
ゴム補強用炭素繊維コードの製造方法
【課題】ゴムとの接着性が良好であり、ゴム付着性に優れたゴム補強用コードの製造方法を提供すること。
【解決手段】炭素繊維束を、レゾルシン・ホルマリン・ゴムラテックスおよびベンゼン環を複数個有するクロロフェノール化合物を含有する接着剤にて処理することを特徴とするゴム補強用炭素繊維コードの製造方法。さらには、炭素繊維束が、酸変性スチレン系熱可塑性エラストマー樹脂を主とする前処理剤を付着したものであることが好ましく、酸変性がマレイン酸変性であることや、スチレン系熱可塑性エラストマー樹脂が、スチレン末端エチレン−ブチレン共重合体樹脂であること、前処理剤が水添テルペン樹脂、βピネン樹脂、テルペン樹脂等の粘着性樹脂を含むものであることが好ましい。
【解決手段】炭素繊維束を、レゾルシン・ホルマリン・ゴムラテックスおよびベンゼン環を複数個有するクロロフェノール化合物を含有する接着剤にて処理することを特徴とするゴム補強用炭素繊維コードの製造方法。さらには、炭素繊維束が、酸変性スチレン系熱可塑性エラストマー樹脂を主とする前処理剤を付着したものであることが好ましく、酸変性がマレイン酸変性であることや、スチレン系熱可塑性エラストマー樹脂が、スチレン末端エチレン−ブチレン共重合体樹脂であること、前処理剤が水添テルペン樹脂、βピネン樹脂、テルペン樹脂等の粘着性樹脂を含むものであることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ゴム補強用炭素繊維コード及びその製造方法に関するものであり、詳しくはベルト、ホース等の産業資材に好適に使用できるゴム補強用炭素繊維コードの製造方法に関する。
【背景技術】
【0002】
従来、ゴム補強用コードにより補強された繊維強化ゴム材料はベルト、ホース等の産業資材に使用されている。これらのゴム材料には、これまでは補強用コードとしてナイロン繊維やポリエステル繊維等の有機繊維が広く一般に用いられている。
【0003】
この強化繊維には、引張強度、引張弾性率、耐熱性、耐水性、耐疲労性等の特性が要求される。中でもゴム材料は外力等による変形が大きいために耐久性を持たせるためには、繊維コードとゴムとの間の接着性が重要視されている。
【0004】
これら有機繊維に対し、炭素繊維は、引張強度、引張弾性率、耐熱性、耐水性が良好なことから、炭素繊維を用いた繊維強化ゴム材料は、寸法安定性、耐候性等に優れる。しかし、炭素繊維は単繊維同士の擦過によるコードの切断、コードとゴムとの界面剥離が生じやすく、耐疲労性に劣るといった問題があった。さらに炭素繊維コードとゴムとの間の接着性が十分でないと、コード表面の炭素繊維がゴムとの擦過によって破断しやすくなり、繊維強化ゴム材料として十分な耐疲労性が得られないという問題があった。
【0005】
こうした問題を解決する試みとして、特許文献1には、エポキシ化合物及びイソシアネート化合物、あるいはそれらの反応物とウレタン樹脂とを付着させた炭素繊維束からなるゴム補強用コードが提案されている。
【0006】
しかしながら、上記のゴム補強用コードによっても、ベルト、ホース等の用途に用いたとき、コードとゴムとの間の接着性が十分なものとはいえず、炭素繊維が使用されてなる繊維強化ゴム材料としての性能は、未だ十分ではない。
【特許文献1】特開2006−214043号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、ゴムとの接着性が良好であり、ゴム付着性に優れたゴム補強用コードの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明のゴム補強用炭素繊維コードの製造方法は、炭素繊維束を、レゾルシン・ホルマリン・ゴムラテックスおよびベンゼン環を複数個有するクロロフェノール化合物を含有する接着剤にて処理することを特徴とする。
【0009】
さらには、炭素繊維束が、酸変性スチレン系熱可塑性エラストマー樹脂を主とする前処理剤を付着したものであることや、レゾルシン・ホルマリン・ゴムラテックス中のゴムラテックスが、水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、クロロプレンゴムラテックスの群から選ばれるいずれか一つ以上のゴムラテックスであることが好ましい。また炭素繊維コードが下記式(1)で示される範囲の片撚りであることが好ましい。
1.5≦TC≦3.5 式(1)
但し、TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(T/m)
D:1本または複数本の炭素繊維束の繊束(dtex)
【0010】
この撚りについては、接着剤にて処理を行う際に炭素繊維束が撚り有するものであることが好ましく、前処理剤を付着させる場合には、前処理剤が付着した炭素繊維が実質的に無撚りであり、その後撚りを掛けるかまたは掛けないものであることが好ましい。
【0011】
また前処理剤を用いる場合には、酸変性がマレイン酸変性であることや、スチレン系熱可塑性エラストマー樹脂が、スチレン末端エチレン−ブチレン共重合体樹脂であること、前処理剤が粘着性樹脂を含むものであることが好ましい。さらに前処理剤が粘着性樹脂を含む場合には、その成分として水添テルペン樹脂、βピネン樹脂、テルペン樹脂のいずれか一つ以上を含むことが好ましい。
【発明の効果】
【0012】
本発明によれば、ゴムとの接着性が良好であり、ゴム付着性に優れたゴム補強用コードの製造方法が提供される。
【発明を実施するための最良の形態】
【0013】
本発明のゴム補強用炭素繊維コードの製造方法は、炭素繊維束を、レゾルシン・ホルマリン・ゴムラテックスおよびベンゼン環を複数個有するクロロフェノール化合物を含有する接着剤にて処理する方法である。
【0014】
ここで本発明にて用いられる炭素繊維束としては、フィラメントが集合して束状の糸条になっているものであり、束を構成するフィラメント数としては500〜50000フィラメントであることが好ましく、さらには3000〜12000フィラメントであることが好ましい。フィラメント数が少なすぎる場合には1フィラメントにかかる力が集中し、逆に多すぎる場合には繊維束内での力の分布が不均一になるため、接着性や疲労性が低下する傾向にある。繊維束を構成する1本の繊維の直径としては1〜20μm、特には5〜10μmの範囲であることが好ましい。
【0015】
また本発明の製造方法で得られる炭素繊維コードは、下記式(1)で示される範囲の片撚りであることが好ましい。撚りを加えることによりゴム構造体中での糸条を構成する各単糸にかかる力が分散され、疲労性が向上するからである。式(1)の撚係数が1.5より小さい場合には、炭素繊維コードの耐疲労性は不十分となる傾向にある。逆に、式(1)の撚係数が3.5より大きい場合には、引張弾性率が低い値となる傾向にあり、強力も低下する傾向にある。そのような観点から、式(1)におけるより好ましい撚係数の範囲は2以上3以下であることである。
1.5≦TC≦3.5 式(1)
但し、TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(T/m)
D:1本または複数本の炭素繊維束の繊束(dtex)
【0016】
また処理を行う前の炭素繊維束においては、その炭素繊維表面の酸素量が多い方が接着剤等の処理剤の炭素繊維に対する濡れ性が向上し、ひいてはゴムに対する炭素繊維の接着性および耐疲労性も向上するために好ましい。X線電子分光法により測定された表面酸素濃度をO/Cとした場合、好ましい酸素量はO/C≧0.05であり、より好ましくはO/C≧0.1である。ここで、表面酸素濃度を0.05以上にするには、公知の気相または液相による表面処理を行うことにより得ることが可能である。
【0017】
また接着剤等の処理剤を十分に炭素繊維束に含浸させるためには、炭素繊維束の総繊度はあまり大きくない方が好ましい。好ましい炭素繊維束の総繊度としては、12,000dtex以下であり、さらに好ましくは6,000dtex以下、特に好ましくは1,000〜3,000dtexの範囲である。
【0018】
本発明の製造方法は、このような炭素繊維束を、レゾルシン・ホルマリン・ゴムラテックスおよびベンゼン環を複数個有するクロロフェノール化合物を含有する接着剤にて処理する方法である。
【0019】
本発明で用いられるレゾルシン・ホルマリン・ゴムラテックス(RFL)は、レゾルシンとホルマリンとをアルカリまたは酸性触媒下で反応させて得られる初期縮合物(RF)とゴムラテックスの混合物であり、レゾルシン、ホルマリン、およびゴムラテックスの配合比率については特段の制限はない。通常は、レゾルシンとホルマリンのモル比は1:0.1〜1:8、好ましくは1:0.5〜1:5で使用される。またRFの使用量は、後述するベンゼン環を複数個有するクロロフェノール化合物(以下「特殊クロロフェノール化合物」とする)の使用量によっても変わるが、通常はRFと特殊クロロフェノール化合物の合計量とゴムラテックスが、固形分重量比で10:1〜10:1、好ましくは3:1〜1:3にあることが望ましい。
【0020】
なお、ここで用いられるゴムラテックスとしては、例えば水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、スチレン−ブタジエンゴムラテックス、ビニルピリジン−スチレン−ブタジエンゴムラテックス、クロロプレンゴムラテックス等があり、これらを単独または併用して使用する。より好ましくは、繊維強化ゴム材料のマトリックスゴムと同種のものであることが好ましく、特には水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、クロロプレンゴムラテックスの群から選ばれるいずれか一つ以上のゴムラテックスであることが好ましい。たとえば、マトリックスゴムとして水素化アクリロニトリル−ブタジエンゴムを使用する場合、本発明の製造方法におけるラテックス種類としては、水素添加アクリロニトリル−ブタジエンゴムラテックスを含有することが好ましく、特にはラテックス中の水素添加アクリロニトリルブタジエンゴムラテックスの固形分重量比率が50重量%以上あることが、より好ましい。
【0021】
本発明の製造方法にて用いられる特殊クロロフェノール化合物とは、クロルフェノール類、好ましくはパラクロロフェノールとレゾルシンとをホルムアルデヒドと共縮合したクロロフェノール・レゾルシン・フォルマリン共縮合物であり、ベンゼン環を複数個有することをその特徴とするものである。なかでも下記構造式で表される、3核体(I)、5核体(II)、7核体(III)を主成分とするものや、さらには8核体以上のものを主とするクロロフェノール化合物であることが最も好ましい。またその固形分濃度としては、20重量%でpH10のアルカリ性水溶液の粘度が70〜150センチポイズの範囲内にあるものが好ましい。
【0022】
【化1】

【0023】
ベンゼン環を複数個有する特殊クロロフェノール化合物とレゾルシン・ホルマリン・ゴムラテックスの配合比率は、被着ゴムの配合により微妙に変化するが、一般的にはRFL/特殊クロロフェノール化合物が40/60〜80/20(固形分重量比)の範囲が適当である。また前述のRFと特殊クロロフェノール化合物の比は、通常前者/後者(固形分重量比)が10/1〜1/10の範囲が適当である。
【0024】
上記レゾルシン・ホルマリン・ゴムラテックス(RFL)、および、特殊クロロフェノール化合物を含む接着処理剤を、ゴム補強用炭素繊維コードへ付着せしめるには、ローラーとの接触もしくはノズルからの噴霧による塗布、または処理剤中への浸漬などの任意の方法を採用することができる。該繊維に対する固形分付着量を制御するために圧接ローラーによる絞り、スクレイパー等によるかき落とし、空気吹き付けによる吹き飛ばし、吸引、ビーターによる叩き等の手段を用いてもよい。コードに対する固形分付着量は、固形分として0.5〜20重量%、好ましくは5〜10重量%付着せしめるのが好適である。あまり少なすぎるとゴム接着性の向上効果が期待できず、逆に多すぎてもコードが硬くなる傾向にあり、疲労性には逆効果となる。
【0025】
また本発明の製造方法においては、接着性をさらに向上させる観点から、下記式(1)で表される片撚りを加えたのちに接着剤による処理を行うことが好ましい。
1.5≦TC≦3.5 式(1)
但し、TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(T/m)
D:1本または複数本の炭素繊維束の繊束(dtex)
【0026】
本発明において好ましい処理条件は、ゴム補強用炭素繊維コードを、RFLを含む処理剤で処理後、80〜180℃で0.5〜5分間、好ましくは1〜3分間乾燥し、ついで150〜260℃、好ましくは200〜230℃の温度で0.5〜5.0分間、好ましくは1〜3分間熱処理する条件である。
【0027】
また本発明では、ゴムとの接着性をさらに向上させるためRFL接着剤を付着させる前にあらかじめ炭素繊維束が酸変性スチレン系熱可塑性エラストマー樹脂を主とする前処理剤を付着したものであることが好ましい。さらにスチレン系熱可塑性エラストマー樹脂の酸変性としては、不飽和酸化合物をグラフト化して得られた酸変性スチレン系熱可塑性エラストマー樹脂であることが好ましい。不飽和酸化化合物の好ましい例としては、無水マレイン酸、マレイン酸、無水イタコン酸、イタコン酸、フマル酸、メタクリル酸、アクリル酸などを挙げることができる。中でもマレイン酸変性スチレン系熱可塑性エラストマー樹脂は好ましく、カルボキシル基を有するためゴムとの接着性をより向上させることが可能となる。
【0028】
またスチレン系熱可塑性エラストマー樹脂の基本骨格としては、スチレン末端エチレン−ブチレン共重合体樹脂であることが好ましい。より具体的には、スチレン−イソプレン−スチレン共重合体、スチレン−ブタジエン−スチレン共重合体、スチレン−エチレン−ブチレン−スチレン共重合体、スチレン−エチレン−エチレン−プロピレン−スチレン共重合体、スチレン−エチレン−プロピレン−スチレン共重合体エラストマーなどを挙げることができ、中でも、スチレンーエチレン−ブチレン−スチレン共重合体が好ましい。
【0029】
特にはスチレン系熱可塑性エラストマー樹脂が、スチレン、エチレン、ブチレンから構成され、該エラストマー樹脂におけるスチレン/(エチレン+ブチレン)モル比が5/95〜50/50であることが好ましい。さらには10/90〜30/70のモル比をとることがより好ましい。スチレンの比率が減少するとソフトセグメントの比が大きくなり、弾性率が低下するため、屈曲疲労性の向上率が減少する傾向にある。逆にスチレンの比率が増えすぎるとソフトセグメントの比が小さくなり、硬くなりすぎるため、同じく屈曲疲労性の向上率が減少する傾向にある。
【0030】
一般に、スチレン系熱可塑性エラストマー樹脂は、強度があるにもかかわらず柔軟な構造を有することから、ゴムのように弾力性に富む。そのため、炭素繊維束に対し、上記のようなスチレン系熱可塑性エラストマー樹脂を含む樹脂組成物をあらかじめ付着させることにより、ゴム繊維複合体を構成した場合の屈曲変形に対する繊維の耐疲労性が極めて良好になる。これはスチレン系熱可塑性エラストマー樹脂に靭性がありかつゴムに対する接着性の良好な樹脂であるため、通常の接着剤組成物のように工程内ローラー部にスカムが多量に付着することなく、炭素繊維コード物性を向上させることが可能となったからである。
【0031】
そこで本発明のさらに好ましい態様としては、スカムを大量に発生させない範囲であれば、本発明で用いられる前処理剤が、粘着性樹脂を含むものであることがさらに好ましい。粘着性がある樹脂を用いることにより、炭素繊維とゴムとの接着性をさらに向上させることができるのである。このような粘着性樹脂の具体例としては、特には水添テルペン樹脂、芳香族変性水添テルペン樹脂、テルペン樹脂、芳香族変性テルペン樹脂、テルペンフェノール樹脂、芳香族変性テルペンフェノール樹脂、αピネン樹脂、βピネン樹脂のいずれか、もしくはこれらの樹脂をベースに、他の樹脂を共重合させた樹脂が好ましい。中でも、水添テルペン樹脂、βピネン樹脂、テルペン樹脂のいずれか一つ以上を含む場合は特にRFL接着剤等のゴム繊維用接着剤との相溶性が良く、炭素繊維コードとゴムとの接着性をより向上させることが可能となる。上記樹脂組成物中における粘着性樹脂の配合量は、該樹脂組成物中に、通常20〜80重量%、好ましくは40〜60重量%程度である。
【0032】
本発明における前処理剤の好ましい付着量としては、上記炭素繊維束に、スチレン系熱可塑性エラストマー樹脂が、炭素繊維束100重量部に対して1〜50重量部付着するものであることが好ましい。さらには5〜20重量部付着していることが最適である。スチレン系熱可塑性エラストマー樹脂を含む前処理剤の付着量が少なすぎると、単繊維間同士の擦過を防ぐ効果が不十分になる傾向にある。逆に前処理剤の付着量が多すぎると、繊維コード径が大きくなるが、これによりゴム繊維構造体中での屈曲変形による応力が大きくなるため、構造が破壊されやすい傾向にある。
【0033】
本発明においては、炭素繊維束に上記のような前処理剤をあらかじめ接着剤処理を行う前に付着させることにより、屈曲変形に対する耐疲労性さらに良好にすることができる。
【0034】
また、本発明で用いられる前処理剤からなる樹脂組成物の破断強度は、0.5MPa以上、破断伸度が750%以上であることが好ましい。さらには前処理剤のフィルム被膜としたときの破断強度が0.5〜50MPaの範囲であることが、特には1〜10MPaの範囲であることが好ましい。また伸度としては750〜5000%であることが、特には1500〜3000%の範囲であることが好ましい。前処理剤の破断強度が低すぎる場合には、工程中などの炭素繊維同士の圧縮により、炭素繊維表面に付着した被膜が破壊される傾向にあり、屈曲疲労性の向上率が低下する傾向にある。この傾向は炭素繊維束に撚をかけたときに特に顕著である。また、破断強度が低すぎる場合、炭素繊維表面に付着した前処理剤からなる被膜の柔軟性が不足する傾向にあり、屈曲疲労性があまり向上しない傾向にある。
【0035】
またこのような前処理剤による処理の際には、スチレン系熱可塑性エラストマー樹脂を含む前処理剤用の処理液は、水に分散させた形態で使用することが一般的である。スチレン系熱可塑性エラストマー樹脂を含む前処理剤となる水分散液の作製方法には特に制限は無いが、例えば、(a)マレイン酸変性スチレン系熱可塑性エラストマーを主とする樹脂組成物を加熱下、界面活性剤、分散剤等を溶解した水性分散媒中に、撹拌等の手段により強制分散させて製造する方法、(b)水不溶性の有機溶剤に溶解したマレイン酸変性スチレン系熱可塑性エラストマーを、水性分散媒中で界面活性剤とともに、高剪断力で攪拌乳化した後、有機溶剤を除去するような後乳化法により製造する方法、等があげられる。これらの場合、水分散液中における上記樹脂組成物の固形分濃度は、通常、10〜60重量%、好ましくは20〜40重量%程度である。
【0036】
本発明のゴム補強用炭素繊維コードの製造方法では、このような前処理剤が付着した炭素繊維が実質的に無撚りであり、その後撚りを掛けるかまたは掛けないものであることが好ましい。前処理剤を処理する前の炭素繊維束が実質的に無撚の糸条であることにより、前処理剤が均一に付着し、さらに疲労性が向上する。また、炭素繊維束に前処理剤を処理した後に、該炭素繊維束からなる糸条を1本または複数本合糸し、撚りを加えることも好ましい態様である。撚りを加えることによりゴム構造体中での糸条を構成する各単糸にかかる力を分散させるために、疲労性が向上する。
【0037】
すなわち本発明のもっとも好ましい態様としては、実質的に無撚りである炭素繊維束に、酸変性したスチレン系熱可塑性エラストマー樹脂を主とする前処理剤を処理し、得られた炭素繊維束を1本にまたは複数本合糸した繊維束に対し、下記式(1)で示される範囲の撚を加えた後、レゾルシン・ホルマリン・ゴムラテックス(RFL)およびベンゼン環を複数個有する特殊クロロフェノール化合物を含有する接着剤にて処理するゴム補強用炭素繊維コードの製造方法を挙げることができる。
1.5≦TC≦3.5 式(1)
但し、TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(回/m)(T/m)
D:1本または複数本の炭素繊維束の繊束(dtex)
【0038】
より具体的な前処理剤が付着した炭素繊維束を得る方法としては、例えば炭素繊維束を酸変性したスチレン系熱可塑性エラストマー樹脂を主とする前処理剤用の処理液に浸漬した後、加熱乾燥炉を通過させ、乾燥させることにより製造することができる。また、酸変性したスチレン系熱可塑性エラストマー樹脂を主とする処理液は、炭素繊維のサイジング工程で、浸漬・乾燥させて製造することもできる。この際の乾燥・熱処理条件としては、温度が110〜270℃、好ましくは150〜220℃、処理時間が0.5〜10分、好ましくは1〜3分である。
【0039】
また前処理剤として、エポキシ化合物等を含む化合物を併用することも接着性向上のためには好ましい。ここで、好ましい化合物としては、エポキシ化合物、エポキシ化合物およびイソシアネート化合物、あるいは、それらの反応物が挙げられる。
【0040】
このような本発明の製造方法によって得られるゴム補強用炭素繊維コードとしては、炭素繊維束のモジュラス(弾性率)が100GPa以上であることが好ましく、より好ましくは230GPa以上、特には290GPa以上であることが好ましい。炭素繊維束のモジュラスの上限としては1000GPa以下であることが、さらには400GPa以下であることが通常の範囲である。炭素繊維束のモジュラスを高めることによって、該炭素繊維束で補強した繊維強化ゴム材料は寸法安定性が優れたものとなる。炭素繊維束の強度としては2000〜10000MPaであることが、さらには3000〜6000MPaの範囲であることが好ましく、また疲労性を向上させるためには破断時の伸度も重要で0.2〜3.0%であることが、さらには伸度が1.5〜2.5%であることが好ましい。
【0041】
このような本発明のゴム補強用炭素繊維コードは、高弾性率・高強度を有しながら、ゴムとの接着性が良く、屈曲変形に対する耐疲労性に優れ、特に単繊維同士の擦過によるコード破断が発生し難い繊維コードとなる。
そして本発明の製造方法によって得られたゴム補強用炭素繊維コードは、補強材として用いることにより物性の非常に優れた繊維強化ゴム材料を得ることが出来る。
【0042】
このような繊維強化ゴム材料に用いるゴムとしては、アクリルゴム、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリルーブタジエンゴム、イソプレンゴム、ウレタンゴム、エチレン−プロピレンゴム、クロロプレンゴム、シリコーンゴム、スチレン−ブタジエンゴム、多硫化ゴム、天然ゴム、ブタジエンゴム、フッ素ゴム等を挙げることができる。上記ゴムには、主成分のゴムの他に、材料の改質等のため、カーボンブラック、シリカ等の無機充填剤、クマロン樹脂、フェノール樹脂等の有機充填剤、ナフテン系オイル等の軟化剤が含まれていてもよい。
【0043】
このような繊維強化ゴム材料は、例えば、上記ゴム補強用コードを必要本数引き揃え、これをゴムで挟み込み、さらにプレス機で加圧、加熱して成形することができるものであり、得られた繊維強化ゴム材料は、屈曲変形などに対して優れた耐久性を発揮しその繊維強化ゴム材料の具体例としては、ベルト、ホースなどが挙げられる。
【実施例】
【0044】
以下、本発明を実施例によりさらに具体的に説明する。実施例に示す各物性は、次の方法により測定した。
【0045】
(1)炭素繊維束の強度及び弾性率
JIS R7601に準拠して測定した。
【0046】
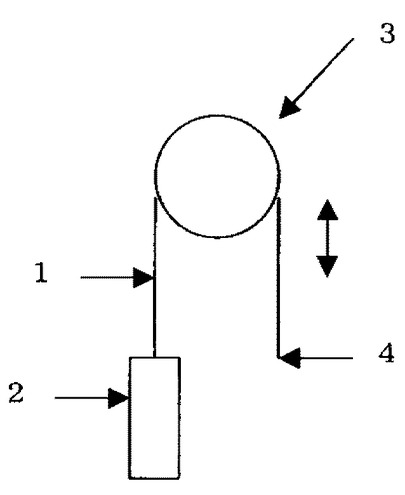
(2)耐疲労性(屈曲破断迄の回数)
図1に示すように、接着処理を行った撚糸コードの一端に1.0kgの荷重を取り付け、直径10mmのローラーに掛け渡し、他端をコードの長軸方向に振幅50mm、速度100回/分で振動させることにより、コードを繰り返し屈曲させ、破断するまでの回数を測定した。屈曲破断迄の回数が、2万回以上をA、1〜2万回をB、1万回未満をCとした。
【0047】
(3)接着性(剥離接着力)
25本のコードをゴムから剥離する際の接着力で評価した。評価用ゴムとしては、下記配合組成で作製したH−NBRゴムを使用した。剥離接着力が、150N以上をA、75〜150をB、75以下をCとした。また、剥離させたコードへのゴム付を評価した。
【0048】
(配合組成)
水素化アクリロニトリルーブタジエンゴム:100部
カーボンブラック:50部
酸化亜鉛:5部
可塑剤TOTM:5部
ステアリン酸:0.5部
抗酸化剤(ナウガード445):1.5部
老化防止剤(ノクラックMBZ):1部
シリカ:8部
【0049】
(4)フィルム被膜の強度及び伸度
JIS K6301に準拠して測定した。処理液を、室温で24時間、80℃で10時間、120℃で30分乾燥し、厚さ0.8−0.9mmの被膜を作製した。この被膜からサンプルを切り出し、引張試験機を用いて、フィルム被膜の強度、及び伸度を求めた。
【0050】
また、実施例ではコード及び繊維強化ゴム材料の製造に当たり、次に示す材料を用いた。
(a)炭素繊維束炭素繊維束(繊度4000dtex)“HTA−6K”(東邦テナックス(株)製)フィラメント数:6000本、単繊維直径7.0μm、引張強度:3920MPa、引張弾性率:235GPa、伸度:1.7%
【0051】
(b)前処理剤用スチレン系処理剤
マレイン酸変性スチレンーエチレン−ブチレン−スチレン共重合体樹脂:βピネン樹脂=5:5の水分散液、フィルム被膜の破断強度13.7MPa、破断伸度1640%
注)なお、上記マレイン酸変性スチレンーエチレン−ブチレン−スチレン共重合体樹脂のS/EB(スチレン/(エチレン+ブチレン))の比率は、20/80であった。
【0052】
(c)特殊クロロフェノール含有RFL接着剤
下記の剤を用いた。
・ レゾルシン(キシダ化学(株)製)
・ ホルマリン(キシダ化学(株)製)
・水素添加アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス“ZLX−B”(日本ゼオン(株)製)
・ ベンゼン環を複数個有する特殊クロロフェノール“デナボンドAL”(ナガセケムテックス(株)製)
・アクリロニトリルーブタジエン共重合体ラテックス“ニッポール1562”(日本ゼオン(株)製)
【0053】
(接着剤c−1)
上記のレゾルシン・ホルマリン:水素添加アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス:特殊クロロフェノール=1:5:4の重量割合で混合し水で希釈して、特殊クロロフェノール含有RFL接着剤c−1とした。
【0054】
(接着剤c−2)
上記のレゾルシン・ホルマリン:水素添加アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス・アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス:特殊クロロフェノール=1:5:4の重量割合で混合し水で希釈して、特殊クロロフェノール含有RFL接着剤c−2とした。
【0055】
(接着剤c−3)
上記のレゾルシン・ホルマリン:アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス:特殊クロロフェノール=1:5:4の重量割合で混合し水で希釈して、特殊クロロフェノール含有RFL接着剤c−3とした。
【0056】
(d)特殊クロロフェノールを含有しないRFL接着剤
(接着剤d)
下記のスミカノール700S:2518FS:ニッポールLX−112=7:65:28の重量割合で混合し水で希釈して、RFL接着剤(d)とした。
・レゾルシン−ホルマリン縮合体 “スミカノール700S”(住友化学(株)製)
・ビニルピリジン−スチレン−ブタジエンゴムラテックス“ニッポール2518FS”(日本ゼオン(株)製)
・スチレン−ブタジエンゴムラテックス“ニッポールLX−112”(日本ゼオン(株)製)
【0057】
[実施例1]
炭素繊維束を速度10m/分で搬送し、無撚りの状態で、(b)スチレン系処理剤を純水で希釈した水分散液(濃度:10重量%)に浸漬し、温度190℃の加熱炉内を100秒通過させ、水分を除去した。一定長さ当たりの炭素繊維重量を予め測定しておき、処理液含浸後の同一長さのコード重量を測定することで、差分から、酸変性したスチレン系熱可塑性エラストマー樹脂を含む樹脂組成物の付着量を測定した。得られた炭素繊維束をリング撚糸機で8(T/10cm)の条件で、上撚りをかけた。次に得られたコードを、特殊クロロフェノール含有RFL接着剤処理液(c−1)(RFL接着剤の割合が10重量%)に浸漬し、150℃加熱炉内を2分通過させて水分を除去し、その後200℃の加熱炉内を1分かけて熱処理し、ゴム補強用炭素繊維コードを作製した。RFL接着剤の付着量は炭素繊維束100重量%に対して7重量部であった。結果を表1に示す。
【0058】
[実施例2]
特殊クロロフェノール含有RFL接着剤として処理液(c―2)を使用する以外は、実施例1と同様に処理した。結果を表1に併せて示す。
【0059】
[実施例3]
特殊クロロフェノール含有RFL接着剤として処理液(c―3)を使用する以外は、実施例1と同様に処理した。結果を表1に併せて示す。
【0060】
[実施例4]
撚数を8(T/10cm)から10(T/10cm)にする以外は、実施例1と同様に処理した。結果を表1に併せて示す。
【0061】
[実施例5]
実施例1において、前処理剤である(b)スチレン系処理剤を使用しなかった以外は実施例1と同様に処理した。結果を表1に併せて示す。
【0062】
[比較例1]
実施例1のRFL接着剤処理液(c−1)から特殊クロロフェノールを抜いた配合を用いた以外は、実施例1と同様に処理した。結果を表1に併せて示す。
【0063】
[比較例2]
特殊クロロフェノール含有しないRFL接着剤処理液(d)を使用した以外は、実施例1と同様に処理した。結果を表1に併せて示す。
【0064】
【表1】
【図面の簡単な説明】
【0065】
【図1】耐疲労性を測定すらための装置の該略図である。
【符号の説明】
【0066】
1、撚糸コード
2、荷重
3、ローラー
4、振動させる他端
【技術分野】
【0001】
本発明は、ゴム補強用炭素繊維コード及びその製造方法に関するものであり、詳しくはベルト、ホース等の産業資材に好適に使用できるゴム補強用炭素繊維コードの製造方法に関する。
【背景技術】
【0002】
従来、ゴム補強用コードにより補強された繊維強化ゴム材料はベルト、ホース等の産業資材に使用されている。これらのゴム材料には、これまでは補強用コードとしてナイロン繊維やポリエステル繊維等の有機繊維が広く一般に用いられている。
【0003】
この強化繊維には、引張強度、引張弾性率、耐熱性、耐水性、耐疲労性等の特性が要求される。中でもゴム材料は外力等による変形が大きいために耐久性を持たせるためには、繊維コードとゴムとの間の接着性が重要視されている。
【0004】
これら有機繊維に対し、炭素繊維は、引張強度、引張弾性率、耐熱性、耐水性が良好なことから、炭素繊維を用いた繊維強化ゴム材料は、寸法安定性、耐候性等に優れる。しかし、炭素繊維は単繊維同士の擦過によるコードの切断、コードとゴムとの界面剥離が生じやすく、耐疲労性に劣るといった問題があった。さらに炭素繊維コードとゴムとの間の接着性が十分でないと、コード表面の炭素繊維がゴムとの擦過によって破断しやすくなり、繊維強化ゴム材料として十分な耐疲労性が得られないという問題があった。
【0005】
こうした問題を解決する試みとして、特許文献1には、エポキシ化合物及びイソシアネート化合物、あるいはそれらの反応物とウレタン樹脂とを付着させた炭素繊維束からなるゴム補強用コードが提案されている。
【0006】
しかしながら、上記のゴム補強用コードによっても、ベルト、ホース等の用途に用いたとき、コードとゴムとの間の接着性が十分なものとはいえず、炭素繊維が使用されてなる繊維強化ゴム材料としての性能は、未だ十分ではない。
【特許文献1】特開2006−214043号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、ゴムとの接着性が良好であり、ゴム付着性に優れたゴム補強用コードの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明のゴム補強用炭素繊維コードの製造方法は、炭素繊維束を、レゾルシン・ホルマリン・ゴムラテックスおよびベンゼン環を複数個有するクロロフェノール化合物を含有する接着剤にて処理することを特徴とする。
【0009】
さらには、炭素繊維束が、酸変性スチレン系熱可塑性エラストマー樹脂を主とする前処理剤を付着したものであることや、レゾルシン・ホルマリン・ゴムラテックス中のゴムラテックスが、水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、クロロプレンゴムラテックスの群から選ばれるいずれか一つ以上のゴムラテックスであることが好ましい。また炭素繊維コードが下記式(1)で示される範囲の片撚りであることが好ましい。
1.5≦TC≦3.5 式(1)
但し、TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(T/m)
D:1本または複数本の炭素繊維束の繊束(dtex)
【0010】
この撚りについては、接着剤にて処理を行う際に炭素繊維束が撚り有するものであることが好ましく、前処理剤を付着させる場合には、前処理剤が付着した炭素繊維が実質的に無撚りであり、その後撚りを掛けるかまたは掛けないものであることが好ましい。
【0011】
また前処理剤を用いる場合には、酸変性がマレイン酸変性であることや、スチレン系熱可塑性エラストマー樹脂が、スチレン末端エチレン−ブチレン共重合体樹脂であること、前処理剤が粘着性樹脂を含むものであることが好ましい。さらに前処理剤が粘着性樹脂を含む場合には、その成分として水添テルペン樹脂、βピネン樹脂、テルペン樹脂のいずれか一つ以上を含むことが好ましい。
【発明の効果】
【0012】
本発明によれば、ゴムとの接着性が良好であり、ゴム付着性に優れたゴム補強用コードの製造方法が提供される。
【発明を実施するための最良の形態】
【0013】
本発明のゴム補強用炭素繊維コードの製造方法は、炭素繊維束を、レゾルシン・ホルマリン・ゴムラテックスおよびベンゼン環を複数個有するクロロフェノール化合物を含有する接着剤にて処理する方法である。
【0014】
ここで本発明にて用いられる炭素繊維束としては、フィラメントが集合して束状の糸条になっているものであり、束を構成するフィラメント数としては500〜50000フィラメントであることが好ましく、さらには3000〜12000フィラメントであることが好ましい。フィラメント数が少なすぎる場合には1フィラメントにかかる力が集中し、逆に多すぎる場合には繊維束内での力の分布が不均一になるため、接着性や疲労性が低下する傾向にある。繊維束を構成する1本の繊維の直径としては1〜20μm、特には5〜10μmの範囲であることが好ましい。
【0015】
また本発明の製造方法で得られる炭素繊維コードは、下記式(1)で示される範囲の片撚りであることが好ましい。撚りを加えることによりゴム構造体中での糸条を構成する各単糸にかかる力が分散され、疲労性が向上するからである。式(1)の撚係数が1.5より小さい場合には、炭素繊維コードの耐疲労性は不十分となる傾向にある。逆に、式(1)の撚係数が3.5より大きい場合には、引張弾性率が低い値となる傾向にあり、強力も低下する傾向にある。そのような観点から、式(1)におけるより好ましい撚係数の範囲は2以上3以下であることである。
1.5≦TC≦3.5 式(1)
但し、TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(T/m)
D:1本または複数本の炭素繊維束の繊束(dtex)
【0016】
また処理を行う前の炭素繊維束においては、その炭素繊維表面の酸素量が多い方が接着剤等の処理剤の炭素繊維に対する濡れ性が向上し、ひいてはゴムに対する炭素繊維の接着性および耐疲労性も向上するために好ましい。X線電子分光法により測定された表面酸素濃度をO/Cとした場合、好ましい酸素量はO/C≧0.05であり、より好ましくはO/C≧0.1である。ここで、表面酸素濃度を0.05以上にするには、公知の気相または液相による表面処理を行うことにより得ることが可能である。
【0017】
また接着剤等の処理剤を十分に炭素繊維束に含浸させるためには、炭素繊維束の総繊度はあまり大きくない方が好ましい。好ましい炭素繊維束の総繊度としては、12,000dtex以下であり、さらに好ましくは6,000dtex以下、特に好ましくは1,000〜3,000dtexの範囲である。
【0018】
本発明の製造方法は、このような炭素繊維束を、レゾルシン・ホルマリン・ゴムラテックスおよびベンゼン環を複数個有するクロロフェノール化合物を含有する接着剤にて処理する方法である。
【0019】
本発明で用いられるレゾルシン・ホルマリン・ゴムラテックス(RFL)は、レゾルシンとホルマリンとをアルカリまたは酸性触媒下で反応させて得られる初期縮合物(RF)とゴムラテックスの混合物であり、レゾルシン、ホルマリン、およびゴムラテックスの配合比率については特段の制限はない。通常は、レゾルシンとホルマリンのモル比は1:0.1〜1:8、好ましくは1:0.5〜1:5で使用される。またRFの使用量は、後述するベンゼン環を複数個有するクロロフェノール化合物(以下「特殊クロロフェノール化合物」とする)の使用量によっても変わるが、通常はRFと特殊クロロフェノール化合物の合計量とゴムラテックスが、固形分重量比で10:1〜10:1、好ましくは3:1〜1:3にあることが望ましい。
【0020】
なお、ここで用いられるゴムラテックスとしては、例えば水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、スチレン−ブタジエンゴムラテックス、ビニルピリジン−スチレン−ブタジエンゴムラテックス、クロロプレンゴムラテックス等があり、これらを単独または併用して使用する。より好ましくは、繊維強化ゴム材料のマトリックスゴムと同種のものであることが好ましく、特には水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、クロロプレンゴムラテックスの群から選ばれるいずれか一つ以上のゴムラテックスであることが好ましい。たとえば、マトリックスゴムとして水素化アクリロニトリル−ブタジエンゴムを使用する場合、本発明の製造方法におけるラテックス種類としては、水素添加アクリロニトリル−ブタジエンゴムラテックスを含有することが好ましく、特にはラテックス中の水素添加アクリロニトリルブタジエンゴムラテックスの固形分重量比率が50重量%以上あることが、より好ましい。
【0021】
本発明の製造方法にて用いられる特殊クロロフェノール化合物とは、クロルフェノール類、好ましくはパラクロロフェノールとレゾルシンとをホルムアルデヒドと共縮合したクロロフェノール・レゾルシン・フォルマリン共縮合物であり、ベンゼン環を複数個有することをその特徴とするものである。なかでも下記構造式で表される、3核体(I)、5核体(II)、7核体(III)を主成分とするものや、さらには8核体以上のものを主とするクロロフェノール化合物であることが最も好ましい。またその固形分濃度としては、20重量%でpH10のアルカリ性水溶液の粘度が70〜150センチポイズの範囲内にあるものが好ましい。
【0022】
【化1】
【0023】
ベンゼン環を複数個有する特殊クロロフェノール化合物とレゾルシン・ホルマリン・ゴムラテックスの配合比率は、被着ゴムの配合により微妙に変化するが、一般的にはRFL/特殊クロロフェノール化合物が40/60〜80/20(固形分重量比)の範囲が適当である。また前述のRFと特殊クロロフェノール化合物の比は、通常前者/後者(固形分重量比)が10/1〜1/10の範囲が適当である。
【0024】
上記レゾルシン・ホルマリン・ゴムラテックス(RFL)、および、特殊クロロフェノール化合物を含む接着処理剤を、ゴム補強用炭素繊維コードへ付着せしめるには、ローラーとの接触もしくはノズルからの噴霧による塗布、または処理剤中への浸漬などの任意の方法を採用することができる。該繊維に対する固形分付着量を制御するために圧接ローラーによる絞り、スクレイパー等によるかき落とし、空気吹き付けによる吹き飛ばし、吸引、ビーターによる叩き等の手段を用いてもよい。コードに対する固形分付着量は、固形分として0.5〜20重量%、好ましくは5〜10重量%付着せしめるのが好適である。あまり少なすぎるとゴム接着性の向上効果が期待できず、逆に多すぎてもコードが硬くなる傾向にあり、疲労性には逆効果となる。
【0025】
また本発明の製造方法においては、接着性をさらに向上させる観点から、下記式(1)で表される片撚りを加えたのちに接着剤による処理を行うことが好ましい。
1.5≦TC≦3.5 式(1)
但し、TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(T/m)
D:1本または複数本の炭素繊維束の繊束(dtex)
【0026】
本発明において好ましい処理条件は、ゴム補強用炭素繊維コードを、RFLを含む処理剤で処理後、80〜180℃で0.5〜5分間、好ましくは1〜3分間乾燥し、ついで150〜260℃、好ましくは200〜230℃の温度で0.5〜5.0分間、好ましくは1〜3分間熱処理する条件である。
【0027】
また本発明では、ゴムとの接着性をさらに向上させるためRFL接着剤を付着させる前にあらかじめ炭素繊維束が酸変性スチレン系熱可塑性エラストマー樹脂を主とする前処理剤を付着したものであることが好ましい。さらにスチレン系熱可塑性エラストマー樹脂の酸変性としては、不飽和酸化合物をグラフト化して得られた酸変性スチレン系熱可塑性エラストマー樹脂であることが好ましい。不飽和酸化化合物の好ましい例としては、無水マレイン酸、マレイン酸、無水イタコン酸、イタコン酸、フマル酸、メタクリル酸、アクリル酸などを挙げることができる。中でもマレイン酸変性スチレン系熱可塑性エラストマー樹脂は好ましく、カルボキシル基を有するためゴムとの接着性をより向上させることが可能となる。
【0028】
またスチレン系熱可塑性エラストマー樹脂の基本骨格としては、スチレン末端エチレン−ブチレン共重合体樹脂であることが好ましい。より具体的には、スチレン−イソプレン−スチレン共重合体、スチレン−ブタジエン−スチレン共重合体、スチレン−エチレン−ブチレン−スチレン共重合体、スチレン−エチレン−エチレン−プロピレン−スチレン共重合体、スチレン−エチレン−プロピレン−スチレン共重合体エラストマーなどを挙げることができ、中でも、スチレンーエチレン−ブチレン−スチレン共重合体が好ましい。
【0029】
特にはスチレン系熱可塑性エラストマー樹脂が、スチレン、エチレン、ブチレンから構成され、該エラストマー樹脂におけるスチレン/(エチレン+ブチレン)モル比が5/95〜50/50であることが好ましい。さらには10/90〜30/70のモル比をとることがより好ましい。スチレンの比率が減少するとソフトセグメントの比が大きくなり、弾性率が低下するため、屈曲疲労性の向上率が減少する傾向にある。逆にスチレンの比率が増えすぎるとソフトセグメントの比が小さくなり、硬くなりすぎるため、同じく屈曲疲労性の向上率が減少する傾向にある。
【0030】
一般に、スチレン系熱可塑性エラストマー樹脂は、強度があるにもかかわらず柔軟な構造を有することから、ゴムのように弾力性に富む。そのため、炭素繊維束に対し、上記のようなスチレン系熱可塑性エラストマー樹脂を含む樹脂組成物をあらかじめ付着させることにより、ゴム繊維複合体を構成した場合の屈曲変形に対する繊維の耐疲労性が極めて良好になる。これはスチレン系熱可塑性エラストマー樹脂に靭性がありかつゴムに対する接着性の良好な樹脂であるため、通常の接着剤組成物のように工程内ローラー部にスカムが多量に付着することなく、炭素繊維コード物性を向上させることが可能となったからである。
【0031】
そこで本発明のさらに好ましい態様としては、スカムを大量に発生させない範囲であれば、本発明で用いられる前処理剤が、粘着性樹脂を含むものであることがさらに好ましい。粘着性がある樹脂を用いることにより、炭素繊維とゴムとの接着性をさらに向上させることができるのである。このような粘着性樹脂の具体例としては、特には水添テルペン樹脂、芳香族変性水添テルペン樹脂、テルペン樹脂、芳香族変性テルペン樹脂、テルペンフェノール樹脂、芳香族変性テルペンフェノール樹脂、αピネン樹脂、βピネン樹脂のいずれか、もしくはこれらの樹脂をベースに、他の樹脂を共重合させた樹脂が好ましい。中でも、水添テルペン樹脂、βピネン樹脂、テルペン樹脂のいずれか一つ以上を含む場合は特にRFL接着剤等のゴム繊維用接着剤との相溶性が良く、炭素繊維コードとゴムとの接着性をより向上させることが可能となる。上記樹脂組成物中における粘着性樹脂の配合量は、該樹脂組成物中に、通常20〜80重量%、好ましくは40〜60重量%程度である。
【0032】
本発明における前処理剤の好ましい付着量としては、上記炭素繊維束に、スチレン系熱可塑性エラストマー樹脂が、炭素繊維束100重量部に対して1〜50重量部付着するものであることが好ましい。さらには5〜20重量部付着していることが最適である。スチレン系熱可塑性エラストマー樹脂を含む前処理剤の付着量が少なすぎると、単繊維間同士の擦過を防ぐ効果が不十分になる傾向にある。逆に前処理剤の付着量が多すぎると、繊維コード径が大きくなるが、これによりゴム繊維構造体中での屈曲変形による応力が大きくなるため、構造が破壊されやすい傾向にある。
【0033】
本発明においては、炭素繊維束に上記のような前処理剤をあらかじめ接着剤処理を行う前に付着させることにより、屈曲変形に対する耐疲労性さらに良好にすることができる。
【0034】
また、本発明で用いられる前処理剤からなる樹脂組成物の破断強度は、0.5MPa以上、破断伸度が750%以上であることが好ましい。さらには前処理剤のフィルム被膜としたときの破断強度が0.5〜50MPaの範囲であることが、特には1〜10MPaの範囲であることが好ましい。また伸度としては750〜5000%であることが、特には1500〜3000%の範囲であることが好ましい。前処理剤の破断強度が低すぎる場合には、工程中などの炭素繊維同士の圧縮により、炭素繊維表面に付着した被膜が破壊される傾向にあり、屈曲疲労性の向上率が低下する傾向にある。この傾向は炭素繊維束に撚をかけたときに特に顕著である。また、破断強度が低すぎる場合、炭素繊維表面に付着した前処理剤からなる被膜の柔軟性が不足する傾向にあり、屈曲疲労性があまり向上しない傾向にある。
【0035】
またこのような前処理剤による処理の際には、スチレン系熱可塑性エラストマー樹脂を含む前処理剤用の処理液は、水に分散させた形態で使用することが一般的である。スチレン系熱可塑性エラストマー樹脂を含む前処理剤となる水分散液の作製方法には特に制限は無いが、例えば、(a)マレイン酸変性スチレン系熱可塑性エラストマーを主とする樹脂組成物を加熱下、界面活性剤、分散剤等を溶解した水性分散媒中に、撹拌等の手段により強制分散させて製造する方法、(b)水不溶性の有機溶剤に溶解したマレイン酸変性スチレン系熱可塑性エラストマーを、水性分散媒中で界面活性剤とともに、高剪断力で攪拌乳化した後、有機溶剤を除去するような後乳化法により製造する方法、等があげられる。これらの場合、水分散液中における上記樹脂組成物の固形分濃度は、通常、10〜60重量%、好ましくは20〜40重量%程度である。
【0036】
本発明のゴム補強用炭素繊維コードの製造方法では、このような前処理剤が付着した炭素繊維が実質的に無撚りであり、その後撚りを掛けるかまたは掛けないものであることが好ましい。前処理剤を処理する前の炭素繊維束が実質的に無撚の糸条であることにより、前処理剤が均一に付着し、さらに疲労性が向上する。また、炭素繊維束に前処理剤を処理した後に、該炭素繊維束からなる糸条を1本または複数本合糸し、撚りを加えることも好ましい態様である。撚りを加えることによりゴム構造体中での糸条を構成する各単糸にかかる力を分散させるために、疲労性が向上する。
【0037】
すなわち本発明のもっとも好ましい態様としては、実質的に無撚りである炭素繊維束に、酸変性したスチレン系熱可塑性エラストマー樹脂を主とする前処理剤を処理し、得られた炭素繊維束を1本にまたは複数本合糸した繊維束に対し、下記式(1)で示される範囲の撚を加えた後、レゾルシン・ホルマリン・ゴムラテックス(RFL)およびベンゼン環を複数個有する特殊クロロフェノール化合物を含有する接着剤にて処理するゴム補強用炭素繊維コードの製造方法を挙げることができる。
1.5≦TC≦3.5 式(1)
但し、TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(回/m)(T/m)
D:1本または複数本の炭素繊維束の繊束(dtex)
【0038】
より具体的な前処理剤が付着した炭素繊維束を得る方法としては、例えば炭素繊維束を酸変性したスチレン系熱可塑性エラストマー樹脂を主とする前処理剤用の処理液に浸漬した後、加熱乾燥炉を通過させ、乾燥させることにより製造することができる。また、酸変性したスチレン系熱可塑性エラストマー樹脂を主とする処理液は、炭素繊維のサイジング工程で、浸漬・乾燥させて製造することもできる。この際の乾燥・熱処理条件としては、温度が110〜270℃、好ましくは150〜220℃、処理時間が0.5〜10分、好ましくは1〜3分である。
【0039】
また前処理剤として、エポキシ化合物等を含む化合物を併用することも接着性向上のためには好ましい。ここで、好ましい化合物としては、エポキシ化合物、エポキシ化合物およびイソシアネート化合物、あるいは、それらの反応物が挙げられる。
【0040】
このような本発明の製造方法によって得られるゴム補強用炭素繊維コードとしては、炭素繊維束のモジュラス(弾性率)が100GPa以上であることが好ましく、より好ましくは230GPa以上、特には290GPa以上であることが好ましい。炭素繊維束のモジュラスの上限としては1000GPa以下であることが、さらには400GPa以下であることが通常の範囲である。炭素繊維束のモジュラスを高めることによって、該炭素繊維束で補強した繊維強化ゴム材料は寸法安定性が優れたものとなる。炭素繊維束の強度としては2000〜10000MPaであることが、さらには3000〜6000MPaの範囲であることが好ましく、また疲労性を向上させるためには破断時の伸度も重要で0.2〜3.0%であることが、さらには伸度が1.5〜2.5%であることが好ましい。
【0041】
このような本発明のゴム補強用炭素繊維コードは、高弾性率・高強度を有しながら、ゴムとの接着性が良く、屈曲変形に対する耐疲労性に優れ、特に単繊維同士の擦過によるコード破断が発生し難い繊維コードとなる。
そして本発明の製造方法によって得られたゴム補強用炭素繊維コードは、補強材として用いることにより物性の非常に優れた繊維強化ゴム材料を得ることが出来る。
【0042】
このような繊維強化ゴム材料に用いるゴムとしては、アクリルゴム、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリルーブタジエンゴム、イソプレンゴム、ウレタンゴム、エチレン−プロピレンゴム、クロロプレンゴム、シリコーンゴム、スチレン−ブタジエンゴム、多硫化ゴム、天然ゴム、ブタジエンゴム、フッ素ゴム等を挙げることができる。上記ゴムには、主成分のゴムの他に、材料の改質等のため、カーボンブラック、シリカ等の無機充填剤、クマロン樹脂、フェノール樹脂等の有機充填剤、ナフテン系オイル等の軟化剤が含まれていてもよい。
【0043】
このような繊維強化ゴム材料は、例えば、上記ゴム補強用コードを必要本数引き揃え、これをゴムで挟み込み、さらにプレス機で加圧、加熱して成形することができるものであり、得られた繊維強化ゴム材料は、屈曲変形などに対して優れた耐久性を発揮しその繊維強化ゴム材料の具体例としては、ベルト、ホースなどが挙げられる。
【実施例】
【0044】
以下、本発明を実施例によりさらに具体的に説明する。実施例に示す各物性は、次の方法により測定した。
【0045】
(1)炭素繊維束の強度及び弾性率
JIS R7601に準拠して測定した。
【0046】
(2)耐疲労性(屈曲破断迄の回数)
図1に示すように、接着処理を行った撚糸コードの一端に1.0kgの荷重を取り付け、直径10mmのローラーに掛け渡し、他端をコードの長軸方向に振幅50mm、速度100回/分で振動させることにより、コードを繰り返し屈曲させ、破断するまでの回数を測定した。屈曲破断迄の回数が、2万回以上をA、1〜2万回をB、1万回未満をCとした。
【0047】
(3)接着性(剥離接着力)
25本のコードをゴムから剥離する際の接着力で評価した。評価用ゴムとしては、下記配合組成で作製したH−NBRゴムを使用した。剥離接着力が、150N以上をA、75〜150をB、75以下をCとした。また、剥離させたコードへのゴム付を評価した。
【0048】
(配合組成)
水素化アクリロニトリルーブタジエンゴム:100部
カーボンブラック:50部
酸化亜鉛:5部
可塑剤TOTM:5部
ステアリン酸:0.5部
抗酸化剤(ナウガード445):1.5部
老化防止剤(ノクラックMBZ):1部
シリカ:8部
【0049】
(4)フィルム被膜の強度及び伸度
JIS K6301に準拠して測定した。処理液を、室温で24時間、80℃で10時間、120℃で30分乾燥し、厚さ0.8−0.9mmの被膜を作製した。この被膜からサンプルを切り出し、引張試験機を用いて、フィルム被膜の強度、及び伸度を求めた。
【0050】
また、実施例ではコード及び繊維強化ゴム材料の製造に当たり、次に示す材料を用いた。
(a)炭素繊維束炭素繊維束(繊度4000dtex)“HTA−6K”(東邦テナックス(株)製)フィラメント数:6000本、単繊維直径7.0μm、引張強度:3920MPa、引張弾性率:235GPa、伸度:1.7%
【0051】
(b)前処理剤用スチレン系処理剤
マレイン酸変性スチレンーエチレン−ブチレン−スチレン共重合体樹脂:βピネン樹脂=5:5の水分散液、フィルム被膜の破断強度13.7MPa、破断伸度1640%
注)なお、上記マレイン酸変性スチレンーエチレン−ブチレン−スチレン共重合体樹脂のS/EB(スチレン/(エチレン+ブチレン))の比率は、20/80であった。
【0052】
(c)特殊クロロフェノール含有RFL接着剤
下記の剤を用いた。
・ レゾルシン(キシダ化学(株)製)
・ ホルマリン(キシダ化学(株)製)
・水素添加アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス“ZLX−B”(日本ゼオン(株)製)
・ ベンゼン環を複数個有する特殊クロロフェノール“デナボンドAL”(ナガセケムテックス(株)製)
・アクリロニトリルーブタジエン共重合体ラテックス“ニッポール1562”(日本ゼオン(株)製)
【0053】
(接着剤c−1)
上記のレゾルシン・ホルマリン:水素添加アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス:特殊クロロフェノール=1:5:4の重量割合で混合し水で希釈して、特殊クロロフェノール含有RFL接着剤c−1とした。
【0054】
(接着剤c−2)
上記のレゾルシン・ホルマリン:水素添加アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス・アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス:特殊クロロフェノール=1:5:4の重量割合で混合し水で希釈して、特殊クロロフェノール含有RFL接着剤c−2とした。
【0055】
(接着剤c−3)
上記のレゾルシン・ホルマリン:アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス:特殊クロロフェノール=1:5:4の重量割合で混合し水で希釈して、特殊クロロフェノール含有RFL接着剤c−3とした。
【0056】
(d)特殊クロロフェノールを含有しないRFL接着剤
(接着剤d)
下記のスミカノール700S:2518FS:ニッポールLX−112=7:65:28の重量割合で混合し水で希釈して、RFL接着剤(d)とした。
・レゾルシン−ホルマリン縮合体 “スミカノール700S”(住友化学(株)製)
・ビニルピリジン−スチレン−ブタジエンゴムラテックス“ニッポール2518FS”(日本ゼオン(株)製)
・スチレン−ブタジエンゴムラテックス“ニッポールLX−112”(日本ゼオン(株)製)
【0057】
[実施例1]
炭素繊維束を速度10m/分で搬送し、無撚りの状態で、(b)スチレン系処理剤を純水で希釈した水分散液(濃度:10重量%)に浸漬し、温度190℃の加熱炉内を100秒通過させ、水分を除去した。一定長さ当たりの炭素繊維重量を予め測定しておき、処理液含浸後の同一長さのコード重量を測定することで、差分から、酸変性したスチレン系熱可塑性エラストマー樹脂を含む樹脂組成物の付着量を測定した。得られた炭素繊維束をリング撚糸機で8(T/10cm)の条件で、上撚りをかけた。次に得られたコードを、特殊クロロフェノール含有RFL接着剤処理液(c−1)(RFL接着剤の割合が10重量%)に浸漬し、150℃加熱炉内を2分通過させて水分を除去し、その後200℃の加熱炉内を1分かけて熱処理し、ゴム補強用炭素繊維コードを作製した。RFL接着剤の付着量は炭素繊維束100重量%に対して7重量部であった。結果を表1に示す。
【0058】
[実施例2]
特殊クロロフェノール含有RFL接着剤として処理液(c―2)を使用する以外は、実施例1と同様に処理した。結果を表1に併せて示す。
【0059】
[実施例3]
特殊クロロフェノール含有RFL接着剤として処理液(c―3)を使用する以外は、実施例1と同様に処理した。結果を表1に併せて示す。
【0060】
[実施例4]
撚数を8(T/10cm)から10(T/10cm)にする以外は、実施例1と同様に処理した。結果を表1に併せて示す。
【0061】
[実施例5]
実施例1において、前処理剤である(b)スチレン系処理剤を使用しなかった以外は実施例1と同様に処理した。結果を表1に併せて示す。
【0062】
[比較例1]
実施例1のRFL接着剤処理液(c−1)から特殊クロロフェノールを抜いた配合を用いた以外は、実施例1と同様に処理した。結果を表1に併せて示す。
【0063】
[比較例2]
特殊クロロフェノール含有しないRFL接着剤処理液(d)を使用した以外は、実施例1と同様に処理した。結果を表1に併せて示す。
【0064】
【表1】
【図面の簡単な説明】
【0065】
【図1】耐疲労性を測定すらための装置の該略図である。
【符号の説明】
【0066】
1、撚糸コード
2、荷重
3、ローラー
4、振動させる他端
【特許請求の範囲】
【請求項1】
炭素繊維束を、レゾルシン・ホルマリン・ゴムラテックスおよびベンゼン環を複数個有するクロロフェノール化合物を含有する接着剤にて処理することを特徴とするゴム補強用炭素繊維コードの製造方法。
【請求項2】
炭素繊維束が、酸変性スチレン系熱可塑性エラストマー樹脂を主とする前処理剤を付着したものである請求項1記載のゴム補強用炭素繊維コードの製造方法。
【請求項3】
炭素繊維コードが下記式(1)で示される範囲の片撚りである請求項1または2記載にゴム補強用炭素繊維コードの製造方法。
1.5≦TC≦3.5 式(1)
但し、TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(T/m)
D:1本または複数本の炭素繊維束の繊束(dtex)
【請求項4】
レゾルシン・ホルマリン・ゴムラテックス中のゴムラテックスが、水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、クロロプレンゴムラテックスの群から選ばれるいずれか一つ以上のゴムラテックスである請求項1〜3のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項5】
接着剤にて処理を行う際に、炭素繊維束が撚り有するものである請求項1〜4のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項6】
前処理剤が付着した炭素繊維が実質的に無撚りであり、その後撚りを掛けるかまたは掛けないものである請求項2〜5のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項7】
酸変性が、マレイン酸変性である請求項2〜6のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項8】
スチレン系熱可塑性エラストマー樹脂が、スチレン末端エチレン−ブチレン共重合体樹脂である請求項2〜7のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項9】
前処理剤が、粘着性樹脂を含むものである請求項2〜8のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項10】
該粘着性樹脂が、その成分として水添テルペン樹脂、βピネン樹脂、テルペン樹脂のいずれか一つ以上を含む請求項9記載のゴム補強用炭素繊維コード。
【請求項1】
炭素繊維束を、レゾルシン・ホルマリン・ゴムラテックスおよびベンゼン環を複数個有するクロロフェノール化合物を含有する接着剤にて処理することを特徴とするゴム補強用炭素繊維コードの製造方法。
【請求項2】
炭素繊維束が、酸変性スチレン系熱可塑性エラストマー樹脂を主とする前処理剤を付着したものである請求項1記載のゴム補強用炭素繊維コードの製造方法。
【請求項3】
炭素繊維コードが下記式(1)で示される範囲の片撚りである請求項1または2記載にゴム補強用炭素繊維コードの製造方法。
1.5≦TC≦3.5 式(1)
但し、TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(T/m)
D:1本または複数本の炭素繊維束の繊束(dtex)
【請求項4】
レゾルシン・ホルマリン・ゴムラテックス中のゴムラテックスが、水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、クロロプレンゴムラテックスの群から選ばれるいずれか一つ以上のゴムラテックスである請求項1〜3のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項5】
接着剤にて処理を行う際に、炭素繊維束が撚り有するものである請求項1〜4のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項6】
前処理剤が付着した炭素繊維が実質的に無撚りであり、その後撚りを掛けるかまたは掛けないものである請求項2〜5のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項7】
酸変性が、マレイン酸変性である請求項2〜6のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項8】
スチレン系熱可塑性エラストマー樹脂が、スチレン末端エチレン−ブチレン共重合体樹脂である請求項2〜7のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項9】
前処理剤が、粘着性樹脂を含むものである請求項2〜8のいずれか1項記載のゴム補強用炭素繊維コードの製造方法。
【請求項10】
該粘着性樹脂が、その成分として水添テルペン樹脂、βピネン樹脂、テルペン樹脂のいずれか一つ以上を含む請求項9記載のゴム補強用炭素繊維コード。
【図1】

【公開番号】特開2010−24564(P2010−24564A)
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願番号】特願2008−184803(P2008−184803)
【出願日】平成20年7月16日(2008.7.16)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願日】平成20年7月16日(2008.7.16)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
[ Back to top ]