
サンドイッチパネルの製造方法
【課題】成形不良を少なくすることができるサンドイッチパネルの製造方法を提供する。
【解決手段】二枚の金属外皮1、2の間に芯材3を充填して形成されるサンドイッチパネルの製造方法に関する。前記二枚の金属外皮1、2と前記芯材3とを固着用接着剤62を介して積層した後、前記二枚の金属外皮1、2の端部同士を仮止め接着剤41により仮止めする。次に、前記二枚の金属外皮1、2と前記芯材3とを加熱して前記固着用接着剤62を硬化させることにより前記二枚の金属外皮1、2と前記芯材3とを接着する。この後、前記仮止め接着剤41を前記二枚の金属外皮1、2から除去する。
【解決手段】二枚の金属外皮1、2の間に芯材3を充填して形成されるサンドイッチパネルの製造方法に関する。前記二枚の金属外皮1、2と前記芯材3とを固着用接着剤62を介して積層した後、前記二枚の金属外皮1、2の端部同士を仮止め接着剤41により仮止めする。次に、前記二枚の金属外皮1、2と前記芯材3とを加熱して前記固着用接着剤62を硬化させることにより前記二枚の金属外皮1、2と前記芯材3とを接着する。この後、前記仮止め接着剤41を前記二枚の金属外皮1、2から除去する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外皮の間に芯材を充填して形成されるサンドイッチパネルの製造方法に関するものである。
【背景技術】
【0002】
従来より、二枚の金属外皮の間に断熱材などの芯材を挟み込んで充填したサンドイッチパネルが製造されている(例えば、特許文献1参照)。このようなサンドイッチパネルを製造するにあたっては、次のような工程が考えられる。
【0003】
まず、サンドイッチパネルの注文長さに応じて、コイルから二枚の金属板を切り出し、所定の成形を施して金属外皮を作製する。また、芯材であるロックウール等を所定の長さに切り出す。次に、一方の金属外皮に接着剤を塗布する。次に、この金属外皮の接着剤を塗布した面に芯材を載置する。次に、他方の金属外皮に接着剤を塗布する。次に、この他方の金属外皮の接着剤を塗布した面を、一方の金属外皮に載置した芯材の上面に重ね合せる。この後、ダブルコンベア等の加熱加圧装置を用いて二枚の金属外皮の間に芯材を挟んだ状態で加熱加圧する。これにより、接着剤を硬化させて二枚の金属外皮と芯材とを接着して一体化する。このようにしてサンドイッチパネルを製造することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−256798号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記の製造方法では、二枚の金属外皮と芯材とを重ね合せた後、加熱加圧するまでの間は接着剤が硬化していないため、加熱加圧装置への搬送中や加熱加圧時に金属外皮と芯材とが位置ずれを起こすことがあり、サンドイッチパネルの寸法精度不良やサンドイッチパネルとしての機能(例えば防水機能)の低下が発生するおそれがあった。
【0006】
そこで、二枚の金属外皮を粘着テープで仮止めした後、加熱加圧することも考えられるが、この場合、金属外皮の前端と後端の二カ所に人員を配置し、二枚の金属外皮と芯材とを重ね合せた状態で搬送を一時停止し、手作業で粘着テープを貼り付けなければならず、人件費の悪化や生産性の低下という問題があった。
【0007】
本発明は上記の点に鑑みてなされたものであり、金属外皮と芯材との位置ずれを低減することにより寸法精度不良や機能低下を少なくすることができ、また、省力化により低コスト化と生産性の向上とを図ることができるサンドイッチパネルの製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明に係るサンドイッチパネルの製造方法は、二枚の金属外皮の間に芯材を充填して形成されるサンドイッチパネルの製造方法であって、前記二枚の金属外皮と前記芯材とを固着用接着剤を介して積層した後、前記二枚の金属外皮の端部同士を仮止め接着剤により仮止めし、次に、前記二枚の金属外皮と前記芯材とを加熱して前記固着用接着剤を硬化させることにより前記二枚の金属外皮と前記芯材とを接着し、この後、前記仮止め接着剤を前記二枚の金属外皮から除去することを特徴とするものである。
【0009】
前記サンドイッチパネルの製造方法は、断面略U字状の係止部を前記二枚の金属外皮の各々に形成し、断面略コ字状の補強材を前記係止部に係止して前記二枚の金属外皮を連結し、前記二枚の金属外皮の端部と前記補強材とを前記仮止め接着剤で仮止めすることが好ましい。
【0010】
前記サンドイッチパネルの製造方法は、前記仮止め接着剤がホットメルト接着剤であり、前記除去後の仮止め接着剤を再利用することが好ましい。
【発明の効果】
【0011】
本発明では、二枚の金属外皮の端部同士を仮止め接着剤で仮固定することにより、金属外皮と芯材とを固着用接着剤で接着するまでに、金属外皮と芯材とが位置ずれしにくくすることができ、寸法精度不良や機能低下を少なくすることができるものである。また、手作業で粘着テープを着脱する作業を軽減することができ、省力化により低コスト化と生産性の向上とを図ることができるものである。
【図面の簡単な説明】
【0012】
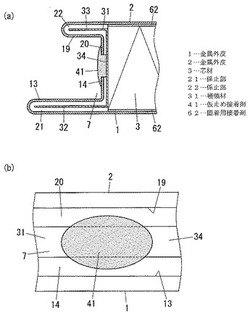
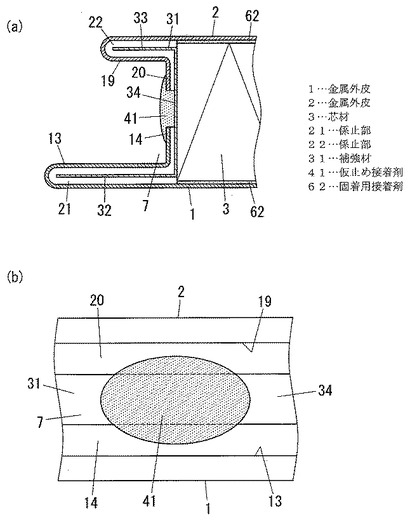
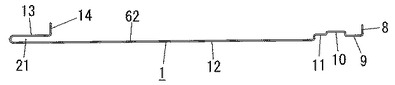
【図1】本発明の実施の形態の一例を示し、(a)は断面図、(b)は正面図である。
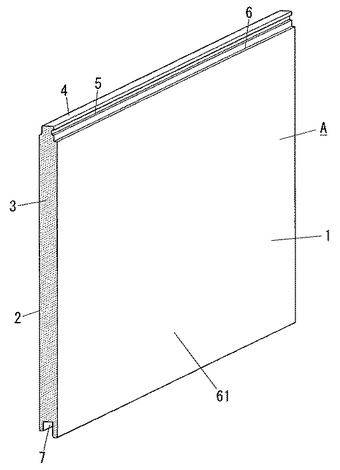
【図2】同上のサンドイッチパネルの一例を示す斜視図である。
【図3】同上の金属外皮の一例を示す断面図である。
【図4】同上の他の金属外皮の一例を示す断面図である。
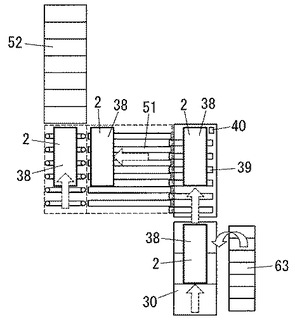
【図5】同上の製造装置の一例を示す概略図である。
【図6】同上の製造工程の一部を示す断面図である。
【図7】同上の製造工程の一部を示す断面図である。
【図8】同上の製造工程の一部を示す断面図である。
【図9】同上の反転機の一例を示す概略図である。
【図10】同上の製造工程の一部を示す断面図である。
【図11】同上の仮止め装置の一例を示す概略図である。
【図12】同上の製造工程の一部を示す断面図である。
【図13】同上の加熱加圧装置の一例を示す概略図である。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態を説明する。
【0014】
本発明で製造されるサンドイッチパネルAの一例を図2に示す。このサンドイッチパネルAは二枚の金属外皮1、2の間に芯材3を充填して形成されている。サンドイッチパネルAの上端には嵌合凸部4が横方向の全長にわたって形成されている。また、サンドイッチパネルAの表面には嵌合凸部4の直ぐ下側において溝部5が横方向の全長にわたって形成されている。さらに、サンドイッチパネルAの表面には溝部5の直ぐ下側において段部6が横方向の全長にわたって形成されている。段部6は溝部5よりも表面側に突出し、サンドイッチパネルAのパネル本体61の表面よりも凹んで形成されている。尚、パネル本体61はサンドイッチパネルAの上端部と下端部とを除く部分であって、サンドイッチパネルAの中央部を含む平板状部分をいう。また、サンドイッチパネルAの下端には嵌合凹部7が形成されている。嵌合凹部7はサンドイッチパネルAの下端面に開口して形成されている。施工時に隣接するサンドイッチパネルA、Aは嵌合凸部4と嵌合凹部7とが嵌合されて接続される。尚、上記では、サンドイッチパネルAの上端に嵌合凸部4が、下端に嵌合凹部7が形成された場合について説明したが、これに限らず、サンドイッチパネルAの一側端部に嵌合凸部が、他側端部に嵌合凹部が形成されていてもよい。
【0015】
二枚の金属外皮1、2のうち、一方の金属外皮1はサンドイッチパネルAの屋外側面等の表面側を構成する表面外皮として形成され、他方の金属外皮2はサンドイッチパネルAの屋内側面等の裏面側を構成する裏面外皮として形成されている。金属外皮1、2は平板状の金属板にロール成形等などの加工を施して所定の形状に形成されている。金属外皮1、2は従来から建材を形成する際に使用される金属板で形成することができ、例えば、鋼板、亜鉛めっき鋼板、ガルバリウム鋼板(登録商標)、塗装鋼板などを挙げることができる。金属外皮1、2の板厚も特に限定は無く、例えば、0.3〜2.0mmとすることができる。
【0016】
図3に示すように、表面外皮となる金属外皮1は、サンドイッチパネルAの上端面の表面側部分を構成する上端片8と、上端片8の端部から略鉛直下向きに折り曲げて形成された嵌合凸部片9と、嵌合凸部片9の下端から金属外皮1の裏面側に突出して形成された略コ字状の溝部形成片10と、溝部形成片10の下端部から略鉛直下向きに突設された略L字状の段部形成片11と、段部形成片11の下端部から略鉛直下向きに突設された本体片12と、本体片12の下端からその裏面側で略鉛直上向きに折り返して形成された嵌合凹部側片13と、嵌合凹部側片13の上端から本体片12と反対側に向かって突設された嵌合凹部底片14とを備えて構成されている。
【0017】
図4に示すように、裏面外皮となる金属外皮2は、サンドイッチパネルAの上端面の裏面側部分を構成する上端片15と、上端片15の端部から略鉛直下向きに折り曲げて形成された嵌合凸部片16と、嵌合凸部片16の下端から金属外皮2の表面側に突出して形成された突出片17と、突出片17の端部から略鉛直下向きに突設された本体片18と、本体片18の下端からその裏面側で略鉛直上向きに折り返して形成された嵌合凹部側片19と、嵌合凹部側片19の上端から本体片18と反対側に向かって突設された嵌合凹部底片20とを備えて構成されている。
【0018】
金属外皮1の嵌合凹部側片13は金属外皮2の嵌合凹部側片19よりも長く形成されている。また、金属外皮1の本体片12の下部と嵌合凹部側片13との間の空間は係止部21として形成されており、金属外皮2の本体片18の下部と嵌合凹部側片19との間の空間も係止部22として形成されている。
【0019】
芯材3としては断熱性を有することが好ましく、さらに、防火性や耐火性を有するものであることが好ましい。具体的には、芯材3としてはロックウールやグラスウールなどの無機繊維材や、ウレタンフォームやフェノールフォームなどの樹脂発泡体の成形体等を用いることができる。芯材3はサンドイッチパネルAの全体にわたって一枚物であっても良いし、複数個のブロック状物を並設して芯材3を形成しても良い。また、サンドイッチパネルAの端部(特に、上端部と下端部)には、上記無機繊維材や樹脂発泡体よりも耐火性の高い材料で形成された芯材3を用いることができ、例えば、石膏や珪酸カルシウムなどの無機材料からなる芯材3を用いることができる。
【0020】
そして、上記のようなサンドイッチパネルAを製造するにあたっては、図5に示すような装置を用いて、以下のように行うことができる。まず、所定の形状に成形された表面外皮の金属外皮1を組み付け設備30にセットする。このとき、裏面外皮の金属外皮2をセットしても良いが、後述の補強材31の取り付けの作業性等を考慮して表面外皮の金属外皮1をセットする。また、図6に示すように、金属外皮1はその裏面(芯材3と接着する方の面)を上方に向けて配置され、その裏面には固着用接着剤62がほぼ全面にわたって塗布されている。固着用接着剤62は金属外皮1と芯材3とを強固に接着し、長期間にわたってサンドイッチパネルAとしての構造を保持するためのものである。固着用接着剤62としては、例えば、有機系接着剤ではウレタン樹脂、フェノール樹脂、ユリア樹脂(尿素樹脂)、ポリエステル樹脂、メラミン樹脂、エポキシ樹脂、不飽和ポリエステル樹脂等の熱硬化型樹脂接着剤を用いることができ、無機系接着剤ではケイ酸ソーダ、ポリリン酸等を用いることができる。
【0021】
次に、組み付け設備30にセットした金属外皮1に補強材31を取り付ける。補強材31はサンドイッチパネルAの横方向と略同等の長さに形成されている。また、補強材31は金属外皮1、2と同様の金属板を屈曲して形成されており、一対の挿入片32、33と、挿入片32と挿入片33との一端部を連結する連結片34とで断面略コ字状に形成されている。そして、一対の挿入片32、33のうち、長い方の挿入片32を金属外皮1の係止部21に差し込んで係止することにより、金属外皮1に補強材31を取り付けることができる。また、組み付け設備30にセットした金属外皮1に芯材3を配設する。この場合、芯材3を金属外皮1の上面(固着用接着剤62を塗布した裏面)に載置する。このようにして図7に示すように、金属外皮1に補強材31と芯材3とを取り付ける。
【0022】
次に、図8に示すように、金属外皮1の上面に配置した芯材3の上に裏面外皮となる金属外皮2を配設する。この金属外皮2は所定の形状に成形されており、組み付け設備30の側方にある反転機63により芯材3の上に被せて配置される。図9に示すように、反転機63は、L型のアーム35と、このアーム35に設けた吸盤等の保持具36とを備えて形成されており、アーム35は軸部37を中心として上下に回動駆動自在に形成されている。そして、金属外皮2はその裏面(芯材3と接着する方の面)を上側にして保持具36に載置されて保持されている。この金属外皮2の裏面には上記と同様の固着用接着剤62が全面にわたって塗布されている。この状態で軸部37を中心としてアーム35を回転させることにより、金属外皮2を上下に反転させながら金属外皮1に配置した芯材3の上方に位置させる。この後、保持具36による金属外皮2の保持を解除することによって、金属外皮2を芯材3の上面に配置する。また、金属外皮2の係止部22を補強材31の短い方の挿入片33に差し込んで係止する。このようにして図10に示すように、二枚の金属外皮1、2の間に芯材3が配置された積層体38を形成することができる。
【0023】
このように形成される積層体38において、金属外皮1の上端片8の先端面と金属外皮2の上端片15の先端面とが対向し、金属外皮1の嵌合凸部片9と金属外皮2の嵌合凸部16とが対向配置される。また、上端片8、15と嵌合凸部片9、15及び嵌合凸部片9と嵌合凸部片15の間の芯材3とでサンドイッチパネルAの嵌合凸部4が形成される。また、溝部形成片10でサンドイッチパネルAの溝部5が形成される。また、段部形成片11でサンドイッチパネルAの段部6が形成される。また、金属外皮1の本体片12と金属外皮2の本体片18が対向し、本体片8、12及び本体片8と本体片12の間の芯材3でパネル本体61が形成される。また、金属外皮1の嵌合凹部底片14の先端面と金属外皮2の嵌合凹部底片20の先端面とが対向し、金属外皮1の嵌合凹部側片13の上部と金属外皮2の嵌合凹部側片19とが対向配置され、嵌合凹部底片14、20及び嵌合凹部側片13の上部と嵌合凹部側片19とで囲まれる空間により、サンドイッチパネルAの嵌合凹部7が形成される。また、金属外皮1と金属外皮2とが補強材31により嵌合凹部7側において全長にわたって連結される。
【0024】
次に、図5に示すように、積層体38をローラなどの搬送コンベア39を用いて仮固定装置40にまで搬送する。仮固定装置40は仮止め接着剤41を積層体38に供給するものである。仮止め接着剤41としては、ホットメルト接着剤を用いることができ、加熱により溶融し、常温等に温度が下がると固化するものを用いることができる。例えば、仮止め接着剤41としては80〜350℃で溶融し、常温で固化するものを用いることができる。また、金属外皮1と金属外皮2の仮止めを強固に行うために、後述の加熱加圧成形の際にも流動しにくく、ある程度の接着性や保形性を有することが好ましい。また、仮止め接着剤41は金属外皮1、2に使用可能な各種金属板に対して接着性乃至は粘着性を有し、オープンタイムが比較的長いものであることが好ましい。
【0025】
仮止め接着剤41は図11に示す仮固定装置40の溶融装置42で加熱されて溶融されている。溶融された仮止め接着剤41は供給管43を通じて噴射ノズル44に供給されている。噴射ノズル44は可動部45に設置されており、可動部45はボールねじ46に装着されている。また、ボールねじ46は設置台47の上に設けられており、モータ等の駆動部48により回転駆動自在に形成されている。さらに、エアーノズル49が噴射ノズル44の直ぐ横に配置されており、可動部45に設けられている。そして、駆動部48の駆動によりボールねじ46が回転することにより可動部45がボールねじ46の長手方向と略平行な方向に移動自在に形成されている。この可動部45の移動に伴って噴射ノズル44及びエアーノズル49を所望の位置に配置することができる。
【0026】
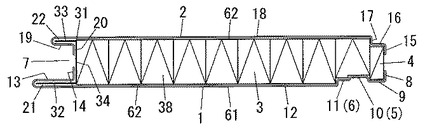
そして、上記の積層体38は嵌合凹部7側の一端部が噴射ノズル44と向き合うように配置され、この状態で噴射ノズル44から溶融した仮止め接着剤41が噴射される。図1(a)(b)に示すように、噴射された仮止め接着剤41は、金属外皮1の嵌合凹部底片14の表面と、金属外皮2の嵌合凹部底片20の表面、及び嵌合凹部底片14、20の先端部の間から露出する補強材31の連結片34の表面とにわたって付着する。この後、自然放冷よりも短時間で冷却するために、エアーノズル49からエアーが噴射され、嵌合凹部底片14、20と連結片34とにわたって付着した仮止め接着剤41が冷却されて固化する。これにより、金属外皮1の端部の嵌合凹部底片14と金属外皮2の端部の嵌合凹部底片20と補強材31とが嵌合凹部7側において仮止めされる。この場合、仮止め接着剤41の付着量はサンドイッチパネルAの厚みや大きさなどによって適宜設定可能であるが、例えば、5〜30g/m2とすることができる。また、仮止め接着剤41は積層体38の横方向(長手方向)の複数の箇所に付着させることができる。これにより、金属外皮1と金属外皮2と補強材31との仮止めの強度を向上させることができる。この場合、駆動部48の駆動によりボールねじ46を回転させて可動部45をボールねじ46の長手方向と略平行な方向に沿って移動させ、積層体38の長手方向(積層体38の搬送方向と同じ)の所望の位置に噴射ノズル44及びエアーノズル49を配置し、この後、仮止め接着剤41の噴射及びエアーの噴射を上記と同様に行うことができる。尚、積層体38への仮止め接着剤41の供給量(噴射量)は、噴射ノズル44に設けた電磁弁等の開閉時間や仮止め接着剤41の噴射時の温度やエアーノズル49からのエアーの噴射量などで調整することができる。また、仮止め装置40はタッチパネル等で操作可能とし、この操作で仮止め接着剤41やエアーの噴射のタイミングや回数、可動部45の移動速度や移動距離を設定することができるのが好ましい。
【0027】
また、図12に示すように、積層体38の他端部には嵌合凸部4側において粘着テープ50が貼着される。この粘着テープ50は、金属外皮2の嵌合凸部片16の表面と上端片15の表面及び金属外皮1の上端片8の表面と嵌合凸部片9の表面とにわたって貼着される。これにより、金属外皮1と金属外皮2とが嵌合凸部4側において仮止めされる。この粘着テープ50は手作業によって行うことができる。尚、この粘着テープ50の代わりに、上記と同様の仮止め装置40を用いて、積層体38の他端部においても、仮止め接着剤41で金属外皮1と金属外皮2と仮止めしても良い。また、従来では、積層体38の一端部と他端部との両方において粘着テープを手作業により貼着していたが、本発明では少なくとも一方は仮止め装置40により手作業をなくすことができ、省力化や低コスト化等を図ることができる。
【0028】
上記のようにして仮止めをした後、積層体38を長手方向と直交する方向に横送コンベア51で搬送し、加熱加圧装置52の導入口53にまで搬送する。このとき、上記のように仮止めされているので、搬送の際に振動等で、金属外皮1、2と芯材3と補強材31とが互いに位置ずれを起こすことを少なくすることができる。図13に示すように、加熱加圧装置52は加熱炉54内にダブルコンベア55を設置して形成されている。ダブルコンベア55は上下一対のコンベア56、57を対向配置して形成されている。コンベア56、57は一対の駆動ロール58、58間に無端ループ状のベルト59を進行自在に掛架して形成されるものである。そして、導入口53から加熱炉54内に積層体38を導入すると共にダブルコンベア55の各コンベア56、57のベルト59、59間に積層体38を挟みながらベルト59の進行により積層体38を搬送し、加熱炉54の導出口60から導出する。このようにして積層体38は加熱加圧装置52の加熱炉54で加熱されながらベルト59、59の押圧により加圧される。これにより、積層体38が加熱加圧されて固着用接着剤62が硬化し、金属外皮1、2と芯材3及び補強材31が一体化され、サンドイッチパネルAが形成される。この加熱加圧成形の際の振動や押圧によっても、金属外皮1、2と芯材3及び補強材31は仮止めされているために、互いに位置ズレすることを少なくすることができる。
【0029】
このようにして加熱加圧成形されたサンドイッチパネルAは導出口60から導出された後、金属外皮1、2と補強材31とから仮止め接着剤41及び粘着テープ50を手作業等で剥離して除去する。仮止め接着剤41はホットメルト接着剤で形成されているため、除去後に溶融装置42に戻されて溶融されて再利用することができる。一方、粘着テープ50は剥離後に破棄される。従って、仮止め接着剤41は粘着テープ50よりも経済的である。
【0030】
このように本発明では、二枚の金属外皮1、2と芯材3及び補強材31を仮止め接着剤41で仮固定することにより、金属外皮1、2と芯材3を固着用接着剤62で接着するまでに、金属外皮1、2と芯材3と補強材31とが位置ずれしにくくすることができる。従って、サンドイッチパネルAの寸法精度不良や機能低下を少なくすることができるものである。また、手作業等で粘着テープを着脱する作業を軽減することができる。従って、省力化により低コスト化と生産性の向上とを図ることができるのである。
【0031】
尚、上記では、仮止め接着剤41と粘着テープ50により仮止めする場合について説明したが、サンドイッチパネルAの形態によっては、粘着テープ50を用いずに仮止め接着剤41のみで仮止めすることもできる。例えば、短尺のサンドイッチパネルAを製造する場合は、仮止め接着剤41のみでも十分に仮止めすることができる。
【符号の説明】
【0032】
A サンドイッチパネル
1 金属外皮
2 金属外皮
3 芯材
21 係止部
22 係止部
31 補強材
41 仮止め接着剤
62 固着用接着剤
【技術分野】
【0001】
本発明は、外皮の間に芯材を充填して形成されるサンドイッチパネルの製造方法に関するものである。
【背景技術】
【0002】
従来より、二枚の金属外皮の間に断熱材などの芯材を挟み込んで充填したサンドイッチパネルが製造されている(例えば、特許文献1参照)。このようなサンドイッチパネルを製造するにあたっては、次のような工程が考えられる。
【0003】
まず、サンドイッチパネルの注文長さに応じて、コイルから二枚の金属板を切り出し、所定の成形を施して金属外皮を作製する。また、芯材であるロックウール等を所定の長さに切り出す。次に、一方の金属外皮に接着剤を塗布する。次に、この金属外皮の接着剤を塗布した面に芯材を載置する。次に、他方の金属外皮に接着剤を塗布する。次に、この他方の金属外皮の接着剤を塗布した面を、一方の金属外皮に載置した芯材の上面に重ね合せる。この後、ダブルコンベア等の加熱加圧装置を用いて二枚の金属外皮の間に芯材を挟んだ状態で加熱加圧する。これにより、接着剤を硬化させて二枚の金属外皮と芯材とを接着して一体化する。このようにしてサンドイッチパネルを製造することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−256798号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記の製造方法では、二枚の金属外皮と芯材とを重ね合せた後、加熱加圧するまでの間は接着剤が硬化していないため、加熱加圧装置への搬送中や加熱加圧時に金属外皮と芯材とが位置ずれを起こすことがあり、サンドイッチパネルの寸法精度不良やサンドイッチパネルとしての機能(例えば防水機能)の低下が発生するおそれがあった。
【0006】
そこで、二枚の金属外皮を粘着テープで仮止めした後、加熱加圧することも考えられるが、この場合、金属外皮の前端と後端の二カ所に人員を配置し、二枚の金属外皮と芯材とを重ね合せた状態で搬送を一時停止し、手作業で粘着テープを貼り付けなければならず、人件費の悪化や生産性の低下という問題があった。
【0007】
本発明は上記の点に鑑みてなされたものであり、金属外皮と芯材との位置ずれを低減することにより寸法精度不良や機能低下を少なくすることができ、また、省力化により低コスト化と生産性の向上とを図ることができるサンドイッチパネルの製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明に係るサンドイッチパネルの製造方法は、二枚の金属外皮の間に芯材を充填して形成されるサンドイッチパネルの製造方法であって、前記二枚の金属外皮と前記芯材とを固着用接着剤を介して積層した後、前記二枚の金属外皮の端部同士を仮止め接着剤により仮止めし、次に、前記二枚の金属外皮と前記芯材とを加熱して前記固着用接着剤を硬化させることにより前記二枚の金属外皮と前記芯材とを接着し、この後、前記仮止め接着剤を前記二枚の金属外皮から除去することを特徴とするものである。
【0009】
前記サンドイッチパネルの製造方法は、断面略U字状の係止部を前記二枚の金属外皮の各々に形成し、断面略コ字状の補強材を前記係止部に係止して前記二枚の金属外皮を連結し、前記二枚の金属外皮の端部と前記補強材とを前記仮止め接着剤で仮止めすることが好ましい。
【0010】
前記サンドイッチパネルの製造方法は、前記仮止め接着剤がホットメルト接着剤であり、前記除去後の仮止め接着剤を再利用することが好ましい。
【発明の効果】
【0011】
本発明では、二枚の金属外皮の端部同士を仮止め接着剤で仮固定することにより、金属外皮と芯材とを固着用接着剤で接着するまでに、金属外皮と芯材とが位置ずれしにくくすることができ、寸法精度不良や機能低下を少なくすることができるものである。また、手作業で粘着テープを着脱する作業を軽減することができ、省力化により低コスト化と生産性の向上とを図ることができるものである。
【図面の簡単な説明】
【0012】
【図1】本発明の実施の形態の一例を示し、(a)は断面図、(b)は正面図である。
【図2】同上のサンドイッチパネルの一例を示す斜視図である。
【図3】同上の金属外皮の一例を示す断面図である。
【図4】同上の他の金属外皮の一例を示す断面図である。
【図5】同上の製造装置の一例を示す概略図である。
【図6】同上の製造工程の一部を示す断面図である。
【図7】同上の製造工程の一部を示す断面図である。
【図8】同上の製造工程の一部を示す断面図である。
【図9】同上の反転機の一例を示す概略図である。
【図10】同上の製造工程の一部を示す断面図である。
【図11】同上の仮止め装置の一例を示す概略図である。
【図12】同上の製造工程の一部を示す断面図である。
【図13】同上の加熱加圧装置の一例を示す概略図である。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態を説明する。
【0014】
本発明で製造されるサンドイッチパネルAの一例を図2に示す。このサンドイッチパネルAは二枚の金属外皮1、2の間に芯材3を充填して形成されている。サンドイッチパネルAの上端には嵌合凸部4が横方向の全長にわたって形成されている。また、サンドイッチパネルAの表面には嵌合凸部4の直ぐ下側において溝部5が横方向の全長にわたって形成されている。さらに、サンドイッチパネルAの表面には溝部5の直ぐ下側において段部6が横方向の全長にわたって形成されている。段部6は溝部5よりも表面側に突出し、サンドイッチパネルAのパネル本体61の表面よりも凹んで形成されている。尚、パネル本体61はサンドイッチパネルAの上端部と下端部とを除く部分であって、サンドイッチパネルAの中央部を含む平板状部分をいう。また、サンドイッチパネルAの下端には嵌合凹部7が形成されている。嵌合凹部7はサンドイッチパネルAの下端面に開口して形成されている。施工時に隣接するサンドイッチパネルA、Aは嵌合凸部4と嵌合凹部7とが嵌合されて接続される。尚、上記では、サンドイッチパネルAの上端に嵌合凸部4が、下端に嵌合凹部7が形成された場合について説明したが、これに限らず、サンドイッチパネルAの一側端部に嵌合凸部が、他側端部に嵌合凹部が形成されていてもよい。
【0015】
二枚の金属外皮1、2のうち、一方の金属外皮1はサンドイッチパネルAの屋外側面等の表面側を構成する表面外皮として形成され、他方の金属外皮2はサンドイッチパネルAの屋内側面等の裏面側を構成する裏面外皮として形成されている。金属外皮1、2は平板状の金属板にロール成形等などの加工を施して所定の形状に形成されている。金属外皮1、2は従来から建材を形成する際に使用される金属板で形成することができ、例えば、鋼板、亜鉛めっき鋼板、ガルバリウム鋼板(登録商標)、塗装鋼板などを挙げることができる。金属外皮1、2の板厚も特に限定は無く、例えば、0.3〜2.0mmとすることができる。
【0016】
図3に示すように、表面外皮となる金属外皮1は、サンドイッチパネルAの上端面の表面側部分を構成する上端片8と、上端片8の端部から略鉛直下向きに折り曲げて形成された嵌合凸部片9と、嵌合凸部片9の下端から金属外皮1の裏面側に突出して形成された略コ字状の溝部形成片10と、溝部形成片10の下端部から略鉛直下向きに突設された略L字状の段部形成片11と、段部形成片11の下端部から略鉛直下向きに突設された本体片12と、本体片12の下端からその裏面側で略鉛直上向きに折り返して形成された嵌合凹部側片13と、嵌合凹部側片13の上端から本体片12と反対側に向かって突設された嵌合凹部底片14とを備えて構成されている。
【0017】
図4に示すように、裏面外皮となる金属外皮2は、サンドイッチパネルAの上端面の裏面側部分を構成する上端片15と、上端片15の端部から略鉛直下向きに折り曲げて形成された嵌合凸部片16と、嵌合凸部片16の下端から金属外皮2の表面側に突出して形成された突出片17と、突出片17の端部から略鉛直下向きに突設された本体片18と、本体片18の下端からその裏面側で略鉛直上向きに折り返して形成された嵌合凹部側片19と、嵌合凹部側片19の上端から本体片18と反対側に向かって突設された嵌合凹部底片20とを備えて構成されている。
【0018】
金属外皮1の嵌合凹部側片13は金属外皮2の嵌合凹部側片19よりも長く形成されている。また、金属外皮1の本体片12の下部と嵌合凹部側片13との間の空間は係止部21として形成されており、金属外皮2の本体片18の下部と嵌合凹部側片19との間の空間も係止部22として形成されている。
【0019】
芯材3としては断熱性を有することが好ましく、さらに、防火性や耐火性を有するものであることが好ましい。具体的には、芯材3としてはロックウールやグラスウールなどの無機繊維材や、ウレタンフォームやフェノールフォームなどの樹脂発泡体の成形体等を用いることができる。芯材3はサンドイッチパネルAの全体にわたって一枚物であっても良いし、複数個のブロック状物を並設して芯材3を形成しても良い。また、サンドイッチパネルAの端部(特に、上端部と下端部)には、上記無機繊維材や樹脂発泡体よりも耐火性の高い材料で形成された芯材3を用いることができ、例えば、石膏や珪酸カルシウムなどの無機材料からなる芯材3を用いることができる。
【0020】
そして、上記のようなサンドイッチパネルAを製造するにあたっては、図5に示すような装置を用いて、以下のように行うことができる。まず、所定の形状に成形された表面外皮の金属外皮1を組み付け設備30にセットする。このとき、裏面外皮の金属外皮2をセットしても良いが、後述の補強材31の取り付けの作業性等を考慮して表面外皮の金属外皮1をセットする。また、図6に示すように、金属外皮1はその裏面(芯材3と接着する方の面)を上方に向けて配置され、その裏面には固着用接着剤62がほぼ全面にわたって塗布されている。固着用接着剤62は金属外皮1と芯材3とを強固に接着し、長期間にわたってサンドイッチパネルAとしての構造を保持するためのものである。固着用接着剤62としては、例えば、有機系接着剤ではウレタン樹脂、フェノール樹脂、ユリア樹脂(尿素樹脂)、ポリエステル樹脂、メラミン樹脂、エポキシ樹脂、不飽和ポリエステル樹脂等の熱硬化型樹脂接着剤を用いることができ、無機系接着剤ではケイ酸ソーダ、ポリリン酸等を用いることができる。
【0021】
次に、組み付け設備30にセットした金属外皮1に補強材31を取り付ける。補強材31はサンドイッチパネルAの横方向と略同等の長さに形成されている。また、補強材31は金属外皮1、2と同様の金属板を屈曲して形成されており、一対の挿入片32、33と、挿入片32と挿入片33との一端部を連結する連結片34とで断面略コ字状に形成されている。そして、一対の挿入片32、33のうち、長い方の挿入片32を金属外皮1の係止部21に差し込んで係止することにより、金属外皮1に補強材31を取り付けることができる。また、組み付け設備30にセットした金属外皮1に芯材3を配設する。この場合、芯材3を金属外皮1の上面(固着用接着剤62を塗布した裏面)に載置する。このようにして図7に示すように、金属外皮1に補強材31と芯材3とを取り付ける。
【0022】
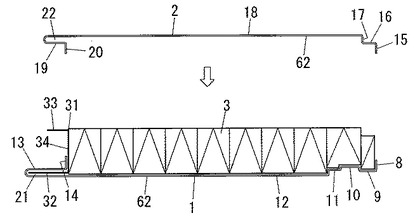
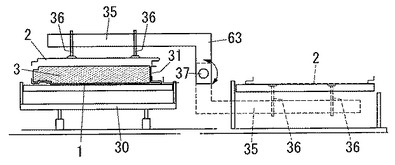
次に、図8に示すように、金属外皮1の上面に配置した芯材3の上に裏面外皮となる金属外皮2を配設する。この金属外皮2は所定の形状に成形されており、組み付け設備30の側方にある反転機63により芯材3の上に被せて配置される。図9に示すように、反転機63は、L型のアーム35と、このアーム35に設けた吸盤等の保持具36とを備えて形成されており、アーム35は軸部37を中心として上下に回動駆動自在に形成されている。そして、金属外皮2はその裏面(芯材3と接着する方の面)を上側にして保持具36に載置されて保持されている。この金属外皮2の裏面には上記と同様の固着用接着剤62が全面にわたって塗布されている。この状態で軸部37を中心としてアーム35を回転させることにより、金属外皮2を上下に反転させながら金属外皮1に配置した芯材3の上方に位置させる。この後、保持具36による金属外皮2の保持を解除することによって、金属外皮2を芯材3の上面に配置する。また、金属外皮2の係止部22を補強材31の短い方の挿入片33に差し込んで係止する。このようにして図10に示すように、二枚の金属外皮1、2の間に芯材3が配置された積層体38を形成することができる。
【0023】
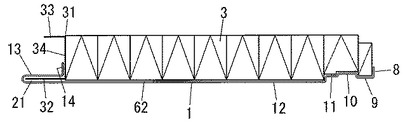
このように形成される積層体38において、金属外皮1の上端片8の先端面と金属外皮2の上端片15の先端面とが対向し、金属外皮1の嵌合凸部片9と金属外皮2の嵌合凸部16とが対向配置される。また、上端片8、15と嵌合凸部片9、15及び嵌合凸部片9と嵌合凸部片15の間の芯材3とでサンドイッチパネルAの嵌合凸部4が形成される。また、溝部形成片10でサンドイッチパネルAの溝部5が形成される。また、段部形成片11でサンドイッチパネルAの段部6が形成される。また、金属外皮1の本体片12と金属外皮2の本体片18が対向し、本体片8、12及び本体片8と本体片12の間の芯材3でパネル本体61が形成される。また、金属外皮1の嵌合凹部底片14の先端面と金属外皮2の嵌合凹部底片20の先端面とが対向し、金属外皮1の嵌合凹部側片13の上部と金属外皮2の嵌合凹部側片19とが対向配置され、嵌合凹部底片14、20及び嵌合凹部側片13の上部と嵌合凹部側片19とで囲まれる空間により、サンドイッチパネルAの嵌合凹部7が形成される。また、金属外皮1と金属外皮2とが補強材31により嵌合凹部7側において全長にわたって連結される。
【0024】
次に、図5に示すように、積層体38をローラなどの搬送コンベア39を用いて仮固定装置40にまで搬送する。仮固定装置40は仮止め接着剤41を積層体38に供給するものである。仮止め接着剤41としては、ホットメルト接着剤を用いることができ、加熱により溶融し、常温等に温度が下がると固化するものを用いることができる。例えば、仮止め接着剤41としては80〜350℃で溶融し、常温で固化するものを用いることができる。また、金属外皮1と金属外皮2の仮止めを強固に行うために、後述の加熱加圧成形の際にも流動しにくく、ある程度の接着性や保形性を有することが好ましい。また、仮止め接着剤41は金属外皮1、2に使用可能な各種金属板に対して接着性乃至は粘着性を有し、オープンタイムが比較的長いものであることが好ましい。
【0025】
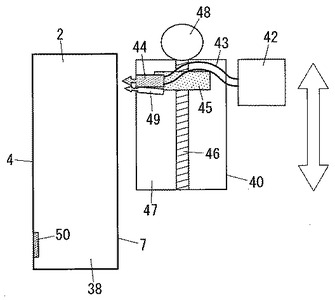
仮止め接着剤41は図11に示す仮固定装置40の溶融装置42で加熱されて溶融されている。溶融された仮止め接着剤41は供給管43を通じて噴射ノズル44に供給されている。噴射ノズル44は可動部45に設置されており、可動部45はボールねじ46に装着されている。また、ボールねじ46は設置台47の上に設けられており、モータ等の駆動部48により回転駆動自在に形成されている。さらに、エアーノズル49が噴射ノズル44の直ぐ横に配置されており、可動部45に設けられている。そして、駆動部48の駆動によりボールねじ46が回転することにより可動部45がボールねじ46の長手方向と略平行な方向に移動自在に形成されている。この可動部45の移動に伴って噴射ノズル44及びエアーノズル49を所望の位置に配置することができる。
【0026】
そして、上記の積層体38は嵌合凹部7側の一端部が噴射ノズル44と向き合うように配置され、この状態で噴射ノズル44から溶融した仮止め接着剤41が噴射される。図1(a)(b)に示すように、噴射された仮止め接着剤41は、金属外皮1の嵌合凹部底片14の表面と、金属外皮2の嵌合凹部底片20の表面、及び嵌合凹部底片14、20の先端部の間から露出する補強材31の連結片34の表面とにわたって付着する。この後、自然放冷よりも短時間で冷却するために、エアーノズル49からエアーが噴射され、嵌合凹部底片14、20と連結片34とにわたって付着した仮止め接着剤41が冷却されて固化する。これにより、金属外皮1の端部の嵌合凹部底片14と金属外皮2の端部の嵌合凹部底片20と補強材31とが嵌合凹部7側において仮止めされる。この場合、仮止め接着剤41の付着量はサンドイッチパネルAの厚みや大きさなどによって適宜設定可能であるが、例えば、5〜30g/m2とすることができる。また、仮止め接着剤41は積層体38の横方向(長手方向)の複数の箇所に付着させることができる。これにより、金属外皮1と金属外皮2と補強材31との仮止めの強度を向上させることができる。この場合、駆動部48の駆動によりボールねじ46を回転させて可動部45をボールねじ46の長手方向と略平行な方向に沿って移動させ、積層体38の長手方向(積層体38の搬送方向と同じ)の所望の位置に噴射ノズル44及びエアーノズル49を配置し、この後、仮止め接着剤41の噴射及びエアーの噴射を上記と同様に行うことができる。尚、積層体38への仮止め接着剤41の供給量(噴射量)は、噴射ノズル44に設けた電磁弁等の開閉時間や仮止め接着剤41の噴射時の温度やエアーノズル49からのエアーの噴射量などで調整することができる。また、仮止め装置40はタッチパネル等で操作可能とし、この操作で仮止め接着剤41やエアーの噴射のタイミングや回数、可動部45の移動速度や移動距離を設定することができるのが好ましい。
【0027】
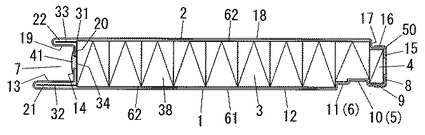
また、図12に示すように、積層体38の他端部には嵌合凸部4側において粘着テープ50が貼着される。この粘着テープ50は、金属外皮2の嵌合凸部片16の表面と上端片15の表面及び金属外皮1の上端片8の表面と嵌合凸部片9の表面とにわたって貼着される。これにより、金属外皮1と金属外皮2とが嵌合凸部4側において仮止めされる。この粘着テープ50は手作業によって行うことができる。尚、この粘着テープ50の代わりに、上記と同様の仮止め装置40を用いて、積層体38の他端部においても、仮止め接着剤41で金属外皮1と金属外皮2と仮止めしても良い。また、従来では、積層体38の一端部と他端部との両方において粘着テープを手作業により貼着していたが、本発明では少なくとも一方は仮止め装置40により手作業をなくすことができ、省力化や低コスト化等を図ることができる。
【0028】
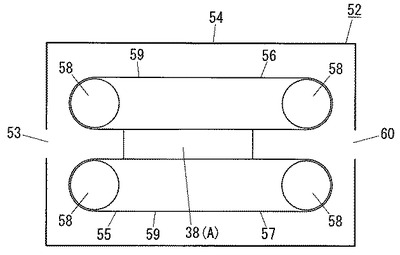
上記のようにして仮止めをした後、積層体38を長手方向と直交する方向に横送コンベア51で搬送し、加熱加圧装置52の導入口53にまで搬送する。このとき、上記のように仮止めされているので、搬送の際に振動等で、金属外皮1、2と芯材3と補強材31とが互いに位置ずれを起こすことを少なくすることができる。図13に示すように、加熱加圧装置52は加熱炉54内にダブルコンベア55を設置して形成されている。ダブルコンベア55は上下一対のコンベア56、57を対向配置して形成されている。コンベア56、57は一対の駆動ロール58、58間に無端ループ状のベルト59を進行自在に掛架して形成されるものである。そして、導入口53から加熱炉54内に積層体38を導入すると共にダブルコンベア55の各コンベア56、57のベルト59、59間に積層体38を挟みながらベルト59の進行により積層体38を搬送し、加熱炉54の導出口60から導出する。このようにして積層体38は加熱加圧装置52の加熱炉54で加熱されながらベルト59、59の押圧により加圧される。これにより、積層体38が加熱加圧されて固着用接着剤62が硬化し、金属外皮1、2と芯材3及び補強材31が一体化され、サンドイッチパネルAが形成される。この加熱加圧成形の際の振動や押圧によっても、金属外皮1、2と芯材3及び補強材31は仮止めされているために、互いに位置ズレすることを少なくすることができる。
【0029】
このようにして加熱加圧成形されたサンドイッチパネルAは導出口60から導出された後、金属外皮1、2と補強材31とから仮止め接着剤41及び粘着テープ50を手作業等で剥離して除去する。仮止め接着剤41はホットメルト接着剤で形成されているため、除去後に溶融装置42に戻されて溶融されて再利用することができる。一方、粘着テープ50は剥離後に破棄される。従って、仮止め接着剤41は粘着テープ50よりも経済的である。
【0030】
このように本発明では、二枚の金属外皮1、2と芯材3及び補強材31を仮止め接着剤41で仮固定することにより、金属外皮1、2と芯材3を固着用接着剤62で接着するまでに、金属外皮1、2と芯材3と補強材31とが位置ずれしにくくすることができる。従って、サンドイッチパネルAの寸法精度不良や機能低下を少なくすることができるものである。また、手作業等で粘着テープを着脱する作業を軽減することができる。従って、省力化により低コスト化と生産性の向上とを図ることができるのである。
【0031】
尚、上記では、仮止め接着剤41と粘着テープ50により仮止めする場合について説明したが、サンドイッチパネルAの形態によっては、粘着テープ50を用いずに仮止め接着剤41のみで仮止めすることもできる。例えば、短尺のサンドイッチパネルAを製造する場合は、仮止め接着剤41のみでも十分に仮止めすることができる。
【符号の説明】
【0032】
A サンドイッチパネル
1 金属外皮
2 金属外皮
3 芯材
21 係止部
22 係止部
31 補強材
41 仮止め接着剤
62 固着用接着剤
【特許請求の範囲】
【請求項1】
二枚の金属外皮の間に芯材を充填して形成されるサンドイッチパネルの製造方法であって、前記二枚の金属外皮と前記芯材とを固着用接着剤を介して積層した後、前記二枚の金属外皮の端部同士を仮止め接着剤により仮止めし、次に、前記二枚の金属外皮と前記芯材とを加熱して前記固着用接着剤を硬化させることにより前記二枚の金属外皮と前記芯材とを接着し、この後、前記仮止め接着剤を前記二枚の金属外皮から除去することを特徴とするサンドイッチパネルの製造方法。
【請求項2】
断面略U字状の係止部を前記二枚の金属外皮の各々に形成し、断面略コ字状の補強材を前記係止部に係止して前記二枚の金属外皮を連結し、前記二枚の金属外皮の端部と前記補強材とを前記仮止め接着剤で仮止めすることを特徴とする請求項1に記載のサンドイッチパネルの製造方法。
【請求項3】
前記仮止め接着剤がホットメルト接着剤であり、前記除去後の仮止め接着剤を再利用することを特徴とする請求項1又は2に記載のサンドイッチパネルの製造方法。
【請求項1】
二枚の金属外皮の間に芯材を充填して形成されるサンドイッチパネルの製造方法であって、前記二枚の金属外皮と前記芯材とを固着用接着剤を介して積層した後、前記二枚の金属外皮の端部同士を仮止め接着剤により仮止めし、次に、前記二枚の金属外皮と前記芯材とを加熱して前記固着用接着剤を硬化させることにより前記二枚の金属外皮と前記芯材とを接着し、この後、前記仮止め接着剤を前記二枚の金属外皮から除去することを特徴とするサンドイッチパネルの製造方法。
【請求項2】
断面略U字状の係止部を前記二枚の金属外皮の各々に形成し、断面略コ字状の補強材を前記係止部に係止して前記二枚の金属外皮を連結し、前記二枚の金属外皮の端部と前記補強材とを前記仮止め接着剤で仮止めすることを特徴とする請求項1に記載のサンドイッチパネルの製造方法。
【請求項3】
前記仮止め接着剤がホットメルト接着剤であり、前記除去後の仮止め接着剤を再利用することを特徴とする請求項1又は2に記載のサンドイッチパネルの製造方法。
【図1】


【図2】
【図3】

【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−250398(P2012−250398A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−123725(P2011−123725)
【出願日】平成23年6月1日(2011.6.1)
【出願人】(000207436)日鉄住金鋼板株式会社 (178)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月1日(2011.6.1)
【出願人】(000207436)日鉄住金鋼板株式会社 (178)
【Fターム(参考)】
[ Back to top ]