲージの予測演算値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムの重量を予測演算するゴム重量二次元予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置である。
請求項2に係る発明は、請求項1記載のゴム引きコードのインライン検査装置において、前記ゴム重量二次元予測演算手段の演算値と前記コード並列体の重量情報とに基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域の重量を予測演算するゴム引きコード重量予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置である。
請求項3に係る発明は、請求項1記載のゴム引きコードのインライン検査装置において、前記ゴムゲージ二次元計測手段は、前記ゴムシートの幅方向に配置され、同時に計測動作が可能な複数個のゴムゲージセンサと、該複数個のゴムゲージセンサの同時計測動作を所定の時間間隔で実行させる制御手段とからなることを特徴とするゴム引きコードのインライン検査装置である。
請求項4に係る発明は、請求項2記載のゴム引きコードのインライン検査装置において、前記ゴムゲージ二次元予測演算手段の予測演算値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向、長手方向、又は斜め方向の重量データを算出するゴム重量一次元予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置である。
請求項5に係る発明は、請求項1記載のゴム引きコードのインライン検査装置において、前記ゴム引きコード重量予測演算手段の演算出力値が所定の範囲内であるか否かを判定する手段を備えたことを特徴とするインライン検査装置である。
請求項6に係る発明は、請求項4記載のゴム引きコードのインライン検査装置において、前記ゴム重量一次元予測演算手段の演算出力値が所定の範囲内であるか否かを判定する手段を備えたことを特徴とするインライン検査装置である。
請求項7に係る発明は、複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの重量をインラインで検査する方法であって、圧延ローラに向けて搬送中の前記ゴムシートの幅方向の複数箇所におけるゴムゲージの計測を前記ゴムシートの長手方向に対し実行する工程と、該ゴムゲージの計測値と前記圧延ローラの圧延条件とに基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムゲージを予測する工程と、該ゴムゲージの予測値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムの重量を予測する工程とを備えたことを特徴とするゴム引きコードのインライン検査方法である。
【0007】
(作用)
請求項1、7に係る発明によれば、コード並列体にゴムシートを圧着する圧延ロールに向けて搬送中のゴムシートの幅方向の複数箇所におけるゴムゲージの計測値のゴムシートの長手方向における分布と、圧延ロールの圧延条件(ロールクラウン、ロール斜行量)とに基づいてゴム引きコードの幅方向の全領域及び長手方向の所定長の領域のゴムゲージを予測演算し、その予測演算値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの前記領域のゴムの重量を予測演算する。
請求項2に係る発明によれば、ゴム引きコードの幅方向の全領域及び長手方向の所定長の領域のゴムの重量の予測演算値にコード並列体の重量を加算することで、ゴム引きコードの前記領域の重量を予測演算する。
請求項3に係る発明によれば、ゴムシートの幅方向の複数箇所でゴムゲージを同時に計測する動作を所定の時間間隔で実行することで、
前記ゴムシートの幅方向の複数箇所におけるゴムゲージの計測を前記ゴムシートの長手方向に対して実行する。
請求項4に係る発明によれば、ゴムゲージ二次元予測演算手段の予測演算値及びゴムシートを構成するゴムの比重情報に基づいて、ゴム引きコードを構成するゴムの任意の一次元方向の重量を予測演算する。
請求項5に係る発明によれば、ゴム引きコード重量予測演算手段の演算出力値が所定の範囲内であるか否かを判定することにより、ゴム引きコードの重量の品質を判定する。
請求項6に係る発明によれば、ゴム重量一次元予測演算手段の演算出力値が所定の範囲内であるか否かを判定することにより、ゴム引きコードを構成するゴムの任意の一次元方向の重量の品質を判定する。
【発明の効果】
【0008】
本発明によれば、複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの重量又はそれを構成するゴムの重量の品質判定がインラインで可能になる。
【発明を実施するための最良の形態】
【0009】
以下、本発明の実施形態について、図面を参照して説明する。
図1は本発明の実施形態に係るインライン検査装置の検査対象であるゴム引きコードの製造装置とゴムゲージセンサとの配置関係を示す図、図2はゴムシートの幅方向のゴムゲージを予測演算する原理を説明するための図、図3はゴムシートの長手方向のゴムゲージを予測演算する原理を説明するための図である。
【0010】
図1に示すように、このゴム引きコードの製造装置は、上側ゴム押出機1、下側ゴム押出機2、上側ゴム押出機1から押し出された押出ゴムG1を成形して上側ゴムシート(カレンダゴム)G3を形成する、上側搬送ローラ3及び上側成形ローラ4からなる上側カレンダロール対と、下側ゴム押出機2から押し出された押出ゴムG2を成形して下側ゴムシート(カレンダゴム)G4を形成する、下側搬送ローラ5及び下側成形ローラ6からなる下側カレンダロール対と、複数本のコードを平行に配列したコード並列体Cを案内する案内ローラ7とを備えており、コード並列体Cの上下両面に上側ゴムシートG3及び下側ゴムシートG4を対向させ、上側搬送ローラ3と下側搬送ローラ5との間を通過させて圧着することで、コードCの上下がゴム層DA,DBで被覆されたゴム引きコードDを製造する。ここで、上下のゴムシートG3,G4の幅は共にWとする。なお、ここではゴム押出機1,2から押し出された押出ゴムG1,G2を搬送ローラ3,5と成形ローラ4,6との間に供給し、ゴムシートG3,G4を形成しているが、ゴム押出機1,2から押し出された押出ゴムG1,G2をローラ(図示せず)により加工し、その加工後のゴムを搬送ローラ3,5と成形ローラ4,6との間に供給し、ゴムシートG3,G4を形成するように構成しても良い。
【0011】
上側搬送ローラ3の外周面に対向して、上側ゴムシートG3のゴムゲージ(ゴムの厚み)を計測するための上側ゴムゲージセンサ8が配置され、下側搬送ローラ5の外周面に対向して、下側ゴムシートG4のゴムゲージを計測するための下側ゴムゲージセンサ9が配置されている。
【0012】
図2(a)に示すように、上側ゴムゲージセンサ8は、上側ゴムシートG3の幅方向に直線状に配列された5個のセンサ素子8A〜8Eを備えている。センサ素子8A〜8Aは、上下のカレンダロール対により搬送されている上側ゴムシートG3の幅方向の5箇所の位置における厚みを同時に計測できる。なお、センサ素子の個数は2個以上であればよく、5個に限定されるものではない。後述する下側ゴムゲージセンサ9のセンサ素子数についても同様である。
【0013】
図2(a),(b)に示すように、上側ゴムシートG3の幅方向−長手方向−厚み方向にx−y−z直交座標軸を設定し、y軸方向の所定の基準位置(y=y0とする)におけるセンサ素子8A〜8Eの計測値をプロットしたものをP10〜P50とする。このとき、P10〜P50のx座標はセンサ素子8A〜8Eのx軸方向の位置に対応し、P10〜P50のz座標はセンサ素子8A〜8Eによるゴムゲージの計測値に対応する。P10〜P50のx−z座標に基づいて所定の演算を行うことにより、上側ゴムシートG3のy=y0におけるx軸方向全領域(0≦x≦W)の厚みを表す一次元ゴムゲージ関数ZA0=fA0(x)を予測演算する。また、上側ゴムシートG3を搬送しながら一定時間毎にセンサ素子8A〜8Eにより計測を行うことで、図3に示すようにy=yk(kは2以上の整数)に対する一次元ゴムゲージ関数ZAk=fAk(x)を予測演算する。さらに、y軸方向で隣り合う一次元ゴムゲージ関数ZAkとZAk-1との間については、ZAkとZAk-1とを基に予測演算を行う。これにより、上側ゴムシートG3の幅方向全領域、長手方向の所定長(例えばゴム引きコードDの1ユニットの長さ)のゴムゲージ関数を予測演算する。このとき、上側ゴムシートG3の搬送速度とセンサ素子8A〜8Eの計測時間間隔との調整によりy軸方向に実質的に連続測定する(ZAkとZAk-1との間隔を0に近づける)ことで、高精度を確保することが好適である。なお、これらの予測演算の詳細については後述する。
【0014】
また、図2(c)に示すように、下側ゴムゲージセンサ9は、下側ゴムシートG4の幅方向に直線状に配列された5個のセンサ素子9A〜9Eを備えている。センサ素子9A〜9Eは、上下のカレンダロール対により搬送されている下側ゴムシートG4の幅方向の5箇所のサンプリング位置における厚みを同時に計測できる。図2(c),(d)に示すように、下側ゴムシートG3の幅方向−長手方向−厚み方向にx−y−z直交座標軸を設定し、y軸方向の所定の基準位置(y=y0)におけるセンサ素子9A〜9Eの計測値をプロットしたものをQ10〜Q50とする。このとき、Q10〜Q50のx座標はセンサ素子9A〜9Eのx軸方向の位置に対応し、Q10〜Q50のz座標はセンサ素子9A〜9Eによるゴムゲージの計測値に対応する。Q10〜Q50のx−z座標に基づいて所定の演算を行うことにより、下側ゴムシートG4のy=0におけるx軸方向の厚みを表す一次元ゴムゲージ関数ZB0=fB0(x)を予測演算する。さらに、上側ゴムシートG3の場合と同様に、下側ゴムシートG4の幅方向全領域、長手方向の所定長のゴムゲージ関数を予測演算する。
【0015】
図4は本発明の実施形態に係るインライン検査装置の電気的構成を示すブロック図である。このインライン検査装置は、上側ゴムゲージセンサ8と、下側ゴムゲージセンサ9と、この装置全体の制御や各種処理を行うCPU10と、CPU10が各種処理等を実行するときに使用するプログラム等が予め格納されているROM11と、CPU10が各種処理等を実行するときに各種データ等を一時的に記憶するRAM12と、上下のゴムゲージセンサ8,9とCPU10とを接続するためのI/O13と、ハードディスク16とCPU10とを接続するためのハードディスクインタフェース14と、LAN(Local Area Network)17とCPU10とを接続するためのLANインタフェース15とを備えている。LAN(Local Area Network)17にはFA(Factory Automation)情報管理システ18が接続されている。
【0016】
以上の構成を有するインライン検査装置により、図1のゴム引きコードDの重量、並びにゴムDA、DBの幅方向、長手方向、及び斜め方向の重量をインラインで予測し、品質を判定する手順について図5及び6を参照しながら説明する。ここで、図5は手順全体のフローチャートであり、図6はそのうち、ゴム引きコードDの上側のゴムDAのゴムゲージの予測演算処理のフローチャートである。
【0017】
図5に示すように、CPU10は、まずゴム引きコードDの上側のゴムDAの二次元ゴムゲージ関数FA(x,y)の予測演算を実行する(ステップS1)。この予測演算処理の全体は図6に示されているので、図6を参照しながら説明する。
【0018】
まず、図2(a),(b)を参照しながら説明したように、上側ゴムシートG3のy=y0における幅方向のゴムゲージをセンサ素子8A〜8Eにより計測し、P10〜P50を得る(ステップS11)。次いで、計測値P10〜P50を用いて、y=y0における幅方向全領域のゴムゲージを表す一次元ゴムゲージ関数ZA0=fA0(x)を予測演算する(ステップS12)。この予測演算に用いるアルゴリズムは公知のものを用いる。
【0019】
次に、CPU10は、圧延条件である上側搬送ローラ3及び下側搬送ローラ5のロールクラウン情報及びロール斜行情報(ロールクロス情報)に基づいて、一次元ゴムゲージ関数ZA0=fA0(x)を補正することにより、圧延後の上側ゴムシートG3のy=y0における幅方向全領域のゴムゲージ、換言すればゴム引きコードDのy=0における上側ゴムDAのゴムゲージを表す一次元ゴムゲージ関数f'A0(x)を算出する(ステップS13)。ここで、ロールクラウン情報をR1A(x)、ロール斜行情報をR2A(x)とすると、f'A0(x)=fA0(x)・R1A(x)・R2A(x)である。
【0020】
次いで、CPU10は、y=y1,y2,・・・ykに対してステップS11〜13の処理を実行することで、それらのyの値に対する一次元ゴムゲージ関数f'A1(x)、f'A2(x)、・・・f'Ak(x)を算出する(ステップS14)。ここで、y=y0からy=ykまでの長さがゴム引きコードDの1ユニット(1ロット)の長さに相当する。最後に、前記一次元ゴムゲージ関数f'A1(x)、f'A2(x)、・・・f'Ak(x)に基づいて、1ユニットのゴム引きコードDを構成する上側ゴムDAの幅方向及び長さ方向の全領域のゴムゲージを示す二次元ゴムゲージ関数FA(x,y)を予測演算する(ステップS15)。このとき、y=y1,y2,・・・ykの間隔を小さくして、y軸方向に実質的に連続測定を行うことにより、二次元ゴムゲージ関数FA(x,y)の予測演算の精度を高めたり、予測演算を不要にしたりすることが好適である。
【0021】
以上、図5のステップS1の演算の詳細について図6を参照しながら説明した。再び図5の説明に戻る。CPU10は、ステップS1と同様な処理により、ゴム引きコードDの下側のゴムDBの二次元ゴムゲージ関数FB(x,y)を予測演算する(ステップS2)。
【0022】
次いで、上下のゴムDA及びDBの二次元ゴムゲージ関数FA(x,y)及びFB(x,y)、並びに上側ゴムGA及びGBを構成するゴムの比重情報、並びにコードCの重量情報に基づいて、ゴム引きコードDの1ユニットの重量を予測演算する(ステップS3)。ここで、ゴムの比重情報及びコードCの重量情報はハードディスク16に予め記憶されている。ハードディスク16に記憶されているコードCの重量情報は単位長当たりの重量と、打込み本数であり、CPU10はそれらに1ユニットに対応する長さを乗算することで1ユニット当たりのコードCの重量を算出する。また、1ユニット当たりのゴムDA及びDBの重量は、それぞれ二次元ゴムゲージ関数FA(x,y)及びFB(x,y)を1ユニットの全領域に対してx−yについて積分し、比重情報を乗算することで算出する。次に、ステップS3で算出した1ユニット当たりのゴム引きコードDの重量と、ハードディスク16に予め記憶されている許容範囲とを比較し、算出した重量が許容範囲内にあるか否か判定する(ステップS4)。
【0023】
次いで、CPU10は、1ユニット当たりのゴム引きコードDの上下のゴムDA及びDBの幅方向、長手方向、斜め方向のゴム重量を予測演算する(ステップS5)。例えば上側ゴムDAの幅方向の重量の場合は、二次元ゴムゲージ関数FA(x,y)においてy1≦y≦y1+Δy(微小長さ)、0≦x≦Wについて積分することにより、幅方向のゴム重量を算出する。長手方向、斜め方向についても同様である。最後に、ステップS5で算出した上下のゴムDA及びDBの幅方向、長手方向、斜め方向のゴム重量の予測演算値と、ハードディスク15に予め記憶されているそれらの許容範囲とを比較し、算出した重量が許容範囲内にあるか否か判定する(ステップS6)。
【0024】
図5及び6に示す処理で算出した一次元ゴムゲージ関数fA1(x)、fA2(x)、・・・fAk(x)、f'A1(x)、f'A2(x)、・・・f'Ak(x)、ゴムDA、DBの二次元ゴムゲージ関数FA(x,y)、FB(x,y)、ユニット毎のゴム引きコードDの重量、ユニット毎のゴムDA、DBの幅方向、長手方向、及び斜め方向のゴム重量の予測演算値、並びにそれらの品質情報(許容範囲内か否か)はハードディスク16に保存されると共に、LANインタフェース15を経てLAN17上のFA情報管理システ18へ送信される。FA情報管理システ18はこれらの情報を受信し、保存することで、ゴム引きコードDの品質管理を行う。
【0025】
このように、本実施形態に係るゴム引きコードのインライン検査システムは下記(1)〜(3)の特徴を有する。
(1)図5のステップS4迄の処理の実行により、従来は予測困難であったゴム引きコードDのユニット単位の重量を予測でき、かつその品質(許容範囲内か否か)を判定できるので、非定常時及び発生時のゴム引きコードDの品質をインラインで定量的に判定できる。
(2)図5のステップS6迄の処理の実行により、従来は予測困難であったゴム引きコードDのユニット全領域のゴムDA、DBの幅方向、長手方向、及び斜め方向の重量を予測でき、かつその品質(許容範囲内か否か)を判定できるので、非定常時及び発生時のゴムDA、DBの品質をインラインで定量的に判定できる。
(3)従って、ゴム引きコードの品質を従来よりも詳細に解析することが可能となり、重量品質の向上に資することができる。
【図面の簡単な説明】
【0026】
【図1】本発明の実施形態に係るインライン検査装置の検査対象であるゴム引きコードの製造装置とゴムゲージセンサとの配置関係を示す図である。
【図2】図1におけるゴムシートの幅方向のゴムゲージを予測演算する原理を説明するための図である。
【図3】図1におけるゴムシートの長手方向のゴムゲージを予測演算する原理を説明するための図である。
【図4】本発明の実施形態に係るインライン検査装置の電気的構成を示すブロック図である。
【図5】ゴム引きコードの重量、並びにそのゴムの幅方向、長手方向、及び斜め方向の重量を予測し、品質を判定する手順のフローチャートである。
【図6】ゴム引きコードの上側のゴムのゴムゲージの予測演算処理のフローチャートである。
【符号の説明】
【0027】
3,5・・・搬送ローラ、8、9・・・ゴムゲージセンサ、10・・・CPU、C・・・コード、G3,G4・・・ゴムシート、D・・・ゴム引きコード。
【特許請求の範囲】
【請求項1】
複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの重量をインラインで検査する装置であって、
圧延ローラに向けて搬送中の前記ゴムシートの幅方向の複数箇所におけるゴムゲージの計測を前記ゴムシートの長手方向に対して実行するゴムゲージ二次元計測手段と、該ゴムゲージの計測値と前記圧延ローラの圧延条件とに基づいて前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムゲージを予測演算するゴムゲージ二次元予測演算手段と、該ゴムゲージの予測演算値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムの重量を予測演算するゴム重量二次元予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置。
【請求項2】
請求項1記載のゴム引きコードのインライン検査装置において、
前記ゴム重量二次元予測演算手段の演算値と前記コード並列体の重量情報とに基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域の重量を予測演算するゴム引きコード重量予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置。
【請求項3】
請求項1記載のゴム引きコードのインライン検査装置において、
前記ゴムゲージ二次元計測手段は、前記ゴムシートの幅方向に配置され、同時に計測動作が可能な複数個のゴムゲージセンサと、該複数個のゴムゲージセンサの同時計測動作を所定の時間間隔で実行させる制御手段とからなることを特徴とするゴム引きコードのインライン検査装置。
【請求項4】
請求項1記載のゴム引きコードのインライン検査装置において、
前記ゴムゲージ二次元予測演算手段の予測演算値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向、長手方向、又は斜め方向の重量データを算出するゴム重量一次元予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置。
【請求項5】
請求項2記載のゴム引きコードのインライン検査装置において、
前記ゴム引きコード重量予測演算手段の演算出力値が所定の範囲内であるか否かを判定する手段を備えたことを特徴とするインライン検査装置。
【請求項6】
請求項4記載のゴム引きコードのインライン検査装置において、
前記ゴム重量一次元予測演算手段の演算出力値が所定の範囲内であるか否かを判定する手段を備えたことを特徴とするインライン検査装置。
【請求項7】
複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの重量をインラインで検査する方法であって、
圧延ローラに向けて搬送中の前記ゴムシートの幅方向の複数箇所におけるゴムゲージの計測を前記ゴムシートの長手方向に対し実行する工程と、
該ゴムゲージの計測値と前記圧延ローラの圧延条件とに基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムゲージを予測する工程と、
該ゴムゲージの予測値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムの重量を予測する工程とを備えたことを特徴とするゴム引きコードのインライン検査方法。
【請求項1】
複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの重量をインラインで検査する装置であって、
圧延ローラに向けて搬送中の前記ゴムシートの幅方向の複数箇所におけるゴムゲージの計測を前記ゴムシートの長手方向に対して実行するゴムゲージ二次元計測手段と、該ゴムゲージの計測値と前記圧延ローラの圧延条件とに基づいて前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムゲージを予測演算するゴムゲージ二次元予測演算手段と、該ゴムゲージの予測演算値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムの重量を予測演算するゴム重量二次元予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置。
【請求項2】
請求項1記載のゴム引きコードのインライン検査装置において、
前記ゴム重量二次元予測演算手段の演算値と前記コード並列体の重量情報とに基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域の重量を予測演算するゴム引きコード重量予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置。
【請求項3】
請求項1記載のゴム引きコードのインライン検査装置において、
前記ゴムゲージ二次元計測手段は、前記ゴムシートの幅方向に配置され、同時に計測動作が可能な複数個のゴムゲージセンサと、該複数個のゴムゲージセンサの同時計測動作を所定の時間間隔で実行させる制御手段とからなることを特徴とするゴム引きコードのインライン検査装置。
【請求項4】
請求項1記載のゴム引きコードのインライン検査装置において、
前記ゴムゲージ二次元予測演算手段の予測演算値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向、長手方向、又は斜め方向の重量データを算出するゴム重量一次元予測演算手段とを備えたことを特徴とするゴム引きコードのインライン検査装置。
【請求項5】
請求項2記載のゴム引きコードのインライン検査装置において、
前記ゴム引きコード重量予測演算手段の演算出力値が所定の範囲内であるか否かを判定する手段を備えたことを特徴とするインライン検査装置。
【請求項6】
請求項4記載のゴム引きコードのインライン検査装置において、
前記ゴム重量一次元予測演算手段の演算出力値が所定の範囲内であるか否かを判定する手段を備えたことを特徴とするインライン検査装置。
【請求項7】
複数本のコードを平行に配列したコード並列体にゴムシートを圧着してなるゴム引きコードの重量をインラインで検査する方法であって、
圧延ローラに向けて搬送中の前記ゴムシートの幅方向の複数箇所におけるゴムゲージの計測を前記ゴムシートの長手方向に対し実行する工程と、
該ゴムゲージの計測値と前記圧延ローラの圧延条件とに基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムゲージを予測する工程と、
該ゴムゲージの予測値及び前記ゴムシートを構成するゴムの比重情報に基づいて、前記ゴム引きコードの幅方向の全領域かつ長手方向の所定長の領域のゴムの重量を予測する工程とを備えたことを特徴とするゴム引きコードのインライン検査方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−248015(P2006−248015A)
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願番号】特願2005−67035(P2005−67035)
【出願日】平成17年3月10日(2005.3.10)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願日】平成17年3月10日(2005.3.10)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]