
ゴルフクラブ用シャフト
【課題】 キックポイントの潰れ変形に起因する打球の方向不安定化、飛距離低下などの弊害を抑制可能なゴルフクラブ用シャフトを提案すること。
【解決手段】 ゴルフクラブ用シャフト2のシャフト成形体10は、円筒状の本体層11と中間層12と外層13と、中間層12および外層13の間に配置した補強層14を備えている。補強層14は、シャフト成形体10のキックポイントPを包含する部位10Pに巻かれた、円周方向に繊維方向が揃えられた繊維強化合成樹脂シートから形成されている。キックポイントPを包含する部位10Pの潰れ変形が抑制されるので、打球の方向が安定し、飛距離の低下も抑制される。
【解決手段】 ゴルフクラブ用シャフト2のシャフト成形体10は、円筒状の本体層11と中間層12と外層13と、中間層12および外層13の間に配置した補強層14を備えている。補強層14は、シャフト成形体10のキックポイントPを包含する部位10Pに巻かれた、円周方向に繊維方向が揃えられた繊維強化合成樹脂シートから形成されている。キックポイントPを包含する部位10Pの潰れ変形が抑制されるので、打球の方向が安定し、飛距離の低下も抑制される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭素繊維やガラス繊維等を使用した繊維強化合成樹脂シートを筒状に巻き付けたものを一体成形することにより形成されるゴルフクラブ用シャフトに関し、特に、その潰れ変形に起因する打球の方向性の悪化および飛距離の低下を回避あるいは抑制できるように改良を図ったゴルフクラブ用シャフトに関するものである。
【背景技術】
【0002】
エポキシ樹脂、ポリエステル樹脂などの合成樹脂母材を炭素繊維やガラス繊維などの高強度繊維に含浸させた構成の繊維強化合成樹脂シート(プリプレグシート)を用いて製造されたゴルフクラブ用シャフトが広く用いられている。この種のシャフトはシートワインディング製法により製造され、この製法では、所定方向に繊維が配向された繊維強化合成樹脂シートを、マンドレルに、繊維方向が所定方向となるように巻き付け、その外側からラッピングテープを巻いて当該繊維強化合成樹脂シートを締結固定した後、電気炉などに入れて焼成して合成樹脂母材を固化することにより、一体化した円筒状のシャフト成形体を製造している。
【0003】
ここで、ゴルフクラブ用シャフトは、それを軸線方向に直交する方向に撓めた場合に最も大きな曲率で撓む軸線方向の位置、すなわちキックポイントを備えている。キックポイントの位置がヘッド側に現れるのか、逆にグリップ側に現れるのかに応じて、打球の弾道に高低差が現れるなど、キックポイントはシャフトのスイング特性を左右する大きな要因の一つである。
【0004】
そこで、繊維強化合成樹脂シートから成形されるシャフトにおいても、キックポイントが現れる位置を調整するための各種の工夫が提案されている。例えば、特許文献1では、特性の異なるプリプレグシートをシャフト軸線方向におけるヘッド側およびグリップ側に巻くことにより、キックポイントを調整できるようにしている。また、特許文献2では、シャフトの長さ、すなわち番手に応じてキックポイントを簡単に調整できるように、一端がシャフト軸線方向に対して傾斜カットされたキックポイント調整用シートを用いることが提案されている。
【特許文献1】特許第3413357号公報
【特許文献2】特許第2897151号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ここで、シャフトのキックポイントは、シャフトにおける変形量が最も大きくなる部位であり、したがって、撓めたとき、換言すると、スイング時に、応力集中が発生する部位でもある。このため、キックポイントにおいてシャフトに潰れ変形が発生しやすい。潰れ変形が発生すると、それによりシャフトが軸線回りにねじれやすくなり、打球の方向性が悪くなってしまう。また、シャフトの潰れ変形が発生すると、シャフトの撓り戻りエネルギーにロスが発生し、飛距離が低下するという弊害も発生する。
【0006】
しかしながら、従来の繊維強化合成樹脂シートからなるシャフトにおいて、当該シャフトのキックポイントにおける潰れ変形に起因する弊害を回避するための対策は何ら提案されていない。
【0007】
本発明の課題は、キックポイントの潰れ変形に起因する弊害を回避あるいは抑制可能なゴルフクラブ用シャフトを提案することにある。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明のゴルフクラブ用シャフトは、筒状に巻いた複数枚の繊維強化合成樹脂シートから成形されたシャフト成形体を有し、当該シャフト成形体は、そのキックポイントを包含する部位の潰れ剛性あるいは潰れ強度を高めるために、当該部位に、少なくとも一巻分、巻き付けられた補強層を備えていることを特徴としている。
【0009】
繊維強化合成樹脂シートからなるシャフト成形体は、一般に、最も内側に位置している本体層と、この本体層の外周面に巻き付けられている中間層と、この中間層の外周面に巻き付けられている外層とを備えた三層構造とされる。この場合、前記補強層は、前記の各層の何れかに配置することができる。または、前記本体層と前記中間層の間あるいは前記中間層と前記外層の間に配置してもよい。
【0010】
前記補強層としては、繊維方向が円周方向または前記シャフト成形体の軸線方向に対して所定角度だけ傾斜した方向に揃えられた繊維強化合成樹脂シートまたは織物から形成されたものを用いることができる。また、二軸織物や四軸織物を用いることもできる。
【0011】
補強層の前記軸線方向の長さは、50mmから400mmまでの範囲内の値とすればよく、特に、100mmから200mmまでの範囲内の値とすることが望ましい。このように部分補強を行うことにより、シャフト成形体全体の重量増加を抑えつつ、キックポイントを十分に補強できる。
【0012】
次に、一般的な長さのゴルフクラブ用シャフトでは、キックポイントが、そのヘッド側の先端位置を基準として300mmから800mmまでの範囲内に現れる。したがって、前記補強層を、この範囲内の位置に配置すればよい。
【発明の効果】
【0013】
本発明の繊維強化合成樹脂シートからなるゴルフクラブ用シャフトでは、そのキックポイントが現れる部位のみが補強層によって補強され、当該部位の潰れ剛性あるいは潰れ強度が強化されている。したがって、シャフト全体の曲げ剛性を実質的に変えることなくキックポイントの応力集中および潰れ変形を抑制できるので、当該部位の潰れ変形に起因する打球の方向安定性の低下、飛距離の低下などの弊害を回避あるいは抑制できる。
【発明を実施するための最良の形態】
【0014】
以下に、図面を参照して、本発明を適用したシャフトを用いたゴルフクラブを説明する。
【0015】
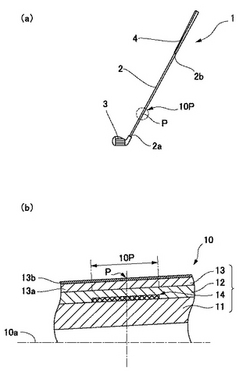
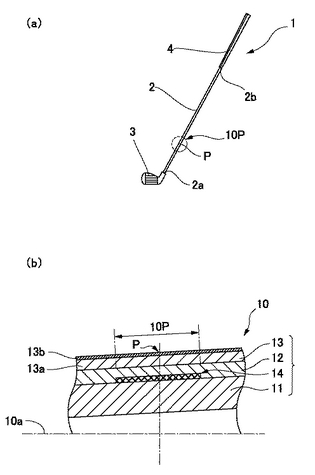
図1(a)および(b)はゴルフクラブの正面図および、そのシャフトのキックポイントが現れる部位を示す部分半断面図である。本例のゴルフクラブ1は、繊維強化合成樹脂成形品である細長い円筒状のシャフト2と、このシャフト2の先端に取り付けたヘッド3と、シャフト2の後端に取り付けたグリップ4とを備えている。シャフト2は、ヘッド側の先端2aが小径とされ、グリップ側の後端2bが大径とされ、これらの間の径が先端側から後端側に向けて漸増している。
【0016】
シャフト2は、図1(b)に示すように、複数の層が同心状に配置されたシャフト成形体10からなり、このシャフト成形体10は、内側から外側に向けて本体層11、中間層12、および外層13がこの順序に配置された断面構成となっている。
【0017】
本体層11は、例えば炭素繊維強化合成樹脂シートから形成した細長い円筒形状をしており、炭素繊維強化合成樹脂シートはその繊維方向がシャフト軸線10aに対して例えば45度傾斜した方向に揃えられている。中間層12は、例えばガラス繊維強化合成樹脂シートからなる多層構造とされている。ガラス繊維強化合成樹脂シートはその繊維方向がシャフト軸線10aと平行な方向に揃えられている。外層13は、中間層12を覆う保護層13aと、この外周面を覆うクリア塗装などの透明な表面処理層13bとを備えている。保護層13aは、例えばガラス繊維強化合成樹脂シートを用いて形成されており、その繊維方向は例えばシャフト軸線10aに平行な方向に揃えられている。
【0018】
ここで、シャフト成形体10は、更に、そのキックポイントPを包含する部位10Pの潰れ剛性あるいは潰れ強度を高めるために、当該部位10Pに、一巻分の補強層14を備えている。本例の補強層14は、中間層12と外層13の間に配置されている。この代わりに、本体層11と中間層12の間に配置することもできる。また、本体層11、中間層12あるいは外層13の内部に配置することも可能である。
【0019】
また、補強層14としては、繊維方向が円周方向に向かうように揃えられた繊維強化合成樹脂シートを用いることができる。この代わりに、シャフト成形体10の軸線10aの方向に対して所定角度だけ傾斜した方向に繊維方向が揃えられた繊維強化合成樹脂シートまたは織物から形成されたものを用いることができる。例えば、軸線10aに対して左右に45度傾斜した二方向に繊維が揃えられている二軸織物からなる繊維強化合成樹脂シートを用いることができる。また、二軸方向に繊維が揃えられている織物を用いることもできる。さらには、当該部位10Pのねじれ剛性も改善するためには、四軸織物からなる繊維強化合成樹脂シートあいは織物を用いることが望ましい。
【0020】
ここで、補強層14を設けたことによるシャフト成形体の重量増加を抑制するためには、補強層14の長さを短くすることが望ましい。しかし、キックポイントの現れる部位10Pを補強する観点からは、補強層14をある程度以上の長さにする必要がある。これらの点を考慮すると、補強層14の軸線方向の長さとしては、50mmから400mmまでの範囲内の値とすることが望ましく、特に、100mmから200mmまでの範囲内の値とすることが望ましい。補強層14の長さをかかる範囲の値とすることにより、シャフト成形体全体の重量増加を抑えつつ、キックポイントを十分に補強できる。
【0021】
次に、補強層14の配置位置は次のように定めることができる。補強層14を有していないシャフト成形体を製造し、そのシャフト成形体のキックポイントを測定し、当該位置を包含する部位10Pを算出して、その部位10Pを補強層14によって補強すればよい。一般的には、ゴルフクラブ用シャフトのキックポイントは、そのヘッド側の先端位置を基準として300mmから800mmまでの範囲内に現れる。さらに詳しくは、殆どの場合に、先端を基準として、400mmから600mmの範囲内の位置に現れる。したがって、補強層14を、300mmから800mmまでの範囲内に位置するように配置すれば、実質的に、キックポイントを包含した位置に配置できる。また、補強層14を、400mmから600mmまでの範囲内の位置、あるいは当該範囲を包含するように配置すればよい。
【0022】
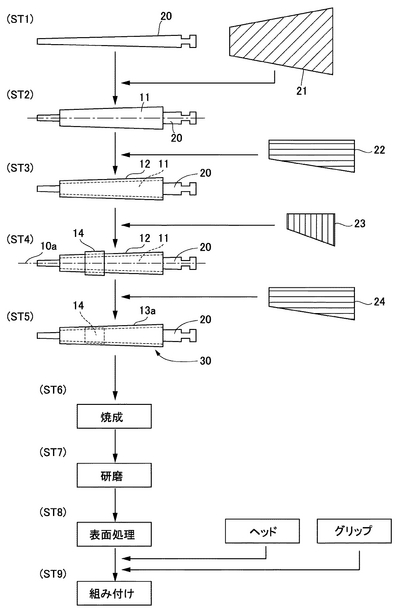
図2は、ゴルフクラブ1の製造工程をシャフト成形体10の製造工程を中心に示す概略フローチャートである。この図を参照して説明すると、シャフト成形体10の製造に当たっては、まず、シャフト成形体10の本体層11を形成するための炭素繊維強化合成樹脂シート21を用意すると共に、これを巻きつけるための芯金であるマンドレル20を用意する(工程ST1)。
【0023】
マンドレル20の外周面に炭素繊維強化合成樹脂シート21を複数回、巻き付けることにより本体層11を形成する(工程ST2)。シート21は巻き付け時の繊維配向方向が予め決められている。次に、繊維強化合成樹脂シート22を用意し、本体層11の外周面に、繊維強化合成樹脂シート22を巻き付けて、中間層12を形成する(工程ST3)。
【0024】
この後は、一定長さの繊維強化合成樹脂シート23を用意し、これを中間層12の外周面における軸線10aの方向の所定部位(キックポイントPを包含する部位)10Pに一周分だけ巻き付けて、補強層14を形成する(工程ST4)。しかる後に、ガラス繊維強化合成樹脂シート24を用意し、これを、補強層14の上から、中間層12を覆うように巻き付けて、保護層13aを形成する(工程ST5)。この結果、本体層11、中間層12、補強層14および保護層13aからなる円筒体30が形成される。
【0025】
次に、円筒体30を締結固定するためのラッピングテープを外側から巻いて円筒体30を固定し、この状態で、電気炉に円筒体30を入れて焼成する(工程ST6)。焼成により、本体層11、中間層12、補強層14および保護層13aを構成する各シート21、22、23、24の母材である合成樹脂が溶け出して再硬化することにより、本体層11、中間層12、補強層14および保護層13aが一体化される。
【0026】
この後はマンドレル20を引き抜く(工程ST7)。しかる後に一体化された円筒体30からラッピングテープを剥がし、円筒体30の外周面を研磨してラッピングテープ痕を除去する。次に、円筒体30の研磨表面にクリア塗装を施して表面処理層13bを形成し、シャフト成形体10が完成する(工程ST8)。
【0027】
このようにして得られたシャフト成形体10に所定の仕上げ加工などを施してシャフト2とし、これに、別途用意されているヘッド3およびグリップ4が取り付けられて、ゴルフクラブ1が完成する(ST9)。
【0028】
以上説明したように、本例のゴルフクラブ用シャフト2では、そのキックポイントを包含する部位10Pに補強層14が配置され、これにより、シャフト2全体の曲げ剛性を実質的に変化させることなく、当該部位の潰れ強度あるいは潰れ剛性が改善されている。よって、スイング時のキックポイントの部位の潰れ変形が抑制され、シャフト2の捩れ量が減るので、打球の方向性が安定する。また、スイング時におけるシャフト2の潰れによって撓り戻りエネルギーにロスが発生することも抑制されるので、打球の初速低下および、それに起因する飛距離の低下という弊害も抑制される。
【図面の簡単な説明】
【0029】
【図1】(a)は本発明を適用したゴルフクラブの正面図であり、(b)はそのシャフトの半断面図である。
【図2】図1に示すゴルフクラブの製造方法をシャフト成形体の製造工程を中心に示すフローチャートである。
【符号の説明】
【0030】
1 ゴルフクラブ
2 シャフト
3 ヘッド
4 グリップ
10 シャフト成形体
10a 軸線
10P キックポイントを包含する部位
11 シャフトの本体層
12 シャフトの中間層
13 シャフトの外層
13a 保護層
13b 表面処理層
14 補強層
20 マンドレル
21 本体層を形成している炭素繊維強化合成樹脂シート
22 中間層を形成している繊維強化合成樹脂シート
23 補強層を形成している繊維強化合成樹脂シート
24 保護層を形成しているガラス繊維強化合成樹脂シート
30 円筒体
P キックポイント
【技術分野】
【0001】
本発明は、炭素繊維やガラス繊維等を使用した繊維強化合成樹脂シートを筒状に巻き付けたものを一体成形することにより形成されるゴルフクラブ用シャフトに関し、特に、その潰れ変形に起因する打球の方向性の悪化および飛距離の低下を回避あるいは抑制できるように改良を図ったゴルフクラブ用シャフトに関するものである。
【背景技術】
【0002】
エポキシ樹脂、ポリエステル樹脂などの合成樹脂母材を炭素繊維やガラス繊維などの高強度繊維に含浸させた構成の繊維強化合成樹脂シート(プリプレグシート)を用いて製造されたゴルフクラブ用シャフトが広く用いられている。この種のシャフトはシートワインディング製法により製造され、この製法では、所定方向に繊維が配向された繊維強化合成樹脂シートを、マンドレルに、繊維方向が所定方向となるように巻き付け、その外側からラッピングテープを巻いて当該繊維強化合成樹脂シートを締結固定した後、電気炉などに入れて焼成して合成樹脂母材を固化することにより、一体化した円筒状のシャフト成形体を製造している。
【0003】
ここで、ゴルフクラブ用シャフトは、それを軸線方向に直交する方向に撓めた場合に最も大きな曲率で撓む軸線方向の位置、すなわちキックポイントを備えている。キックポイントの位置がヘッド側に現れるのか、逆にグリップ側に現れるのかに応じて、打球の弾道に高低差が現れるなど、キックポイントはシャフトのスイング特性を左右する大きな要因の一つである。
【0004】
そこで、繊維強化合成樹脂シートから成形されるシャフトにおいても、キックポイントが現れる位置を調整するための各種の工夫が提案されている。例えば、特許文献1では、特性の異なるプリプレグシートをシャフト軸線方向におけるヘッド側およびグリップ側に巻くことにより、キックポイントを調整できるようにしている。また、特許文献2では、シャフトの長さ、すなわち番手に応じてキックポイントを簡単に調整できるように、一端がシャフト軸線方向に対して傾斜カットされたキックポイント調整用シートを用いることが提案されている。
【特許文献1】特許第3413357号公報
【特許文献2】特許第2897151号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ここで、シャフトのキックポイントは、シャフトにおける変形量が最も大きくなる部位であり、したがって、撓めたとき、換言すると、スイング時に、応力集中が発生する部位でもある。このため、キックポイントにおいてシャフトに潰れ変形が発生しやすい。潰れ変形が発生すると、それによりシャフトが軸線回りにねじれやすくなり、打球の方向性が悪くなってしまう。また、シャフトの潰れ変形が発生すると、シャフトの撓り戻りエネルギーにロスが発生し、飛距離が低下するという弊害も発生する。
【0006】
しかしながら、従来の繊維強化合成樹脂シートからなるシャフトにおいて、当該シャフトのキックポイントにおける潰れ変形に起因する弊害を回避するための対策は何ら提案されていない。
【0007】
本発明の課題は、キックポイントの潰れ変形に起因する弊害を回避あるいは抑制可能なゴルフクラブ用シャフトを提案することにある。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明のゴルフクラブ用シャフトは、筒状に巻いた複数枚の繊維強化合成樹脂シートから成形されたシャフト成形体を有し、当該シャフト成形体は、そのキックポイントを包含する部位の潰れ剛性あるいは潰れ強度を高めるために、当該部位に、少なくとも一巻分、巻き付けられた補強層を備えていることを特徴としている。
【0009】
繊維強化合成樹脂シートからなるシャフト成形体は、一般に、最も内側に位置している本体層と、この本体層の外周面に巻き付けられている中間層と、この中間層の外周面に巻き付けられている外層とを備えた三層構造とされる。この場合、前記補強層は、前記の各層の何れかに配置することができる。または、前記本体層と前記中間層の間あるいは前記中間層と前記外層の間に配置してもよい。
【0010】
前記補強層としては、繊維方向が円周方向または前記シャフト成形体の軸線方向に対して所定角度だけ傾斜した方向に揃えられた繊維強化合成樹脂シートまたは織物から形成されたものを用いることができる。また、二軸織物や四軸織物を用いることもできる。
【0011】
補強層の前記軸線方向の長さは、50mmから400mmまでの範囲内の値とすればよく、特に、100mmから200mmまでの範囲内の値とすることが望ましい。このように部分補強を行うことにより、シャフト成形体全体の重量増加を抑えつつ、キックポイントを十分に補強できる。
【0012】
次に、一般的な長さのゴルフクラブ用シャフトでは、キックポイントが、そのヘッド側の先端位置を基準として300mmから800mmまでの範囲内に現れる。したがって、前記補強層を、この範囲内の位置に配置すればよい。
【発明の効果】
【0013】
本発明の繊維強化合成樹脂シートからなるゴルフクラブ用シャフトでは、そのキックポイントが現れる部位のみが補強層によって補強され、当該部位の潰れ剛性あるいは潰れ強度が強化されている。したがって、シャフト全体の曲げ剛性を実質的に変えることなくキックポイントの応力集中および潰れ変形を抑制できるので、当該部位の潰れ変形に起因する打球の方向安定性の低下、飛距離の低下などの弊害を回避あるいは抑制できる。
【発明を実施するための最良の形態】
【0014】
以下に、図面を参照して、本発明を適用したシャフトを用いたゴルフクラブを説明する。
【0015】
図1(a)および(b)はゴルフクラブの正面図および、そのシャフトのキックポイントが現れる部位を示す部分半断面図である。本例のゴルフクラブ1は、繊維強化合成樹脂成形品である細長い円筒状のシャフト2と、このシャフト2の先端に取り付けたヘッド3と、シャフト2の後端に取り付けたグリップ4とを備えている。シャフト2は、ヘッド側の先端2aが小径とされ、グリップ側の後端2bが大径とされ、これらの間の径が先端側から後端側に向けて漸増している。
【0016】
シャフト2は、図1(b)に示すように、複数の層が同心状に配置されたシャフト成形体10からなり、このシャフト成形体10は、内側から外側に向けて本体層11、中間層12、および外層13がこの順序に配置された断面構成となっている。
【0017】
本体層11は、例えば炭素繊維強化合成樹脂シートから形成した細長い円筒形状をしており、炭素繊維強化合成樹脂シートはその繊維方向がシャフト軸線10aに対して例えば45度傾斜した方向に揃えられている。中間層12は、例えばガラス繊維強化合成樹脂シートからなる多層構造とされている。ガラス繊維強化合成樹脂シートはその繊維方向がシャフト軸線10aと平行な方向に揃えられている。外層13は、中間層12を覆う保護層13aと、この外周面を覆うクリア塗装などの透明な表面処理層13bとを備えている。保護層13aは、例えばガラス繊維強化合成樹脂シートを用いて形成されており、その繊維方向は例えばシャフト軸線10aに平行な方向に揃えられている。
【0018】
ここで、シャフト成形体10は、更に、そのキックポイントPを包含する部位10Pの潰れ剛性あるいは潰れ強度を高めるために、当該部位10Pに、一巻分の補強層14を備えている。本例の補強層14は、中間層12と外層13の間に配置されている。この代わりに、本体層11と中間層12の間に配置することもできる。また、本体層11、中間層12あるいは外層13の内部に配置することも可能である。
【0019】
また、補強層14としては、繊維方向が円周方向に向かうように揃えられた繊維強化合成樹脂シートを用いることができる。この代わりに、シャフト成形体10の軸線10aの方向に対して所定角度だけ傾斜した方向に繊維方向が揃えられた繊維強化合成樹脂シートまたは織物から形成されたものを用いることができる。例えば、軸線10aに対して左右に45度傾斜した二方向に繊維が揃えられている二軸織物からなる繊維強化合成樹脂シートを用いることができる。また、二軸方向に繊維が揃えられている織物を用いることもできる。さらには、当該部位10Pのねじれ剛性も改善するためには、四軸織物からなる繊維強化合成樹脂シートあいは織物を用いることが望ましい。
【0020】
ここで、補強層14を設けたことによるシャフト成形体の重量増加を抑制するためには、補強層14の長さを短くすることが望ましい。しかし、キックポイントの現れる部位10Pを補強する観点からは、補強層14をある程度以上の長さにする必要がある。これらの点を考慮すると、補強層14の軸線方向の長さとしては、50mmから400mmまでの範囲内の値とすることが望ましく、特に、100mmから200mmまでの範囲内の値とすることが望ましい。補強層14の長さをかかる範囲の値とすることにより、シャフト成形体全体の重量増加を抑えつつ、キックポイントを十分に補強できる。
【0021】
次に、補強層14の配置位置は次のように定めることができる。補強層14を有していないシャフト成形体を製造し、そのシャフト成形体のキックポイントを測定し、当該位置を包含する部位10Pを算出して、その部位10Pを補強層14によって補強すればよい。一般的には、ゴルフクラブ用シャフトのキックポイントは、そのヘッド側の先端位置を基準として300mmから800mmまでの範囲内に現れる。さらに詳しくは、殆どの場合に、先端を基準として、400mmから600mmの範囲内の位置に現れる。したがって、補強層14を、300mmから800mmまでの範囲内に位置するように配置すれば、実質的に、キックポイントを包含した位置に配置できる。また、補強層14を、400mmから600mmまでの範囲内の位置、あるいは当該範囲を包含するように配置すればよい。
【0022】
図2は、ゴルフクラブ1の製造工程をシャフト成形体10の製造工程を中心に示す概略フローチャートである。この図を参照して説明すると、シャフト成形体10の製造に当たっては、まず、シャフト成形体10の本体層11を形成するための炭素繊維強化合成樹脂シート21を用意すると共に、これを巻きつけるための芯金であるマンドレル20を用意する(工程ST1)。
【0023】
マンドレル20の外周面に炭素繊維強化合成樹脂シート21を複数回、巻き付けることにより本体層11を形成する(工程ST2)。シート21は巻き付け時の繊維配向方向が予め決められている。次に、繊維強化合成樹脂シート22を用意し、本体層11の外周面に、繊維強化合成樹脂シート22を巻き付けて、中間層12を形成する(工程ST3)。
【0024】
この後は、一定長さの繊維強化合成樹脂シート23を用意し、これを中間層12の外周面における軸線10aの方向の所定部位(キックポイントPを包含する部位)10Pに一周分だけ巻き付けて、補強層14を形成する(工程ST4)。しかる後に、ガラス繊維強化合成樹脂シート24を用意し、これを、補強層14の上から、中間層12を覆うように巻き付けて、保護層13aを形成する(工程ST5)。この結果、本体層11、中間層12、補強層14および保護層13aからなる円筒体30が形成される。
【0025】
次に、円筒体30を締結固定するためのラッピングテープを外側から巻いて円筒体30を固定し、この状態で、電気炉に円筒体30を入れて焼成する(工程ST6)。焼成により、本体層11、中間層12、補強層14および保護層13aを構成する各シート21、22、23、24の母材である合成樹脂が溶け出して再硬化することにより、本体層11、中間層12、補強層14および保護層13aが一体化される。
【0026】
この後はマンドレル20を引き抜く(工程ST7)。しかる後に一体化された円筒体30からラッピングテープを剥がし、円筒体30の外周面を研磨してラッピングテープ痕を除去する。次に、円筒体30の研磨表面にクリア塗装を施して表面処理層13bを形成し、シャフト成形体10が完成する(工程ST8)。
【0027】
このようにして得られたシャフト成形体10に所定の仕上げ加工などを施してシャフト2とし、これに、別途用意されているヘッド3およびグリップ4が取り付けられて、ゴルフクラブ1が完成する(ST9)。
【0028】
以上説明したように、本例のゴルフクラブ用シャフト2では、そのキックポイントを包含する部位10Pに補強層14が配置され、これにより、シャフト2全体の曲げ剛性を実質的に変化させることなく、当該部位の潰れ強度あるいは潰れ剛性が改善されている。よって、スイング時のキックポイントの部位の潰れ変形が抑制され、シャフト2の捩れ量が減るので、打球の方向性が安定する。また、スイング時におけるシャフト2の潰れによって撓り戻りエネルギーにロスが発生することも抑制されるので、打球の初速低下および、それに起因する飛距離の低下という弊害も抑制される。
【図面の簡単な説明】
【0029】
【図1】(a)は本発明を適用したゴルフクラブの正面図であり、(b)はそのシャフトの半断面図である。
【図2】図1に示すゴルフクラブの製造方法をシャフト成形体の製造工程を中心に示すフローチャートである。
【符号の説明】
【0030】
1 ゴルフクラブ
2 シャフト
3 ヘッド
4 グリップ
10 シャフト成形体
10a 軸線
10P キックポイントを包含する部位
11 シャフトの本体層
12 シャフトの中間層
13 シャフトの外層
13a 保護層
13b 表面処理層
14 補強層
20 マンドレル
21 本体層を形成している炭素繊維強化合成樹脂シート
22 中間層を形成している繊維強化合成樹脂シート
23 補強層を形成している繊維強化合成樹脂シート
24 保護層を形成しているガラス繊維強化合成樹脂シート
30 円筒体
P キックポイント
【特許請求の範囲】
【請求項1】
筒状に巻いた複数枚の繊維強化合成樹脂シートから成形されたシャフト成形体を有し、
当該シャフト成形体は、そのキックポイントを包含する部位の潰れ剛性あるいは潰れ強度を高めるために、当該部位に、少なくとも一巻分、巻き付けられた補強層を備えていることを特徴とするゴルフクラブ用シャフト。
【請求項2】
請求項1において、
前記シャフト成形体は、最も内側に位置している本体層と、この本体層の外周面に巻き付けられている中間層と、この中間層の外周面に巻き付けられている外層とを備え、
前記補強層は、前記の各層の何れかの層内、または、前記本体層と前記中間層の間あるいは前記中間層と前記外層の間に配置されていることを特徴とするゴルフクラブ用シャフト。
【請求項3】
請求項1において、
前記補強層は、繊維方向が円周方向または前記シャフト成形体の軸線方向に対して所定角度だけ傾斜した方向に揃えられた繊維強化合成樹脂シートまたは織物から形成されていることを特徴とするゴルフクラブ用シャフト。
【請求項4】
請求項1において、
前記補強層の前記軸線方向の長さが50mmから400mmまでの範囲内の値であることを特徴とするゴルフクラブ用シャフト。
【請求項5】
請求項4において、
前記補強層の前記軸線方向の長さが100mmから200mmまでの範囲内の値であることを特徴とするゴルフクラブ用シャフト。
【請求項6】
請求項1において、
前記補強層は、前記シャフト成形体の軸線方向に沿って、前記シャフト成形体におけるヘッドが取り付けられる先端を基準として、300mmから800mmまでの範囲内に位置していることを特徴とするゴルフクラブ用シャフト。
【請求項1】
筒状に巻いた複数枚の繊維強化合成樹脂シートから成形されたシャフト成形体を有し、
当該シャフト成形体は、そのキックポイントを包含する部位の潰れ剛性あるいは潰れ強度を高めるために、当該部位に、少なくとも一巻分、巻き付けられた補強層を備えていることを特徴とするゴルフクラブ用シャフト。
【請求項2】
請求項1において、
前記シャフト成形体は、最も内側に位置している本体層と、この本体層の外周面に巻き付けられている中間層と、この中間層の外周面に巻き付けられている外層とを備え、
前記補強層は、前記の各層の何れかの層内、または、前記本体層と前記中間層の間あるいは前記中間層と前記外層の間に配置されていることを特徴とするゴルフクラブ用シャフト。
【請求項3】
請求項1において、
前記補強層は、繊維方向が円周方向または前記シャフト成形体の軸線方向に対して所定角度だけ傾斜した方向に揃えられた繊維強化合成樹脂シートまたは織物から形成されていることを特徴とするゴルフクラブ用シャフト。
【請求項4】
請求項1において、
前記補強層の前記軸線方向の長さが50mmから400mmまでの範囲内の値であることを特徴とするゴルフクラブ用シャフト。
【請求項5】
請求項4において、
前記補強層の前記軸線方向の長さが100mmから200mmまでの範囲内の値であることを特徴とするゴルフクラブ用シャフト。
【請求項6】
請求項1において、
前記補強層は、前記シャフト成形体の軸線方向に沿って、前記シャフト成形体におけるヘッドが取り付けられる先端を基準として、300mmから800mmまでの範囲内に位置していることを特徴とするゴルフクラブ用シャフト。
【図1】


【図2】
【図2】
【公開番号】特開2006−496(P2006−496A)
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願番号】特願2004−181678(P2004−181678)
【出願日】平成16年6月18日(2004.6.18)
【出願人】(000128946)マミヤ・オーピー株式会社 (122)
【Fターム(参考)】
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願日】平成16年6月18日(2004.6.18)
【出願人】(000128946)マミヤ・オーピー株式会社 (122)
【Fターム(参考)】
[ Back to top ]