
サンドイッチパネル及びサンドイッチパネル製造方法
【課題】サンドイッチパネルを使用して形成される構造体の重量を軽量化し、構造体の大きさを小さくできるサンドイッチパネルを提供する。
【解決手段】表皮材110は、平面板状の平面部112aと平面部112aに対して角度を有し平面板状の平面部112bと平面部112aの端と平面部112bの端とを接続する接続部111とを有する。表皮材120は、表皮材110の平面部112aに対向する位置にあり平面板状の平面部122aと表皮材110の平面部112bに対向する位置にあり平面板状の平面部122bとを有する。心材130aは、表皮材110の平面部112aと表皮材120の平面部122aとの間に挟まれた位置にあり、表皮材110及び表皮材120に密着して固定されている。心材130bは、表皮材110の平面部112bと表皮材120の平面部122bとの間に挟まれた位置にあり、表皮材110及び表示材120に密着して固定されている。
【解決手段】表皮材110は、平面板状の平面部112aと平面部112aに対して角度を有し平面板状の平面部112bと平面部112aの端と平面部112bの端とを接続する接続部111とを有する。表皮材120は、表皮材110の平面部112aに対向する位置にあり平面板状の平面部122aと表皮材110の平面部112bに対向する位置にあり平面板状の平面部122bとを有する。心材130aは、表皮材110の平面部112aと表皮材120の平面部122aとの間に挟まれた位置にあり、表皮材110及び表皮材120に密着して固定されている。心材130bは、表皮材110の平面部112bと表皮材120の平面部122bとの間に挟まれた位置にあり、表皮材110及び表示材120に密着して固定されている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、複数の表皮材の間に心材が挟まれた構造を有するサンドイッチパネルに関する。
【背景技術】
【0002】
サンドイッチパネルは、2つの表皮材の間に心材が挟まった構造を有する。人工衛星の構造体のように、重量をできるだけ軽量化する必要がある構造体を構成するサンドイッチパネルは、ハニカム構造のような構造を有する心材を用いる場合がある。
このような構造を有する心材を用いたサンドイッチパネルは、所定の曲率より大きい曲率で曲げると、心材と表皮材とが密着せず、強度が弱くなる。
このため、人工衛星の構造体のように、全体の大きさに厳しい制限がある構造体は、平面板状のサンドイッチパネルを組み合わせることにより構成される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平2−251426号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
平面板状のサンドイッチパネルを組み合わせて構造体を構成する場合、複数のサンドイッチパネルを結合するための結合部品(例えばボルト・ナットなど)が必要になる。このため、構造体全体の重量が重くなる。
また、サンドイッチパネルの表面のうち、結合部品を取り付けた部分には、人工衛星の搭載部品などを取り付けることができないので、構造体全体の大きさが大きくなる。
【0005】
この発明は、例えば上記のような課題を解決するためになされたものであり、サンドイッチパネルを使用して形成する構造体の重量を軽量化し、構造体の大きさを小さくできるようにすることを目的とする。
【課題を解決するための手段】
【0006】
この発明にかかるサンドイッチパネルは、
第一表皮材と、第二表皮材と、第一心材と、第二心材とを有し、
上記第一表皮材は、平面板状の第一平面部と、上記第一平面部に対して角度を有し平面板状の第二平面部と、上記第一平面部の端と上記第二平面部の端とを接続する第一接続部とを有し、
上記第二表皮材は、上記第一表皮材の第一平面部に対向する位置にあり平面板状の第三平面部と、上記第一表皮材の第二平面部に対向する位置にあり平面板状の第四平面部とを有し、
上記第一心材は、上記第一表皮材の第一平面部と上記第二表皮材の第三平面部との間に挟まれた位置にあり、上記第一表皮材及び上記第二表皮材に密着して固定され、
上記第二心材は、上記第一表皮材の第二平面部と上記第二表皮材の第四平面部との間に挟まれた位置にあり、上記第一表皮材及び上記第二表皮材に密着して固定されていることを特徴とする。
【発明の効果】
【0007】
この発明にかかるサンドイッチパネルによれば、サンドイッチパネル全体が折れ曲がった板状の形状なので、サンドイッチパネルを使用して形成する構造体の部品数を削減することができる。これにより、構造体の重量を軽量化し、構造体の大きさを小さくすることができる。
【図面の簡単な説明】
【0008】
【図1】実施の形態1におけるサンドイッチパネル100の構造の一例を示す全体斜視図。
【図2】実施の形態1におけるサンドイッチパネル100の構造の一例を示す分解斜視図。
【図3】実施の形態1におけるサンドイッチパネル100の構造の一例を示す分解正視図。
【図4】実施の形態1における製造台210の一例を示す斜視図。
【図5】実施の形態1における側面保護部品220の一例を示す斜視図。
【図6】実施の形態1における表面加圧部品230の一例を示す斜視図。
【図7】実施の形態1におけるサンドイッチパネル製造方法の流れの一例を示す図。
【図8】実施の形態1における接着工程S650を示す側面視断面図。
【図9】実施の形態1におけるサンドイッチパネル100の別の例を示す側面視断面図。
【図10】実施の形態1におけるサンドイッチパネル100の更に別の例を示す側面視断面図。
【図11】実施の形態1におけるサンドイッチパネル100の更に別の例を示す側面視断面図。
【図12】実施の形態1におけるサンドイッチパネル100の更に別の例を示す側面視断面図。
【図13】実施の形態1におけるサンドイッチパネル100の更に別の例を示す斜視図。
【図14】実施の形態1におけるサンドイッチパネル100の更に別の例を示す斜視図。
【図15】実施の形態1におけるサンドイッチパネル100の更に別の例を示す斜視図。
【図16】実施の形態2におけるサンドイッチパネル100の構造の一例を示す全体斜視図。
【図17】実施の形態2における製造台210の一例を示す斜視図。
【図18】実施の形態2における側面保護部品220の一例を示す斜視図。
【図19】実施の形態2における表面加圧部品230の一例を示す斜視図。
【図20】実施の形態2におけるサンドイッチパネル製造方法の流れの一例を示す図。
【図21】実施の形態2における接着工程S650を示す側面視断面図。
【図22】実施の形態2におけるサンドイッチパネル100の別の例を示す斜視図。
【図23】実施の形態2におけるサンドイッチパネル100の更に別の例を示す斜視図。
【発明を実施するための形態】
【0009】
実施の形態1.
実施の形態1について、図1〜図15を用いて説明する。
【0010】
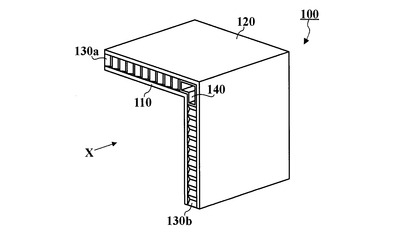
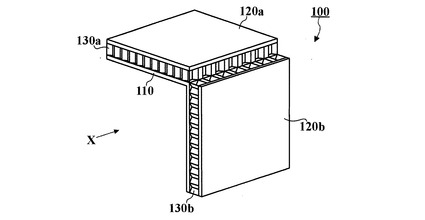
図1は、この実施の形態におけるサンドイッチパネル100の構造の一例を示す全体斜視図である。
サンドイッチパネル100(多面パネル)は、例えば人工衛星の構造体として用いられる。この実施の形態におけるサンドイッチパネル100は、単純な平面板状ではなく、複数の平面板により構成された多面体形状である。すなわち、サンドイッチパネル100は、全体として、所定の直線を境界として折れ曲がった板状である。
サンドイッチパネル100は、例えば、2つの表皮材110,120、2つの心材130a,130b、補助材140を有する。
【0011】
表皮材110,120は、板状である。表皮材110,120は、例えば炭素繊維強化プラスチック(以下「CFRP」と呼ぶ。)やアルミニウムなど、軽量かつ十分な強度を有する材料で形成されている。
心材130a,130bは、2つの表皮材110,120の間に挟まれた位置にある。心材130a,130bは、例えばアルミニウムなど、軽量かつ十分な強度を有する材料で形成されている。心材130a,130bは、2つの表皮材110,120に密着して固定されている。
サンドイッチパネル100が折れ曲がった直線状の部分では、心材に代えて、補助材140が2つの表皮材110,120の間に挟まれている。補助材140は、例えばアルミニウムなど、軽量かつ十分な強度を有する材料で形成されている。補助材140の材料は、熱膨張率(線膨張率)が表皮材110,120の材料とほぼ同一の熱膨張率であることが望ましい。補助材140の材料は、表皮材110,120の材料と同一の材料であることが望ましい。補助材140は、2つの表皮材110,120に密着して固定されている。また、補助材140は、心材130a,130bの端に固定されている。
表皮材110,120、心材130a,130b、補助材140の間は、例えば熱硬化性の接着剤を用いて固定されている。
【0012】
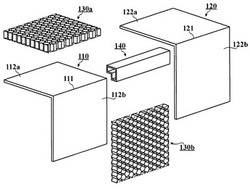
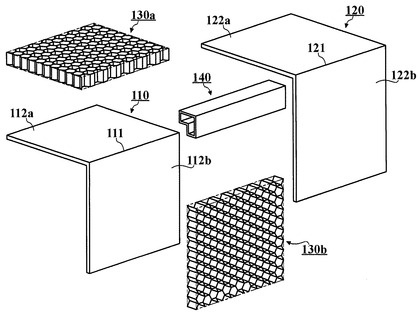
図2は、この実施の形態におけるサンドイッチパネル100の構造の一例を示す分解斜視図である。
【0013】
表皮材110(第一表皮材)は、断面L字状に折れ曲がった板状である。表皮材110は、2つの平面部112a,112b、接続部111を有する。平面部112a,112bは、平面板状である。接続部111は、表皮材110が折れ曲がった角の部分である。接続部111は、平面部112a(第一平面部)の端と平面部112b(第二平面部)の端とを接続している。
【0014】
表皮材120(第二表皮材)は、表皮材110とほぼ同じ形状である。すなわち、表皮材120は、断面L字状に折れ曲がった板状である。表皮材120は、2つの平面部122a,122b、接続部121を有する。平面部122a,122bは、平面板状である。接続部121は、表皮材120が折れ曲がった角の部分である。接続部121は、平面部122a(第三平面部)の端と平面部122b(第四平面部)の端とを接続している。
【0015】
心材130a(第一心材)は、全体として、平面板状である。心材130aの構造を細かく見ると、複数の板(第一心材板部)を組み合わせた構造である。心材130aを構成するそれぞれの板は、表皮材110の平面部112a及び表皮材120の平面部122aに対してほぼ垂直である。平面部112a,122aに対して垂直な方向からの力に対してサンドイッチパネル100が十分な強度を持つよう、複数の板は、例えばハニカム状に組み合わされている。
【0016】
心材130b(第二心材)は、心材130aと同様の構造である。すなわち、心材130bは、全体として平面板状である。心材130bは、複数の板(第二心材板部)を組み合わせた構造である。心材130bを構成するそれぞれの板は、表皮材110の平面部112b及び表皮材120の平面部122bに対してほぼ垂直である。平面部112b,122bに対して垂直な方向からの力に対してサンドイッチパネル100が十分な強度を持つよう、複数の板は、例えばハニカム状に組み合わされている。
【0017】
補助材140は、全体として、直線状である。補助材140は、例えば筒状である。補助材140は、表皮材110の接続部111及び表皮材120の接続部121と密着する形状を有する。
【0018】
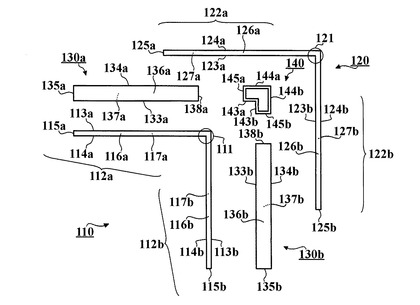
図3は、この実施の形態におけるサンドイッチパネル100の構造の一例を示す分解正視図である。
この図は、分解したサンドイッチパネル100を、図1に示したX方向から見たところである。なお、煩雑を避けるため、心材130a,130bの細部構造は省略して図示している。
【0019】
表皮材110の平面部112aの表面は、例えば複数の面113a,114a,115a,116a,117aからなる。表皮材110の平面部112bの表面は、例えば複数の面113b,114b,115b,116b,117bからなる。
同様に、表皮材120の平面部122aの表面は、例えば複数の面123a,124a,125a,126a,127aからなる。表皮材120の平面部122bの表面は、例えば複数の面123b,124b,125b,126b,127bからなる。
面113a,113b,123a,123bは、平面状である。面113a及び面123aは、心材130aに密着して固定される。面113b及び123bは、心材130bに密着して固定される。
面114aは、面113aと反対側の面である。面114bは、面113bと反対側の面である。面115a及び面115bは、接続部111から遠い側の側面である。面116a,116b(図の手前側)及び面117a,117b(図の奥側)は、L字状断面と平行な側面である。
面124aは、面123aと反対側の面である。面124bは、面123bと反対側の面である。面125a及び面125bは、接続部121から遠い側の側面である。面126a,126b(図の手前側)及び面127a,127b(図の奥側)は、L字状断面と平行な側面である。
【0020】
心材130aの表面は、例えば複数の面133a,134a,135a,136a,137a,138aからなる。同様に、心材130bの表面は、例えば複数の面133b,134b,135b,136b,137b,138bからなる。
面133a及び面133bは、表皮材110に密着して固定される。面134a及び面134bは、表皮材120に密着して固定される。面138a及び面138bは、補助材140に固定される。
面135aは、面138aと反対側の側面である。面135bは、面138bと反対側の側面である。面136a,136b(図の手前側)及び面137a,137b(図の奥側)は、残りの側面である。
【0021】
補助材140の表面は、例えば複数の面143a,143b,144a,144b,145a,145bからなる。面143a,143b,144a,144bは、平面状である。面143aは、表皮材110の接続部111のうち平面部112a側の部分に密着して固定される。面143bは、表皮材110の接続部111のうち平面部112b側の部分に密着して固定される。面144aは、表皮材120の接続部121のうち平面部122a側の部分に密着して固定される。面144bは、表皮材120の接続部121のうち平面部122b側の部分に密着して固定される。面145aは、心材130aに固定される。面145bは、心材130bに固定される。
【0022】
次に、サンドイッチパネル100の製造方法について説明する。
【0023】
上述したように、心材130a,130bは、サンドイッチパネル100の表面に対して垂直な方向からの力に対する十分な強度を有するよう、ハニカム構造のような構造を有している。心材130a,130bがこのような構造を有することにより、サンドイッチパネル100の重量を減らすことができる。
【0024】
サンドイッチパネル100に十分な強度を持たせるためには、心材130a,130bと表皮材110,120とをしっかりと固定する必要がある。例えば接着剤を用いて心材130a,130bと表皮材110,120とを固定する場合、接着剤が硬化するまでの間、十分な力を加えて、心材130a,130bに表皮材110,120を押し付ける必要がある。
他方、心材130a,130bは、特に、表皮材110,120に固定される前の状態において、側面である面135a〜138a,135b〜138bに加えられる力に対する強度が低い。
このため、サンドイッチパネル100の製造過程において、サンドイッチパネル100に必要な方向から十分な力を加えつつ、それ以外の方向からは大きな力が加わらないようにする必要がある。
【0025】
まず、サンドイッチパネル100の製造に使用する道具について説明する。
サンドイッチパネル100の製造には、製造台210、側面保護部品220、表面加圧部品230、気密シート240、熱硬化性の接着剤をフィルム状にした接着フィルム150を使用する。
【0026】
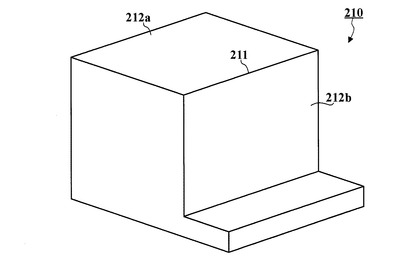
図4は、この実施の形態における製造台210の一例を示す斜視図である。
製造台210は、サンドイッチパネル100の各部品(表皮材110,120、心材130a,130b、補助材140)を載せるための台である。製造台210は、例えば、山型尾根部211、2つの面212a,212bを有する。
【0027】
面212a,212bは、平面状である。面212aと面212bとは、山型尾根部211で接して山型屋根状の山型面を形成している。面212aと面212bとがなす角度は、表皮材110の面114aと面114bとがなす角度とほぼ等しい。すなわち、面212aと面212bとが形成する山型面は、表皮材110の形状に沿った形状を有する。面212aは、面114aより大きい。面212bは、面114bより大きい。
【0028】
なお、面212a及び面212bの向きは、任意の向きでよい。例えば、山型尾根部211がほぼ水平であり、面212a及び面212bが斜め上向きの切妻屋根状であってもよい。あるいは、山型尾根部211及び面212a,212bがほぼ垂直の角柱状であってもよい。
【0029】
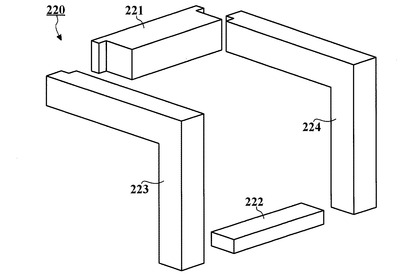
図5は、この実施の形態における側面保護部品220の一例を示す斜視図である。
側面保護部品220は、サンドイッチパネル100に対して側面からの力が加わるのを防ぐための部品である。側面保護部品220は、例えば、4つの枠221〜224を組み合わせて形成する。
なお、側面保護部品220は、1つの部品によって構成されたものであってもよい。あるいは、側面保護部品220(あるいはその一部)は、製造台210と一体に形成されたものであってもよい。
【0030】
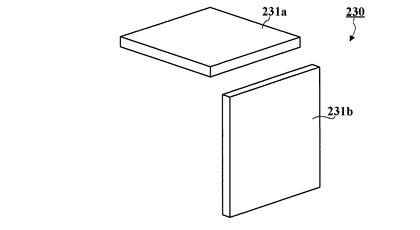
図6は、この実施の形態における表面加圧部品230の一例を示す斜視図である。
表面加圧部品230は、サンドイッチパネル100の表皮材120に対して垂直な方向からの力を加えるための部品である。表面加圧部品230は、例えば、2つの押さえ板231a,231bを有する。
押さえ板231a,231bは、平面板状である。押さえ板231aは、平面部122aとほぼ同じ形状・大きさである。押さえ板231bは、平面部122bとほぼ同じ形状・大きさである。
【0031】
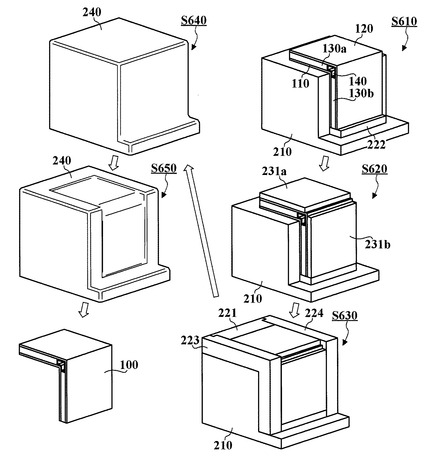
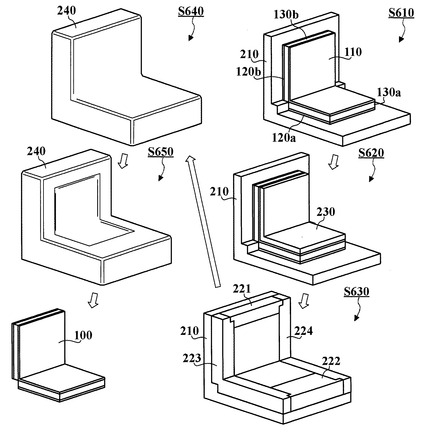
図7は、この実施の形態におけるサンドイッチパネル製造方法の流れの一例を示す図である。
サンドイッチパネル製造方法は、材料配置工程S610、加圧部品配置工程S620、保護部品配置工程S630、被覆工程S640、接着工程S650を有する。
【0032】
材料配置工程S610において、まず、製造台210の上に枠222を配置する。
次に、製造台210及び枠222の上に、表皮材110,120、心材130a,130b、補助材140を完成後のサンドイッチパネル100と同じ配置に配置する。すなわち、まず、表皮材110の面113a及び面113b、表皮材120の面123a及び面123b、補助材140の面145a,145bには、あらかじめ接着フィルム150を貼りつける。なお、補助材140は、面145a,145bだけでなく、面143a,143b,144a,144bにも接着フィルム150を貼りつけてもよい。また、接着フィルム150は、あらかじめ表皮材110,120や補助材140に貼りつけておいてもよい。次に、製造台210の山型面に沿って、表皮材110を配置する。表皮材110に、接着フィルム150を介して、心材130a,130bを密着させて配置する。表皮材110,心材130a,130bに、接着フィルム150を介して、補助材140を密着させて配置する。心材130a,130b、補助材140に、接着フィルム150を介して、表皮材120を密着させて配置する。
なお、接着フィルム150を貼りつける代わりに、表皮材110,120や補助材140に接着剤をあらかじめ含浸させておいてもよい。あるいは、表皮材110,120や補助材140に接着剤を塗布しながら、材料を配置していってもよい。
【0033】
加圧部品配置工程S620において、表皮材120の平面部122aに沿って押さえ板231aを配置する。表皮材120の平面部122bに沿って押さえ板231bを配置する。
【0034】
保護部品配置工程S630において、表皮材110,120、心材130a,130b、補助材140、押さえ板231a,231bの周りに、枠221,223,224を配置する。
【0035】
次に、被覆工程S640において、製造台210、表皮材110、心材130a,130b、補助材140、表皮材120、枠221〜224全体を、気密シート240で覆う。
【0036】
接着工程S650において、まず、図示していない真空ポンプなどを用いて、気密シート240のなかの気圧を下げ、気密シート240のなかの気圧を、気密シート240の外の気圧より低くする。なお、気密シート240のなかの気圧を下げる代わりに、製造台210が設置された部屋など製造台210の周りの空間全体の気圧を上げることにより、気密シート240のなかの気圧を、気密シート240の外の気圧より低くしてもよい。あるいは、気密シート240のなかの気圧を下げるとともに、製造台210の周りの空間全体の気圧を上げてもよい。これにより、表皮材110,120と心材130a,130bとが押し付けられる。
次に、図示していない加熱器などを用いて、気密シート240のなかの温度を上げる。なお、製造台210の周りの空間全体の温度を上げてもよい。これにより、接着フィルム150の接着剤が硬化する。
【0037】
接着剤が固まったら、気密シート240のなかの気圧と気密シート240の外の気圧とを同じにし、気密シート240、側面保護部品220、表面加圧部品230などを外して、完成したサンドイッチパネル100を取り出す。
【0038】
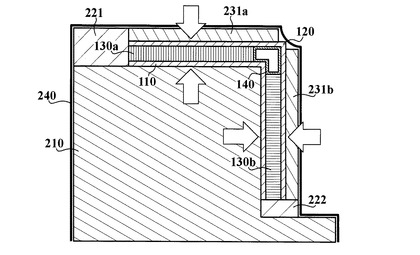
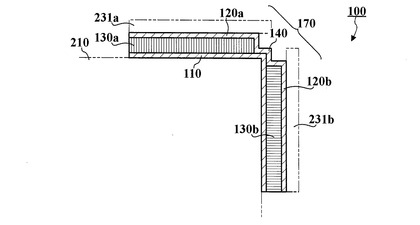
図8は、この実施の形態における接着工程S650を示す側面視断面図である。
気密シート240のなかの気圧を、気密シート240の外の気圧より低くすることにより、押さえ板231aには、図の下方向に押す力が加わる。また、押さえ板231bには、図の左方向に押す力が加わる。表皮材110の平面部112a、心材130a、表皮材120の平面部122aは、押さえ板231aと製造台210との間に挟まれ、全体がほぼ均等な力で互いに押し付けられる。また、表皮材110の平面部112b、心材130b、表皮材120の平面部122bは、押さえ板231bと製造台210との間に挟まれ、全体がほぼ均等な力で互いに押し付けられる。
この状態で接着剤を硬化させることにより、表皮材110,120と心材130a,130bとがしっかりと固定される。
【0039】
また、心材130aの面135a(図の左側の面)は、枠221に保護されているので、面135aにはほとんど力が加わらない。同様に、心材130bの面135b(図の下側の面)は、枠222に保護されている。心材130aの面136a(図の手前側の面)及び心材130bの面136b(図の手前側の面)は、枠223に保護されている。心材130aの面137a(図の奥側の面)及び心材130bの面137b(図の奥側の面)は、枠224に保護されている。したがって、面136a,137a,135b,136b,137bにも、ほとんど力が加わらない。
【0040】
補助材140には、表皮材120を介して、押さえ板231aから図の下方向へ押し付ける力が働き、表皮材120を介して、押さえ板231bから図の左方向へ押し付ける力が働く。これにより、補助材140が表皮材110に押し付けられ、表皮材110,120と補助材140とがしっかりと固定される。
【0041】
このとき、補助材140の面143a及び面143bが表皮材110に当接するので、補助材140は、それ以上、図の左方向及び下方向に押されることはない。このため、補助材140に働く力を逃がすことができ、心材130aの面138a(図の右側の面)及び心材130bの面138b(図の上側の面)に働く力は、比較的小さい。
【0042】
したがって、サンドイッチパネル100の各部品を固定するために必要な方向には十分な力が加わり、それ以外の方向には、ほとんど力が加わらない。このため、心材130a,130bが変形したり破壊したりすることなく、サンドイッチパネル100を製造することができる。
【0043】
また、心材130aと心材130bとが別部品なので、1つの心材を折り曲げたり湾曲させたりしてサンドイッチパネル100を製造する場合と比較して、表皮材110,120と心材130a,130bとの間がしっかりと固定される。心材を折り曲げたり湾曲させたりすると、心材の細部構造である複数の板が鞍型変形するなどして、表皮材110,120に密着しない場合がある。心材130a,130bを折り曲げたり湾曲させたりしないことにより、心材130a,130bの細部構造である複数の板が変形しないので、複数の板の端が、表皮材110,120に密着し、しっかりと固定される。
【0044】
また、サンドイッチパネル100を使用して人工衛星の構造体などを構成する場合、1枚のサンドイッチパネル100が折れ曲がった板状なので、平面板状のサンドイッチパネルを使う場合と比較して、少ない枚数のサンドイッチパネル100で構造体を構成することができる。このため、サンドイッチパネル100の間を結合するための結合部品(例えばボルト・ナットなどの金具など)も少なくて済む。これにより、構造体の重量が軽くなる。また、結合部品が少ないことにより、構造体に観測機器などの部品を取り付けることができる平面がその分広くなる。特に、人工衛星の場合、重量及び大きさの制限が厳しいので、構造体の重量が軽く、同じ大きさで、観測機器など人工衛星の本来の目的のために使用する部品を取り付けることができる平面が広くなることにより、人工衛星の本来の目的のために使用する部品を多く搭載することができる。
【0045】
また、サンドイッチパネル100を製造する工程の工数は、平面板状のサンドイッチパネルを製造する場合とほぼ変わらないので、構造体を製造する工程の工数が全体として少なくて済む。
【0046】
以上説明したサンドイッチパネル100は、多面体サンドイッチ構造体である。多面体サンドイッチ構造体は、複数の表皮材110,120と心材130a,130bとが接着剤(接着フィルム150)で結合されている。複数の表皮材110,120は、例えば炭素繊維強化プラスチック(以下CFRP)やアルミニウム材などである。心材130a,130bは、アルミニウム製のハニカムコアなどである。多面体サンドイッチ構造体は、複数の互いに平行でない平面を有する。多面体サンドイッチ構造体は、互いに平行でない平面部どうしの結合と表皮材と心材の結合を同時に行う。
【0047】
多面体サンドイッチ構造体は、平面交線に沿って埋込部品(補助材140)を配置している。平面交線は、多面体サンドイッチ構造体の互いに平行でない平面同士が交わる線である。埋込部品は、表皮材110,120と同一材料または熱膨張率が近い材料で製造されている。埋込部品は、中実若しくは中空の棒状で、その一部が表皮材110の交線よりも心材側に突出している。
【0048】
多面体サンドイッチ構造体は、平面交線を越えて表裏ともに表皮材110,120が連続している。
【0049】
以上説明したサンドイッチパネル製造方法は、多面体サンドイッチ構造体の成形方法である。埋込部品(補助材140)を配置することで、成形時の加圧による心材130a,130bの変形を防止する。
【0050】
接着剤は、表皮材110,120と心材130a,130bとを結合する。接着剤は、フィルム状の接着フィルム150を貼りつけてもよいし、表皮材110,120自体に含浸されたものでもよい。
埋込部品(補助材140)は、例えば段差付きの角パイプなどであり、その一部が平面交線よりも心材側に突出している。埋込部品は、平面交線に沿って埋め込まれている。なお、埋込部品は、隣接する心材130a,130bとの境界で段差が生じない形状である。心材130a,130bと埋込部品との境界は、接着剤で結合される。
【0051】
多面体サンドイッチパネル成形用オス型治具(製造台210)は、多面体サンドイッチパネルの形状や表皮材110の熱膨張などを考慮して設計されている。その上に、多面体サンドイッチパネルの材料を配置し、押さえ板231a,231bを載せる。これらを囲うように、枠体(側面保護部品220)を配置し、更に、気密シート240でそれらすべてを覆う。
【0052】
多面体サンドイッチパネルの成形方法は、気密シート240と成形用オス型治具(製造台210)とで囲われる空間内の圧力を外部よりも下げるか、気密シート240と成形用オス型治具とで囲われる空間内の圧力を外部よりも下げると同時に外部の圧力を上げることで、表皮材110,120と心材130a,130bとを加圧する。その状態で加熱して、未硬化の接着剤を硬化させる。これにより、表皮材110,120と心材130a,130bとを結合する。
【0053】
平面交線に沿って成形圧力に耐えうる埋込部品を配置することで、心材を屈曲させることによる鞍型変形の要素を排除しつつ、成形時の圧力を表皮材110に流す。これにより、心材130a,130bの面内方向への加圧による心材130a,130bの変形を回避することができる。したがって、不連続な面を有するサンドイッチ構造体の一体成形が実現可能となる。
以上のように、不連続な面を有するサンドイッチパネル100の一体成形を実現することで、サンドイッチパネル間の結合部が不要となり、サンドイッチパネルの結合のみに費やしていた領域や質量が削減される。このサンドイッチパネルを使用することにより、人工衛星の小型化、軽量化に貢献する。更に、サンドイッチパネルの成形の回数が削減されることから、製造工期の短縮、低コスト化にも繋がる。
【0054】
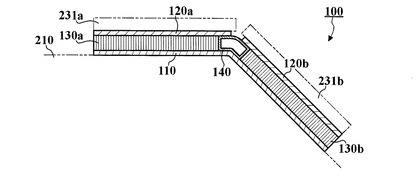
図9は、この実施の形態におけるサンドイッチパネル100の別の例を示す側面視断面図である。
サンドイッチパネル100が折れ曲がっている角度は、直角でなくてもよく、例えば鈍角であってもよい。これにより、サンドイッチパネル100を使用して様々な形状の構造体を構成することができる。
また、表皮材120は、折れ曲がった板状ではなく、平面板状の複数の表皮材120a,120bに分離した構成であってもよい。これにより、表皮材120の材料が少なくて済むので、サンドイッチパネル100の重量が更に軽くなる。
また、補助材140は、角柱筒状ではなく、角が丸くなった形状であってもよい。
【0055】
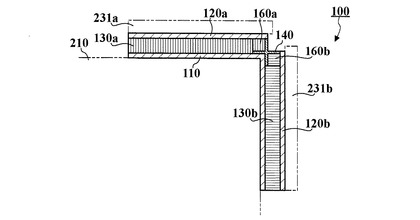
図10は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す側面視断面図である。
補助材140は、筒状でなくてもよく、例えば断面十字状であってもよい。このような形状であっても、サンドイッチパネル100の製造時に、補助材140が表皮材110に押し当てられることにより力を逃がすことができるので、心材130a,130bに不必要な力が働くのを防ぐことができる。
なお、この例では、補助材140と表皮材120a,120bとの間をしっかりと固定するため、サンドイッチパネル100は、補助心材160a,160bを有する。補助心材160a,160bは、心材130a,130bと同様の構造を有する。補助心材160aの厚さは、表皮材120aの厚さと比較して、補助材140の厚さの分だけ薄い。補助心材160bの厚さも、同様に、表皮材120bの厚さと比較して、補助材140の厚さの分だけ薄い。これにより、表皮材120aが心材130a及び補助心材160aにしっかりと固定され、表皮材120bが心材130b及び補助心材160bにしっかりと固定される。
【0056】
以上説明した多面体サンドイッチ構造体は、平面交線を越えて少なくとも表皮材の表裏の一方(表皮材120)が連続していない。
【0057】
異形埋込部品(補助材140)は、例えば断面が十字型の棒材などであり、その一部が平面交線よりも心材側に突出している。異形埋込部品は、成形圧力に耐えうる。異形埋込部品は、平面交線に沿って埋め込まれている。補助心材160a,160bは、異形埋込部品の上に配置されている。補助心材160a,160bは、隣接する心材130a,130bと高さが同一となるように設計されている。その境界は、接着フィルム150で結合される。同様に、異形埋込部品と心材130a,130bとは、接着フィルム150で結合される。
【0058】
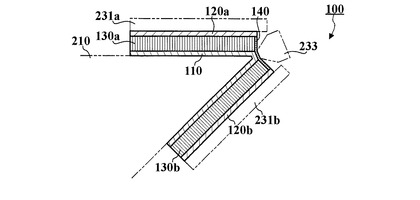
図11は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す側面視断面図である。
サンドイッチパネル100が折れ曲がっている角度は、直角でも鈍角でもなく、例えば鋭角であってもよい。
補助材140は、筒状でも断面十字状でもなく、例えば、折れ曲がった板状であってもよい。
また、サンドイッチパネル100の製造時に補助材140が十分な力で表皮材110に押し当てられるよう、表面加圧部品230は、更に、押さえ棒233を有していてもよい。
【0059】
図12は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す側面視断面図である。
サンドイッチパネル100は、一体化部品170を有していてもよい。一体化部品170は、表皮材120a、補助材140、表皮材120bが一体に形成されたものである。
【0060】
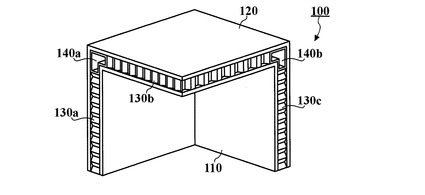
図13は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す斜視図である。
サンドイッチパネル100は、全体として、2箇所以上で折れ曲がった板状であってもよい。例えば、サンドイッチパネル100は、2つの表皮材110,サンドイッチ20、3つの心材130a〜130c、2つの補助材140a,140bを有する。サンドイッチパネル100は、3つの平面板状の部分が結合した形状である。これにより、サンドイッチパネル100を使用して形成する構造体の部品数を更に少なくすることができる。
【0061】
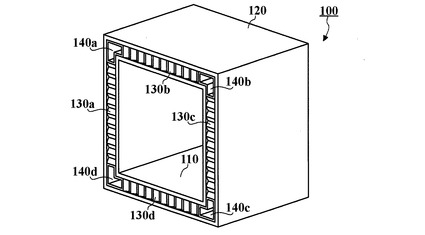
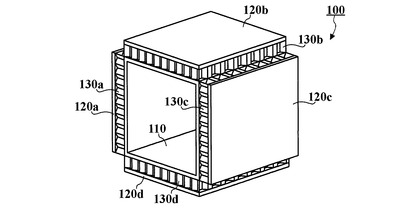
図14は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す斜視図である。
サンドイッチパネル100は、全体として、角柱筒状であってもよい。例えば、サンドイッチパネル100は、2つの表皮材110,120、4つの心材130a〜130d、4つの補助材140a〜140dを有する。サンドイッチパネル100は、4つの平面板状の部分が環状に結合した形状である。これにより、サンドイッチパネル100を使用して形成する構造体の部品数を更に少なくすることができる。
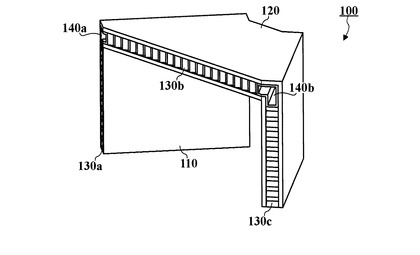
【0062】
図15は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す斜視図である。
サンドイッチパネル100は、全体として、閉じた立体の1つの頂点を含む一部の形状であってもよい。例えば、サンドイッチパネル100は、2つの表皮材110,120、3つの心材130a〜130c、3つの補助材140a〜140cを有する。なお、補助材140cは図示していないが、心材130aと心材130cとを繋ぐ部分に位置する。これにより、サンドイッチパネル100を使用して形成する構造体の部品数を更に少なくすることができる。
【0063】
この実施の形態におけるサンドイッチパネル100は、第一表皮材110と、第二表皮材120と、第一心材130aと、第二心材130bとを有する。
上記第一表皮材110は、平面板状の第一平面部112aと、上記第一平面部112aに対して角度を有し平面板状の第二平面部112bと、上記第一平面部112aの端と上記第二平面部112bの端とを接続する第一接続部111とを有する。
上記第二表皮材120は、上記第一表皮材110の第一平面部112aに対向する位置にあり平面板状の第三平面部122aと、上記第一表皮材110の第二平面部112bに対向する位置にあり平面板状の第四平面部122bとを有する。
上記第一心材130aは、上記第一表皮材110の第一平面部112aと上記第二表皮材120の第三平面部122aとの間に挟まれた位置にあり、上記第一表皮材110及び上記第二表皮材120に密着して固定されている。
上記第二心材130bは、上記第一表皮材110の第二平面部112bと上記第二表皮材120の第四平面部122bとの間に挟まれた位置にあり、上記第一表皮材110及び上記第二表皮材120に密着して固定されている。
【0064】
サンドイッチパネル100全体が折れ曲がった板状の形状なので、サンドイッチパネル100を使用して形成する構造体の部品数を削減することができる。
【0065】
この実施の形態におけるサンドイッチパネル100において、上記第一心材130aは、上記第一表皮材110の第一平面部112a及び上記第二表皮材120の第三平面部122aに対して垂直な板状の複数の第一心材板部を組み合わせた構造を有し、上記複数の第一心材板部の端が上記第一表皮材110及び上記第二表皮材120に密着して固定されている。
上記第二心材130bは、上記第一表皮材110の第二平面部112b及び上記第二表皮材120の第四平面部122bに対して垂直な板状の複数の第二心材板部を組み合わせた構造を有し、上記複数の第二心材板部の端が上記第一表皮材110及び上記第二表皮材120に密着して固定されている。
【0066】
第一心材130a及び第二心材130bがこのような構造を有しているので、サンドイッチパネル100は、軽量で、表面に対して垂直な方向からの力に対して十分な強度を有する。
【0067】
この実施の形態におけるサンドイッチパネル100は、更に、補助材140を有する。
上記補助材140は、上記第一表皮材110の第一接続部111に密着して固定され、上記第一心材130a及び上記第二心材130bの端に固定されている。
【0068】
補助材140が第一接続部111に密着しているので、サンドイッチパネル100の製造時に補助材140に加わる力を表皮材110に逃がすことができ、第一心材130a及び第二心材130bに不要な力が加わるのを防ぐことができる。
【0069】
この実施の形態におけるサンドイッチパネル100において、上記第二表皮材120は、更に、上記第三平面部122aの端と上記第四平面部122bの端とを接続する第二接続部121を有する。
上記補助材140は、上記第一表皮材110の第一接続部111及び上記第二表皮材120の第二接続部121に密着して固定され、上記第一心材130a及び上記第二心材130bの端に固定されている。
【0070】
補助材140が第一接続部111及び第二接続部121に密着しているので、サンドイッチパネル100の製造時に第二接続部121に加わる力を補助材140を介して接続部111に逃がすことができ、第一心材130a及び第二心材130bに不要な力が加わるのを防ぐことができる。
【0071】
この実施の形態におけるサンドイッチパネル100において、上記第二表皮材120は、上記第三平面部122a(表皮材120a)と上記第四平面部122b(表皮材120b)とが別部品である。
【0072】
第三平面部122aと第四平面部122bとが別部品で、第二接続部121が不要なので、サンドイッチパネル100を軽量化することができる。
【0073】
この実施の形態におけるサンドイッチパネル製造方法は、以下の手順によりサンドイッチパネル100を製造する方法である。
上記第一表皮材110の形状に沿った山型屋根状の山型面を有する製造台210と、気密シート240とを使用する。
上記製造台210の山型面に沿って上記第一表皮材110を配置する。
上記第一表皮材110の第一平面部112aに密着させて上記第一心材130aを配置する。
上記第一表皮材110の第二平面部112bに密着させて上記第二心材130bを配置する。
上記第一心材130a及び上記第二心材130bに密着させて上記第二表皮材120を配置する。
上記第一表皮材110と上記第一心材130aと上記第二心材130bと上記第二表皮材120とを上記気密シート240で覆う。
上記気密シート240の内側の気圧を上記気密シート240の外側の気圧より低くすることにより、上記第一表皮材110と上記第一心材130aと上記第二心材130bと上記第二表皮材120とを押し付けて固定する。
【0074】
表皮材110と第一心材130aと第二心材130bと表皮材120とが均等な力で押し付けられるので、表皮材110と第一心材130aと第二心材130bと表皮材120とをしっかりと固定することができる。
【0075】
実施の形態2.
実施の形態2について、図16〜図23を用いて説明する。
なお、実施の形態1と共通する部分については、同一の符号を付し、説明を省略する。
【0076】
図16は、この実施の形態におけるサンドイッチパネル100の構造の一例を示す全体斜視図である。
サンドイッチパネル100は、実施の形態1で説明した補助材140を有さない。表皮材120a,120bは、平面板状である。表皮材120aと表皮材120bとは、別部品であり、実施の形態1で説明した接続部121が存在しない。
このため、サンドイッチパネル100が折れ曲がった角の部分において、心材130a,130bの側面が露出している。
【0077】
次に、この実施の形態におけるサンドイッチパネル100の製造方法について説明する。
【0078】
上述したように、サンドイッチパネル100には、補助材140がなく、角の部分において心材130a,130bが露出しているので、サンドイッチパネル100の製造過程において、この部分に対して不要な力が加わらないようにする必要がある。
【0079】
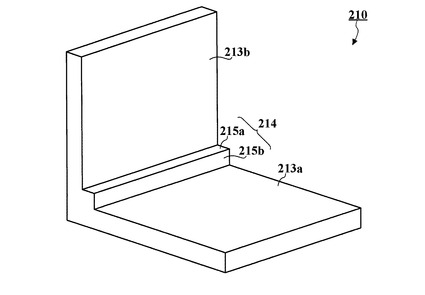
図17は、この実施の形態における製造台210の一例を示す斜視図である。
製造台210は、例えば、2つの面213a,213b、凸部214を有する。
面213a,213bは、平面状である。面213aと面213bとは、凸部214を挟んで、全体として谷型屋根状の谷型面を形成している。面213aと面213bとがなす角度は、表皮材120aと表皮材120bとがなす角度とほぼ等しい。
凸部214は、面213aと面213bとが形成する谷型面の谷底に位置する。凸部214は、2つの面215a,215bを有する。面215aと面215bとは、山型屋根状をなす。凸部214は、サンドイッチパネル100が折れ曲がった角の部分に沿った形状である。
すなわち、面213aと面213bとが形成する谷型面及び凸部214は、完成品であるサンドイッチパネル100の形状に沿った形状を有する。面213aは、表皮材120aの表面より大きい。面213bは、表皮材120bの表面より大きい。
【0080】
なお、面213a及び面213bの向きは、任意の向きでよい。例えば、凸部214がほぼ水平であり、面213a及び面213bが斜め上向きのV字谷状であってもよい。あるいは、凸部214及び面213a,213bがほぼ垂直の壁状であってもよい。
【0081】
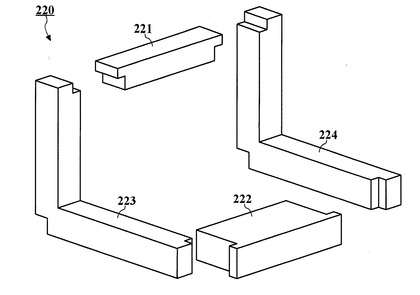
図18は、この実施の形態における側面保護部品220の一例を示す斜視図である。
側面保護部品220は、例えば、4つの枠221〜224を組み合わせて形成する。なお、側面保護部品220は、1つの部品によって構成されたものであってもよい。あるいは、側面保護部品220(あるいはその一部)は、製造台210と一体に形成されたものであってもよい。
【0082】
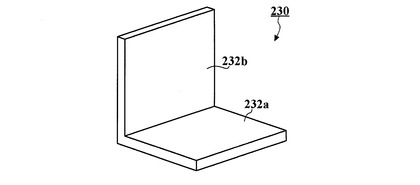
図19は、この実施の形態における表面加圧部品230の一例を示す斜視図である。
表面加圧部品230は、折れ曲がった板状である。表面加圧部品230は、2つの押さえ板部232a,232bを有する。押さえ板部232a,232bは、平面板状である。表面加圧部品230は、表皮材110に沿った形状である。
【0083】
図20は、この実施の形態におけるサンドイッチパネル製造方法の流れの一例を示す図である。
サンドイッチパネル製造方法は、材料配置工程S610、加圧部品配置工程S620、保護部品配置工程S630、被覆工程S640、接着工程S650を有する。
【0084】
材料配置工程S610において、製造台210の上に、表皮材110,120a,120b、心材130a,130bを完成後のサンドイッチパネル100と同じ配置に配置する。すなわち、製造台210の谷型面及び凸部214に沿って、接着フィルム150を貼り付けた表皮材120a,120bを配置する。表皮材120a,120bに、接着フィルム150を介して、心材130a,130bを密着させて配置する。心材130a,130bに、接着フィルム150を貼り付けた表皮材110を、接着フィルム150を介して密着させて配置する。
なお、表皮材110,120a,120bに接着フィルム150を貼りつける代わりに、表皮材110,120a,120bなどに接着剤をあらかじめ含浸させておいてもよいし、表皮材110,120a,120bなどに接着剤を塗布しながら、材料を配置していってもよい。
【0085】
加圧部品配置工程S620において、表皮材110に沿って表面加圧部品230を配置する。
【0086】
保護部品配置工程S630において、表皮材110,120a,120b、心材130a,130b、表面加圧部品230の周りに、枠221〜224を配置する。
【0087】
次に、被覆工程S640において、製造台210、表皮材110、心材130a,130b、補助材140、表皮材120、枠221〜224全体を、気密シート240で覆う。
【0088】
接着工程S650において、気密シート240のなかの気圧を、気密シート240の外の気圧より低くして、表皮材110,120a,120bと心材130a,130bとを押し付ける。
次に、気密シート240のなかの温度を上げて、接着フィルム150の接着剤を硬化させる。
【0089】
接着剤が固まったら、気密シート240のなかの気圧と気密シート240の外の気圧とを同じにし、気密シート240、側面保護部品220、表面加圧部品230などを外して、完成したサンドイッチパネル100を取り出す。
【0090】
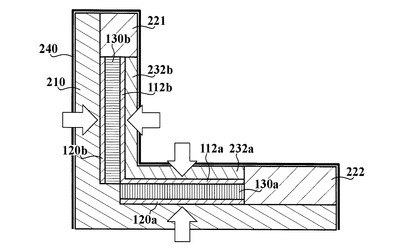
図21は、この実施の形態における接着工程S650を示す側面視断面図である。
気密シート240のなかの気圧を、気密シート240の外の気圧より低くすることにより、表面加圧部品230の押さえ板部232aには、図の下方向に押す力が加わる。また、表面加圧部品230の押さえ板232bには、図の左方向に押す力が加わる。表皮材110の平面部112a、心材130a、表皮材120aは、押さえ板部232aと製造台210との間に挟まれ、全体がほぼ均等な力で互いに押し付けられる。また、表皮材110の平面部112b、心材130b、表皮材120bは、押さえ板部232bと製造台210との間に挟まれ、全体がほぼ均等な力で互いに押し付けられる。
この状態で接着フィルム150を硬化させることにより、表皮材110,120a,120bと心材130a,130bとがしっかりと固定される。
【0091】
このとき、サンドイッチパネル100の角の部分には、ほとんど力が加わらない。
したがって、サンドイッチパネル100の各部品を固定するために必要な方向には十分な力が加わり、それ以外の方向には、ほとんど力が加わらない。このため、心材130a,130bが変形したり破壊したりすることなく、サンドイッチパネル100を製造することができる。
【0092】
以上説明したサンドイッチパネル製造方法は、サンドイッチ構造体の成形方法である。平面交線に沿って心材130a,130bを支持する凸部214を有する成形治具(製造台210)を用いることにより、成形時の加圧による心材130a,130bの変形を防止する。
【0093】
多面体サンドイッチパネル成形用メス型治具(製造台210)は、多面体サンドイッチパネル形状や表皮材110,120a,120bの熱膨張などを考慮して設計されている。多面体サンドイッチパネル成形用メス型治具は、凸部214を有する。凸部214は、平面交線に沿って心材130a,130bを支持する。
【0094】
図22は、この実施の形態におけるサンドイッチパネル100の別の例を示す斜視図である。
サンドイッチパネル100が折れ曲がっている角度は、直角でなくてもよく、例えば鈍角や鋭角であってもよい。サンドイッチパネル100は、全体として、2箇所以上で折れ曲がった板状であってもよいし、角柱筒状であってもよい。
例えば、サンドイッチパネル100は、4つの表皮材110,120a〜120d、4つの心材130a〜130dを有する。サンドイッチパネル100は、4つの平面板状の部分が環状に結合した形状である。
これにより、サンドイッチパネル100を使用して形成する構造体の部品数を少なくすることができる。
【0095】
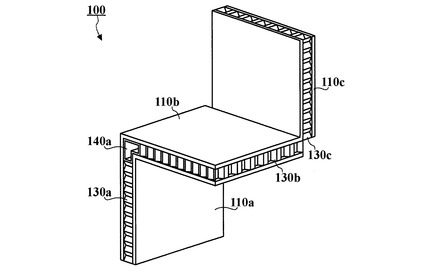
図23は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す斜視図である。
サンドイッチパネル100は、外側に折れ曲がった部分と内側に折れ曲がった部分とを有していてもよい。
例えば、サンドイッチパネル100は、3つの表皮材110a〜110c、3つの心材130a〜130c、1つの補助材140aを有する。サンドイッチパネル100は、3つの平面板状の部分が結合した形状である。3つの平面板状の部分のうちの1つは、表皮材110a、心材130a、表皮材110bにより構成されている。3つの平面板状の部分のうち他の1つは、表皮材110a、心材130b、表皮材110bにより構成されている。3つの平面板状の部分のうち残りの1つは、表皮材110b、心材130c、表皮材110cにより構成されている。
【0096】
このような形状のサンドイッチパネル100は、実施の形態1で説明した製造方法と、この実施の形態で説明した製造方法とを組み合わせることにより製造できる。例えば、表皮材110aの形状に沿った形状の山型面と、山型面に連なり表皮材110cの形状に沿った形状の谷型面を有する製造台210を使用して、サンドイッチパネル100を製造する。
これにより、サンドイッチパネル100を使用して形成する構造体の部品数を更に少なくすることができる。
【0097】
この実施の形態におけるサンドイッチパネル製造方法は、以下の手順によりサンドイッチパネル100を製造する方法である。
上記サンドイッチパネル100の形状に沿った谷型屋根状の谷型面を有する製造台210と、気密シート240とを使用する。
上記製造台210の谷型面に沿って上記第二表皮材120a,120bを配置する。
上記第二表皮材120a,120bに密着させて上記第一心材130a及び上記第二心材130bを配置する。
上記第一心材130a及び上記第二心材130bに密着させて上記第一表皮材110を配置する。
上記第一表皮材110と上記第一心材130aと上記第二心材130bと上記第二表皮材120a,120bとを上記気密シート240で覆う。
上記気密シート240の内側の気圧を上記気密シート240の外側の気圧より低くすることにより、上記第一表皮材110と上記第一心材130aと上記第二心材130bと上記第二表皮材120a,120bとを押し付けて固定する。
【0098】
表皮材110と第一心材130aと第二心材130bと表皮材120a,120bとが均等な力で押し付けられるので、表皮材110と第一心材130aと第二心材130bと表皮材120a,120bとをしっかりと固定することができる。
【0099】
この実施の形態におけるサンドイッチパネル製造方法において、上記製造台210は、上記谷型面の谷底に山型屋根状の凸部214を有する。
【0100】
表皮材120a,120bや第一心材130a、第二心材130bを、凸部214に沿って配置することにより、サンドイッチパネル100を構成する部品を、完成後のサンドイッチパネル100と同じ配置に容易に配置することができる。
【符号の説明】
【0101】
100 サンドイッチパネル、110,120 表皮材、111,121 接続部、112,122 平面部、113〜117,123〜127,133〜138,143〜145,212,213,215 面、130 心材、140 補助材、150 接着フィルム、160 補助心材、170 一体化部品、210 製造台、211 山型尾根部、214 凸部、220 側面保護部品、221,222,223,224 枠、230 表面加圧部品、231 押さえ板、232 押さえ板部、233 押さえ棒、240 気密シート。
【技術分野】
【0001】
この発明は、複数の表皮材の間に心材が挟まれた構造を有するサンドイッチパネルに関する。
【背景技術】
【0002】
サンドイッチパネルは、2つの表皮材の間に心材が挟まった構造を有する。人工衛星の構造体のように、重量をできるだけ軽量化する必要がある構造体を構成するサンドイッチパネルは、ハニカム構造のような構造を有する心材を用いる場合がある。
このような構造を有する心材を用いたサンドイッチパネルは、所定の曲率より大きい曲率で曲げると、心材と表皮材とが密着せず、強度が弱くなる。
このため、人工衛星の構造体のように、全体の大きさに厳しい制限がある構造体は、平面板状のサンドイッチパネルを組み合わせることにより構成される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平2−251426号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
平面板状のサンドイッチパネルを組み合わせて構造体を構成する場合、複数のサンドイッチパネルを結合するための結合部品(例えばボルト・ナットなど)が必要になる。このため、構造体全体の重量が重くなる。
また、サンドイッチパネルの表面のうち、結合部品を取り付けた部分には、人工衛星の搭載部品などを取り付けることができないので、構造体全体の大きさが大きくなる。
【0005】
この発明は、例えば上記のような課題を解決するためになされたものであり、サンドイッチパネルを使用して形成する構造体の重量を軽量化し、構造体の大きさを小さくできるようにすることを目的とする。
【課題を解決するための手段】
【0006】
この発明にかかるサンドイッチパネルは、
第一表皮材と、第二表皮材と、第一心材と、第二心材とを有し、
上記第一表皮材は、平面板状の第一平面部と、上記第一平面部に対して角度を有し平面板状の第二平面部と、上記第一平面部の端と上記第二平面部の端とを接続する第一接続部とを有し、
上記第二表皮材は、上記第一表皮材の第一平面部に対向する位置にあり平面板状の第三平面部と、上記第一表皮材の第二平面部に対向する位置にあり平面板状の第四平面部とを有し、
上記第一心材は、上記第一表皮材の第一平面部と上記第二表皮材の第三平面部との間に挟まれた位置にあり、上記第一表皮材及び上記第二表皮材に密着して固定され、
上記第二心材は、上記第一表皮材の第二平面部と上記第二表皮材の第四平面部との間に挟まれた位置にあり、上記第一表皮材及び上記第二表皮材に密着して固定されていることを特徴とする。
【発明の効果】
【0007】
この発明にかかるサンドイッチパネルによれば、サンドイッチパネル全体が折れ曲がった板状の形状なので、サンドイッチパネルを使用して形成する構造体の部品数を削減することができる。これにより、構造体の重量を軽量化し、構造体の大きさを小さくすることができる。
【図面の簡単な説明】
【0008】
【図1】実施の形態1におけるサンドイッチパネル100の構造の一例を示す全体斜視図。
【図2】実施の形態1におけるサンドイッチパネル100の構造の一例を示す分解斜視図。
【図3】実施の形態1におけるサンドイッチパネル100の構造の一例を示す分解正視図。
【図4】実施の形態1における製造台210の一例を示す斜視図。
【図5】実施の形態1における側面保護部品220の一例を示す斜視図。
【図6】実施の形態1における表面加圧部品230の一例を示す斜視図。
【図7】実施の形態1におけるサンドイッチパネル製造方法の流れの一例を示す図。
【図8】実施の形態1における接着工程S650を示す側面視断面図。
【図9】実施の形態1におけるサンドイッチパネル100の別の例を示す側面視断面図。
【図10】実施の形態1におけるサンドイッチパネル100の更に別の例を示す側面視断面図。
【図11】実施の形態1におけるサンドイッチパネル100の更に別の例を示す側面視断面図。
【図12】実施の形態1におけるサンドイッチパネル100の更に別の例を示す側面視断面図。
【図13】実施の形態1におけるサンドイッチパネル100の更に別の例を示す斜視図。
【図14】実施の形態1におけるサンドイッチパネル100の更に別の例を示す斜視図。
【図15】実施の形態1におけるサンドイッチパネル100の更に別の例を示す斜視図。
【図16】実施の形態2におけるサンドイッチパネル100の構造の一例を示す全体斜視図。
【図17】実施の形態2における製造台210の一例を示す斜視図。
【図18】実施の形態2における側面保護部品220の一例を示す斜視図。
【図19】実施の形態2における表面加圧部品230の一例を示す斜視図。
【図20】実施の形態2におけるサンドイッチパネル製造方法の流れの一例を示す図。
【図21】実施の形態2における接着工程S650を示す側面視断面図。
【図22】実施の形態2におけるサンドイッチパネル100の別の例を示す斜視図。
【図23】実施の形態2におけるサンドイッチパネル100の更に別の例を示す斜視図。
【発明を実施するための形態】
【0009】
実施の形態1.
実施の形態1について、図1〜図15を用いて説明する。
【0010】
図1は、この実施の形態におけるサンドイッチパネル100の構造の一例を示す全体斜視図である。
サンドイッチパネル100(多面パネル)は、例えば人工衛星の構造体として用いられる。この実施の形態におけるサンドイッチパネル100は、単純な平面板状ではなく、複数の平面板により構成された多面体形状である。すなわち、サンドイッチパネル100は、全体として、所定の直線を境界として折れ曲がった板状である。
サンドイッチパネル100は、例えば、2つの表皮材110,120、2つの心材130a,130b、補助材140を有する。
【0011】
表皮材110,120は、板状である。表皮材110,120は、例えば炭素繊維強化プラスチック(以下「CFRP」と呼ぶ。)やアルミニウムなど、軽量かつ十分な強度を有する材料で形成されている。
心材130a,130bは、2つの表皮材110,120の間に挟まれた位置にある。心材130a,130bは、例えばアルミニウムなど、軽量かつ十分な強度を有する材料で形成されている。心材130a,130bは、2つの表皮材110,120に密着して固定されている。
サンドイッチパネル100が折れ曲がった直線状の部分では、心材に代えて、補助材140が2つの表皮材110,120の間に挟まれている。補助材140は、例えばアルミニウムなど、軽量かつ十分な強度を有する材料で形成されている。補助材140の材料は、熱膨張率(線膨張率)が表皮材110,120の材料とほぼ同一の熱膨張率であることが望ましい。補助材140の材料は、表皮材110,120の材料と同一の材料であることが望ましい。補助材140は、2つの表皮材110,120に密着して固定されている。また、補助材140は、心材130a,130bの端に固定されている。
表皮材110,120、心材130a,130b、補助材140の間は、例えば熱硬化性の接着剤を用いて固定されている。
【0012】
図2は、この実施の形態におけるサンドイッチパネル100の構造の一例を示す分解斜視図である。
【0013】
表皮材110(第一表皮材)は、断面L字状に折れ曲がった板状である。表皮材110は、2つの平面部112a,112b、接続部111を有する。平面部112a,112bは、平面板状である。接続部111は、表皮材110が折れ曲がった角の部分である。接続部111は、平面部112a(第一平面部)の端と平面部112b(第二平面部)の端とを接続している。
【0014】
表皮材120(第二表皮材)は、表皮材110とほぼ同じ形状である。すなわち、表皮材120は、断面L字状に折れ曲がった板状である。表皮材120は、2つの平面部122a,122b、接続部121を有する。平面部122a,122bは、平面板状である。接続部121は、表皮材120が折れ曲がった角の部分である。接続部121は、平面部122a(第三平面部)の端と平面部122b(第四平面部)の端とを接続している。
【0015】
心材130a(第一心材)は、全体として、平面板状である。心材130aの構造を細かく見ると、複数の板(第一心材板部)を組み合わせた構造である。心材130aを構成するそれぞれの板は、表皮材110の平面部112a及び表皮材120の平面部122aに対してほぼ垂直である。平面部112a,122aに対して垂直な方向からの力に対してサンドイッチパネル100が十分な強度を持つよう、複数の板は、例えばハニカム状に組み合わされている。
【0016】
心材130b(第二心材)は、心材130aと同様の構造である。すなわち、心材130bは、全体として平面板状である。心材130bは、複数の板(第二心材板部)を組み合わせた構造である。心材130bを構成するそれぞれの板は、表皮材110の平面部112b及び表皮材120の平面部122bに対してほぼ垂直である。平面部112b,122bに対して垂直な方向からの力に対してサンドイッチパネル100が十分な強度を持つよう、複数の板は、例えばハニカム状に組み合わされている。
【0017】
補助材140は、全体として、直線状である。補助材140は、例えば筒状である。補助材140は、表皮材110の接続部111及び表皮材120の接続部121と密着する形状を有する。
【0018】
図3は、この実施の形態におけるサンドイッチパネル100の構造の一例を示す分解正視図である。
この図は、分解したサンドイッチパネル100を、図1に示したX方向から見たところである。なお、煩雑を避けるため、心材130a,130bの細部構造は省略して図示している。
【0019】
表皮材110の平面部112aの表面は、例えば複数の面113a,114a,115a,116a,117aからなる。表皮材110の平面部112bの表面は、例えば複数の面113b,114b,115b,116b,117bからなる。
同様に、表皮材120の平面部122aの表面は、例えば複数の面123a,124a,125a,126a,127aからなる。表皮材120の平面部122bの表面は、例えば複数の面123b,124b,125b,126b,127bからなる。
面113a,113b,123a,123bは、平面状である。面113a及び面123aは、心材130aに密着して固定される。面113b及び123bは、心材130bに密着して固定される。
面114aは、面113aと反対側の面である。面114bは、面113bと反対側の面である。面115a及び面115bは、接続部111から遠い側の側面である。面116a,116b(図の手前側)及び面117a,117b(図の奥側)は、L字状断面と平行な側面である。
面124aは、面123aと反対側の面である。面124bは、面123bと反対側の面である。面125a及び面125bは、接続部121から遠い側の側面である。面126a,126b(図の手前側)及び面127a,127b(図の奥側)は、L字状断面と平行な側面である。
【0020】
心材130aの表面は、例えば複数の面133a,134a,135a,136a,137a,138aからなる。同様に、心材130bの表面は、例えば複数の面133b,134b,135b,136b,137b,138bからなる。
面133a及び面133bは、表皮材110に密着して固定される。面134a及び面134bは、表皮材120に密着して固定される。面138a及び面138bは、補助材140に固定される。
面135aは、面138aと反対側の側面である。面135bは、面138bと反対側の側面である。面136a,136b(図の手前側)及び面137a,137b(図の奥側)は、残りの側面である。
【0021】
補助材140の表面は、例えば複数の面143a,143b,144a,144b,145a,145bからなる。面143a,143b,144a,144bは、平面状である。面143aは、表皮材110の接続部111のうち平面部112a側の部分に密着して固定される。面143bは、表皮材110の接続部111のうち平面部112b側の部分に密着して固定される。面144aは、表皮材120の接続部121のうち平面部122a側の部分に密着して固定される。面144bは、表皮材120の接続部121のうち平面部122b側の部分に密着して固定される。面145aは、心材130aに固定される。面145bは、心材130bに固定される。
【0022】
次に、サンドイッチパネル100の製造方法について説明する。
【0023】
上述したように、心材130a,130bは、サンドイッチパネル100の表面に対して垂直な方向からの力に対する十分な強度を有するよう、ハニカム構造のような構造を有している。心材130a,130bがこのような構造を有することにより、サンドイッチパネル100の重量を減らすことができる。
【0024】
サンドイッチパネル100に十分な強度を持たせるためには、心材130a,130bと表皮材110,120とをしっかりと固定する必要がある。例えば接着剤を用いて心材130a,130bと表皮材110,120とを固定する場合、接着剤が硬化するまでの間、十分な力を加えて、心材130a,130bに表皮材110,120を押し付ける必要がある。
他方、心材130a,130bは、特に、表皮材110,120に固定される前の状態において、側面である面135a〜138a,135b〜138bに加えられる力に対する強度が低い。
このため、サンドイッチパネル100の製造過程において、サンドイッチパネル100に必要な方向から十分な力を加えつつ、それ以外の方向からは大きな力が加わらないようにする必要がある。
【0025】
まず、サンドイッチパネル100の製造に使用する道具について説明する。
サンドイッチパネル100の製造には、製造台210、側面保護部品220、表面加圧部品230、気密シート240、熱硬化性の接着剤をフィルム状にした接着フィルム150を使用する。
【0026】
図4は、この実施の形態における製造台210の一例を示す斜視図である。
製造台210は、サンドイッチパネル100の各部品(表皮材110,120、心材130a,130b、補助材140)を載せるための台である。製造台210は、例えば、山型尾根部211、2つの面212a,212bを有する。
【0027】
面212a,212bは、平面状である。面212aと面212bとは、山型尾根部211で接して山型屋根状の山型面を形成している。面212aと面212bとがなす角度は、表皮材110の面114aと面114bとがなす角度とほぼ等しい。すなわち、面212aと面212bとが形成する山型面は、表皮材110の形状に沿った形状を有する。面212aは、面114aより大きい。面212bは、面114bより大きい。
【0028】
なお、面212a及び面212bの向きは、任意の向きでよい。例えば、山型尾根部211がほぼ水平であり、面212a及び面212bが斜め上向きの切妻屋根状であってもよい。あるいは、山型尾根部211及び面212a,212bがほぼ垂直の角柱状であってもよい。
【0029】
図5は、この実施の形態における側面保護部品220の一例を示す斜視図である。
側面保護部品220は、サンドイッチパネル100に対して側面からの力が加わるのを防ぐための部品である。側面保護部品220は、例えば、4つの枠221〜224を組み合わせて形成する。
なお、側面保護部品220は、1つの部品によって構成されたものであってもよい。あるいは、側面保護部品220(あるいはその一部)は、製造台210と一体に形成されたものであってもよい。
【0030】
図6は、この実施の形態における表面加圧部品230の一例を示す斜視図である。
表面加圧部品230は、サンドイッチパネル100の表皮材120に対して垂直な方向からの力を加えるための部品である。表面加圧部品230は、例えば、2つの押さえ板231a,231bを有する。
押さえ板231a,231bは、平面板状である。押さえ板231aは、平面部122aとほぼ同じ形状・大きさである。押さえ板231bは、平面部122bとほぼ同じ形状・大きさである。
【0031】
図7は、この実施の形態におけるサンドイッチパネル製造方法の流れの一例を示す図である。
サンドイッチパネル製造方法は、材料配置工程S610、加圧部品配置工程S620、保護部品配置工程S630、被覆工程S640、接着工程S650を有する。
【0032】
材料配置工程S610において、まず、製造台210の上に枠222を配置する。
次に、製造台210及び枠222の上に、表皮材110,120、心材130a,130b、補助材140を完成後のサンドイッチパネル100と同じ配置に配置する。すなわち、まず、表皮材110の面113a及び面113b、表皮材120の面123a及び面123b、補助材140の面145a,145bには、あらかじめ接着フィルム150を貼りつける。なお、補助材140は、面145a,145bだけでなく、面143a,143b,144a,144bにも接着フィルム150を貼りつけてもよい。また、接着フィルム150は、あらかじめ表皮材110,120や補助材140に貼りつけておいてもよい。次に、製造台210の山型面に沿って、表皮材110を配置する。表皮材110に、接着フィルム150を介して、心材130a,130bを密着させて配置する。表皮材110,心材130a,130bに、接着フィルム150を介して、補助材140を密着させて配置する。心材130a,130b、補助材140に、接着フィルム150を介して、表皮材120を密着させて配置する。
なお、接着フィルム150を貼りつける代わりに、表皮材110,120や補助材140に接着剤をあらかじめ含浸させておいてもよい。あるいは、表皮材110,120や補助材140に接着剤を塗布しながら、材料を配置していってもよい。
【0033】
加圧部品配置工程S620において、表皮材120の平面部122aに沿って押さえ板231aを配置する。表皮材120の平面部122bに沿って押さえ板231bを配置する。
【0034】
保護部品配置工程S630において、表皮材110,120、心材130a,130b、補助材140、押さえ板231a,231bの周りに、枠221,223,224を配置する。
【0035】
次に、被覆工程S640において、製造台210、表皮材110、心材130a,130b、補助材140、表皮材120、枠221〜224全体を、気密シート240で覆う。
【0036】
接着工程S650において、まず、図示していない真空ポンプなどを用いて、気密シート240のなかの気圧を下げ、気密シート240のなかの気圧を、気密シート240の外の気圧より低くする。なお、気密シート240のなかの気圧を下げる代わりに、製造台210が設置された部屋など製造台210の周りの空間全体の気圧を上げることにより、気密シート240のなかの気圧を、気密シート240の外の気圧より低くしてもよい。あるいは、気密シート240のなかの気圧を下げるとともに、製造台210の周りの空間全体の気圧を上げてもよい。これにより、表皮材110,120と心材130a,130bとが押し付けられる。
次に、図示していない加熱器などを用いて、気密シート240のなかの温度を上げる。なお、製造台210の周りの空間全体の温度を上げてもよい。これにより、接着フィルム150の接着剤が硬化する。
【0037】
接着剤が固まったら、気密シート240のなかの気圧と気密シート240の外の気圧とを同じにし、気密シート240、側面保護部品220、表面加圧部品230などを外して、完成したサンドイッチパネル100を取り出す。
【0038】
図8は、この実施の形態における接着工程S650を示す側面視断面図である。
気密シート240のなかの気圧を、気密シート240の外の気圧より低くすることにより、押さえ板231aには、図の下方向に押す力が加わる。また、押さえ板231bには、図の左方向に押す力が加わる。表皮材110の平面部112a、心材130a、表皮材120の平面部122aは、押さえ板231aと製造台210との間に挟まれ、全体がほぼ均等な力で互いに押し付けられる。また、表皮材110の平面部112b、心材130b、表皮材120の平面部122bは、押さえ板231bと製造台210との間に挟まれ、全体がほぼ均等な力で互いに押し付けられる。
この状態で接着剤を硬化させることにより、表皮材110,120と心材130a,130bとがしっかりと固定される。
【0039】
また、心材130aの面135a(図の左側の面)は、枠221に保護されているので、面135aにはほとんど力が加わらない。同様に、心材130bの面135b(図の下側の面)は、枠222に保護されている。心材130aの面136a(図の手前側の面)及び心材130bの面136b(図の手前側の面)は、枠223に保護されている。心材130aの面137a(図の奥側の面)及び心材130bの面137b(図の奥側の面)は、枠224に保護されている。したがって、面136a,137a,135b,136b,137bにも、ほとんど力が加わらない。
【0040】
補助材140には、表皮材120を介して、押さえ板231aから図の下方向へ押し付ける力が働き、表皮材120を介して、押さえ板231bから図の左方向へ押し付ける力が働く。これにより、補助材140が表皮材110に押し付けられ、表皮材110,120と補助材140とがしっかりと固定される。
【0041】
このとき、補助材140の面143a及び面143bが表皮材110に当接するので、補助材140は、それ以上、図の左方向及び下方向に押されることはない。このため、補助材140に働く力を逃がすことができ、心材130aの面138a(図の右側の面)及び心材130bの面138b(図の上側の面)に働く力は、比較的小さい。
【0042】
したがって、サンドイッチパネル100の各部品を固定するために必要な方向には十分な力が加わり、それ以外の方向には、ほとんど力が加わらない。このため、心材130a,130bが変形したり破壊したりすることなく、サンドイッチパネル100を製造することができる。
【0043】
また、心材130aと心材130bとが別部品なので、1つの心材を折り曲げたり湾曲させたりしてサンドイッチパネル100を製造する場合と比較して、表皮材110,120と心材130a,130bとの間がしっかりと固定される。心材を折り曲げたり湾曲させたりすると、心材の細部構造である複数の板が鞍型変形するなどして、表皮材110,120に密着しない場合がある。心材130a,130bを折り曲げたり湾曲させたりしないことにより、心材130a,130bの細部構造である複数の板が変形しないので、複数の板の端が、表皮材110,120に密着し、しっかりと固定される。
【0044】
また、サンドイッチパネル100を使用して人工衛星の構造体などを構成する場合、1枚のサンドイッチパネル100が折れ曲がった板状なので、平面板状のサンドイッチパネルを使う場合と比較して、少ない枚数のサンドイッチパネル100で構造体を構成することができる。このため、サンドイッチパネル100の間を結合するための結合部品(例えばボルト・ナットなどの金具など)も少なくて済む。これにより、構造体の重量が軽くなる。また、結合部品が少ないことにより、構造体に観測機器などの部品を取り付けることができる平面がその分広くなる。特に、人工衛星の場合、重量及び大きさの制限が厳しいので、構造体の重量が軽く、同じ大きさで、観測機器など人工衛星の本来の目的のために使用する部品を取り付けることができる平面が広くなることにより、人工衛星の本来の目的のために使用する部品を多く搭載することができる。
【0045】
また、サンドイッチパネル100を製造する工程の工数は、平面板状のサンドイッチパネルを製造する場合とほぼ変わらないので、構造体を製造する工程の工数が全体として少なくて済む。
【0046】
以上説明したサンドイッチパネル100は、多面体サンドイッチ構造体である。多面体サンドイッチ構造体は、複数の表皮材110,120と心材130a,130bとが接着剤(接着フィルム150)で結合されている。複数の表皮材110,120は、例えば炭素繊維強化プラスチック(以下CFRP)やアルミニウム材などである。心材130a,130bは、アルミニウム製のハニカムコアなどである。多面体サンドイッチ構造体は、複数の互いに平行でない平面を有する。多面体サンドイッチ構造体は、互いに平行でない平面部どうしの結合と表皮材と心材の結合を同時に行う。
【0047】
多面体サンドイッチ構造体は、平面交線に沿って埋込部品(補助材140)を配置している。平面交線は、多面体サンドイッチ構造体の互いに平行でない平面同士が交わる線である。埋込部品は、表皮材110,120と同一材料または熱膨張率が近い材料で製造されている。埋込部品は、中実若しくは中空の棒状で、その一部が表皮材110の交線よりも心材側に突出している。
【0048】
多面体サンドイッチ構造体は、平面交線を越えて表裏ともに表皮材110,120が連続している。
【0049】
以上説明したサンドイッチパネル製造方法は、多面体サンドイッチ構造体の成形方法である。埋込部品(補助材140)を配置することで、成形時の加圧による心材130a,130bの変形を防止する。
【0050】
接着剤は、表皮材110,120と心材130a,130bとを結合する。接着剤は、フィルム状の接着フィルム150を貼りつけてもよいし、表皮材110,120自体に含浸されたものでもよい。
埋込部品(補助材140)は、例えば段差付きの角パイプなどであり、その一部が平面交線よりも心材側に突出している。埋込部品は、平面交線に沿って埋め込まれている。なお、埋込部品は、隣接する心材130a,130bとの境界で段差が生じない形状である。心材130a,130bと埋込部品との境界は、接着剤で結合される。
【0051】
多面体サンドイッチパネル成形用オス型治具(製造台210)は、多面体サンドイッチパネルの形状や表皮材110の熱膨張などを考慮して設計されている。その上に、多面体サンドイッチパネルの材料を配置し、押さえ板231a,231bを載せる。これらを囲うように、枠体(側面保護部品220)を配置し、更に、気密シート240でそれらすべてを覆う。
【0052】
多面体サンドイッチパネルの成形方法は、気密シート240と成形用オス型治具(製造台210)とで囲われる空間内の圧力を外部よりも下げるか、気密シート240と成形用オス型治具とで囲われる空間内の圧力を外部よりも下げると同時に外部の圧力を上げることで、表皮材110,120と心材130a,130bとを加圧する。その状態で加熱して、未硬化の接着剤を硬化させる。これにより、表皮材110,120と心材130a,130bとを結合する。
【0053】
平面交線に沿って成形圧力に耐えうる埋込部品を配置することで、心材を屈曲させることによる鞍型変形の要素を排除しつつ、成形時の圧力を表皮材110に流す。これにより、心材130a,130bの面内方向への加圧による心材130a,130bの変形を回避することができる。したがって、不連続な面を有するサンドイッチ構造体の一体成形が実現可能となる。
以上のように、不連続な面を有するサンドイッチパネル100の一体成形を実現することで、サンドイッチパネル間の結合部が不要となり、サンドイッチパネルの結合のみに費やしていた領域や質量が削減される。このサンドイッチパネルを使用することにより、人工衛星の小型化、軽量化に貢献する。更に、サンドイッチパネルの成形の回数が削減されることから、製造工期の短縮、低コスト化にも繋がる。
【0054】
図9は、この実施の形態におけるサンドイッチパネル100の別の例を示す側面視断面図である。
サンドイッチパネル100が折れ曲がっている角度は、直角でなくてもよく、例えば鈍角であってもよい。これにより、サンドイッチパネル100を使用して様々な形状の構造体を構成することができる。
また、表皮材120は、折れ曲がった板状ではなく、平面板状の複数の表皮材120a,120bに分離した構成であってもよい。これにより、表皮材120の材料が少なくて済むので、サンドイッチパネル100の重量が更に軽くなる。
また、補助材140は、角柱筒状ではなく、角が丸くなった形状であってもよい。
【0055】
図10は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す側面視断面図である。
補助材140は、筒状でなくてもよく、例えば断面十字状であってもよい。このような形状であっても、サンドイッチパネル100の製造時に、補助材140が表皮材110に押し当てられることにより力を逃がすことができるので、心材130a,130bに不必要な力が働くのを防ぐことができる。
なお、この例では、補助材140と表皮材120a,120bとの間をしっかりと固定するため、サンドイッチパネル100は、補助心材160a,160bを有する。補助心材160a,160bは、心材130a,130bと同様の構造を有する。補助心材160aの厚さは、表皮材120aの厚さと比較して、補助材140の厚さの分だけ薄い。補助心材160bの厚さも、同様に、表皮材120bの厚さと比較して、補助材140の厚さの分だけ薄い。これにより、表皮材120aが心材130a及び補助心材160aにしっかりと固定され、表皮材120bが心材130b及び補助心材160bにしっかりと固定される。
【0056】
以上説明した多面体サンドイッチ構造体は、平面交線を越えて少なくとも表皮材の表裏の一方(表皮材120)が連続していない。
【0057】
異形埋込部品(補助材140)は、例えば断面が十字型の棒材などであり、その一部が平面交線よりも心材側に突出している。異形埋込部品は、成形圧力に耐えうる。異形埋込部品は、平面交線に沿って埋め込まれている。補助心材160a,160bは、異形埋込部品の上に配置されている。補助心材160a,160bは、隣接する心材130a,130bと高さが同一となるように設計されている。その境界は、接着フィルム150で結合される。同様に、異形埋込部品と心材130a,130bとは、接着フィルム150で結合される。
【0058】
図11は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す側面視断面図である。
サンドイッチパネル100が折れ曲がっている角度は、直角でも鈍角でもなく、例えば鋭角であってもよい。
補助材140は、筒状でも断面十字状でもなく、例えば、折れ曲がった板状であってもよい。
また、サンドイッチパネル100の製造時に補助材140が十分な力で表皮材110に押し当てられるよう、表面加圧部品230は、更に、押さえ棒233を有していてもよい。
【0059】
図12は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す側面視断面図である。
サンドイッチパネル100は、一体化部品170を有していてもよい。一体化部品170は、表皮材120a、補助材140、表皮材120bが一体に形成されたものである。
【0060】
図13は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す斜視図である。
サンドイッチパネル100は、全体として、2箇所以上で折れ曲がった板状であってもよい。例えば、サンドイッチパネル100は、2つの表皮材110,サンドイッチ20、3つの心材130a〜130c、2つの補助材140a,140bを有する。サンドイッチパネル100は、3つの平面板状の部分が結合した形状である。これにより、サンドイッチパネル100を使用して形成する構造体の部品数を更に少なくすることができる。
【0061】
図14は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す斜視図である。
サンドイッチパネル100は、全体として、角柱筒状であってもよい。例えば、サンドイッチパネル100は、2つの表皮材110,120、4つの心材130a〜130d、4つの補助材140a〜140dを有する。サンドイッチパネル100は、4つの平面板状の部分が環状に結合した形状である。これにより、サンドイッチパネル100を使用して形成する構造体の部品数を更に少なくすることができる。
【0062】
図15は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す斜視図である。
サンドイッチパネル100は、全体として、閉じた立体の1つの頂点を含む一部の形状であってもよい。例えば、サンドイッチパネル100は、2つの表皮材110,120、3つの心材130a〜130c、3つの補助材140a〜140cを有する。なお、補助材140cは図示していないが、心材130aと心材130cとを繋ぐ部分に位置する。これにより、サンドイッチパネル100を使用して形成する構造体の部品数を更に少なくすることができる。
【0063】
この実施の形態におけるサンドイッチパネル100は、第一表皮材110と、第二表皮材120と、第一心材130aと、第二心材130bとを有する。
上記第一表皮材110は、平面板状の第一平面部112aと、上記第一平面部112aに対して角度を有し平面板状の第二平面部112bと、上記第一平面部112aの端と上記第二平面部112bの端とを接続する第一接続部111とを有する。
上記第二表皮材120は、上記第一表皮材110の第一平面部112aに対向する位置にあり平面板状の第三平面部122aと、上記第一表皮材110の第二平面部112bに対向する位置にあり平面板状の第四平面部122bとを有する。
上記第一心材130aは、上記第一表皮材110の第一平面部112aと上記第二表皮材120の第三平面部122aとの間に挟まれた位置にあり、上記第一表皮材110及び上記第二表皮材120に密着して固定されている。
上記第二心材130bは、上記第一表皮材110の第二平面部112bと上記第二表皮材120の第四平面部122bとの間に挟まれた位置にあり、上記第一表皮材110及び上記第二表皮材120に密着して固定されている。
【0064】
サンドイッチパネル100全体が折れ曲がった板状の形状なので、サンドイッチパネル100を使用して形成する構造体の部品数を削減することができる。
【0065】
この実施の形態におけるサンドイッチパネル100において、上記第一心材130aは、上記第一表皮材110の第一平面部112a及び上記第二表皮材120の第三平面部122aに対して垂直な板状の複数の第一心材板部を組み合わせた構造を有し、上記複数の第一心材板部の端が上記第一表皮材110及び上記第二表皮材120に密着して固定されている。
上記第二心材130bは、上記第一表皮材110の第二平面部112b及び上記第二表皮材120の第四平面部122bに対して垂直な板状の複数の第二心材板部を組み合わせた構造を有し、上記複数の第二心材板部の端が上記第一表皮材110及び上記第二表皮材120に密着して固定されている。
【0066】
第一心材130a及び第二心材130bがこのような構造を有しているので、サンドイッチパネル100は、軽量で、表面に対して垂直な方向からの力に対して十分な強度を有する。
【0067】
この実施の形態におけるサンドイッチパネル100は、更に、補助材140を有する。
上記補助材140は、上記第一表皮材110の第一接続部111に密着して固定され、上記第一心材130a及び上記第二心材130bの端に固定されている。
【0068】
補助材140が第一接続部111に密着しているので、サンドイッチパネル100の製造時に補助材140に加わる力を表皮材110に逃がすことができ、第一心材130a及び第二心材130bに不要な力が加わるのを防ぐことができる。
【0069】
この実施の形態におけるサンドイッチパネル100において、上記第二表皮材120は、更に、上記第三平面部122aの端と上記第四平面部122bの端とを接続する第二接続部121を有する。
上記補助材140は、上記第一表皮材110の第一接続部111及び上記第二表皮材120の第二接続部121に密着して固定され、上記第一心材130a及び上記第二心材130bの端に固定されている。
【0070】
補助材140が第一接続部111及び第二接続部121に密着しているので、サンドイッチパネル100の製造時に第二接続部121に加わる力を補助材140を介して接続部111に逃がすことができ、第一心材130a及び第二心材130bに不要な力が加わるのを防ぐことができる。
【0071】
この実施の形態におけるサンドイッチパネル100において、上記第二表皮材120は、上記第三平面部122a(表皮材120a)と上記第四平面部122b(表皮材120b)とが別部品である。
【0072】
第三平面部122aと第四平面部122bとが別部品で、第二接続部121が不要なので、サンドイッチパネル100を軽量化することができる。
【0073】
この実施の形態におけるサンドイッチパネル製造方法は、以下の手順によりサンドイッチパネル100を製造する方法である。
上記第一表皮材110の形状に沿った山型屋根状の山型面を有する製造台210と、気密シート240とを使用する。
上記製造台210の山型面に沿って上記第一表皮材110を配置する。
上記第一表皮材110の第一平面部112aに密着させて上記第一心材130aを配置する。
上記第一表皮材110の第二平面部112bに密着させて上記第二心材130bを配置する。
上記第一心材130a及び上記第二心材130bに密着させて上記第二表皮材120を配置する。
上記第一表皮材110と上記第一心材130aと上記第二心材130bと上記第二表皮材120とを上記気密シート240で覆う。
上記気密シート240の内側の気圧を上記気密シート240の外側の気圧より低くすることにより、上記第一表皮材110と上記第一心材130aと上記第二心材130bと上記第二表皮材120とを押し付けて固定する。
【0074】
表皮材110と第一心材130aと第二心材130bと表皮材120とが均等な力で押し付けられるので、表皮材110と第一心材130aと第二心材130bと表皮材120とをしっかりと固定することができる。
【0075】
実施の形態2.
実施の形態2について、図16〜図23を用いて説明する。
なお、実施の形態1と共通する部分については、同一の符号を付し、説明を省略する。
【0076】
図16は、この実施の形態におけるサンドイッチパネル100の構造の一例を示す全体斜視図である。
サンドイッチパネル100は、実施の形態1で説明した補助材140を有さない。表皮材120a,120bは、平面板状である。表皮材120aと表皮材120bとは、別部品であり、実施の形態1で説明した接続部121が存在しない。
このため、サンドイッチパネル100が折れ曲がった角の部分において、心材130a,130bの側面が露出している。
【0077】
次に、この実施の形態におけるサンドイッチパネル100の製造方法について説明する。
【0078】
上述したように、サンドイッチパネル100には、補助材140がなく、角の部分において心材130a,130bが露出しているので、サンドイッチパネル100の製造過程において、この部分に対して不要な力が加わらないようにする必要がある。
【0079】
図17は、この実施の形態における製造台210の一例を示す斜視図である。
製造台210は、例えば、2つの面213a,213b、凸部214を有する。
面213a,213bは、平面状である。面213aと面213bとは、凸部214を挟んで、全体として谷型屋根状の谷型面を形成している。面213aと面213bとがなす角度は、表皮材120aと表皮材120bとがなす角度とほぼ等しい。
凸部214は、面213aと面213bとが形成する谷型面の谷底に位置する。凸部214は、2つの面215a,215bを有する。面215aと面215bとは、山型屋根状をなす。凸部214は、サンドイッチパネル100が折れ曲がった角の部分に沿った形状である。
すなわち、面213aと面213bとが形成する谷型面及び凸部214は、完成品であるサンドイッチパネル100の形状に沿った形状を有する。面213aは、表皮材120aの表面より大きい。面213bは、表皮材120bの表面より大きい。
【0080】
なお、面213a及び面213bの向きは、任意の向きでよい。例えば、凸部214がほぼ水平であり、面213a及び面213bが斜め上向きのV字谷状であってもよい。あるいは、凸部214及び面213a,213bがほぼ垂直の壁状であってもよい。
【0081】
図18は、この実施の形態における側面保護部品220の一例を示す斜視図である。
側面保護部品220は、例えば、4つの枠221〜224を組み合わせて形成する。なお、側面保護部品220は、1つの部品によって構成されたものであってもよい。あるいは、側面保護部品220(あるいはその一部)は、製造台210と一体に形成されたものであってもよい。
【0082】
図19は、この実施の形態における表面加圧部品230の一例を示す斜視図である。
表面加圧部品230は、折れ曲がった板状である。表面加圧部品230は、2つの押さえ板部232a,232bを有する。押さえ板部232a,232bは、平面板状である。表面加圧部品230は、表皮材110に沿った形状である。
【0083】
図20は、この実施の形態におけるサンドイッチパネル製造方法の流れの一例を示す図である。
サンドイッチパネル製造方法は、材料配置工程S610、加圧部品配置工程S620、保護部品配置工程S630、被覆工程S640、接着工程S650を有する。
【0084】
材料配置工程S610において、製造台210の上に、表皮材110,120a,120b、心材130a,130bを完成後のサンドイッチパネル100と同じ配置に配置する。すなわち、製造台210の谷型面及び凸部214に沿って、接着フィルム150を貼り付けた表皮材120a,120bを配置する。表皮材120a,120bに、接着フィルム150を介して、心材130a,130bを密着させて配置する。心材130a,130bに、接着フィルム150を貼り付けた表皮材110を、接着フィルム150を介して密着させて配置する。
なお、表皮材110,120a,120bに接着フィルム150を貼りつける代わりに、表皮材110,120a,120bなどに接着剤をあらかじめ含浸させておいてもよいし、表皮材110,120a,120bなどに接着剤を塗布しながら、材料を配置していってもよい。
【0085】
加圧部品配置工程S620において、表皮材110に沿って表面加圧部品230を配置する。
【0086】
保護部品配置工程S630において、表皮材110,120a,120b、心材130a,130b、表面加圧部品230の周りに、枠221〜224を配置する。
【0087】
次に、被覆工程S640において、製造台210、表皮材110、心材130a,130b、補助材140、表皮材120、枠221〜224全体を、気密シート240で覆う。
【0088】
接着工程S650において、気密シート240のなかの気圧を、気密シート240の外の気圧より低くして、表皮材110,120a,120bと心材130a,130bとを押し付ける。
次に、気密シート240のなかの温度を上げて、接着フィルム150の接着剤を硬化させる。
【0089】
接着剤が固まったら、気密シート240のなかの気圧と気密シート240の外の気圧とを同じにし、気密シート240、側面保護部品220、表面加圧部品230などを外して、完成したサンドイッチパネル100を取り出す。
【0090】
図21は、この実施の形態における接着工程S650を示す側面視断面図である。
気密シート240のなかの気圧を、気密シート240の外の気圧より低くすることにより、表面加圧部品230の押さえ板部232aには、図の下方向に押す力が加わる。また、表面加圧部品230の押さえ板232bには、図の左方向に押す力が加わる。表皮材110の平面部112a、心材130a、表皮材120aは、押さえ板部232aと製造台210との間に挟まれ、全体がほぼ均等な力で互いに押し付けられる。また、表皮材110の平面部112b、心材130b、表皮材120bは、押さえ板部232bと製造台210との間に挟まれ、全体がほぼ均等な力で互いに押し付けられる。
この状態で接着フィルム150を硬化させることにより、表皮材110,120a,120bと心材130a,130bとがしっかりと固定される。
【0091】
このとき、サンドイッチパネル100の角の部分には、ほとんど力が加わらない。
したがって、サンドイッチパネル100の各部品を固定するために必要な方向には十分な力が加わり、それ以外の方向には、ほとんど力が加わらない。このため、心材130a,130bが変形したり破壊したりすることなく、サンドイッチパネル100を製造することができる。
【0092】
以上説明したサンドイッチパネル製造方法は、サンドイッチ構造体の成形方法である。平面交線に沿って心材130a,130bを支持する凸部214を有する成形治具(製造台210)を用いることにより、成形時の加圧による心材130a,130bの変形を防止する。
【0093】
多面体サンドイッチパネル成形用メス型治具(製造台210)は、多面体サンドイッチパネル形状や表皮材110,120a,120bの熱膨張などを考慮して設計されている。多面体サンドイッチパネル成形用メス型治具は、凸部214を有する。凸部214は、平面交線に沿って心材130a,130bを支持する。
【0094】
図22は、この実施の形態におけるサンドイッチパネル100の別の例を示す斜視図である。
サンドイッチパネル100が折れ曲がっている角度は、直角でなくてもよく、例えば鈍角や鋭角であってもよい。サンドイッチパネル100は、全体として、2箇所以上で折れ曲がった板状であってもよいし、角柱筒状であってもよい。
例えば、サンドイッチパネル100は、4つの表皮材110,120a〜120d、4つの心材130a〜130dを有する。サンドイッチパネル100は、4つの平面板状の部分が環状に結合した形状である。
これにより、サンドイッチパネル100を使用して形成する構造体の部品数を少なくすることができる。
【0095】
図23は、この実施の形態におけるサンドイッチパネル100の更に別の例を示す斜視図である。
サンドイッチパネル100は、外側に折れ曲がった部分と内側に折れ曲がった部分とを有していてもよい。
例えば、サンドイッチパネル100は、3つの表皮材110a〜110c、3つの心材130a〜130c、1つの補助材140aを有する。サンドイッチパネル100は、3つの平面板状の部分が結合した形状である。3つの平面板状の部分のうちの1つは、表皮材110a、心材130a、表皮材110bにより構成されている。3つの平面板状の部分のうち他の1つは、表皮材110a、心材130b、表皮材110bにより構成されている。3つの平面板状の部分のうち残りの1つは、表皮材110b、心材130c、表皮材110cにより構成されている。
【0096】
このような形状のサンドイッチパネル100は、実施の形態1で説明した製造方法と、この実施の形態で説明した製造方法とを組み合わせることにより製造できる。例えば、表皮材110aの形状に沿った形状の山型面と、山型面に連なり表皮材110cの形状に沿った形状の谷型面を有する製造台210を使用して、サンドイッチパネル100を製造する。
これにより、サンドイッチパネル100を使用して形成する構造体の部品数を更に少なくすることができる。
【0097】
この実施の形態におけるサンドイッチパネル製造方法は、以下の手順によりサンドイッチパネル100を製造する方法である。
上記サンドイッチパネル100の形状に沿った谷型屋根状の谷型面を有する製造台210と、気密シート240とを使用する。
上記製造台210の谷型面に沿って上記第二表皮材120a,120bを配置する。
上記第二表皮材120a,120bに密着させて上記第一心材130a及び上記第二心材130bを配置する。
上記第一心材130a及び上記第二心材130bに密着させて上記第一表皮材110を配置する。
上記第一表皮材110と上記第一心材130aと上記第二心材130bと上記第二表皮材120a,120bとを上記気密シート240で覆う。
上記気密シート240の内側の気圧を上記気密シート240の外側の気圧より低くすることにより、上記第一表皮材110と上記第一心材130aと上記第二心材130bと上記第二表皮材120a,120bとを押し付けて固定する。
【0098】
表皮材110と第一心材130aと第二心材130bと表皮材120a,120bとが均等な力で押し付けられるので、表皮材110と第一心材130aと第二心材130bと表皮材120a,120bとをしっかりと固定することができる。
【0099】
この実施の形態におけるサンドイッチパネル製造方法において、上記製造台210は、上記谷型面の谷底に山型屋根状の凸部214を有する。
【0100】
表皮材120a,120bや第一心材130a、第二心材130bを、凸部214に沿って配置することにより、サンドイッチパネル100を構成する部品を、完成後のサンドイッチパネル100と同じ配置に容易に配置することができる。
【符号の説明】
【0101】
100 サンドイッチパネル、110,120 表皮材、111,121 接続部、112,122 平面部、113〜117,123〜127,133〜138,143〜145,212,213,215 面、130 心材、140 補助材、150 接着フィルム、160 補助心材、170 一体化部品、210 製造台、211 山型尾根部、214 凸部、220 側面保護部品、221,222,223,224 枠、230 表面加圧部品、231 押さえ板、232 押さえ板部、233 押さえ棒、240 気密シート。
【特許請求の範囲】
【請求項1】
第一表皮材と、第二表皮材と、第一心材と、第二心材とを有し、
上記第一表皮材は、平面板状の第一平面部と、上記第一平面部に対して角度を有し平面板状の第二平面部と、上記第一平面部の端と上記第二平面部の端とを接続する第一接続部とを有し、
上記第二表皮材は、上記第一表皮材の第一平面部に対向する位置にあり平面板状の第三平面部と、上記第一表皮材の第二平面部に対向する位置にあり平面板状の第四平面部とを有し、
上記第一心材は、上記第一表皮材の第一平面部と上記第二表皮材の第三平面部との間に挟まれた位置にあり、上記第一表皮材及び上記第二表皮材に密着して固定され、
上記第二心材は、上記第一表皮材の第二平面部と上記第二表皮材の第四平面部との間に挟まれた位置にあり、上記第一表皮材及び上記第二表皮材に密着して固定されていることを特徴とするサンドイッチパネル。
【請求項2】
上記第一心材は、上記第一表皮材の第一平面部及び上記第二表皮材の第三平面部に対して垂直な板状の複数の第一心材板部を組み合わせた構造を有し、上記複数の第一心材板部の端が上記第一表皮材及び上記第二表皮材に密着して固定され、
上記第二心材は、上記第一表皮材の第二平面部及び上記第二表皮材の第四平面部に対して垂直な板状の複数の第二心材板部を組み合わせた構造を有し、上記複数の第二心材板部の端が上記第一表皮材及び上記第二表皮材に密着して固定されていることを特徴とする請求項1に記載のサンドイッチパネル。
【請求項3】
上記サンドイッチパネルは、更に、補助材を有し、
上記補助材は、上記第一表皮材の第一接続部に密着して固定され、上記第一心材及び上記第二心材の端に固定されていることを特徴とする請求項1または請求項2に記載のサンドイッチパネル。
【請求項4】
上記サンドイッチパネルは、更に、補助材を有し、
上記第二表皮材は、更に、上記第三平面部の端と上記第四平面部の端とを接続する第二接続部を有し、
上記補助材は、上記第一表皮材の第一接続部及び上記第二表皮材の第二接続部に密着して固定され、上記第一心材及び上記第二心材の端に固定されていることを特徴とする請求項1または請求項2に記載のサンドイッチパネル。
【請求項5】
上記第二表皮材は、上記第三平面部と上記第四平面部とが別部品であることを特徴とする請求項1または請求項2に記載のサンドイッチパネル。
【請求項6】
請求項1乃至請求項5のいずれかに記載のサンドイッチパネルを製造するサンドイッチパネル製造方法において、
上記第一表皮材の形状に沿った山型屋根状の山型面を有する製造台と、気密シートとを使用し、
上記製造台の山型面に沿って上記第一表皮材を配置し、
上記第一表皮材の第一平面部に密着させて上記第一心材を配置し、
上記第一表皮材の第二平面部に密着させて上記第二心材を配置し、
上記第一心材及び上記第二心材に密着させて上記第二表皮材を配置し、
上記第一表皮材と上記第一心材と上記第二心材と上記第二表皮材とを上記気密シートで覆い、
上記気密シートの内側の気圧を上記気密シートの外側の気圧より低くすることにより、上記第一表皮材と上記第一心材と上記第二心材と上記第二表皮材とを押し付けて固定することを特徴とするサンドイッチパネル製造方法。
【請求項7】
請求項1乃至請求項5のいずれかに記載のサンドイッチパネルを製造するサンドイッチパネル製造方法において、
上記サンドイッチパネルの形状に沿った谷型屋根状の谷型面を有する製造台と、気密シートとを使用し、
上記製造台の谷型面に沿って上記第二表皮材を配置し、
上記第二表皮材に密着させて上記第一心材及び上記第二心材を配置し、
上記第一心材及び上記第二心材に密着させて上記第一表皮材を配置し、
上記第一表皮材と上記第一心材と上記第二心材と上記第二表皮材とを上記気密シートで覆い、
上記気密シートの内側の気圧を上記気密シートの外側の気圧より低くすることにより、上記第一表皮材と上記第一心材と上記第二心材と上記第二表皮材とを押し付けて固定することを特徴とするサンドイッチパネル製造方法。
【請求項8】
上記製造台は、上記谷型面の谷底に山型屋根状の凸部を有することを特徴とする請求項7に記載のサンドイッチパネル製造方法。
【請求項1】
第一表皮材と、第二表皮材と、第一心材と、第二心材とを有し、
上記第一表皮材は、平面板状の第一平面部と、上記第一平面部に対して角度を有し平面板状の第二平面部と、上記第一平面部の端と上記第二平面部の端とを接続する第一接続部とを有し、
上記第二表皮材は、上記第一表皮材の第一平面部に対向する位置にあり平面板状の第三平面部と、上記第一表皮材の第二平面部に対向する位置にあり平面板状の第四平面部とを有し、
上記第一心材は、上記第一表皮材の第一平面部と上記第二表皮材の第三平面部との間に挟まれた位置にあり、上記第一表皮材及び上記第二表皮材に密着して固定され、
上記第二心材は、上記第一表皮材の第二平面部と上記第二表皮材の第四平面部との間に挟まれた位置にあり、上記第一表皮材及び上記第二表皮材に密着して固定されていることを特徴とするサンドイッチパネル。
【請求項2】
上記第一心材は、上記第一表皮材の第一平面部及び上記第二表皮材の第三平面部に対して垂直な板状の複数の第一心材板部を組み合わせた構造を有し、上記複数の第一心材板部の端が上記第一表皮材及び上記第二表皮材に密着して固定され、
上記第二心材は、上記第一表皮材の第二平面部及び上記第二表皮材の第四平面部に対して垂直な板状の複数の第二心材板部を組み合わせた構造を有し、上記複数の第二心材板部の端が上記第一表皮材及び上記第二表皮材に密着して固定されていることを特徴とする請求項1に記載のサンドイッチパネル。
【請求項3】
上記サンドイッチパネルは、更に、補助材を有し、
上記補助材は、上記第一表皮材の第一接続部に密着して固定され、上記第一心材及び上記第二心材の端に固定されていることを特徴とする請求項1または請求項2に記載のサンドイッチパネル。
【請求項4】
上記サンドイッチパネルは、更に、補助材を有し、
上記第二表皮材は、更に、上記第三平面部の端と上記第四平面部の端とを接続する第二接続部を有し、
上記補助材は、上記第一表皮材の第一接続部及び上記第二表皮材の第二接続部に密着して固定され、上記第一心材及び上記第二心材の端に固定されていることを特徴とする請求項1または請求項2に記載のサンドイッチパネル。
【請求項5】
上記第二表皮材は、上記第三平面部と上記第四平面部とが別部品であることを特徴とする請求項1または請求項2に記載のサンドイッチパネル。
【請求項6】
請求項1乃至請求項5のいずれかに記載のサンドイッチパネルを製造するサンドイッチパネル製造方法において、
上記第一表皮材の形状に沿った山型屋根状の山型面を有する製造台と、気密シートとを使用し、
上記製造台の山型面に沿って上記第一表皮材を配置し、
上記第一表皮材の第一平面部に密着させて上記第一心材を配置し、
上記第一表皮材の第二平面部に密着させて上記第二心材を配置し、
上記第一心材及び上記第二心材に密着させて上記第二表皮材を配置し、
上記第一表皮材と上記第一心材と上記第二心材と上記第二表皮材とを上記気密シートで覆い、
上記気密シートの内側の気圧を上記気密シートの外側の気圧より低くすることにより、上記第一表皮材と上記第一心材と上記第二心材と上記第二表皮材とを押し付けて固定することを特徴とするサンドイッチパネル製造方法。
【請求項7】
請求項1乃至請求項5のいずれかに記載のサンドイッチパネルを製造するサンドイッチパネル製造方法において、
上記サンドイッチパネルの形状に沿った谷型屋根状の谷型面を有する製造台と、気密シートとを使用し、
上記製造台の谷型面に沿って上記第二表皮材を配置し、
上記第二表皮材に密着させて上記第一心材及び上記第二心材を配置し、
上記第一心材及び上記第二心材に密着させて上記第一表皮材を配置し、
上記第一表皮材と上記第一心材と上記第二心材と上記第二表皮材とを上記気密シートで覆い、
上記気密シートの内側の気圧を上記気密シートの外側の気圧より低くすることにより、上記第一表皮材と上記第一心材と上記第二心材と上記第二表皮材とを押し付けて固定することを特徴とするサンドイッチパネル製造方法。
【請求項8】
上記製造台は、上記谷型面の谷底に山型屋根状の凸部を有することを特徴とする請求項7に記載のサンドイッチパネル製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【公開番号】特開2011−194817(P2011−194817A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2010−66490(P2010−66490)
【出願日】平成22年3月23日(2010.3.23)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成22年3月23日(2010.3.23)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
[ Back to top ]