
ゴルフクラブシャフト
【課題】節状部付近における組織の均質性に優れているゴルフクラブシャフトを提供する。
【解決手段】節状部を有したゴルフクラブシャフト1。内圧保持チューブ21付きマンドレル20の外周に長繊維配向プリプレグシート30を巻回し、節状部付近にはさらに短繊維二次元ランダムプリプレグシート31を巻回し、金型40内に配置した後、内圧保持チューブ21を膨張させて加熱加圧成形する。ゴルフクラブシャフト1の節状部付近の外周面部は短繊維二次元ランダム分散領域51で構成される。
【解決手段】節状部を有したゴルフクラブシャフト1。内圧保持チューブ21付きマンドレル20の外周に長繊維配向プリプレグシート30を巻回し、節状部付近にはさらに短繊維二次元ランダムプリプレグシート31を巻回し、金型40内に配置した後、内圧保持チューブ21を膨張させて加熱加圧成形する。ゴルフクラブシャフト1の節状部付近の外周面部は短繊維二次元ランダム分散領域51で構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は繊維強化合成樹脂製のゴルフクラブシャフトに係り、特に長手方向の途中部分に節状部が設けられているゴルフクラブシャフトに関する。
【背景技術】
【0002】
炭素繊維などの繊維強化合成樹脂製のゴルフクラブシャフトとして、長手方向の途中部分に、径方向に膨出するか又は縮退した節状部を設けたものが知られている(特許文献1,2)。
【0003】
特許文献1のゴルフクラブシャフトは、製造用の材料として、90°の配向角度をもつ炭素繊維の強化繊維布の複合材料を用いている。このゴルフクラブシャフトは、複合材料を鋳造成形用マンドレルの回りに巻き付けて成形される(0015〜0026段落)。
【0004】
特許文献2のゴルフクラブシャフトの一態様では、拡径した節状部をその肉厚を大きくすることにより形成している。このゴルフクラブシャフトは、マンドレル上に長繊維強化樹脂プリプレグシートを巻回し、肉厚部形成位置に長繊維強化樹脂プリプレグシートを巻回し、その後加熱してプリプレグシートの樹脂を硬化させ、マンドレルを引き抜くことにより製造される(0043〜0046段落)。特許文献2の別の態様では、内圧成形法により拡径部を有したゴルフクラブシャフトを製造している(0047〜0049段落)。
【0005】
特許文献3には、内圧成形法と真空成形法とを併用したゴルフクラブシャフトの成形方法が記載されているが、特許文献3のゴルフクラブシャフトには節状部は設けられていない。
【0006】
特許文献4には、「不織布プリプレグ」を最外層に配置して成形されたゴルフクラブシャフトが記載されているが、この「不織布」は特許文献4の0030〜0032段落及び図1,2の通り、経糸、緯糸及び斜交糸を積層して接着したものであり、短繊維を二次元ランダムに分散させたものではない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】実用新案登録3050019
【特許文献2】特開平11−57088
【特許文献3】特開2004−291581
【特許文献4】特許4402477
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1,2のように、節状部を内圧成形法によって成形する場合、膨出部付近では部分的にその前後よりも大きく拡径する箇所が生じるが、強化繊維の緯糸や斜交糸がプリプレグシートの拡径を拘束するところから、拡径率の大きい箇所ではプリプレグシートの樹脂成分のみが拡径方向に移動してしまい、拡径部の組織の均一性が損なわれる。すなわち、拡径部の外周面は樹脂分の多い樹脂リッチな組成となり、内周側は樹脂が少ない樹脂リーン組成となる。そのため、強化繊維が不足する外周側では、弾性率が低くなり、樹脂が不足する内周側では強化繊維同士の結合力が低くなるおそれがある。
【0009】
本発明は、このような問題点を解消し、節状部付近における組織の均質性に優れているゴルフクラブシャフトを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明のゴルフクラブシャフトは、長手方向の途中部分に節状部が設けられている繊維強化合成樹脂製のゴルフクラブシャフトにおいて、少なくとも該節状部及びその近傍の外周面部は短繊維が二次元ランダムに分散した短繊維プリプレグシートを用いて形成されていることを特徴とするものである。
【0011】
この短繊維は、炭素繊維であってもよく、炭素繊維以外のガラス繊維等であってもよい。
【0012】
このゴルフクラブシャフトは、ゴルフクラブシャフト成形用の内圧保持チューブの外周に長繊維プリプレグシートを巻回し、さらに少なくとも節状部形成部位に前記短繊維プリプレグシートを巻回した後、成形型内に配置し、該内圧保持チューブを加圧拡径させて加熱成形することにより成形されたものであることが好ましい。
【発明の効果】
【0013】
本発明のゴルフクラブシャフトでは、少なくとも節状部付近の外周面部を、短繊維が二次元ランダムに分散した短繊維プリプレグシートを用いて形成している。この二次元ランダム分散短繊維プリプレグシートは、ゴルフクラブシャフト成形時に拡径しても樹脂と繊維とが分離せず、節状部の組織の均質性が良好である。
【図面の簡単な説明】
【0014】
【図1】実施の形態に係るゴルフクラブシャフトの模式的な側面図である。
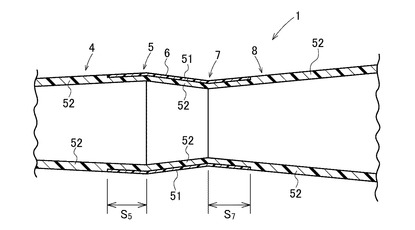
【図2】図1のII部分の拡大図である。
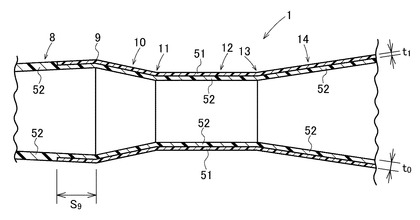
【図3】図1のIII部分の拡大図である。
【図4】図2のIV−IV線断面図である。
【図5】図3のV−V線断面図である。
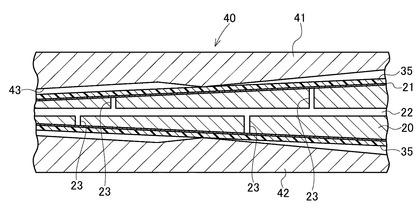
【図6】ゴルフクラブシャフトの製造方法を説明する断面図である。
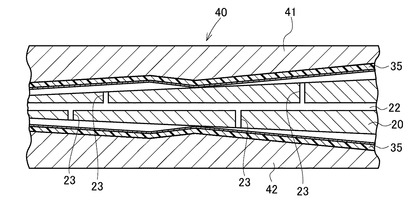
【図7】ゴルフクラブシャフトの製造方法を説明する断面図である。
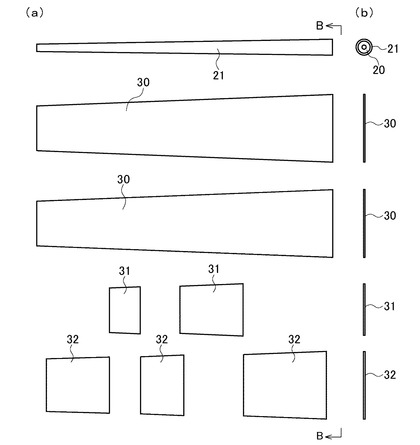
【図8】(a)図はゴルフクラブシャフトの製造方法を説明する平面図、(b)図は(a)図のB−B線矢視図である。
【図9】ゴルフクラブシャフトの剛性分布図である。
【発明を実施するための形態】
【0015】
以下、図面を参照して実施の形態について説明する。
【0016】
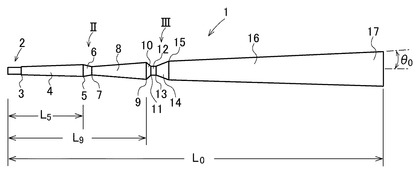
図1〜5の通り、ゴルフクラブシャフト1は中空カラム状である。このゴルフクラブシャフト1の先端部2はゴルフクラブヘッド(図示略)のホゼル穴に挿入される部分であり、シャフト長手方向において等径の円筒状となっている。先端部2に引き続く部分は、後方ほど拡径するテーパ部4となっている。先端部2とテーパ部4との境界は円筒面とテーパ面とが交わる凹屈曲部3となっている。
【0017】
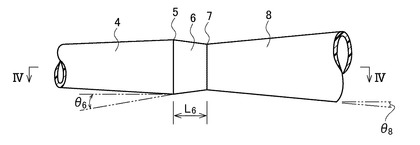
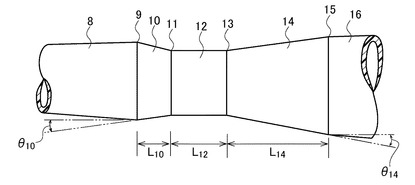
テーパ部4に引き続いて、凸屈曲部5、逆テーパ部6、凹屈曲部7、テーパ部8、凸屈曲部9、逆テーパ部10、凹屈曲部11、円筒部12、凹屈曲部13、テーパ部14、凸屈曲部15、テーパ部16が設けられている。逆テーパ部6,10はシャフト後端側ほど縮径する。円筒部12はシャフト長手方向において等径であるが、若干のテーパが設けられていてもよい。後端部17は最も径が大きくなっている。この後端部17付近にグリップ(図示略)が嵌着される。
【0018】
なお、図1〜8は、ゴルフクラブシャフトを径方向に拡大した模式図となっており、テーパ角は実際のテーパ角よりも大きく図示されている。凸屈曲部5〜凹屈曲部7付近及び凸屈曲部9〜凸屈曲部15付近が節状部となっている。
【0019】
ドライバー用シャフトの場合、先端の直径は8.0〜11.0mm特に8.5〜10.0mm、後端の直径は14.0〜20.0mm特に16.0〜18.0mm程度であり、平均的なテーパ率θ0は6/1000〜12/1000特に8/1000〜10/1000程度が好ましい。
【0020】
アイアン用シャフトの場合、先端の直径は8.5〜11.5mm特に9〜10.5mm、後端の直径は14〜20mm特に16〜18mm程度であり、平均的なテーパ率θ0は7/1000〜13/1000特に9/1000〜11/1000程度が好ましい。
【0021】
図1のように2箇所に節状部を設けた場合、シャフト先端から凸屈曲部5までの距離L5はシャフト全長L0の15〜45%特に20〜40%程度が好ましく、シャフト先端から凸屈曲部9までの距離L9はシャフト全長L0の50〜80%特に55〜75%程度が好ましい。
【0022】
逆テーパ部6の長さL6(図2)は10〜50mm特に20〜70mm程度が好ましい。図3の逆テーパ部10の長さL10は50〜90mm特に60〜70mm程度が好ましい。円筒部12の長さL12は10〜50mm特に20〜30mm程度が好ましい。テーパ部14の長さL14は50〜90mm特に60〜70mm程度が好ましい。
【0023】
テーパ部4,16は平均テーパ率θ0のテーパとなっている。逆テーパ部6のテーパ率θ6(図2)は300/1000〜60/1000特に150/1000〜90/1000程度が好ましい。テーパ部8のテーパ率θ8は300/1000〜80/1000特に150/1000〜90/1000程度が好ましい。逆テーパ部10のテーパ率θ10は300/1000〜60/1000特に150/1000〜90/1000程度が好ましい。テーパ部14のテーパ率θ14は300/1000〜60/1000特に150/1000〜90/1000程度が好ましい。
【0024】
このゴルフクラブシャフト1を製造するには、図8のように外周に内圧保持チューブ21を備えたマンドレル20を用意する。図6,7の通り、このマンドレル20には縦孔22と、該縦孔22をマンドレル20の外周面に連通させる横孔23とが設けられている。このマンドレル20の内圧保持チューブ21の外周にプリプレグシート30,31,32を巻き付ける。プリプレグシート30はシャフト全長の長さを有している。プリプレグシート30は長炭素繊維などの長強化繊維に熱硬化性樹脂を含浸させたものである。一般に一方向プリプレグ(UDプリプレグ)長強化繊維の配向方向は、長手方向、周方向、又は斜交方向である。複数枚のプリプレグシート30において配向方向が異なっている。図8では2枚のプリプレグシート30が図示されているが、3枚以上であってもよく、通常は5〜12枚程度とされる。
【0025】
マンドレル20に複数枚のプリプレグシート30を巻回した後、節状部付近に短繊維が二次元ランダムに分散した短繊維プリプレグシート31を巻回する。短繊維プリプレグシート31同士の間及び短繊維プリプレグシート31よりも先端側と後端側にはそれぞれ長繊維プリプレグシート33を巻回する。
【0026】
このようにマンドレル20の内圧保持チューブ21の外周に複数のプリプレグシートの巻回層よりなるプリプレグシート層35を設けたものを、図6の通り、金型40内に配置し、型締めする。この金型40は上型41及び下型42よりなり、上型41と下型42とを型合せすることによりゴルフクラブシャフト1の外周面と同一形状のキャビティ43が形成される。
【0027】
次に、マンドレル20の孔22,23を介して空気を内圧保持チューブ21の内周側に供給して内圧保持チューブ21を拡径させ、プリプレグシート層35をキャビティ43の内周面に押し付けると共に、金型40に設けられたヒータ(図示略)を発熱させ、プリプレグシート層35を加熱加圧して硬化させる。その後、金型40を型開きし、ゴルフクラブシャフト1を脱型し、必要に応じバリ取り、塗装等の仕上げ処理を施してゴルフクラブシャフトの製品とする。マンドレル20に巻かれたプリプレグが内圧保持チューブ内に加圧媒体が送り込まれることで、キャビティ43の内面に押し付けられる。この過程においてプリプレグの繊維が乱れやすくなるので、短繊維プリプレグを積層することでプリプレグ内の繊維の動きが緩慢となり乱れにくくなる。また、短繊維プリプレグにより、たわみやねじれの影響が少なく補強することができる。
【0028】
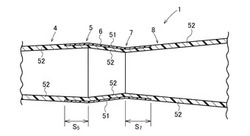
図4,5の通り、節状部付近の外周面側は、短繊維が二次元ランダム分散プリプレグシート31により形成された短繊維二次元ランダム分散領域51となっており、その他は長繊維配向領域52となっている。
【0029】
図6から図7のようにプリプレグシート層35が拡径する場合、凸屈曲部5,9,15付近は、凹屈曲部7,11,13及び円筒部12付近に比べて大きく拡径し、特に外周面側は大きく拡径する。周方向や斜交方向に延在する長繊維はこの拡径を拘束しようとする。本発明では、この大きく拡径する凸屈曲部付近の外周面側に短繊維二次元ランダムプリプレグシート31を配材している。この二次元ランダム短繊維はプリプレグシートの拡径を拘束する作用が長繊維に比べて弱く、短繊維二次元ランダムプリプレグシート31は、その樹脂と短繊維とが一体となって拡径し、材料分離を生じさせない。このため、均質に分布した短繊維によって強化された短繊維二次元ランダム分散領域51を外周面部に形成されたゴルフクラブシャフト1が製造される。
【0030】
図4,5において、凸曲部5,9から短繊維二次元ランダム分散領域51の先端までの距離S5,S9は10〜20mm又はそれ以上であることが好ましい。凹曲部7から短繊維二次元ランダム分散領域51の後端までの距離S7は10〜20mm又はそれ以上であることが好ましい。凸曲部15から短繊維二次元ランダム分散領域51の後端までの距離は10〜20mm又はそれ以上であることが好ましい。短繊維二次元ランダム分散領域51の厚さt1はシャフト管肉厚さt0の5〜30%特に10〜20%程度が好ましい。
【0031】
短繊維プリプレグシート31を構成する短繊維としては、平均繊維径が0.5〜15μm特に1〜10μmで長さ1〜50mmの炭素繊維が好適であるが、短ガラス繊維(チョップドストランド)であってもよく、双方の混合であってもよい。
【0032】
長繊維としては炭素繊維が好適であるが、アルミナ繊維、アラミド繊維、ガラス繊維などがさらに配合されてもよい。
【0033】
合成樹脂としてはエポキシ樹脂などシャフト製造に用いられる各種樹脂を用いることができる。熱硬化性樹脂の代わりにナイロンなどの熱可塑性樹脂を用いてもよい。
【0034】
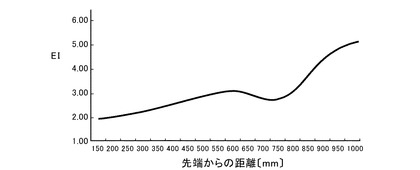
図1のゴルフクラブシャフトでは2個の節状部を設けており、図9のように2箇所の節状部付近でその前後に比べて剛性が低下した曲げ剛性分布を有したゴルフクラブシャフトが得られる。なお、図9の縦軸の単位は×106kgf・mm2である。ただし、節状部の数は1又は3以上、例えば1〜5程度であってもよい。節状部は、前後よりも拡径した拡径部のみにて構成されてもよい。
【0035】
本発明では、ゴルフクラブシャフト1の外周面部の全体又はほぼ全体を短繊維二次元ランダムプリプレグシートを用いて形成してもよい。
【符号の説明】
【0036】
1 ゴルフクラブシャフト
4,8,14,16 テーパ部
6,10 逆テーパ部
3,7,11,13 凹屈曲部
5,9,15 凸屈曲部
20 マンドレル
21 内圧保持チューブ
22 縦孔
23 横孔
30,31,32 プリプレグシート
40 金型
51 短繊維二次元ランダム領域
52 長繊維配向領域
【技術分野】
【0001】
本発明は繊維強化合成樹脂製のゴルフクラブシャフトに係り、特に長手方向の途中部分に節状部が設けられているゴルフクラブシャフトに関する。
【背景技術】
【0002】
炭素繊維などの繊維強化合成樹脂製のゴルフクラブシャフトとして、長手方向の途中部分に、径方向に膨出するか又は縮退した節状部を設けたものが知られている(特許文献1,2)。
【0003】
特許文献1のゴルフクラブシャフトは、製造用の材料として、90°の配向角度をもつ炭素繊維の強化繊維布の複合材料を用いている。このゴルフクラブシャフトは、複合材料を鋳造成形用マンドレルの回りに巻き付けて成形される(0015〜0026段落)。
【0004】
特許文献2のゴルフクラブシャフトの一態様では、拡径した節状部をその肉厚を大きくすることにより形成している。このゴルフクラブシャフトは、マンドレル上に長繊維強化樹脂プリプレグシートを巻回し、肉厚部形成位置に長繊維強化樹脂プリプレグシートを巻回し、その後加熱してプリプレグシートの樹脂を硬化させ、マンドレルを引き抜くことにより製造される(0043〜0046段落)。特許文献2の別の態様では、内圧成形法により拡径部を有したゴルフクラブシャフトを製造している(0047〜0049段落)。
【0005】
特許文献3には、内圧成形法と真空成形法とを併用したゴルフクラブシャフトの成形方法が記載されているが、特許文献3のゴルフクラブシャフトには節状部は設けられていない。
【0006】
特許文献4には、「不織布プリプレグ」を最外層に配置して成形されたゴルフクラブシャフトが記載されているが、この「不織布」は特許文献4の0030〜0032段落及び図1,2の通り、経糸、緯糸及び斜交糸を積層して接着したものであり、短繊維を二次元ランダムに分散させたものではない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】実用新案登録3050019
【特許文献2】特開平11−57088
【特許文献3】特開2004−291581
【特許文献4】特許4402477
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1,2のように、節状部を内圧成形法によって成形する場合、膨出部付近では部分的にその前後よりも大きく拡径する箇所が生じるが、強化繊維の緯糸や斜交糸がプリプレグシートの拡径を拘束するところから、拡径率の大きい箇所ではプリプレグシートの樹脂成分のみが拡径方向に移動してしまい、拡径部の組織の均一性が損なわれる。すなわち、拡径部の外周面は樹脂分の多い樹脂リッチな組成となり、内周側は樹脂が少ない樹脂リーン組成となる。そのため、強化繊維が不足する外周側では、弾性率が低くなり、樹脂が不足する内周側では強化繊維同士の結合力が低くなるおそれがある。
【0009】
本発明は、このような問題点を解消し、節状部付近における組織の均質性に優れているゴルフクラブシャフトを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明のゴルフクラブシャフトは、長手方向の途中部分に節状部が設けられている繊維強化合成樹脂製のゴルフクラブシャフトにおいて、少なくとも該節状部及びその近傍の外周面部は短繊維が二次元ランダムに分散した短繊維プリプレグシートを用いて形成されていることを特徴とするものである。
【0011】
この短繊維は、炭素繊維であってもよく、炭素繊維以外のガラス繊維等であってもよい。
【0012】
このゴルフクラブシャフトは、ゴルフクラブシャフト成形用の内圧保持チューブの外周に長繊維プリプレグシートを巻回し、さらに少なくとも節状部形成部位に前記短繊維プリプレグシートを巻回した後、成形型内に配置し、該内圧保持チューブを加圧拡径させて加熱成形することにより成形されたものであることが好ましい。
【発明の効果】
【0013】
本発明のゴルフクラブシャフトでは、少なくとも節状部付近の外周面部を、短繊維が二次元ランダムに分散した短繊維プリプレグシートを用いて形成している。この二次元ランダム分散短繊維プリプレグシートは、ゴルフクラブシャフト成形時に拡径しても樹脂と繊維とが分離せず、節状部の組織の均質性が良好である。
【図面の簡単な説明】
【0014】
【図1】実施の形態に係るゴルフクラブシャフトの模式的な側面図である。
【図2】図1のII部分の拡大図である。
【図3】図1のIII部分の拡大図である。
【図4】図2のIV−IV線断面図である。
【図5】図3のV−V線断面図である。
【図6】ゴルフクラブシャフトの製造方法を説明する断面図である。
【図7】ゴルフクラブシャフトの製造方法を説明する断面図である。
【図8】(a)図はゴルフクラブシャフトの製造方法を説明する平面図、(b)図は(a)図のB−B線矢視図である。
【図9】ゴルフクラブシャフトの剛性分布図である。
【発明を実施するための形態】
【0015】
以下、図面を参照して実施の形態について説明する。
【0016】
図1〜5の通り、ゴルフクラブシャフト1は中空カラム状である。このゴルフクラブシャフト1の先端部2はゴルフクラブヘッド(図示略)のホゼル穴に挿入される部分であり、シャフト長手方向において等径の円筒状となっている。先端部2に引き続く部分は、後方ほど拡径するテーパ部4となっている。先端部2とテーパ部4との境界は円筒面とテーパ面とが交わる凹屈曲部3となっている。
【0017】
テーパ部4に引き続いて、凸屈曲部5、逆テーパ部6、凹屈曲部7、テーパ部8、凸屈曲部9、逆テーパ部10、凹屈曲部11、円筒部12、凹屈曲部13、テーパ部14、凸屈曲部15、テーパ部16が設けられている。逆テーパ部6,10はシャフト後端側ほど縮径する。円筒部12はシャフト長手方向において等径であるが、若干のテーパが設けられていてもよい。後端部17は最も径が大きくなっている。この後端部17付近にグリップ(図示略)が嵌着される。
【0018】
なお、図1〜8は、ゴルフクラブシャフトを径方向に拡大した模式図となっており、テーパ角は実際のテーパ角よりも大きく図示されている。凸屈曲部5〜凹屈曲部7付近及び凸屈曲部9〜凸屈曲部15付近が節状部となっている。
【0019】
ドライバー用シャフトの場合、先端の直径は8.0〜11.0mm特に8.5〜10.0mm、後端の直径は14.0〜20.0mm特に16.0〜18.0mm程度であり、平均的なテーパ率θ0は6/1000〜12/1000特に8/1000〜10/1000程度が好ましい。
【0020】
アイアン用シャフトの場合、先端の直径は8.5〜11.5mm特に9〜10.5mm、後端の直径は14〜20mm特に16〜18mm程度であり、平均的なテーパ率θ0は7/1000〜13/1000特に9/1000〜11/1000程度が好ましい。
【0021】
図1のように2箇所に節状部を設けた場合、シャフト先端から凸屈曲部5までの距離L5はシャフト全長L0の15〜45%特に20〜40%程度が好ましく、シャフト先端から凸屈曲部9までの距離L9はシャフト全長L0の50〜80%特に55〜75%程度が好ましい。
【0022】
逆テーパ部6の長さL6(図2)は10〜50mm特に20〜70mm程度が好ましい。図3の逆テーパ部10の長さL10は50〜90mm特に60〜70mm程度が好ましい。円筒部12の長さL12は10〜50mm特に20〜30mm程度が好ましい。テーパ部14の長さL14は50〜90mm特に60〜70mm程度が好ましい。
【0023】
テーパ部4,16は平均テーパ率θ0のテーパとなっている。逆テーパ部6のテーパ率θ6(図2)は300/1000〜60/1000特に150/1000〜90/1000程度が好ましい。テーパ部8のテーパ率θ8は300/1000〜80/1000特に150/1000〜90/1000程度が好ましい。逆テーパ部10のテーパ率θ10は300/1000〜60/1000特に150/1000〜90/1000程度が好ましい。テーパ部14のテーパ率θ14は300/1000〜60/1000特に150/1000〜90/1000程度が好ましい。
【0024】
このゴルフクラブシャフト1を製造するには、図8のように外周に内圧保持チューブ21を備えたマンドレル20を用意する。図6,7の通り、このマンドレル20には縦孔22と、該縦孔22をマンドレル20の外周面に連通させる横孔23とが設けられている。このマンドレル20の内圧保持チューブ21の外周にプリプレグシート30,31,32を巻き付ける。プリプレグシート30はシャフト全長の長さを有している。プリプレグシート30は長炭素繊維などの長強化繊維に熱硬化性樹脂を含浸させたものである。一般に一方向プリプレグ(UDプリプレグ)長強化繊維の配向方向は、長手方向、周方向、又は斜交方向である。複数枚のプリプレグシート30において配向方向が異なっている。図8では2枚のプリプレグシート30が図示されているが、3枚以上であってもよく、通常は5〜12枚程度とされる。
【0025】
マンドレル20に複数枚のプリプレグシート30を巻回した後、節状部付近に短繊維が二次元ランダムに分散した短繊維プリプレグシート31を巻回する。短繊維プリプレグシート31同士の間及び短繊維プリプレグシート31よりも先端側と後端側にはそれぞれ長繊維プリプレグシート33を巻回する。
【0026】
このようにマンドレル20の内圧保持チューブ21の外周に複数のプリプレグシートの巻回層よりなるプリプレグシート層35を設けたものを、図6の通り、金型40内に配置し、型締めする。この金型40は上型41及び下型42よりなり、上型41と下型42とを型合せすることによりゴルフクラブシャフト1の外周面と同一形状のキャビティ43が形成される。
【0027】
次に、マンドレル20の孔22,23を介して空気を内圧保持チューブ21の内周側に供給して内圧保持チューブ21を拡径させ、プリプレグシート層35をキャビティ43の内周面に押し付けると共に、金型40に設けられたヒータ(図示略)を発熱させ、プリプレグシート層35を加熱加圧して硬化させる。その後、金型40を型開きし、ゴルフクラブシャフト1を脱型し、必要に応じバリ取り、塗装等の仕上げ処理を施してゴルフクラブシャフトの製品とする。マンドレル20に巻かれたプリプレグが内圧保持チューブ内に加圧媒体が送り込まれることで、キャビティ43の内面に押し付けられる。この過程においてプリプレグの繊維が乱れやすくなるので、短繊維プリプレグを積層することでプリプレグ内の繊維の動きが緩慢となり乱れにくくなる。また、短繊維プリプレグにより、たわみやねじれの影響が少なく補強することができる。
【0028】
図4,5の通り、節状部付近の外周面側は、短繊維が二次元ランダム分散プリプレグシート31により形成された短繊維二次元ランダム分散領域51となっており、その他は長繊維配向領域52となっている。
【0029】
図6から図7のようにプリプレグシート層35が拡径する場合、凸屈曲部5,9,15付近は、凹屈曲部7,11,13及び円筒部12付近に比べて大きく拡径し、特に外周面側は大きく拡径する。周方向や斜交方向に延在する長繊維はこの拡径を拘束しようとする。本発明では、この大きく拡径する凸屈曲部付近の外周面側に短繊維二次元ランダムプリプレグシート31を配材している。この二次元ランダム短繊維はプリプレグシートの拡径を拘束する作用が長繊維に比べて弱く、短繊維二次元ランダムプリプレグシート31は、その樹脂と短繊維とが一体となって拡径し、材料分離を生じさせない。このため、均質に分布した短繊維によって強化された短繊維二次元ランダム分散領域51を外周面部に形成されたゴルフクラブシャフト1が製造される。
【0030】
図4,5において、凸曲部5,9から短繊維二次元ランダム分散領域51の先端までの距離S5,S9は10〜20mm又はそれ以上であることが好ましい。凹曲部7から短繊維二次元ランダム分散領域51の後端までの距離S7は10〜20mm又はそれ以上であることが好ましい。凸曲部15から短繊維二次元ランダム分散領域51の後端までの距離は10〜20mm又はそれ以上であることが好ましい。短繊維二次元ランダム分散領域51の厚さt1はシャフト管肉厚さt0の5〜30%特に10〜20%程度が好ましい。
【0031】
短繊維プリプレグシート31を構成する短繊維としては、平均繊維径が0.5〜15μm特に1〜10μmで長さ1〜50mmの炭素繊維が好適であるが、短ガラス繊維(チョップドストランド)であってもよく、双方の混合であってもよい。
【0032】
長繊維としては炭素繊維が好適であるが、アルミナ繊維、アラミド繊維、ガラス繊維などがさらに配合されてもよい。
【0033】
合成樹脂としてはエポキシ樹脂などシャフト製造に用いられる各種樹脂を用いることができる。熱硬化性樹脂の代わりにナイロンなどの熱可塑性樹脂を用いてもよい。
【0034】
図1のゴルフクラブシャフトでは2個の節状部を設けており、図9のように2箇所の節状部付近でその前後に比べて剛性が低下した曲げ剛性分布を有したゴルフクラブシャフトが得られる。なお、図9の縦軸の単位は×106kgf・mm2である。ただし、節状部の数は1又は3以上、例えば1〜5程度であってもよい。節状部は、前後よりも拡径した拡径部のみにて構成されてもよい。
【0035】
本発明では、ゴルフクラブシャフト1の外周面部の全体又はほぼ全体を短繊維二次元ランダムプリプレグシートを用いて形成してもよい。
【符号の説明】
【0036】
1 ゴルフクラブシャフト
4,8,14,16 テーパ部
6,10 逆テーパ部
3,7,11,13 凹屈曲部
5,9,15 凸屈曲部
20 マンドレル
21 内圧保持チューブ
22 縦孔
23 横孔
30,31,32 プリプレグシート
40 金型
51 短繊維二次元ランダム領域
52 長繊維配向領域
【特許請求の範囲】
【請求項1】
長手方向の途中部分に節状部が設けられている繊維強化合成樹脂製のゴルフクラブシャフトにおいて、
少なくとも該節状部及びその近傍の外周面部は短繊維が二次元ランダムに分散した短繊維プリプレグシートを用いて形成されていることを特徴とするゴルフクラブシャフト。
【請求項2】
請求項1において、前記短繊維は炭素繊維よりなることを特徴とするゴルフクラブシャフト。
【請求項3】
請求項1において、前記短繊維はガラス繊維よりなることを特徴とするゴルフクラブシャフト。
【請求項4】
請求項1ないし3のいずれか1項において、該ゴルフクラブシャフトは、ゴルフクラブシャフト成形用の内圧保持チューブの外周に長繊維プリプレグシートを巻回し、さらに少なくとも節状部形成部位に前記短繊維プリプレグシートを巻回した後、成形型内に配置し、該内圧保持チューブを加圧拡径させて加熱成形することにより成形されたものであることを特徴とするゴルフクラブシャフト。
【請求項1】
長手方向の途中部分に節状部が設けられている繊維強化合成樹脂製のゴルフクラブシャフトにおいて、
少なくとも該節状部及びその近傍の外周面部は短繊維が二次元ランダムに分散した短繊維プリプレグシートを用いて形成されていることを特徴とするゴルフクラブシャフト。
【請求項2】
請求項1において、前記短繊維は炭素繊維よりなることを特徴とするゴルフクラブシャフト。
【請求項3】
請求項1において、前記短繊維はガラス繊維よりなることを特徴とするゴルフクラブシャフト。
【請求項4】
請求項1ないし3のいずれか1項において、該ゴルフクラブシャフトは、ゴルフクラブシャフト成形用の内圧保持チューブの外周に長繊維プリプレグシートを巻回し、さらに少なくとも節状部形成部位に前記短繊維プリプレグシートを巻回した後、成形型内に配置し、該内圧保持チューブを加圧拡径させて加熱成形することにより成形されたものであることを特徴とするゴルフクラブシャフト。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−106782(P2013−106782A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−253945(P2011−253945)
【出願日】平成23年11月21日(2011.11.21)
【出願人】(592014104)ブリヂストンスポーツ株式会社 (652)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月21日(2011.11.21)
【出願人】(592014104)ブリヂストンスポーツ株式会社 (652)
【Fターム(参考)】
[ Back to top ]