
ゴルフクラブヘッド及びその製造方法
【課題】スコアラインが迅速に形成されるゴルフクラブヘッドと、その製造方法を提供する。
【解決手段】スコアライン12及び凹穴13を有しないゴルフクラブヘッド素体10Rを鋳造又は鍛造等により製造しておき、このゴルフクラブヘッド素体10Rのフェース面11に凹穴13を掘削する。スコアライン削成用エンドミル7を凹穴13内に差し込み、次いで該エンドミル7をヒール方向に移動させて各スコアライン12を削成する。
【解決手段】スコアライン12及び凹穴13を有しないゴルフクラブヘッド素体10Rを鋳造又は鍛造等により製造しておき、このゴルフクラブヘッド素体10Rのフェース面11に凹穴13を掘削する。スコアライン削成用エンドミル7を凹穴13内に差し込み、次いで該エンドミル7をヒール方向に移動させて各スコアライン12を削成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フェース面にスコアラインが設けられたゴルフクラブヘッドと、その製造方法に関する。
【背景技術】
【0002】
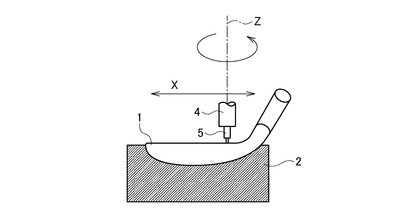
アイアン型ゴルフクラブヘッドのフェース面にスコアラインを切削加工により形成することが広く行われている(例えば特許文献1〜3)。図9は特許文献1の図5に記載されたスコアライン形成方法を示すものであり、スコアラインを、NC(数値制御)フライス盤を用いて形成する場合を示している。スコアラインが未加工のゴルフクラブヘッド1はNCフライス盤に治具2を介して固定される。NCフライス盤は、Z軸回りに回転駆動されるスピンドル4を有し、スピンドル4の下端には切削ツール(エンドミル)5が取り付けられている。
【0003】
ゴルフクラブヘッド1のフェース面の平面座標を設定した後、スピンドル4を回転駆動し、ゴルフクラブヘッド1又は切削ツール5をスコアラインの形成方向(X方向)に相対的に移動させることにより、フェース面を切削し、溝状のスコアラインを形成する。スコアラインはトウ・ヒール方向に延設され、上下に多段に、かつ相互に平行に形成される。
【0004】
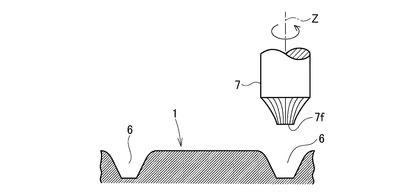
このスコアラインの断面形状の一例(特許文献1の図4)を図10に示す。このスコアライン6は、底面が平たい略々逆台形断面形状となっている。なお、スコアライン6の側面とフェース面とが交わる角縁は湾曲しており、ゴルフ規則(いわゆる2円ルール、特許文献1の0018〜0021段落)を満たす構成となっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−57679
【特許文献2】特開2010−131140
【特許文献3】特開2010−263975
【発明の概要】
【発明が解決しようとする課題】
【0006】
平たい底面のスコアライン6を形成するには、図10に示すように、先端面が平頂面7fとなっているエンドミル7を用いて切削加工を行う。具体的には、エンドミル7をフェース面に押し当てて所定深さまで掘削した後、図9のX方向に移動させて溝加工を施し、等深さの溝よりなるスコアライン6を形成する。
【0007】
この場合、エンドミル7が先細形であり、先端面7fが小径の平頂面となっているので、エンドミル7の先端をフェース面に押し付けたときにエンドミル7の先端に大きな負荷がかかり、エンドミル7が早期に摩耗したり、エンドミル7が破損したりするおそれがあった。エンドミル7を極めてゆっくりとフェース面に押し付けるようにすれば、かかる問題は回避されるが、切削作業時間が徒に長くなり、生産性が低下する。
【0008】
本発明は、上記従来の問題点を解決し、スコアラインが迅速に形成されるゴルフクラブヘッドと、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
請求項1のゴルフクラブヘッドは、トウ・ヒール方向に延在した複数条のスコアラインがフェース面に削成されているゴルフクラブヘッドにおいて、該スコアラインの長手方向の一端側又は両端側に、該スコアラインと同じかそれよりも深い削成開始用凹部が設けられていることを特徴とするものである。
【0010】
請求項2のゴルフクラブヘッドは、請求項1において、前記凹部は各スコアラインのトウ側に設けられた凹穴であることを特徴とするものである。
【0011】
請求項3のゴルフクラブヘッドは、請求項2において、該凹穴は略円筒形であることを特徴とするものである。
【0012】
請求項4のゴルフクラブヘッドは、請求項1において、前記凹部は、各スコアラインのトウ側に上下方向に延設された凹溝であることを特徴とするものである
【0013】
請求項5のゴルフクラブヘッドは、請求項1において、前記凹部はフェース面のトウ側に設けられた、フェース面よりも後退した低所であり、スコアライン削成後に該低所にプレートが固着され、該プレートの前面がフェース面と面一となっていることを特徴とするものである。
【0014】
請求項6のゴルフクラブヘッドは、請求項5において、前記プレートと低所に、互いに係合する係合部が設けられていることを特徴とするものである。
【0015】
請求項7のゴルフクラブヘッドは、請求項5又は6において、前記プレートは前記低所に対し溶接、ろう付又はビス留めにより固着されていることを特徴とするものである。
【0016】
請求項8のゴルフクラブヘッドの製造方法は、請求項1ないし4のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアライン及び凹部を有しないゴルフクラブヘッド素体に対し前記凹部を形成する工程と、エンドミルの先端側を該凹部に差し込み、次いで形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程とを有することを特徴とするものである。
【0017】
請求項9のゴルフクラブヘッドの製造方法は、請求項1ないし4のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、前記凹部を有し、前記スコアラインを有しないゴルフクラブヘッド素体の該凹部にエンドミルの先端側を差し込み、次いで該エンドミルを形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成することを特徴とするものである。
【0018】
請求項10のゴルフクラブヘッドの製造方法は、請求項5ないし7のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアラインを有しておらず、かつ前記低所を有したゴルフクラブヘッド素体の該低所にエンドミルの先端側を配置し、次いで該エンドミルを形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程と、該低所に前記プレートを固着させる工程とを有することを特徴とするものである。
【0019】
請求項11のゴルフクラブヘッドの製造方法は、請求項5ないし7のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアライン及び低所を有していないゴルフクラブヘッド素体に対し前記低所を掘削する工程と、エンドミルの先端側を該低所に配置し、次いで形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程と、該低所に前記プレートを固着させる工程とを有することを特徴とするものである。
【発明の効果】
【0020】
本発明のゴルフクラブヘッド及びその製造方法にあっては、スコアラインとは別に、削成開始用凹部を設けておき、スコアライン削成用のエンドミルの先端側を該凹部に配置し、次いで該エンドミルを形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する。
【0021】
この凹部は容易かつ迅速に掘削形成することができる。この際、該凹部を掘削する場合には、そのエンドミルの破損も防止される。なお、この場合、凹部がスコアラインよりも深いので、凹部底面とスコアライン底面との境目に段差が形成される。凹部を掘削するためのエンドミルは、ドリル用の刃であってもよく、先端が半球形状となっているボールミルであってもよい。先端が半球形状のボールミルを用いて掘削された凹部の底面は、深さ方向の断面形状がU字形状となる。
【0022】
また、この凹部を鋳造や鍛造やレーザー加工によって形成しておいてもよい。この場合、凹部掘削作業が不要となる。
【0023】
凹部を面積の大きい低所として設けてもよい。この場合、スコアラインを削成した後、該低所にプレートを固着し、プレートの前面をフェース面と面一にする。このプレートは溶接、ろう付、ビス留めなどにより堅固に固着させることができる。なお、プレートと低所に、互いに係合する係合部を設けておき、プレート固着強度の増大や、プレート位置決めを図ることも可能である。
【図面の簡単な説明】
【0024】
【図1】第1の実施の形態に係るゴルフクラブヘッドの構成図である。
【図2】(a)図は図1のII−II線断面図、(b)図は別形態の断面図である。
【図3】第2の実施の形態に係るゴルフクラブヘッドの構成図である。
【図4】第3の実施の形態に係るゴルフクラブヘッドの構成図である。
【図5】第3の実施の形態に係るゴルフクラブヘッドの正面図である。
【図6】図5のVI−VI線断面図である。
【図7】第4の実施の形態に係るゴルフクラブヘッドの構成図である。
【図8】第5の実施の形態に係るゴルフクラブヘッドの構成図である。
【図9】従来例のスコアライン削成方法を示す断面図である。
【図10】従来例のスコアライン及びその削成方法を示す断面図である。
【図11】別の実施の形態に係るゴルフクラブヘッドの構成図である。
【図12】別の実施の形態に係るゴルフクラブヘッドの構成図である。
【図13】凹穴13の別形状を示す断面図である。
【図14】図13のXIV−XIV線断面図である。
【発明を実施するための形態】
【0025】
以下、図面を参照して実施の形態について説明する。
【0026】
[第1の実施の形態]
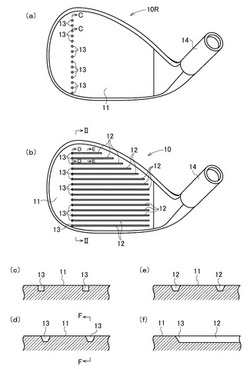
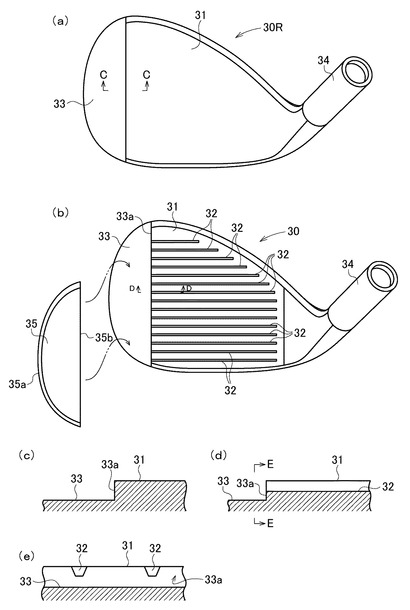
図1(a)は第1の実施の形態に係るゴルフクラブヘッド素体の、フェース面に正対する正面図、(b)は第1の実施の形態のゴルフクラブヘッドの、フェース面に正対する正面図、(c)は(a)のC−C線拡大断面図、(d),(e)は(b)のD−D線、E−E線拡大断面図、(f)は(d)のF−F線断面図、図2(a)は図1(b)のII−II線断面図である。図2(b)は凹穴の別形状を示す断面図である。
【0027】
図1(a)〜図2(a)に示すゴルフクラブヘッド10は、図1(b)の通りアイアン型ゴルフクラブヘッドであり、フェース面11に複数条のスコアライン12がトウ・ヒール方向に互いに平行に削成されている。各スコアライン12のトウ側に削成開始用凹部としての凹穴13が設けられている。各凹穴13は一直線上に配列されており、この直線はスコアライン12と垂直方向(直交方向)に延在する。
【0028】
凹穴13の底面はフェース面11と平行な平面となっているが、これに限定されない。凹穴13は深さ方向において径が同一である真円筒形であってもよく、底側の径が入口側の径よりも若干小さい形状であってもよい。凹穴13の径及び深さは、スコアライン12を削成するためのミルの先端側を、該凹穴13内に、形成すべきスコアライン12の深さまで差し込むことができるように設定されている。
【0029】
スコアライン12は、フェース面11側の幅が大きく、底面側が幅小の逆台形断面形状であり、底面は平坦な平面となっている。なお、詳細な図示は省略するが、スコアライン12のフェース面11側の角縁は丸みを帯びている。ゴルフクラブヘッド10のヒール側にはホゼル14が設けられている。
【0030】
このゴルフクラブヘッド10を製造するには、図1(a)のように、スコアライン12及び凹穴13を有しないゴルフクラブヘッド素体10Rを鋳造又は鍛造等により製造しておき、図1(c)の通り、このゴルフクラブヘッド素体10Rのフェース面11に凹穴13をドリルで掘削する。この凹穴13は、穴掘削用のドリルで容易かつ迅速に、しかもドリルを損傷させることなく、掘削することができる。
【0031】
各凹穴13を掘削した後、スコアライン削成用エンドミル7(図10参照)の先端側を凹穴13内に、凹穴13の入口側を拡径させるように切削しつつ差し込む。このエンドミル7の先端面7fの直径は凹穴13の入口側の直径よりも小さい。次いで該エンドミル7を形成すべきスコアライン12の長手方向(この実施の形態ではヒール方向)に相対的に移動させて各スコアライン12を削成する。この場合、エンドミル7の先端面7fをフェース面11に押し付ける工程がないので、エンドミル7の摩耗が抑制され、またその破損も防止される。入口側を拡径することによって、スコアラインの底部より、スコアラインの入口側の幅が広くなる。
【0032】
なお、エンドミル7はゴルフクラブヘッド素体10Rに対し相対的に移動されればよく、エンドミル7自体を移動させてもよく、ゴルフクラブヘッド素体10Rを移動させてもよい。後述の各実施の形態においても同様である。
【0033】
このようにして、各スコアライン12が効率よく削成され、ゴルフクラブヘッド10を高製造効率にて製造することができる。
【0034】
なお、凹穴13はレーザー加工により設けられてもよく、またゴルフクラブヘッド素体10Rを鋳造又は鍛造するときに併せて形成してもよい。
【0035】
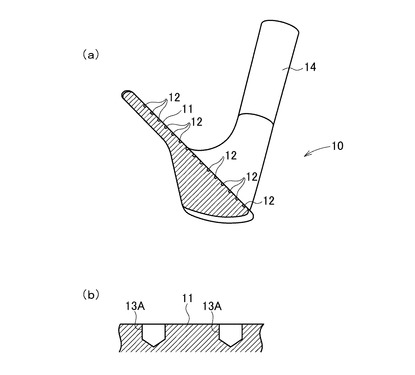
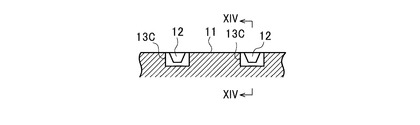
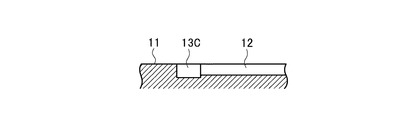
本発明では、図13のようにスコアライン12よりも大径の凹穴13Cでもよい。また、図2(b)のように底面が円錐形の凹穴13Aとしてもよく、半球状の断面形状の凹穴としてもよい。なお、図2(b)及び図13は図1(d)と同様部分の断面図である。図14は図13のXIV−XIV線断面図である。
【0036】
[第2の実施の形態]
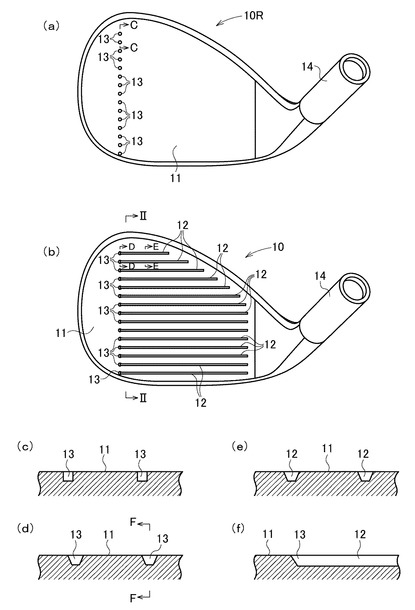
図3(a)は第2の実施の形態に係るゴルフクラブヘッド素体20Rの、フェース面21に正対する正面図、(b)は第2の実施の形態のゴルフクラブヘッド20の、フェース面に正対する正面図、(c)は(a)のC−C線拡大断面図、(d),(e)は(b)のD−D線、E−E線拡大断面図、(f)は(d)のF−F線断面図である。
【0037】
このゴルフクラブヘッド20は、図3(b)の通りアイアン型ゴルフクラブヘッドであり、フェース面21に複数条のスコアライン22がトウ・ヒール方向に互いに平行に削成されている。各スコアライン22のトウ側の端部を結ぶように削成開始用凹部としての凹溝23が上下方向に延設されている。凹溝23はスコアライン23と垂直方向(直交方向)に延在している。
【0038】
この凹溝23のトウ・ヒール方向に沿う断面形状は、図3(f)の通り方形(長方形又は正方形)である。凹溝23のトウ・ヒール方向の幅W(図3(f))は、スコアライン22のフェース面21側の幅よりも大であり、深さはスコアライン22の深さよりも大である。
【0039】
スコアライン22は、フェース面21側の幅が大きく、底面側が幅小の逆台形断面形状であり、底面は平坦な平面となっている。なお、詳細な図示は省略するが、スコアライン22のフェース面21側の角縁は丸みを帯びている。ゴルフクラブヘッド20のヒール側にはホゼル24が設けられている。
【0040】
このゴルフクラブヘッド20を製造するには、図3(a)のように、スコアライン22及び凹穴23を有しないゴルフクラブヘッド素体20Rを鋳造又は鍛造等により製造しておき、このゴルフクラブヘッド素体20Rのフェース面21に凹溝23をエンドミルで掘削する。この凹溝23は方形断面形状であるので、その掘削に用いるエンドミルは基端側から先端側にかけて等径のものである。また、凹溝23の幅Wはスコアライン22の幅よりも大きく、エンドミルの直径も従来のスコアライン掘削用エンドミル7(図10)の先端径よりも大きい。従って、このエンドミルをフェース面21に押し付けてもエンドミルの先端に加えられる負荷はなく、エンドミルの摩耗が著しく抑制されると共に、エンドミルの破損のおそれもない。このため、エンドミルを速い速度でフェース面21に押し付けて掘削を行うことができ、凹溝23を効率よく削成することができる。凹溝の幅はスコアライン幅よりも小さくても、底部の幅より広ければよい。
【0041】
凹溝23を削成した後、スコアライン削成用エンドミル7(図10参照)の先端側を凹溝23内に差し込み、次いで該エンドミル7をヒール方向に相対的に移動させて各スコアライン22を削成する。この場合、エンドミル7の先端面7fをフェース面21に押し付ける工程がないので、エンドミル7の摩耗が抑制され、またその破損も防止される。
【0042】
このようにして、各スコアライン12が効率よく削成され、ゴルフクラブヘッド20を高製造効率にて製造することができる。
【0043】
なお、凹溝23はレーザー加工により設けてもよく、またゴルフクラブヘッド素体20Rを鋳造又は鍛造するときに併せて形成してもよい。
【0044】
[第3の実施の形態]
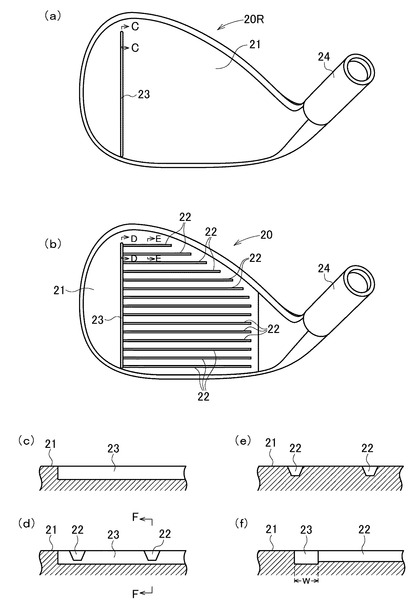
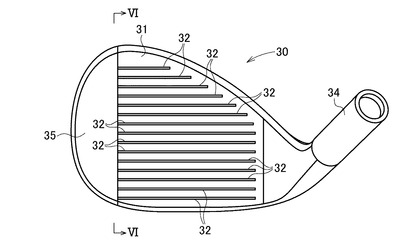
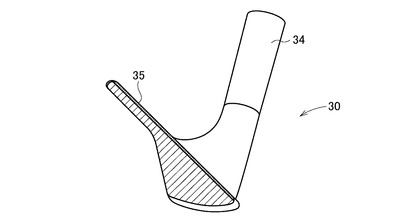
図4(a)は第3の実施の形態に係るゴルフクラブヘッド素体30Rの、フェース面に正対する正面図、(b)は第3の実施の形態のゴルフクラブヘッド30の、フェース面に正対する正面図、(c)は(a)のC−C線拡大断面図、(d)は(b)のD−D線拡大断面図、(e)は(d)のE−E線断面図、図5はゴルフクラブヘッド30のフェース面に正対する正面図、図6は図5のVI−VI線断面図である。
【0045】
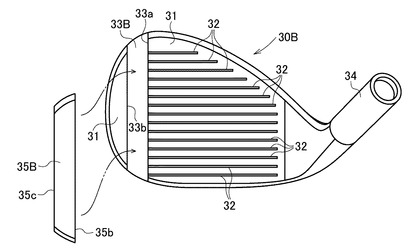
このゴルフクラブヘッド30は、図4(b)の通りアイアン型ゴルフクラブヘッドであり、フェース面31に複数条のスコアライン32がトウ・ヒール方向に互いに平行に削成されている。各スコアライン32のトウ側に削成開始用凹部としての低所33が設けられている。この低所33は、各スコアライン32のトウ側の先端を結ぶ段差部33aよりもトウ側の全領域に形成されている。この段差部33aはスコアライン32と直交方向に延在している。低所33の底面はフェース面31と平行である。
【0046】
スコアライン32は、フェース面31側の幅が大きく、底面側が幅小の逆台形断面形状であり、底面は平坦な平面となっている。なお、詳細な図示は省略するが、スコアライン32のフェース面31側の角縁は丸みを帯びている。ゴルフクラブヘッド30のヒール側にはホゼル34が設けられている。
【0047】
このゴルフクラブヘッド30を製造するには、図4(a)のように、スコアライン22を有しないが、低所33を有するゴルフクラブヘッド素体10Rを鋳造又は鍛造等により製造する。
【0048】
次いでスコアライン削成用エンドミル7(図10参照)の先端側を段差面33aに沿わせるように配置し、次いで該エンドミル7をヒール方向に相対的に移動させて各スコアライン32を削成する。この場合、エンドミル7の先端面7fをフェース面11に押し付ける工程がないので、エンドミル7の摩耗が抑制され、またその破損も防止される。また、予め低所33が形成されているので、スコアライン32の削成時間が短縮される。
【0049】
次に、低所33に重なり合う形状のプレート35を低所33に係合させ、溶接、ろう付、ビス留め等によりプレート35をゴルフクラブヘッド30に固定する。固定されたプレート35の前面はフェース面31と面一とされる。なお、プレート35は、ゴルフクラブヘッド30のトウ側の外周に沿う弧状辺35aと、弦方向辺35bとを有した略弦形状の薄板部材である。この弦方向辺35bを段差面33aに当接させ、弧状辺35aをゴルフクラブヘッド30のトウ側外周縁に沿わせるようにしてプレート35を低所33に係合させ、固定する。
【0050】
この実施の形態においても、ゴルフクラブヘッド30を高製造効率にて製造することができる。
【0051】
なお、低所33は切削により形成されてもよい。
【0052】
[別の実施の形態]
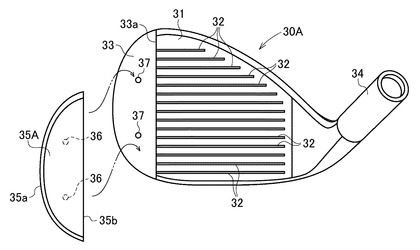
図4〜6の実施の形態において、プレートと低所とを係合させる係合部を設けてもよい。図7はその一例を示すものであり、プレート35Aの裏面に係合突起36が設けられ、低所33に係合穴37が設けられている。係合突起36を係合穴37に係合させつつプレート35Aを低所33に係合させ、溶接、ろう付、ビス留め等によりプレート35をゴルフクラブヘッド30Aに固定する。図7のゴルフクラブヘッド30Aのその他の構成は前記図4〜6のゴルフクラブヘッド30と同一であり、同一符号は同一部分を示している。なお、係合突起と係合穴の形状や数は図示以外とされてもよい。また、係合突起を低所33に設け、係合穴をプレート35Aに設けてもよい。
【0053】
図4〜6の実施の形態では、段差部33aよりもトウ側のフェース部全領域に低所33を設けているが、低所はそれよりも小領域に設けられてもよい。図8はその一例を示すものであり、低所33Bは上下方向に延在する帯状に設けられている。即ち、低所33Bはフェース面31から凹陥する段差部33a,33bの間の幅広溝状部として設けられている。段差部33bは段差部33aと平行に延在しているが、これに限定されない。プレート35Bは、この低所33Bに嵌合する形状の帯状の薄板よりなる。プレート35Bは、辺35bを段差面33aに沿わせ、辺35cを段差面35bに沿わせるようにして低所33Bに係合され、溶接、ろう付、ビス留め等によりゴルフクラブヘッド30Bに固着される。ゴルフクラブヘッド30Bのその他の構成はゴルフクラブヘッド30と同一であり、図8のその他の符号は図4〜6と同一部分を示している。なお、ゴルフクラブヘッド30Bにおいても、図7と同様に、低所33Bとプレート35Bとを係合させる係合突起及び係合穴よりなる係合部を設けてもよい。
【0054】
低所33Bは、ゴルフクラブヘッド素体の鋳造又は鍛造時に形成されてもよく、切削により形成されてもよい。
【0055】
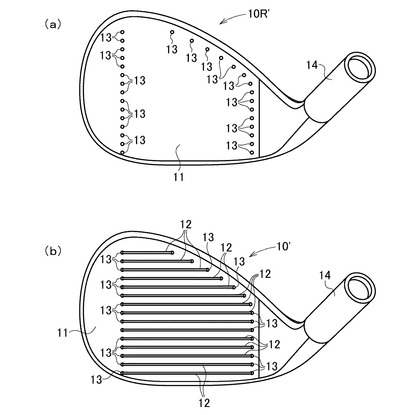
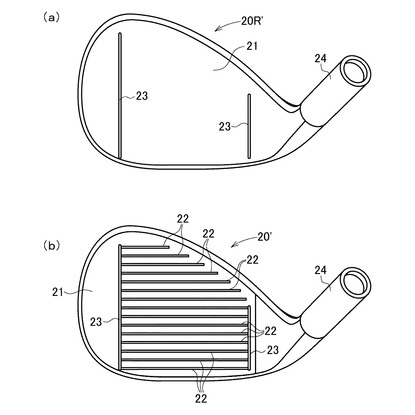
上記実施の形態は本発明の一例であり、本発明は図示以外の形態とされてもよい。上記実施の形態では、凹穴13及び凹溝23はトウ側にのみ設けられているが、ヒール側にのみ設けられてよく、トウ側及びヒール側の双方に設けられてもよい。図11(a)はトウ側及びヒール側の双方に凹穴13を設けたゴルフクラブヘッド素体10R’を示し、図11(b)はこのゴルフクラブヘッド素体10R’にスコアライン12を削成したゴルフクラブヘッド10’を示している。図11のその他の構成は図1と同一であり、同一符号は同一部分を示している。図12(a)はトウ側及びヒール側の双方に凹溝23を設けたゴルフクラブヘッド素体20R’を示し、図12(b)はこのゴルフクラブヘッド素体20R’にスコアライン22を削成したゴルフクラブヘッド20’を示している。図12のその他の構成は図3と同一であり、同一符号は同一部分を示している。
【0056】
本発明はアイアン型ゴルフクラブヘッド以外のユーティリティ型ゴルフクラブヘッド、パター型ゴルフクラブヘッド、ウッド型ゴルフクラブヘッドなどにも適用可能である。加工時にできたバリを取るため、あとから溝の縁(溝の角)を丸めてもよい。
【符号の説明】
【0057】
10,10’,20,20’,30,30A,30B ゴルフクラブヘッド
10R,10R’,20R,20R’ ゴルフクラブヘッド素体
11,21,31 フェース面
12,22,32 スコアライン
13,13A,13C 凹穴
23 凹溝
33,33B 低所
35,35A,35B プレート
【技術分野】
【0001】
本発明は、フェース面にスコアラインが設けられたゴルフクラブヘッドと、その製造方法に関する。
【背景技術】
【0002】
アイアン型ゴルフクラブヘッドのフェース面にスコアラインを切削加工により形成することが広く行われている(例えば特許文献1〜3)。図9は特許文献1の図5に記載されたスコアライン形成方法を示すものであり、スコアラインを、NC(数値制御)フライス盤を用いて形成する場合を示している。スコアラインが未加工のゴルフクラブヘッド1はNCフライス盤に治具2を介して固定される。NCフライス盤は、Z軸回りに回転駆動されるスピンドル4を有し、スピンドル4の下端には切削ツール(エンドミル)5が取り付けられている。
【0003】
ゴルフクラブヘッド1のフェース面の平面座標を設定した後、スピンドル4を回転駆動し、ゴルフクラブヘッド1又は切削ツール5をスコアラインの形成方向(X方向)に相対的に移動させることにより、フェース面を切削し、溝状のスコアラインを形成する。スコアラインはトウ・ヒール方向に延設され、上下に多段に、かつ相互に平行に形成される。
【0004】
このスコアラインの断面形状の一例(特許文献1の図4)を図10に示す。このスコアライン6は、底面が平たい略々逆台形断面形状となっている。なお、スコアライン6の側面とフェース面とが交わる角縁は湾曲しており、ゴルフ規則(いわゆる2円ルール、特許文献1の0018〜0021段落)を満たす構成となっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−57679
【特許文献2】特開2010−131140
【特許文献3】特開2010−263975
【発明の概要】
【発明が解決しようとする課題】
【0006】
平たい底面のスコアライン6を形成するには、図10に示すように、先端面が平頂面7fとなっているエンドミル7を用いて切削加工を行う。具体的には、エンドミル7をフェース面に押し当てて所定深さまで掘削した後、図9のX方向に移動させて溝加工を施し、等深さの溝よりなるスコアライン6を形成する。
【0007】
この場合、エンドミル7が先細形であり、先端面7fが小径の平頂面となっているので、エンドミル7の先端をフェース面に押し付けたときにエンドミル7の先端に大きな負荷がかかり、エンドミル7が早期に摩耗したり、エンドミル7が破損したりするおそれがあった。エンドミル7を極めてゆっくりとフェース面に押し付けるようにすれば、かかる問題は回避されるが、切削作業時間が徒に長くなり、生産性が低下する。
【0008】
本発明は、上記従来の問題点を解決し、スコアラインが迅速に形成されるゴルフクラブヘッドと、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
請求項1のゴルフクラブヘッドは、トウ・ヒール方向に延在した複数条のスコアラインがフェース面に削成されているゴルフクラブヘッドにおいて、該スコアラインの長手方向の一端側又は両端側に、該スコアラインと同じかそれよりも深い削成開始用凹部が設けられていることを特徴とするものである。
【0010】
請求項2のゴルフクラブヘッドは、請求項1において、前記凹部は各スコアラインのトウ側に設けられた凹穴であることを特徴とするものである。
【0011】
請求項3のゴルフクラブヘッドは、請求項2において、該凹穴は略円筒形であることを特徴とするものである。
【0012】
請求項4のゴルフクラブヘッドは、請求項1において、前記凹部は、各スコアラインのトウ側に上下方向に延設された凹溝であることを特徴とするものである
【0013】
請求項5のゴルフクラブヘッドは、請求項1において、前記凹部はフェース面のトウ側に設けられた、フェース面よりも後退した低所であり、スコアライン削成後に該低所にプレートが固着され、該プレートの前面がフェース面と面一となっていることを特徴とするものである。
【0014】
請求項6のゴルフクラブヘッドは、請求項5において、前記プレートと低所に、互いに係合する係合部が設けられていることを特徴とするものである。
【0015】
請求項7のゴルフクラブヘッドは、請求項5又は6において、前記プレートは前記低所に対し溶接、ろう付又はビス留めにより固着されていることを特徴とするものである。
【0016】
請求項8のゴルフクラブヘッドの製造方法は、請求項1ないし4のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアライン及び凹部を有しないゴルフクラブヘッド素体に対し前記凹部を形成する工程と、エンドミルの先端側を該凹部に差し込み、次いで形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程とを有することを特徴とするものである。
【0017】
請求項9のゴルフクラブヘッドの製造方法は、請求項1ないし4のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、前記凹部を有し、前記スコアラインを有しないゴルフクラブヘッド素体の該凹部にエンドミルの先端側を差し込み、次いで該エンドミルを形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成することを特徴とするものである。
【0018】
請求項10のゴルフクラブヘッドの製造方法は、請求項5ないし7のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアラインを有しておらず、かつ前記低所を有したゴルフクラブヘッド素体の該低所にエンドミルの先端側を配置し、次いで該エンドミルを形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程と、該低所に前記プレートを固着させる工程とを有することを特徴とするものである。
【0019】
請求項11のゴルフクラブヘッドの製造方法は、請求項5ないし7のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアライン及び低所を有していないゴルフクラブヘッド素体に対し前記低所を掘削する工程と、エンドミルの先端側を該低所に配置し、次いで形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程と、該低所に前記プレートを固着させる工程とを有することを特徴とするものである。
【発明の効果】
【0020】
本発明のゴルフクラブヘッド及びその製造方法にあっては、スコアラインとは別に、削成開始用凹部を設けておき、スコアライン削成用のエンドミルの先端側を該凹部に配置し、次いで該エンドミルを形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する。
【0021】
この凹部は容易かつ迅速に掘削形成することができる。この際、該凹部を掘削する場合には、そのエンドミルの破損も防止される。なお、この場合、凹部がスコアラインよりも深いので、凹部底面とスコアライン底面との境目に段差が形成される。凹部を掘削するためのエンドミルは、ドリル用の刃であってもよく、先端が半球形状となっているボールミルであってもよい。先端が半球形状のボールミルを用いて掘削された凹部の底面は、深さ方向の断面形状がU字形状となる。
【0022】
また、この凹部を鋳造や鍛造やレーザー加工によって形成しておいてもよい。この場合、凹部掘削作業が不要となる。
【0023】
凹部を面積の大きい低所として設けてもよい。この場合、スコアラインを削成した後、該低所にプレートを固着し、プレートの前面をフェース面と面一にする。このプレートは溶接、ろう付、ビス留めなどにより堅固に固着させることができる。なお、プレートと低所に、互いに係合する係合部を設けておき、プレート固着強度の増大や、プレート位置決めを図ることも可能である。
【図面の簡単な説明】
【0024】
【図1】第1の実施の形態に係るゴルフクラブヘッドの構成図である。
【図2】(a)図は図1のII−II線断面図、(b)図は別形態の断面図である。
【図3】第2の実施の形態に係るゴルフクラブヘッドの構成図である。
【図4】第3の実施の形態に係るゴルフクラブヘッドの構成図である。
【図5】第3の実施の形態に係るゴルフクラブヘッドの正面図である。
【図6】図5のVI−VI線断面図である。
【図7】第4の実施の形態に係るゴルフクラブヘッドの構成図である。
【図8】第5の実施の形態に係るゴルフクラブヘッドの構成図である。
【図9】従来例のスコアライン削成方法を示す断面図である。
【図10】従来例のスコアライン及びその削成方法を示す断面図である。
【図11】別の実施の形態に係るゴルフクラブヘッドの構成図である。
【図12】別の実施の形態に係るゴルフクラブヘッドの構成図である。
【図13】凹穴13の別形状を示す断面図である。
【図14】図13のXIV−XIV線断面図である。
【発明を実施するための形態】
【0025】
以下、図面を参照して実施の形態について説明する。
【0026】
[第1の実施の形態]
図1(a)は第1の実施の形態に係るゴルフクラブヘッド素体の、フェース面に正対する正面図、(b)は第1の実施の形態のゴルフクラブヘッドの、フェース面に正対する正面図、(c)は(a)のC−C線拡大断面図、(d),(e)は(b)のD−D線、E−E線拡大断面図、(f)は(d)のF−F線断面図、図2(a)は図1(b)のII−II線断面図である。図2(b)は凹穴の別形状を示す断面図である。
【0027】
図1(a)〜図2(a)に示すゴルフクラブヘッド10は、図1(b)の通りアイアン型ゴルフクラブヘッドであり、フェース面11に複数条のスコアライン12がトウ・ヒール方向に互いに平行に削成されている。各スコアライン12のトウ側に削成開始用凹部としての凹穴13が設けられている。各凹穴13は一直線上に配列されており、この直線はスコアライン12と垂直方向(直交方向)に延在する。
【0028】
凹穴13の底面はフェース面11と平行な平面となっているが、これに限定されない。凹穴13は深さ方向において径が同一である真円筒形であってもよく、底側の径が入口側の径よりも若干小さい形状であってもよい。凹穴13の径及び深さは、スコアライン12を削成するためのミルの先端側を、該凹穴13内に、形成すべきスコアライン12の深さまで差し込むことができるように設定されている。
【0029】
スコアライン12は、フェース面11側の幅が大きく、底面側が幅小の逆台形断面形状であり、底面は平坦な平面となっている。なお、詳細な図示は省略するが、スコアライン12のフェース面11側の角縁は丸みを帯びている。ゴルフクラブヘッド10のヒール側にはホゼル14が設けられている。
【0030】
このゴルフクラブヘッド10を製造するには、図1(a)のように、スコアライン12及び凹穴13を有しないゴルフクラブヘッド素体10Rを鋳造又は鍛造等により製造しておき、図1(c)の通り、このゴルフクラブヘッド素体10Rのフェース面11に凹穴13をドリルで掘削する。この凹穴13は、穴掘削用のドリルで容易かつ迅速に、しかもドリルを損傷させることなく、掘削することができる。
【0031】
各凹穴13を掘削した後、スコアライン削成用エンドミル7(図10参照)の先端側を凹穴13内に、凹穴13の入口側を拡径させるように切削しつつ差し込む。このエンドミル7の先端面7fの直径は凹穴13の入口側の直径よりも小さい。次いで該エンドミル7を形成すべきスコアライン12の長手方向(この実施の形態ではヒール方向)に相対的に移動させて各スコアライン12を削成する。この場合、エンドミル7の先端面7fをフェース面11に押し付ける工程がないので、エンドミル7の摩耗が抑制され、またその破損も防止される。入口側を拡径することによって、スコアラインの底部より、スコアラインの入口側の幅が広くなる。
【0032】
なお、エンドミル7はゴルフクラブヘッド素体10Rに対し相対的に移動されればよく、エンドミル7自体を移動させてもよく、ゴルフクラブヘッド素体10Rを移動させてもよい。後述の各実施の形態においても同様である。
【0033】
このようにして、各スコアライン12が効率よく削成され、ゴルフクラブヘッド10を高製造効率にて製造することができる。
【0034】
なお、凹穴13はレーザー加工により設けられてもよく、またゴルフクラブヘッド素体10Rを鋳造又は鍛造するときに併せて形成してもよい。
【0035】
本発明では、図13のようにスコアライン12よりも大径の凹穴13Cでもよい。また、図2(b)のように底面が円錐形の凹穴13Aとしてもよく、半球状の断面形状の凹穴としてもよい。なお、図2(b)及び図13は図1(d)と同様部分の断面図である。図14は図13のXIV−XIV線断面図である。
【0036】
[第2の実施の形態]
図3(a)は第2の実施の形態に係るゴルフクラブヘッド素体20Rの、フェース面21に正対する正面図、(b)は第2の実施の形態のゴルフクラブヘッド20の、フェース面に正対する正面図、(c)は(a)のC−C線拡大断面図、(d),(e)は(b)のD−D線、E−E線拡大断面図、(f)は(d)のF−F線断面図である。
【0037】
このゴルフクラブヘッド20は、図3(b)の通りアイアン型ゴルフクラブヘッドであり、フェース面21に複数条のスコアライン22がトウ・ヒール方向に互いに平行に削成されている。各スコアライン22のトウ側の端部を結ぶように削成開始用凹部としての凹溝23が上下方向に延設されている。凹溝23はスコアライン23と垂直方向(直交方向)に延在している。
【0038】
この凹溝23のトウ・ヒール方向に沿う断面形状は、図3(f)の通り方形(長方形又は正方形)である。凹溝23のトウ・ヒール方向の幅W(図3(f))は、スコアライン22のフェース面21側の幅よりも大であり、深さはスコアライン22の深さよりも大である。
【0039】
スコアライン22は、フェース面21側の幅が大きく、底面側が幅小の逆台形断面形状であり、底面は平坦な平面となっている。なお、詳細な図示は省略するが、スコアライン22のフェース面21側の角縁は丸みを帯びている。ゴルフクラブヘッド20のヒール側にはホゼル24が設けられている。
【0040】
このゴルフクラブヘッド20を製造するには、図3(a)のように、スコアライン22及び凹穴23を有しないゴルフクラブヘッド素体20Rを鋳造又は鍛造等により製造しておき、このゴルフクラブヘッド素体20Rのフェース面21に凹溝23をエンドミルで掘削する。この凹溝23は方形断面形状であるので、その掘削に用いるエンドミルは基端側から先端側にかけて等径のものである。また、凹溝23の幅Wはスコアライン22の幅よりも大きく、エンドミルの直径も従来のスコアライン掘削用エンドミル7(図10)の先端径よりも大きい。従って、このエンドミルをフェース面21に押し付けてもエンドミルの先端に加えられる負荷はなく、エンドミルの摩耗が著しく抑制されると共に、エンドミルの破損のおそれもない。このため、エンドミルを速い速度でフェース面21に押し付けて掘削を行うことができ、凹溝23を効率よく削成することができる。凹溝の幅はスコアライン幅よりも小さくても、底部の幅より広ければよい。
【0041】
凹溝23を削成した後、スコアライン削成用エンドミル7(図10参照)の先端側を凹溝23内に差し込み、次いで該エンドミル7をヒール方向に相対的に移動させて各スコアライン22を削成する。この場合、エンドミル7の先端面7fをフェース面21に押し付ける工程がないので、エンドミル7の摩耗が抑制され、またその破損も防止される。
【0042】
このようにして、各スコアライン12が効率よく削成され、ゴルフクラブヘッド20を高製造効率にて製造することができる。
【0043】
なお、凹溝23はレーザー加工により設けてもよく、またゴルフクラブヘッド素体20Rを鋳造又は鍛造するときに併せて形成してもよい。
【0044】
[第3の実施の形態]
図4(a)は第3の実施の形態に係るゴルフクラブヘッド素体30Rの、フェース面に正対する正面図、(b)は第3の実施の形態のゴルフクラブヘッド30の、フェース面に正対する正面図、(c)は(a)のC−C線拡大断面図、(d)は(b)のD−D線拡大断面図、(e)は(d)のE−E線断面図、図5はゴルフクラブヘッド30のフェース面に正対する正面図、図6は図5のVI−VI線断面図である。
【0045】
このゴルフクラブヘッド30は、図4(b)の通りアイアン型ゴルフクラブヘッドであり、フェース面31に複数条のスコアライン32がトウ・ヒール方向に互いに平行に削成されている。各スコアライン32のトウ側に削成開始用凹部としての低所33が設けられている。この低所33は、各スコアライン32のトウ側の先端を結ぶ段差部33aよりもトウ側の全領域に形成されている。この段差部33aはスコアライン32と直交方向に延在している。低所33の底面はフェース面31と平行である。
【0046】
スコアライン32は、フェース面31側の幅が大きく、底面側が幅小の逆台形断面形状であり、底面は平坦な平面となっている。なお、詳細な図示は省略するが、スコアライン32のフェース面31側の角縁は丸みを帯びている。ゴルフクラブヘッド30のヒール側にはホゼル34が設けられている。
【0047】
このゴルフクラブヘッド30を製造するには、図4(a)のように、スコアライン22を有しないが、低所33を有するゴルフクラブヘッド素体10Rを鋳造又は鍛造等により製造する。
【0048】
次いでスコアライン削成用エンドミル7(図10参照)の先端側を段差面33aに沿わせるように配置し、次いで該エンドミル7をヒール方向に相対的に移動させて各スコアライン32を削成する。この場合、エンドミル7の先端面7fをフェース面11に押し付ける工程がないので、エンドミル7の摩耗が抑制され、またその破損も防止される。また、予め低所33が形成されているので、スコアライン32の削成時間が短縮される。
【0049】
次に、低所33に重なり合う形状のプレート35を低所33に係合させ、溶接、ろう付、ビス留め等によりプレート35をゴルフクラブヘッド30に固定する。固定されたプレート35の前面はフェース面31と面一とされる。なお、プレート35は、ゴルフクラブヘッド30のトウ側の外周に沿う弧状辺35aと、弦方向辺35bとを有した略弦形状の薄板部材である。この弦方向辺35bを段差面33aに当接させ、弧状辺35aをゴルフクラブヘッド30のトウ側外周縁に沿わせるようにしてプレート35を低所33に係合させ、固定する。
【0050】
この実施の形態においても、ゴルフクラブヘッド30を高製造効率にて製造することができる。
【0051】
なお、低所33は切削により形成されてもよい。
【0052】
[別の実施の形態]
図4〜6の実施の形態において、プレートと低所とを係合させる係合部を設けてもよい。図7はその一例を示すものであり、プレート35Aの裏面に係合突起36が設けられ、低所33に係合穴37が設けられている。係合突起36を係合穴37に係合させつつプレート35Aを低所33に係合させ、溶接、ろう付、ビス留め等によりプレート35をゴルフクラブヘッド30Aに固定する。図7のゴルフクラブヘッド30Aのその他の構成は前記図4〜6のゴルフクラブヘッド30と同一であり、同一符号は同一部分を示している。なお、係合突起と係合穴の形状や数は図示以外とされてもよい。また、係合突起を低所33に設け、係合穴をプレート35Aに設けてもよい。
【0053】
図4〜6の実施の形態では、段差部33aよりもトウ側のフェース部全領域に低所33を設けているが、低所はそれよりも小領域に設けられてもよい。図8はその一例を示すものであり、低所33Bは上下方向に延在する帯状に設けられている。即ち、低所33Bはフェース面31から凹陥する段差部33a,33bの間の幅広溝状部として設けられている。段差部33bは段差部33aと平行に延在しているが、これに限定されない。プレート35Bは、この低所33Bに嵌合する形状の帯状の薄板よりなる。プレート35Bは、辺35bを段差面33aに沿わせ、辺35cを段差面35bに沿わせるようにして低所33Bに係合され、溶接、ろう付、ビス留め等によりゴルフクラブヘッド30Bに固着される。ゴルフクラブヘッド30Bのその他の構成はゴルフクラブヘッド30と同一であり、図8のその他の符号は図4〜6と同一部分を示している。なお、ゴルフクラブヘッド30Bにおいても、図7と同様に、低所33Bとプレート35Bとを係合させる係合突起及び係合穴よりなる係合部を設けてもよい。
【0054】
低所33Bは、ゴルフクラブヘッド素体の鋳造又は鍛造時に形成されてもよく、切削により形成されてもよい。
【0055】
上記実施の形態は本発明の一例であり、本発明は図示以外の形態とされてもよい。上記実施の形態では、凹穴13及び凹溝23はトウ側にのみ設けられているが、ヒール側にのみ設けられてよく、トウ側及びヒール側の双方に設けられてもよい。図11(a)はトウ側及びヒール側の双方に凹穴13を設けたゴルフクラブヘッド素体10R’を示し、図11(b)はこのゴルフクラブヘッド素体10R’にスコアライン12を削成したゴルフクラブヘッド10’を示している。図11のその他の構成は図1と同一であり、同一符号は同一部分を示している。図12(a)はトウ側及びヒール側の双方に凹溝23を設けたゴルフクラブヘッド素体20R’を示し、図12(b)はこのゴルフクラブヘッド素体20R’にスコアライン22を削成したゴルフクラブヘッド20’を示している。図12のその他の構成は図3と同一であり、同一符号は同一部分を示している。
【0056】
本発明はアイアン型ゴルフクラブヘッド以外のユーティリティ型ゴルフクラブヘッド、パター型ゴルフクラブヘッド、ウッド型ゴルフクラブヘッドなどにも適用可能である。加工時にできたバリを取るため、あとから溝の縁(溝の角)を丸めてもよい。
【符号の説明】
【0057】
10,10’,20,20’,30,30A,30B ゴルフクラブヘッド
10R,10R’,20R,20R’ ゴルフクラブヘッド素体
11,21,31 フェース面
12,22,32 スコアライン
13,13A,13C 凹穴
23 凹溝
33,33B 低所
35,35A,35B プレート
【特許請求の範囲】
【請求項1】
トウ・ヒール方向に延在した複数条のスコアラインがフェース面に削成されたゴルフクラブヘッドにおいて、該スコアラインの長手方向の一端側又は両端側に、該スコアラインと同じかそれよりも深い削成開始用凹部が設けられていることを特徴とするゴルフクラブヘッド。
【請求項2】
請求項1において、前記凹部は各スコアラインのトウ側に設けられた凹穴であることを特徴とするゴルフクラブヘッド。
【請求項3】
請求項2において、該凹穴は略円筒形であることを特徴とするゴルフクラブヘッド。
【請求項4】
請求項1において、前記凹部は、各スコアラインのトウ側に上下方向に延設された凹溝であることを特徴とするゴルフクラブヘッド。
【請求項5】
請求項1において、前記凹部はフェース面のトウ側に設けられた、フェース面よりも後退した低所であり、スコアライン削成後に該低所にプレートが固着され、該プレートの前面がフェース面と面一となっていることを特徴とするゴルフクラブヘッド。
【請求項6】
請求項5において、前記プレートと低所に、互いに係合する係合部が設けられていることを特徴とするゴルフクラブヘッド。
【請求項7】
請求項5又は6において、前記プレートは前記低所に対し溶接、ろう付又はビス留めにより固着されていることを特徴とするゴルフクラブヘッド。
【請求項8】
請求項1ないし4のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアライン及び凹部を有しないゴルフクラブヘッド素体に対し前記凹部を形成する工程と、
エンドミルの先端側を該凹部に差し込み、次いで形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程と
を有することを特徴とするゴルフクラブヘッドの製造方法。
【請求項9】
請求項1ないし4のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、前記凹部を有し、前記スコアラインを有しないゴルフクラブヘッド素体の該凹部にエンドミルの先端側を差し込み、次いで該エンドミルを形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成することを特徴とするゴルフクラブヘッドの製造方法。
【請求項10】
請求項5ないし7のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアラインを有しておらず、かつ前記低所を有したゴルフクラブヘッド素体の該低所にエンドミルの先端側を配置し、次いで該エンドミルを形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程と、
該低所に前記プレートを固着させる工程と
を有することを特徴とするゴルフクラブヘッドの製造方法。
【請求項11】
請求項5ないし7のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアライン及び低所を有していないゴルフクラブヘッド素体に対し前記低所を掘削する工程と、
エンドミルの先端側を該低所に配置し、次いで形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程と、
該低所に前記プレートを固着させる工程と
を有することを特徴とするゴルフクラブヘッドの製造方法。
【請求項1】
トウ・ヒール方向に延在した複数条のスコアラインがフェース面に削成されたゴルフクラブヘッドにおいて、該スコアラインの長手方向の一端側又は両端側に、該スコアラインと同じかそれよりも深い削成開始用凹部が設けられていることを特徴とするゴルフクラブヘッド。
【請求項2】
請求項1において、前記凹部は各スコアラインのトウ側に設けられた凹穴であることを特徴とするゴルフクラブヘッド。
【請求項3】
請求項2において、該凹穴は略円筒形であることを特徴とするゴルフクラブヘッド。
【請求項4】
請求項1において、前記凹部は、各スコアラインのトウ側に上下方向に延設された凹溝であることを特徴とするゴルフクラブヘッド。
【請求項5】
請求項1において、前記凹部はフェース面のトウ側に設けられた、フェース面よりも後退した低所であり、スコアライン削成後に該低所にプレートが固着され、該プレートの前面がフェース面と面一となっていることを特徴とするゴルフクラブヘッド。
【請求項6】
請求項5において、前記プレートと低所に、互いに係合する係合部が設けられていることを特徴とするゴルフクラブヘッド。
【請求項7】
請求項5又は6において、前記プレートは前記低所に対し溶接、ろう付又はビス留めにより固着されていることを特徴とするゴルフクラブヘッド。
【請求項8】
請求項1ないし4のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアライン及び凹部を有しないゴルフクラブヘッド素体に対し前記凹部を形成する工程と、
エンドミルの先端側を該凹部に差し込み、次いで形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程と
を有することを特徴とするゴルフクラブヘッドの製造方法。
【請求項9】
請求項1ないし4のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、前記凹部を有し、前記スコアラインを有しないゴルフクラブヘッド素体の該凹部にエンドミルの先端側を差し込み、次いで該エンドミルを形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成することを特徴とするゴルフクラブヘッドの製造方法。
【請求項10】
請求項5ないし7のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアラインを有しておらず、かつ前記低所を有したゴルフクラブヘッド素体の該低所にエンドミルの先端側を配置し、次いで該エンドミルを形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程と、
該低所に前記プレートを固着させる工程と
を有することを特徴とするゴルフクラブヘッドの製造方法。
【請求項11】
請求項5ないし7のいずれか1項に記載のゴルフクラブヘッドを製造する方法であって、スコアライン及び低所を有していないゴルフクラブヘッド素体に対し前記低所を掘削する工程と、
エンドミルの先端側を該低所に配置し、次いで形成すべきスコアラインの長手方向に相対的に移動させてスコアラインを削成する工程と、
該低所に前記プレートを固着させる工程と
を有することを特徴とするゴルフクラブヘッドの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2013−90874(P2013−90874A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−236054(P2011−236054)
【出願日】平成23年10月27日(2011.10.27)
【出願人】(592014104)ブリヂストンスポーツ株式会社 (652)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月27日(2011.10.27)
【出願人】(592014104)ブリヂストンスポーツ株式会社 (652)
【Fターム(参考)】
[ Back to top ]