
サブミクロン直径の繊維の製造及びその繊維からのウェブの製造のための方法及び装置
1ミクロン未満の直径を有するポリマーフィラメントを製造するための方法および装置。複数のポリマー成分がスピンパックを通って押し出され、次いで、先細末広ノズルによって高速を達成するように加速されるガス流を用いて細められる。この複数のポリマー成分は、海島型構成またはセグメントパイ型構成で押し出され得る。高速ガス流を用いる結果、複数の成分が個々の成分に割繊され、1ミクロン未満の直径または小径を有するフィラメントおよび繊維が得られる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリマー繊維、特に、1ミクロン未満の直径を有する繊維の押出しに関する。
【背景技術】
【0002】
繊維およびフィラメントは、長年の間、メルトブロー法およびスパンレイド繊維紡糸法として良く知られた方法を用いて製造されてきた。メルトブロー法は、典型的に、有限長の繊維と関連するのに対し、スパンレイド法は、典型的に、連続したフィラメントと関連する。これらの技術の両方において、製造される繊維の直径を小さくするための努力が多くの人々により長期にわたってなされてきた。これらの技術による繊維およびフィラメントの典型的な最小直径は、現在では3〜5ミクロンのオーダーにある。より細い繊維を製造するための1つの方法は、2成分紡糸法として知られている。この方法(例えば、参照により本明細書に援用されるHillsによる米国特許第5,162,074号明細書に開示されている方法)では、2種以上のポリマーが、フィラメントをサイドバイサイド型、芯鞘型、海島型、またはセグメントパイ型(segmented pie)として知られる配置に構成させるように特別に設計されたスピンパック(spin pack)を通って押し出される。これらの配置のうち海島型およびセグメントパイ型は、成分を合わせてなるフィラメントの直径は1ミクロンを超えるけれども後処理によって個々の成分を互いから分離すると1ミクロン未満の直径を有するフィラメントを生じ得るような配置である。この後処理として、典型的に、セグメントパイの境界面で成分を分裂させる機械的作用、または海ポリマーを化学的に分解して島ポリマーのみを残すことが挙げられる。
【0003】
これらの後処理工程は、費用がかかる上に非効率である。Schilde、Erth、HeyeおよびBlechschmidtによる論文「Spunbonded nonwovens made from splittable bicomponent filaments」、Chemical Fibers International、Vol.57、No.1、2007年3月には多数の方法が記載され、これらの繊維を機械的に割繊する際に遭遇する困難についても記載されている。海島型フィラメントは、何千もの島繊維が単一の2成分フィラメント内に存在し得る、知られる中で最も小さい繊維直径を溶融ポリマーから提供する(Hills Incのウェブサイトであるhillsinc.netのHagewoodによる「Spinning of Submicron diameter Fibers」および「Production of Sub−Micron Fibers in Nonwoven Fabrics」を参照されたい)。しかしながら、海ポリマーの完全な除去が、その工程を容易にするために開示された技術により明示されるように、この技術に関わる公知の問題である。例えば、米国特許第6,861,142号明細書「Controlling the dissolution of dissolvable polymer components in plural component fibers」を参照されたい。
【0004】
こうした困難の結果、繊維径を小さくするための近年の開発は、例えば、スパンボンド法に関するAllenの米国特許出願公開第2005/0087900号明細書およびメルトブロー法に関するBergerの米国特許第7,192,550号明細書により開示されるように、主として、口金孔の大きさおよび間隔の縮小に重点が置かれている。
【0005】
細繊維を製造するための代替方法が、近年、Gerkingによる米国特許第6,800,226号明細書において紹介された。この方法は、口金孔の大きさを縮小するものではなく、かなり従来的なメルトブロースピンパックの下に高速ガスノズルを付加するものである。Gerkingは、高速ガスによって単一ポリマーフィラメントの自発的な破裂を引き起こして複数のより細いフィラメントにすることを開示している。しかしながら、Gerkingは、2成分法によって達成される小繊維径に安定的に達し得ない。
【発明の概要】
【発明が解決しようとする課題】
【0006】
これらの方法のそれぞれが欠点を有する。海島型繊維またはセグメントパイ型繊維を用いる2成分スパンレイド法は後処理を要する。スピンホールの大きさを縮小した方法は、生産性を低下させてしまう。Gerkingの繊維を破裂させる方法であると、広い繊維径分布を生じると共に、より太い繊維を大量に生じてしまう。さらに、Gerkingおよび上記の新小径孔方法は、ポリマーの溶融粘度を低下させることに依存する結果、いくらかの繊維特性の喪失が生じてしまう。したがって、高い生産性および狭い繊維径分布を有する方法で溶融ポリマーから細繊維を製造する必要性が、依然として存在する。
【課題を解決するための手段】
【0007】
本方法の好ましい実施形態において、複数のポリマーが、海島型またはセグメントパイ型の2成分フィラメントを製造するように設計されたスピンパックを通り、次いで、先細末広ガスノズルを通って紡糸される。このスピンパックは、一列になった複数の孔を通じて2成分フィラメントが押し出されるように設計されている。スピンパックの先端は、押し出されたフィラメントの方にガス流を向けるように先細になっている。ガスノズルは、ガス速度が音速または超音速にも達し得るように、先細末広の断面を有するように設計されている。
【図面の簡単な説明】
【0008】
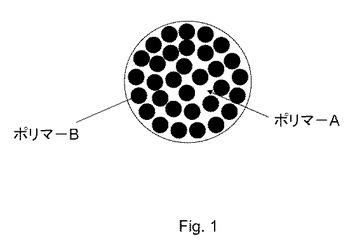
【図1】「海島型」構成の例を示している。
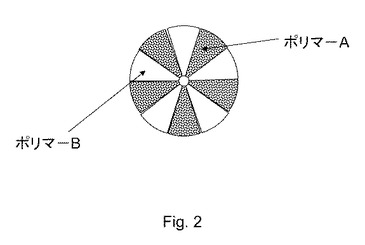
【図2】セグメントパイ型構成の例を示している。
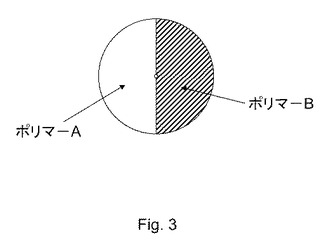
【図3】サイドバイサイド型構成の例を示している。
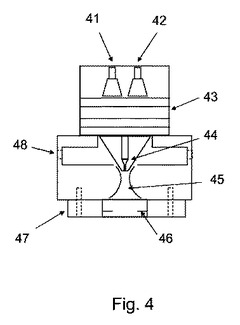
【図4】本発明の紡糸装置の例を示している。
【図5】ガスノズルの構成の例を示している。
【図6】ガスノズルの構成の第2の例を示している。
【発明を実施するための形態】
【0009】
「複数(の)」は、1つより多いことを意味している。
【0010】
ポリマーの共押出しの文脈における「複数成分構成」は、繊維の全長の断面にわたって存在する別個の押出し相(extrudate phase)が複数のポリマーによって形成されていることを意味する。各相は少なくとも1つの他の相と境界を共有し、相の数は複数であるポリマーの数と必ずしも等しくならない。すなわち、一部の相は多成分であり得る。
【0011】
本発明の方法は、複数のポリマーを複数成分構成の口金ダイを通じて溶融紡糸し、高速ガスノズルによってこの複数成分を個々の部分に割繊することによりサブミクロン繊維を製造する方法に関する。
【0012】
任意の溶融可能なポリマー(例えば、ポリエステル、ポリアミド、ポリオレフィン、および多くの他のポリマー)からの繊維がこの方法によって製造され得るが、所定の成分境界面に沿ったフィラメントの破裂を容易にするポリマーを選択することが好ましい。例えば、ポリエチレンテレフタレート(PET)およびポリエチレン(PE)は、島ポリマーとしてポリエステルを用い、海ポリマーとしてポリエチレンを用いて紡糸され得る。標準的な粘度のポリエステルとともに高いメルトフローのポリエチレンを選択すると、過度の加熱すなわちポリマー分解によってポリエステルの繊維特性を失うことなく弱い境界に沿ったフィラメントの破裂を向上させる。
【0013】
海島型構成が用いられる場合、好ましくは2成分フィラメントの50%より多く、より好ましくは75%より多くを島繊維が占め、最終製品における海ポリマーの量を減少させる。ひとたびフィラメントを高速ガス流によって破裂させて個々の成分にすれば、島ポリマーから海ポリマーを分離するのに何の困難もない。この破裂は十分に画定されたフィラメントとして島ポリマーにその形状を保持させ、海ポリマーは分裂して粒子および繊維になる。容易に分解し得るポリマー(例えば、ポリビニルアルコール)が海ポリマーとして選択される場合は、従来の2成分繊維における除去の問題はもはや存在しない。代替法として、海ポリマーは、最終製品に機能性を付加するように選択され得る。例えば、上記で挙げたPET/PEの組み合わせにおいて、PEは結合剤として使用され得る。後熱処理または圧延工程により、PEの断片および繊維がPETフィラメントを結合させて強力な不織シートが作られる。
【0014】
海島型構成が用いられる場合であっても、セグメントパイ型構成が用いられる場合であっても、最終的な不織布製品中の繊維径分布は、従来のメルトブロー法より正確である。本発明の方法によって製造される繊維は、断面が円形でなくてもよい。島ポリマーの割合が約50%を超えて増加すると、島フィラメントは六角形型の充填物となり、円形の断面とは対照的に平たい面を有するフィラメントを作ることに留意されたい。さらに、セグメントパイ型フィラメントまたは中空セグメントパイ型フィラメントについては、個々の成分は楔形をしている。これらのいずれの場合においても、個々の成分の直径または小径は1ミクロン未満となるように制御される。
【0015】
別の好ましい実施形態は、上記方法に加えてフィラメントの静電帯電を含む。数多くのフィラメントの帯電方法が当業者に知られている(例えば、Kubikの米国特許第4,215,682号明細書;Deedsの米国特許第5,122,048号明細書;およびMoosmayerの米国特許第4,904,174号明細書があり、これらは全て参照により本明細書に援用される)。これらの方法はいずれも、ひとたび破裂させた個々のフィラメントを独立したまま再合体(re−coalesce)させないようにするために本発明に適合され得る。繊維内に電荷を誘導する好ましい方法はコロナ放電である。機構により意味を限定するわけではないが、静電荷の付加によって個々のフィラメント間の反発力が誘起され、したがって、全体的な繊維の降下が改善される。
【0016】
本方法の口金の設計は、図を参照すると最も良く理解され得る。図1〜3は、2種のポリマー系の繊維構成の例を示している。図1は、「海島型」構成を示している。図2は「セグメントパイ型」構成を示しており、図3はサイドバイサイド型構成を示している。これら3つの構成の全てが本発明の方法において使用され得るが、本発明はこれらに限定されず、複数の相が繊維の断面に繊維の長さにわたって共存するあらゆる構成が使用され得る。
【0017】
図4の概略図は、装置の様々な主要構成要素を示している。図4に示される例では、2種のポリマーが入口41および入口42を経て装置に供給される。本発明は2種のポリマーに限定されず、多数の入口が使用され得る。
【0018】
次いで、これらのポリマーは、一連の分配板(43)を通って流れ、先細になったダイの先端部(44)に供給される。この先端部に入るポリマーは、基本的に、溶融割繊前に必要とされる所望の構成(例えば、図1〜3の構成)にある。
【0019】
ガスは入口(48)を通じて装置に供給され、ノズル(45)へと供給される。このノズルは、音速の0.7倍〜1.4倍の範囲の速度までガスを加速させる効果を有する。次いで、繊維およびガスは、静電荷が印加された針(46)を必要に応じて通過し、一緒に装置から出て行く。これらの針(46)は、スピンパックの底部へのアーク放電を防ぐために静電気絶縁板(47)中に装着される。
【0020】
ガスノズルは、図5に示されるように、1対1の方式でポリマーダイの孔に対応する個々の円形ノズルの列として底板に配列され得る。あるいは、ガスノズルは、図6に示されるように細長い噴出口として構成され得る。
【0021】
本明細書には本発明を特定の構成で記載しているが、本明細書に記載された方法および装置に対し、本発明の範囲および添付の特許請求の範囲に入る変更をなし得ることを当業者は理解する。
【技術分野】
【0001】
本発明は、ポリマー繊維、特に、1ミクロン未満の直径を有する繊維の押出しに関する。
【背景技術】
【0002】
繊維およびフィラメントは、長年の間、メルトブロー法およびスパンレイド繊維紡糸法として良く知られた方法を用いて製造されてきた。メルトブロー法は、典型的に、有限長の繊維と関連するのに対し、スパンレイド法は、典型的に、連続したフィラメントと関連する。これらの技術の両方において、製造される繊維の直径を小さくするための努力が多くの人々により長期にわたってなされてきた。これらの技術による繊維およびフィラメントの典型的な最小直径は、現在では3〜5ミクロンのオーダーにある。より細い繊維を製造するための1つの方法は、2成分紡糸法として知られている。この方法(例えば、参照により本明細書に援用されるHillsによる米国特許第5,162,074号明細書に開示されている方法)では、2種以上のポリマーが、フィラメントをサイドバイサイド型、芯鞘型、海島型、またはセグメントパイ型(segmented pie)として知られる配置に構成させるように特別に設計されたスピンパック(spin pack)を通って押し出される。これらの配置のうち海島型およびセグメントパイ型は、成分を合わせてなるフィラメントの直径は1ミクロンを超えるけれども後処理によって個々の成分を互いから分離すると1ミクロン未満の直径を有するフィラメントを生じ得るような配置である。この後処理として、典型的に、セグメントパイの境界面で成分を分裂させる機械的作用、または海ポリマーを化学的に分解して島ポリマーのみを残すことが挙げられる。
【0003】
これらの後処理工程は、費用がかかる上に非効率である。Schilde、Erth、HeyeおよびBlechschmidtによる論文「Spunbonded nonwovens made from splittable bicomponent filaments」、Chemical Fibers International、Vol.57、No.1、2007年3月には多数の方法が記載され、これらの繊維を機械的に割繊する際に遭遇する困難についても記載されている。海島型フィラメントは、何千もの島繊維が単一の2成分フィラメント内に存在し得る、知られる中で最も小さい繊維直径を溶融ポリマーから提供する(Hills Incのウェブサイトであるhillsinc.netのHagewoodによる「Spinning of Submicron diameter Fibers」および「Production of Sub−Micron Fibers in Nonwoven Fabrics」を参照されたい)。しかしながら、海ポリマーの完全な除去が、その工程を容易にするために開示された技術により明示されるように、この技術に関わる公知の問題である。例えば、米国特許第6,861,142号明細書「Controlling the dissolution of dissolvable polymer components in plural component fibers」を参照されたい。
【0004】
こうした困難の結果、繊維径を小さくするための近年の開発は、例えば、スパンボンド法に関するAllenの米国特許出願公開第2005/0087900号明細書およびメルトブロー法に関するBergerの米国特許第7,192,550号明細書により開示されるように、主として、口金孔の大きさおよび間隔の縮小に重点が置かれている。
【0005】
細繊維を製造するための代替方法が、近年、Gerkingによる米国特許第6,800,226号明細書において紹介された。この方法は、口金孔の大きさを縮小するものではなく、かなり従来的なメルトブロースピンパックの下に高速ガスノズルを付加するものである。Gerkingは、高速ガスによって単一ポリマーフィラメントの自発的な破裂を引き起こして複数のより細いフィラメントにすることを開示している。しかしながら、Gerkingは、2成分法によって達成される小繊維径に安定的に達し得ない。
【発明の概要】
【発明が解決しようとする課題】
【0006】
これらの方法のそれぞれが欠点を有する。海島型繊維またはセグメントパイ型繊維を用いる2成分スパンレイド法は後処理を要する。スピンホールの大きさを縮小した方法は、生産性を低下させてしまう。Gerkingの繊維を破裂させる方法であると、広い繊維径分布を生じると共に、より太い繊維を大量に生じてしまう。さらに、Gerkingおよび上記の新小径孔方法は、ポリマーの溶融粘度を低下させることに依存する結果、いくらかの繊維特性の喪失が生じてしまう。したがって、高い生産性および狭い繊維径分布を有する方法で溶融ポリマーから細繊維を製造する必要性が、依然として存在する。
【課題を解決するための手段】
【0007】
本方法の好ましい実施形態において、複数のポリマーが、海島型またはセグメントパイ型の2成分フィラメントを製造するように設計されたスピンパックを通り、次いで、先細末広ガスノズルを通って紡糸される。このスピンパックは、一列になった複数の孔を通じて2成分フィラメントが押し出されるように設計されている。スピンパックの先端は、押し出されたフィラメントの方にガス流を向けるように先細になっている。ガスノズルは、ガス速度が音速または超音速にも達し得るように、先細末広の断面を有するように設計されている。
【図面の簡単な説明】
【0008】
【図1】「海島型」構成の例を示している。
【図2】セグメントパイ型構成の例を示している。
【図3】サイドバイサイド型構成の例を示している。
【図4】本発明の紡糸装置の例を示している。
【図5】ガスノズルの構成の例を示している。
【図6】ガスノズルの構成の第2の例を示している。
【発明を実施するための形態】
【0009】
「複数(の)」は、1つより多いことを意味している。
【0010】
ポリマーの共押出しの文脈における「複数成分構成」は、繊維の全長の断面にわたって存在する別個の押出し相(extrudate phase)が複数のポリマーによって形成されていることを意味する。各相は少なくとも1つの他の相と境界を共有し、相の数は複数であるポリマーの数と必ずしも等しくならない。すなわち、一部の相は多成分であり得る。
【0011】
本発明の方法は、複数のポリマーを複数成分構成の口金ダイを通じて溶融紡糸し、高速ガスノズルによってこの複数成分を個々の部分に割繊することによりサブミクロン繊維を製造する方法に関する。
【0012】
任意の溶融可能なポリマー(例えば、ポリエステル、ポリアミド、ポリオレフィン、および多くの他のポリマー)からの繊維がこの方法によって製造され得るが、所定の成分境界面に沿ったフィラメントの破裂を容易にするポリマーを選択することが好ましい。例えば、ポリエチレンテレフタレート(PET)およびポリエチレン(PE)は、島ポリマーとしてポリエステルを用い、海ポリマーとしてポリエチレンを用いて紡糸され得る。標準的な粘度のポリエステルとともに高いメルトフローのポリエチレンを選択すると、過度の加熱すなわちポリマー分解によってポリエステルの繊維特性を失うことなく弱い境界に沿ったフィラメントの破裂を向上させる。
【0013】
海島型構成が用いられる場合、好ましくは2成分フィラメントの50%より多く、より好ましくは75%より多くを島繊維が占め、最終製品における海ポリマーの量を減少させる。ひとたびフィラメントを高速ガス流によって破裂させて個々の成分にすれば、島ポリマーから海ポリマーを分離するのに何の困難もない。この破裂は十分に画定されたフィラメントとして島ポリマーにその形状を保持させ、海ポリマーは分裂して粒子および繊維になる。容易に分解し得るポリマー(例えば、ポリビニルアルコール)が海ポリマーとして選択される場合は、従来の2成分繊維における除去の問題はもはや存在しない。代替法として、海ポリマーは、最終製品に機能性を付加するように選択され得る。例えば、上記で挙げたPET/PEの組み合わせにおいて、PEは結合剤として使用され得る。後熱処理または圧延工程により、PEの断片および繊維がPETフィラメントを結合させて強力な不織シートが作られる。
【0014】
海島型構成が用いられる場合であっても、セグメントパイ型構成が用いられる場合であっても、最終的な不織布製品中の繊維径分布は、従来のメルトブロー法より正確である。本発明の方法によって製造される繊維は、断面が円形でなくてもよい。島ポリマーの割合が約50%を超えて増加すると、島フィラメントは六角形型の充填物となり、円形の断面とは対照的に平たい面を有するフィラメントを作ることに留意されたい。さらに、セグメントパイ型フィラメントまたは中空セグメントパイ型フィラメントについては、個々の成分は楔形をしている。これらのいずれの場合においても、個々の成分の直径または小径は1ミクロン未満となるように制御される。
【0015】
別の好ましい実施形態は、上記方法に加えてフィラメントの静電帯電を含む。数多くのフィラメントの帯電方法が当業者に知られている(例えば、Kubikの米国特許第4,215,682号明細書;Deedsの米国特許第5,122,048号明細書;およびMoosmayerの米国特許第4,904,174号明細書があり、これらは全て参照により本明細書に援用される)。これらの方法はいずれも、ひとたび破裂させた個々のフィラメントを独立したまま再合体(re−coalesce)させないようにするために本発明に適合され得る。繊維内に電荷を誘導する好ましい方法はコロナ放電である。機構により意味を限定するわけではないが、静電荷の付加によって個々のフィラメント間の反発力が誘起され、したがって、全体的な繊維の降下が改善される。
【0016】
本方法の口金の設計は、図を参照すると最も良く理解され得る。図1〜3は、2種のポリマー系の繊維構成の例を示している。図1は、「海島型」構成を示している。図2は「セグメントパイ型」構成を示しており、図3はサイドバイサイド型構成を示している。これら3つの構成の全てが本発明の方法において使用され得るが、本発明はこれらに限定されず、複数の相が繊維の断面に繊維の長さにわたって共存するあらゆる構成が使用され得る。
【0017】
図4の概略図は、装置の様々な主要構成要素を示している。図4に示される例では、2種のポリマーが入口41および入口42を経て装置に供給される。本発明は2種のポリマーに限定されず、多数の入口が使用され得る。
【0018】
次いで、これらのポリマーは、一連の分配板(43)を通って流れ、先細になったダイの先端部(44)に供給される。この先端部に入るポリマーは、基本的に、溶融割繊前に必要とされる所望の構成(例えば、図1〜3の構成)にある。
【0019】
ガスは入口(48)を通じて装置に供給され、ノズル(45)へと供給される。このノズルは、音速の0.7倍〜1.4倍の範囲の速度までガスを加速させる効果を有する。次いで、繊維およびガスは、静電荷が印加された針(46)を必要に応じて通過し、一緒に装置から出て行く。これらの針(46)は、スピンパックの底部へのアーク放電を防ぐために静電気絶縁板(47)中に装着される。
【0020】
ガスノズルは、図5に示されるように、1対1の方式でポリマーダイの孔に対応する個々の円形ノズルの列として底板に配列され得る。あるいは、ガスノズルは、図6に示されるように細長い噴出口として構成され得る。
【0021】
本明細書には本発明を特定の構成で記載しているが、本明細書に記載された方法および装置に対し、本発明の範囲および添付の特許請求の範囲に入る変更をなし得ることを当業者は理解する。
【特許請求の範囲】
【請求項1】
複数のポリマーを複数成分構成の口金ダイを通じて溶融紡糸して多構成成分繊維を製造し、高速ガス流によって前記複数成分を個々の構成成分に割繊することによりサブミクロン繊維を製造する方法であって、前記繊維が前記ダイから出ていく際に前記高速ガス流を前記繊維に当てて多数の繊維が前記個々の構成成分の内の少なくとも1つから形成されるようにする方法。
【請求項2】
前記ガス流が、音速の0.7倍〜1.4倍の間の速度を有する、請求項1に記載の方法。
【請求項3】
前記複数成分構成が、「海島型」または「セグメントパイ型」である、請求項1に記載の方法。
【請求項4】
静電荷をフィラメントに印加する工程をさらに含む、請求項1に記載の方法。
【請求項5】
複数のポリマーを複数成分構成で共押出しし得るように配置された分配チャネルおよびオリフィスを有するスピンパックと、先細末広ガスノズルとを含む装置。
【請求項6】
静電コロナ放電針または静電コロナ放電棒をさらに含む、請求項5に記載の装置。
【請求項7】
多成分繊維の個々の成分を分離する方法であって、口金ダイを通じてフィラメントを共押出しする工程と、複数成分の完全な凝固前に高速ガスノズルによって前記成分を個々の部分に割繊する工程とを含む方法。
【請求項1】
複数のポリマーを複数成分構成の口金ダイを通じて溶融紡糸して多構成成分繊維を製造し、高速ガス流によって前記複数成分を個々の構成成分に割繊することによりサブミクロン繊維を製造する方法であって、前記繊維が前記ダイから出ていく際に前記高速ガス流を前記繊維に当てて多数の繊維が前記個々の構成成分の内の少なくとも1つから形成されるようにする方法。
【請求項2】
前記ガス流が、音速の0.7倍〜1.4倍の間の速度を有する、請求項1に記載の方法。
【請求項3】
前記複数成分構成が、「海島型」または「セグメントパイ型」である、請求項1に記載の方法。
【請求項4】
静電荷をフィラメントに印加する工程をさらに含む、請求項1に記載の方法。
【請求項5】
複数のポリマーを複数成分構成で共押出しし得るように配置された分配チャネルおよびオリフィスを有するスピンパックと、先細末広ガスノズルとを含む装置。
【請求項6】
静電コロナ放電針または静電コロナ放電棒をさらに含む、請求項5に記載の装置。
【請求項7】
多成分繊維の個々の成分を分離する方法であって、口金ダイを通じてフィラメントを共押出しする工程と、複数成分の完全な凝固前に高速ガスノズルによって前記成分を個々の部分に割繊する工程とを含む方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2010−533247(P2010−533247A)
【公表日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2010−516235(P2010−516235)
【出願日】平成20年7月10日(2008.7.10)
【国際出願番号】PCT/US2008/069587
【国際公開番号】WO2009/009632
【国際公開日】平成21年1月15日(2009.1.15)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公表日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成20年7月10日(2008.7.10)
【国際出願番号】PCT/US2008/069587
【国際公開番号】WO2009/009632
【国際公開日】平成21年1月15日(2009.1.15)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]