
サンドイッチインサートを有する燃料電池用エンドプレート
【課題】剛性を確保し、軽量化を実現できるサンドイッチインサートを有する燃料電池用エンドプレートを提供する。
【解決手段】燃料電池用エンドプレートは、2枚以上のプレートを結合手段により接着したサンドイッチ構造のサンドイッチインサート100を備え、前記サンドイッチインサート100の表面をプラスチック射出により囲み、前記サンドイッチインサート100は、長手方向の中央部に第1集電板結合孔112が形成された第1プレート110と、長手方向の中央部に2つ以上の第1肉抜き空間212が形成された第2プレート210と、長手方向の中央部に第3集電板結合孔312が形成された第3プレート310と、長手方向の中央部に第2肉抜き空間412が形成された第4プレート410とから構成される。
【解決手段】燃料電池用エンドプレートは、2枚以上のプレートを結合手段により接着したサンドイッチ構造のサンドイッチインサート100を備え、前記サンドイッチインサート100の表面をプラスチック射出により囲み、前記サンドイッチインサート100は、長手方向の中央部に第1集電板結合孔112が形成された第1プレート110と、長手方向の中央部に2つ以上の第1肉抜き空間212が形成された第2プレート210と、長手方向の中央部に第3集電板結合孔312が形成された第3プレート310と、長手方向の中央部に第2肉抜き空間412が形成された第4プレート410とから構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、サンドイッチインサートを有する燃料電池用エンドプレートに係り、より詳しくは、金属インサートを複数のプレートが積層されたサンドイッチインサート構造に製作して剛性を確保し、軽量化を実現できるサンドイッチインサートを有する燃料電池用エンドプレートに関する。
【背景技術】
【0002】
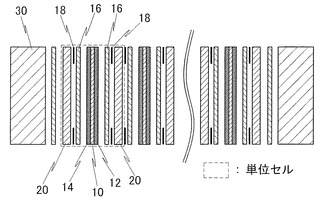
燃料電池車両に搭載される燃料電池スタックのセル単位構成を図7を参照して説明する。最も内側に電極膜アセンブリ(MEA:Membrane−Electrode Assembly)が位置しており、この電極膜アセンブリは、水素イオン(Proton)を移動させる固体高分子電解質膜10と、この電解質膜の両面に水素と酸素が反応するように塗布された触媒電極層、すなわちカソード12(空気極(cathode))及びアノード14(燃料極(anode))で構成される。
【0003】
また、カソード12及びアノード14の外側部分には、ガス拡散層(GDL:Gas Diffusion Layer)16及びガスケット(Gasket)18が順に積層され、ガス拡散層16の外側には燃料を供給し、反応により発生した水を排出するための流路(Flow Field)が形成された分離板20が位置している。
上述のスタックの単位セルが数百個以上積層された後、最も外側には各単位セルを支持し、固定するためのエンドプレート30(End plate)が結合される。
この時、エンドプレート30の内側にはスタックから発生した電気を集めて外部に送る集電板が装着される。
【0004】
したがって、前記スタックのアノード14では、水素の酸化反応により水素イオン(Proton)と電子(Electron)が発生し、この時に生成された水素イオンと電子は、それぞれ電解質膜10と分離板20を介してカソード12に移動し、カソード12では、アノード14から移動してきた水素イオンと電子、空気中の酸素による電気化学反応を用いて水を生成し、このような電子の流れから最終的に生成された電気エネルギーは、エンドプレート30の集電板を介して電気エネルギーを必要とする負荷に供給される。
エンドプレート30は、上述の通り複数積層された分離板、電極膜アセンブリ(MEA)、ガス拡散層(GDL)などを締結すると共に、スタックの両側に位置して各単位セルに一定の面圧を加える。
【0005】
この時、図6に示すように、エンドプレート30は、軽量化及び電気的絶縁のために、一体型金属インサート31、プラスチック射出物32、集電板33で構成される。
すなわち、金属インサート31を射出金型内に配置し、射出金型内にプラスチック射出材料を充填することにより、金属インサート31がプラスチック射出物32により囲まれたエンドプレート30が完成される。
一方、集電板33は、金属インサート31と共に射出金型内に配置され、プラスチック射出物32により共に射出されるか、後でプラスチック射出物32の内面に別に組み立てられる。
【0006】
このようなエンドプレートの金属インサートは、内部面圧に耐えるために高剛性が求められるため、一般的に金属材質を機械加工して製作し、また、スタックでの生成電気を集電してスタックを締結するため、複雑な形状に製作される。
しかしながら、従来のエンドプレートの金属インサートは一体型構造に製作されるため、次のような問題がある。
第1に、金属インサートに軽量化のための肉抜き構造に加工する場合、射出成形が困難となる。
すなわち、エンドプレート射出後、樹脂表面が、漏気を防止するためのガスケットに接触するためには、表面に溝や凹凸が生じてはならないが、金属インサートに肉抜き構造を適用する際、プラスチック射出物を形成する樹脂の肉厚が一定でないと樹脂の収縮により表面に溝や凹凸が発生することがある。
【0007】
特に、一体型金属インサートの場合、重量を減少するための肉抜き構造を製造するためにポケット加工をする場合、射出物の肉厚を一定に維持しにくい短所がある。
第2に、一体型金属インサートは、金属あるいは非金属素材のプレートを機械加工により切削して製作するため、1個当り製作時間が長くかかり、大量生産及び原価低減が困難である。
第3に、一体型金属インサートは1つの素材のみ使用しなければならないため、軽量化及び剛性を改善するための異種素材の適用が困難である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−301889号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記問題点を考慮してなされたものであり、剛性を確保し、軽量化を実現できるサンドイッチインサートを有する燃料電池用エンドプレートを提供することにその目的がある。
【課題を解決するための手段】
【0010】
上記のような目的を達成するための本発明は、2枚以上のプレートを結合手段(500)により接着したサンドイッチ構造のサンドイッチインサート(100)を備え、前記サンドイッチインサート(100)の表面をプラスチック射出により囲むことを特徴とする。
【0011】
前記サンドイッチインサート(100)は、長手方向の中央部に第1集電板結合孔(112)が形成された第1プレート(110)と、長手方向の中央部に2つ以上の第1肉抜き空間(212)が形成された第2プレート(210)と、長手方向の中央部に第3集電板結合孔(312)が形成された第3プレート(310)と、長手方向の中央部に第2肉抜き空間(412)が形成された第4プレート(410)と、から構成されることを特徴とする。
【0012】
前記第2プレート(210)の第1肉抜き空間(212)には、サンドイッチインサート(100)の反りを防止するために、第2集電板結合孔(213)を有する反り防止用プレート(214)が挿入されることを特徴とする。
【0013】
前記結合手段(500)は、液状またはフィルムタイプの接着剤を含む接着手段と、ボルト、リベット、ダウエルピンを含む機械的接合手段から採択されることを特徴とする。
【0014】
前記サンドイッチインサート(100)は、スチール素材、非金属素材、カーボン系素材、または複合素材の何れか1つ以上の材質からなることを特徴とする。
【発明の効果】
【0015】
本発明によれば、エンドプレートのインサートを複数のプレートが積層された構造に製作することにより、所望する剛性が得られるだけでなく、プレートに肉抜き空間を形成して重量減少に伴う軽量化を実現することができる。
また、複数のプレートを異種素材(例えば、カーボン系の軽い素材とスチールのような剛性に優れた素材)で製作して混用することにより、軽量化及び剛性をさらに改善させることができる。
特に、複数のプレートのうち、中間に積層されるプレートの肉抜き空間に別の反り防止用プレートを挿入することにより、射出工程時に作用する樹脂圧力により金属インサートが曲がる現象を防止すると共に、サンドイッチインサートの断面2次モーメントの増加により曲げ剛性を高めることができる。
【図面の簡単な説明】
【0016】
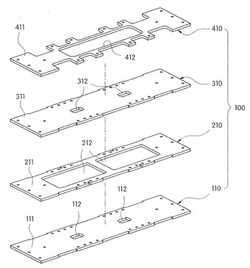
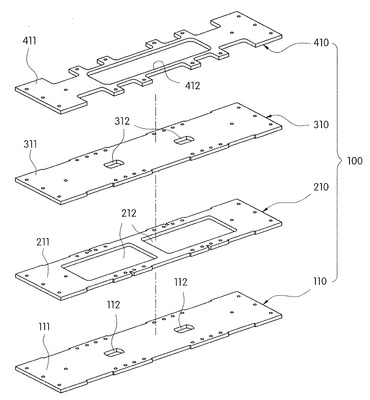
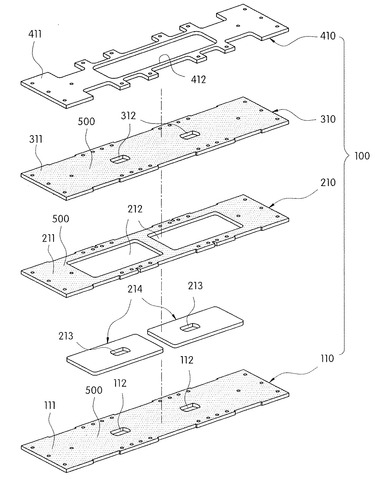
【図1】本発明の一実施例による燃料電池用エンドプレートのサンドイッチインサートを示す分離斜視図である。
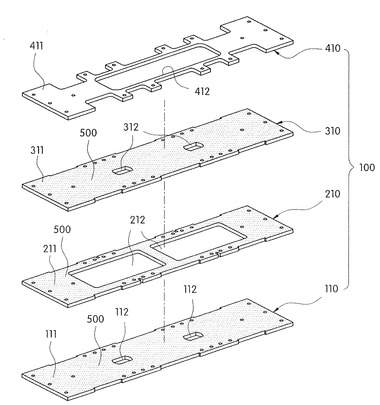
【図2】本発明の一実施例による燃料電池用エンドプレートのサンドイッチインサートを接着する方法を示す分離斜視図である。
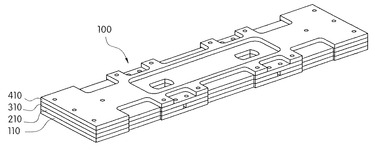
【図3】本発明の一実施例による燃料電池用エンドプレートのサンドイッチインサートを示す組立斜視図である。
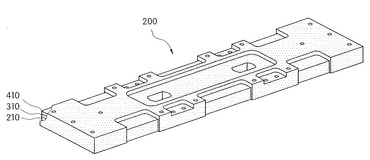
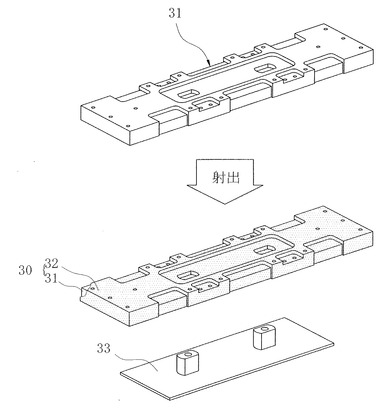
【図4】本発明の一実施例による燃料電池用エンドプレートの射出後の状態を説明する斜視図である。
【図5】本発明の他の実施例による燃料電池用エンドプレートのサンドイッチインサートを示す分離斜視図である。
【図6】従来のエンドプレートを示す斜視図である。
【図7】燃料電池スタックの構成を説明するための概略図である。
【発明を実施するための形態】
【0017】
以下、本発明の好ましい実施例を添付図面を参照して詳細に説明する。
本発明は、両端部に水素/空気/冷却水が流れるマニフォールド形成領域部が形成された2枚以上のプレートを結合手段500により接着したサンドイッチインサート100と、このインサート100をプラスチック射出材で囲んで射出したプラスチック射出物200と、から構成して軽量化及び剛性保持を図ることを特徴とする。
図1〜4に示すように、本発明の好ましい一実施例によるサンドイッチインサート100は、第1プレート110、第2プレート210、第3プレート310、第4プレート410が結合手段500により順次積層され、接合される。
【0018】
第1プレート110は、最も内側(燃料電池スタック側)に配置されるものであり、長手方向の両端部に第1マニホールド形成領域部111が、また長手方向中央部に第1集電板結合孔112が形成され、通常の機械加工及びプレス加工により約4〜5tの厚さを有する矩形板体に形成される。
第2プレート210は、第1プレート110の外側に積層されるものであり、長手方向の両端部に第2マニホールド形成領域部211が形成され、長手方向の中央部に2つ以上の第1肉抜き空間212が形成され、通常の機械加工及びプレス加工法により約4〜5tの厚さを有する矩形板体構造に形成される。
この時、第2プレート210の第1肉抜き空間212は、軽量化のために矩形孔状に貫通形成された空間である。
【0019】
第3プレート310は、第2プレート210の外側に積層され、第1プレート110と同じ形状に製作される。
すなわち、第3プレート310は、長手方向の両端部に第3マニフォールド形成領域部311が形成され、長手方向の中央部に第3集電板結合孔312が貫通形成され、通常の機械加工及びプレス加工法により約4〜5tの厚さを有する矩形板体構造に形成される。
第4プレート410は、第3プレート310に積層され、最も外側に位置するものであり、長手方向の両端部に第4マニフォールド形成領域部411が形成され、長手方向の中央部に第2肉抜き空間412が形成され、通常の機械加工及びプレス加工法により約4〜5tの厚さを有する矩形板体構造に形成される。
【0020】
この時、第1及び第3プレート110,310は、集電板結合孔112,312が貫通形成されたことを除き、全体的に平たい面を有する構造に製作されており、軽量化のために、第1肉抜き空間212を有する第2プレート210の上下に位置して全体金属インサートとエンドプレートの肉厚を均一にする役割を有する。
一方、第1〜第4プレートを接着する結合手段500は、第1〜第4プレートの間に塗布される接着剤であって、耐熱温度150℃を耐える液状またはフィルムタイプの接着剤のような接着手段を使用してもよく、または第1〜第4プレートの周縁部分をボルト締結/リベット締結/ダウエルピンなどの機械的接合手段により締結して積層してもよい。
【0021】
また、サンドイッチインサート100を構成する第1〜第4プレートは、スチール素材、非金属素材、カーボン系素材の何れか1つで製作されてもよく、さらに軽量化を達成するために第1〜第4プレートが異種材質で製作されてもよい。
例えば、第1プレートだけをスチールで製作し、残り第2〜第4プレートは軽いカーボン系材質で製作することにより、軽量化と共に剛性保持を図ることができる。
【0022】
以下、本発明の他の実施例によるエンドプレートについて説明する。
本発明の他の実施例によるエンドプレートは、両端部に水素/空気/冷却水が流れるマニフォールド形成領域部が形成された2枚以上のプレートを結合手段500により接着したサンドイッチインサート100と、このサンドイッチインサート100をプラスチック射出材で囲んで射出したプラスチック射出物200と、からなる点、そしてサンドイッチインサート100において、第1プレート110、第2プレート210、第3プレート310、第4プレート410が結合手段500により順次積層され、接合される構造に製作される点は前記一実施例と同様であるが、プラスチック射出工程時、樹脂圧によりサンドイッチインサート100が曲がる現象を防止する構造にさらに特徴がある。
【0023】
すなわち、図5に示すように、第2プレート210の第1肉抜き空間212は軽量化のために貫通した空いた空間であるが、第1肉抜き空間212内にサンドイッチインサート100の反り防止のために、非常に軽い材質で製作された反り防止用プレート214が挿入される。
具体的には、反り防止用プレート214は、第2集電板結合孔213を有する矩形板体であって、第2プレート210と同一平面をなし、第1肉抜き空間212内に挿入されるように第2プレート210と同じ厚さに製作され、特に軽量化を図るためにプラスチック、軽金属類の材質で製作される。
したがって、反り防止用プレート214を含む第2プレート210と共に、第1〜第4プレートが積層接合されたサンドイッチインサート100を射出金型内に配置してプラスチック射出樹脂を注入すると、樹脂圧が金属インサート100の一表面に作用しても、反り防止用プレート214により剛性が高くなっているため、金属インサート100が樹脂圧力により曲がる現象を容易に防止することができる。
【符号の説明】
【0024】
100 サンドイッチインサート
110 第1プレート
111 第1マニホールド形成領域部
112 第1集電板結合孔
200 プラスチック射出物
210 第2プレート
211 第2マニホールド形成領域部
212 第1肉抜き空間
213 第2集電板結合孔
214 反り防止用プレート
310 第3プレート
311 第3マニフォールド形成領域部
312 第3集電板結合孔
410 第4プレート
411 第4マニフォールド形成領域部
412 第2肉抜き空間
500 結合手段
【技術分野】
【0001】
本発明は、サンドイッチインサートを有する燃料電池用エンドプレートに係り、より詳しくは、金属インサートを複数のプレートが積層されたサンドイッチインサート構造に製作して剛性を確保し、軽量化を実現できるサンドイッチインサートを有する燃料電池用エンドプレートに関する。
【背景技術】
【0002】
燃料電池車両に搭載される燃料電池スタックのセル単位構成を図7を参照して説明する。最も内側に電極膜アセンブリ(MEA:Membrane−Electrode Assembly)が位置しており、この電極膜アセンブリは、水素イオン(Proton)を移動させる固体高分子電解質膜10と、この電解質膜の両面に水素と酸素が反応するように塗布された触媒電極層、すなわちカソード12(空気極(cathode))及びアノード14(燃料極(anode))で構成される。
【0003】
また、カソード12及びアノード14の外側部分には、ガス拡散層(GDL:Gas Diffusion Layer)16及びガスケット(Gasket)18が順に積層され、ガス拡散層16の外側には燃料を供給し、反応により発生した水を排出するための流路(Flow Field)が形成された分離板20が位置している。
上述のスタックの単位セルが数百個以上積層された後、最も外側には各単位セルを支持し、固定するためのエンドプレート30(End plate)が結合される。
この時、エンドプレート30の内側にはスタックから発生した電気を集めて外部に送る集電板が装着される。
【0004】
したがって、前記スタックのアノード14では、水素の酸化反応により水素イオン(Proton)と電子(Electron)が発生し、この時に生成された水素イオンと電子は、それぞれ電解質膜10と分離板20を介してカソード12に移動し、カソード12では、アノード14から移動してきた水素イオンと電子、空気中の酸素による電気化学反応を用いて水を生成し、このような電子の流れから最終的に生成された電気エネルギーは、エンドプレート30の集電板を介して電気エネルギーを必要とする負荷に供給される。
エンドプレート30は、上述の通り複数積層された分離板、電極膜アセンブリ(MEA)、ガス拡散層(GDL)などを締結すると共に、スタックの両側に位置して各単位セルに一定の面圧を加える。
【0005】
この時、図6に示すように、エンドプレート30は、軽量化及び電気的絶縁のために、一体型金属インサート31、プラスチック射出物32、集電板33で構成される。
すなわち、金属インサート31を射出金型内に配置し、射出金型内にプラスチック射出材料を充填することにより、金属インサート31がプラスチック射出物32により囲まれたエンドプレート30が完成される。
一方、集電板33は、金属インサート31と共に射出金型内に配置され、プラスチック射出物32により共に射出されるか、後でプラスチック射出物32の内面に別に組み立てられる。
【0006】
このようなエンドプレートの金属インサートは、内部面圧に耐えるために高剛性が求められるため、一般的に金属材質を機械加工して製作し、また、スタックでの生成電気を集電してスタックを締結するため、複雑な形状に製作される。
しかしながら、従来のエンドプレートの金属インサートは一体型構造に製作されるため、次のような問題がある。
第1に、金属インサートに軽量化のための肉抜き構造に加工する場合、射出成形が困難となる。
すなわち、エンドプレート射出後、樹脂表面が、漏気を防止するためのガスケットに接触するためには、表面に溝や凹凸が生じてはならないが、金属インサートに肉抜き構造を適用する際、プラスチック射出物を形成する樹脂の肉厚が一定でないと樹脂の収縮により表面に溝や凹凸が発生することがある。
【0007】
特に、一体型金属インサートの場合、重量を減少するための肉抜き構造を製造するためにポケット加工をする場合、射出物の肉厚を一定に維持しにくい短所がある。
第2に、一体型金属インサートは、金属あるいは非金属素材のプレートを機械加工により切削して製作するため、1個当り製作時間が長くかかり、大量生産及び原価低減が困難である。
第3に、一体型金属インサートは1つの素材のみ使用しなければならないため、軽量化及び剛性を改善するための異種素材の適用が困難である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−301889号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記問題点を考慮してなされたものであり、剛性を確保し、軽量化を実現できるサンドイッチインサートを有する燃料電池用エンドプレートを提供することにその目的がある。
【課題を解決するための手段】
【0010】
上記のような目的を達成するための本発明は、2枚以上のプレートを結合手段(500)により接着したサンドイッチ構造のサンドイッチインサート(100)を備え、前記サンドイッチインサート(100)の表面をプラスチック射出により囲むことを特徴とする。
【0011】
前記サンドイッチインサート(100)は、長手方向の中央部に第1集電板結合孔(112)が形成された第1プレート(110)と、長手方向の中央部に2つ以上の第1肉抜き空間(212)が形成された第2プレート(210)と、長手方向の中央部に第3集電板結合孔(312)が形成された第3プレート(310)と、長手方向の中央部に第2肉抜き空間(412)が形成された第4プレート(410)と、から構成されることを特徴とする。
【0012】
前記第2プレート(210)の第1肉抜き空間(212)には、サンドイッチインサート(100)の反りを防止するために、第2集電板結合孔(213)を有する反り防止用プレート(214)が挿入されることを特徴とする。
【0013】
前記結合手段(500)は、液状またはフィルムタイプの接着剤を含む接着手段と、ボルト、リベット、ダウエルピンを含む機械的接合手段から採択されることを特徴とする。
【0014】
前記サンドイッチインサート(100)は、スチール素材、非金属素材、カーボン系素材、または複合素材の何れか1つ以上の材質からなることを特徴とする。
【発明の効果】
【0015】
本発明によれば、エンドプレートのインサートを複数のプレートが積層された構造に製作することにより、所望する剛性が得られるだけでなく、プレートに肉抜き空間を形成して重量減少に伴う軽量化を実現することができる。
また、複数のプレートを異種素材(例えば、カーボン系の軽い素材とスチールのような剛性に優れた素材)で製作して混用することにより、軽量化及び剛性をさらに改善させることができる。
特に、複数のプレートのうち、中間に積層されるプレートの肉抜き空間に別の反り防止用プレートを挿入することにより、射出工程時に作用する樹脂圧力により金属インサートが曲がる現象を防止すると共に、サンドイッチインサートの断面2次モーメントの増加により曲げ剛性を高めることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施例による燃料電池用エンドプレートのサンドイッチインサートを示す分離斜視図である。
【図2】本発明の一実施例による燃料電池用エンドプレートのサンドイッチインサートを接着する方法を示す分離斜視図である。
【図3】本発明の一実施例による燃料電池用エンドプレートのサンドイッチインサートを示す組立斜視図である。
【図4】本発明の一実施例による燃料電池用エンドプレートの射出後の状態を説明する斜視図である。
【図5】本発明の他の実施例による燃料電池用エンドプレートのサンドイッチインサートを示す分離斜視図である。
【図6】従来のエンドプレートを示す斜視図である。
【図7】燃料電池スタックの構成を説明するための概略図である。
【発明を実施するための形態】
【0017】
以下、本発明の好ましい実施例を添付図面を参照して詳細に説明する。
本発明は、両端部に水素/空気/冷却水が流れるマニフォールド形成領域部が形成された2枚以上のプレートを結合手段500により接着したサンドイッチインサート100と、このインサート100をプラスチック射出材で囲んで射出したプラスチック射出物200と、から構成して軽量化及び剛性保持を図ることを特徴とする。
図1〜4に示すように、本発明の好ましい一実施例によるサンドイッチインサート100は、第1プレート110、第2プレート210、第3プレート310、第4プレート410が結合手段500により順次積層され、接合される。
【0018】
第1プレート110は、最も内側(燃料電池スタック側)に配置されるものであり、長手方向の両端部に第1マニホールド形成領域部111が、また長手方向中央部に第1集電板結合孔112が形成され、通常の機械加工及びプレス加工により約4〜5tの厚さを有する矩形板体に形成される。
第2プレート210は、第1プレート110の外側に積層されるものであり、長手方向の両端部に第2マニホールド形成領域部211が形成され、長手方向の中央部に2つ以上の第1肉抜き空間212が形成され、通常の機械加工及びプレス加工法により約4〜5tの厚さを有する矩形板体構造に形成される。
この時、第2プレート210の第1肉抜き空間212は、軽量化のために矩形孔状に貫通形成された空間である。
【0019】
第3プレート310は、第2プレート210の外側に積層され、第1プレート110と同じ形状に製作される。
すなわち、第3プレート310は、長手方向の両端部に第3マニフォールド形成領域部311が形成され、長手方向の中央部に第3集電板結合孔312が貫通形成され、通常の機械加工及びプレス加工法により約4〜5tの厚さを有する矩形板体構造に形成される。
第4プレート410は、第3プレート310に積層され、最も外側に位置するものであり、長手方向の両端部に第4マニフォールド形成領域部411が形成され、長手方向の中央部に第2肉抜き空間412が形成され、通常の機械加工及びプレス加工法により約4〜5tの厚さを有する矩形板体構造に形成される。
【0020】
この時、第1及び第3プレート110,310は、集電板結合孔112,312が貫通形成されたことを除き、全体的に平たい面を有する構造に製作されており、軽量化のために、第1肉抜き空間212を有する第2プレート210の上下に位置して全体金属インサートとエンドプレートの肉厚を均一にする役割を有する。
一方、第1〜第4プレートを接着する結合手段500は、第1〜第4プレートの間に塗布される接着剤であって、耐熱温度150℃を耐える液状またはフィルムタイプの接着剤のような接着手段を使用してもよく、または第1〜第4プレートの周縁部分をボルト締結/リベット締結/ダウエルピンなどの機械的接合手段により締結して積層してもよい。
【0021】
また、サンドイッチインサート100を構成する第1〜第4プレートは、スチール素材、非金属素材、カーボン系素材の何れか1つで製作されてもよく、さらに軽量化を達成するために第1〜第4プレートが異種材質で製作されてもよい。
例えば、第1プレートだけをスチールで製作し、残り第2〜第4プレートは軽いカーボン系材質で製作することにより、軽量化と共に剛性保持を図ることができる。
【0022】
以下、本発明の他の実施例によるエンドプレートについて説明する。
本発明の他の実施例によるエンドプレートは、両端部に水素/空気/冷却水が流れるマニフォールド形成領域部が形成された2枚以上のプレートを結合手段500により接着したサンドイッチインサート100と、このサンドイッチインサート100をプラスチック射出材で囲んで射出したプラスチック射出物200と、からなる点、そしてサンドイッチインサート100において、第1プレート110、第2プレート210、第3プレート310、第4プレート410が結合手段500により順次積層され、接合される構造に製作される点は前記一実施例と同様であるが、プラスチック射出工程時、樹脂圧によりサンドイッチインサート100が曲がる現象を防止する構造にさらに特徴がある。
【0023】
すなわち、図5に示すように、第2プレート210の第1肉抜き空間212は軽量化のために貫通した空いた空間であるが、第1肉抜き空間212内にサンドイッチインサート100の反り防止のために、非常に軽い材質で製作された反り防止用プレート214が挿入される。
具体的には、反り防止用プレート214は、第2集電板結合孔213を有する矩形板体であって、第2プレート210と同一平面をなし、第1肉抜き空間212内に挿入されるように第2プレート210と同じ厚さに製作され、特に軽量化を図るためにプラスチック、軽金属類の材質で製作される。
したがって、反り防止用プレート214を含む第2プレート210と共に、第1〜第4プレートが積層接合されたサンドイッチインサート100を射出金型内に配置してプラスチック射出樹脂を注入すると、樹脂圧が金属インサート100の一表面に作用しても、反り防止用プレート214により剛性が高くなっているため、金属インサート100が樹脂圧力により曲がる現象を容易に防止することができる。
【符号の説明】
【0024】
100 サンドイッチインサート
110 第1プレート
111 第1マニホールド形成領域部
112 第1集電板結合孔
200 プラスチック射出物
210 第2プレート
211 第2マニホールド形成領域部
212 第1肉抜き空間
213 第2集電板結合孔
214 反り防止用プレート
310 第3プレート
311 第3マニフォールド形成領域部
312 第3集電板結合孔
410 第4プレート
411 第4マニフォールド形成領域部
412 第2肉抜き空間
500 結合手段
【特許請求の範囲】
【請求項1】
2枚以上のプレートを結合手段(500)により接着したサンドイッチ構造のサンドイッチインサート(100)を備え、前記サンドイッチインサート(100)の表面をプラスチック射出により囲むことを特徴とするサンドイッチインサートを有する燃料電池用エンドプレート。
【請求項2】
前記サンドイッチインサート(100)は、
長手方向の中央部に第1集電板結合孔(112)が形成された第1プレート(110)と、
長手方向の中央部に2つ以上の第1肉抜き空間(212)が形成された第2プレート(210)と、
長手方向の中央部に第3集電板結合孔(312)が形成された第3プレート(310)と、
長手方向の中央部に第2肉抜き空間(412)が形成された第4プレート(410)と、
から構成されることを特徴とする請求項1に記載のサンドイッチインサートを有する燃料電池用エンドプレート。
【請求項3】
前記第2プレート(210)の第1肉抜き空間(212)には、サンドイッチインサート(100)の反りを防止するために、第2集電板結合孔(213)を有する反り防止用プレート(214)が挿入されることを特徴とする請求項2に記載のサンドイッチインサートを有する燃料電池用エンドプレート。
【請求項4】
前記結合手段(500)は、液状またはフィルムタイプの接着剤を含む接着手段と、ボルト、リベット、ダウエルピンを含む機械的接合手段から採択されることを特徴とする請求項1に記載のサンドイッチインサートを有する燃料電池用エンドプレート。
【請求項5】
前記サンドイッチインサート(100)は、スチール素材、非金属素材、カーボン系素材、または複合素材の何れか1つ以上の材質からなることを特徴とする請求項1または2に記載のサンドイッチインサートを有する燃料電池用エンドプレート。
【請求項1】
2枚以上のプレートを結合手段(500)により接着したサンドイッチ構造のサンドイッチインサート(100)を備え、前記サンドイッチインサート(100)の表面をプラスチック射出により囲むことを特徴とするサンドイッチインサートを有する燃料電池用エンドプレート。
【請求項2】
前記サンドイッチインサート(100)は、
長手方向の中央部に第1集電板結合孔(112)が形成された第1プレート(110)と、
長手方向の中央部に2つ以上の第1肉抜き空間(212)が形成された第2プレート(210)と、
長手方向の中央部に第3集電板結合孔(312)が形成された第3プレート(310)と、
長手方向の中央部に第2肉抜き空間(412)が形成された第4プレート(410)と、
から構成されることを特徴とする請求項1に記載のサンドイッチインサートを有する燃料電池用エンドプレート。
【請求項3】
前記第2プレート(210)の第1肉抜き空間(212)には、サンドイッチインサート(100)の反りを防止するために、第2集電板結合孔(213)を有する反り防止用プレート(214)が挿入されることを特徴とする請求項2に記載のサンドイッチインサートを有する燃料電池用エンドプレート。
【請求項4】
前記結合手段(500)は、液状またはフィルムタイプの接着剤を含む接着手段と、ボルト、リベット、ダウエルピンを含む機械的接合手段から採択されることを特徴とする請求項1に記載のサンドイッチインサートを有する燃料電池用エンドプレート。
【請求項5】
前記サンドイッチインサート(100)は、スチール素材、非金属素材、カーボン系素材、または複合素材の何れか1つ以上の材質からなることを特徴とする請求項1または2に記載のサンドイッチインサートを有する燃料電池用エンドプレート。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−58464(P2013−58464A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−266719(P2011−266719)
【出願日】平成23年12月6日(2011.12.6)
【出願人】(591251636)現代自動車株式会社 (1,064)
【出願人】(500518050)起亞自動車株式会社 (449)
【出願人】(511296712)大圓鋼業株式会社 (2)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年12月6日(2011.12.6)
【出願人】(591251636)現代自動車株式会社 (1,064)
【出願人】(500518050)起亞自動車株式会社 (449)
【出願人】(511296712)大圓鋼業株式会社 (2)
【Fターム(参考)】
[ Back to top ]