
ゴム補強用牽切加工糸およびその製造方法
【課題】接着性に優れたゴム補強用牽切加工糸およびその製造方法を提供する。
【解決手段】平均繊維長が30〜120cmである牽切加工糸にゴム付着用処理剤が付着してなるゴム補強用牽切加工糸であって、ゴム補強用牽切加工糸の、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%、5m単位で20箇所測定したゴム付着用処理剤の牽切加工糸の重量に対する付着量の最大値と最小値の差が2重量%未満であり、かつ、ゴム補強用牽切加工糸が、垂直長が1〜5mmの毛羽を50〜300本/m有していることを特徴とするゴム補強用牽切加工糸とする。
また、他の課題は、平均繊維長が30〜120cmである牽切加工糸を、ゴム付着用処理剤を含有する処理液に含浸し、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%のゴム付着用処理剤を付与した後、牽切加工糸を走行させながら、これに、走行方向と同じ方向に牽切加工糸となす角度が0°以上90°未満で、0.01〜1MPa/本のブロアー圧の圧縮空気を吹き付ける。
【解決手段】平均繊維長が30〜120cmである牽切加工糸にゴム付着用処理剤が付着してなるゴム補強用牽切加工糸であって、ゴム補強用牽切加工糸の、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%、5m単位で20箇所測定したゴム付着用処理剤の牽切加工糸の重量に対する付着量の最大値と最小値の差が2重量%未満であり、かつ、ゴム補強用牽切加工糸が、垂直長が1〜5mmの毛羽を50〜300本/m有していることを特徴とするゴム補強用牽切加工糸とする。
また、他の課題は、平均繊維長が30〜120cmである牽切加工糸を、ゴム付着用処理剤を含有する処理液に含浸し、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%のゴム付着用処理剤を付与した後、牽切加工糸を走行させながら、これに、走行方向と同じ方向に牽切加工糸となす角度が0°以上90°未満で、0.01〜1MPa/本のブロアー圧の圧縮空気を吹き付ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ゴムマトリックスに対して高い接着性を有するゴム補強用牽切加工糸およびその製造方法に関するものである。
【背景技術】
【0002】
従来、ゴム補強用繊維コードとしては、古くは綿糸が使用されてきたが、合成繊維の発達と共にレーヨンやナイロン、ポリエステルが提案され、これらが、ゴム補強用コードが主流となってきた。近年、車の軽量化やエンジンルームのコンパクト化に伴い、高耐久性が求められており、高弾性率を有するポリエチレンナフタレート繊維や、アラミド繊維コードが使用されてきている。
【0003】
これらは、綿コードのように毛羽やループを有さず、レーヨンやナイロンのように活性基を持たないのでゴムとの接着性がこれらに比べ劣る場合があった。
この問題を解決する為の手法として、RFL接着剤にブロックドイソシアネート化合物と芳香族ポリエポキシ化合物を添加した処理液1浴による処理法等が知られている。(特許文献1参照)
【0004】
2浴処理法としては、1段目で脂肪族エポキシ化合物、ブロックドイソシアネート化合物を含む第一処理液で繊維を処理し接着性を付与した後に、2段目でRFL接着剤を第二処理液として処理する、2浴処理法等が知られている(特許文献2参照)。しかしながらこれらの接着性では満足できない。
【0005】
さらには、毛羽又はループが付与された合成繊維連続フィラメント糸を合撚してコードとして毛羽やループを持たせる方法が提案されている。(特許文献3参照)。
しかしながらこの方法では、接着剤を付与しなければ充分な接着性を得ず、また、接着剤を付与するとループや毛羽部分が失われたり、ループや毛羽部分に接着剤が固まって付着したりすることにより、コードとマトリックゴムとの接着性が低下するといった問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−46475号公報
【特許文献2】特開昭54−73994号公報
【特許文献3】特開2005−60860号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、前述した問題点を改善するものであり、接着性に優れたゴム補強用牽切加工糸およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題は、平均繊維長が30〜120cmである牽切加工糸にゴム付着用処理剤が付着してなるゴム補強用牽切加工糸であって、ゴム補強用牽切加工糸の、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%、5m単位で20箇所測定したゴム付着用処理剤の牽切加工糸の重量に対する付着量の最大値と最小値の差が2重量%未満であり、かつ、ゴム補強用牽切加工糸が、垂直長が1〜5mmの毛羽を50〜300本/m有していることを特徴とするゴム補強用牽切加工糸によって達成される。
【0009】
また、他の課題は、平均繊維長が30〜120cmである牽切加工糸を、ゴム付着用処理剤を含有する処理液に含浸し、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%のゴム付着用処理剤を付与した後、牽切加工糸を走行させながら、これに、走行方向と同じ方向に0.01〜1MPa/本のブロアー圧の圧縮空気を吹き付けることを特徴とするゴム補強用牽切加工糸の製造方法によって達成される。
【発明の効果】
【0010】
本発明によれば、マトリックスゴムとの接着性が格段に向上したゴム補強用牽切加工糸を提供することができる。また、本発明によれば、上記のゴム補強用牽切加工糸を安定して製造することができる。
【図面の簡単な説明】
【0011】
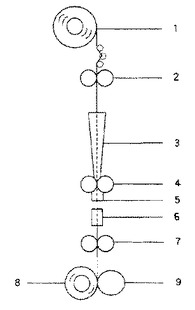
【図1】本発明に使用する牽切加工糸の製造方法の一例を示す概略図。
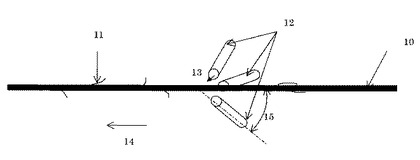
【図2】本発明のゴム補強用牽切加工糸の製造方法の一例を示す概略図。
【発明を実施するための形態】
【0012】
本発明のゴム補強用牽切加工糸は、平均繊維長が30〜120cmである牽切加工糸にゴム付着用処理剤が付着してなるゴム補強用牽切加工糸である。ここで平均繊維長とは、牽切加工糸を構成する繊維の繊維長を全て測定しそれらの平均値を算出したものである。上記平均繊維長が30cm未満では、十分なコード強度を確保できない。一方、平均繊維長が120cmを越えるとフィラメント糸に近くなり表面に発生する毛羽が少なくなるため、ゴムへのアンカー効果を十分に発揮できない。上記平均繊維長は好ましくは30〜100cm、より好ましくは30〜80cmである。また、上記牽切加工糸は、20〜100mmの一定の繊維長を有する短繊維からなる通常の紡績糸と比較して高い強度と高い弾性率を有す。
【0013】
本発明においては、牽切加工糸を構成する繊維の強度は好ましくは5cN/dtex以上、より好ましくは10cN/dtex以上、さらに好ましくは14cN/dtexである。かかる強度を有する繊維を用いることで、ゴムへのアンカーがより強いものとなる。
【0014】
また、牽切加工糸をゴム補強材として好適に用いるためには、繊維の弾性率が150cN/dtex以上であることが好ましく、170cN/dtex以上であることがより好ましい。繊維の弾性率が150cN/dtex未満では、高い耐久性が得られにくくなる。
【0015】
牽切加工糸を構成する繊維としては、具体的には、ポリパラフェニレンテレフタラミド繊維、ポリメタフェニレンテレフタラミド繊維、および、コポリパラフェニレン−3,4−オキシジフェニレンテレフタラミド繊維などの芳香族ポリアミド繊維、ポリエステルナフタレート繊維、ポリパラフェニレンベンズオキサゾール繊維、ポリアリレート繊維、超高分子量ポリエチレン繊維、ポリベンズイミドザール繊維、ポリケトン繊維、炭素繊維が好ましい。またはこれらの繊維のうち2種類以上を混繊または複合したものを好ましく挙げることができる。
【0016】
本発明においては、牽切加工糸には撚りが施されていることが望ましく、該撚りの下記式で表される撚係数が0.05〜10であることが好ましく、0.1〜1がより好ましい。なお、下撚と上撚を施す場合は、上撚の撚係数を0.05〜10、下撚の撚係数を0.05〜10をとするのが好ましく、上撚の撚係数を0.1〜1、下撚の撚係数を0.1〜1をとするのがより好ましい。
K=(T×D0.5/26762ρ0.5)
ここで、Kは撚係数、Tは撚数(T/m)、Dはコードの繊度(dtex)ρは繊維の密度を示す。この際、下撚および上撚の撚係数はそれぞれ下撚および上撚により成形されるコードの繊度を基準に算出する。
【0017】
牽切加工糸は、例えば図1に示すような工程で製造される。すなわち、連続長繊維束1がニップローラー2とニップローラー4の間で連続長繊維束の切断伸度以上に伸張されて牽切され、引続き該牽切された繊維(以下、牽切繊維と称することがある)がニップローラー4から吸引空気ノズル5によって吸引されて引き取られ、次いで抱合空気ノズル6によって短繊維間に交絡およびまたは牽切繊維端部の捲回による結束が付与され、ニップローラー7を通して牽切加工糸8として巻き取られる。
【0018】
ここで、連続長繊維束が通常の紡績に使われる綿の様に捲縮を有していると、均一な牽切が難しくなる他、牽切加工糸を伸張した際にその構成繊維の全てに均一な張力が作用し難く、十分な強度および弾性率が発揮できない欠点が生じ好ましくない。
ニップローラー2とニップローラー4の距離、いわゆる牽切長は、牽切加工糸の平均繊維長が30〜120cmになるよう、50〜150cmに設定する。
【0019】
また、抱合空気ノズル6による牽切された繊維の抱合は、インターレース式の空気ノズルによる繊維同士の交絡、あるいは旋回流式の空気ノズルによる繊維端部による捲回のどちらによる結束でも有効である。ただ、後者の場合は、繊維端部の捲回方向をこの後連続長繊維と撚糸する撚糸方向と逆方向に捲回するよう設定した方が、得られる繊維コードのトルクが少なく好ましい。
【0020】
さらに、上記抱合を付与する際は、牽切加工糸内の繊維配列を良くして強度および弾性率を高めるため、牽切加工糸の張力を0.09cN/dtex以上に高く緊張することが好ましい。
【0021】
本発明においては、上記牽切加工糸に、該牽切加工糸に重量に対して5〜20重量%のゴム付着用処理剤が付着しており、5m単位で20箇所測定したゴム付着用処理剤の付着量の最大値と最小値の差が2%未満であり、かつ垂直長が1〜5mmの毛羽を50〜300本/m有していることが肝要である。
【0022】
ゴム付着用処理剤は5〜20%、牽切加工糸に付着していることが必要である。5%未満であると充分な接着性を得ないし、20%を超えると、アンカー効果を発現するに必要な毛羽が失われてしまう。
【0023】
本発明においては、上記のように5m単位で20箇所測定したゴム付着用処理剤の付着量の最大値と最小値の差が2%未満である。この差が2%以上では処理剤の付着斑による応力集中が発生し、十分な接着性が得られない。
【0024】
得られた牽切加工糸は糸条表面においてその垂直長1〜5mm長の毛羽の合計本数が50〜300本/mであることが好ましい。ここで垂直長とは、撚糸後の糸条方向に垂直の方向に測定した毛羽長をいう。毛羽数は糸の構成繊維数に依存するので、糸条としては任意断面における構成繊維本数が200〜400本のものの値である。また構成繊維本数が異なる糸条については換算した値である。合計毛羽数が300本/mを越えると、処理剤の付着斑を制御することが困難となり、50本/m以下であると、毛羽効果によるアンカー効果が失われる。
【0025】
本発明で補強対象となるゴムマトリックスとは、ゴム弾性を発揮できる高分子材料であれば、特に規定するものではない。例えば、アクリルゴム、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリル−ブタジエンゴム、イソプレンゴム、ウレタンゴム、エチレン−プロピレンゴム、エピクロロヒドリンゴム、クロロスルホン化ポリエチレンゴム、クロロプレンゴム、シリコーンゴム、スチレン−ブタジエンゴム、多硫化ゴム、天然ゴム、ブタジエンゴム、ブチルゴム、フッ素ゴムなどが挙げられ、これらを単独で用いても良いし、ブレンドして用いても良い。
【0026】
上記ゴム付着用処理剤は、ゴムマトリックスによって組成は変わるが、以下例示することができる。
例えば、イソプレンゴム、スチレン−ブタジエンゴム、天然ゴム、クロロプレンゴムなどのマトリックスゴムを、表面に活性基を有するポリケトン繊維などの繊維で補強する場合は、レゾルシン・ホルマリン・ラテックスを含む処理剤で処理することが好ましい。
【0027】
また、例えば、上記マトリックスゴムを、表面に活性基を持たないポリパラフェニレンテレフタラミド繊維、ポリメタフェニレンテレフタラミド繊維、または、コポリパラフェニレン−3,4−オキシジフェニレンテレフタラミド繊維などの芳香族ポリアミド繊維や、ポリエステルナフタレート繊維、ポリパラフェニレンベンズオキサゾール繊維などで補強する場合は、エポキシまたはウレタンを含む処理剤を一浴として処理し、ついでレゾルシン・ホルマリン・ラテックスを含む処理剤を二浴として処理することが好ましい。
【0028】
エピクロロヒドリンゴム、ウレタンゴムなどのマトリックスゴムを繊維で補強する場合は、該繊維の表面が活性か、不活性かにかかわらず、ウレタンを含む処理剤で処理した後、該マトリックスゴムをトルエンやMEK、キシレン等の有機溶剤に溶かしたゴム糊からなる処理剤で処理することが例示される。
【0029】
以上に説明した本発明のゴム補強用牽切加工糸は次の方法により製造することができる。すなわち、平均繊維長が30〜120cmである牽切加工糸を、ゴム付着用処理剤を含有する処理液に含浸し、牽切加工糸の重量に対して5〜20重量%のゴム付着用処理剤を付与した後、該ゴム付着用処理剤を付与した牽切加工糸を走行させながらこれに走行方向にブロアー圧0.01〜1MPa/本で圧縮空気を吹き付けることにより製造することができる。
【0030】
上記方法においては、牽切加工糸に圧縮空気を吹き付ける場合、走行方向する牽切加工糸に対して、走行方向に向かって0°以上90°未満、好ましくは5°以上45°以下の角度で圧縮空気を吹き付ければよい。なお、上記の牽切加工糸と圧縮空気(ブロアー)の角度は、図2に示す角度である。
【0031】
一般的に、牽切加工糸にゴム付着用処理剤に浸漬(ディップ)する際は、処理剤浸漬後、スクイズローラー等で付着量を調整するが、この手法で牽切加工糸を処理してしまうと毛羽が失われる。これでは、牽切加工糸の特徴であるアンカー効果による接着性の向上が得られず、さらにはゴム付着用に一般的に用いられる処理剤、ウレタンやゴム糊、レゾルシン・ホルマリン・ラテックスを塗布すると毛羽の部分に接着剤が凝固し、その部分に応力が集中し、接着性が低下してしまう。
【0032】
そこで、牽切加工糸をゴム付着用処理剤に浸漬した後に、これに圧縮空気を吹き付けることにより、処理剤に浸漬することで、一旦、寝てしまった毛羽を逆立てることができる。圧縮空気のブロアー圧は、処理する牽切加工糸の繊度や毛羽数および処理剤の粘度や濃度によって調整されるものであるが、毛羽をできるだけ立たせ、かつ処理剤の付着量を調整し易くし斑付きを少なくするため、0.01〜1MPa/本、好ましくは0.1〜1MPa/本とする。
【0033】
上記の圧縮空気を吹き付ける処理、すなわちブロアー処理により、ゴム補強用牽切加工糸の、垂直長が1〜5mmの毛羽数を50〜300本/mとすることが可能となる。
ブロアー処理は1回だけでなく、2回、さらに好ましくは3回実施することで、毛羽が復元し、かつ斑付きを防ぐことが可能となる。
【0034】
また、通常処理液を付与した後、熱によって乾燥または硬化する必要があるが、この熱処理を行う前に、ブロアー処理を実施しなければならない。熱処理後にブロアー処理しても接着剤が凝固してしまうため、毛羽を再び復元することは困難である。
【0035】
安定した品質のゴム補強用牽切加工糸を提供するためには、当然のことであるが、ゴム付着用処理剤の付着量の斑は少ないほうが好ましい。フィラメントコードであれば、表面が平坦であるので、付着量を制御し、斑を少なくするには工程管理を厳密に行うことで実現されるが、牽切加工糸の場合は毛羽があるため、毛羽部分に処理剤が多く付着し、結果的に付着斑が多くなる。本発明では、上記製造方法を採用することにより、牽切加工糸の重量に対する付着量の最大値と最小値の差を2重量%未満とすることができ、上記付着斑をきわめて少なくしたのが特徴である。
【0036】
本発明によって得られたゴム組成物は、タイヤやベルト、ホースなどの高耐久性が求められる産業用ゴム部品に好適に用いることができる。
【実施例】
【0037】
以下、実施例をあげて本発明を具体的に説明する。なお、実施例中の各評価項目の測定値は下記の測定方法にしたがって求めた。
【0038】
(1)平均繊維長
JIS A 1015(1999 8.4.1 a)ステープルダイヤグラム法(A法)に準じて測定した。
試料を800mg量り取り、ステープルダイヤグラムを作成し、図記したステープルダイヤグラムを50の繊維長群に等分し、各区分の境界及び両端の繊維長を測定し、両端繊維長の平均に49の境界繊維長を加えて50で除し、平均繊維長(mm)を算出し、2回の平均値をとった。
【0039】
(2)毛羽数
毛羽数を東レ(株)製毛羽計数装置(MODEL DT−104型)により光電管方式で測定した。
【0040】
(3)破断強度、破断伸度、初期弾性率
繊維の初期弾性率はJIS L 1017の初期引張抵抗度に準拠して測定した。
【0041】
(4)剥離接着性
処理コードとゴムとの接着力を示すものである。天然ゴムを主成分とするカーカス配合の未加硫ゴムシート表層近くに5本のコードを埋め、150℃、30分間、500N/cm2のプレス圧力で加硫し、次いで、両端のコードを残し3本のコードをゴムシート面に対し90度の方向へ200mm/分の速度で剥離するのに要したカを測定し、後述する比較例1の接着力を100とするインデックス表示で示したものである。
【0042】
(5)ゴム付着用処理剤の付着量
5m単位で20箇所(全長100m)測りとって付着量を下式により求め、100mあたりの平均値(20箇所の平均値)と、20箇所のうちの最大値と最小値を測定した。
付着量=100×(ゴム付着用処理ディップ糸重量−処理前糸重量)/処理前糸重量
【0043】
[実施例1]
図1に示すような牽切糸条の製造装置を使用して、連続長繊維束1として、全繊度1100dtex、単繊維繊度1.67dtex、強度24cN/dtexの捲縮を有しないパラ型アラミド繊維(テクノーラ:帝人テクノプロダクツ(株)製)を2本用い、該連続長繊維束をニップローラー2とニップローラー4の間で6.7倍の牽切比(ニップローラー4の表面速度/ニップローラー2の表面速度)、ニップローラー4の表面速度300m/分で牽切し、引き続き該牽切繊維束をニップローラー4から吸引空気ノズル5によって吸引して取り出すと共に、該繊維束をZ撚りが掛かる方向の旋回流を有した抱合空気ノズル6に通して該繊維束に交絡および牽切繊維端部による捲回を付与して結束し、次いでニップローラー7を経て、巻き取り装置9で巻き取り、総繊度440dtex、平均繊維長45cm、強度22cN/dtexの牽切加工糸8が得られた。なお、この時のニップローラー2とニップローラー4の間の距離(牽切長)は、100cmに設定した。この牽切糸条をリング撚糸機によって80t/mのZ方向の撚糸を施して、繊維コードとした。
【0044】
この繊維コードを用いて以下の処理を行った。一段目の処理として、ピペラジン0.5gを水に分散させ、ネオコールSW−30(ジオクチルスルホサクシネートナトリウム塩、第一工業製薬株式会社製)1g(固形成分濃度:30重量%)を添加し、次いでポリエポキシド化合物(デナコールEX314、ナガセケムテックス株式会社製)20gを分散させた処理液(固形成分2重量%)に浸漬した後、図2に示すブロアー装置(牽切加工糸とブロアーの角度は30°)を通過した後、150℃で2分間乾燥させた後、240℃で1分間熱処理を行った。一浴目の処理剤の繊維付着量を測定すると0.5%であった。次いで、以下に述べる処理液で処理した。苛性ソーダ水溶液に、レゾルシン・ホルマリン初期縮合物、スミカノールS700(住友化学(株)製、65%水溶液)を添加して十分に攪拌し分散させる。これにホルマリンをR/F比が1/0.5(モル比)になるように添加して均一に混合し、温度25℃で6時間熟成させた。次に、ニッポール2518FS(日本ゼオン(株)製、ビニルピリジン・スチレン・ブタジエンゴムラテックス)及びニッポールLX−111A(日本ゼオン(株)製、ポリブタジエンゴムラテックス)を混合したもの(ビニルピリジン・スチレン・ブタジエンゴムラテックス/ポリブタジエンゴムラテックス=75/25(重量比))を、前記レゾルシン・ホルマリン初期縮合物分散液と固形分比率(RF/L比)で1/9の割合(処理液濃度10重量%)で混合し、温度25℃で24時間熟成した。これを二段目の処理剤とし、一段目の処理を施したコードに浸漬し、図2に示すブロアー装置(牽切加工糸とブロアーの角度は30°)を通過した後、150℃で2分間乾燥させた後、240℃で1分間熱処理を行った。得られた牽切加工糸の初期弾性率は440cN/dtexであった。結果を表1に示す。
【0045】
[実施例2〜5]
二段目の処理において、ブロアー圧、ブロアー通過回数、処理液濃度を表1のように変更した以外は実施例1と同様にした。なお、ブロアー通過回数については、図2のブロアー装置を複数連ねて牽切加工糸を通過させ、例えば2個装置を重ねた場合は通過回数2回とした。通過回数3回も同様である。結果を表1に示す。
【0046】
[比較例1]
一段目、二段目のブロアー処理を行わなかった以外は実施例1と同様にした。結果を表1に示す。
【0047】
【表1】

【産業上の利用可能性】
【0048】
本発明によれば、高接着なゴム補強用牽切加工糸を提供できるので、高耐久性を持つタイヤ、ベルト、ホースを得ることができる。また、本発明の製造方法によれば、上記特徴を有するゴム補強用牽切加工糸を容易に効率よく製造することができる。
【符号の説明】
【0049】
1 連続長繊維束
2、4、7 ニップローラー
3 牽切中の繊維束の乱れを防止するガイド
5 吸引空気ノズル
6 抱合付与空気ノズル
8 牽切加工糸
9 巻き取り装置
10 ゴム付着用処理剤付与後の牽切加工糸
11 毛羽
12 ブロアー装置のブロアーノズル
13 圧縮空気の吹き付け方向
14 ゴム付着用処理剤付与後の牽切加工糸の走行方向
15 ゴム付着用処理剤付与後の牽切加工糸とブロアーとのなす角度
【技術分野】
【0001】
本発明は、ゴムマトリックスに対して高い接着性を有するゴム補強用牽切加工糸およびその製造方法に関するものである。
【背景技術】
【0002】
従来、ゴム補強用繊維コードとしては、古くは綿糸が使用されてきたが、合成繊維の発達と共にレーヨンやナイロン、ポリエステルが提案され、これらが、ゴム補強用コードが主流となってきた。近年、車の軽量化やエンジンルームのコンパクト化に伴い、高耐久性が求められており、高弾性率を有するポリエチレンナフタレート繊維や、アラミド繊維コードが使用されてきている。
【0003】
これらは、綿コードのように毛羽やループを有さず、レーヨンやナイロンのように活性基を持たないのでゴムとの接着性がこれらに比べ劣る場合があった。
この問題を解決する為の手法として、RFL接着剤にブロックドイソシアネート化合物と芳香族ポリエポキシ化合物を添加した処理液1浴による処理法等が知られている。(特許文献1参照)
【0004】
2浴処理法としては、1段目で脂肪族エポキシ化合物、ブロックドイソシアネート化合物を含む第一処理液で繊維を処理し接着性を付与した後に、2段目でRFL接着剤を第二処理液として処理する、2浴処理法等が知られている(特許文献2参照)。しかしながらこれらの接着性では満足できない。
【0005】
さらには、毛羽又はループが付与された合成繊維連続フィラメント糸を合撚してコードとして毛羽やループを持たせる方法が提案されている。(特許文献3参照)。
しかしながらこの方法では、接着剤を付与しなければ充分な接着性を得ず、また、接着剤を付与するとループや毛羽部分が失われたり、ループや毛羽部分に接着剤が固まって付着したりすることにより、コードとマトリックゴムとの接着性が低下するといった問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−46475号公報
【特許文献2】特開昭54−73994号公報
【特許文献3】特開2005−60860号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、前述した問題点を改善するものであり、接着性に優れたゴム補強用牽切加工糸およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題は、平均繊維長が30〜120cmである牽切加工糸にゴム付着用処理剤が付着してなるゴム補強用牽切加工糸であって、ゴム補強用牽切加工糸の、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%、5m単位で20箇所測定したゴム付着用処理剤の牽切加工糸の重量に対する付着量の最大値と最小値の差が2重量%未満であり、かつ、ゴム補強用牽切加工糸が、垂直長が1〜5mmの毛羽を50〜300本/m有していることを特徴とするゴム補強用牽切加工糸によって達成される。
【0009】
また、他の課題は、平均繊維長が30〜120cmである牽切加工糸を、ゴム付着用処理剤を含有する処理液に含浸し、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%のゴム付着用処理剤を付与した後、牽切加工糸を走行させながら、これに、走行方向と同じ方向に0.01〜1MPa/本のブロアー圧の圧縮空気を吹き付けることを特徴とするゴム補強用牽切加工糸の製造方法によって達成される。
【発明の効果】
【0010】
本発明によれば、マトリックスゴムとの接着性が格段に向上したゴム補強用牽切加工糸を提供することができる。また、本発明によれば、上記のゴム補強用牽切加工糸を安定して製造することができる。
【図面の簡単な説明】
【0011】
【図1】本発明に使用する牽切加工糸の製造方法の一例を示す概略図。
【図2】本発明のゴム補強用牽切加工糸の製造方法の一例を示す概略図。
【発明を実施するための形態】
【0012】
本発明のゴム補強用牽切加工糸は、平均繊維長が30〜120cmである牽切加工糸にゴム付着用処理剤が付着してなるゴム補強用牽切加工糸である。ここで平均繊維長とは、牽切加工糸を構成する繊維の繊維長を全て測定しそれらの平均値を算出したものである。上記平均繊維長が30cm未満では、十分なコード強度を確保できない。一方、平均繊維長が120cmを越えるとフィラメント糸に近くなり表面に発生する毛羽が少なくなるため、ゴムへのアンカー効果を十分に発揮できない。上記平均繊維長は好ましくは30〜100cm、より好ましくは30〜80cmである。また、上記牽切加工糸は、20〜100mmの一定の繊維長を有する短繊維からなる通常の紡績糸と比較して高い強度と高い弾性率を有す。
【0013】
本発明においては、牽切加工糸を構成する繊維の強度は好ましくは5cN/dtex以上、より好ましくは10cN/dtex以上、さらに好ましくは14cN/dtexである。かかる強度を有する繊維を用いることで、ゴムへのアンカーがより強いものとなる。
【0014】
また、牽切加工糸をゴム補強材として好適に用いるためには、繊維の弾性率が150cN/dtex以上であることが好ましく、170cN/dtex以上であることがより好ましい。繊維の弾性率が150cN/dtex未満では、高い耐久性が得られにくくなる。
【0015】
牽切加工糸を構成する繊維としては、具体的には、ポリパラフェニレンテレフタラミド繊維、ポリメタフェニレンテレフタラミド繊維、および、コポリパラフェニレン−3,4−オキシジフェニレンテレフタラミド繊維などの芳香族ポリアミド繊維、ポリエステルナフタレート繊維、ポリパラフェニレンベンズオキサゾール繊維、ポリアリレート繊維、超高分子量ポリエチレン繊維、ポリベンズイミドザール繊維、ポリケトン繊維、炭素繊維が好ましい。またはこれらの繊維のうち2種類以上を混繊または複合したものを好ましく挙げることができる。
【0016】
本発明においては、牽切加工糸には撚りが施されていることが望ましく、該撚りの下記式で表される撚係数が0.05〜10であることが好ましく、0.1〜1がより好ましい。なお、下撚と上撚を施す場合は、上撚の撚係数を0.05〜10、下撚の撚係数を0.05〜10をとするのが好ましく、上撚の撚係数を0.1〜1、下撚の撚係数を0.1〜1をとするのがより好ましい。
K=(T×D0.5/26762ρ0.5)
ここで、Kは撚係数、Tは撚数(T/m)、Dはコードの繊度(dtex)ρは繊維の密度を示す。この際、下撚および上撚の撚係数はそれぞれ下撚および上撚により成形されるコードの繊度を基準に算出する。
【0017】
牽切加工糸は、例えば図1に示すような工程で製造される。すなわち、連続長繊維束1がニップローラー2とニップローラー4の間で連続長繊維束の切断伸度以上に伸張されて牽切され、引続き該牽切された繊維(以下、牽切繊維と称することがある)がニップローラー4から吸引空気ノズル5によって吸引されて引き取られ、次いで抱合空気ノズル6によって短繊維間に交絡およびまたは牽切繊維端部の捲回による結束が付与され、ニップローラー7を通して牽切加工糸8として巻き取られる。
【0018】
ここで、連続長繊維束が通常の紡績に使われる綿の様に捲縮を有していると、均一な牽切が難しくなる他、牽切加工糸を伸張した際にその構成繊維の全てに均一な張力が作用し難く、十分な強度および弾性率が発揮できない欠点が生じ好ましくない。
ニップローラー2とニップローラー4の距離、いわゆる牽切長は、牽切加工糸の平均繊維長が30〜120cmになるよう、50〜150cmに設定する。
【0019】
また、抱合空気ノズル6による牽切された繊維の抱合は、インターレース式の空気ノズルによる繊維同士の交絡、あるいは旋回流式の空気ノズルによる繊維端部による捲回のどちらによる結束でも有効である。ただ、後者の場合は、繊維端部の捲回方向をこの後連続長繊維と撚糸する撚糸方向と逆方向に捲回するよう設定した方が、得られる繊維コードのトルクが少なく好ましい。
【0020】
さらに、上記抱合を付与する際は、牽切加工糸内の繊維配列を良くして強度および弾性率を高めるため、牽切加工糸の張力を0.09cN/dtex以上に高く緊張することが好ましい。
【0021】
本発明においては、上記牽切加工糸に、該牽切加工糸に重量に対して5〜20重量%のゴム付着用処理剤が付着しており、5m単位で20箇所測定したゴム付着用処理剤の付着量の最大値と最小値の差が2%未満であり、かつ垂直長が1〜5mmの毛羽を50〜300本/m有していることが肝要である。
【0022】
ゴム付着用処理剤は5〜20%、牽切加工糸に付着していることが必要である。5%未満であると充分な接着性を得ないし、20%を超えると、アンカー効果を発現するに必要な毛羽が失われてしまう。
【0023】
本発明においては、上記のように5m単位で20箇所測定したゴム付着用処理剤の付着量の最大値と最小値の差が2%未満である。この差が2%以上では処理剤の付着斑による応力集中が発生し、十分な接着性が得られない。
【0024】
得られた牽切加工糸は糸条表面においてその垂直長1〜5mm長の毛羽の合計本数が50〜300本/mであることが好ましい。ここで垂直長とは、撚糸後の糸条方向に垂直の方向に測定した毛羽長をいう。毛羽数は糸の構成繊維数に依存するので、糸条としては任意断面における構成繊維本数が200〜400本のものの値である。また構成繊維本数が異なる糸条については換算した値である。合計毛羽数が300本/mを越えると、処理剤の付着斑を制御することが困難となり、50本/m以下であると、毛羽効果によるアンカー効果が失われる。
【0025】
本発明で補強対象となるゴムマトリックスとは、ゴム弾性を発揮できる高分子材料であれば、特に規定するものではない。例えば、アクリルゴム、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリル−ブタジエンゴム、イソプレンゴム、ウレタンゴム、エチレン−プロピレンゴム、エピクロロヒドリンゴム、クロロスルホン化ポリエチレンゴム、クロロプレンゴム、シリコーンゴム、スチレン−ブタジエンゴム、多硫化ゴム、天然ゴム、ブタジエンゴム、ブチルゴム、フッ素ゴムなどが挙げられ、これらを単独で用いても良いし、ブレンドして用いても良い。
【0026】
上記ゴム付着用処理剤は、ゴムマトリックスによって組成は変わるが、以下例示することができる。
例えば、イソプレンゴム、スチレン−ブタジエンゴム、天然ゴム、クロロプレンゴムなどのマトリックスゴムを、表面に活性基を有するポリケトン繊維などの繊維で補強する場合は、レゾルシン・ホルマリン・ラテックスを含む処理剤で処理することが好ましい。
【0027】
また、例えば、上記マトリックスゴムを、表面に活性基を持たないポリパラフェニレンテレフタラミド繊維、ポリメタフェニレンテレフタラミド繊維、または、コポリパラフェニレン−3,4−オキシジフェニレンテレフタラミド繊維などの芳香族ポリアミド繊維や、ポリエステルナフタレート繊維、ポリパラフェニレンベンズオキサゾール繊維などで補強する場合は、エポキシまたはウレタンを含む処理剤を一浴として処理し、ついでレゾルシン・ホルマリン・ラテックスを含む処理剤を二浴として処理することが好ましい。
【0028】
エピクロロヒドリンゴム、ウレタンゴムなどのマトリックスゴムを繊維で補強する場合は、該繊維の表面が活性か、不活性かにかかわらず、ウレタンを含む処理剤で処理した後、該マトリックスゴムをトルエンやMEK、キシレン等の有機溶剤に溶かしたゴム糊からなる処理剤で処理することが例示される。
【0029】
以上に説明した本発明のゴム補強用牽切加工糸は次の方法により製造することができる。すなわち、平均繊維長が30〜120cmである牽切加工糸を、ゴム付着用処理剤を含有する処理液に含浸し、牽切加工糸の重量に対して5〜20重量%のゴム付着用処理剤を付与した後、該ゴム付着用処理剤を付与した牽切加工糸を走行させながらこれに走行方向にブロアー圧0.01〜1MPa/本で圧縮空気を吹き付けることにより製造することができる。
【0030】
上記方法においては、牽切加工糸に圧縮空気を吹き付ける場合、走行方向する牽切加工糸に対して、走行方向に向かって0°以上90°未満、好ましくは5°以上45°以下の角度で圧縮空気を吹き付ければよい。なお、上記の牽切加工糸と圧縮空気(ブロアー)の角度は、図2に示す角度である。
【0031】
一般的に、牽切加工糸にゴム付着用処理剤に浸漬(ディップ)する際は、処理剤浸漬後、スクイズローラー等で付着量を調整するが、この手法で牽切加工糸を処理してしまうと毛羽が失われる。これでは、牽切加工糸の特徴であるアンカー効果による接着性の向上が得られず、さらにはゴム付着用に一般的に用いられる処理剤、ウレタンやゴム糊、レゾルシン・ホルマリン・ラテックスを塗布すると毛羽の部分に接着剤が凝固し、その部分に応力が集中し、接着性が低下してしまう。
【0032】
そこで、牽切加工糸をゴム付着用処理剤に浸漬した後に、これに圧縮空気を吹き付けることにより、処理剤に浸漬することで、一旦、寝てしまった毛羽を逆立てることができる。圧縮空気のブロアー圧は、処理する牽切加工糸の繊度や毛羽数および処理剤の粘度や濃度によって調整されるものであるが、毛羽をできるだけ立たせ、かつ処理剤の付着量を調整し易くし斑付きを少なくするため、0.01〜1MPa/本、好ましくは0.1〜1MPa/本とする。
【0033】
上記の圧縮空気を吹き付ける処理、すなわちブロアー処理により、ゴム補強用牽切加工糸の、垂直長が1〜5mmの毛羽数を50〜300本/mとすることが可能となる。
ブロアー処理は1回だけでなく、2回、さらに好ましくは3回実施することで、毛羽が復元し、かつ斑付きを防ぐことが可能となる。
【0034】
また、通常処理液を付与した後、熱によって乾燥または硬化する必要があるが、この熱処理を行う前に、ブロアー処理を実施しなければならない。熱処理後にブロアー処理しても接着剤が凝固してしまうため、毛羽を再び復元することは困難である。
【0035】
安定した品質のゴム補強用牽切加工糸を提供するためには、当然のことであるが、ゴム付着用処理剤の付着量の斑は少ないほうが好ましい。フィラメントコードであれば、表面が平坦であるので、付着量を制御し、斑を少なくするには工程管理を厳密に行うことで実現されるが、牽切加工糸の場合は毛羽があるため、毛羽部分に処理剤が多く付着し、結果的に付着斑が多くなる。本発明では、上記製造方法を採用することにより、牽切加工糸の重量に対する付着量の最大値と最小値の差を2重量%未満とすることができ、上記付着斑をきわめて少なくしたのが特徴である。
【0036】
本発明によって得られたゴム組成物は、タイヤやベルト、ホースなどの高耐久性が求められる産業用ゴム部品に好適に用いることができる。
【実施例】
【0037】
以下、実施例をあげて本発明を具体的に説明する。なお、実施例中の各評価項目の測定値は下記の測定方法にしたがって求めた。
【0038】
(1)平均繊維長
JIS A 1015(1999 8.4.1 a)ステープルダイヤグラム法(A法)に準じて測定した。
試料を800mg量り取り、ステープルダイヤグラムを作成し、図記したステープルダイヤグラムを50の繊維長群に等分し、各区分の境界及び両端の繊維長を測定し、両端繊維長の平均に49の境界繊維長を加えて50で除し、平均繊維長(mm)を算出し、2回の平均値をとった。
【0039】
(2)毛羽数
毛羽数を東レ(株)製毛羽計数装置(MODEL DT−104型)により光電管方式で測定した。
【0040】
(3)破断強度、破断伸度、初期弾性率
繊維の初期弾性率はJIS L 1017の初期引張抵抗度に準拠して測定した。
【0041】
(4)剥離接着性
処理コードとゴムとの接着力を示すものである。天然ゴムを主成分とするカーカス配合の未加硫ゴムシート表層近くに5本のコードを埋め、150℃、30分間、500N/cm2のプレス圧力で加硫し、次いで、両端のコードを残し3本のコードをゴムシート面に対し90度の方向へ200mm/分の速度で剥離するのに要したカを測定し、後述する比較例1の接着力を100とするインデックス表示で示したものである。
【0042】
(5)ゴム付着用処理剤の付着量
5m単位で20箇所(全長100m)測りとって付着量を下式により求め、100mあたりの平均値(20箇所の平均値)と、20箇所のうちの最大値と最小値を測定した。
付着量=100×(ゴム付着用処理ディップ糸重量−処理前糸重量)/処理前糸重量
【0043】
[実施例1]
図1に示すような牽切糸条の製造装置を使用して、連続長繊維束1として、全繊度1100dtex、単繊維繊度1.67dtex、強度24cN/dtexの捲縮を有しないパラ型アラミド繊維(テクノーラ:帝人テクノプロダクツ(株)製)を2本用い、該連続長繊維束をニップローラー2とニップローラー4の間で6.7倍の牽切比(ニップローラー4の表面速度/ニップローラー2の表面速度)、ニップローラー4の表面速度300m/分で牽切し、引き続き該牽切繊維束をニップローラー4から吸引空気ノズル5によって吸引して取り出すと共に、該繊維束をZ撚りが掛かる方向の旋回流を有した抱合空気ノズル6に通して該繊維束に交絡および牽切繊維端部による捲回を付与して結束し、次いでニップローラー7を経て、巻き取り装置9で巻き取り、総繊度440dtex、平均繊維長45cm、強度22cN/dtexの牽切加工糸8が得られた。なお、この時のニップローラー2とニップローラー4の間の距離(牽切長)は、100cmに設定した。この牽切糸条をリング撚糸機によって80t/mのZ方向の撚糸を施して、繊維コードとした。
【0044】
この繊維コードを用いて以下の処理を行った。一段目の処理として、ピペラジン0.5gを水に分散させ、ネオコールSW−30(ジオクチルスルホサクシネートナトリウム塩、第一工業製薬株式会社製)1g(固形成分濃度:30重量%)を添加し、次いでポリエポキシド化合物(デナコールEX314、ナガセケムテックス株式会社製)20gを分散させた処理液(固形成分2重量%)に浸漬した後、図2に示すブロアー装置(牽切加工糸とブロアーの角度は30°)を通過した後、150℃で2分間乾燥させた後、240℃で1分間熱処理を行った。一浴目の処理剤の繊維付着量を測定すると0.5%であった。次いで、以下に述べる処理液で処理した。苛性ソーダ水溶液に、レゾルシン・ホルマリン初期縮合物、スミカノールS700(住友化学(株)製、65%水溶液)を添加して十分に攪拌し分散させる。これにホルマリンをR/F比が1/0.5(モル比)になるように添加して均一に混合し、温度25℃で6時間熟成させた。次に、ニッポール2518FS(日本ゼオン(株)製、ビニルピリジン・スチレン・ブタジエンゴムラテックス)及びニッポールLX−111A(日本ゼオン(株)製、ポリブタジエンゴムラテックス)を混合したもの(ビニルピリジン・スチレン・ブタジエンゴムラテックス/ポリブタジエンゴムラテックス=75/25(重量比))を、前記レゾルシン・ホルマリン初期縮合物分散液と固形分比率(RF/L比)で1/9の割合(処理液濃度10重量%)で混合し、温度25℃で24時間熟成した。これを二段目の処理剤とし、一段目の処理を施したコードに浸漬し、図2に示すブロアー装置(牽切加工糸とブロアーの角度は30°)を通過した後、150℃で2分間乾燥させた後、240℃で1分間熱処理を行った。得られた牽切加工糸の初期弾性率は440cN/dtexであった。結果を表1に示す。
【0045】
[実施例2〜5]
二段目の処理において、ブロアー圧、ブロアー通過回数、処理液濃度を表1のように変更した以外は実施例1と同様にした。なお、ブロアー通過回数については、図2のブロアー装置を複数連ねて牽切加工糸を通過させ、例えば2個装置を重ねた場合は通過回数2回とした。通過回数3回も同様である。結果を表1に示す。
【0046】
[比較例1]
一段目、二段目のブロアー処理を行わなかった以外は実施例1と同様にした。結果を表1に示す。
【0047】
【表1】
【産業上の利用可能性】
【0048】
本発明によれば、高接着なゴム補強用牽切加工糸を提供できるので、高耐久性を持つタイヤ、ベルト、ホースを得ることができる。また、本発明の製造方法によれば、上記特徴を有するゴム補強用牽切加工糸を容易に効率よく製造することができる。
【符号の説明】
【0049】
1 連続長繊維束
2、4、7 ニップローラー
3 牽切中の繊維束の乱れを防止するガイド
5 吸引空気ノズル
6 抱合付与空気ノズル
8 牽切加工糸
9 巻き取り装置
10 ゴム付着用処理剤付与後の牽切加工糸
11 毛羽
12 ブロアー装置のブロアーノズル
13 圧縮空気の吹き付け方向
14 ゴム付着用処理剤付与後の牽切加工糸の走行方向
15 ゴム付着用処理剤付与後の牽切加工糸とブロアーとのなす角度
【特許請求の範囲】
【請求項1】
平均繊維長が30〜120cmである牽切加工糸にゴム付着用処理剤が付着してなるゴム補強用牽切加工糸であって、ゴム補強用牽切加工糸の、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%、5m単位で20箇所測定したゴム付着用処理剤の牽切加工糸の重量に対する付着量の最大値と最小値の差が2重量%未満であり、かつ、ゴム補強用牽切加工糸が、垂直長が1〜5mmの毛羽を50〜300本/m有していることを特徴とするゴム補強用牽切加工糸。
【請求項2】
弾性率が150cN/dtex以上である請求項1に記載のゴム補強用牽切加工糸。
【請求項3】
平均繊維長が30〜120cmである牽切加工糸を、ゴム付着用処理剤を含有する処理液に含浸し、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%のゴム付着用処理剤を付与した後、牽切加工糸を走行させながら、これに、走行方向と同じ方向に0.01〜1MPa/本のブロアー圧の圧縮空気を吹き付けることを特徴とするゴム補強用牽切加工糸の製造方法。
【請求項4】
請求項1のゴム補強用牽切加工糸で補強されたタイヤ、ベルト、またはホース。
【請求項1】
平均繊維長が30〜120cmである牽切加工糸にゴム付着用処理剤が付着してなるゴム補強用牽切加工糸であって、ゴム補強用牽切加工糸の、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%、5m単位で20箇所測定したゴム付着用処理剤の牽切加工糸の重量に対する付着量の最大値と最小値の差が2重量%未満であり、かつ、ゴム補強用牽切加工糸が、垂直長が1〜5mmの毛羽を50〜300本/m有していることを特徴とするゴム補強用牽切加工糸。
【請求項2】
弾性率が150cN/dtex以上である請求項1に記載のゴム補強用牽切加工糸。
【請求項3】
平均繊維長が30〜120cmである牽切加工糸を、ゴム付着用処理剤を含有する処理液に含浸し、100mで測定したゴム付着用処理剤の牽切加工糸の重量に対する平均付着量が5〜20重量%のゴム付着用処理剤を付与した後、牽切加工糸を走行させながら、これに、走行方向と同じ方向に0.01〜1MPa/本のブロアー圧の圧縮空気を吹き付けることを特徴とするゴム補強用牽切加工糸の製造方法。
【請求項4】
請求項1のゴム補強用牽切加工糸で補強されたタイヤ、ベルト、またはホース。
【図1】

【図2】
【図2】
【公開番号】特開2010−180491(P2010−180491A)
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願番号】特願2009−23911(P2009−23911)
【出願日】平成21年2月4日(2009.2.4)
【出願人】(303013268)帝人テクノプロダクツ株式会社 (504)
【Fターム(参考)】
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願日】平成21年2月4日(2009.2.4)
【出願人】(303013268)帝人テクノプロダクツ株式会社 (504)
【Fターム(参考)】
[ Back to top ]