
ゴム補強用繊維コード及びそれを用いた空気入りラジアルタイヤ
【課題】繊維コードとゴムとの界面に高い剪断接着力を付与することを可能にしたゴム補強用繊維コード及びそれを用いた空気入りラジアルタイヤを提供する。
【解決手段】繊維コードC0に、レゾルシン・ホルムアルデヒド初期縮合物と、ゴムラテックスと、平均繊維径が1μm以下のミクロフィブリル化セルロース短繊維とを混合してなる接着剤C1を塗布したゴム補強用繊維コードCを構成する。一対のビード部3間にカーカス層4を装架し、カーカス層4の外周側にベルト層6を配置し、ベルト層6の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層7を配置した空気入りラジアルタイヤにおいて、ベルトカバー層7の補強コードとしてゴム補強用繊維コードCを用いる。また、カーカス層4のの補強コードとしてゴム補強用繊維コードCを用いる。
【解決手段】繊維コードC0に、レゾルシン・ホルムアルデヒド初期縮合物と、ゴムラテックスと、平均繊維径が1μm以下のミクロフィブリル化セルロース短繊維とを混合してなる接着剤C1を塗布したゴム補強用繊維コードCを構成する。一対のビード部3間にカーカス層4を装架し、カーカス層4の外周側にベルト層6を配置し、ベルト層6の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層7を配置した空気入りラジアルタイヤにおいて、ベルトカバー層7の補強コードとしてゴム補強用繊維コードCを用いる。また、カーカス層4のの補強コードとしてゴム補強用繊維コードCを用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ゴム補強用繊維コード及びそれを用いた空気入りラジアルタイヤに関し、更に詳しくは、繊維コードとゴムとの界面に高い剪断接着力を付与することを可能にしたゴム補強用繊維コード及びそれを用いた空気入りラジアルタイヤに関する。
【背景技術】
【0002】
空気入りラジアルタイヤに代表されるゴム製品においては、その補強材料として繊維コードが使用されている。このような繊維コードをゴム中に埋設するにあたって、繊維コードとゴムとの接着性を確保するために、通常、繊維コードに対してレゾルシン・ホルムアルデヒド初期縮合物とゴムラテックス(RFL)を含む接着剤を塗布することが行われている(例えば、特許文献1〜3参照)。
【0003】
しかしながら、近年では、軽量化と高性能化の要求の高まりにより、繊維コードを補強材料とするゴム製品の耐久性の一層の向上を図るために、繊維コードとゴムとの接着性を更に改善することが求められている。
【0004】
例えば、高速耐久性や低騒音性が要求される乗用車用空気入りラジアルタイヤにおいては、ベルト層の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層が配置されている。このようなベルトカバー層は、タイヤが高速回転するときに発生する遠心力によるベルト層のせり上がりを抑制するものであるが、タイヤの回転に伴って接地状態と非接地状態とが繰り返されるため繊維コードに対して繰り返し変形が加えられる。特にタイヤのショルダー領域では、タイヤ周長がタイヤ幅方向に変化しているため、ベルトカバー層とベルト層との間に剪断変形を生じ易い。そして、剪断変形によりベルトカバー層の繊維コードとゴムとの界面に応力が集中すると、これら繊維コードとゴムとの間に剥離が生じることになる。
【0005】
また、空気入りラジアルタイヤにおいては、一対のビード部間にカーカス層が装架され、そのカーカス層がビードコアの廻りにタイヤ内側から外側へ折り返されている。このようなタイヤ構造では、タイヤが撓み変形を繰り返す際にカーカス層の折り返し端部に大きな剪断力が働くため、この部分において繊維コードとゴムとの界面に破壊を生じ易いという問題がある。
【0006】
そのため、空気入りラジアルタイヤにおいて、ベルトカバー層やカーカス層に使用される繊維コードとゴムとの界面に高い剪断接着力を付与し、タイヤの耐久性を高めることが求められている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−139111号公報
【特許文献2】特開2006−123648号公報
【特許文献3】特開2007−22366号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、繊維コードとゴムとの界面に高い剪断接着力を付与することを可能にしたゴム補強用繊維コード及びそれを用いた空気入りラジアルタイヤを提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するための本発明のゴム補強用繊維コードは、繊維コードに、レゾルシン・ホルムアルデヒド初期縮合物と、ゴムラテックスと、平均繊維径が1μm以下のミクロフィブリル化セルロース短繊維とを混合してなる接着剤を塗布したことを特徴とするものである。
【0010】
そして、本発明の空気入りラジアルタイヤは、一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置し、該ベルト層の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層を配置した空気入りラジアルタイヤにおいて、前記ベルトカバー層の補強コードとして上記ゴム補強用繊維コードを用いたことを特徴とするものである。
【0011】
また、本発明の空気入りラジアルタイヤは、一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置した空気入りラジアルタイヤにおいて、前記カーカス層の補強コードとして上記ゴム補強用繊維コードを用いたことを特徴とするものである。
【発明の効果】
【0012】
本発明者は、繊維コードの接着剤について鋭意研究を重ねた結果、接着剤に特定の短繊維を混合することが繊維コードとゴムとの界面の剪断接着力を高める上で有効であることを知見し、本発明に至ったのである。
【0013】
即ち、本発明によれば、レゾルシン・ホルムアルデヒド初期縮合物とゴムラテックスとミクロフィブリル化セルロース短繊維とを混合してなる接着剤を繊維コードに塗布することにより、繊維コードとゴムとの界面に高い剪断接着力を付与することができる。
【0014】
特に、接着剤中にミクロフィブリル化セルロース短繊維をゴムラテックス固形分100重量部に対して0.2〜1.0重量部配合することが好ましい。これにより、剪断接着力の改善効果を最大限に発揮することができる。
【0015】
ゴムラテックスとしては、ビニルピリジン・スチレン・ブタジエンターポリマーラテックスとスチレン・ブタジエンゴムラテックスとの混合物を用い、その固形分重量比が70/30〜40/60の範囲にあることが好ましい。これにより、剪断接着力の改善効果を最大限に発揮することができる。
【0016】
本発明において、空気入りラジアルタイヤのベルトカバー層の補強コードとして上記ゴム補強用繊維コードを用いた場合、ベルトカバー層の補強コードとゴムとの間の剪断接着力が高くなるため、ベルトカバー層を備えた空気入りラジアルタイヤの耐久性を向上することができる。
【0017】
また、空気入りラジアルタイヤのカーカス層の補強コードとして上記ゴム補強用繊維コードを用いた場合、カーカス層の補強コードとゴムとの間の剪断接着力が高くなるため、カーカス層を備えた空気入りラジアルタイヤの耐久性を向上することができる。
【図面の簡単な説明】
【0018】
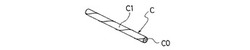
【図1】本発明の実施形態からなるゴム補強用繊維コードを示す斜視図である。
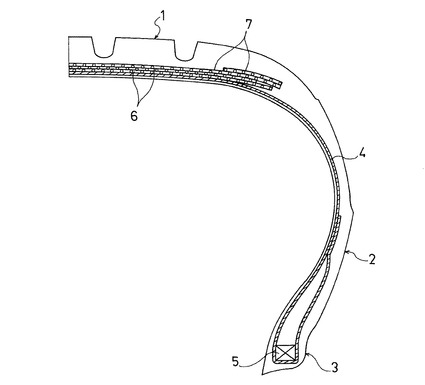
【図2】本発明の実施形態からなる空気入りラジアルタイヤを示す子午線半断面図である。
【発明を実施するための形態】
【0019】
以下、本発明の構成について添付の図面を参照しながら詳細に説明する。図1は本発明の実施形態からなるゴム補強用繊維コードを示すものである。図1に示すように、本発明のゴム補強用繊維コードCは、繊維コードC0に対して、レゾルシン・ホルムアルデヒド初期縮合物と、ゴムラテックスと、平均繊維径が1μm以下のミクロフィブリル化セルロース短繊維とを混合してなる接着剤C1を塗布したものである。
【0020】
繊維コードの材質は特に限定されるものではないが、66ナイロン繊維、ポリエステル繊維、ポリオレフィンケトン繊維、アラミド繊維又はレーヨン繊維等からなる有機繊維コード、66ナイロン繊維とポリオレフィンケトン繊維との組み合わせ又は66ナイロン繊維とアラミド繊維との組み合わせ等からなる複合有機繊維コードが好ましく用いられる。繊維コードとして、ガラス繊維や炭素繊維等からなる無機繊維コードを用いても良い。なお、繊維コードの撚り構造は特に限定されるものではない。
【0021】
レゾルシン・ホルムアルデヒド初期縮合物としては、レゾルシンとホルムアルデヒドを予め酸性触媒下で縮合させたノボラック型樹脂や、レゾルシンとホルムアルデヒドを予め塩基性触媒下で縮合させたレゾール型樹脂がある。本発明においては、いずれを用いても良いが、取り扱い性の点からはノボラック型樹脂が好ましい。
【0022】
ゴムラテックスとしては、ビニルピリジン・スチレン・ブタジエンターポリマーラテックス、スチレン・ブタジエンゴムラテックス、天然ゴムラテックス、アクリロニトリル・ブタジエンゴムラテックス、クロロプレンゴムラテックス等を適宜選ぶことができるが、タイヤ用補強コードとして用いる場合、ビニルピリジン・スチレン・ブタジエンターポリマーラテックス、スチレン・ブタジエンゴムラテックス、天然ゴムラテックスを用いるのがゴムとの接着性の点で好ましい。
【0023】
特に、ゴムラテックスとしては、ビニルピリジン・スチレン・ブタジエンターポリマーラテックスとスチレン・ブタジエンゴムラテックスとの混合物を用い、その固形分重量比を70/30〜40/60の範囲にした場合、良好な接着性を得ることができる。一般的には、ビニルピリジン・スチレン・ブタジエンターポリマーラテックスが多い方が接着力は高くなる傾向にあるが、ミクロフィブリル化セルロース短繊維を添加した場合は、上記固形分重量比となる混合物が最適である。但し、スチレン・ブタジエンゴムラテックスの量が多過ぎると接着性が低下する。
【0024】
ミクロフィブリル化セルロース短繊維は、セルロース繊維を、例えば、特開2007−231438号公報に開示された機械的方法、即ち、叩解処理やホモジナイズ処理によりミクロフィブリル化することにより製造することができる。セルロース繊維を、叩解処理によりミクロフィブリル化する場合、パルプ等のセルロース繊維を、慣用の叩解機、例えば、ビーター、ジョルダン、コニカルリファイナー、シングルディスクリファイナー、ダブルディスクリファイナー等により叩解することにより微小繊維状セルロースを得ることができる。また、ミクロフィブリル化セルロース短繊維は、特開2008−308802号公報等に開示される化学的な方法でも得ることができる。
【0025】
本発明で用いるミクロフィブリル化セルロース短繊維は、平均繊維径が1μm以下であることが必要である。平均繊維径が1μm超の場合、短繊維の接着剤への分散性が低下するだけでなく、繊維径が大き過ぎてむしろ欠陥として作用するため、繊維コードにゴムを被覆したとき剪断接着強度が低下することになる。また、平均繊維径が大き過ぎる場合、繊維コードの表面に接着剤の付着斑が発生したり、接着処理装置の汚れが増大するという不都合もある。一方、ミクロフィブリル化セルロース短繊維の長さは特に限定されるものではないが、その平均繊維長は0.01〜1.00mmであることが好ましい。平均繊維長が0.01mm未満であると補強効果が低下し、逆に1.00mmを超えると短繊維の接着剤への分散性が低下する。また、平均繊維長(L)と平均繊維径(D)との比(L/D)が100以上であることが好ましい。この比(L/D)が100未満であると補強効果が低下する。なお、平均繊維径及び平均繊維長は、それぞれ顕微鏡観察により算出した数平均繊維径及び数平均繊維長である。
【0026】
本発明の接着剤はその配合が特に限定されるものではないが、ゴムラテックス固形分100重量部に対して、レゾルシン・ホルムアルデヒド初期縮合物を10〜30重量部配合することが好ましい。レゾルシン・ホルムアルデヒド初期縮合物の配合量が10重量部未満であると、接着剤中の樹脂分が少なくなることから耐水接着性の低下を招き、逆に30重量部を超えると、コードが硬くなり過ぎることによって初期強度が低下するばかりでなく、接着剤中のゴム分が減少する結果、繊維コードを埋設するゴムとの共架橋性が低くなり、剪断接着力が低下する。
【0027】
また、ミクロフィブリル化セルロース短繊維の配合量は、ゴムラテックス固形分100重量部に対して0.1重量部以上であるのが良い。特に、ミクロフィブリル化セルロース短繊維をゴムラテックス固形分100重量部に対して0.2〜1.0重量部配合した場合、良好な接着性を得ることができる。ミクロフィブリル化セルロース短繊維の配合量が0.2重量部未満であると、剪断接着力の改善効果が低くなる虞があり、逆に1.0重量部を超えると、短繊維の接着剤中での分散性が低下する結果、接着層が不均一になり、剪断接着力が低下する虞がある。また、ミクロフィブリル化セルロース短繊維の配合量が多過ぎると、接着剤の粘度が上昇し、接着処理装置の汚れが増大するという不都合もある。
【0028】
繊維コードに接着剤を塗布する場合、繊維コードを接着剤に浸漬し、80〜150℃の温度で30〜180秒間乾燥させた後、150〜250℃の温度で60〜180秒間熱処理することが好ましい。接着性の点から、例えば、繊維コードが66ナイロン繊維の場合には熱処理温度を210〜230℃とし、繊維コードがポリエステル繊維の場合には熱処理温度を220〜240℃とし、繊維コードがアラミド繊維の場合には熱処理温度を230〜250℃とすることが好ましい。なお、ポリエステル繊維やアラミド繊維の場合、当該接着剤を塗布する前に、エポキシ樹脂やイソシアネートを含む前処理剤で処理することが好ましい。
【0029】
上述したゴム補強用繊維コードは、その用途が特に限定されるものではなく、空気入りタイヤ、ホース、コンベヤベルト等の補強コードとして用いることが可能である。特に、空気入りラジアルタイヤのカーカス層やベルトカバー層の補強コードとして用いることが好ましい。
【0030】
図2は本発明の実施形態からなる空気入りラジアルタイヤを示し、1はトレッド部、2はサイドウォール部、3はビード部である。左右一対のビード部3,3間にはタイヤ径方向に延びる複数本の補強コードを含むカーカス層4が装架され、そのカーカス層4がビードコア5の廻りにタイヤ内側から外側に折り返されている。
【0031】
トレッド部1におけるカーカス層4の外周側には複数層のベルト層6が埋設されている。これらベルト層6はタイヤ周方向に対して傾斜する複数本の補強コードを含み、かつ層間で補強コードが互いに交差するように配置されている。ベルト層6の外周側には、補強コードをタイヤ周方向に巻回してなるベルトカバー層7が配置されている。このベルトカバー層7は少なくとも1本の補強コードを引き揃えてゴム被覆してなるストリップ材をタイヤ周方向に対して実質的に0°で連続的に巻回したジョイントレス構造とすることが望ましい。
【0032】
上記空気入りラジアルタイヤにおいて、ベルトカバー層7の補強コードとして、前述のゴム補強用繊維コードが使用されている。上記ゴム補強用繊維コードはベルトカバー層7の全体に使用しても良いが、ベルトカバー層7に剪断変形を生じ易いタイヤショルダー領域だけに配置しても良い。このようにベルトカバー層7の補強コードとして上記ゴム補強用繊維コードを用いた場合、ベルトカバー層7の補強コードとゴムとの間の剪断接着力が高くなるため、空気入りラジアルタイヤの耐久性を向上することができる。
【0033】
また、上記空気入りラジアルタイヤにおいて、カーカス層4の補強コードとして、前述のゴム補強用繊維コードが使用されている。カーカス層4をビードコア5の廻りに折り返した構造を有する空気入りラジアルタイヤでは、タイヤが撓み変形を繰り返す際に特にカーカス層4の折り返し端部において繊維コードとゴムとの界面に大きな剪断力が働くことになるが、カーカス層4の補強コードとして上記ゴム補強用繊維コードを用いた場合、カーカス層4の繊維コードとゴムとの間の剪断接着力が高くなるため、空気入りラジアルタイヤの耐久性を向上することができる。
【実施例】
【0034】
太さ1400dtexの2本の下撚り糸を下撚りとは反対方向に上撚りし、下撚り数を35回/10cmとし、上撚り数を35回/10cmとした66ナイロンの繊維コードを用意し、その繊維コードを表1に示すように短繊維の配合条件が異なるレゾルシン・ホルムアルデヒド初期縮合物及びゴムラテックス(RFL)の接着剤に浸漬した後、100℃の温度で乾燥処理を60秒間行い、次いで220℃の温度でヒートセット処理を100秒間行うことにより、従来例1、比較例1及び実施例1〜9のゴム補強用繊維コードを得た。
【0035】
接着剤に配合する短繊維としては、ミクロフィブリル化セルロース短繊維(MFC)又はレーヨン短繊維を用い、平均繊維径、平均繊維長及び配合量を種々異ならせた。ミクロフィブリル化セルロース短繊維としては、ダイセル化学工業(株)製のセリッシュKY−100G(固形分10重量%)を用いた。一方、レーヨン短繊維としては、レーヨン繊維(1840dtex−1000fil)のカットファイバーを用いた。接着剤中のゴムラテックスとしては、ビニルピリジン・スチレン・ブタジエンターポリマーラテックス(Vp)及びスチレン・ブタジエンゴムラテックス(SBR)を用い、その固形分重量比(Vp/SBR比)を種々異ならせた。
【0036】
接着剤は、水、10%NaOH水、75%RF樹脂、37%ホルマリン水溶液、1%短繊維水分散液、40%ビニルピリジン・スチレン・ブタジエンターポリマーラテックス、41%スチレン・ブタジエンゴムラテックスを用いて調整した。1%短繊維水分散液は、プライミクス社製高速ミキサーTKフィルミックスを用い、レーヨン短繊維及びセリッシュKY−100G(固形分10重量%)をそれぞれ1%になるように水に加え、10000rpmで高速攪拌を行うことで作製した。
【0037】
また、平均繊維径及び平均繊維長は、1%短繊維水分散液を基板上で乾燥した後、短繊維を走査型電子顕微鏡にて拡大して測定した。拡大倍率は短繊維の寸法に合わせて適宜調整した。レーヨン短繊維の平均繊維径は、倍率100倍にて50本の短繊維の直径を測定し、その平均値とした。レーヨン短繊維の平均繊維長は、倍率20倍にて50本の短繊維の長さを測定し、その平均値とした。一方、ミクロフィブリル化セルロース短繊維の平均繊維径は、倍率5000倍にて50本の短繊維の径を測定し、その平均値とした。ミクロフィブリル化セルロース短繊維の平均繊維長は、倍率200倍の拡大写真を撮り、デジタイザーにて短繊維をトレースし、そのトレースから50本の短繊維の長さを測定し、その平均値とした。
【0038】
このようにして得られた従来例1、比較例1及び実施例1〜9のゴム補強用繊維コードについて、下記の試験方法により、引き抜き試験を実施し、その結果を表1に併せて示した。
【0039】
引き抜き試験:
表2に示す配合を有する未加硫ゴムに各繊維コードを埋設し、その埋め込み深さを8mmとし、当該繊維コードを埋め込んだ未加硫ゴムのブロックを150℃の温度で30分間加硫した後、加硫済のゴムブロックから繊維コードを引き抜く際の引き抜き力を測定した。評価結果は、従来例1を100とする指数にて示した。この指数値が大きいほど引き抜き力が大きいことを意味する。
【0040】
【表1】

【0041】
【表2】
【0042】
表1に示すように、実施例1〜9のゴム補強用繊維コードは、いずれも従来例に比べて引き抜き力が大きく、剪断接着力が高いものであった。特に、接着剤中にミクロフィブリル化セルロース短繊維をゴムラテックス固形分100重量部に対して0.2〜1.0重量部配合した場合に良好な剪断接着力が得られた。また、ビニルピリジン・スチレン・ブタジエンターポリマーラテックスとスチレン・ブタジエンゴムラテックスの固形分重量比が70/30〜40/60の範囲にある場合にも良好な剪断接着力が得られた。
【0043】
次に、タイヤサイズ195/65R15で、一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置し、該ベルト層の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層(ベルトエッジカバー)を配置した空気入りラジアルタイヤにおいて、ベルトカバー層の補強コードとして従来例1のゴム補強用繊維コードを用いたタイヤと、ベルトカバー層の補強コードとして実施例1のゴム補強用繊維コードを用いたタイヤとを作製した。但し、ベルトカバー層のコード打ち込み密度は50本/5cmとした。
【0044】
このようにして得られた従来例1及び実施例1のタイヤについて、下記の評価方法により、高速耐久性を評価した。
【0045】
高速耐久性:
各試験タイヤをリムサイズ15×6Jのリムに組み付け、空気圧を210kPaとし、直径1707mmのドラムを備えた室内ドラム試験機に装着し、JATMAで規定された空気圧条件に対応する負荷能力の88%の荷重にて速度81km/hの条件で120分間慣らし走行を行った。次いで、3時間以上放冷した後、空気圧を再調整し、121km/hの速度から試験を再開し、30分毎に速度を8km/hづつ段階的に上昇させ、故障が発生するまでの走行距離を測定した。評価結果は、従来例1のタイヤを100とする指数にて示した。この指数値が大きいほど高速耐久性が優れていることを意味する。
【0046】
その結果、実施例1のタイヤは高速耐久性の評価値が115であり、従来例1のタイヤに比べて明らかに高速耐久性が向上していた。
【0047】
次に、太さ1670dtexの2本の下撚り糸を下撚りとは反対方向に上撚りし、下撚り数を40回/10cmとし、上撚り数を40回/10cmとしたポリエチレンテレフタレート(PET)の繊維コードを用意した。その繊維コードを予めエポキシ樹脂水溶液に浸漬し、乾燥処理及び熱処理を施した後、第2段の処理として、従来例1と同様の接着剤を塗布した従来例2のゴム補強用繊維コードと、実施例1と同様の接着剤を塗布した実施例10のゴム補強用繊維コードとを得た。
【0048】
そして、タイヤサイズ195/65R15で、一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置し、該ベルト層の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層を配置した空気入りラジアルタイヤにおいて、カーカス層の補強コードとして従来例2のゴム補強用繊維コードを用いたタイヤと、カーカス層の補強コードとして実施例10のゴム補強用繊維コードを用いたタイヤとを作製した。但し、カーカス層のコード打ち込み密度は45本/5cmとした。
【0049】
このようにして得られた従来例2及び実施例10のタイヤについて、下記の評価方法により、荷重耐久性を評価した。
【0050】
荷重耐久性:
各試験タイヤをリムサイズ15×6Jのリムに組み付け、空気圧を180kPaとし、直径1707mmのドラムを備えた室内ドラム試験機に装着し、JATMA規定最大負荷能力の85%の荷重にて速度81km/hの条件で4時間走行した後、最大負荷能力の90%の荷重で6時間走行し、次いで、最大負荷能力の100%の荷重で24時間走行した。更に、異常がないことを確認した後、最大負荷能力の115%の荷重で4時間走行し、以降4時間毎に最大負荷能力の15%づつ荷重を増加させ、故障が発生するまでの走行距離を測定した。評価結果は、従来例2のタイヤを100とする指数にて示した。この指数値が大きいほど荷重耐久性が優れていることを意味する。
【0051】
その結果、実施例10のタイヤは荷重耐久性の評価値が110であり、従来例2のタイヤに比べて明らかに荷重耐久性が向上していた。
【符号の説明】
【0052】
1 トレッド部
2 サイドウォール部
3 ビード部
4 カーカス層
5 ビードコア
6 ベルト層
7 ベルトカバー層
C ゴム補強用繊維コード
C0 繊維コード
C1 接着剤
【技術分野】
【0001】
本発明は、ゴム補強用繊維コード及びそれを用いた空気入りラジアルタイヤに関し、更に詳しくは、繊維コードとゴムとの界面に高い剪断接着力を付与することを可能にしたゴム補強用繊維コード及びそれを用いた空気入りラジアルタイヤに関する。
【背景技術】
【0002】
空気入りラジアルタイヤに代表されるゴム製品においては、その補強材料として繊維コードが使用されている。このような繊維コードをゴム中に埋設するにあたって、繊維コードとゴムとの接着性を確保するために、通常、繊維コードに対してレゾルシン・ホルムアルデヒド初期縮合物とゴムラテックス(RFL)を含む接着剤を塗布することが行われている(例えば、特許文献1〜3参照)。
【0003】
しかしながら、近年では、軽量化と高性能化の要求の高まりにより、繊維コードを補強材料とするゴム製品の耐久性の一層の向上を図るために、繊維コードとゴムとの接着性を更に改善することが求められている。
【0004】
例えば、高速耐久性や低騒音性が要求される乗用車用空気入りラジアルタイヤにおいては、ベルト層の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層が配置されている。このようなベルトカバー層は、タイヤが高速回転するときに発生する遠心力によるベルト層のせり上がりを抑制するものであるが、タイヤの回転に伴って接地状態と非接地状態とが繰り返されるため繊維コードに対して繰り返し変形が加えられる。特にタイヤのショルダー領域では、タイヤ周長がタイヤ幅方向に変化しているため、ベルトカバー層とベルト層との間に剪断変形を生じ易い。そして、剪断変形によりベルトカバー層の繊維コードとゴムとの界面に応力が集中すると、これら繊維コードとゴムとの間に剥離が生じることになる。
【0005】
また、空気入りラジアルタイヤにおいては、一対のビード部間にカーカス層が装架され、そのカーカス層がビードコアの廻りにタイヤ内側から外側へ折り返されている。このようなタイヤ構造では、タイヤが撓み変形を繰り返す際にカーカス層の折り返し端部に大きな剪断力が働くため、この部分において繊維コードとゴムとの界面に破壊を生じ易いという問題がある。
【0006】
そのため、空気入りラジアルタイヤにおいて、ベルトカバー層やカーカス層に使用される繊維コードとゴムとの界面に高い剪断接着力を付与し、タイヤの耐久性を高めることが求められている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−139111号公報
【特許文献2】特開2006−123648号公報
【特許文献3】特開2007−22366号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、繊維コードとゴムとの界面に高い剪断接着力を付与することを可能にしたゴム補強用繊維コード及びそれを用いた空気入りラジアルタイヤを提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するための本発明のゴム補強用繊維コードは、繊維コードに、レゾルシン・ホルムアルデヒド初期縮合物と、ゴムラテックスと、平均繊維径が1μm以下のミクロフィブリル化セルロース短繊維とを混合してなる接着剤を塗布したことを特徴とするものである。
【0010】
そして、本発明の空気入りラジアルタイヤは、一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置し、該ベルト層の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層を配置した空気入りラジアルタイヤにおいて、前記ベルトカバー層の補強コードとして上記ゴム補強用繊維コードを用いたことを特徴とするものである。
【0011】
また、本発明の空気入りラジアルタイヤは、一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置した空気入りラジアルタイヤにおいて、前記カーカス層の補強コードとして上記ゴム補強用繊維コードを用いたことを特徴とするものである。
【発明の効果】
【0012】
本発明者は、繊維コードの接着剤について鋭意研究を重ねた結果、接着剤に特定の短繊維を混合することが繊維コードとゴムとの界面の剪断接着力を高める上で有効であることを知見し、本発明に至ったのである。
【0013】
即ち、本発明によれば、レゾルシン・ホルムアルデヒド初期縮合物とゴムラテックスとミクロフィブリル化セルロース短繊維とを混合してなる接着剤を繊維コードに塗布することにより、繊維コードとゴムとの界面に高い剪断接着力を付与することができる。
【0014】
特に、接着剤中にミクロフィブリル化セルロース短繊維をゴムラテックス固形分100重量部に対して0.2〜1.0重量部配合することが好ましい。これにより、剪断接着力の改善効果を最大限に発揮することができる。
【0015】
ゴムラテックスとしては、ビニルピリジン・スチレン・ブタジエンターポリマーラテックスとスチレン・ブタジエンゴムラテックスとの混合物を用い、その固形分重量比が70/30〜40/60の範囲にあることが好ましい。これにより、剪断接着力の改善効果を最大限に発揮することができる。
【0016】
本発明において、空気入りラジアルタイヤのベルトカバー層の補強コードとして上記ゴム補強用繊維コードを用いた場合、ベルトカバー層の補強コードとゴムとの間の剪断接着力が高くなるため、ベルトカバー層を備えた空気入りラジアルタイヤの耐久性を向上することができる。
【0017】
また、空気入りラジアルタイヤのカーカス層の補強コードとして上記ゴム補強用繊維コードを用いた場合、カーカス層の補強コードとゴムとの間の剪断接着力が高くなるため、カーカス層を備えた空気入りラジアルタイヤの耐久性を向上することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施形態からなるゴム補強用繊維コードを示す斜視図である。
【図2】本発明の実施形態からなる空気入りラジアルタイヤを示す子午線半断面図である。
【発明を実施するための形態】
【0019】
以下、本発明の構成について添付の図面を参照しながら詳細に説明する。図1は本発明の実施形態からなるゴム補強用繊維コードを示すものである。図1に示すように、本発明のゴム補強用繊維コードCは、繊維コードC0に対して、レゾルシン・ホルムアルデヒド初期縮合物と、ゴムラテックスと、平均繊維径が1μm以下のミクロフィブリル化セルロース短繊維とを混合してなる接着剤C1を塗布したものである。
【0020】
繊維コードの材質は特に限定されるものではないが、66ナイロン繊維、ポリエステル繊維、ポリオレフィンケトン繊維、アラミド繊維又はレーヨン繊維等からなる有機繊維コード、66ナイロン繊維とポリオレフィンケトン繊維との組み合わせ又は66ナイロン繊維とアラミド繊維との組み合わせ等からなる複合有機繊維コードが好ましく用いられる。繊維コードとして、ガラス繊維や炭素繊維等からなる無機繊維コードを用いても良い。なお、繊維コードの撚り構造は特に限定されるものではない。
【0021】
レゾルシン・ホルムアルデヒド初期縮合物としては、レゾルシンとホルムアルデヒドを予め酸性触媒下で縮合させたノボラック型樹脂や、レゾルシンとホルムアルデヒドを予め塩基性触媒下で縮合させたレゾール型樹脂がある。本発明においては、いずれを用いても良いが、取り扱い性の点からはノボラック型樹脂が好ましい。
【0022】
ゴムラテックスとしては、ビニルピリジン・スチレン・ブタジエンターポリマーラテックス、スチレン・ブタジエンゴムラテックス、天然ゴムラテックス、アクリロニトリル・ブタジエンゴムラテックス、クロロプレンゴムラテックス等を適宜選ぶことができるが、タイヤ用補強コードとして用いる場合、ビニルピリジン・スチレン・ブタジエンターポリマーラテックス、スチレン・ブタジエンゴムラテックス、天然ゴムラテックスを用いるのがゴムとの接着性の点で好ましい。
【0023】
特に、ゴムラテックスとしては、ビニルピリジン・スチレン・ブタジエンターポリマーラテックスとスチレン・ブタジエンゴムラテックスとの混合物を用い、その固形分重量比を70/30〜40/60の範囲にした場合、良好な接着性を得ることができる。一般的には、ビニルピリジン・スチレン・ブタジエンターポリマーラテックスが多い方が接着力は高くなる傾向にあるが、ミクロフィブリル化セルロース短繊維を添加した場合は、上記固形分重量比となる混合物が最適である。但し、スチレン・ブタジエンゴムラテックスの量が多過ぎると接着性が低下する。
【0024】
ミクロフィブリル化セルロース短繊維は、セルロース繊維を、例えば、特開2007−231438号公報に開示された機械的方法、即ち、叩解処理やホモジナイズ処理によりミクロフィブリル化することにより製造することができる。セルロース繊維を、叩解処理によりミクロフィブリル化する場合、パルプ等のセルロース繊維を、慣用の叩解機、例えば、ビーター、ジョルダン、コニカルリファイナー、シングルディスクリファイナー、ダブルディスクリファイナー等により叩解することにより微小繊維状セルロースを得ることができる。また、ミクロフィブリル化セルロース短繊維は、特開2008−308802号公報等に開示される化学的な方法でも得ることができる。
【0025】
本発明で用いるミクロフィブリル化セルロース短繊維は、平均繊維径が1μm以下であることが必要である。平均繊維径が1μm超の場合、短繊維の接着剤への分散性が低下するだけでなく、繊維径が大き過ぎてむしろ欠陥として作用するため、繊維コードにゴムを被覆したとき剪断接着強度が低下することになる。また、平均繊維径が大き過ぎる場合、繊維コードの表面に接着剤の付着斑が発生したり、接着処理装置の汚れが増大するという不都合もある。一方、ミクロフィブリル化セルロース短繊維の長さは特に限定されるものではないが、その平均繊維長は0.01〜1.00mmであることが好ましい。平均繊維長が0.01mm未満であると補強効果が低下し、逆に1.00mmを超えると短繊維の接着剤への分散性が低下する。また、平均繊維長(L)と平均繊維径(D)との比(L/D)が100以上であることが好ましい。この比(L/D)が100未満であると補強効果が低下する。なお、平均繊維径及び平均繊維長は、それぞれ顕微鏡観察により算出した数平均繊維径及び数平均繊維長である。
【0026】
本発明の接着剤はその配合が特に限定されるものではないが、ゴムラテックス固形分100重量部に対して、レゾルシン・ホルムアルデヒド初期縮合物を10〜30重量部配合することが好ましい。レゾルシン・ホルムアルデヒド初期縮合物の配合量が10重量部未満であると、接着剤中の樹脂分が少なくなることから耐水接着性の低下を招き、逆に30重量部を超えると、コードが硬くなり過ぎることによって初期強度が低下するばかりでなく、接着剤中のゴム分が減少する結果、繊維コードを埋設するゴムとの共架橋性が低くなり、剪断接着力が低下する。
【0027】
また、ミクロフィブリル化セルロース短繊維の配合量は、ゴムラテックス固形分100重量部に対して0.1重量部以上であるのが良い。特に、ミクロフィブリル化セルロース短繊維をゴムラテックス固形分100重量部に対して0.2〜1.0重量部配合した場合、良好な接着性を得ることができる。ミクロフィブリル化セルロース短繊維の配合量が0.2重量部未満であると、剪断接着力の改善効果が低くなる虞があり、逆に1.0重量部を超えると、短繊維の接着剤中での分散性が低下する結果、接着層が不均一になり、剪断接着力が低下する虞がある。また、ミクロフィブリル化セルロース短繊維の配合量が多過ぎると、接着剤の粘度が上昇し、接着処理装置の汚れが増大するという不都合もある。
【0028】
繊維コードに接着剤を塗布する場合、繊維コードを接着剤に浸漬し、80〜150℃の温度で30〜180秒間乾燥させた後、150〜250℃の温度で60〜180秒間熱処理することが好ましい。接着性の点から、例えば、繊維コードが66ナイロン繊維の場合には熱処理温度を210〜230℃とし、繊維コードがポリエステル繊維の場合には熱処理温度を220〜240℃とし、繊維コードがアラミド繊維の場合には熱処理温度を230〜250℃とすることが好ましい。なお、ポリエステル繊維やアラミド繊維の場合、当該接着剤を塗布する前に、エポキシ樹脂やイソシアネートを含む前処理剤で処理することが好ましい。
【0029】
上述したゴム補強用繊維コードは、その用途が特に限定されるものではなく、空気入りタイヤ、ホース、コンベヤベルト等の補強コードとして用いることが可能である。特に、空気入りラジアルタイヤのカーカス層やベルトカバー層の補強コードとして用いることが好ましい。
【0030】
図2は本発明の実施形態からなる空気入りラジアルタイヤを示し、1はトレッド部、2はサイドウォール部、3はビード部である。左右一対のビード部3,3間にはタイヤ径方向に延びる複数本の補強コードを含むカーカス層4が装架され、そのカーカス層4がビードコア5の廻りにタイヤ内側から外側に折り返されている。
【0031】
トレッド部1におけるカーカス層4の外周側には複数層のベルト層6が埋設されている。これらベルト層6はタイヤ周方向に対して傾斜する複数本の補強コードを含み、かつ層間で補強コードが互いに交差するように配置されている。ベルト層6の外周側には、補強コードをタイヤ周方向に巻回してなるベルトカバー層7が配置されている。このベルトカバー層7は少なくとも1本の補強コードを引き揃えてゴム被覆してなるストリップ材をタイヤ周方向に対して実質的に0°で連続的に巻回したジョイントレス構造とすることが望ましい。
【0032】
上記空気入りラジアルタイヤにおいて、ベルトカバー層7の補強コードとして、前述のゴム補強用繊維コードが使用されている。上記ゴム補強用繊維コードはベルトカバー層7の全体に使用しても良いが、ベルトカバー層7に剪断変形を生じ易いタイヤショルダー領域だけに配置しても良い。このようにベルトカバー層7の補強コードとして上記ゴム補強用繊維コードを用いた場合、ベルトカバー層7の補強コードとゴムとの間の剪断接着力が高くなるため、空気入りラジアルタイヤの耐久性を向上することができる。
【0033】
また、上記空気入りラジアルタイヤにおいて、カーカス層4の補強コードとして、前述のゴム補強用繊維コードが使用されている。カーカス層4をビードコア5の廻りに折り返した構造を有する空気入りラジアルタイヤでは、タイヤが撓み変形を繰り返す際に特にカーカス層4の折り返し端部において繊維コードとゴムとの界面に大きな剪断力が働くことになるが、カーカス層4の補強コードとして上記ゴム補強用繊維コードを用いた場合、カーカス層4の繊維コードとゴムとの間の剪断接着力が高くなるため、空気入りラジアルタイヤの耐久性を向上することができる。
【実施例】
【0034】
太さ1400dtexの2本の下撚り糸を下撚りとは反対方向に上撚りし、下撚り数を35回/10cmとし、上撚り数を35回/10cmとした66ナイロンの繊維コードを用意し、その繊維コードを表1に示すように短繊維の配合条件が異なるレゾルシン・ホルムアルデヒド初期縮合物及びゴムラテックス(RFL)の接着剤に浸漬した後、100℃の温度で乾燥処理を60秒間行い、次いで220℃の温度でヒートセット処理を100秒間行うことにより、従来例1、比較例1及び実施例1〜9のゴム補強用繊維コードを得た。
【0035】
接着剤に配合する短繊維としては、ミクロフィブリル化セルロース短繊維(MFC)又はレーヨン短繊維を用い、平均繊維径、平均繊維長及び配合量を種々異ならせた。ミクロフィブリル化セルロース短繊維としては、ダイセル化学工業(株)製のセリッシュKY−100G(固形分10重量%)を用いた。一方、レーヨン短繊維としては、レーヨン繊維(1840dtex−1000fil)のカットファイバーを用いた。接着剤中のゴムラテックスとしては、ビニルピリジン・スチレン・ブタジエンターポリマーラテックス(Vp)及びスチレン・ブタジエンゴムラテックス(SBR)を用い、その固形分重量比(Vp/SBR比)を種々異ならせた。
【0036】
接着剤は、水、10%NaOH水、75%RF樹脂、37%ホルマリン水溶液、1%短繊維水分散液、40%ビニルピリジン・スチレン・ブタジエンターポリマーラテックス、41%スチレン・ブタジエンゴムラテックスを用いて調整した。1%短繊維水分散液は、プライミクス社製高速ミキサーTKフィルミックスを用い、レーヨン短繊維及びセリッシュKY−100G(固形分10重量%)をそれぞれ1%になるように水に加え、10000rpmで高速攪拌を行うことで作製した。
【0037】
また、平均繊維径及び平均繊維長は、1%短繊維水分散液を基板上で乾燥した後、短繊維を走査型電子顕微鏡にて拡大して測定した。拡大倍率は短繊維の寸法に合わせて適宜調整した。レーヨン短繊維の平均繊維径は、倍率100倍にて50本の短繊維の直径を測定し、その平均値とした。レーヨン短繊維の平均繊維長は、倍率20倍にて50本の短繊維の長さを測定し、その平均値とした。一方、ミクロフィブリル化セルロース短繊維の平均繊維径は、倍率5000倍にて50本の短繊維の径を測定し、その平均値とした。ミクロフィブリル化セルロース短繊維の平均繊維長は、倍率200倍の拡大写真を撮り、デジタイザーにて短繊維をトレースし、そのトレースから50本の短繊維の長さを測定し、その平均値とした。
【0038】
このようにして得られた従来例1、比較例1及び実施例1〜9のゴム補強用繊維コードについて、下記の試験方法により、引き抜き試験を実施し、その結果を表1に併せて示した。
【0039】
引き抜き試験:
表2に示す配合を有する未加硫ゴムに各繊維コードを埋設し、その埋め込み深さを8mmとし、当該繊維コードを埋め込んだ未加硫ゴムのブロックを150℃の温度で30分間加硫した後、加硫済のゴムブロックから繊維コードを引き抜く際の引き抜き力を測定した。評価結果は、従来例1を100とする指数にて示した。この指数値が大きいほど引き抜き力が大きいことを意味する。
【0040】
【表1】
【0041】
【表2】
【0042】
表1に示すように、実施例1〜9のゴム補強用繊維コードは、いずれも従来例に比べて引き抜き力が大きく、剪断接着力が高いものであった。特に、接着剤中にミクロフィブリル化セルロース短繊維をゴムラテックス固形分100重量部に対して0.2〜1.0重量部配合した場合に良好な剪断接着力が得られた。また、ビニルピリジン・スチレン・ブタジエンターポリマーラテックスとスチレン・ブタジエンゴムラテックスの固形分重量比が70/30〜40/60の範囲にある場合にも良好な剪断接着力が得られた。
【0043】
次に、タイヤサイズ195/65R15で、一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置し、該ベルト層の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層(ベルトエッジカバー)を配置した空気入りラジアルタイヤにおいて、ベルトカバー層の補強コードとして従来例1のゴム補強用繊維コードを用いたタイヤと、ベルトカバー層の補強コードとして実施例1のゴム補強用繊維コードを用いたタイヤとを作製した。但し、ベルトカバー層のコード打ち込み密度は50本/5cmとした。
【0044】
このようにして得られた従来例1及び実施例1のタイヤについて、下記の評価方法により、高速耐久性を評価した。
【0045】
高速耐久性:
各試験タイヤをリムサイズ15×6Jのリムに組み付け、空気圧を210kPaとし、直径1707mmのドラムを備えた室内ドラム試験機に装着し、JATMAで規定された空気圧条件に対応する負荷能力の88%の荷重にて速度81km/hの条件で120分間慣らし走行を行った。次いで、3時間以上放冷した後、空気圧を再調整し、121km/hの速度から試験を再開し、30分毎に速度を8km/hづつ段階的に上昇させ、故障が発生するまでの走行距離を測定した。評価結果は、従来例1のタイヤを100とする指数にて示した。この指数値が大きいほど高速耐久性が優れていることを意味する。
【0046】
その結果、実施例1のタイヤは高速耐久性の評価値が115であり、従来例1のタイヤに比べて明らかに高速耐久性が向上していた。
【0047】
次に、太さ1670dtexの2本の下撚り糸を下撚りとは反対方向に上撚りし、下撚り数を40回/10cmとし、上撚り数を40回/10cmとしたポリエチレンテレフタレート(PET)の繊維コードを用意した。その繊維コードを予めエポキシ樹脂水溶液に浸漬し、乾燥処理及び熱処理を施した後、第2段の処理として、従来例1と同様の接着剤を塗布した従来例2のゴム補強用繊維コードと、実施例1と同様の接着剤を塗布した実施例10のゴム補強用繊維コードとを得た。
【0048】
そして、タイヤサイズ195/65R15で、一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置し、該ベルト層の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層を配置した空気入りラジアルタイヤにおいて、カーカス層の補強コードとして従来例2のゴム補強用繊維コードを用いたタイヤと、カーカス層の補強コードとして実施例10のゴム補強用繊維コードを用いたタイヤとを作製した。但し、カーカス層のコード打ち込み密度は45本/5cmとした。
【0049】
このようにして得られた従来例2及び実施例10のタイヤについて、下記の評価方法により、荷重耐久性を評価した。
【0050】
荷重耐久性:
各試験タイヤをリムサイズ15×6Jのリムに組み付け、空気圧を180kPaとし、直径1707mmのドラムを備えた室内ドラム試験機に装着し、JATMA規定最大負荷能力の85%の荷重にて速度81km/hの条件で4時間走行した後、最大負荷能力の90%の荷重で6時間走行し、次いで、最大負荷能力の100%の荷重で24時間走行した。更に、異常がないことを確認した後、最大負荷能力の115%の荷重で4時間走行し、以降4時間毎に最大負荷能力の15%づつ荷重を増加させ、故障が発生するまでの走行距離を測定した。評価結果は、従来例2のタイヤを100とする指数にて示した。この指数値が大きいほど荷重耐久性が優れていることを意味する。
【0051】
その結果、実施例10のタイヤは荷重耐久性の評価値が110であり、従来例2のタイヤに比べて明らかに荷重耐久性が向上していた。
【符号の説明】
【0052】
1 トレッド部
2 サイドウォール部
3 ビード部
4 カーカス層
5 ビードコア
6 ベルト層
7 ベルトカバー層
C ゴム補強用繊維コード
C0 繊維コード
C1 接着剤
【特許請求の範囲】
【請求項1】
繊維コードに、レゾルシン・ホルムアルデヒド初期縮合物と、ゴムラテックスと、平均繊維径が1μm以下のミクロフィブリル化セルロース短繊維とを混合してなる接着剤を塗布したことを特徴とするゴム補強用繊維コード。
【請求項2】
前記接着剤中に前記ミクロフィブリル化セルロース短繊維をゴムラテックス固形分100重量部に対して0.2〜1.0重量部配合したことを特徴とする請求項1に記載のゴム補強用繊維コード。
【請求項3】
前記ゴムラテックスが、ビニルピリジン・スチレン・ブタジエンターポリマーラテックスとスチレン・ブタジエンゴムラテックスとの混合物からなり、その固形分重量比が70/30〜40/60の範囲にあることを特徴とする請求項1又は請求項2に記載のゴム補強用繊維コード。
【請求項4】
一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置し、該ベルト層の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層を配置した空気入りラジアルタイヤにおいて、前記ベルトカバー層の補強コードとして請求項1〜3のいずれかに記載のゴム補強用繊維コードを用いたことを特徴とする空気入りラジアルタイヤ。
【請求項5】
一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置した空気入りラジアルタイヤにおいて、前記カーカス層の補強コードとして請求項1〜3のいずれかに記載のゴム補強用繊維コードを用いたことを特徴とする空気入りラジアルタイヤ。
【請求項1】
繊維コードに、レゾルシン・ホルムアルデヒド初期縮合物と、ゴムラテックスと、平均繊維径が1μm以下のミクロフィブリル化セルロース短繊維とを混合してなる接着剤を塗布したことを特徴とするゴム補強用繊維コード。
【請求項2】
前記接着剤中に前記ミクロフィブリル化セルロース短繊維をゴムラテックス固形分100重量部に対して0.2〜1.0重量部配合したことを特徴とする請求項1に記載のゴム補強用繊維コード。
【請求項3】
前記ゴムラテックスが、ビニルピリジン・スチレン・ブタジエンターポリマーラテックスとスチレン・ブタジエンゴムラテックスとの混合物からなり、その固形分重量比が70/30〜40/60の範囲にあることを特徴とする請求項1又は請求項2に記載のゴム補強用繊維コード。
【請求項4】
一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置し、該ベルト層の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層を配置した空気入りラジアルタイヤにおいて、前記ベルトカバー層の補強コードとして請求項1〜3のいずれかに記載のゴム補強用繊維コードを用いたことを特徴とする空気入りラジアルタイヤ。
【請求項5】
一対のビード部間にカーカス層を装架し、該カーカス層の外周側にベルト層を配置した空気入りラジアルタイヤにおいて、前記カーカス層の補強コードとして請求項1〜3のいずれかに記載のゴム補強用繊維コードを用いたことを特徴とする空気入りラジアルタイヤ。
【図1】


【図2】
【図2】
【公開番号】特開2010−275642(P2010−275642A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−126704(P2009−126704)
【出願日】平成21年5月26日(2009.5.26)
【出願人】(000006714)横浜ゴム株式会社 (4,905)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月26日(2009.5.26)
【出願人】(000006714)横浜ゴム株式会社 (4,905)
【Fターム(参考)】
[ Back to top ]