
サーボトランスファプレスシステム
【課題】干渉回避ができかつ操作性の優れたサーボトランスファプレスシステムを提供する。
【解決手段】マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、プレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成され、基準干渉線図作成手段と基準干渉線図記憶手段と運転干渉線図作成手段と干渉発生有無比較判別手段と個別位相信号相対関係調整手段とを設け、モーション変更に対して自動的なモーション間位相調整を行うことで干渉がないトランスファプレス運転ができる。
【解決手段】マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、プレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成され、基準干渉線図作成手段と基準干渉線図記憶手段と運転干渉線図作成手段と干渉発生有無比較判別手段と個別位相信号相対関係調整手段とを設け、モーション変更に対して自動的なモーション間位相調整を行うことで干渉がないトランスファプレス運転ができる。
【発明の詳細な説明】
【技術分野】
【0001】
プレス加工するサーボプレス機械とワークをトランスファするサーボトランスファ装置とを有し、マスター位相信号に同期させたプレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成されたサーボトランスファプレスシステムに関する。
【背景技術】
【0002】
サーボトランスファプレスシステムは、プレス加工するサーボプレス機械とワーク(材料)をトランスファ(搬送)するサーボトランスファ装置とから構成されている。
【0003】
サーボプレス機械は、複数のプレス加工ステーションを有し、スライドを昇降させつつ金型を用いてワークにプレス加工(打ち抜き、曲げ及び絞り等)を施す。スライドは、プレスモーション(スライドモーション)に従って昇降運動される。
【0004】
プレス機械をモーション可変性の有無から大別すると、クランク軸を同期モータ等により等速回転させ一定サイン波形状のプレスモーションに従ってプレス運転する従来のプレス機械(いわゆる非サーボプレス機械)と、サーボモータでクランク軸の回転を変化させ自在なスライドモーションを設定してプレス運転することができるサーボプレス機械とがある。
【0005】
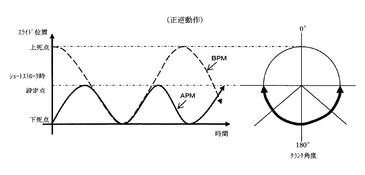
かかるサーボプレス機械では、例えば図16(横軸が時間、縦軸がスライド位置)に示すように、スライドを上死点位置より低い位置(例えば、ストロークが1/2)でかつ実線(下死点を中心とした正逆対称形)で示す運転プレスモーションに従ってプレス運転させることができる。非サーボプレス機械に比べて、ショートストローク化により加工サイクル時間を短縮でき、生産能率を大幅に高められる。なお、図16に点線で示す動作は、サーボプレス機械(クランク軸)を等速回転させた場合(基準プレスモーション)である。この場合は、非サーボプレス機械の場合と同様に、時間の進行に対してスライド位置はサインカーブに近似した動きとなる。
【0006】
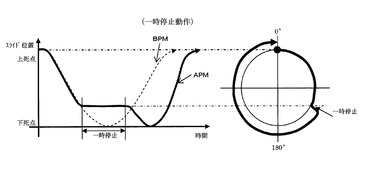
また、図17に示すように、スライドの下降途中(所望位置)で一時停止させかつ一定時間経過後に下降動作が再開させるプレスモーションで運転させることもできる。例えば、高温に加熱した金型によりマグネシュウム合金を挟み込み、マグネシュウム合金が成型適性温度に過熱されるまで挟み込みを保持し、マグネシュウム合金が適性温度に到達したところでプレス成型し、成型後は高速で金型を上昇離脱させる。すなわち、基準プレスモーションでは不可能であったマグネシュウム合金のプレス加工(成形加工)を高能率で行うことの実現化が達成できる。
【0007】
一方のトランスファ装置(トランスファフィーダ)は、各プレス加工ステーションにワークをトランスファする。つまり、フィードバー上に設けられたワーク保持具(フィンガーやカップ等)でワークを保持し、フィードバーを2次元または3次元の方向に移動させつつワークをトランスファ可能に形成されている。駆動方式としては、プレス機械の動作と同期可能な連結駆動軸でトランスファ運転する同期連結駆動方式と、サーボモータでフィード軸の回転を変化させ自在なトランスファモーションを設定してトランスファ駆動するサーボトランスファ駆動方式とがあるが。運転態様に対する適応性の点からは、後者方式によるサーボトランスファ装置が優位である。
【0008】
サーボトランスファ装置を導入しても、サーボプレス機械とサーボトランスファ装置とは、同期運転させる必要がある。従来は、サーボプレス機械のクランク軸角度を基準とし、サーボトランスファ装置をクランク軸の回転に同期させてワークトランスファする方式(特許文献1、特許文献2を参照)が採用されていた。つまり、各トランスファ動作の開始タイミングおよび終了タイミングをクランク軸の回転角度を基礎として生成出力させる方式、いわゆるクランク軸角度設定追従方式であった。
【0009】
しかし、クランク軸角度設定追従方式では、サーボプレス機械に要求される様々(図16、図17の態様も含む。)なプレスモーションに応じることが困難である。クランク軸角度設定追従方式は、主(サーボプレス機械)と従(サーボトランスファ装置)の関係にあるから、プレス動作がトランスファ動作に直接影響を与えてしまう。つまり、円滑なトランスファ動作が妨げられる事態が発生し易い。また、プレスモーションとトランスファモーションとの整合性の成立に多大な時間、労力を費やしていた。
【0010】
このような不利不便の解決策として、サーボプレス機械とサーボトランスファ装置とを、マスター位相信号速度(例えば、工程番号の進捗)に同期させたプレス用個別位相信号に基づく基準プレスモーションでプレス運転させ、トランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転させるマスター位相信号同期方式が提案(特許文献3)されている。
【0011】
このマスター位相信号同期方式によれば、サーボトランスファ装置の円滑で確実なトランスファ動作を保証しつつサーボプレス機械の特性、つまりスライドの自由な動作特性を十二分に発揮させられる。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特公平7−73750号公報
【特許文献2】特公平7−75741号公報
【特許文献3】特開2005−297010号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
ところで、マスター位相信号同期方式は、マスター位相信号に対する個別位相信号の調整後は安定かつ円滑なトランスファプレス運転が担保されると認められているものの、普及拡大に伴い一層の改善が要請されている。
【0014】
例えば、生産性や製品品質の一段の向上を期してプレスモーションのみを変更したいとの要求がある。しかし、プレスモーションのみを変更したトランスファプレス運転が行われると、マスター位相信号を基準としたスライドモーションとトランスファモーションとの相対位相関係が変化してしまう。つまり、両者間に干渉が生じる虞がある。
【0015】
この干渉を回避するためには、サーボプレス機械のスライドモーションとサーボトランスファ装置のトランスファモーションとのマスター位相信号に対する個別位相信号の調整および同期設定変更が必要となる。しかも、これら情報処理的作業の終了後に、実機(サーボプレス機械およびサーボトランスファ装置)を低速運転しつつ両者の干渉関係を再確認する現場確認作業が必要である。
【0016】
すなわち、これら作業を運転開始前の準備段階で都度に行わなければ、プレスモーションを変更するのが難しい。つまり、操作性の改善が強く要求されているとともに多種少量生産への適応性の拡大が望まれている。
【0017】
このような問題は、トランスファモーションのみを変更したい、さらにはプレスモーションおよびトランスファモーションの双方を変更したいとの要求に対しても共通であり、その解決が一段と強く要請されている。
【0018】
本発明の目的は、モーション変更に対してモーション間の個別位相信号の自動調整が行える操作性の優れたサーボトランスファプレスシステムを提供することにある。
【課題を解決するための手段】
【0019】
本発明は、実機を低速運転しつつ目視確認が必要な干渉回避確認作業を通じて得た結果を基準干渉線図として情報化しておき、トランスファプレスモーション変更を伴う実際運転に際しては当該モーションで運転した場合の予測結果を運転干渉線図として情報化しかつ基準干渉線図と運転干渉線図との比較において当該モーションで運転した場合に干渉回避できるか否かを判別可能に形成されている。つまり、モーション変更の度に実施していた時間と手間の掛る上記干渉回避確認作業を一掃しかつ確実な干渉回避の下にトランスファプレス運転可能とするものである。
【0020】
詳しくは、請求項1の発明に係るサーボトランスファプレスシステムは、プレス加工するサーボプレス機械とワークをトランスファするサーボトランスファ装置とを有し、マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、サーボプレス機械をプレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつサーボトランスファ装置をトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成されたサーボトランスファプレスシステムにおいて、基準プレスモーションと基準トランスファモーションとを用いてサーボプレス機械とサーボトランスファ装置との干渉有無関係を表す基準干渉線図を作成する基準干渉線図作成手段と、作成された基準干渉線図を記憶する基準干渉線図記憶手段と、運転前に入力された運転プレスモーションと運転トランスファモーションとを用いてサーボプレス機械とサーボトランスファ装置との干渉発生有無関係を表す運転干渉線図を作成する運転干渉線図作成手段と、作成された運転干渉線図と記憶されている基準干渉線図とを比較しつつ当該運転干渉線図では干渉が発生するか否かを判別する干渉発生有無比較判別手段と、作成された運転干渉線図では干渉が発生すると判別されたことを条件に、入力された運転プレスモーションおよび運転トランスファモーションの一方または双方を変化させて干渉が生じないようにプレス用個別位相信号およびトランスファ用個別位相信号の相対関係を調整する個別位相信号相対関係調整手段とを設けた、ことを特徴とする。
【0021】
また、請求項2の発明は、個別位相信号相対関係調整手段が、プレス速度をサーボトランスファ装置との非干渉領域で変化させかつプレス加工領域では変化させないようにプレス用個別位相信号を自動調整可能に形成されている。
【0022】
また、請求項3の発明は、個別位相信号相対関係調整手段が、トランスファ速度を非ワークトランスファ領域で変化させかつワークトランスファ領域では変化させないようにトランスファ用個別位相信号を自動調整可能に形成されている。
【0023】
さらに、請求項4の発明は、運転プレスモーションがショートストロークであるか否かを判別するショートストローク判別手段と、ワークトランスファ領域において許容されるトランスファ用個別位相信号の最高位相進行速度を設定する最高位相進行速度設定手段を設け、個別位相信号相対関係調整手段が、ショートストローク判別手段によって運転プレスモーションがショートストロークであると判別されたことを条件に、前記ワークトランスファ領域におけるトランスファ用個別位相信号の進行速度を最高位相進行速度に切換える自動調整が可能に形成されている。
【0024】
請求項5の発明は、個別位相信号相対関係調整手段が、サーボトランスファ装置がワークを保持した直後のサーボプレス機械のスライド高さとワークを解放した直後のスライド高さとの相対位置関係を維持できるようにプレス用個別位相信号およびトランスファ用個別位相信号を自動調整可能に形成されている。
【発明の効果】
【0025】
請求項1の発明によれば、モーション変更に対してモーション間の個別位相信号の自動調整が行える操作性の優れたサーボトランスファプレスシステムを提供することができる。また、如何なるモーションの設定を行ってもサーボプレス機械(上型)とサーボトランスファ装置(フィンガー)との干渉を確実に回避できる。
【0026】
請求項2の発明によれば、如何なるモーション設定を行ってもプレス加工領域のプレス運転速度は保証される。つまり、プレス加工品質に関する配慮をせずに自在に個々のモーション設定が可能となる。操作性の一段の向上とプレス加工品質の安定を担保できる。
【0027】
請求項3の発明によれば、如何なるモーション設定を行ってもトランスファ時のワークトランスファ運転速度は保証される。すなわち、ワークトランスファ条件の変化に関する配慮をせずに自在に個々のモーション変更が可能となる。操作性の一段の向上とワークトランスファ動作の安定を担保できる。
【0028】
請求項4の発明によれば、プレスモーション速度を向上できる。しかも、干渉回避に関する配慮をせずに自在に個々のモーション設定が可能である。
【0029】
請求項5の発明によれば、高度なワーク授受の設定に影響を与えることなく、ワークトランスファ動作に関する配慮をせずに、自在な個々のモーション設定が容易になる。
【図面の簡単な説明】
【0030】
【図1】本発明の実施の形態に係るサーボトランスファプレスシステム全体を説明するためのブロック図である。
【図2】サーボプレス機械の正面図である。
【図3】トランスファプレス運転制御装置を説明するためのブロック図である。
【図4】基準干渉線図の作成動作を説明するためのフローチャートである。
【図5】運転干渉線図の作成動作と干渉回避動作手順とを説明するためのフローチャートである。
【図6】基準プレスモーションおよび基準トランスファモーションを説明するためのトランスファプレスモーション線図である。
【図7】基準プレスモーションおよび基準トランスファモーションに基づく基準干渉線図である。
【図8】運転プレスモーション(実施例1…下死点位置で減速運転)を説明するためのトランスファプレスモーション線図である。
【図9】実施例1における運転干渉線図である。
【図10】実施例1における位相信号調整例を説明するためのプレストランスファ個別位相線図である。
【図11】実施例1における位相信号調整例を説明するためのトランスファプレスモーション線図である。
【図12】運転プレスモーション(実施例2…ショートストローク運転)を説明するためのトランスファプレスモーション線図である。
【図13】実施例2における運転干渉線図である。
【図14】実施例2における位相信号調整例を説明するためのプレストランスファ個別位相線図である。
【図15】実施例2における位相信号調整例を説明するためのトランスファプレスモーション線図である。
【図16】サーボプレス機械の正逆転動作例を説明するためのプレスモーション線図である。
【図17】サーボプレス機械の一時停止動作例を説明するためのプレスモーション線図である。
【発明を実施するための形態】
【0031】
以下、本発明を実施するための最良の形態を、図面(図1〜図15)を参照して詳細説明する。
【0032】
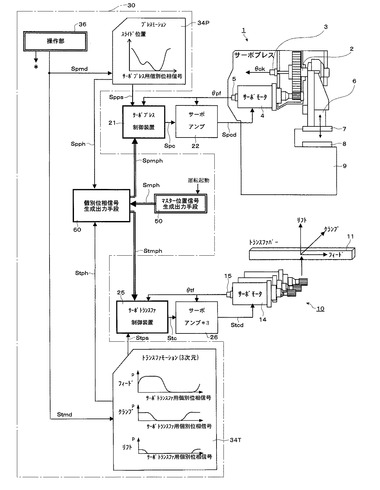
本サーボトランスファプレスシステムは、図1〜図3に示す如く、プレス加工するサーボプレス機械1とワーク(材料)をトランスファ(搬送)するサーボトランスファ装置10とを有し、マスター位相信号Smphに同期させたプレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphを生成可能で、サーボプレス機械1をプレス用個別位相信号Spmphに基づく基準プレスモーションBPMでプレス運転可能かつサーボトランスファ装置10をトランスファ用個別位相信号Stmphに基づく基準トランスファモーションBTMでトランスファ運転可能に形成され、基準干渉線図作成手段(31、33、34)と基準干渉線図記憶手段(34DG)と運転干渉線図作成手段(31、33、34)と干渉発生有無比較判別手段(31、33、34)と個別位相信号相対関係調整手段(31、33、34)とを設け、モーション変更に対して自動的なモーション間位相信号調整を行うことで干渉を回避したトランスファプレス運転ができるように形成されている。
【0033】
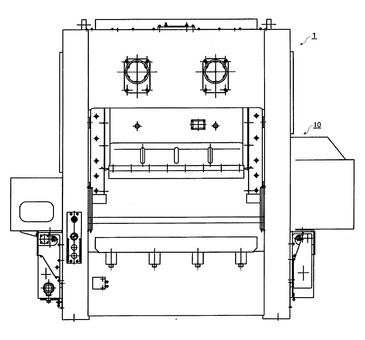
システム全体を図式化した図1およびサーボプレス機械1の正面図である図2において、本体9に上下動可能に案内されたスライド6は、スライド駆動機構(クランク軸2等を含む)よって上下動(昇降)される。このスライド6に上型7が装着され、下型8はボルスタ(ベッド)に装着されている。上型7と下型8のスライド下死点における上下方向の相対位置、つまりスライド6の下面とボルスタの上面との距離がダイハイトと呼称される。ダイハイトを一定に維持することが、プレス製品の精度(品質)を保持するための必須条件である。
【0034】
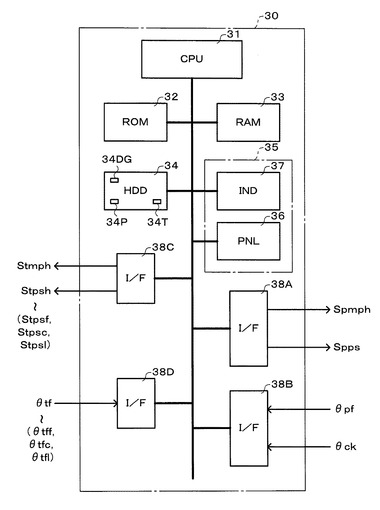
クラウン内のクランク軸2は、ギヤ機構を介したサーボモータ4により回転駆動される。クランク軸2には、クランク軸2の回転角度を検出するクランク軸エンコーダ3が設けられている。このクランク軸エンコーダ3の検出回転角度信号θckは、図3に示すトランスファプレス運転制御装置30(38B)に入力される。検出回転角度信号θckを信号処理することで、プレス速度(SPM)やスライド6の現在の上下方向位置(下死点位置等)を検出することができる。
【0035】
また、サーボモータ4には、モータエンコーダ5が設けられている。このモータエンコーダ5からの検出回転角度信号θpfは、サーボプレス制御用としてサーボプレス制御装置21およびサーボアンプ22に入力される。トランスファプレス運転制御装置30(38B)にも入力される。
【0036】
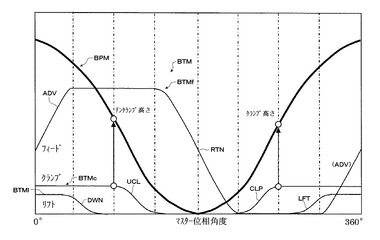
図1、図2において、サーボトランスファ装置10は、サーボモータ14によって左右1対のトランスファバー11をトランスファ駆動する。トランスファバー11には、ワーク(プレス加工材料)をクランプするための用具(フィンガー、爪状部材、バキュームカップ等)が設けられている。この実施の形態ではフィンガーが装着され、図6に示すアンクランプ動作UCLとリターン動作(フィード動作)RTNとクランプ動作CLPとリフト動作LFTとアドバンス動作(フィード動作)ADVとダウン動作DWNとを一部重複(同時)させつつトランスファ動作される。
【0037】
また、サーボモータ14(3台分…14f、14c、14l)には、モータエンコーダ15(15f、15c、15l)が設けられている。このモータエンコーダ15(15f、15c、15l)からの検出回転角度信号θtf(θtft、θtfc、θtfl)は、サーボトランスファ制御用としてサーボトランスファ制御装置25(3台分…25f、25c、25l)およびサーボアンプ26(26f、26c、26l)のそれぞれに入力される。トランスファプレス運転制御装置30(38D)にも入力される。
【0038】
なお、サーボプレス機械1、サーボトランスファ装置10は、以上の構成・構造に拘束されない。つまり、特に限定されない。
【0039】
図3において、トランスファプレス運転制御装置30は、CPU31、ROM32、RAM33、HDD(ハードディスク装置)34、タッチパネル35およびインターフェイス38A〜38Dとからなる。ROM32にはOS、基本的な制御プログラムや固定値が格納されている。HDD34は、本発明を実施するための各種制御プログラムを記憶保持する。設定入力されたデータや検出データ等も記憶保持する。なお、HDD34は、不揮発性メモリの一例として用いたので、これに代えた他の不揮発性メモリから構成してもよい。タッチパネル35は、説明便宜のために、操作部36および表示部37から形成されているものとする。
【0040】
本明細書において、何々手段(31、33、34)と表示されたものは、当該何々手段が制御プログラムを格納したHDD34とRAM33に展開された当該制御プログラムを実行するCPU31とを構成要素として形成されているものとする。
【0041】
図1、図3を参照し、本サーボトランスファプレスシステムの基本的機能・手段、つまりマスター位相信号Smphに同期させたプレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphを生成可能で、サーボプレス機械1をプレス用個別位相信号Spmphに基づく基準プレスモーションBPMでプレス運転可能かつサーボトランスファ装置10をトランスファ用個別位相信号Stmphに基づく基準トランスファモーションBTMでトランスファ運転可能とするマスター位相信号同期方式(特許文献3を参照)の機能・手段について説明する。
【0042】
操作部36を用いて、オペレータは、プレス加工に最適なプレスモーションを作成するためのデータSpmdを入力する。プレスモーション(データ)のイメージは、図1に示すように横軸がプレス用個別位相信号の値(例えば、角度表現で0度から360度)とされ、縦軸がスライド位置とされたグラフ形式である。つまり、プレスモーション作成データSpmdは、スムージング処理等がなされ、イメージ的なプレスモーションとしてプレスモーション記憶手段34Pに記憶される。
【0043】
同様に、ワークトランスファ(材料搬送)に最適なトランスファモーションを作成するためのデータStmdを入力する。トランスファモーションデータのイメージは、横軸をトランスファ用個別位相信号の値(例えば、角度表現で0度から360度とし、縦軸をトランスファバーの3次元位置(フィード、リフトおよびクランプ方向への動作位置)とするグラフ形式である。このトランスファモーション作成用データStmdは、スムージング処理等がなされ、イメージ的なトランスファモーションとしてトランスファモーション記憶手段34Tに記憶される。
【0044】
入力(記憶)されたプレスモーションはサーボプレス制御装置21およびトランスファプレス運転制御装置30に分配され、トランスファモーションはサーボトランスファ制御装置25およびトランスファプレス運転制御装置30に分配される。詳細は後記する。
【0045】
マスター位相信号生成出力手段50(31、33、34)は、CPU31内の発振回路から出力される時計信号を利用してマスター位相信号Smphを生成出力する。トランスファプレス運転が起動されると、このマスター位相信号Smphの値が角度表現で0度から上昇を開始し360度を越えると再び0度となり上昇を繰り返す。具体的には、工程番号を進捗させて行われる。
【0046】
なお、図1では、マスター位相信号生成出力手段50がトランスファプレス運転制御装置30の内部に実装されているが、外部からマスター位相信号を供給するように構築してもよい。
【0047】
個別位相信号生成出力手段60(31、33、34)は、入力されたマスター位相信号Smphと記憶されたプレスモーションに基づくサーボプレス用個別位相信号Spphとから、マスター位相信号Smphに同期させたプレス用個別位相信号Spmphを生成してインターフェイス38Aからサーボプレス制御装置21に出力する。
【0048】
同様に、マスター位相信号Smphと記憶されたトランスファモーションに基づくトランスファ用個別位相信号Stph(Stphf、Stphc、Stphl)とからマスター位相信号Smphに同期させたトランスファ用個別位相信号Stmphを生成してインターフェイス38Cからサーボトランスファ制御装置25(25f、25c、25l)に出力する。
【0049】
サーボプレス制御装置21は、マスター位相信号Smphに同期されたプレス用個別位相信号Spmphとサーボモータエンコーダ5からのフィードバック信号θpfを参照しつつ、実際クランク角度を算出クランク目標角度と一致させるためのプレス制御信号Spcを生成する。算出クランク目標角度とは、プレスモーション記憶手段34Pに記憶されているプレスモーション(スライド位置データSpps)から求められる現在のスライド目標位置に対して機械的に一義に対応するクランク目標角度として算出されたものである。生成したプレス制御信号Spcはサーボアンプ22で増幅され、プレス駆動信号Spcdとしてサーボモータ4を回転駆動する。
【0050】
サーボトランスファ制御装置25(25f、25c、25l)は、マスター位相信号Smphに同期されたトランスファ用個別位相信号Stmphとサーボモータエンコーダ15(15f、15c、15l)からのフィードバック信号θpf(θtff、θtfc、θtfl)を参照しつつ、実際モータ角度を算出モータ目標角度と一致させるためのトランスファ制御信号Stc(Stcf、Stcc、Stcl)を生成する。
【0051】
算出モータ目標角度とは、トランスファモーション記憶手段34Tに記憶されているトランスファモーション[トランスファ位置データStps(Stpsf、Stpsc、Stpsl)]から求められる現在のトランスファバー(フィンガー)11の目標位置(フィード目標位置、クランプ目標位置、リフト目標位置)に対して機械的に一義に対応するフィード、クランプ、リフトのサーボモータ目標角度として算出されたものである。生成されたトランスファ制御信号Stc(Stcf、Stcc、Stcl)はサーボアンプ26(26f、26c、26l)で増幅され、トランスファ駆動信号Stcd(Stcdf、Stcdc、Stcdl)としてサーボモータ14(14f、14c、14l)を回転駆動する。
【0052】
かくして、干渉無くサーボトランスファ装置10の円滑で確実なトランスファ動作を保証できかつサーボプレス機械1の持つ特性(スライドの自由な動作特性)を十二分に発揮させることができると理解される。
【0053】
また、プレスモーション記憶手段34Pに記憶されているプレスモーションおよびトランスファモーション記憶手段34Tに記憶されているトランスファモーションは、既にトランスファプレス運転をして干渉が発生しないと確認されたものである場合は、これらモーションが基準プレスモーション、基準トランスファモーションとされる。この意味において、プレスモーション記憶手段34P、トランスファモーション記憶手段34Tは、基準プレスモーション記憶手段(34P)、基準トランスファモーション記憶手段(34T)としても機能(兼用)する。図6に具体例、基準プレスモーションBPMおよび基準トランスファモーションBTM(フィード動作BTMf、クランプ動作BTMc、リフト動作BTMl)を示す。
【0054】
最初に入力されたプレスモーション(データ)およびトランスファモーション(データ)が基準プレスモーション(データ)および基準トランスファモーション(データ)であると認められるまでには、入力されたプレスモーションおよびトランスファモーションに基づくプレス運転動作およびトランスファ運転動作を微速連動させつつ金型(上型7)とトランスファバー(フィンガー)11とが干渉することがない旨の確認作業が必須条件となる。途中で、干渉が生じると確認された場合や、干渉発生の虞があると確認されたときには、個別位相信号調整によりプレスモーションを維持しつつトランスファモーションの調整を繰り返す。その結果、干渉発生を完璧に回避できると最終確認された場合に、当該プレスモーションおよびトランスファモーションがはじめて基準プレスモーションおよび基準トランスファモーションとなる。
【0055】
なお、途中で、干渉が確認された場合や、干渉発生の虞があると確認されたときには、最高速トランスファモーションを維持しつつプレスモーションの調整を繰り返すことで、干渉発生を回避できるようにする場合もある。その結果として、調整されたプレスモーションおよびトランスファモーションを基準プレスモーションおよび基準トランスファモーションとする。
【0056】
すなわち、従来は、モーション変更の度に多大な労力、時間を費やす微速連動による確認作業および繰返し調整作業を実行しなければならなかったので、操作性が悪く、生産性が低下する要因よなっていた。また、サーボプレス機械1の固有的な特性を発揮できなかった場合も多い。本発明は、これら問題を一挙に解消する。
【0057】
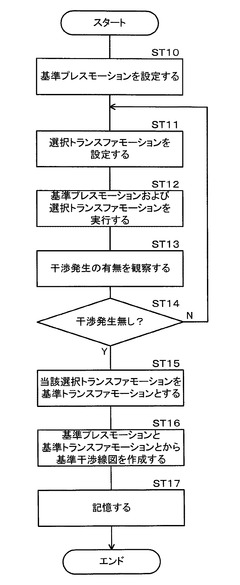
ここにおいて、基準干渉線図作成手段(31、33、34)は、基準プレスモーションと基準トランスファモーションとを用いてサーボプレス機械1とサーボトランスファ装置10との干渉有無関係を表す基準干渉線図を作成する手段である。当該線図作成制御プログラムは、予めHDD34に記憶保持(格納)されている。
【0058】
基準干渉線図の作成動作を説明するための図4において、まず、基準プレスモーションを設定(図4のST10)する。前述した基準プレスモーション記憶手段(34P)に記憶されている基準プレスファモーション(図6に示す基準プレスモーションBPM)を設定したとする。この基準プレスモーションBPMは、サーボモータ4が設定速度で一定回転(回転変速動作を行わせない。)している場合のものである。つまり、クランク軸等速モーションである。
【0059】
次に、トランスファモーションを選択して設定する。基準トランスファモーション記憶手段(34T)に記憶されている基準トランスファモーション(図6に示す基準トランスファモーションBTM)を選択トランスファモーションとして設定(ST11)したとする。基準トランスファモーションBTMは、トランスファフィードモーションBTMf(アドバンス動作ADV,リターン動作RTN)、トランスファクランプモーションBTMc(クランプ動作CLP,アンクランプ動作UCL)およびトランスファリフトモーションBTMl(リフト動作LFT,ダウン動作DWN)からなる。動作順序としては、ADV−DWN−UCL−RTN−CLP−LFT−ADV…であり、フィードバー(フィンガー)11でワークをフィードする。
【0060】
図4に戻り、運転起動指令を発して低速(乃至微速)でトランスファプレス運転を実行する(ST12)。そして、低速連動中に実機(1、10)の目視観察により干渉の有無を慎重に確認する(ST13)。この場合は、既に選択トランスファモーションが基準プレスモーションBPMとの組合せで干渉発生がないと確認かつ記憶済の基準トランスファモーションBTMとされているから、干渉は発生しない筈である。そこで、観察したオペレータは、操作部36を用いて干渉発生無しに相当する信号を発する(ST14でYES)。選択トランスファモーションが、基準トランスファモーションBTMとされる(ST15)。
【0061】
一方、選択されたトランスファモーションが任意のものであることから、干渉有相当信号を発した場合(ST14でNO)は、引続き当該選択トランスファモーションに代わる新たな選択トランスファモーションに設定変更(ST11)して、ST12、ST13,ST14を繰り返す。
【0062】
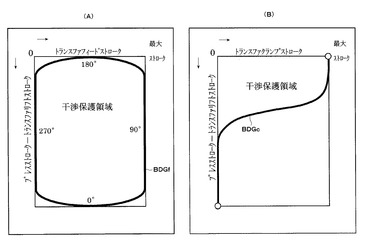
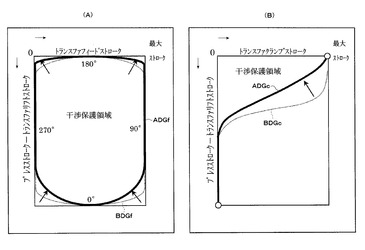
かくして、基準干渉線図作成手段(31、33、34)は、図6に示した基準プレスモーションBPMと基準トランスファモーションBTMとを用いて、図7に示す基準干渉線図を作成する(ST16)。作成された基準干渉線図BDGf、BDGcは、HDD34内の線図記憶手段34DGに記憶される(ST17)。
【0063】
図7(A)に示す基準干渉線図BDGfは、トランスファフィードストローク(距離)を横軸、プレスストロークからトランスファリフトストロークを減じた距離を縦軸とした線図であり、図2のサーボプレス機械1の正面(紙面手前)から見てトランスファフィンガーが上型7に対してどのような2次元軌跡(基軸線Z方向およびワークフィード方向)を辿るかを表わす。線図BDGf内が干渉保護領域である。ワークフィード方向とは、図2で紙面左右方向である。
【0064】
なお、横軸は左側を“0”として右側が“最大”となる距離を示すが、図13についての説明便宜との関係から縦軸(距離)は上側を“0”とし、下側が“最大”として示してある。図9についても、同じとした。
【0065】
図7(B)の基準干渉線図BDGcは、トランスファクランプストローク(距離)を横軸、プレスストロークからトランスファリフトストロークを減じた距離を縦軸とした線図であり、図2のサーボプレス機械1の側面(紙面右側)から見てトランスファフィンガーが上型7に対してどのような2次元軌跡(基軸線Z方向およびワーククランプ方向)を辿るかを示す。線図BDGcの上方側が干渉保護領域である。ワーククランプ方向とは、図2で紙面手前奥行き方向である。
【0066】
この基準干渉線図BDGcは、ワーククランプ方向の右側半分を示す。概念的には、トランスファフィンガーが、プレスストロークからトランスファリフトストロークを減じた距離が大きいときにプレス機械1内に進移動(侵入)し、小さいときに外部に向けて退移動(退避)する動作である。
【0067】
なお、左側半分は、図2のサーボプレス機械1の基軸線Zを中心とする線対称形となるので図示省略したが、この図7(B)と同図(A)との組合せにより基準干渉図を3次元的空間として把握することができる。この点に関しては、図9、図13の場合も同様である。
【0068】
実際のトランスファプレス運転に際し、プレスモーション(または/およびトランスファモーション)の設定変更を行ったとすると、サーボプレス機械1(上型7)とサーボトランスファ装置10(トランスファフィンガー)の相互位置関係が変化する。つまり、後記する運転干渉線図ADGf、ADGcが、図7(A)、(B)に示す基準干渉線図(上型干渉線図)BDGf、BDGcと異なるものに変化する。その変化が、基準干渉線図に示す干渉保護領域に侵入した場合は、上型7とトランスファフィンガー(11)とが干渉する事態を招くと判別できるわけである。
【0069】
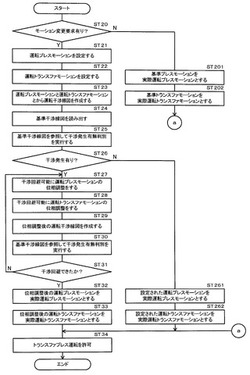
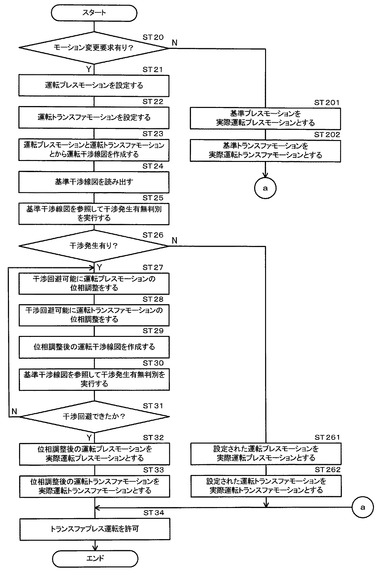
図5において、実際のトランスファプレス運転に先立ちモーション変更要求をした後に(ST20でYES)、モーションを設定する。製品品質、生産効率の観点から運転プレスモーションのみを変更したいとする場合が多いが、ワーク形態に対する取扱上の要求(ワークを一段と安定保持したい。)、つまり運転トランスファモーションのみを変更したい場合もある。さらに、双方を変更したいとする場合もある。
【0070】
そこで、この実施の形態では、運転プレスモーションを設定可能(ST21)でかつ運転トランスファモーションをも設定可能(ST22)に形成してある。運転干渉線図の作成は、少なくとも1つの運転モーションが入力されたことを条件に実行される。
【0071】
運転干渉線図作成手段(31、33、34)は、運転前に入力された運転プレスモーションと運転トランスファモーションとを用いてサーボプレス機械1とサーボトランスファ装置10との干渉発生有無関係を表す運転干渉線図を作成する手段である。
【0072】
作成手順としては、運転プレスモーションのみが設定(入力)された場合には、基準プレスモーションを入力された運転プレスモーションに代えかつ基準トランスファモーションとの関係で運転干渉線図を作成する。干渉無しとなるまで、基準トランスファモーションを変更調整する。干渉無しとなった時点の入力トランスファモーションを運転トランスファモーションとする。
【0073】
もとより、選択入力したプレスモーションを、常にそのまま運転プレスモーションとするとは限らない。プレスモーションを変更する目的(例えば、一時停止)が達成されるならば、他の領域内での動作に改変(プレス高速化)を加えても構わない。運転トランスファモーション側に少なくとも悪影響を与えず、さらには余裕を与えることができるなら、総合的利益を大きくできるからである。
【0074】
運転トランスファモーションのみが設定(入力)された場合には、基準トランスファモーションを入力された運転トランスファモーションに代えかつ基準プレスモーションとの関係で運転干渉線図を作成する。干渉無しとなるまで、基準プレスモーションを変更調整する。干渉無しとなった時点の入力プレスモーションを運転プレスモーションとする。
【0075】
もとより、選択入力したトランスファモーションを、常にそのまま運転トランスファモーションとするとは限らない。トランスファモーションを変更する目的(例えば、クランプ動作の定速化)が達成されるならば、他の領域内での動作に改変(例えば、フィード動作の高速化)を加えても構わない。運転プレスモーション側に少なくとも悪影響を与えず、さらには余裕を与えることができるなら、総合的利益を大きくできるからである。
【0076】
さらに、運転プレスモーションおよび運転トランスファモーションの双方が設定(入力)された場合は、運転プレスモーションのみが設定された場合の手順を優先し、運転トランスファモーションがサーボトランスファ装置10の稼動状況が性能的・容量的な最大に至ったときに、運転トランスファモーションのみが設定された場合の手順に移行するものと形成してある。運転開始前に操作部でその宣言をしておけばよい。
【0077】
すなわち、運転干渉線図作成手段(31、33、34)は、運転前に入力された運転プレスモーション(ST21)および/または運転トランスファモーション(ST22)を用いて運転干渉線図を作成する(ST23)。運転干渉線図は、図7(A)、(B)に示す基準干渉線図に対するものであり、例えば図9(A)、(B)に示すものである。作成手順としては、基準干渉線図の場合(図4のST16)と同様(図5のST23)である。
【0078】
引続き、干渉発生有無比較判別手段(31、33、34)は、作成された運転干渉線図と読み出された記憶済みの基準干渉線図とを比較しつつ当該運転干渉線図では干渉が発生するか否かを判別する(ST26)。運転干渉線図に基づく3次元(または2次元)空間の一部または全部が基準干渉線図に基づく3次元(または2次元)空間内に侵入する場合は、干渉が発生すると判別する。
【0079】
干渉が生じないと判別された場合(ST26でNO)は、当該運転プレスモーション(または、基準プレスモーション)を実際運転プレスモーションとし、当該運転トランスファモーション(または、基準トランスファ)を実際運転トランスファモーションとして、トランスファ運転が許可される(ST261、ST262、ST34)。
【0080】
なお、モーション変更要求が無い場合(ST20でNO)は、基準プレスモーションを実際運転プレスモーションとし、基準トランスファモーションを実際運転トランスファモーションとして、トランスファ運転が許可される(ST201、ST202、ST34)。
【0081】
作成された運転干渉線図では干渉が発生すると判別されたことを条件(SY26でYES)に、個別位相信号相対関係調整手段(31、33、34)が、設定(入力)された運転プレスモーションおよび運転トランスファモーションの一方(または双方)を変化させて干渉が生じないようにプレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphの相対関係を調整する(ST27、ST28)。
【0082】
次いで、調整後運転干渉線図作成手段(31、33、34)は、位相信号調整された後の運転プレスモーション(ST27)および/または運転トランスファモーション(ST28)を用いて運転干渉線図を作成する(ST29)。引続き、干渉回避確認手段(31、33、34)が、位相信号調整後の運転干渉線図と基準干渉線図とを比較しつつ当該運転干渉線図により干渉を回避できたか否かを確認する(ST31)。干渉回避を確認できない場合(ST31でNO)は、再位相信号調整(ST27、ST28)、再作成(ST25)、再確認(ST30、ST31)が繰り返される。
【0083】
干渉回避が担保されると確認できた場合(ST31でYES)は、位相信号調整後の運転プレスモーションを実際運転プレスモーションとし、位相信号調整後の運転トランスファモーションを実際運転トランスファモーションとして、トランスファ運転が許可される(ST32、ST33、ST34)。
【0084】
個別位相信号相対関係調整手段(31、33、34)は、プレス速度をサーボトランスファ装置10との非干渉領域で変化させかつプレス加工領域では変化させないようにプレス用個別位相信号Spmphを自動調整可能に形成されている。他(ワークトランスファ領域)に影響を及ぼさない範囲内で速度変化を許容しつつ自己(プレス加工領域)事情を担保し、あるいは他(ワークトランスファ領域)にその変化に対する余裕を与えることができる。
【0085】
なお、この調整機能は、操作部36を用いてプレス加工品質の安定を優先する旨の宣言(品質優先宣言)をした場合に有効になるよう形成してある。もっとも、常に有効としておき、相対関係調整を優先する旨の除外宣言をした場合に当該調整機能を一時停止とするように形成してもよい。
【0086】
また、個別位相信号相対関係調整手段(31、33、34)は、トランスファ速度を非ワークトランスファ領域で変化させかつワークトランスファ領域では変化させないようにトランスファ用個別位相信号Stmph(Stmphf、Stmphc、Stmphl)を自動調整可能に形成されている。この場合は、自己(ワークトランスファ領域)に影響を及ぼさない範囲内で自己(トランスファ領域)事情を担保し、あるいは他(プレス加工)にその変化に対する余裕を与えることができる。
【0087】
なお、この調整機能は、操作部36を用いてワークトランスファ動作の安定を優先する旨の宣言(トランスファ安定優先宣言)をした場合に有効になるよう形成してある。もっとも、常に有効としておき、相対関係調整を優先する旨の除外宣言をした場合に当該調整機能を一時停止とするように形成してもよい。
【0088】
さらに、個別位相信号相対関係調整手段(31、33、34)は、運転プレスモーションがショートストロークであると判別されたことを条件に、ワークトランスファ領域におけるトランスファ用個別位相信号Stmphの進行速度を最高位相進行速度に切換える自動調整が可能である。すなわち、運用の実際において、プレス速度はプレス加工品質、プレス加工態様等を勘案しつつ総合判断して決められているから、サーボトランスファ装置10に能力的な余裕ある場合も多い。換言すれば、サーボトランスファ装置10が常に最大負荷で運転されているわけではないから、この余裕を有効に活用すればプレスモーションをショートストロークとすることによる生産速度の実現を助長することができる。この個別位相信号相対関係調整機能は、操作部36において、ショートストロークプレス運転が宣言された場合に働く。
【0089】
このために、運転プレスモーションがショートストロークであるか否かを判別するショートストローク判別手段(31、33、34)とワークトランスファ領域において許容されるトランスファ用個別位相信号の最高位相進行速度を設定する最高位相進行速度設定手段(31、33、34)とを設けてある。最高位相進行速度自体は、操作部36により入力されメモリ(HDD34)に記憶保持されている。
【0090】
さらにまた、個別位相信号相対関係調整手段(31、33、34)は、サーボトランスファ装置10がワークを保持した直後のサーボプレス機械1のスライド高さとワークを解放した直後のスライド高さとの相対位置関係を維持できるようにプレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphを自動調整可能に形成されている。これによれば、ワークの引き受け、引渡しを一層確実かつ安定して行える。
【0091】
このサーボプレス機械1とサーボトランスファ装置10とのワークトランスファ動作に関するクランプ位置とアンクランプ位置との相対位置一定化機能は、例えばパイロットピンを利用したワーク授受を行う金型(7)を取付けた場合に発現される。操作部36でワーク授受位置整合宣言をした場合に働くものとしてある。ショートストロークプレス運転宣言の場合と同様に、制御負荷軽減化と制御簡素化のためである。
【0092】
かかる実施の形態の作用・動作を説明する。
【0093】
まず、サーボプレス機械1に金型(7、8)を装着しプレス加工可能な状態とする。次に、トランスファバー11にフィンガーを取り付け、ワークトランスファ(材料搬送)可能な状態とする。
【0094】
モーション変更をしない場合(図5のST20でNO)は、基準プレスモーション記憶手段(34P)に記憶されている基準プレモーションBPMを実際運転プレスモーション(ST201)とし、基準トランスファモーション記憶手段(34T)に記憶されている基準トランスファモーションBTM(フィード用のBTMf、クランプ用のBTMc、リフト用のBTMl)を実際運転トランスファモーション(ST202)として、トランスファプレス運転が許可(ST34)される。つまり、干渉発生無しが確認済である既定の図6に示す基準トランスファプレスモーションで運転することができる。図7(A)、(B)に示す基準干渉線図BDGf、BDGcで、干渉は起こさない。
【0095】
モーション変更をする場合(ST20でYES)は、運転プレスモーションAPMを設定する(ST21)。また、運転トランスファモーションATMを設定する(ST22)。新たな運転トランスファモーションATMを設定しない場合には、基準トランスファモーション記憶手段(34T)に記憶されている基準トランスファモーションBTMが運転トランスファモーションATMとして採用される。
【0096】
すると、運転干渉線図作成手段(31、33、34)が、運転プレスモーションAPMと基準トランスファモーションBTM(または、入力された運転トランスファモーションATM)とを用いて運転干渉線図ADGを作成する(ST23)する。
【0097】
干渉発生有無比較判別手段(31、33、34)は、作成された運転干渉線図ADGと干渉線図記憶手段34DGから読み出した基準干渉線図BDGとを比較しつつ当該運転干渉線図ADGでは干渉が発生するか否かを判別する(ST24,ST25、ST26)。
【0098】
干渉が発生しないと判別された場合(ST26でNO)は、設定された運転プレスモーションAPMを実際運転プレスモーションとし、基準トランスファモーションBTM(または、設定された運転トランスファモーションATM)を実際運転トランスファモーションとして、トランスファプレス運転が許可される(ST261,ST262,ST34)。
【0099】
しかし、作成された運転干渉線図ADGでは干渉が発生する虞が有ると判別された場合(ST26でYES)は、個別位相信号相対関係調整手段(31、33、34)が、入力された運転トランスファモーションATMを変化させて基準プレスモーションBTMとの関係で干渉が生じないようにトランスファ用個別位相信号Stmphの相対位相関係を調整(ST28)する。
【0100】
なお、トランスファ用個別位相信号Stmphの相対位相関係調整が限界に達した後の再調整時には、運転プレスモーションAPMについてのプレス用個別位相信号Spmphを調整(ST27)しなければならない事態もあり得る。つまり、運転プレスモーションAPMおよび運転トランスファモーションATMの一方または双方を変化させて、干渉が生じないようにする。
【0101】
この個別位相信号調整後に、運転干渉線図作成手段(31、33、34)は、調整後運転プレスモーションAPMと基準トランスファモーションBTM(または、調整後の運転トランスファモーションATM)とを用いて再び運転干渉線図ADGを作成する(ST29)する。また、干渉回避確認手段(31、33、34)が、調整後に作成された運転干渉線図ADGと干渉線図記憶手段34DGから読み出した基準干渉線図BDGとを比較して当該運転干渉線図ADGによれば干渉回避できるか否かを確認する(ST30,ST31)。
【0102】
干渉を回避することができると確認された場合(ST31でYES)は、位相信号調整後の運転プレスモーションAPMを実際運転プレスモーションとし、基準トランスファモーションBTM(または、設定された運転トランスファモーションATM)を実際運転トランスファモーションとして、トランスファプレス運転が許可される(ST32,ST33,ST34)。
【0103】
しかし、作成された運転干渉線図ADGでは干渉が回避できないと確認された場合(ST31でNO)は、個別位相信号相対関係調整手段(31、33、34)が、再度、運転トランスファモーションATM(または、基準トランスファモーションBTM)を変化させて、干渉が生じないようにトランスファ用個別位相信号Stmphの相対関係を調整(ST27〜ST30)する。以下、干渉が発生しない運転干渉線図ADGが作成されるまで、繰り返される。
【0104】
(実施例1)
実施例1は、図8〜図11に示すように、プレスモーション(BPM)を変更(下死点付近で減速)する場合である。
【0105】
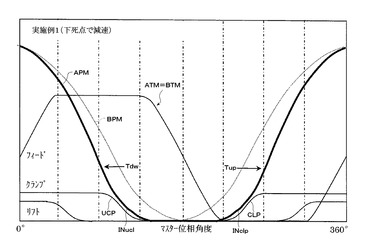
下死点付近で減速させる運転プレスモーションを設定する(図5のST20でNO,ST21)。図8において、実線で示す運転プレスモーションAPMでは、点線で示す基準プレスモーションBPMの場合に比較して、スライド6の下死点位置付近で停滞する時間が矢印(Tdw,Tup)に示すように増大していることが分る。運転トランスファモーションATMは、図6に示す基準トランスファモーションBTMと同じとされている。
【0106】
この場合の運転干渉線図は、図9(A)、(B)に実線で示すADGf、ADGcである。各点線で示した線図は、図7(A)、(B)に実線で示されたものと同じ基準干渉線図BDGf、BDGcである。すなわち、特に図9(B)から明らかのように運転干渉線図ATMcが基準干渉線図BTMcの干渉保護領域内に大きく侵入しているので、サーボプレス機械1とサーボトランスファ装置10とが干渉が発生すると理解される。また、図8に示す干渉回避間隙INucp、INclpが非常に小さいことからも分る。このように干渉発生有無比較判別手段(31、33、34)が、干渉の発生する虞があると判別(ST26でYES)する。
【0107】
すると、個別位相信号相対関係調整手段(31、33、34)が、入力された運転トランスファモーションATMを変化させて基準プレスモーションBPMとの関係で干渉が生じないようにトランスファ用個別位相信号Stmphの相対位相信号関係を調整(ST28)する。
【0108】
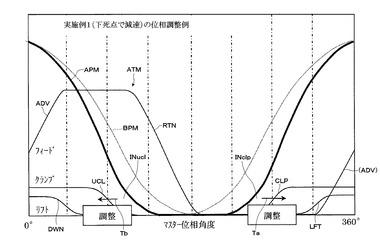
図10に示す干渉回避可能な自動位相信号調整結果を招来するための位相信号調整方法としては、サーボトランスファ装置10のRTN動作とCLP動作との間の位相信号速度(工程番号の進捗速度)を図10に示すように一時停止(または、減速)させる。図11に示すようにプレス加工が完了するまでワークのクランプ動作(CLP動作)を待たせる。すなわち、個別位相信号相対関係調整手段(31、33、34)は、トランスファ安定優先宣言を条件として、トランスファ速度を非ワークトランスファ領域で変化させかつワークトランスファ領域では変化させないようにトランスファ用個別位相信号Stmphを自動調整する機能を発現する。
【0109】
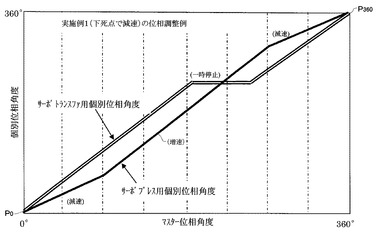
ところで、ADV動作、DWN動作およびUCL動作並びにCLP動作、LFT動作およびADV動作を行わせるための時間幅としては、図6の場合と同様な時間幅を確保しなければならない筈である。しかるに、図6の基準トランスファモーションBTMと比較して、図11の運転トランスファモーションATMでは矢印Tbの方向に早め調整され、矢印Taの方向に遅らせ調整されている。そこで、図10に示すように初期と終期にプレス用個別位相信号速度(工程番号の進捗速度)を減速させることで、トランスファモーションを実行させるための時間幅の拡大(確保)を図る。減速期間は、例えば、0.5秒である。
【0110】
つまり、個別位相信号相対関係調整手段(31、33、34)は、選択プレスモーションの変更に際し、基準トランスファモーションBTMの位相信号調整を行うのみならず本来目的(下死点での減速)を達成できる限りにおいて、干渉回避の観点から設定入力した希望の選択プレスモーション自体の変更(位相信号調整)をも行う優れた機能をもつ。
【0111】
ところで、図6の横軸に示す1プレスストロークに相当するマスター位相角度(0°−360°)が例えば3秒間で進捗するものとすれば、時間幅確保のために遅らせた時間(0.5秒)の始終合計(1.0秒)を加算すると4秒になってしまう。つまり、プレス運転速度が低下してしまう。この生産性低下は許され難い。
【0112】
かくして、この実施の形態では、プレス用個別位相信号(角度)の進捗速度を上げてある。つまり、図10において、本来のプレス用個別位相信号(角度)の進捗速度はポイントP0とポイントP360とを結ぶ直線で表される一定速度であるが、増速領域内での直線勾配が大きいことからもプレス用個別位相信号(角度)の進捗速度が高速化されていることが分る。高速進捗速度は、1秒を短縮できる値に選定してある。すなわち、プレス運転速度を元の値[3秒(=4秒−1秒)]を維持したトランスファプレス運転を行え、生産性を担保できる。
【0113】
ここに、個別位相信号相対関係調整手段(31、33、34)は、品質優先宣言がなされていることを条件として、プレス運転速度をサーボトランスファ装置10との非干渉領域で変化させかつプレス加工領域では変化させないようにプレス用個別位相信号Spmphを自動調整する機能をも発現することもできる。
【0114】
以上のプレス用個別位相信号(角度)およびトランスファ用個別位相信号(角度)の自動調整の結果、図11に示すようにアンクランプ動作UCLとプレスモーションAPMとの干渉回避隙間INucpおよびクランプ動作CLPとプレスモーションAPMとの干渉隙間INclpが、図8の場合に比較して十分に広く確保されていることが分る。よって、干渉回避が約束されたトランスファプレス運転を安定して行える。
【0115】
(実施例2)
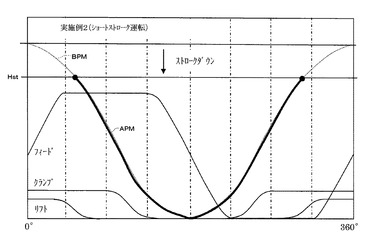
実施例2は、図12〜図15に示すプレスモーション変更(ショートストローク運転)の場合である。
【0116】
ショートストロークプレス運転の宣言をしてから、スライドストロークを小さくするように運転プレスモーションAPMを設定する(図5のST20でNO,ST21)。スライド6の上昇限位置を上死点位置以下である図12の低位置(Hst)に設定する。図12に実線で示す運転プレスモーションAPMは、点線で示す基準プレスモーションBPMの場合(上死点位置)に比較してスライド6の上昇限位置が設定位置Hstとなる。つまり、運転プレスモーションAPMが、ショートストロークで終了していることが分る。運転トランスファモーションATMは、図6に示す基準トランスファモーションBTMと同じである。
【0117】
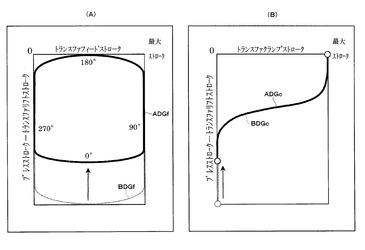
この場合の運転干渉線図は、図13(B)に実線で示す線図ADGcであり、図7(B)に実線で示された基準干渉線図BDGcと同じである。すなわち、新たな運転干渉線図ADGcが干渉保護領域に侵入していないから、サーボプレス機械1(上型7)とサーボトランスファ装置10(トランスァフィンガー)とは干渉しない。図13(A)に実線で示す線図ADGfは、点線で示した基準干渉線図BDGf[図7(B)に実線で示す。]に比較して、ショートストローク分だけ小さくなっている。この線図でも、干渉しないことが分る。
【0118】
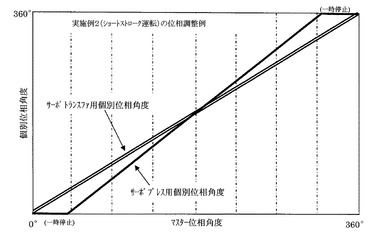
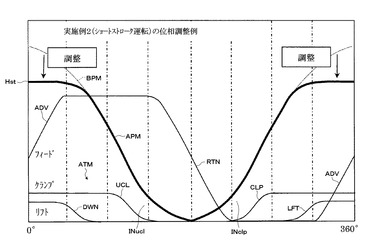
ショートストロークが設定された場合は、干渉が生じない場合でも、位相信号調整を実行(図5のST27)するように形成されている。図14に示すように始終域(設定位置Hst)で位相信号速度(工程番号の進捗)を停止させ、サーボトランスファ装置10のトランスファ動作時間を確保できるよう自動位相信号を調整する。つまり、プレス用個別位相信号Spmphを調整する。
【0119】
この自動位相信号調整後のトランスファプレスモーションを示す図15において、トランスファクランプモーションATM(UCL、CLP)と運転プレスモーションAPMとの干渉隙間INucl、INclpが十分に確保されていることが分る。
【0120】
ここにおいて、サーボトランスファ装置10のもつ能力的余裕を有効利用してトランスファプレスモーションATM(ADV、DWN、UCL、CLP、LFT)を高速化すれば、運転プレスモーションAPMにとっては停滞と解釈できる上記のワークトランスファ動作時間を短縮することができる。つまり、先の1サイクル3秒を例えば2.5秒に短縮することができる。
【0121】
この実現を期して、個別位相信号相対関係調整手段(31、33、34)は、その宣言の下にショートストローク判別手段(31、33、34)によって運転プレスモーションAPMがショートストロークであると判別されたことを条件に、ワークトランスファ領域におけるトランスファ用個別位相信号Stmphの進行速度を最高速度に切換える。つまり、ショートストローク運転により生産能率を向上することできる。
【0122】
さらに、サーボトランスファ装置10の能力(トランスファ速度)を上げれば、サーボプレス機械1のショートストローク運転に対する能力を十二分に発揮させることができる。ワーク(例えば、電子部品)が小さく、トランスファ速度が速いサーボトランスファ装置10に比較的容易に改変、交換できるような場合は、倍する生産性を達成でき得る。
【0123】
(実施例3)
この実施例3は、図6に示す干渉回避確認済のトランスファプレスモーション(BPM、BTM)上に示したワークを解放するタイミング(アンクランプ高さ)と、ワークを保持するタイミング(クランプ高さ)と、プレススライド高さとの関係(ワーク授受相対位置関係)を一定に堅持させたトランスファプレス運転をさせる場合である。ワーク授受位置整合宣言をしておく。
【0124】
このトランスファプレス運転が指令されると、個別位相信号相対関係調整手段(31、33、34)は、図6に示すように、サーボトランスファ装置10によってワークが保持された直後のサーボプレス機械1のスライド高さとワーク解放直後のスライド高さとの相対位置関係を維持(堅持)するようにプレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphを自動調整する。したがって、ワークの安定かつ円滑なトランスファを確約できる。
【0125】
しかして、この実施の形態によれば、基準干渉線図作成手段(31、33、34)と基準干渉線図記憶手段(34DG)と運転干渉線図作成手段(31、33、34)と干渉発生有無比較判別手段(31、33、34)と個別位相信号相対関係調整手段(31、33、34)とを設け、モーション変更要求があるときはモーション間の個別位相信号Spmph、Stmphを自動調整して干渉回避状態を確立するので、操作性の優れたサーボトランスファプレスシステムを提供することができる。また、如何なるモーションの設定を行ってもサーボプレス機械(スライド、金型等)とサーボトランスファ装置(フィンガー等)との干渉を確実に回避できるから、干渉回避に関する配慮をせずに自在に個々のモーション設定変更ができ、生産効率を大幅に向上できる。
【0126】
また、個別位相信号相対関係調整手段(31、33、34)がプレス速度をサーボトランスファ装置10との非干渉領域で変化させかつプレス加工領域では変化させないようにプレス用個別位相信号Spmphを自動調整するので、如何なるモーション設定を行ってもプレス加工領域のプレス運転速度は保証される。プレス加工品質に関する配慮をせずに自在に個々のモーション設定が可能となる。操作性の一段の向上とプレス加工品質の安定を担保できる。
【0127】
また、個別位相信号相対関係調整手段(31、33、34)がトランスファ速度を非ワークトランスファ領域で変化する(ワークトランスファ領域では変化させない。)ようにトランスファ用個別位相信号Stmphを自動調整するので、如何なるモーション設定を行ってもワークトランスファ時のトランスファ運転速度を保証できる。すなわち、ワークトランスファ条件の変化に関する配慮をせずに自在に個々のモーション変更が可能となる。操作性の一段の向上とワークトランスファ動作の安定を担保できる。
【0128】
さらに、個別位相信号相対関係調整手段(31、33、34)が運転プレスモーションAPMがショートストロークであると判別されたことを条件にワークトランスファ領域におけるトランスファ用個別位相信号Stmphの進行速度を最高速度に切換えるので、ショーストロークに変更することによりプレスモーション速度を向上できる。しかも、干渉回避に関する配慮をせずに自在に個々のモーション設定が可能である。
【0129】
さらにまた、個別位相信号相対関係調整手段(31、33、34)が、プレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphを自動調整してワーク保持直後のスライド高さとワーク解放直後のスライド高さの相対位置関係を維持するので、高度なワーク授受の設定に影響を与えることなく、ワークトランスファ動作に関する配慮をせずに、自在な個々のモーション設定が容易になる。例えば、サーボプレス機械1の上型7に設けたパイロットピンによるワーク保持からサーボトランスファ装置10のフィンガーによるワーク保持への移行や、サーボトランスファ装置10によるワークトランスファ保持からサーボプレス機械1(パイロットピン)によるワーク保持への移行を円滑に行える。
【符号の説明】
【0130】
1 サーボプレス機械
4 サーボモータ
6 スライド
7 上型
10 サーボトランスファ装置
11 フィードバー
14 サーボモータ
21 サーボプレス制御装置
25 サーボトランスファ制御装置
30 トランスファプレス運転制御装置
31 CPU(基準干渉線図作成手段、運転干渉線図作成手段、干渉発生有無判別手段、個別位相信号相対関係調整手段)
32 ROM
33 RAM(基準干渉線図作成手段、運転干渉線図作成手段、干渉発生有無判別手段、個別位相信号相対関係調整手段)
34 HDD(基準干渉線図作成手段、運転干渉線図作成手段、干渉発生有無判別手段、個別位相信号相対関係調整手段)
34P プレスモーション記憶手段(基準プレスモーション記憶手段)
34T トランスファモーション記憶手段(基準トランスファモーション記憶手段)
34DG 干渉線図記憶手段(基準干渉線図記憶手段)
35 タッチパネル
36 操作部
37 表示部
50 マスター位相信号生成出力手段(31、33、34)
60 個別位相信号生成出力手段(31、33、34)
【技術分野】
【0001】
プレス加工するサーボプレス機械とワークをトランスファするサーボトランスファ装置とを有し、マスター位相信号に同期させたプレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成されたサーボトランスファプレスシステムに関する。
【背景技術】
【0002】
サーボトランスファプレスシステムは、プレス加工するサーボプレス機械とワーク(材料)をトランスファ(搬送)するサーボトランスファ装置とから構成されている。
【0003】
サーボプレス機械は、複数のプレス加工ステーションを有し、スライドを昇降させつつ金型を用いてワークにプレス加工(打ち抜き、曲げ及び絞り等)を施す。スライドは、プレスモーション(スライドモーション)に従って昇降運動される。
【0004】
プレス機械をモーション可変性の有無から大別すると、クランク軸を同期モータ等により等速回転させ一定サイン波形状のプレスモーションに従ってプレス運転する従来のプレス機械(いわゆる非サーボプレス機械)と、サーボモータでクランク軸の回転を変化させ自在なスライドモーションを設定してプレス運転することができるサーボプレス機械とがある。
【0005】
かかるサーボプレス機械では、例えば図16(横軸が時間、縦軸がスライド位置)に示すように、スライドを上死点位置より低い位置(例えば、ストロークが1/2)でかつ実線(下死点を中心とした正逆対称形)で示す運転プレスモーションに従ってプレス運転させることができる。非サーボプレス機械に比べて、ショートストローク化により加工サイクル時間を短縮でき、生産能率を大幅に高められる。なお、図16に点線で示す動作は、サーボプレス機械(クランク軸)を等速回転させた場合(基準プレスモーション)である。この場合は、非サーボプレス機械の場合と同様に、時間の進行に対してスライド位置はサインカーブに近似した動きとなる。
【0006】
また、図17に示すように、スライドの下降途中(所望位置)で一時停止させかつ一定時間経過後に下降動作が再開させるプレスモーションで運転させることもできる。例えば、高温に加熱した金型によりマグネシュウム合金を挟み込み、マグネシュウム合金が成型適性温度に過熱されるまで挟み込みを保持し、マグネシュウム合金が適性温度に到達したところでプレス成型し、成型後は高速で金型を上昇離脱させる。すなわち、基準プレスモーションでは不可能であったマグネシュウム合金のプレス加工(成形加工)を高能率で行うことの実現化が達成できる。
【0007】
一方のトランスファ装置(トランスファフィーダ)は、各プレス加工ステーションにワークをトランスファする。つまり、フィードバー上に設けられたワーク保持具(フィンガーやカップ等)でワークを保持し、フィードバーを2次元または3次元の方向に移動させつつワークをトランスファ可能に形成されている。駆動方式としては、プレス機械の動作と同期可能な連結駆動軸でトランスファ運転する同期連結駆動方式と、サーボモータでフィード軸の回転を変化させ自在なトランスファモーションを設定してトランスファ駆動するサーボトランスファ駆動方式とがあるが。運転態様に対する適応性の点からは、後者方式によるサーボトランスファ装置が優位である。
【0008】
サーボトランスファ装置を導入しても、サーボプレス機械とサーボトランスファ装置とは、同期運転させる必要がある。従来は、サーボプレス機械のクランク軸角度を基準とし、サーボトランスファ装置をクランク軸の回転に同期させてワークトランスファする方式(特許文献1、特許文献2を参照)が採用されていた。つまり、各トランスファ動作の開始タイミングおよび終了タイミングをクランク軸の回転角度を基礎として生成出力させる方式、いわゆるクランク軸角度設定追従方式であった。
【0009】
しかし、クランク軸角度設定追従方式では、サーボプレス機械に要求される様々(図16、図17の態様も含む。)なプレスモーションに応じることが困難である。クランク軸角度設定追従方式は、主(サーボプレス機械)と従(サーボトランスファ装置)の関係にあるから、プレス動作がトランスファ動作に直接影響を与えてしまう。つまり、円滑なトランスファ動作が妨げられる事態が発生し易い。また、プレスモーションとトランスファモーションとの整合性の成立に多大な時間、労力を費やしていた。
【0010】
このような不利不便の解決策として、サーボプレス機械とサーボトランスファ装置とを、マスター位相信号速度(例えば、工程番号の進捗)に同期させたプレス用個別位相信号に基づく基準プレスモーションでプレス運転させ、トランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転させるマスター位相信号同期方式が提案(特許文献3)されている。
【0011】
このマスター位相信号同期方式によれば、サーボトランスファ装置の円滑で確実なトランスファ動作を保証しつつサーボプレス機械の特性、つまりスライドの自由な動作特性を十二分に発揮させられる。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特公平7−73750号公報
【特許文献2】特公平7−75741号公報
【特許文献3】特開2005−297010号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
ところで、マスター位相信号同期方式は、マスター位相信号に対する個別位相信号の調整後は安定かつ円滑なトランスファプレス運転が担保されると認められているものの、普及拡大に伴い一層の改善が要請されている。
【0014】
例えば、生産性や製品品質の一段の向上を期してプレスモーションのみを変更したいとの要求がある。しかし、プレスモーションのみを変更したトランスファプレス運転が行われると、マスター位相信号を基準としたスライドモーションとトランスファモーションとの相対位相関係が変化してしまう。つまり、両者間に干渉が生じる虞がある。
【0015】
この干渉を回避するためには、サーボプレス機械のスライドモーションとサーボトランスファ装置のトランスファモーションとのマスター位相信号に対する個別位相信号の調整および同期設定変更が必要となる。しかも、これら情報処理的作業の終了後に、実機(サーボプレス機械およびサーボトランスファ装置)を低速運転しつつ両者の干渉関係を再確認する現場確認作業が必要である。
【0016】
すなわち、これら作業を運転開始前の準備段階で都度に行わなければ、プレスモーションを変更するのが難しい。つまり、操作性の改善が強く要求されているとともに多種少量生産への適応性の拡大が望まれている。
【0017】
このような問題は、トランスファモーションのみを変更したい、さらにはプレスモーションおよびトランスファモーションの双方を変更したいとの要求に対しても共通であり、その解決が一段と強く要請されている。
【0018】
本発明の目的は、モーション変更に対してモーション間の個別位相信号の自動調整が行える操作性の優れたサーボトランスファプレスシステムを提供することにある。
【課題を解決するための手段】
【0019】
本発明は、実機を低速運転しつつ目視確認が必要な干渉回避確認作業を通じて得た結果を基準干渉線図として情報化しておき、トランスファプレスモーション変更を伴う実際運転に際しては当該モーションで運転した場合の予測結果を運転干渉線図として情報化しかつ基準干渉線図と運転干渉線図との比較において当該モーションで運転した場合に干渉回避できるか否かを判別可能に形成されている。つまり、モーション変更の度に実施していた時間と手間の掛る上記干渉回避確認作業を一掃しかつ確実な干渉回避の下にトランスファプレス運転可能とするものである。
【0020】
詳しくは、請求項1の発明に係るサーボトランスファプレスシステムは、プレス加工するサーボプレス機械とワークをトランスファするサーボトランスファ装置とを有し、マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、サーボプレス機械をプレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつサーボトランスファ装置をトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成されたサーボトランスファプレスシステムにおいて、基準プレスモーションと基準トランスファモーションとを用いてサーボプレス機械とサーボトランスファ装置との干渉有無関係を表す基準干渉線図を作成する基準干渉線図作成手段と、作成された基準干渉線図を記憶する基準干渉線図記憶手段と、運転前に入力された運転プレスモーションと運転トランスファモーションとを用いてサーボプレス機械とサーボトランスファ装置との干渉発生有無関係を表す運転干渉線図を作成する運転干渉線図作成手段と、作成された運転干渉線図と記憶されている基準干渉線図とを比較しつつ当該運転干渉線図では干渉が発生するか否かを判別する干渉発生有無比較判別手段と、作成された運転干渉線図では干渉が発生すると判別されたことを条件に、入力された運転プレスモーションおよび運転トランスファモーションの一方または双方を変化させて干渉が生じないようにプレス用個別位相信号およびトランスファ用個別位相信号の相対関係を調整する個別位相信号相対関係調整手段とを設けた、ことを特徴とする。
【0021】
また、請求項2の発明は、個別位相信号相対関係調整手段が、プレス速度をサーボトランスファ装置との非干渉領域で変化させかつプレス加工領域では変化させないようにプレス用個別位相信号を自動調整可能に形成されている。
【0022】
また、請求項3の発明は、個別位相信号相対関係調整手段が、トランスファ速度を非ワークトランスファ領域で変化させかつワークトランスファ領域では変化させないようにトランスファ用個別位相信号を自動調整可能に形成されている。
【0023】
さらに、請求項4の発明は、運転プレスモーションがショートストロークであるか否かを判別するショートストローク判別手段と、ワークトランスファ領域において許容されるトランスファ用個別位相信号の最高位相進行速度を設定する最高位相進行速度設定手段を設け、個別位相信号相対関係調整手段が、ショートストローク判別手段によって運転プレスモーションがショートストロークであると判別されたことを条件に、前記ワークトランスファ領域におけるトランスファ用個別位相信号の進行速度を最高位相進行速度に切換える自動調整が可能に形成されている。
【0024】
請求項5の発明は、個別位相信号相対関係調整手段が、サーボトランスファ装置がワークを保持した直後のサーボプレス機械のスライド高さとワークを解放した直後のスライド高さとの相対位置関係を維持できるようにプレス用個別位相信号およびトランスファ用個別位相信号を自動調整可能に形成されている。
【発明の効果】
【0025】
請求項1の発明によれば、モーション変更に対してモーション間の個別位相信号の自動調整が行える操作性の優れたサーボトランスファプレスシステムを提供することができる。また、如何なるモーションの設定を行ってもサーボプレス機械(上型)とサーボトランスファ装置(フィンガー)との干渉を確実に回避できる。
【0026】
請求項2の発明によれば、如何なるモーション設定を行ってもプレス加工領域のプレス運転速度は保証される。つまり、プレス加工品質に関する配慮をせずに自在に個々のモーション設定が可能となる。操作性の一段の向上とプレス加工品質の安定を担保できる。
【0027】
請求項3の発明によれば、如何なるモーション設定を行ってもトランスファ時のワークトランスファ運転速度は保証される。すなわち、ワークトランスファ条件の変化に関する配慮をせずに自在に個々のモーション変更が可能となる。操作性の一段の向上とワークトランスファ動作の安定を担保できる。
【0028】
請求項4の発明によれば、プレスモーション速度を向上できる。しかも、干渉回避に関する配慮をせずに自在に個々のモーション設定が可能である。
【0029】
請求項5の発明によれば、高度なワーク授受の設定に影響を与えることなく、ワークトランスファ動作に関する配慮をせずに、自在な個々のモーション設定が容易になる。
【図面の簡単な説明】
【0030】
【図1】本発明の実施の形態に係るサーボトランスファプレスシステム全体を説明するためのブロック図である。
【図2】サーボプレス機械の正面図である。
【図3】トランスファプレス運転制御装置を説明するためのブロック図である。
【図4】基準干渉線図の作成動作を説明するためのフローチャートである。
【図5】運転干渉線図の作成動作と干渉回避動作手順とを説明するためのフローチャートである。
【図6】基準プレスモーションおよび基準トランスファモーションを説明するためのトランスファプレスモーション線図である。
【図7】基準プレスモーションおよび基準トランスファモーションに基づく基準干渉線図である。
【図8】運転プレスモーション(実施例1…下死点位置で減速運転)を説明するためのトランスファプレスモーション線図である。
【図9】実施例1における運転干渉線図である。
【図10】実施例1における位相信号調整例を説明するためのプレストランスファ個別位相線図である。
【図11】実施例1における位相信号調整例を説明するためのトランスファプレスモーション線図である。
【図12】運転プレスモーション(実施例2…ショートストローク運転)を説明するためのトランスファプレスモーション線図である。
【図13】実施例2における運転干渉線図である。
【図14】実施例2における位相信号調整例を説明するためのプレストランスファ個別位相線図である。
【図15】実施例2における位相信号調整例を説明するためのトランスファプレスモーション線図である。
【図16】サーボプレス機械の正逆転動作例を説明するためのプレスモーション線図である。
【図17】サーボプレス機械の一時停止動作例を説明するためのプレスモーション線図である。
【発明を実施するための形態】
【0031】
以下、本発明を実施するための最良の形態を、図面(図1〜図15)を参照して詳細説明する。
【0032】
本サーボトランスファプレスシステムは、図1〜図3に示す如く、プレス加工するサーボプレス機械1とワーク(材料)をトランスファ(搬送)するサーボトランスファ装置10とを有し、マスター位相信号Smphに同期させたプレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphを生成可能で、サーボプレス機械1をプレス用個別位相信号Spmphに基づく基準プレスモーションBPMでプレス運転可能かつサーボトランスファ装置10をトランスファ用個別位相信号Stmphに基づく基準トランスファモーションBTMでトランスファ運転可能に形成され、基準干渉線図作成手段(31、33、34)と基準干渉線図記憶手段(34DG)と運転干渉線図作成手段(31、33、34)と干渉発生有無比較判別手段(31、33、34)と個別位相信号相対関係調整手段(31、33、34)とを設け、モーション変更に対して自動的なモーション間位相信号調整を行うことで干渉を回避したトランスファプレス運転ができるように形成されている。
【0033】
システム全体を図式化した図1およびサーボプレス機械1の正面図である図2において、本体9に上下動可能に案内されたスライド6は、スライド駆動機構(クランク軸2等を含む)よって上下動(昇降)される。このスライド6に上型7が装着され、下型8はボルスタ(ベッド)に装着されている。上型7と下型8のスライド下死点における上下方向の相対位置、つまりスライド6の下面とボルスタの上面との距離がダイハイトと呼称される。ダイハイトを一定に維持することが、プレス製品の精度(品質)を保持するための必須条件である。
【0034】
クラウン内のクランク軸2は、ギヤ機構を介したサーボモータ4により回転駆動される。クランク軸2には、クランク軸2の回転角度を検出するクランク軸エンコーダ3が設けられている。このクランク軸エンコーダ3の検出回転角度信号θckは、図3に示すトランスファプレス運転制御装置30(38B)に入力される。検出回転角度信号θckを信号処理することで、プレス速度(SPM)やスライド6の現在の上下方向位置(下死点位置等)を検出することができる。
【0035】
また、サーボモータ4には、モータエンコーダ5が設けられている。このモータエンコーダ5からの検出回転角度信号θpfは、サーボプレス制御用としてサーボプレス制御装置21およびサーボアンプ22に入力される。トランスファプレス運転制御装置30(38B)にも入力される。
【0036】
図1、図2において、サーボトランスファ装置10は、サーボモータ14によって左右1対のトランスファバー11をトランスファ駆動する。トランスファバー11には、ワーク(プレス加工材料)をクランプするための用具(フィンガー、爪状部材、バキュームカップ等)が設けられている。この実施の形態ではフィンガーが装着され、図6に示すアンクランプ動作UCLとリターン動作(フィード動作)RTNとクランプ動作CLPとリフト動作LFTとアドバンス動作(フィード動作)ADVとダウン動作DWNとを一部重複(同時)させつつトランスファ動作される。
【0037】
また、サーボモータ14(3台分…14f、14c、14l)には、モータエンコーダ15(15f、15c、15l)が設けられている。このモータエンコーダ15(15f、15c、15l)からの検出回転角度信号θtf(θtft、θtfc、θtfl)は、サーボトランスファ制御用としてサーボトランスファ制御装置25(3台分…25f、25c、25l)およびサーボアンプ26(26f、26c、26l)のそれぞれに入力される。トランスファプレス運転制御装置30(38D)にも入力される。
【0038】
なお、サーボプレス機械1、サーボトランスファ装置10は、以上の構成・構造に拘束されない。つまり、特に限定されない。
【0039】
図3において、トランスファプレス運転制御装置30は、CPU31、ROM32、RAM33、HDD(ハードディスク装置)34、タッチパネル35およびインターフェイス38A〜38Dとからなる。ROM32にはOS、基本的な制御プログラムや固定値が格納されている。HDD34は、本発明を実施するための各種制御プログラムを記憶保持する。設定入力されたデータや検出データ等も記憶保持する。なお、HDD34は、不揮発性メモリの一例として用いたので、これに代えた他の不揮発性メモリから構成してもよい。タッチパネル35は、説明便宜のために、操作部36および表示部37から形成されているものとする。
【0040】
本明細書において、何々手段(31、33、34)と表示されたものは、当該何々手段が制御プログラムを格納したHDD34とRAM33に展開された当該制御プログラムを実行するCPU31とを構成要素として形成されているものとする。
【0041】
図1、図3を参照し、本サーボトランスファプレスシステムの基本的機能・手段、つまりマスター位相信号Smphに同期させたプレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphを生成可能で、サーボプレス機械1をプレス用個別位相信号Spmphに基づく基準プレスモーションBPMでプレス運転可能かつサーボトランスファ装置10をトランスファ用個別位相信号Stmphに基づく基準トランスファモーションBTMでトランスファ運転可能とするマスター位相信号同期方式(特許文献3を参照)の機能・手段について説明する。
【0042】
操作部36を用いて、オペレータは、プレス加工に最適なプレスモーションを作成するためのデータSpmdを入力する。プレスモーション(データ)のイメージは、図1に示すように横軸がプレス用個別位相信号の値(例えば、角度表現で0度から360度)とされ、縦軸がスライド位置とされたグラフ形式である。つまり、プレスモーション作成データSpmdは、スムージング処理等がなされ、イメージ的なプレスモーションとしてプレスモーション記憶手段34Pに記憶される。
【0043】
同様に、ワークトランスファ(材料搬送)に最適なトランスファモーションを作成するためのデータStmdを入力する。トランスファモーションデータのイメージは、横軸をトランスファ用個別位相信号の値(例えば、角度表現で0度から360度とし、縦軸をトランスファバーの3次元位置(フィード、リフトおよびクランプ方向への動作位置)とするグラフ形式である。このトランスファモーション作成用データStmdは、スムージング処理等がなされ、イメージ的なトランスファモーションとしてトランスファモーション記憶手段34Tに記憶される。
【0044】
入力(記憶)されたプレスモーションはサーボプレス制御装置21およびトランスファプレス運転制御装置30に分配され、トランスファモーションはサーボトランスファ制御装置25およびトランスファプレス運転制御装置30に分配される。詳細は後記する。
【0045】
マスター位相信号生成出力手段50(31、33、34)は、CPU31内の発振回路から出力される時計信号を利用してマスター位相信号Smphを生成出力する。トランスファプレス運転が起動されると、このマスター位相信号Smphの値が角度表現で0度から上昇を開始し360度を越えると再び0度となり上昇を繰り返す。具体的には、工程番号を進捗させて行われる。
【0046】
なお、図1では、マスター位相信号生成出力手段50がトランスファプレス運転制御装置30の内部に実装されているが、外部からマスター位相信号を供給するように構築してもよい。
【0047】
個別位相信号生成出力手段60(31、33、34)は、入力されたマスター位相信号Smphと記憶されたプレスモーションに基づくサーボプレス用個別位相信号Spphとから、マスター位相信号Smphに同期させたプレス用個別位相信号Spmphを生成してインターフェイス38Aからサーボプレス制御装置21に出力する。
【0048】
同様に、マスター位相信号Smphと記憶されたトランスファモーションに基づくトランスファ用個別位相信号Stph(Stphf、Stphc、Stphl)とからマスター位相信号Smphに同期させたトランスファ用個別位相信号Stmphを生成してインターフェイス38Cからサーボトランスファ制御装置25(25f、25c、25l)に出力する。
【0049】
サーボプレス制御装置21は、マスター位相信号Smphに同期されたプレス用個別位相信号Spmphとサーボモータエンコーダ5からのフィードバック信号θpfを参照しつつ、実際クランク角度を算出クランク目標角度と一致させるためのプレス制御信号Spcを生成する。算出クランク目標角度とは、プレスモーション記憶手段34Pに記憶されているプレスモーション(スライド位置データSpps)から求められる現在のスライド目標位置に対して機械的に一義に対応するクランク目標角度として算出されたものである。生成したプレス制御信号Spcはサーボアンプ22で増幅され、プレス駆動信号Spcdとしてサーボモータ4を回転駆動する。
【0050】
サーボトランスファ制御装置25(25f、25c、25l)は、マスター位相信号Smphに同期されたトランスファ用個別位相信号Stmphとサーボモータエンコーダ15(15f、15c、15l)からのフィードバック信号θpf(θtff、θtfc、θtfl)を参照しつつ、実際モータ角度を算出モータ目標角度と一致させるためのトランスファ制御信号Stc(Stcf、Stcc、Stcl)を生成する。
【0051】
算出モータ目標角度とは、トランスファモーション記憶手段34Tに記憶されているトランスファモーション[トランスファ位置データStps(Stpsf、Stpsc、Stpsl)]から求められる現在のトランスファバー(フィンガー)11の目標位置(フィード目標位置、クランプ目標位置、リフト目標位置)に対して機械的に一義に対応するフィード、クランプ、リフトのサーボモータ目標角度として算出されたものである。生成されたトランスファ制御信号Stc(Stcf、Stcc、Stcl)はサーボアンプ26(26f、26c、26l)で増幅され、トランスファ駆動信号Stcd(Stcdf、Stcdc、Stcdl)としてサーボモータ14(14f、14c、14l)を回転駆動する。
【0052】
かくして、干渉無くサーボトランスファ装置10の円滑で確実なトランスファ動作を保証できかつサーボプレス機械1の持つ特性(スライドの自由な動作特性)を十二分に発揮させることができると理解される。
【0053】
また、プレスモーション記憶手段34Pに記憶されているプレスモーションおよびトランスファモーション記憶手段34Tに記憶されているトランスファモーションは、既にトランスファプレス運転をして干渉が発生しないと確認されたものである場合は、これらモーションが基準プレスモーション、基準トランスファモーションとされる。この意味において、プレスモーション記憶手段34P、トランスファモーション記憶手段34Tは、基準プレスモーション記憶手段(34P)、基準トランスファモーション記憶手段(34T)としても機能(兼用)する。図6に具体例、基準プレスモーションBPMおよび基準トランスファモーションBTM(フィード動作BTMf、クランプ動作BTMc、リフト動作BTMl)を示す。
【0054】
最初に入力されたプレスモーション(データ)およびトランスファモーション(データ)が基準プレスモーション(データ)および基準トランスファモーション(データ)であると認められるまでには、入力されたプレスモーションおよびトランスファモーションに基づくプレス運転動作およびトランスファ運転動作を微速連動させつつ金型(上型7)とトランスファバー(フィンガー)11とが干渉することがない旨の確認作業が必須条件となる。途中で、干渉が生じると確認された場合や、干渉発生の虞があると確認されたときには、個別位相信号調整によりプレスモーションを維持しつつトランスファモーションの調整を繰り返す。その結果、干渉発生を完璧に回避できると最終確認された場合に、当該プレスモーションおよびトランスファモーションがはじめて基準プレスモーションおよび基準トランスファモーションとなる。
【0055】
なお、途中で、干渉が確認された場合や、干渉発生の虞があると確認されたときには、最高速トランスファモーションを維持しつつプレスモーションの調整を繰り返すことで、干渉発生を回避できるようにする場合もある。その結果として、調整されたプレスモーションおよびトランスファモーションを基準プレスモーションおよび基準トランスファモーションとする。
【0056】
すなわち、従来は、モーション変更の度に多大な労力、時間を費やす微速連動による確認作業および繰返し調整作業を実行しなければならなかったので、操作性が悪く、生産性が低下する要因よなっていた。また、サーボプレス機械1の固有的な特性を発揮できなかった場合も多い。本発明は、これら問題を一挙に解消する。
【0057】
ここにおいて、基準干渉線図作成手段(31、33、34)は、基準プレスモーションと基準トランスファモーションとを用いてサーボプレス機械1とサーボトランスファ装置10との干渉有無関係を表す基準干渉線図を作成する手段である。当該線図作成制御プログラムは、予めHDD34に記憶保持(格納)されている。
【0058】
基準干渉線図の作成動作を説明するための図4において、まず、基準プレスモーションを設定(図4のST10)する。前述した基準プレスモーション記憶手段(34P)に記憶されている基準プレスファモーション(図6に示す基準プレスモーションBPM)を設定したとする。この基準プレスモーションBPMは、サーボモータ4が設定速度で一定回転(回転変速動作を行わせない。)している場合のものである。つまり、クランク軸等速モーションである。
【0059】
次に、トランスファモーションを選択して設定する。基準トランスファモーション記憶手段(34T)に記憶されている基準トランスファモーション(図6に示す基準トランスファモーションBTM)を選択トランスファモーションとして設定(ST11)したとする。基準トランスファモーションBTMは、トランスファフィードモーションBTMf(アドバンス動作ADV,リターン動作RTN)、トランスファクランプモーションBTMc(クランプ動作CLP,アンクランプ動作UCL)およびトランスファリフトモーションBTMl(リフト動作LFT,ダウン動作DWN)からなる。動作順序としては、ADV−DWN−UCL−RTN−CLP−LFT−ADV…であり、フィードバー(フィンガー)11でワークをフィードする。
【0060】
図4に戻り、運転起動指令を発して低速(乃至微速)でトランスファプレス運転を実行する(ST12)。そして、低速連動中に実機(1、10)の目視観察により干渉の有無を慎重に確認する(ST13)。この場合は、既に選択トランスファモーションが基準プレスモーションBPMとの組合せで干渉発生がないと確認かつ記憶済の基準トランスファモーションBTMとされているから、干渉は発生しない筈である。そこで、観察したオペレータは、操作部36を用いて干渉発生無しに相当する信号を発する(ST14でYES)。選択トランスファモーションが、基準トランスファモーションBTMとされる(ST15)。
【0061】
一方、選択されたトランスファモーションが任意のものであることから、干渉有相当信号を発した場合(ST14でNO)は、引続き当該選択トランスファモーションに代わる新たな選択トランスファモーションに設定変更(ST11)して、ST12、ST13,ST14を繰り返す。
【0062】
かくして、基準干渉線図作成手段(31、33、34)は、図6に示した基準プレスモーションBPMと基準トランスファモーションBTMとを用いて、図7に示す基準干渉線図を作成する(ST16)。作成された基準干渉線図BDGf、BDGcは、HDD34内の線図記憶手段34DGに記憶される(ST17)。
【0063】
図7(A)に示す基準干渉線図BDGfは、トランスファフィードストローク(距離)を横軸、プレスストロークからトランスファリフトストロークを減じた距離を縦軸とした線図であり、図2のサーボプレス機械1の正面(紙面手前)から見てトランスファフィンガーが上型7に対してどのような2次元軌跡(基軸線Z方向およびワークフィード方向)を辿るかを表わす。線図BDGf内が干渉保護領域である。ワークフィード方向とは、図2で紙面左右方向である。
【0064】
なお、横軸は左側を“0”として右側が“最大”となる距離を示すが、図13についての説明便宜との関係から縦軸(距離)は上側を“0”とし、下側が“最大”として示してある。図9についても、同じとした。
【0065】
図7(B)の基準干渉線図BDGcは、トランスファクランプストローク(距離)を横軸、プレスストロークからトランスファリフトストロークを減じた距離を縦軸とした線図であり、図2のサーボプレス機械1の側面(紙面右側)から見てトランスファフィンガーが上型7に対してどのような2次元軌跡(基軸線Z方向およびワーククランプ方向)を辿るかを示す。線図BDGcの上方側が干渉保護領域である。ワーククランプ方向とは、図2で紙面手前奥行き方向である。
【0066】
この基準干渉線図BDGcは、ワーククランプ方向の右側半分を示す。概念的には、トランスファフィンガーが、プレスストロークからトランスファリフトストロークを減じた距離が大きいときにプレス機械1内に進移動(侵入)し、小さいときに外部に向けて退移動(退避)する動作である。
【0067】
なお、左側半分は、図2のサーボプレス機械1の基軸線Zを中心とする線対称形となるので図示省略したが、この図7(B)と同図(A)との組合せにより基準干渉図を3次元的空間として把握することができる。この点に関しては、図9、図13の場合も同様である。
【0068】
実際のトランスファプレス運転に際し、プレスモーション(または/およびトランスファモーション)の設定変更を行ったとすると、サーボプレス機械1(上型7)とサーボトランスファ装置10(トランスファフィンガー)の相互位置関係が変化する。つまり、後記する運転干渉線図ADGf、ADGcが、図7(A)、(B)に示す基準干渉線図(上型干渉線図)BDGf、BDGcと異なるものに変化する。その変化が、基準干渉線図に示す干渉保護領域に侵入した場合は、上型7とトランスファフィンガー(11)とが干渉する事態を招くと判別できるわけである。
【0069】
図5において、実際のトランスファプレス運転に先立ちモーション変更要求をした後に(ST20でYES)、モーションを設定する。製品品質、生産効率の観点から運転プレスモーションのみを変更したいとする場合が多いが、ワーク形態に対する取扱上の要求(ワークを一段と安定保持したい。)、つまり運転トランスファモーションのみを変更したい場合もある。さらに、双方を変更したいとする場合もある。
【0070】
そこで、この実施の形態では、運転プレスモーションを設定可能(ST21)でかつ運転トランスファモーションをも設定可能(ST22)に形成してある。運転干渉線図の作成は、少なくとも1つの運転モーションが入力されたことを条件に実行される。
【0071】
運転干渉線図作成手段(31、33、34)は、運転前に入力された運転プレスモーションと運転トランスファモーションとを用いてサーボプレス機械1とサーボトランスファ装置10との干渉発生有無関係を表す運転干渉線図を作成する手段である。
【0072】
作成手順としては、運転プレスモーションのみが設定(入力)された場合には、基準プレスモーションを入力された運転プレスモーションに代えかつ基準トランスファモーションとの関係で運転干渉線図を作成する。干渉無しとなるまで、基準トランスファモーションを変更調整する。干渉無しとなった時点の入力トランスファモーションを運転トランスファモーションとする。
【0073】
もとより、選択入力したプレスモーションを、常にそのまま運転プレスモーションとするとは限らない。プレスモーションを変更する目的(例えば、一時停止)が達成されるならば、他の領域内での動作に改変(プレス高速化)を加えても構わない。運転トランスファモーション側に少なくとも悪影響を与えず、さらには余裕を与えることができるなら、総合的利益を大きくできるからである。
【0074】
運転トランスファモーションのみが設定(入力)された場合には、基準トランスファモーションを入力された運転トランスファモーションに代えかつ基準プレスモーションとの関係で運転干渉線図を作成する。干渉無しとなるまで、基準プレスモーションを変更調整する。干渉無しとなった時点の入力プレスモーションを運転プレスモーションとする。
【0075】
もとより、選択入力したトランスファモーションを、常にそのまま運転トランスファモーションとするとは限らない。トランスファモーションを変更する目的(例えば、クランプ動作の定速化)が達成されるならば、他の領域内での動作に改変(例えば、フィード動作の高速化)を加えても構わない。運転プレスモーション側に少なくとも悪影響を与えず、さらには余裕を与えることができるなら、総合的利益を大きくできるからである。
【0076】
さらに、運転プレスモーションおよび運転トランスファモーションの双方が設定(入力)された場合は、運転プレスモーションのみが設定された場合の手順を優先し、運転トランスファモーションがサーボトランスファ装置10の稼動状況が性能的・容量的な最大に至ったときに、運転トランスファモーションのみが設定された場合の手順に移行するものと形成してある。運転開始前に操作部でその宣言をしておけばよい。
【0077】
すなわち、運転干渉線図作成手段(31、33、34)は、運転前に入力された運転プレスモーション(ST21)および/または運転トランスファモーション(ST22)を用いて運転干渉線図を作成する(ST23)。運転干渉線図は、図7(A)、(B)に示す基準干渉線図に対するものであり、例えば図9(A)、(B)に示すものである。作成手順としては、基準干渉線図の場合(図4のST16)と同様(図5のST23)である。
【0078】
引続き、干渉発生有無比較判別手段(31、33、34)は、作成された運転干渉線図と読み出された記憶済みの基準干渉線図とを比較しつつ当該運転干渉線図では干渉が発生するか否かを判別する(ST26)。運転干渉線図に基づく3次元(または2次元)空間の一部または全部が基準干渉線図に基づく3次元(または2次元)空間内に侵入する場合は、干渉が発生すると判別する。
【0079】
干渉が生じないと判別された場合(ST26でNO)は、当該運転プレスモーション(または、基準プレスモーション)を実際運転プレスモーションとし、当該運転トランスファモーション(または、基準トランスファ)を実際運転トランスファモーションとして、トランスファ運転が許可される(ST261、ST262、ST34)。
【0080】
なお、モーション変更要求が無い場合(ST20でNO)は、基準プレスモーションを実際運転プレスモーションとし、基準トランスファモーションを実際運転トランスファモーションとして、トランスファ運転が許可される(ST201、ST202、ST34)。
【0081】
作成された運転干渉線図では干渉が発生すると判別されたことを条件(SY26でYES)に、個別位相信号相対関係調整手段(31、33、34)が、設定(入力)された運転プレスモーションおよび運転トランスファモーションの一方(または双方)を変化させて干渉が生じないようにプレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphの相対関係を調整する(ST27、ST28)。
【0082】
次いで、調整後運転干渉線図作成手段(31、33、34)は、位相信号調整された後の運転プレスモーション(ST27)および/または運転トランスファモーション(ST28)を用いて運転干渉線図を作成する(ST29)。引続き、干渉回避確認手段(31、33、34)が、位相信号調整後の運転干渉線図と基準干渉線図とを比較しつつ当該運転干渉線図により干渉を回避できたか否かを確認する(ST31)。干渉回避を確認できない場合(ST31でNO)は、再位相信号調整(ST27、ST28)、再作成(ST25)、再確認(ST30、ST31)が繰り返される。
【0083】
干渉回避が担保されると確認できた場合(ST31でYES)は、位相信号調整後の運転プレスモーションを実際運転プレスモーションとし、位相信号調整後の運転トランスファモーションを実際運転トランスファモーションとして、トランスファ運転が許可される(ST32、ST33、ST34)。
【0084】
個別位相信号相対関係調整手段(31、33、34)は、プレス速度をサーボトランスファ装置10との非干渉領域で変化させかつプレス加工領域では変化させないようにプレス用個別位相信号Spmphを自動調整可能に形成されている。他(ワークトランスファ領域)に影響を及ぼさない範囲内で速度変化を許容しつつ自己(プレス加工領域)事情を担保し、あるいは他(ワークトランスファ領域)にその変化に対する余裕を与えることができる。
【0085】
なお、この調整機能は、操作部36を用いてプレス加工品質の安定を優先する旨の宣言(品質優先宣言)をした場合に有効になるよう形成してある。もっとも、常に有効としておき、相対関係調整を優先する旨の除外宣言をした場合に当該調整機能を一時停止とするように形成してもよい。
【0086】
また、個別位相信号相対関係調整手段(31、33、34)は、トランスファ速度を非ワークトランスファ領域で変化させかつワークトランスファ領域では変化させないようにトランスファ用個別位相信号Stmph(Stmphf、Stmphc、Stmphl)を自動調整可能に形成されている。この場合は、自己(ワークトランスファ領域)に影響を及ぼさない範囲内で自己(トランスファ領域)事情を担保し、あるいは他(プレス加工)にその変化に対する余裕を与えることができる。
【0087】
なお、この調整機能は、操作部36を用いてワークトランスファ動作の安定を優先する旨の宣言(トランスファ安定優先宣言)をした場合に有効になるよう形成してある。もっとも、常に有効としておき、相対関係調整を優先する旨の除外宣言をした場合に当該調整機能を一時停止とするように形成してもよい。
【0088】
さらに、個別位相信号相対関係調整手段(31、33、34)は、運転プレスモーションがショートストロークであると判別されたことを条件に、ワークトランスファ領域におけるトランスファ用個別位相信号Stmphの進行速度を最高位相進行速度に切換える自動調整が可能である。すなわち、運用の実際において、プレス速度はプレス加工品質、プレス加工態様等を勘案しつつ総合判断して決められているから、サーボトランスファ装置10に能力的な余裕ある場合も多い。換言すれば、サーボトランスファ装置10が常に最大負荷で運転されているわけではないから、この余裕を有効に活用すればプレスモーションをショートストロークとすることによる生産速度の実現を助長することができる。この個別位相信号相対関係調整機能は、操作部36において、ショートストロークプレス運転が宣言された場合に働く。
【0089】
このために、運転プレスモーションがショートストロークであるか否かを判別するショートストローク判別手段(31、33、34)とワークトランスファ領域において許容されるトランスファ用個別位相信号の最高位相進行速度を設定する最高位相進行速度設定手段(31、33、34)とを設けてある。最高位相進行速度自体は、操作部36により入力されメモリ(HDD34)に記憶保持されている。
【0090】
さらにまた、個別位相信号相対関係調整手段(31、33、34)は、サーボトランスファ装置10がワークを保持した直後のサーボプレス機械1のスライド高さとワークを解放した直後のスライド高さとの相対位置関係を維持できるようにプレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphを自動調整可能に形成されている。これによれば、ワークの引き受け、引渡しを一層確実かつ安定して行える。
【0091】
このサーボプレス機械1とサーボトランスファ装置10とのワークトランスファ動作に関するクランプ位置とアンクランプ位置との相対位置一定化機能は、例えばパイロットピンを利用したワーク授受を行う金型(7)を取付けた場合に発現される。操作部36でワーク授受位置整合宣言をした場合に働くものとしてある。ショートストロークプレス運転宣言の場合と同様に、制御負荷軽減化と制御簡素化のためである。
【0092】
かかる実施の形態の作用・動作を説明する。
【0093】
まず、サーボプレス機械1に金型(7、8)を装着しプレス加工可能な状態とする。次に、トランスファバー11にフィンガーを取り付け、ワークトランスファ(材料搬送)可能な状態とする。
【0094】
モーション変更をしない場合(図5のST20でNO)は、基準プレスモーション記憶手段(34P)に記憶されている基準プレモーションBPMを実際運転プレスモーション(ST201)とし、基準トランスファモーション記憶手段(34T)に記憶されている基準トランスファモーションBTM(フィード用のBTMf、クランプ用のBTMc、リフト用のBTMl)を実際運転トランスファモーション(ST202)として、トランスファプレス運転が許可(ST34)される。つまり、干渉発生無しが確認済である既定の図6に示す基準トランスファプレスモーションで運転することができる。図7(A)、(B)に示す基準干渉線図BDGf、BDGcで、干渉は起こさない。
【0095】
モーション変更をする場合(ST20でYES)は、運転プレスモーションAPMを設定する(ST21)。また、運転トランスファモーションATMを設定する(ST22)。新たな運転トランスファモーションATMを設定しない場合には、基準トランスファモーション記憶手段(34T)に記憶されている基準トランスファモーションBTMが運転トランスファモーションATMとして採用される。
【0096】
すると、運転干渉線図作成手段(31、33、34)が、運転プレスモーションAPMと基準トランスファモーションBTM(または、入力された運転トランスファモーションATM)とを用いて運転干渉線図ADGを作成する(ST23)する。
【0097】
干渉発生有無比較判別手段(31、33、34)は、作成された運転干渉線図ADGと干渉線図記憶手段34DGから読み出した基準干渉線図BDGとを比較しつつ当該運転干渉線図ADGでは干渉が発生するか否かを判別する(ST24,ST25、ST26)。
【0098】
干渉が発生しないと判別された場合(ST26でNO)は、設定された運転プレスモーションAPMを実際運転プレスモーションとし、基準トランスファモーションBTM(または、設定された運転トランスファモーションATM)を実際運転トランスファモーションとして、トランスファプレス運転が許可される(ST261,ST262,ST34)。
【0099】
しかし、作成された運転干渉線図ADGでは干渉が発生する虞が有ると判別された場合(ST26でYES)は、個別位相信号相対関係調整手段(31、33、34)が、入力された運転トランスファモーションATMを変化させて基準プレスモーションBTMとの関係で干渉が生じないようにトランスファ用個別位相信号Stmphの相対位相関係を調整(ST28)する。
【0100】
なお、トランスファ用個別位相信号Stmphの相対位相関係調整が限界に達した後の再調整時には、運転プレスモーションAPMについてのプレス用個別位相信号Spmphを調整(ST27)しなければならない事態もあり得る。つまり、運転プレスモーションAPMおよび運転トランスファモーションATMの一方または双方を変化させて、干渉が生じないようにする。
【0101】
この個別位相信号調整後に、運転干渉線図作成手段(31、33、34)は、調整後運転プレスモーションAPMと基準トランスファモーションBTM(または、調整後の運転トランスファモーションATM)とを用いて再び運転干渉線図ADGを作成する(ST29)する。また、干渉回避確認手段(31、33、34)が、調整後に作成された運転干渉線図ADGと干渉線図記憶手段34DGから読み出した基準干渉線図BDGとを比較して当該運転干渉線図ADGによれば干渉回避できるか否かを確認する(ST30,ST31)。
【0102】
干渉を回避することができると確認された場合(ST31でYES)は、位相信号調整後の運転プレスモーションAPMを実際運転プレスモーションとし、基準トランスファモーションBTM(または、設定された運転トランスファモーションATM)を実際運転トランスファモーションとして、トランスファプレス運転が許可される(ST32,ST33,ST34)。
【0103】
しかし、作成された運転干渉線図ADGでは干渉が回避できないと確認された場合(ST31でNO)は、個別位相信号相対関係調整手段(31、33、34)が、再度、運転トランスファモーションATM(または、基準トランスファモーションBTM)を変化させて、干渉が生じないようにトランスファ用個別位相信号Stmphの相対関係を調整(ST27〜ST30)する。以下、干渉が発生しない運転干渉線図ADGが作成されるまで、繰り返される。
【0104】
(実施例1)
実施例1は、図8〜図11に示すように、プレスモーション(BPM)を変更(下死点付近で減速)する場合である。
【0105】
下死点付近で減速させる運転プレスモーションを設定する(図5のST20でNO,ST21)。図8において、実線で示す運転プレスモーションAPMでは、点線で示す基準プレスモーションBPMの場合に比較して、スライド6の下死点位置付近で停滞する時間が矢印(Tdw,Tup)に示すように増大していることが分る。運転トランスファモーションATMは、図6に示す基準トランスファモーションBTMと同じとされている。
【0106】
この場合の運転干渉線図は、図9(A)、(B)に実線で示すADGf、ADGcである。各点線で示した線図は、図7(A)、(B)に実線で示されたものと同じ基準干渉線図BDGf、BDGcである。すなわち、特に図9(B)から明らかのように運転干渉線図ATMcが基準干渉線図BTMcの干渉保護領域内に大きく侵入しているので、サーボプレス機械1とサーボトランスファ装置10とが干渉が発生すると理解される。また、図8に示す干渉回避間隙INucp、INclpが非常に小さいことからも分る。このように干渉発生有無比較判別手段(31、33、34)が、干渉の発生する虞があると判別(ST26でYES)する。
【0107】
すると、個別位相信号相対関係調整手段(31、33、34)が、入力された運転トランスファモーションATMを変化させて基準プレスモーションBPMとの関係で干渉が生じないようにトランスファ用個別位相信号Stmphの相対位相信号関係を調整(ST28)する。
【0108】
図10に示す干渉回避可能な自動位相信号調整結果を招来するための位相信号調整方法としては、サーボトランスファ装置10のRTN動作とCLP動作との間の位相信号速度(工程番号の進捗速度)を図10に示すように一時停止(または、減速)させる。図11に示すようにプレス加工が完了するまでワークのクランプ動作(CLP動作)を待たせる。すなわち、個別位相信号相対関係調整手段(31、33、34)は、トランスファ安定優先宣言を条件として、トランスファ速度を非ワークトランスファ領域で変化させかつワークトランスファ領域では変化させないようにトランスファ用個別位相信号Stmphを自動調整する機能を発現する。
【0109】
ところで、ADV動作、DWN動作およびUCL動作並びにCLP動作、LFT動作およびADV動作を行わせるための時間幅としては、図6の場合と同様な時間幅を確保しなければならない筈である。しかるに、図6の基準トランスファモーションBTMと比較して、図11の運転トランスファモーションATMでは矢印Tbの方向に早め調整され、矢印Taの方向に遅らせ調整されている。そこで、図10に示すように初期と終期にプレス用個別位相信号速度(工程番号の進捗速度)を減速させることで、トランスファモーションを実行させるための時間幅の拡大(確保)を図る。減速期間は、例えば、0.5秒である。
【0110】
つまり、個別位相信号相対関係調整手段(31、33、34)は、選択プレスモーションの変更に際し、基準トランスファモーションBTMの位相信号調整を行うのみならず本来目的(下死点での減速)を達成できる限りにおいて、干渉回避の観点から設定入力した希望の選択プレスモーション自体の変更(位相信号調整)をも行う優れた機能をもつ。
【0111】
ところで、図6の横軸に示す1プレスストロークに相当するマスター位相角度(0°−360°)が例えば3秒間で進捗するものとすれば、時間幅確保のために遅らせた時間(0.5秒)の始終合計(1.0秒)を加算すると4秒になってしまう。つまり、プレス運転速度が低下してしまう。この生産性低下は許され難い。
【0112】
かくして、この実施の形態では、プレス用個別位相信号(角度)の進捗速度を上げてある。つまり、図10において、本来のプレス用個別位相信号(角度)の進捗速度はポイントP0とポイントP360とを結ぶ直線で表される一定速度であるが、増速領域内での直線勾配が大きいことからもプレス用個別位相信号(角度)の進捗速度が高速化されていることが分る。高速進捗速度は、1秒を短縮できる値に選定してある。すなわち、プレス運転速度を元の値[3秒(=4秒−1秒)]を維持したトランスファプレス運転を行え、生産性を担保できる。
【0113】
ここに、個別位相信号相対関係調整手段(31、33、34)は、品質優先宣言がなされていることを条件として、プレス運転速度をサーボトランスファ装置10との非干渉領域で変化させかつプレス加工領域では変化させないようにプレス用個別位相信号Spmphを自動調整する機能をも発現することもできる。
【0114】
以上のプレス用個別位相信号(角度)およびトランスファ用個別位相信号(角度)の自動調整の結果、図11に示すようにアンクランプ動作UCLとプレスモーションAPMとの干渉回避隙間INucpおよびクランプ動作CLPとプレスモーションAPMとの干渉隙間INclpが、図8の場合に比較して十分に広く確保されていることが分る。よって、干渉回避が約束されたトランスファプレス運転を安定して行える。
【0115】
(実施例2)
実施例2は、図12〜図15に示すプレスモーション変更(ショートストローク運転)の場合である。
【0116】
ショートストロークプレス運転の宣言をしてから、スライドストロークを小さくするように運転プレスモーションAPMを設定する(図5のST20でNO,ST21)。スライド6の上昇限位置を上死点位置以下である図12の低位置(Hst)に設定する。図12に実線で示す運転プレスモーションAPMは、点線で示す基準プレスモーションBPMの場合(上死点位置)に比較してスライド6の上昇限位置が設定位置Hstとなる。つまり、運転プレスモーションAPMが、ショートストロークで終了していることが分る。運転トランスファモーションATMは、図6に示す基準トランスファモーションBTMと同じである。
【0117】
この場合の運転干渉線図は、図13(B)に実線で示す線図ADGcであり、図7(B)に実線で示された基準干渉線図BDGcと同じである。すなわち、新たな運転干渉線図ADGcが干渉保護領域に侵入していないから、サーボプレス機械1(上型7)とサーボトランスファ装置10(トランスァフィンガー)とは干渉しない。図13(A)に実線で示す線図ADGfは、点線で示した基準干渉線図BDGf[図7(B)に実線で示す。]に比較して、ショートストローク分だけ小さくなっている。この線図でも、干渉しないことが分る。
【0118】
ショートストロークが設定された場合は、干渉が生じない場合でも、位相信号調整を実行(図5のST27)するように形成されている。図14に示すように始終域(設定位置Hst)で位相信号速度(工程番号の進捗)を停止させ、サーボトランスファ装置10のトランスファ動作時間を確保できるよう自動位相信号を調整する。つまり、プレス用個別位相信号Spmphを調整する。
【0119】
この自動位相信号調整後のトランスファプレスモーションを示す図15において、トランスファクランプモーションATM(UCL、CLP)と運転プレスモーションAPMとの干渉隙間INucl、INclpが十分に確保されていることが分る。
【0120】
ここにおいて、サーボトランスファ装置10のもつ能力的余裕を有効利用してトランスファプレスモーションATM(ADV、DWN、UCL、CLP、LFT)を高速化すれば、運転プレスモーションAPMにとっては停滞と解釈できる上記のワークトランスファ動作時間を短縮することができる。つまり、先の1サイクル3秒を例えば2.5秒に短縮することができる。
【0121】
この実現を期して、個別位相信号相対関係調整手段(31、33、34)は、その宣言の下にショートストローク判別手段(31、33、34)によって運転プレスモーションAPMがショートストロークであると判別されたことを条件に、ワークトランスファ領域におけるトランスファ用個別位相信号Stmphの進行速度を最高速度に切換える。つまり、ショートストローク運転により生産能率を向上することできる。
【0122】
さらに、サーボトランスファ装置10の能力(トランスファ速度)を上げれば、サーボプレス機械1のショートストローク運転に対する能力を十二分に発揮させることができる。ワーク(例えば、電子部品)が小さく、トランスファ速度が速いサーボトランスファ装置10に比較的容易に改変、交換できるような場合は、倍する生産性を達成でき得る。
【0123】
(実施例3)
この実施例3は、図6に示す干渉回避確認済のトランスファプレスモーション(BPM、BTM)上に示したワークを解放するタイミング(アンクランプ高さ)と、ワークを保持するタイミング(クランプ高さ)と、プレススライド高さとの関係(ワーク授受相対位置関係)を一定に堅持させたトランスファプレス運転をさせる場合である。ワーク授受位置整合宣言をしておく。
【0124】
このトランスファプレス運転が指令されると、個別位相信号相対関係調整手段(31、33、34)は、図6に示すように、サーボトランスファ装置10によってワークが保持された直後のサーボプレス機械1のスライド高さとワーク解放直後のスライド高さとの相対位置関係を維持(堅持)するようにプレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphを自動調整する。したがって、ワークの安定かつ円滑なトランスファを確約できる。
【0125】
しかして、この実施の形態によれば、基準干渉線図作成手段(31、33、34)と基準干渉線図記憶手段(34DG)と運転干渉線図作成手段(31、33、34)と干渉発生有無比較判別手段(31、33、34)と個別位相信号相対関係調整手段(31、33、34)とを設け、モーション変更要求があるときはモーション間の個別位相信号Spmph、Stmphを自動調整して干渉回避状態を確立するので、操作性の優れたサーボトランスファプレスシステムを提供することができる。また、如何なるモーションの設定を行ってもサーボプレス機械(スライド、金型等)とサーボトランスファ装置(フィンガー等)との干渉を確実に回避できるから、干渉回避に関する配慮をせずに自在に個々のモーション設定変更ができ、生産効率を大幅に向上できる。
【0126】
また、個別位相信号相対関係調整手段(31、33、34)がプレス速度をサーボトランスファ装置10との非干渉領域で変化させかつプレス加工領域では変化させないようにプレス用個別位相信号Spmphを自動調整するので、如何なるモーション設定を行ってもプレス加工領域のプレス運転速度は保証される。プレス加工品質に関する配慮をせずに自在に個々のモーション設定が可能となる。操作性の一段の向上とプレス加工品質の安定を担保できる。
【0127】
また、個別位相信号相対関係調整手段(31、33、34)がトランスファ速度を非ワークトランスファ領域で変化する(ワークトランスファ領域では変化させない。)ようにトランスファ用個別位相信号Stmphを自動調整するので、如何なるモーション設定を行ってもワークトランスファ時のトランスファ運転速度を保証できる。すなわち、ワークトランスファ条件の変化に関する配慮をせずに自在に個々のモーション変更が可能となる。操作性の一段の向上とワークトランスファ動作の安定を担保できる。
【0128】
さらに、個別位相信号相対関係調整手段(31、33、34)が運転プレスモーションAPMがショートストロークであると判別されたことを条件にワークトランスファ領域におけるトランスファ用個別位相信号Stmphの進行速度を最高速度に切換えるので、ショーストロークに変更することによりプレスモーション速度を向上できる。しかも、干渉回避に関する配慮をせずに自在に個々のモーション設定が可能である。
【0129】
さらにまた、個別位相信号相対関係調整手段(31、33、34)が、プレス用個別位相信号Spmphおよびトランスファ用個別位相信号Stmphを自動調整してワーク保持直後のスライド高さとワーク解放直後のスライド高さの相対位置関係を維持するので、高度なワーク授受の設定に影響を与えることなく、ワークトランスファ動作に関する配慮をせずに、自在な個々のモーション設定が容易になる。例えば、サーボプレス機械1の上型7に設けたパイロットピンによるワーク保持からサーボトランスファ装置10のフィンガーによるワーク保持への移行や、サーボトランスファ装置10によるワークトランスファ保持からサーボプレス機械1(パイロットピン)によるワーク保持への移行を円滑に行える。
【符号の説明】
【0130】
1 サーボプレス機械
4 サーボモータ
6 スライド
7 上型
10 サーボトランスファ装置
11 フィードバー
14 サーボモータ
21 サーボプレス制御装置
25 サーボトランスファ制御装置
30 トランスファプレス運転制御装置
31 CPU(基準干渉線図作成手段、運転干渉線図作成手段、干渉発生有無判別手段、個別位相信号相対関係調整手段)
32 ROM
33 RAM(基準干渉線図作成手段、運転干渉線図作成手段、干渉発生有無判別手段、個別位相信号相対関係調整手段)
34 HDD(基準干渉線図作成手段、運転干渉線図作成手段、干渉発生有無判別手段、個別位相信号相対関係調整手段)
34P プレスモーション記憶手段(基準プレスモーション記憶手段)
34T トランスファモーション記憶手段(基準トランスファモーション記憶手段)
34DG 干渉線図記憶手段(基準干渉線図記憶手段)
35 タッチパネル
36 操作部
37 表示部
50 マスター位相信号生成出力手段(31、33、34)
60 個別位相信号生成出力手段(31、33、34)
【特許請求の範囲】
【請求項1】
プレス加工するサーボプレス機械とワークをトランスファするサーボトランスファ装置とを有し、マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、サーボプレス機械をプレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつサーボトランスファ装置をトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成されたサーボトランスファプレスシステムにおいて、
前記基準プレスモーションと前記基準トランスファモーションとを用いて前記サーボプレス機械と前記サーボトランスファ装置との干渉有無関係を表す基準干渉線図を作成する基準干渉線図作成手段と、
作成された基準干渉線図を記憶する基準干渉線図記憶手段と、
運転前に入力された運転プレスモーションと運転トランスファモーションとを用いて前記サーボプレス機械と前記サーボトランスファ装置との干渉発生有無関係を表す運転干渉線図を作成する運転干渉線図作成手段と、
作成された運転干渉線図と記憶されている基準干渉線図とを比較しつつ当該運転干渉線図では干渉が発生するか否かを判別する干渉発生有無比較判別手段と、
作成された運転干渉線図では干渉が発生すると判別されたことを条件に、入力された運転プレスモーションおよび運転トランスファモーションの一方または双方を変化させて干渉が生じないように前記プレス用個別位相信号および前記トランスファ用個別位相信号の相対関係を調整する個別位相信号相対関係調整手段とを設けた、サーボトランスファプレスシステム。
【請求項2】
請求項1のサーボトランスファプレスシステムにおいて、
前記個別位相信号相対関係調整手段が、プレス速度を前記サーボトランスファ装置との非干渉領域で変化させかつプレス加工領域では変化させないように前記プレス用個別位相信号を自動調整可能に形成されている、サーボトランスファプレスシステム。
【請求項3】
請求項1または請求項2のサーボトランスファプレスシステムにおいて、
前記個別位相信号相対関係調整手段が、トランスファ速度を非ワークトランスファ領域で変化させかつワークトランスファ領域では変化させないように前記トランスファ用個別位相信号を自動調整可能に形成されている、サーボトランスファプレスシステム。
【請求項4】
請求項1のサーボトランスファプレスシステムにおいて、
前記運転プレスモーションがショートストロークであるか否かを判別するショートストローク判別手段と、前記ワークトランスファ領域において許容される前記トランスファ用個別位相信号の最高位相進行速度を設定する最高位相進行速度設定手段を設け、
前記個別位相信号相対関係調整手段が、該ショートストローク判別手段によって前記運転プレスモーションがショートストロークであると判別されたことを条件に、前記ワークトランスファ領域における前記トランスファ用個別位相信号の進行速度を最高位相進行速度に切換える自動調整が可能である、サーボトランスファプレスシステム。
【請求項5】
請求項1のサーボトランスファプレスシステムにおいて、
前記個別位相信号相対関係調整手段が、前記サーボトランスファ装置がワークを保持した直後の前記サーボプレス機械のスライド高さとワークを解放した直後のスライド高さとの相対位置関係を維持できるように前記プレス用個別位相信号および前記トランスファ用個別位相信号を自動調整可能に形成されている、サーボトランスファプレスシステム。
【請求項1】
プレス加工するサーボプレス機械とワークをトランスファするサーボトランスファ装置とを有し、マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、サーボプレス機械をプレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつサーボトランスファ装置をトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成されたサーボトランスファプレスシステムにおいて、
前記基準プレスモーションと前記基準トランスファモーションとを用いて前記サーボプレス機械と前記サーボトランスファ装置との干渉有無関係を表す基準干渉線図を作成する基準干渉線図作成手段と、
作成された基準干渉線図を記憶する基準干渉線図記憶手段と、
運転前に入力された運転プレスモーションと運転トランスファモーションとを用いて前記サーボプレス機械と前記サーボトランスファ装置との干渉発生有無関係を表す運転干渉線図を作成する運転干渉線図作成手段と、
作成された運転干渉線図と記憶されている基準干渉線図とを比較しつつ当該運転干渉線図では干渉が発生するか否かを判別する干渉発生有無比較判別手段と、
作成された運転干渉線図では干渉が発生すると判別されたことを条件に、入力された運転プレスモーションおよび運転トランスファモーションの一方または双方を変化させて干渉が生じないように前記プレス用個別位相信号および前記トランスファ用個別位相信号の相対関係を調整する個別位相信号相対関係調整手段とを設けた、サーボトランスファプレスシステム。
【請求項2】
請求項1のサーボトランスファプレスシステムにおいて、
前記個別位相信号相対関係調整手段が、プレス速度を前記サーボトランスファ装置との非干渉領域で変化させかつプレス加工領域では変化させないように前記プレス用個別位相信号を自動調整可能に形成されている、サーボトランスファプレスシステム。
【請求項3】
請求項1または請求項2のサーボトランスファプレスシステムにおいて、
前記個別位相信号相対関係調整手段が、トランスファ速度を非ワークトランスファ領域で変化させかつワークトランスファ領域では変化させないように前記トランスファ用個別位相信号を自動調整可能に形成されている、サーボトランスファプレスシステム。
【請求項4】
請求項1のサーボトランスファプレスシステムにおいて、
前記運転プレスモーションがショートストロークであるか否かを判別するショートストローク判別手段と、前記ワークトランスファ領域において許容される前記トランスファ用個別位相信号の最高位相進行速度を設定する最高位相進行速度設定手段を設け、
前記個別位相信号相対関係調整手段が、該ショートストローク判別手段によって前記運転プレスモーションがショートストロークであると判別されたことを条件に、前記ワークトランスファ領域における前記トランスファ用個別位相信号の進行速度を最高位相進行速度に切換える自動調整が可能である、サーボトランスファプレスシステム。
【請求項5】
請求項1のサーボトランスファプレスシステムにおいて、
前記個別位相信号相対関係調整手段が、前記サーボトランスファ装置がワークを保持した直後の前記サーボプレス機械のスライド高さとワークを解放した直後のスライド高さとの相対位置関係を維持できるように前記プレス用個別位相信号および前記トランスファ用個別位相信号を自動調整可能に形成されている、サーボトランスファプレスシステム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2013−91078(P2013−91078A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−234858(P2011−234858)
【出願日】平成23年10月26日(2011.10.26)
【出願人】(000100861)アイダエンジニアリング株式会社 (153)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月26日(2011.10.26)
【出願人】(000100861)アイダエンジニアリング株式会社 (153)
【Fターム(参考)】
[ Back to top ]