
ゴム補強用処理コードの製造方法
【課題】ゴムとの接着性が向上したゴム補強用処理コードの製造方法を提供する。
【解決手段】合成繊維からなるコードに、接着補助剤を含む第一処理剤を付与した後、接着剤を含む第二処理剤を付与するゴム補強用処理コードを製造する方法において、接着剤を含む第二処理剤を付与する際に、該コードを10回以上屈曲させる。
【解決手段】合成繊維からなるコードに、接着補助剤を含む第一処理剤を付与した後、接着剤を含む第二処理剤を付与するゴム補強用処理コードを製造する方法において、接着剤を含む第二処理剤を付与する際に、該コードを10回以上屈曲させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ゴム補強用処理コードの製造方法に関し、さらに詳しくは、ポリエステル繊維、芳香族ポリアミド繊維等の合成繊維に接着補助剤を含む処理剤及び接着剤を含む処理剤付与する、ゴム補強用処理コードの製造方法を提供するものである。
【背景技術】
【0002】
ポリエチレンテレフタレート、ポリエチレンナフタレート繊維で、代表されるポリエステル繊維や、芳香族ポリアミド繊維は、高強度、高ヤング率等の優れた物理的特性を有しており、これを活かしたタイヤ、ホース、ベルト等のゴム補強用繊維として使用されている。しかし、これら繊維はその表面が比較的不活性であるため、そのままではゴムや樹脂等のマトリックスとの接着性が不十分であり、合成繊維の物理的特性を十分に発揮することはできない。
【0003】
このため、繊維の表面を種々の薬品で処理する化学処理法、例えば、脂肪族エポキシ化合物や、エチレン尿素、ブロックドイソシアネート化合物等の反応性の強い化学薬品で処理して接着性を付与した後に、レゾルシン・ホルマリン・ゴムラテックス(RFL)で処理する、いわゆる2浴処理方法が提案され実用化されている(例えば、特許文献1など)。
しかし、これらの方法では接着剤の組成を変更しただけでは接着性は大きく向上せず、十分な効果が得られていない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭54−73994号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、以上の事情を背景としてなされたものであり、その目的は、ゴムとの接着性が向上したゴム補強用処理コードの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
前記の課題は、「合成繊維からなるコードに、接着補助剤を含む第一処理剤を付与した後、接着剤を含む第二処理剤を付与するゴム補強用処理コードを製造する方法であって、接着剤を含む第二処理剤を付与する際に、該コードを10回以上屈曲させることを特徴とするゴム補強用処理コードの製造方法」により解決することができる。
【発明の効果】
【0007】
本発明では、合成繊維からなるコードに、接着補助剤を含む第一処理剤及び接着剤を含む第二処理剤を付与し、その際、該第二処理剤を、該コードを何度も屈曲をさせながらこれに付与することで、該第一処理剤が形成した薄膜内に第二処理剤が浸入し、第一処理剤と第二処理剤の界面が増えるため、繊維とゴムとの接着性を著しく向上させることができる。
【図面の簡単な説明】
【0008】
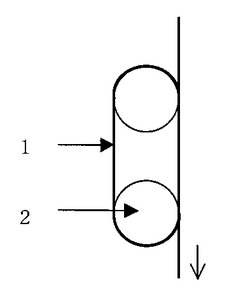
【図1】本発明において行うコードの屈曲処理の一例を示す概略図である。
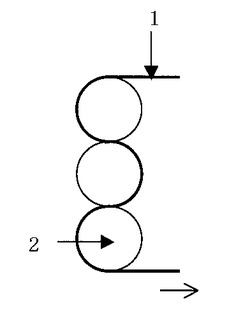
【図2】本発明において行う他のコードの屈曲処理の一例を示す概略図である。
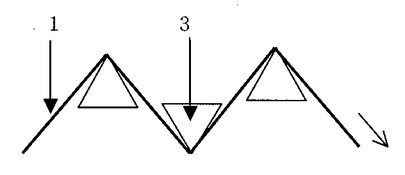
【図3】本発明において行うさらに他のコードの屈曲処理の一例を示す概略図である。
【発明を実施するための形態】
【0009】
以下、本発明を詳細に説明する。本発明は、合成繊維からなるコードに、接着補助剤を含む第一処理剤を付与した後、接着剤を含む第二処理剤を付与するゴム補強用処理コードを製造する方法である。
【0010】
前記合成繊維としては、ポリエステル繊維、ナイロン6繊維、ナイロン66繊維等の脂肪族ポリアミド繊維、芳香族ポリアミド繊維、ポリエチレン繊維、ポリケトン繊維、ポリパラフェニレンベンズオキサゾール繊維、炭素繊維、ポリビニルアルコール繊維、セルロース繊維など、半合成繊維も含め挙げることができるが、特に、ポリエステル繊維、芳香族ポリアミド繊維などを好ましく例示することができ、これらの繊維は本発明の効果を十分に発揮することができる。
【0011】
前記ポリエステル繊維としては、特に、テレフタル酸、又は、ナフタレンジカルボン酸を主たる酸成分とし、エチレングリコール、1,3−プロパンジオール又は、テトラメチレングリコールを主たるグリコール成分とするポリエステルからなる繊維が好ましく用いられる。
【0012】
一方、前記芳香族ポリアミド繊維の代表例として、ポリパラアミノベンズアミド、ポリパラフェニレンテレフタラミド、ポリパラアミノベンズヒドラジドテレフタルアミド、ポリテレフタル酸ヒドラジド、ポリメタフェニレンイソフタラミド等、もしくはこれらの共重合体からなる繊維を挙げることができる。
上記合成繊維は、フィラメント数、断面形状、繊維物性、微細構造や、ポリマー性状、ポリマー中の添加剤の有無等には、なんら限定を受けるものではない。
【0013】
本発明では、前記コードにあらかじめ接着補助剤を含む第一処理剤を付与する。ここで接着補助剤は、コードを構成する繊維表面に付着し、表面を活性化させるなどの目的で、付与するものである。よって、基本的に、該活性化させるための化合物を繊維表面に均一に並べること望ましく、不均一に剤が付着したり、剤があまり厚い膜を形成したりすることは好ましくない。繊維上に均一な薄膜を作成する方法としては、希薄な剤を塗布する方法や界面活性剤を添加する方法が有るが、前者は表面張力の上昇も起こり均一な膜を成形できず、後者は界面活性剤自体が接着阻害を引き起こすことになる。
【0014】
本発明は以上の欠点を克服するためになされたものであり、本発明においては、第一処理剤を付与し膜を形成した後、第二処理剤を付与する際、該コードを10回以上、好ましくは20〜100回、屈曲させることが肝要である。すなわち、本発明においては、上記の屈曲処理を行うことで、第二処理剤を第一処理剤の膜内に浸入させ、該処理剤の界面積を増加させることができる。そのため、第一処理剤の膜の厚さが不均一でも界面の応力集中を避け、ゴムとの接着性を向上させることが可能となる。
【0015】
したがって、屈曲回数が10回よりも少ないと、第二処理剤が第一処理剤の形成した膜に浸入することが不十分であり、界面積が増加しないため、ゴムとの接着性が向上しない。
【0016】
また、本発明において、屈曲処理を行うトータル時間は、0.001〜60秒が好ましく、0.01〜30秒がより好ましい。この時間が0.001秒より短いと、第二処理剤が第一処理剤の形成した膜に浸入させるのが難しくなる傾向にあり、一方、60秒より長くなると処理コードの生産性が低下し、またこれより長い時間をかけても上記効果はそれほど向上せず、好ましくない。
【0017】
コードを屈曲させる方法は、図1のように2つのローラー間を往復させる、または図2のように複数のローラーを並べ、連続的に屈曲させる方法など考えられる。接着性向上の効果は屈曲回数が多いほど高く、屈曲と次の屈曲との間の距離には依存しないため、図1、2のどちらの方法でも構わないが、図2のほうが効率的に接着性を向上させることができる。
【0018】
上記方法において使用するローラーの直径は1〜50cmが好ましい。該直径は、コードを効率よく屈曲させる上では小さいほど良いが、生産においては大量のコードを一度に処理するため、直径が1cm未満ではローラーの強度に問題が出る可能性がある。一方、該直径が50cmを超えるとコードの屈曲効果が弱く、ゴムとの接着性があまり向上しない傾向にある。
【0019】
また、本発明においては上記のようにローラーを用いる方法のほかにも図3のように角張ったエッジを有する屈曲具を使用してコードを屈曲させることも可能である。ただし、この場合、屈曲回数を増やしたり、高いコードテンションをかけたりすると、コードが疲労し、さらには破断を起こしやすいため注意が必要である。上記屈曲具のエッジの角度は、10度〜120度が好ましい。なお、エッジの先端は面取りされ、たとえば、1mm以下の曲率で丸く加工されていてもよい。
【0020】
本発明において、図1または2のようにローラーを用いてコードを屈曲させる場合、「屈曲」とは、少なくとも該ローラーにコードが接触角120度以上で接触し屈曲していることをいい、コードがローラーに接触して屈曲し通過する回数を屈曲回数1回とカウントする。例えば、図1では、コードは上ローラー及び下ローラーをそれぞれ半周し接触角180度で屈曲しており、両ローラーを通過することで、屈曲回数は2回となる。また、図3のように、角張ったエッジを有する屈曲具を用いる場合は、「屈曲」はコードが該屈曲具の先端部に接触し、該先端部においてコードのなす角度が180度未満となっていることをいい、該先端部にコードが接触して通過する回数を屈曲回数1回とカウントする。図3では、コードが、3回上記屈曲具の先端部に接触し180度未満の角度で屈曲して通過しており、屈曲回数は3回である。
【0021】
前記第一処理剤に含まれる接着補助剤としては、分子中に塩素を含有するポリエポキシド化合物が好ましい。また、該ポリエポキシド化合物としては、ポリエポキシド化合物の内、エチレングリコール、グリセロール、ソルビトール、ペンタエリスリトール、ポリエチレングリコールなどの脂肪族多官能アルコールや、レゾルシン、ビス(4−ヒドロキシフェニル)ジメチルメタン、フェノール・ホルムアルデヒド樹脂、レゾルシン・ホルムアルデヒド樹脂等の多価フェノール類とエピクロルヒドリンの如き塩素含有エポキシド類との反応生成物が例示される。これらのうち、特にエチレングリコール、グリセロール、ソルビトール、ペンタエリスリトール、ポリエチレングリコール等の脂肪族多価アルコール類とエピクロルヒドリンとの反応生成物、即ち多価アルコールのポリグリシジルエーテル化合物が優れた性能を発現するので好ましい。
【0022】
前記ポリエポキシド化合物として、エポキシ当量が200g/eq以下であり、全塩素量が10%以上であることが好ましい。エポキシ当量が200g/eqを超える場合、分子中の反応性が低いために十分な架橋構造を形成できず、高い接着性を発現することができない傾向にある。全塩素量が10%未満である場合、ポリエポキシド化合物の繊維に対する熱拡散能が十分でなく、高い接着性を発現することができない傾向にある。
【0023】
前記ポリエポキシド化合物は通常水溶液又は乳化液として使用される。乳化液又は分散するには、例えば該ポリエポキシド化合物をそのままあるいは必要に応じて少量の溶媒に溶解したものを、公知の乳化剤、例えばアルキルベンゼンスルホン酸ソーダ、ジオクチルスルホサクシネートナトリウム塩、ノニルフェノールエチレンオキサイド付加物等を用いて乳化又は分散すればよい。
【0024】
本発明では、このように第一処理剤で処理した後に、さらに、接着剤を含む第二処理剤を付与する。該接着剤としては、レゾルシン・ホルマリン・ゴムラテックス(RFL)が好ましく例示される。また、前述したように第一処理剤に、分子中に塩素を含有するポリエポキシド化合物が含まれている場合は、第二処理剤に、該ポリエポキシド化合物の架橋触媒を含有させることが好ましい。
【0025】
上記のポリエポキシド化合物の架橋触媒としては、アミン、エチレン尿素、ブロックポリイソシアネート化合物などが例示されるが、処理剤の経時安定性、環境への影響などを踏まえ、ブロックドポリイソシアネート化合物が好ましく用いられる。
【0026】
第二処理剤に、前記エポキシド化合物の架橋触媒、特にブロックドポリイソシアネート化合物を添加する場合、その添加量は、RFLに対して0.5〜40重量%が好ましく、10〜30重量%がより好ましい。該添加量が、上記範囲を下回ると前記ポリエポキシド化合物の架橋反応を促進することができなくなるだけでなく、RFLの凝集エネルギーを十分なレベルに向上させることができなくなり、良好な接着性が得られない傾向にある。また、該添加量が上記範囲を超えると、第二処理剤のゴムに対する相容性が低下し、ゴムとの接着性が低下すると共に、処理後のコードが硬くなり、強力及び疲労性が低下するおそれがあり好ましくない。
【0027】
また、上記RFLとしては、レゾルシンとホルムアルデヒドのモル比が、好ましくは1:0.8〜1:5の範囲にあるものが使用され、より好ましくは1:1〜1:4の範囲のものが用いられる。該ホルムアルデヒドの添加量が少なすぎるとレゾルシン・ホルマリンの縮合物の架橋密度が低下すると共に分子量の低下を招くため、接着剤層凝集力が低下することにより接着性が低下するおそれがあり、また、該ホルムアルデヒドの添加量が多すぎると架橋密度上昇によりレゾルシン・ホルマリン縮合物が硬くなり、被着体ゴムとの共加硫時にRFLとゴムとの相溶化が阻害され、接着性が低下すると共に処理後の繊維が著しく硬くなり、強力及び疲労性が低下する問題が出てくるので好ましくない。
【0028】
上記RFLにおいて、レゾルシン・ホルマリンとゴムラテックスとの配合比率は、前記エポキシド化合物の架橋触媒などを添加する場合はその添加割合によって変化するが、固形分量比で、レゾルシン・ホルマリン:ゴムラテックスが1:3〜1:16の範囲にあるものが使用され、特に、1:4〜1:10の範囲にあるものが好ましく使用される。該ゴムラテックスの比率が少なすぎると処理されたポリエステル繊維が硬くなって耐疲労性が低下しやすくなり、また、被着体であるゴムとの共加硫が不十分となり、接着性が低くなるおそれがあり、逆に、該ゴムラテックスの比率が多すぎると接着剤皮膜として充分な強度を得ることができないため、満足な接着性やゴム付着率が得られないおそれがあるだけで無く、処理コードの粘着性が著しく高くなりディップ処理工程の汚れや、製品製造工程での汚れの原因となり、好ましくない。
【0029】
このようにレゾルシン・ホルマリン・ゴムラテックス(RFL)や、前記ポリエポキシド化合物の架橋触媒などを含有する第二処理剤においては、総固形分濃度が、1〜30重量%の範囲にあるものが例示され、好ましくは、10〜25重量%となるようにして使用することができる。第二処理剤の総固形分濃度が、前記の範囲よりも低い場合には、接着剤表面張力が増加し、繊維表面に対する均一付着性が低下すると共に、固形分付着量が低下することにより接着性が低下し、逆に、該総固形分濃度が前記の範囲よりも高い場合には、処理剤の粘度が高くなるため、固形分付着量が多くなりすぎ、ディップ処理工程や製品の製造工程において汚れの原因になるだけでなく、処理コードが硬くなり、耐疲労性が低下しやすい。
【0030】
また、かかる第二処理剤の該ポリエステル繊維に対する固形分付着量は、0.1〜10重量%の範囲が例示され、好ましくは、1.0〜5.0重量%の範囲にあるものがよい。該コードに対する固形分付着量を制御するためには、前記と同様に、圧接ローラーによる絞り、スクレーパー等によるかき落とし、空気吹きつけによる吹き飛ばし、吸引、ビーターの手段により行うことができ、付着量を多くするためには複数回付着させてもよい。
【0031】
本発明では、このような第二処理剤でコードを処理した後、50℃以上で、かつコードを構成する繊維の融点より10℃以上低い温度の範囲、好ましくは220〜270℃の温度範囲で、好ましくは0.5〜5分間、より好ましくは1〜3分間乾燥・熱処理する。この乾燥・熱処理温度が、低すぎるとゴム類との接着が不十分となりやすく、また、該乾燥・熱処理温度が高すぎると繊維が溶融、融着するなどにより、著しく強度低下を起こしやすくなる。
【実施例】
【0032】
以下、実施例により本発明をさらに詳細に説明する。なお、実施例における特性の測定は、下記の測定法で行った。
【0033】
(1)初期ならびに耐熱剥離接着力
処理コードとゴムとの接着力を示すものである。0.5mm厚の天然ゴムを主成分とするカーカス配合の未加硫ゴムシート1の上に、コードを30本/inchで引き揃え、これを上記と同様の未加硫ゴムシート2で挟みつけ、該未加硫ゴムシート2の上に上記コードに直行するようコードを30本/inchで引き揃え、さらにこれを該未加硫ゴムシート3で挟み込み、下からゴムシート1、コード、ゴムシート2、該コードを直行するよう配列したコード、ゴムシート3の順で積層した。上記の積層シートを、150℃の温度で30分間、50Kg/cm2のプレス圧力(条件A)、又は、180℃の温度で40分間、50Kg/cm2のプレス圧力(条件B)で加硫し、1枚の積層シートを作成した。この際、ゴムシート1と2間に配列するコードの配列方向と平行する側の積層シートの一方の端は、コードを入れず、また両シートをそこから剥離できるよう両シートを接合しなかった。次いで、この積層シートから、シート1とシート2間のコードの配向方向が短辺となるように、短辺35mm、長辺100mmの短冊状のサンプルを切り出した。さらに短冊サンプルにおいて、短辺の両端から5mmに長辺に対して平行に、シート2及びシート3の厚みまで切り込みを入れた後、シート2とシート1を短辺中央部の25mmの幅(短辺35mmのおいて両端5mmを残した短辺中央部25mmの幅)で長辺方向に50mm剥離した。なお、シート2は、コードの配列方向に対して直行する方向に剥離され、コードはシート1に残る。接着力は、シート2を、シート1に対して90度の方向へ200mm/分の速度で剥離するのに要した力をN/inchで示したものである。条件Aで加硫して得られたサンプルの接着力を「初期剥離接着力」、条件Bで加硫して得られたサンプルの接着力を「耐熱剥離接着力」とした。
【0034】
(2)高温剥離接着力
上記(1)の初期接着力測定用に作成したサンプルについて、測定雰囲気温度のみを150℃に変更した以外は上記(1)と同様の測定条件にて接着力の測定を行い、「高温剥離接着力」とした。
【0035】
[実施例1]
エポキシ当量が173g/eqであり、100%の粘度が5000であり、且つ全塩素量が10.1%であるソルビトール系ポリエポキシド化合物(ナガセケムテックス EX614B)、及び、エポキシ当量が144g/eqであり、100%の粘度が170であり、且つ全塩素量が11.5%であるグリセロール系ポリエポキシド化合物(ナガセケムテックスEX314)、2−エチル−ヘキシルスルホ琥珀酸ナトリウムをそれぞれ固形分で60重量%、25重量%、15重量%の割合で混合した、総固形分量5重量%の配合液を得、これを第一処理剤(1)とした。
レゾルシン/ホルマリン(R/F)のモル比が1/0.6、固形分濃度が65重量%である初期縮合物をアルカリ条件下溶解し9重量%水溶液とする。これを、41%ビニルピリジン・スチレン・ブタジエンターボリマーラテックス(日本エイアンドエル製 Pyratex)と水を上記9%レゾルシン・ホルマリン水溶液57重量部に対し、それぞれ99重量部、104重量部添加する。この液にホルマリン3重量部、33重量%アセトキシムブロックドジフエニルメタンジイソシアネート分散体(明成化学工業製 DM6011)を30重量部添加し、48時間熟成した固形分濃度20重量%の配合液を得、これを第二処理剤とした。
【0036】
固有粘度が0.95のポリエチレンテレフタレート(PET)からなる1670dtex/384フィラメントのマルチフィラメント糸(帝人ファイバー株式会社製「テトロン」)を使用し、該マルチフィラメント糸に40T/10cmで下撚りを施し、これを2本合わせて40T/cmで上撚りを施して3340dtex/768フィラメントのコード(1)を得た。
該コードをコンビュートリーター処理機(CAリッツラー株式会社製 タイヤコード処理機)を用いて、前記の第一処理剤(1)を入れた浴槽に浸漬した後に、130℃の温度で2分間乾燥し、引続いて、240℃の温度で1分間の熱処理を行い、続いて、第二処理剤を入れた浴槽に浸漬しながら、図1のように直径1cmのローラーを2本用い、各ローラーへ接触角がそれぞれ180度となるようにコードをかけ、一方のローラーにコードが接触し屈曲しているのを屈曲回数1回とカウントし、30秒間で42回屈曲させた後に、170℃の温度で2分間乾燥し、引続いて、240℃の温度で1分間の熱処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0037】
[実施例2]
第二処理剤を付与する際のコードの屈曲の時間及び回数を、30秒間で42回から、15秒間で21回に変更した以外は実施例1と同様の処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0038】
[実施例3]
第二処理剤を付与する際のコードの屈曲の時間及び回数を、30秒間で42回から、60秒間で84回に変更した以外は実施例1と同様の処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0039】
[実施例4]
ソルビトール系ポリエポキシド化合物(ナガセケムテックス EX614B)、総固形分量1.7重量%の配合液を得、これを第一処理剤(2)とした。第一処理剤(1)に代えて、この第一処理剤(2)を用いた以外は実施例1と同様の処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0040】
[比較例1]
第二処理剤を付与する際、コードに屈曲処理を行わなかった以外は実施例1と同様の処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0041】
[比較例2]
第二処理剤を付与する際、コードに屈曲処理を行わなかった以外は実施例4と同様の処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0042】
【表1】

【産業上の利用可能性】
【0043】
本発明によれば、ゴムとの接着性が格段に向上したゴム補強用処理コードを安定して製造することができ、また、本発明により得られる処理コードは、タイヤ、ベルト、ホース等の各種用途に幅広く用いることができる。
【符号の説明】
【0044】
1 コード
2 ローラー
3 エッジを有する屈曲具
【技術分野】
【0001】
本発明は、ゴム補強用処理コードの製造方法に関し、さらに詳しくは、ポリエステル繊維、芳香族ポリアミド繊維等の合成繊維に接着補助剤を含む処理剤及び接着剤を含む処理剤付与する、ゴム補強用処理コードの製造方法を提供するものである。
【背景技術】
【0002】
ポリエチレンテレフタレート、ポリエチレンナフタレート繊維で、代表されるポリエステル繊維や、芳香族ポリアミド繊維は、高強度、高ヤング率等の優れた物理的特性を有しており、これを活かしたタイヤ、ホース、ベルト等のゴム補強用繊維として使用されている。しかし、これら繊維はその表面が比較的不活性であるため、そのままではゴムや樹脂等のマトリックスとの接着性が不十分であり、合成繊維の物理的特性を十分に発揮することはできない。
【0003】
このため、繊維の表面を種々の薬品で処理する化学処理法、例えば、脂肪族エポキシ化合物や、エチレン尿素、ブロックドイソシアネート化合物等の反応性の強い化学薬品で処理して接着性を付与した後に、レゾルシン・ホルマリン・ゴムラテックス(RFL)で処理する、いわゆる2浴処理方法が提案され実用化されている(例えば、特許文献1など)。
しかし、これらの方法では接着剤の組成を変更しただけでは接着性は大きく向上せず、十分な効果が得られていない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭54−73994号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、以上の事情を背景としてなされたものであり、その目的は、ゴムとの接着性が向上したゴム補強用処理コードの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
前記の課題は、「合成繊維からなるコードに、接着補助剤を含む第一処理剤を付与した後、接着剤を含む第二処理剤を付与するゴム補強用処理コードを製造する方法であって、接着剤を含む第二処理剤を付与する際に、該コードを10回以上屈曲させることを特徴とするゴム補強用処理コードの製造方法」により解決することができる。
【発明の効果】
【0007】
本発明では、合成繊維からなるコードに、接着補助剤を含む第一処理剤及び接着剤を含む第二処理剤を付与し、その際、該第二処理剤を、該コードを何度も屈曲をさせながらこれに付与することで、該第一処理剤が形成した薄膜内に第二処理剤が浸入し、第一処理剤と第二処理剤の界面が増えるため、繊維とゴムとの接着性を著しく向上させることができる。
【図面の簡単な説明】
【0008】
【図1】本発明において行うコードの屈曲処理の一例を示す概略図である。
【図2】本発明において行う他のコードの屈曲処理の一例を示す概略図である。
【図3】本発明において行うさらに他のコードの屈曲処理の一例を示す概略図である。
【発明を実施するための形態】
【0009】
以下、本発明を詳細に説明する。本発明は、合成繊維からなるコードに、接着補助剤を含む第一処理剤を付与した後、接着剤を含む第二処理剤を付与するゴム補強用処理コードを製造する方法である。
【0010】
前記合成繊維としては、ポリエステル繊維、ナイロン6繊維、ナイロン66繊維等の脂肪族ポリアミド繊維、芳香族ポリアミド繊維、ポリエチレン繊維、ポリケトン繊維、ポリパラフェニレンベンズオキサゾール繊維、炭素繊維、ポリビニルアルコール繊維、セルロース繊維など、半合成繊維も含め挙げることができるが、特に、ポリエステル繊維、芳香族ポリアミド繊維などを好ましく例示することができ、これらの繊維は本発明の効果を十分に発揮することができる。
【0011】
前記ポリエステル繊維としては、特に、テレフタル酸、又は、ナフタレンジカルボン酸を主たる酸成分とし、エチレングリコール、1,3−プロパンジオール又は、テトラメチレングリコールを主たるグリコール成分とするポリエステルからなる繊維が好ましく用いられる。
【0012】
一方、前記芳香族ポリアミド繊維の代表例として、ポリパラアミノベンズアミド、ポリパラフェニレンテレフタラミド、ポリパラアミノベンズヒドラジドテレフタルアミド、ポリテレフタル酸ヒドラジド、ポリメタフェニレンイソフタラミド等、もしくはこれらの共重合体からなる繊維を挙げることができる。
上記合成繊維は、フィラメント数、断面形状、繊維物性、微細構造や、ポリマー性状、ポリマー中の添加剤の有無等には、なんら限定を受けるものではない。
【0013】
本発明では、前記コードにあらかじめ接着補助剤を含む第一処理剤を付与する。ここで接着補助剤は、コードを構成する繊維表面に付着し、表面を活性化させるなどの目的で、付与するものである。よって、基本的に、該活性化させるための化合物を繊維表面に均一に並べること望ましく、不均一に剤が付着したり、剤があまり厚い膜を形成したりすることは好ましくない。繊維上に均一な薄膜を作成する方法としては、希薄な剤を塗布する方法や界面活性剤を添加する方法が有るが、前者は表面張力の上昇も起こり均一な膜を成形できず、後者は界面活性剤自体が接着阻害を引き起こすことになる。
【0014】
本発明は以上の欠点を克服するためになされたものであり、本発明においては、第一処理剤を付与し膜を形成した後、第二処理剤を付与する際、該コードを10回以上、好ましくは20〜100回、屈曲させることが肝要である。すなわち、本発明においては、上記の屈曲処理を行うことで、第二処理剤を第一処理剤の膜内に浸入させ、該処理剤の界面積を増加させることができる。そのため、第一処理剤の膜の厚さが不均一でも界面の応力集中を避け、ゴムとの接着性を向上させることが可能となる。
【0015】
したがって、屈曲回数が10回よりも少ないと、第二処理剤が第一処理剤の形成した膜に浸入することが不十分であり、界面積が増加しないため、ゴムとの接着性が向上しない。
【0016】
また、本発明において、屈曲処理を行うトータル時間は、0.001〜60秒が好ましく、0.01〜30秒がより好ましい。この時間が0.001秒より短いと、第二処理剤が第一処理剤の形成した膜に浸入させるのが難しくなる傾向にあり、一方、60秒より長くなると処理コードの生産性が低下し、またこれより長い時間をかけても上記効果はそれほど向上せず、好ましくない。
【0017】
コードを屈曲させる方法は、図1のように2つのローラー間を往復させる、または図2のように複数のローラーを並べ、連続的に屈曲させる方法など考えられる。接着性向上の効果は屈曲回数が多いほど高く、屈曲と次の屈曲との間の距離には依存しないため、図1、2のどちらの方法でも構わないが、図2のほうが効率的に接着性を向上させることができる。
【0018】
上記方法において使用するローラーの直径は1〜50cmが好ましい。該直径は、コードを効率よく屈曲させる上では小さいほど良いが、生産においては大量のコードを一度に処理するため、直径が1cm未満ではローラーの強度に問題が出る可能性がある。一方、該直径が50cmを超えるとコードの屈曲効果が弱く、ゴムとの接着性があまり向上しない傾向にある。
【0019】
また、本発明においては上記のようにローラーを用いる方法のほかにも図3のように角張ったエッジを有する屈曲具を使用してコードを屈曲させることも可能である。ただし、この場合、屈曲回数を増やしたり、高いコードテンションをかけたりすると、コードが疲労し、さらには破断を起こしやすいため注意が必要である。上記屈曲具のエッジの角度は、10度〜120度が好ましい。なお、エッジの先端は面取りされ、たとえば、1mm以下の曲率で丸く加工されていてもよい。
【0020】
本発明において、図1または2のようにローラーを用いてコードを屈曲させる場合、「屈曲」とは、少なくとも該ローラーにコードが接触角120度以上で接触し屈曲していることをいい、コードがローラーに接触して屈曲し通過する回数を屈曲回数1回とカウントする。例えば、図1では、コードは上ローラー及び下ローラーをそれぞれ半周し接触角180度で屈曲しており、両ローラーを通過することで、屈曲回数は2回となる。また、図3のように、角張ったエッジを有する屈曲具を用いる場合は、「屈曲」はコードが該屈曲具の先端部に接触し、該先端部においてコードのなす角度が180度未満となっていることをいい、該先端部にコードが接触して通過する回数を屈曲回数1回とカウントする。図3では、コードが、3回上記屈曲具の先端部に接触し180度未満の角度で屈曲して通過しており、屈曲回数は3回である。
【0021】
前記第一処理剤に含まれる接着補助剤としては、分子中に塩素を含有するポリエポキシド化合物が好ましい。また、該ポリエポキシド化合物としては、ポリエポキシド化合物の内、エチレングリコール、グリセロール、ソルビトール、ペンタエリスリトール、ポリエチレングリコールなどの脂肪族多官能アルコールや、レゾルシン、ビス(4−ヒドロキシフェニル)ジメチルメタン、フェノール・ホルムアルデヒド樹脂、レゾルシン・ホルムアルデヒド樹脂等の多価フェノール類とエピクロルヒドリンの如き塩素含有エポキシド類との反応生成物が例示される。これらのうち、特にエチレングリコール、グリセロール、ソルビトール、ペンタエリスリトール、ポリエチレングリコール等の脂肪族多価アルコール類とエピクロルヒドリンとの反応生成物、即ち多価アルコールのポリグリシジルエーテル化合物が優れた性能を発現するので好ましい。
【0022】
前記ポリエポキシド化合物として、エポキシ当量が200g/eq以下であり、全塩素量が10%以上であることが好ましい。エポキシ当量が200g/eqを超える場合、分子中の反応性が低いために十分な架橋構造を形成できず、高い接着性を発現することができない傾向にある。全塩素量が10%未満である場合、ポリエポキシド化合物の繊維に対する熱拡散能が十分でなく、高い接着性を発現することができない傾向にある。
【0023】
前記ポリエポキシド化合物は通常水溶液又は乳化液として使用される。乳化液又は分散するには、例えば該ポリエポキシド化合物をそのままあるいは必要に応じて少量の溶媒に溶解したものを、公知の乳化剤、例えばアルキルベンゼンスルホン酸ソーダ、ジオクチルスルホサクシネートナトリウム塩、ノニルフェノールエチレンオキサイド付加物等を用いて乳化又は分散すればよい。
【0024】
本発明では、このように第一処理剤で処理した後に、さらに、接着剤を含む第二処理剤を付与する。該接着剤としては、レゾルシン・ホルマリン・ゴムラテックス(RFL)が好ましく例示される。また、前述したように第一処理剤に、分子中に塩素を含有するポリエポキシド化合物が含まれている場合は、第二処理剤に、該ポリエポキシド化合物の架橋触媒を含有させることが好ましい。
【0025】
上記のポリエポキシド化合物の架橋触媒としては、アミン、エチレン尿素、ブロックポリイソシアネート化合物などが例示されるが、処理剤の経時安定性、環境への影響などを踏まえ、ブロックドポリイソシアネート化合物が好ましく用いられる。
【0026】
第二処理剤に、前記エポキシド化合物の架橋触媒、特にブロックドポリイソシアネート化合物を添加する場合、その添加量は、RFLに対して0.5〜40重量%が好ましく、10〜30重量%がより好ましい。該添加量が、上記範囲を下回ると前記ポリエポキシド化合物の架橋反応を促進することができなくなるだけでなく、RFLの凝集エネルギーを十分なレベルに向上させることができなくなり、良好な接着性が得られない傾向にある。また、該添加量が上記範囲を超えると、第二処理剤のゴムに対する相容性が低下し、ゴムとの接着性が低下すると共に、処理後のコードが硬くなり、強力及び疲労性が低下するおそれがあり好ましくない。
【0027】
また、上記RFLとしては、レゾルシンとホルムアルデヒドのモル比が、好ましくは1:0.8〜1:5の範囲にあるものが使用され、より好ましくは1:1〜1:4の範囲のものが用いられる。該ホルムアルデヒドの添加量が少なすぎるとレゾルシン・ホルマリンの縮合物の架橋密度が低下すると共に分子量の低下を招くため、接着剤層凝集力が低下することにより接着性が低下するおそれがあり、また、該ホルムアルデヒドの添加量が多すぎると架橋密度上昇によりレゾルシン・ホルマリン縮合物が硬くなり、被着体ゴムとの共加硫時にRFLとゴムとの相溶化が阻害され、接着性が低下すると共に処理後の繊維が著しく硬くなり、強力及び疲労性が低下する問題が出てくるので好ましくない。
【0028】
上記RFLにおいて、レゾルシン・ホルマリンとゴムラテックスとの配合比率は、前記エポキシド化合物の架橋触媒などを添加する場合はその添加割合によって変化するが、固形分量比で、レゾルシン・ホルマリン:ゴムラテックスが1:3〜1:16の範囲にあるものが使用され、特に、1:4〜1:10の範囲にあるものが好ましく使用される。該ゴムラテックスの比率が少なすぎると処理されたポリエステル繊維が硬くなって耐疲労性が低下しやすくなり、また、被着体であるゴムとの共加硫が不十分となり、接着性が低くなるおそれがあり、逆に、該ゴムラテックスの比率が多すぎると接着剤皮膜として充分な強度を得ることができないため、満足な接着性やゴム付着率が得られないおそれがあるだけで無く、処理コードの粘着性が著しく高くなりディップ処理工程の汚れや、製品製造工程での汚れの原因となり、好ましくない。
【0029】
このようにレゾルシン・ホルマリン・ゴムラテックス(RFL)や、前記ポリエポキシド化合物の架橋触媒などを含有する第二処理剤においては、総固形分濃度が、1〜30重量%の範囲にあるものが例示され、好ましくは、10〜25重量%となるようにして使用することができる。第二処理剤の総固形分濃度が、前記の範囲よりも低い場合には、接着剤表面張力が増加し、繊維表面に対する均一付着性が低下すると共に、固形分付着量が低下することにより接着性が低下し、逆に、該総固形分濃度が前記の範囲よりも高い場合には、処理剤の粘度が高くなるため、固形分付着量が多くなりすぎ、ディップ処理工程や製品の製造工程において汚れの原因になるだけでなく、処理コードが硬くなり、耐疲労性が低下しやすい。
【0030】
また、かかる第二処理剤の該ポリエステル繊維に対する固形分付着量は、0.1〜10重量%の範囲が例示され、好ましくは、1.0〜5.0重量%の範囲にあるものがよい。該コードに対する固形分付着量を制御するためには、前記と同様に、圧接ローラーによる絞り、スクレーパー等によるかき落とし、空気吹きつけによる吹き飛ばし、吸引、ビーターの手段により行うことができ、付着量を多くするためには複数回付着させてもよい。
【0031】
本発明では、このような第二処理剤でコードを処理した後、50℃以上で、かつコードを構成する繊維の融点より10℃以上低い温度の範囲、好ましくは220〜270℃の温度範囲で、好ましくは0.5〜5分間、より好ましくは1〜3分間乾燥・熱処理する。この乾燥・熱処理温度が、低すぎるとゴム類との接着が不十分となりやすく、また、該乾燥・熱処理温度が高すぎると繊維が溶融、融着するなどにより、著しく強度低下を起こしやすくなる。
【実施例】
【0032】
以下、実施例により本発明をさらに詳細に説明する。なお、実施例における特性の測定は、下記の測定法で行った。
【0033】
(1)初期ならびに耐熱剥離接着力
処理コードとゴムとの接着力を示すものである。0.5mm厚の天然ゴムを主成分とするカーカス配合の未加硫ゴムシート1の上に、コードを30本/inchで引き揃え、これを上記と同様の未加硫ゴムシート2で挟みつけ、該未加硫ゴムシート2の上に上記コードに直行するようコードを30本/inchで引き揃え、さらにこれを該未加硫ゴムシート3で挟み込み、下からゴムシート1、コード、ゴムシート2、該コードを直行するよう配列したコード、ゴムシート3の順で積層した。上記の積層シートを、150℃の温度で30分間、50Kg/cm2のプレス圧力(条件A)、又は、180℃の温度で40分間、50Kg/cm2のプレス圧力(条件B)で加硫し、1枚の積層シートを作成した。この際、ゴムシート1と2間に配列するコードの配列方向と平行する側の積層シートの一方の端は、コードを入れず、また両シートをそこから剥離できるよう両シートを接合しなかった。次いで、この積層シートから、シート1とシート2間のコードの配向方向が短辺となるように、短辺35mm、長辺100mmの短冊状のサンプルを切り出した。さらに短冊サンプルにおいて、短辺の両端から5mmに長辺に対して平行に、シート2及びシート3の厚みまで切り込みを入れた後、シート2とシート1を短辺中央部の25mmの幅(短辺35mmのおいて両端5mmを残した短辺中央部25mmの幅)で長辺方向に50mm剥離した。なお、シート2は、コードの配列方向に対して直行する方向に剥離され、コードはシート1に残る。接着力は、シート2を、シート1に対して90度の方向へ200mm/分の速度で剥離するのに要した力をN/inchで示したものである。条件Aで加硫して得られたサンプルの接着力を「初期剥離接着力」、条件Bで加硫して得られたサンプルの接着力を「耐熱剥離接着力」とした。
【0034】
(2)高温剥離接着力
上記(1)の初期接着力測定用に作成したサンプルについて、測定雰囲気温度のみを150℃に変更した以外は上記(1)と同様の測定条件にて接着力の測定を行い、「高温剥離接着力」とした。
【0035】
[実施例1]
エポキシ当量が173g/eqであり、100%の粘度が5000であり、且つ全塩素量が10.1%であるソルビトール系ポリエポキシド化合物(ナガセケムテックス EX614B)、及び、エポキシ当量が144g/eqであり、100%の粘度が170であり、且つ全塩素量が11.5%であるグリセロール系ポリエポキシド化合物(ナガセケムテックスEX314)、2−エチル−ヘキシルスルホ琥珀酸ナトリウムをそれぞれ固形分で60重量%、25重量%、15重量%の割合で混合した、総固形分量5重量%の配合液を得、これを第一処理剤(1)とした。
レゾルシン/ホルマリン(R/F)のモル比が1/0.6、固形分濃度が65重量%である初期縮合物をアルカリ条件下溶解し9重量%水溶液とする。これを、41%ビニルピリジン・スチレン・ブタジエンターボリマーラテックス(日本エイアンドエル製 Pyratex)と水を上記9%レゾルシン・ホルマリン水溶液57重量部に対し、それぞれ99重量部、104重量部添加する。この液にホルマリン3重量部、33重量%アセトキシムブロックドジフエニルメタンジイソシアネート分散体(明成化学工業製 DM6011)を30重量部添加し、48時間熟成した固形分濃度20重量%の配合液を得、これを第二処理剤とした。
【0036】
固有粘度が0.95のポリエチレンテレフタレート(PET)からなる1670dtex/384フィラメントのマルチフィラメント糸(帝人ファイバー株式会社製「テトロン」)を使用し、該マルチフィラメント糸に40T/10cmで下撚りを施し、これを2本合わせて40T/cmで上撚りを施して3340dtex/768フィラメントのコード(1)を得た。
該コードをコンビュートリーター処理機(CAリッツラー株式会社製 タイヤコード処理機)を用いて、前記の第一処理剤(1)を入れた浴槽に浸漬した後に、130℃の温度で2分間乾燥し、引続いて、240℃の温度で1分間の熱処理を行い、続いて、第二処理剤を入れた浴槽に浸漬しながら、図1のように直径1cmのローラーを2本用い、各ローラーへ接触角がそれぞれ180度となるようにコードをかけ、一方のローラーにコードが接触し屈曲しているのを屈曲回数1回とカウントし、30秒間で42回屈曲させた後に、170℃の温度で2分間乾燥し、引続いて、240℃の温度で1分間の熱処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0037】
[実施例2]
第二処理剤を付与する際のコードの屈曲の時間及び回数を、30秒間で42回から、15秒間で21回に変更した以外は実施例1と同様の処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0038】
[実施例3]
第二処理剤を付与する際のコードの屈曲の時間及び回数を、30秒間で42回から、60秒間で84回に変更した以外は実施例1と同様の処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0039】
[実施例4]
ソルビトール系ポリエポキシド化合物(ナガセケムテックス EX614B)、総固形分量1.7重量%の配合液を得、これを第一処理剤(2)とした。第一処理剤(1)に代えて、この第一処理剤(2)を用いた以外は実施例1と同様の処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0040】
[比較例1]
第二処理剤を付与する際、コードに屈曲処理を行わなかった以外は実施例1と同様の処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0041】
[比較例2]
第二処理剤を付与する際、コードに屈曲処理を行わなかった以外は実施例4と同様の処理を行い、ゴム補強用処理コードを得た。結果を表1に示す。
【0042】
【表1】
【産業上の利用可能性】
【0043】
本発明によれば、ゴムとの接着性が格段に向上したゴム補強用処理コードを安定して製造することができ、また、本発明により得られる処理コードは、タイヤ、ベルト、ホース等の各種用途に幅広く用いることができる。
【符号の説明】
【0044】
1 コード
2 ローラー
3 エッジを有する屈曲具
【特許請求の範囲】
【請求項1】
合成繊維からなるコードに、接着補助剤を含む第一処理剤を付与した後、接着剤を含む第二処理剤を付与するゴム補強用処理コードを製造する方法であって、接着剤を含む第二処理剤を付与する際に、該コードを10回以上屈曲させることを特徴とするゴム補強用処理コードの製造方法。
【請求項2】
コードの屈曲を、直径が1〜50cmのローラーにより行う請求項1記載のゴム補強用処理コードの製造方法。
【請求項3】
接着補助剤が、分子中に塩素を含有するポリエポキシド化合物であり、接着剤が、レゾルシン・ホルマリン・ゴムラテックスである請求項1記載のゴム補強用処理コードの製造方法。
【請求項4】
分子中に塩素を含有するポリエポキシド化合物において、エポキシ当量が200g/eq以下であり、全塩素量が10%以上である請求項3記載のゴム補強用処理コードの製造方法。
【請求項1】
合成繊維からなるコードに、接着補助剤を含む第一処理剤を付与した後、接着剤を含む第二処理剤を付与するゴム補強用処理コードを製造する方法であって、接着剤を含む第二処理剤を付与する際に、該コードを10回以上屈曲させることを特徴とするゴム補強用処理コードの製造方法。
【請求項2】
コードの屈曲を、直径が1〜50cmのローラーにより行う請求項1記載のゴム補強用処理コードの製造方法。
【請求項3】
接着補助剤が、分子中に塩素を含有するポリエポキシド化合物であり、接着剤が、レゾルシン・ホルマリン・ゴムラテックスである請求項1記載のゴム補強用処理コードの製造方法。
【請求項4】
分子中に塩素を含有するポリエポキシド化合物において、エポキシ当量が200g/eq以下であり、全塩素量が10%以上である請求項3記載のゴム補強用処理コードの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−252246(P2011−252246A)
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願番号】特願2010−125845(P2010−125845)
【出願日】平成22年6月1日(2010.6.1)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願日】平成22年6月1日(2010.6.1)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]