
サーマルスプレッダを使用して複合構造部材を接合する方法及び装置
【課題】複合構造部品が実質的な温度の変動なしに、ジョイントの長さ全体に実質的に均一な温度を維持することができる、複合構造部品を接合する装置及び方法を提供する。
【解決手段】構造部材を形成する装置であって、開位置及び閉位置の間で相互に対して移動可能であり得るツールプラットフォーム及び圧力プラットフォームを含む。本装置は、部材を押しつけることができるツールを含むことができる。前記ツールはツールプラットフォームによって支持することができ、内表面を有していてよい。本装置は、部材に圧力を印加するために加圧されるように構成された圧力ブラダを含むことができる。前記圧力ブラダは、部材をツールに押し付けるために圧力プラットフォームによって支持することができる。さらに含まれているのは、内表面に熱を分配するために、内表面と熱的に接触しているツールとツールライナーを加熱するための加熱システム。
【解決手段】構造部材を形成する装置であって、開位置及び閉位置の間で相互に対して移動可能であり得るツールプラットフォーム及び圧力プラットフォームを含む。本装置は、部材を押しつけることができるツールを含むことができる。前記ツールはツールプラットフォームによって支持することができ、内表面を有していてよい。本装置は、部材に圧力を印加するために加圧されるように構成された圧力ブラダを含むことができる。前記圧力ブラダは、部材をツールに押し付けるために圧力プラットフォームによって支持することができる。さらに含まれているのは、内表面に熱を分配するために、内表面と熱的に接触しているツールとツールライナーを加熱するための加熱システム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は概して、複合構造部品の接合に関し、さらに具体的には、複合構造部品間の接合部全体の温度を実質的に一定に維持することに関するものである。
【背景技術】
【0002】
比較的長い複合構造部材を加工する時に、複合構造部品の端と端をスプライスジョイントで接合することができる。例えば、航空機産業において、航空機の翼のスパーは、スプライス部材を用いて、スパーの2つ以上の比較的長い複合部分を接合することによって形成することができる。スプライス部材は、複合部分及びスプライス部材が同時硬化又は同時接着されて完成したスパーを形成することができるように、複合部分とスプライス部材が接着固定具内に装着されている時に、熱を加えることによって複合部分に接着させることができる。
【0003】
製造要件を満たすために、比較的狭い温度範囲の熱をスプライスジョイントに加えることが通常必要である。温度範囲は、複合構造部品が硬化するまで所定の時間維持しなければならない。その上、温度の実質的な変動なしに、スプライスジョイントの長さ全体で実質的に均一の温度にすることが通常必要である。
【0004】
同時硬化又は同時接着の複合構造部品については、複合構造部品の最大機械特性及び他の特質を得るために、熱を加えている間に複合構造部品に圧力を印加することも必要になり得る。複合構造部品の加工においては、一般にオートクレーブを、制御された一定の方法で熱及び圧力を加える手段として用いる。しかしながら、翼のスパー等の比較的長い構造部品については、ほとんどのオートクレーブの長さに制限があるため、熱と圧力を加えるためにオートクレーブに構造部品を設置することが可能でない場合がある。
【0005】
したがって、当技術分野において、オートクレーブを必要とせずに、比較的長さの長い複合構造部品を接合させる装置及び方法が必要である。さらに、当技術分野において、上記複合構造部品が実質的な温度の変動なしに、ジョイントの長さ全体において実質的に均一な温度を維持することができる、複合構造部品を接合する装置及び方法が必要である。
【発明の概要】
【0006】
スプライスジョイント全体に圧力及び均一な温度を印加することに関する上述の必要は、本発明によって具体的に対処され、本発明は、複合部分からなる構造部材のスプライスジョイント部分を硬化させる接着加工装置を提供する。この装置により、スプライスジョイント全体に均一な温度を印加することが容易になり得る。この装置は、複合部分の取付け及び取り外しが可能になるように、開位置と閉位置との間で互いに対して移動可能であってよいツールプラットフォーム及び圧力プラットフォームを備えることができる。
【0007】
本装置は、部材を押しつけることができるツールを含むことができる。ツールは、ツールプラットフォームによって支持することができ、内表面を有することができる。本装置は、部材に圧力をかけるための圧力ブラダを含むことができる。圧力ブラダは、ツールに部材を押しつけるために圧力プラットフォームによって支持することができる。本装置は、内表面に実質的に均一に熱を分布するために、内表面と熱的に接触しているツール及びツールライナーを加熱するための加熱システムをさらに含むことができる。
【0008】
さらなる実施形態では、複合構造部材を硬化する装置が開示されている。本装置は、開位置と閉位置との間を相対的に移動可能であってよいツールプラットフォーム及び圧力プラットフォームを備えることができる。本装置は、部材を押しつけることができるマンドレルを含むことができる。マンドレルは、ツールプラットフォームによって支持することができ、内表面を有することができ、少なくとも一つの端壁を含む。圧力ブラダを本装置に含むことができ、部材に圧力を印加するために加圧するように構成することができる。
【0009】
圧力ブラダは、部材をマンドレルに押し付けるために、圧力プラットフォームによって支持することができる。本装置は、マンドレルを加熱するための加熱システムを含むことができる。例えば銅板等のツールライナーを、任意の方法で任意の場所に例えば機械的固定、接着、溶接、又は任意の他の好適な付着方法でマンドレルに装着することができる。ツールライナーは内表面に装着することができ、内表面に熱を分布させるために内表面と熱的に接触することができる。例えばサーマル・ペースト等の熱伝導膜を、ツールライナーと内表面の間に挿入して、ツールライナーと内表面間の熱的接触を高めることができる。本装置はさらに、ヒートシンクから熱を転送してマンドレルへの熱注入を減らすために、内表面の一部と熱的に接触している一又は複数のヒートシンクをさらに含むことができる。
【0010】
また、構造部材を形成するための加熱ツールアセンブリも開示されている。このツールアセンブリは、構造部材をそれらの間に装着するためのツール及び圧力ブラダを含むことができる。ツールは、内表面と、内表面と熱的に接触しているライナーを有することができる。ツールアセンブリはさらに、ツールを加熱するための加熱システムを含むことができる。加熱システムは加熱媒体を加熱するためのヒータと、加熱媒体を送るブロワと、加熱媒体をツールライナー上に方向づけする複数のノズルをさらに含むことができる。
【0011】
また、構造部材を形成する方法も開示されており、この方法は、第1及び第2複合部分を形成するステップ、及びスプライス部材を形成するステップを含む。本方法はまた、内表面及び外表面を有するマンドレルを提供して、ツールライナーを内表面に装着させることも含むことができる。本方法はさらに、外表面と圧力ブラダの間に第1及び第2複合部分とスプライス部材を取り付けることを含むことができる。加熱された媒体を次に、ツールライナー上に移動させてマンドレルを加熱することができる。
【0012】
さらなる実施形態では、複合構造部材を形成する方法が開示されており、この方法は、第1及び第2複合部分を形成するステップ、及びスプライス部材を形成するステップを含む。本方法は、内表面及び外表面を有するマンドレルと、少なくとも一つのマンドレル端壁を提供することを含むことができる。ツールライナーを内表面に装着させることができる。本方法は、ツールライナーと内表面の間に熱伝導膜を取り付けて、ツールライナーを内表面に機械的に固定することを含むことができる。本方法はまた、ヒートシンクをマンドレル端壁に隣接する内表面に装着するステップも含むことができる。
【0013】
第1及び第2複合部分とスプライス部材を外表面と圧力ブラダの間に取り付けることができる。熱をツールライナーの方に導いて、外表面全体に熱を分布させることができる。本方法は、ヒートシンクから熱を転送して、マンドレル端壁からの外表面への熱注入を減らすことを含むことができる。加熱媒体を内表面に導いている間に、圧力ブラダを加圧することができる。本方法はまた、第1及び第2複合部分とスプライス部材を硬化させることを含むこともできる。
【0014】
本発明はまた:
構造部材を形成するための加熱ツールアセンブリに関するものであり、この加熱ツールアセンブリは:
ツールと圧力ブラダの間に構造部材を装着するためのツール及び圧力ブラダであって、ツールが内表面を有している、ツール及び圧力ブラダと;
ツールの内表面と熱的に接触しているライナーと;
ツールを加熱するための加熱システムを含み、加熱システムは:
加熱媒体を加熱するためのヒータ;
加熱媒体を送るためのブロワ;
加熱媒体をツールライナー上に方向づけするための複数のノズル
を含む。
【0015】
ツールライナーが比較的高い熱伝導率を有する物質でできている、
上に記載の加熱ツールアセンブリ。
ツールライナーが銅及びアルミ板の少なくとも一つを含む、
上に記載の加熱ツールアセンブリ。
ツールライナーが、85℃での測定において約200W/mK〜約600W/mKの範囲の熱伝導率を有する、
上に記載の加熱ツールアセンブリ。
【0016】
ツールライナーがマンドレルに機械的に固定されている、
上に記載の加熱ツールアセンブリ。
ツールライナーと内表面の間に挿入されている熱伝導膜
をさらに含む、上に記載の加熱ツールアセンブリ。
膜が、サーマル・ペーストを含む、
上に記載の加熱ツールアセンブリ。
【0017】
内表面の一部と熱的に接触しているヒートシンクを
さらに含む、上に記載の加熱ツールアセンブリ。
ツールが複数の区域を画定し;
加熱システムがさらに、加熱媒体を複数の区域へ方向づけするために、ブロワとノズルの間に連結されたノズルプレナムアセンブリを含む、
上に記載の加熱ツールアセンブリ。
【0018】
構造部材の熱を保持するための、圧力ブラダを少なくとも部分的に囲む断熱材;及び
圧力ブラダを加熱するために、熱断熱材と圧力ブラダの間に挿入される少なくとも一つの加熱要素
をさらに含む、上に記載の加熱ツールアセンブリ。
圧力ブラダに熱を分布させるために、ブラダライナーに装着される加熱要素を有するブラダライナー
をさらに含む、上に記載の加熱ツールアセンブリ。
【0019】
複合構造部材を形成する方法であって、この方法は:
第1及び第2複合部分を形成するステップ;
スプライス部材を形成するステップ;
内表面及び外表面を有するマンドレルと、少なくとも一つのマンドレル端壁とを提供するステップ;
ツールライナーを内表面に装着するステップ;
ツールライナーと内表面の間に熱伝導膜を設置するステップ;
ツールライナーを内表面に機械的に固定するステップ;
ヒートシンクをマンドレル端壁に隣接する内表面に装着するステップ;
第1及び第2複合部分とスプライス部材を外表面と圧力ブラダの間に設置するステップ;
加熱媒体をツールライナー上に方向づけして、熱を外表面全体に分布させるステップ;
ヒートシンクからの熱を転送して、マンドレル端壁からの外表面への熱注入を低減するステップ;
加熱媒体を内表面上に方向づけしている間に圧力ブラダを加圧するステップ;
第1及び第2複合部分とスプライス部材を硬化させるステップ
を含む方法。
【0020】
説明した特徴、機能及び利点は、本発明の様々な実施形態において個別に達成することができる、または下記の説明及び図面を参照することによってさらに詳細を理解することができる更に別の実施形態と組み合わせることができる。
【0021】
本発明のこれらの及び他の特徴は、全体を通して同じパーツには同じ番号が割り当てられている図面を参照することによりさらに明らかとなる。
【図面の簡単な説明】
【0022】
【図1】図1は複合部分を接合して連続的な構造部材を形成する装置の広範囲のブロック図である。
【図2】図2は図1に示す2つの複合部分の間のスプライスジョイントの正面図である。
【図3】図3は図2の線3−3に沿って切り取った断面図である。
【図4】図4は図2の線4−4に沿って切り取った断面図である。
【図5】図5は代替複合部分の形状を示す断面図である。
【図6】図6は代替複合部分の形状を示す断面図である。
【図7】図7は代替複合部分の形状を示す断面図である。
【図8】図8は代替複合部分の形状を示す断面図である。
【図9】図9は代替複合部分の形状を示す断面図である。
【図10】図10は図3の「B」に指定された領域の断面図である。
【図11】図11は複合部分の構造接着を行う方法を示す簡略化されたフロー図である。
【図12】図12は複合部分の構造接着を行う装置に使用される制御システムを示すブロック図である。
【図13】図13は複合部分の構造接着を行う装置の機能ブロック図である。
【図14】図14は開位置にある接着機のブロック図である。
【図15】図15は図14に示す接着機の斜視図である。
【図16】図16は閉位置にある接着機を示すブロック図である。
【図17】図17は圧力ブラダのブロック図である。
【図18】図18は真空バッグとスプライス部材の接着機への設置を示すブロック図である。
【図19】図19は硬化プロセスの間に、複合部分を保持するのに使用される一対の押さえ板を示すブロック図である。
【図20】図20はマンドレルとブラダを加熱するのに使用される加熱システムを示すブロック概略図である。
【図21】図21は接着機のパーツを形成する制御システムの構成部品を示すブロック図である。
【図22】図22はモジュール式の加熱/冷却システムを示す、ツールタワーの代替形態の概略図である。
【図23】図23は図22に示すモジュール式の加熱/冷却システムのさらなる構成部品を示すブロック図である。
【図24】図24はマンドレルアセンブリとモジュール式の加熱/冷却システムの間の接続部を示すブロック図である。
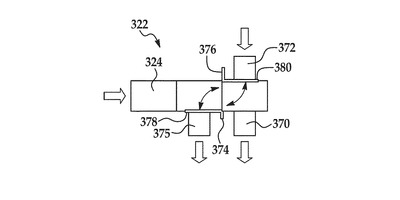
【図25】図25は弁が加熱モードに切り替えられている、モジュール式の加熱及び冷却システムのパーツを形成する誘導弁のブロック図である。
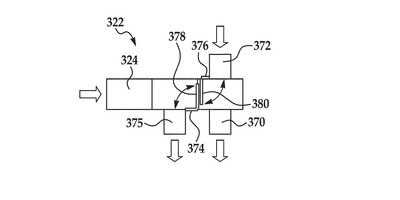
【図26】図26は弁が冷却モードに切り替えられている所を示す、図25と同様のブロック図である。
【図27】図27はマンドレルアセンブリの構成部品を示すブロック図である。
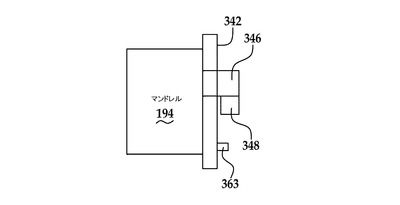
【図28】図28はマンドレルアセンブリのさらなる構成部品を示すブロック図である。
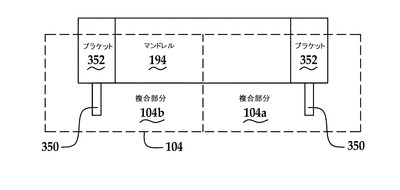
【図29】図29はスパー部分を指標付けするのに有用なマンドレルの詳細を示すブロック図である。
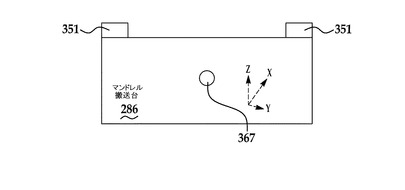
【図30】図30はマンドレル搬送台のブロック図である。
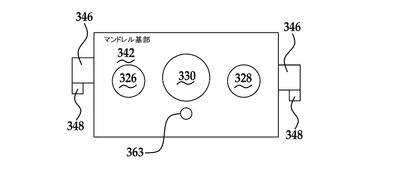
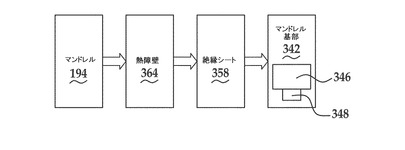
【図31】図31はマンドレルアセンブリとマンドレル基部の構成部品間の関係を示すブロック図である。
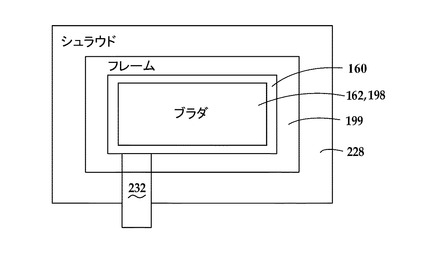
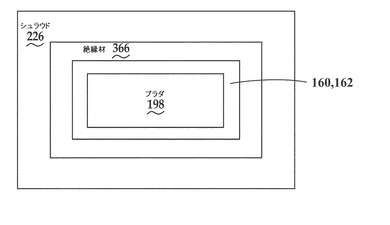
【図32】図32はブラダ及びシュラウドアセンブリのブロック図である。
【図33】図33は取り外し可能なブラダ及びフレームを示すブロック図である。
【図34】図34は二重圧力ブラダのブロック図である。
【図35】図35は複合部分に圧力を印加するための圧力ブラダを示すブロック図である。
【図36】図36は硬化中に複合部分を適所に保持するのに有用なフレームの代替形態を示すブロック図である。
【図37】図37はツールプラットフォーム関連のポータブル圧力シュラウドカートを示すブロック図である。
【図38】図38は引込位置にあるツールプラットフォームを示すブロック図である。
【図39】図39は図38と同様の図であるが、マンドレル搬送台の取り外し準備のために、ツールプラットフォームが前方位置に移動され、マンドレルアセンブリが加熱/冷却システムから接続解除されているところを示す図である。
【図40】図40は航空機の製造及び就航方法のフロー図である。
【図41】図41は航空機のブロック図である。
【図42】図42は閉位置にある接着機の斜視図である。
【図43】図43は図42の線43−43に沿って切り取った接着機とスプライスジョイントの断面図であり、接着機に装着された熱伝導ツールライナーと熱伝導ブラダライナーを示す。
【図44】図44はマンドレルの内表面に装着されたツールライナーを有するマンドレルの斜視図である。
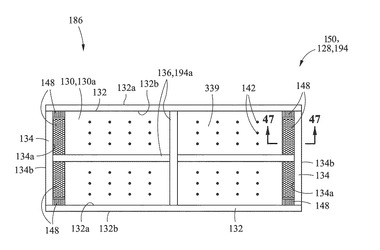
【図45】図45はマンドレル端壁に隣接して装着されたツールライナーとヒートシンクを示すマンドレルの平面図である。
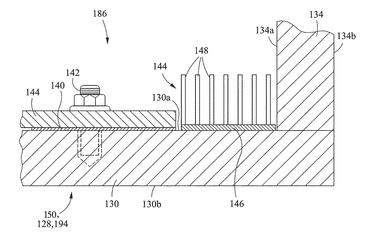
【図46】図46はツールライナーとヒートシンクの装着を示すマンドレルの部分断面図である。
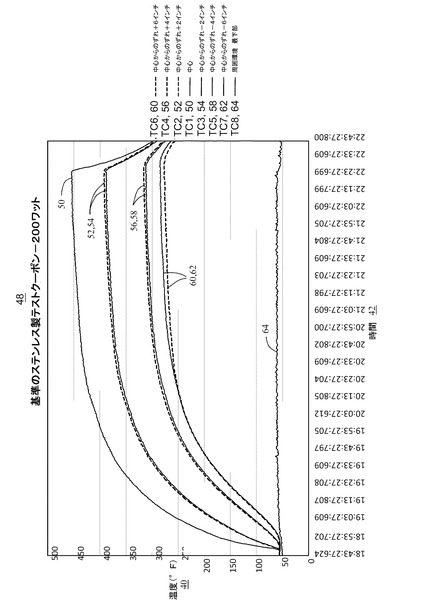
【図47】図47はサーマルスプレッダを装着していない、ステンレス製のテストクーポンの、経時的な温度表示である。
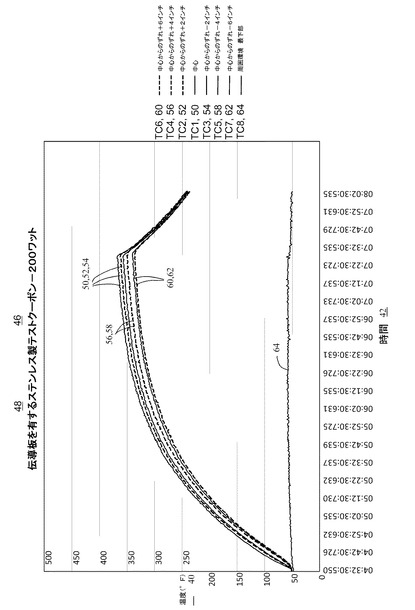
【図48】図48はサーマルスプレッダが装着された、図47のテストクーポンの経時的な温度表示であり、テストクーポンの異なる位置の実質的に均一な温度を示す。
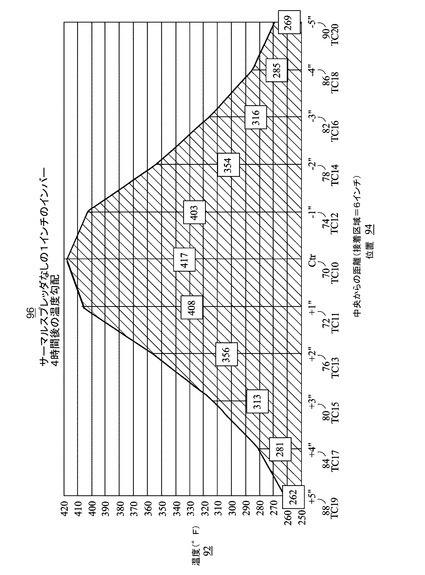
【図49】図49は熱伝導層(すなわち、サーマルスプレッダ)が装着されていない、インバー製のテストクーポン全体の温度勾配の表示である。
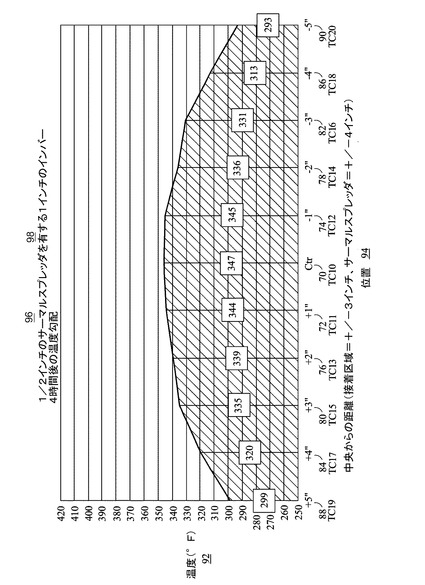
【図50】図50はサーマルスプレッダが装着された、図49のテストクーポン全体の温度勾配の表示であり、温度均一性の高まりを示す。
【図51】図51は接着機を使用した複合構造部材を形成する方法のフロー図である。
【発明を実施するための形態】
【0023】
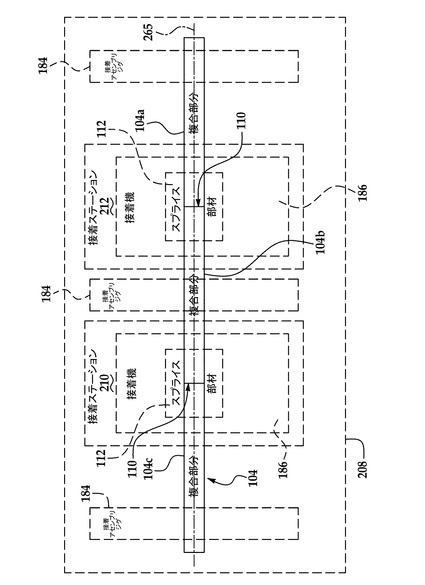
ここで図面を参照し、図面は本発明の好適で多様な実施形態を示すためだけのものであり、本発明を限定するためのものではなく、図1に示すのは、例えば非限定的に、ストリンガー、スパー、及びフレーム等の連続的な構造部材104を形成するための、例えば複合部分104a、104b、104c等の細長い複合構成部品を接合するのに使用することができる標準的な生産セル208である。少なくとも第1複合部分104a及び第2複合部分104bは、その間に構造接着剤を使用し端と端とを接合してスプライスジョイント110を形成することができる。複合部分104a〜104cは複数の整列接着アセンブリジグ184によって支持することができる。接着アセンブリジグ184は、複合部分104a〜104cを整列した形で支持することができると同時に、複合部分104a〜104cをその縦軸265に沿って接着ステーション210、212に各々位置する接着機186の中に引き入れることを可能にする。接着ステーション210、212は、スプライスジョイント110を接着することができる、構造部材104の長さに沿って位置することができる。
【0024】
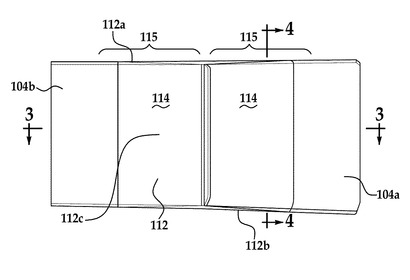
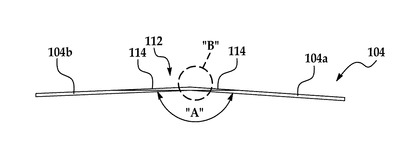
図2〜4を参照すると、開示の実施形態により、スプライスジョイントを使用して例えば複合部分104a及び104b等の複数の複合部分の端と端を接合することによって構造部材を形成することができる。図3は、ある特定の構造部材104の上面図であり、この図では、第1及び第2複合部分104a、104bがそれぞれ互いにスプライスジョイントで接合されて「キンク」又は「A」を表す角度を形成する。各複合部分104a、104bは、任意の多様な断面形状を有する硬化複合積層を含むことができる。しかしながら、後述するように、実施形態を示すために選択された複合部分104a、104bは図4に示すようにC形状の断面を有する。
【0025】
ここで注記すべきことは、図面には特定の構造部材104を示すが、開示の実施形態を用いて、複合スプライスジョイントを使用して複合部分を互いに接着することによって多種多様な細長い構造部材のうちの任意の構造部材を形成することができることである。例えば、非限定的に、開示の実施形態を使用して複合部分、特に細長い部分を接合して、ほんのわずかな例を挙げると複合フロアビーム、フレーム及びストリンガーを形成することができる。さらに、構造部材104は非限定的に、図5に示すZ形状、図6に示すT形状、図7に示すJ形状、図8に示すハット形状、又は図9に示すI形状を含む多種多様な断面形状のうちの任意の断面形状を有することができる。
【0026】
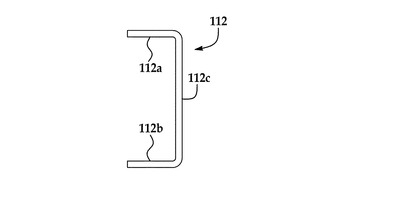
ここで図2及び3を参照すると、第1及び第2の隣接した複合部分104a及び104bは、図4を見て良くわかるように、複合部分104a、104bの断面に対応するおおむねC形状の断面を有することができる複合スプライス部材112を使用して、互いに接着させることができる。スプライス部材112は、ウェブ112cによって接続された上部及び下部フランジ112a及び112bを含むことができる。スプライス部材は図示した実施例では単一構造の部材として示しているが、スプライス部材112はいくつかの用途においては2つ以上の部分または部品を含むことができる。複合部分104a、104bが非常に小さい角度「A」(図3)を形成するため、スプライス部材112は図2に示すように2つの隣接部分114を含むことができ、この2つの隣接部分114は角度「A」とほぼ等しくてよい角度を形成する。図10を見て良くわかるように、スプライス部材112は、隣接した複合部分104a、104bとともに、重なったスカーフ型ジョイント110を形成する。ここで注記すべきなのは、スカーフジョイント110を示したが、スプライスジョイント110を形成するために、非限定的にラップジョイント、ステップラップジョイント、テーブルスプライスジョイント等を含む他の種類のジョイントを用いることができることである。
【0027】
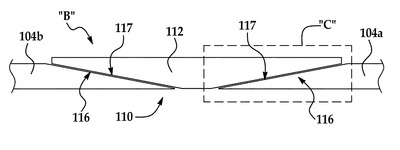
ここで図10を参照すると、複合部分104a、104bはそれぞれ例えば炭素繊維エポキシ樹脂等の繊維強化ポリマー樹脂の複数の積層体(図示せず)を含むことができ、この積層体では外縁117はテーパー形状又は傾斜形状を形成する層の傾斜部分(図示せず)を含む。同様に、スプライス部材112は複数の繊維強化ポリマー樹脂の層(図示せず)からできていてよく、それぞれが複合部分104a、104bの層と整列していてよい。スプライス部材112は、斜めになった又は傾斜した表面116を画定するほぼV字形の断面を有することができ、この形状は複合部分104a、104bの外側の隣接する端部の対応するテーパー縁部117に重なり合わせて接着し、スプライスジョイント110を形成することができる。前述したように、スプライスジョイント110を図示したが、他のスプライス構造もまた用途によっては可能であり得る。
【0028】
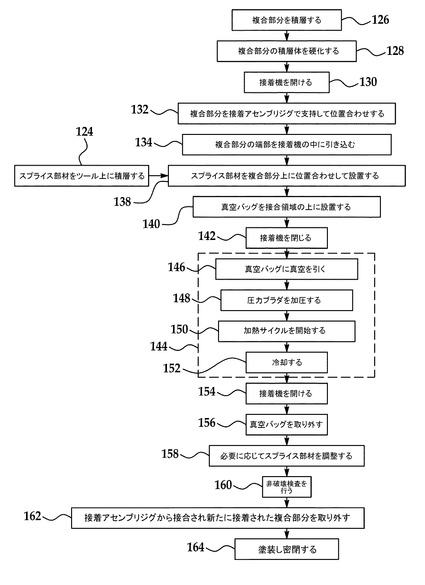
ここで、複合部分104a〜104c(図1)の構造接着を行う方法のステップを示す図11に注目する。ステップ126において開始し、複合部分104a〜104c(図1)を好適なツール(図示せず)上に積層することができ、その後ステップ128において、熱及び圧力を使用して、通常オートクレーブ(図示せず)内部で個別に硬化させることができる。次に、ステップ130において、接着機186(図1)を開いて、例えば第1及び第2複合部分104a、104b(図1)等の2つの隣接する複合部分の端部を受け入れる準備をすることができる。
【0029】
ステップ132において、第1及び第2複合部分104a、104b(図1)を接着アセンブリジグ184(BAJ)(図1)にロードして相互に位置合わせすることができる。次に、ステップ134において、複合部分104a、104bの端部を接着機186の中に引き込むことができる。ステップ124において、スプライス部材112(図1)が積層されツール(図示せず)上に形成された後に、スプライス部材112は、ステップ138に示すように、スプライスジョイント110において複合部分104a、104b(図1)上で位置合わせして設置することができる。
【0030】
ステップ140においては、真空バッグをスプライス部材112を含むことができる接合領域の上に設置することができ、その後ステップ142において、接着機186を閉じることができる。処理前の(硬化していない)スプライス部材112を次に、ステップ144で示す一連のステップによって、複合部分104a、104bの端部に接着することができる。ステップ146を開始し、真空バッグに真空を引いて、スプライス部材112の積層体を部分的に固層化することができる。次に、ステップ148において、後述する圧力ブラダを加圧してスプライス部材112及び複合部分104a、104bをマンドレル194(図13)に押し付けることによって、スプライス部材112の積層体をさらに固層化することができる。
【0031】
加熱サイクルをステップ150において開始することができ、この加熱サイクルでは、複合部分104a、104b(図1)及びスプライス部材112を局所的に加熱して、未硬化のスプライス部材112を硬化させ、これによりスプライス部材112を複合部分104a、104bに接着させてスプライスジョイント110を形成することができる。最後に、ステップ152において、スプライス部材112(図1)を冷却することができ、その後接着機186をステップ154において開けることができる。ステップ156において、真空バッグを取り外すことができ、その後スプライス部材112を必要に応じてステップ158において調整することができる。この結果得られた接着されたスプライスジョイント110(図1)をステップ160において非破壊的に検査(NDI)することができ、その後構造部材104を接着アセンブリジグ184から取り外すことができる。用途によっては、完成した構造部材104をステップ164において塗装し密閉することができる。ここで注目すべきなのは、ステップ158〜164を任意の所望の順番に実施することができることである。
【0032】
図11に関連して上述した方法の実施形態においては、複合部分104a、104b(図1)は、未硬化のスプライス部材112をスプライスジョイント110に適用することができる前に、硬化させることができる。しかしながら、他の実施形態では、未硬化のスプライス部材112をスプライスジョイント110に適用することができる前に、複合部分104a、104bの一部のみを硬化させることができると考えられる。例えば、図2に示すように、スプライス部材112をまたぐ複合部分104a、104bの未硬化部分115は、スプライス部材112をスプライスジョイント110に適用することができる時点では、未硬化の又は部分的に硬化した(「段階的な」)状態にあってよく、その一方で複合部分104a、104b(図1)の残りの領域は硬化した状態にあってよい。代替実施形態においては、複合部分104a、104bの未硬化部分115を未硬化のスプライス部材112と同時硬化させることができる。
【0033】
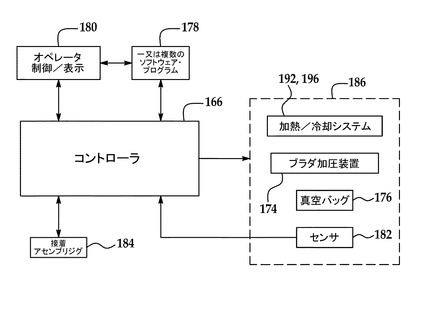
図12は接着機186の制御システムの構成部品を広く示す図である。プログラマブル・ロジック・コントローラ(PLC)又はパーソナル・コンピュータ(PC)を含むことができるコントローラ166は、様々なソフトウェア・プログラム178を使用して、予めプログラムされた制御機能を自動的に実行することができる。オペレータ制御及び表示180により、オペレータがソフトウェア・プログラム178にアクセスし、コントローラ166とのインターフェースを形成することが可能になり、設定を調節する、またプロセス情報を表示することが可能になる。特定の実施形態においては、コントローラ166を接着アセンブリジグ184(図1)に連結させて、長い複合部分104a、104b(図1)の相互に対する位置を検出する又は制御することができる。コントローラ166は、接着機186の様々な構成部品及びシステムを制御することができ、これら構成部品には非限定的に、加熱/冷却システム192、196、ブラダ加圧装置174及び真空バッグ176を含む。接着機186は、後述するように温度及び圧力等の信号をコントローラ166に送る様々なセンサ182を含むことができる。
【0034】
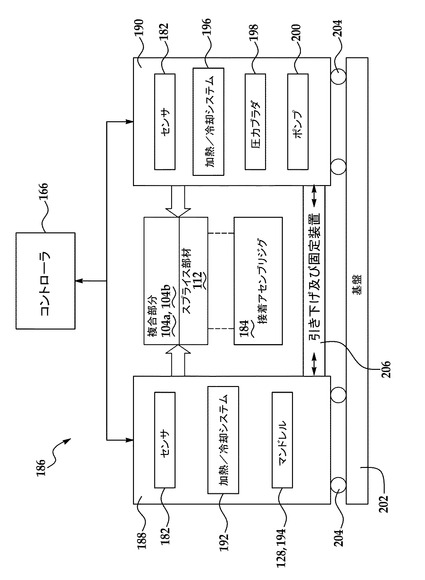
図13は第1ツールプラットフォーム188及び第2圧力プラットフォーム190を広く含む接着機186の機能ブロック図である。プラットフォーム188、190は、互いに向かって、また互いから離れるように直線水平運動を行うために共通基盤202上のガイド204による滑動又は回転運動を行うために装着することができる。更に詳細に下に説明するように、プラットフォーム188、190を図13に示す開位置から図16及び21に示す閉位置へ移動させることができ、閉位置においては、接着アセンブリジグ184で支持しながら、スプライス部材112と、組み立てられた複合部分104a、104bの端部を含む接合領域に局所的に熱及び圧力を加えることができる。局所的に印加された熱及び圧力により、スプライス部材112を複合部分104a、104bに構造的に接着させて、接着されたスプライスジョイント110を作製することができる。引き下げ及び固定装置206を使用して、プラットフォーム188、190を引き下げて、閉位置に固定することができる。図13に示すように、ツールプラットフォーム188は、センサ182、加熱/冷却システム192及びマンドレル194を含むことができる。同様に、圧力プラットフォーム190は、センサ182、加熱/冷却システム196、圧力ブラダ198、及び真空バッグに真空を引いて圧力ブラダ198を加圧するためのポンプ200を含むことができる。
【0035】
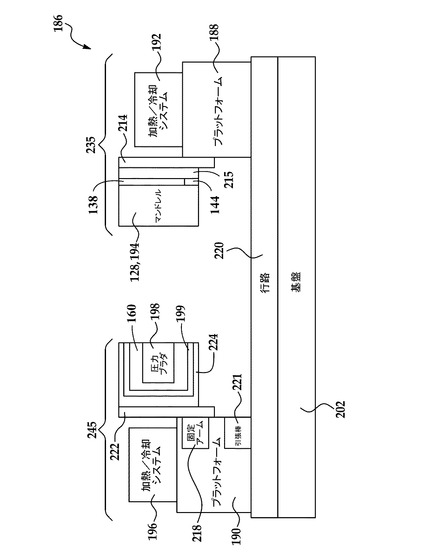
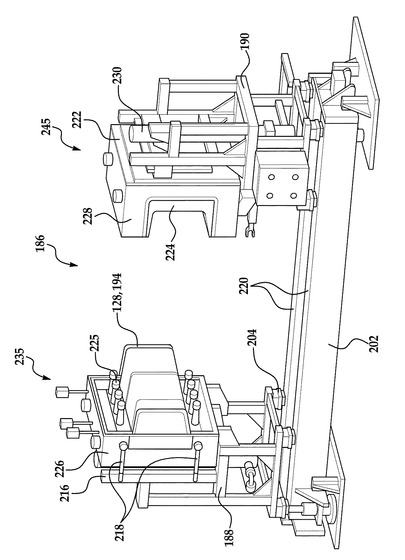
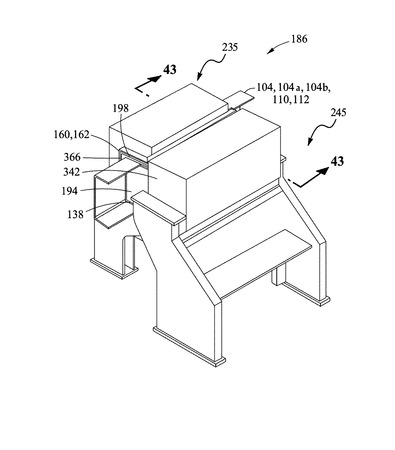
ここで、接着機186のさらなる詳細を示す図13〜15に注目する。広い意味において、接着機186はツールタワー235及び圧力タワー245を含むことができ、これらの間に組み立てられたスプライス部材112と複合部分104a、104bを構造的に接着させて接着されたスプライスジョイント110を形成することができる。ツールタワー235は、任意の好適な手段による基盤202上の直線水平運動のために装着されたツールプラットフォーム188を含むことができる。図示した実施例では、プラットフォーム188は行路220によって誘導可能な脚部204を含むことができる。接着機186はマンドレル194を含むことができるツール128を含むことができる。
【0036】
図14及び43〜46を手短に参照すると、一実施形態における一側面が中空であってよいマンドレル194が示されている。マンドレル194は、相互に間隔をおいて配置され、また内表面及び外表面134a、134b(図45)を有する一対の端壁134によって境界される頂壁130と一対の側壁132を含むことができる。マンドレル194は一又は複数の側壁132及び/又は端壁134の間に延在可能な一又は複数のスティフナー136を含むことができる。マンドレル194は、圧力ブラダ198によって発生した加圧荷重下でマンドレル194の形状を維持するのに好適な任意の材料でできていてよい。例えば、マンドレル194は金属材料、又は非金属材料でできていてよい。
【0037】
これに関連して、マンドレル194は、複合材料の熱膨張係数と同程度であり得るインバーの有利に低い熱膨張係数を理由に、インバーでできていてもよい。しかしながら、マンドレル194は非限定的に鋼鉄、合金鋼、及び複合材料を含む任意の好適な材料でできていてよい。マンドレル194はさらに、例えば非限定的にマンドレル194の内表面130a、132a、134a等の、接着機186の任意の位置に装着することができる一又は複数のツールライナー138及び/又はヒートシンク144を含むことができる。ヒートシンクは、マンドレルの一部への及び/又は複合部分への熱注入を増加させるために、加熱媒体から熱を引きこむことによって、マンドレルの領域への熱注入を増加させるように構成することができる。ヒートシンクは、ヒートシンクを介して冷却媒体(図示せず)を循環させて熱をヒートシンクから引き込むことによってマンドレルの領域への熱注入を低減するように構成することができる。当然ながら、ヒートシンクを任意の場所に取り付けて、マンドレル及び/又は複合部分に沿って均一な分布を促進することができる。このように、第1及び第2複合部分とスプライス部材は、さらに詳細に後述し、図42〜51に示すように、これらを硬化させる間に均一に加熱することができる。
【0038】
図13〜15を参照すると、ツール128及びマンドレル194はマンドレル基部215に装着させることができ、その次にプラテン板214に固定することができる。プラテン板214は、ツールプラットフォーム188上に支持することができる。マンドレル基部215は、マンドレル194を簡単に取り外す及び/又は交換することができるように、一連の固定レバー225を用いてプラテン板214から開放可能であってよい。
【0039】
図14を参照すると、圧力タワー245は行路220に係合する脚部も有することができる圧力プラットフォーム190を含むことができる。空気注入式圧力ブラダ198は、ブラダシュラウド224に固定可能な半鋼体ブラダフレーム199の中に保持することができる。シュラウド224は次に、圧力プラットフォーム190に装着されたプラテン板222に固定することができる。マンドレル194と、圧力ブラダ198を囲む領域を加熱し冷却するために、加熱/冷却システム192、196を移動しているプラットフォーム188、190にそれぞれ装着することができる。外カバー226、228を用いて、ツールタワー235及び圧力タワー245の構成部品をそれぞれ保護するように囲むことができる。電気モータ又は他の形態のモータ(図示せず)を使用して、プラットフォーム188、190に電力供給をして、図13及び14に示す開位置、部分ロード/アンロード位置の間の行路220に沿って、図16に示す閉位置、部分硬化位置まで移動させることができる。プラットフォーム188、190を最終的な閉位置に引きこむために、引張棒221(図14)をタワー235、245の間に接続することができる。固定アーム218を使用して、プラットフォーム188、190を共にこれらの閉位置に固定することができる。
【0040】
図16〜17を重点的に参照すると、圧力ブラダ198はマンドレル194の形状と同様のほぼC字形であってよい断面を有することができる。ブラダ198は例えば非限定的に、シリコンゴム等を含む、特定の用途向けの温度及び圧力に耐えることができる任意の好適な材料でできていてよい。流体フィッティング232により、気体又は液体等の加圧流体がブラダ198に進入し又ブラダ198から出ていくことを可能にすることができる。図16〜17、及び43を手短に参照すると、加熱要素162を有するブラダライナー160を、複合スプライスジョイント110とは反対の圧力ブラダ198の側面に、圧力ブラダ198と熱的に接触するように取り付けることができる。加熱要素162によりブラダライナー160を加熱することができ、これにより次に、圧力ブラダ198を伝導的に加熱して、後にさらに詳細に説明し、図42〜51で示すように、均一にスプライスジョイント110を加熱することができる。
【0041】
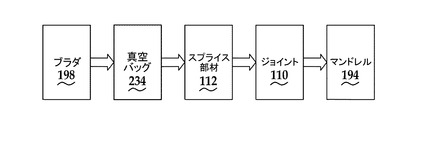
ここで、接着作業の準備において、接着機186(図14)の準備及び閉鎖ステップを示す図18に注目する。スプライス部材112をまず、ジョイント110の上の前述した接着アセンブリジグ184(図1)で保持することができる複合部分104a、104b(図1)の間に当てることができる。次に、接着機186(図14)がまだ開いている間に、真空バッグ234をスプライス部材112の上に当てることができる。スプライス部材112及び真空バッグ234はいずれも、ジョイント110の各側面の積層体(図示せず)を含むことができる複合部分104a、104b(図1)の全層にわたって延在することができる。スプライス部材112及び真空バッグ234が取り付けられたら、プラットフォーム188、190を互いに向かって移動させることにより接着機186を閉じることができる。前述したように、固定アーム218(図15)を回転させて、圧力ブラダシュラウド224に対するマンドレル194の位置を固定することができるまで、プラットフォーム188、190を共に引っ張る必要がある場合に、引張棒221(図14)を用いることができる。
【0042】
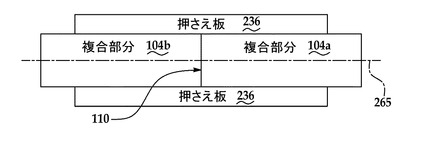
ここで図19を参照すると、複合部分104a、104bを局所的に加熱することができる硬化プロセス中に、複合部分104a、104bをこれらの長手軸265に沿って移動させることができる。最終的な組立要件を満たすために、スプライスジョイント110をまたぎ、複合部分104a、104bの隣接する端部を共に固定する、一対の押さえ板236を使用して複合部分104a、104bを保持することにより、この動きを実質的に減らすことができる。押さえ板236は、複合部分104a、104bの上部及び下部の摩耗する余分な縁部分(図示せず)に固定して、スプライスジョイント110を覆い、複合部分104a、104bを固く結合させることができる。あるいは、複合部分の各部分は積層マンドレル(図示せず)の位置に固定して、硬化プロセスの間に複合部分がその長手軸に沿って移動するのを防止することができる。
【0043】
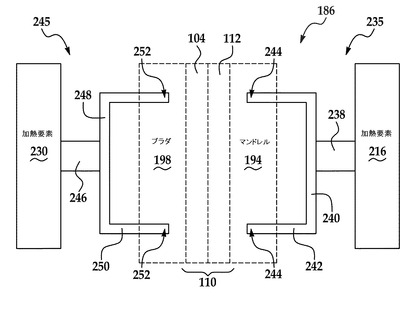
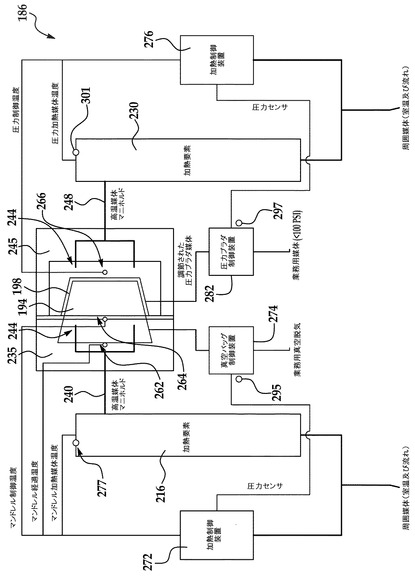
ここで、スプライス部材112を硬化し、硬化後にスプライス部材112を冷却するのに十分な温度に到達するまで、スプライスジョイント110の領域を加熱するように構成することができる加熱/冷却システム192、196(図14)のさらなる詳細を示す図20に注目する。ツールタワー235の側面では、加熱要素216により媒体を加熱することができ、この媒体は供給ダクト238を介してマニホルド240まで送ることができ、マニホルド240により分配ダクト242まで加熱媒体を送ることができる。分配ダクト242により、加熱媒体をノズル244へ供給することができ、このノズル244により、加熱媒体を、一側面が中空であってよいマンドレル194の内表面上に方向づけすることができる。本明細書で使用されるように、「媒体」及び「加熱媒体」は、非限定的に空気及び他の気体だけでなくオイルを含む流体を含む様々な流動性を有する媒体を含むものである。例えば非限定的に、誘導加熱等の他の形態の加熱方法もまた可能であり得る。
【0044】
圧力タワー245の側面では、加熱要素230により媒体152(図23)を加熱することができ、この媒体152は供給ダクト246を介してマニホルド248まで送ることができ、マニホルド248により加熱媒体152(図23)を分配ダクト250へ送ることができる。分配ダクト250により、加熱媒体152(図23)をノズル252へ送ることができ、ノズル252により媒体を圧力ブラダ198周囲の領域と、スプライス部材112の型ラインの外へ方向づけすることができる。
【0045】
図21は加熱/冷却システム192、196だけでなく、例えば真空バッグ制御装置274及びブラダ圧力制御装置282等の他のシステムのさらなる構成部品を示す。周囲媒体(図示せず)を加熱要素216を介して引込み、マニホルド240によってノズル244に分配して、マンドレル194を加熱することができる。加熱要素216は、真空バッグ圧力センサ295、マンドレル加熱媒体温度センサ277、マンドレル経過温度センサ262、及びマンドレル制御温度264から受信したデータに部分的に基づいて、加熱制御装置272によって制御可能である。真空バッグ234(図18)内部の真空圧は、真空バッグ制御装置274によって制御可能である。
【0046】
圧力タワー245の側面では、周囲媒体を加熱要素230を介して高温媒体マニホルド248に引き込むことができ、高温媒体マニホルド248により加熱媒体をノズル244に分配することができる。圧力ブラダ198に印加された圧力は、圧力データを加熱制御装置276へ供給することができる圧力センサ297を含むことができる圧力制御装置282によって制御可能である。ヒータ230を通って流れる媒体は、圧力制御温度センサ266及び圧力加熱温度センサ301によって取得したデータに基づいて、制御装置276によってさらに制御することが可能である。
【0047】
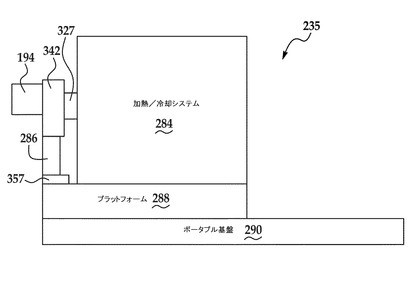
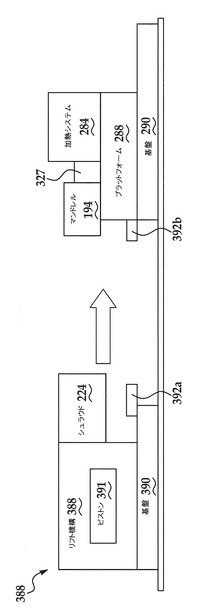
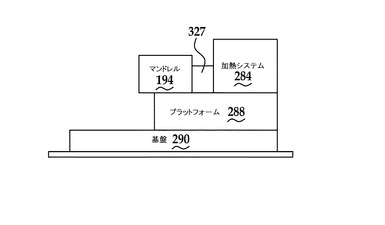
ここで、ツールタワー235の代替実施形態を示す図22に注目する。図示した実施例では、内蔵型のモジュール式加熱/冷却システム284は、移動プラットフォーム288上のレール(図示せず)によって支持することができる。プラットフォーム288はポータブル基盤290上で直線的にずらすことが可能であってよい。マンドレル194は、マンドレル搬送台286に取り外し可能に支持されることができるマンドレル基部342に固定することができる。マンドレル搬送台286はプラットフォーム288の上部に位置する支持部357に取り外し可能に装着することができる。したがって、マンドレル搬送台286はプラットフォーム288から簡単に取り外すことができ、マンドレル194及びマンドレル基部342は、マンドレル搬送台286から取り外すことができる。加熱/冷却システム284は、後にさらに詳しく説明するように、開放可能な接続部327によってマンドレル194に開放可能に係合することができる媒体供給及び復路ダクト318(図23)を含むことができる。
【0048】
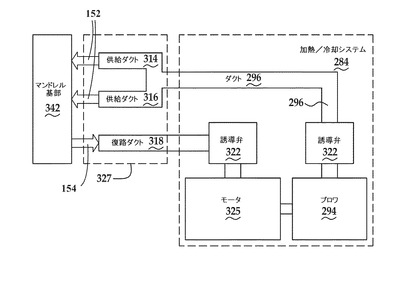
加熱/冷却システム284のさらなる詳細を図22〜25に示す。ブロワ駆動モータ325により、ブロワ294を駆動させることができ、ブロワ294により媒体が加熱要素316を通って移動し、その後ダクト296を通って一対の高温媒体供給ダクト314、416まで移動することが可能になる。高温媒体供給ダクト314、316はそれぞれ、マンドレル基部342の後部を通る流入接続部326、328(図28)に係合することができる。流入接続部326、328を通して供給された加熱媒体152は、ノズルプレナムアセンブリ300(図24)に送ることができる。ノズルプレナムアセンブリ300から戻ってきた媒体154は、ノズルプレナムアセンブリ300の戻り媒体流入接続部330を通ることができ、復路ダクト318を介して誘導弁322に送ることができる。
【0049】
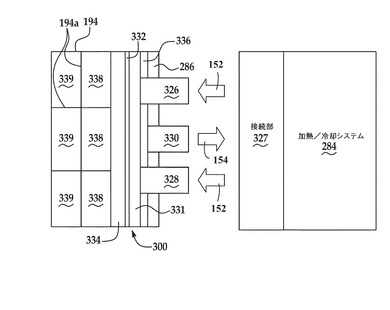
図24はノズルプレナムアセンブリ300のさらなる詳細を示す。ノズルプレナムアセンブリ300はマンドレル194の後部に固定することができる。ノズルプレナムアセンブリ300は箱型の孔あきノズル338を付着させることができるプレナムフレーム334を含むことができる。孔あきノズル338は、マンドレル194の部分仕切り壁194a又は側壁、端壁及びスティフナー136によって画定することができるツール128の区画又は区域まで延在することができる。各ノズル338は、ファスナー(図示せず)でプレナムフレーム334に固定することができる。媒体流入接続部326、328は、プレナムフレーム334に固定することができる板331に固定可能である。戻り媒体接続部330は、開口部(図示せず)を含むことができる板336に装着することができ、この開口部を通って接続部326、328が延在可能である。流入接続部326、328に進入してくる加熱媒体152はノズル338を通って流れることができ、ノズル338により、後にさらに詳しく説明し図42〜51に示すように、ツールライナー138の加熱を介して、マンドレル194の頂壁130、側壁132及び端壁134の内表面130a、132a、134aまで加熱媒体152を送ることができる。図24では、戻り媒体154は接続部330及び327を通って、誘導弁322(図23)に戻ることができる。
【0050】
図25〜26を参照すると、誘導弁322はアーム374及び376によってそれぞれ制御される一対のヒンジ式弁部材378、380を含むことができる。冷却媒体流入口372を選択的に開いて、冷却媒体が弁322に流れることを可能にすることができる。図26に示す状況においては、弁380を閉じて弁378を開くことができ、戻り媒体154が流入口324を通って入り、媒体流出口370を通って流出することが可能になり、これにより加熱サイクル中の再循環が可能になる。弁部材380により、加熱サイクル中に冷却媒体流入口372を閉鎖することができる。
【0051】
図26は、冷却サイクル中に冷却媒体をマンドレル194に送ることができる時の誘導弁322の状態を示す。弁378は第2閉位置に移動させることができ、この弁により、流入口324から受け入れた戻り媒体を媒体排出口375を通して迂回させて出すことができる。弁部材380は開位置にも移動されており、これにより、冷却媒体が媒体流入口372を通って進入し、媒体流出口370を通ってマンドレル194まで送られることが可能になる。
【0052】
ここで、マンドレル194と、マンドレル搬送台286へのマンドレル基部342の装着を示す図26〜30に注目する。マンドレル搬送台286のピン351(図30)を、マンドレル基部342に固定されたブラケット346に固定されたソケット348(図27及び28)内部に受け入れることができる。マンドレル基部342の後ろ側の位置制限ピン363により、マンドレル基部342とマンドレル搬送台286との間の第3接点が得られる。位置決めピン363はマンドレル搬送台286の停止部367(図30)と係合可能である。ソケット348とピン351の間に形成されたボールジョイント接続部により、マンドレル194とマンドレル基部342が図30に示すように、Y軸及びZ軸に沿って膨張することが可能になると同時に、制限ピン363によりX軸に沿った膨張を阻止することが可能になる。マンドレル基部342は、たわみを最小化して、マンドレル194を介した圧力ブラダの加圧に反発するように構成することができる。図29に示すように、マンドレル194は、各々固定ピン350が付いているエンドブラケット352を含むことができる。固定ピン350は複合部分104a、104bの開口部(図示せず)内部に受け入れることにより、接着プロセス中に複合部分104a、104bを位置合わせされた状態に維持することができる。
【0053】
図31を参照すると、マンドレル194はファスナー(図示せず)を使用してマンドレル基部342に固定することができる。断熱材358を、相隔たった熱障壁364とともに、マンドレル194及びマンドレル基部342の間に挟むことにより、マンドレル194をマンドレル基部342と絶縁させて熱をマンドレル194内部に保つことができる。
【0054】
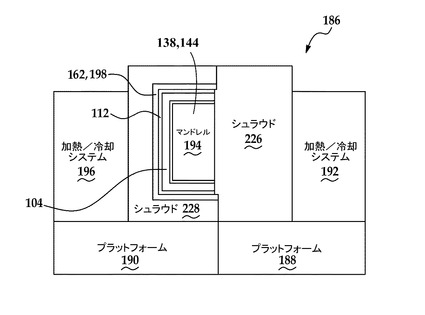
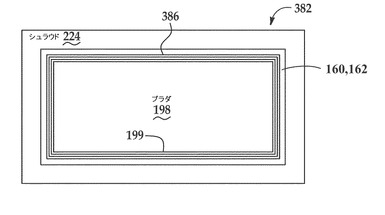
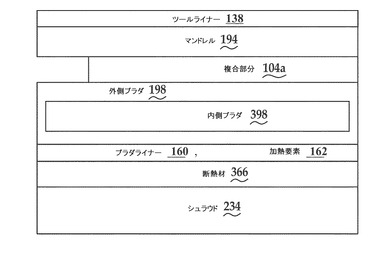
図32は硬化プロセス中に、スプライスジョイント110(図10)の領域に熱を保つのを助ける機能を持つことができるブラダ198を囲む断熱材366の使用を示す。この実施形態では、スプライス部材112(図10)の硬化に必要な熱は、図23と関連させて前述した加熱システム284を使用して、ツール側(図15のツールタワー235)からのみ加えることができる。ある用途では、後にさらに詳しく説明するように、圧力ブラダ198と周囲の断熱材366との間のブラダライナー160に加熱要素162を配置することが必要である、又は望ましいことであり得る。
【0055】
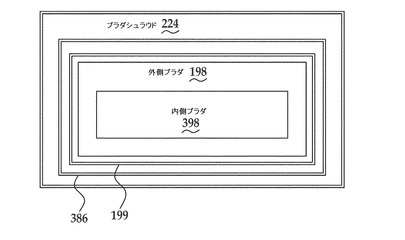
ここで図33を参照すると、圧力タワー245の位置に取り外し可能に、又は取り外せないように固定することができるブラダアセンブリ382が示されている。ブラダアセンブリ382は、空気注入式の圧力ブラダ198を含むことができる。加熱要素162は、ブラダ198と熱的に接触することができるブラダライナー160に装着することができる。圧力ブラダ198の縁部は、半柔軟性材料でできていてよい半柔軟性フレーム199に固定可能である。ブラダフレーム199は、フレーム199をスナップ式に保持できる一連のリテーナ386によってブラダシュラウド224に開放可能に保持することができ、これによりブラダアセンブリ382を簡単に取り外す及び/又は交換することができる。
【0056】
圧力ブラダ198は単一のブラダであってよい、又は図33及び34に示すようなタイプの二重冗長ブラダを含むことができる。ブラダフレームリテーナ386はブラダシュラウド224に固定することができ、実質的に円形の断面を有することができる。ブラダフレーム199は、例えば強化シリコン等の半剛体の材料でできていてよく、円形の溝(図示せず)を含むことができ、この溝の周辺に沿ってスナップ式にリテーナ386を受け入れる。圧力ブラダ198に万が一漏れが発生した場合の予備のために、第2の空気注入式内側ブラダ398を第1の外側圧力ブラダ198の内側に位置づけすることができる。図35は、接着機186のツール側にのみ加熱が行われ得るマンドレル194を通して発生し得る熱を保持するための断熱材366の使用を示す。上述したように、加熱要素162をブラダ198と熱的に接触可能なブラダライナー160に装着することができる。
【0057】
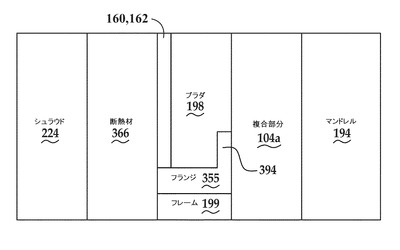
ここで、図19に関連して前述した押さえ板236を使用する必要をなくすことができるブラダフレーム199の代替実施形態を示す図36に注目する。圧力ブラダ198は、断熱材366に沿ってシュラウド224に支持されるブラダフレーム199に取り付けることができる。圧力ブラダ198は、圧力ブラダ198とマンドレル194の間に挟むことができる複合部分104aに重みをかけることが可能である。フレーム199は、複合部分104aと重なり、複合部分104に重みをかける部分394を含むことができる剛性フランジ355を有することができる。フランジ355は、バッグ処理を補助することができ、複合部分104aに十分な力をかけて、複合部分104aを動かないように押さえることにより、押さえ板236の必要をなくすことができる。
【0058】
ここで、マンドレル194に対してシュラウド224を位置づけするための、シュラウドカート388の使用を示す図37に注目する。シュラウドカート388は作業場に手動で位置づけすることができる。作業する高さにまで持ち上げた後に、シュラウドカート388はマンドレル194に向かって移動させることができる。カート388は、ローラ(図示せず)に装着されたポータブル基盤390と、アクチュエータピストン391によって駆動されるリフト機構388を含むことができる。リフト機構388を使用してシュラウド224を所望の高さにまで持ち上げることができ、一方でポータブル基盤390を使用して接着作業の準備をするために図37に示す位置までシュラウド224を動かすことができる。リフト機構388は、複合部分又はマンドレル194に荷重かけずに、シュラウドの位置を微細に調節することができるように適合させることができる。シュラウド224とプラットフォーム288にデバイス392a、392bを設置することにより、シュラウド224が閉位置に移動した時に、シュラウド224とマンドレル194を互いに位置合わせされた状態に置くことができる。
【0059】
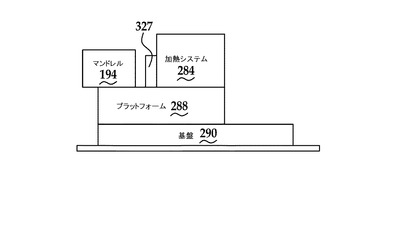
図38及び39は、マンドレル194のモジュール性と加熱システム284を示す図である。図38に示すように、プラットフォーム288は引込位置にあってよく、マンドレル194は加熱システム284と係合することができる。マンドレル194を取り外す及び/又は交換するために、プラットフォーム288を図39に示すように、基盤290の前方位置まで移動させることができる。その次に、加熱システム284を開放可能な接続部327を使用してマンドレル194から接続解除することができる。
【0060】
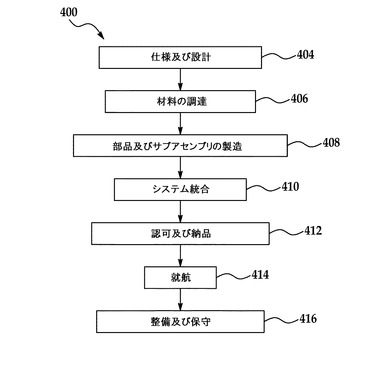
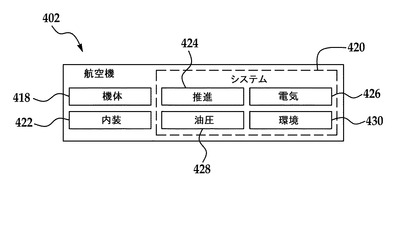
本発明の実施形態は、様々な可能性のある用途、特に例えば航空宇宙、海洋、及び自動車用途を含む運送業において使用することができる。したがって、ここで図40及び41を参照すると、本発明の実施形態は図40に示すような航空機の製造及び就航方法400及び図41に示すような航空機402において、使用可能である。試作段階においては、例示の方法400は航空機402の仕様及び設計404と、材料調達406を含むことができる。製造段階においては、航空機402の部品及びサブアセンブリの製造408と、システム統合410がおこなわれる。そのあとに、航空機402は、認可及び納品412を経て就航414される。顧客によって就航されている間、航空機212には所定の整備及び保守416(変更、再構成、改装も含むことができる)が予定される。
【0061】
本方法400の各プロセスは、システムインテグレータ、第三者、及び/又はオペレータ(例えば顧客等)によって行う又は実施することができる。この説明のために、システムインテグレータは限定しないが、任意の数の航空機メーカー、及び主要システムの下請け業者を含むことができ;第三者は限定しないが、任意の数の供給メーカー、下請け業者、及びサプライヤを含むことができ;オペレータは、航空会社、リース会社、軍部、サービス組織等であってよい。
【0062】
図41に示すように、例示の方法400で製造された航空機402は、複数のシステム420と内装422を有する機体418を備えることができる。高レベルシステム420の例は、一又は複数の推進システム424、電気システム426、油圧システム428、及び環境システム430が挙げられる。任意の数の他のシステムを含むことができる。航空宇宙での実施例を示したが、本発明の原理は例えば海洋及び自動車産業等の他の産業分野に応用することが可能である。
【0063】
本明細書に具現化されたシステム及び方法は、製造及び就航方法400の任意の一又は複数の段階において採用することができる。例えば、製造プロセス408に対応する部品又はサブアセンブリは、航空機402が就航している間に製造される部品又はサブアセンブリと同じ方法で加工又は製造することができる。また、一又は複数の装置の実施形態、方法の実施形態、又はこれらの組み合わせを、例えば、航空機402を実質的に組立てしやすくする、又は航空機402にかかる費用を削減することによって、製造段階408及び410において用いることが可能である。同様に、一又は複数の装置の実施形態、方法の実施形態、またはこれらの組み合わせを、航空機402が就航している間に、例えば限定しないが、整備及び保守416に用いることができる。
【0064】
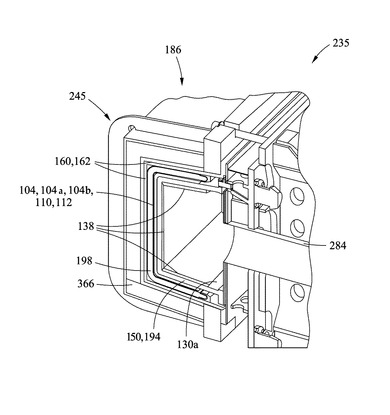
図42〜46を参照すると、マンドレル194を均一な温度に加熱しやすくするために、接着機186に設置された一又は複数の熱伝導ツールライナー138を有する接着機186の一実施形態が示されている。マンドレル194を均一な温度に加熱することによって、複合部分104a、104bとスプライス部材112を含むスプライスジョイント110も同様に、スプライスジョイント110の領域全体を均一な温度で硬化させることができる。図42で良く分かるように、圧力タワー245及びツールタワー235が閉位置にあり、複合部分104a、104bが接着機186の外側に延在している接着機186が示されている。
【0065】
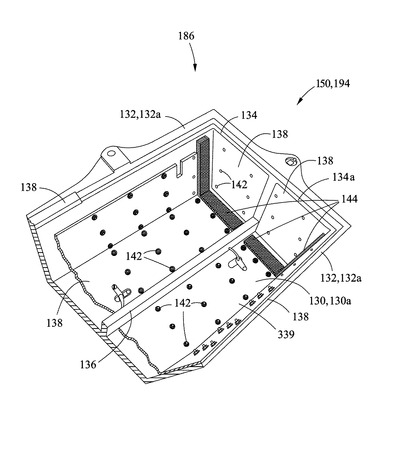
図43〜44を参照すると、加熱ツールアセンブリ150のマンドレル194が示されている。マンドレル194は、マンドレル194の内表面に装着されたツールライナー138を含むことができる。図44に示すように、マンドレル194はおおよそ中空であってよく、側壁132を接合しており、一対の端壁134(図44)で境界される頂壁130を含むことができる。上述したように、マンドレル194はインバーの有利に低い熱膨張係数を理由に、インバー等の任意の好適な材料でできていてよい。図44に示すように、マンドレル194は、マンドレル194を均一に加熱するために、ツールライナー138に方向づけされた加熱媒体152(図23)(例:空気)がツールライナー138全体に均一に分配されるように、マンドレル194の内表面130a、132a、134aに装着することができる一又は複数のツールライナー138を含むことができる。ツールライナー138は、マンドレル194の、複合部分104a、104b(図42)とスプライス部材112(図42)と熱的に接触している部分に適用することができる。例えば、図43に示すように、ツールライナー138は、外表面130b、132bが複合部分104a、104b(図42)及びスプライス部材112(図42)と直接接触している領域において、マンドレル194の頂壁130及び側壁132の一又は複数の内表面130a、132aに適用することができる。ツールライナー138は、マンドレル194の端壁134に沿って、又はマンドレル194の他のいかなる場所にも任意に取り付けることが可能である。
【0066】
ツールライナー138は、複合部分とスプライス部材と接触しているマンドレル194の外表面130b、132bの直線形状に沿って実質的に均一な温度が得やすいように、比較的高い熱伝導率を有する材料でできていることが好ましい。ツールライナー138は、例えば非限定的に、比較的高い熱伝導率を有する銅及び/又はアルミ板又は他の任意の材料でできていてよい。ある実施形態では、熱伝導率は85℃での測定において約200〜600W/mKの範囲内である。
【0067】
ツールライナーは任意の好適な厚さ又は約1.0インチまでの、またそれ以上の範囲の厚さを備えることができる。例えばツールライナーは、約1.0インチのマンドレルの頂壁又は側壁に装着するために、0.25インチの厚さを備えることができる。好ましい厚さは、一つにはマンドレルの形状又は厚さによって決定することができる。ある実施形態では、マンドレルの全てを含めた熱質量を最小限に抑えて、マンドレル全体の温度プロフィールの均一性を高めることができることが好ましい。ツールライナーは、好ましくはツールライナーとマンドレルの内表面との間の熱接触が比較的強まるような任意の方法で、マンドレルの内表面に装着することができる。
【0068】
例えば、図44〜46を参照すると、ツールライナー138は、例えばメカニカルファスナー142を使用する等によって、マンドレル194に機械的に固定することができる。図46を見て良く分かるように、メカニカルファスナー142はマンドレル194に直接装着されて、ツールライナー138をマンドレル194に固定するネジ式スタッドを含むことができる。メカニカルファスナー142は、任意の好適な間隔又は例えば図43〜45に示すパターン等のパターンに配置することができる。しかしながら、ツールライナー138を装着するためのメカニカルファスナー142は、任意の好適なパターンに配置された多様な異なるファスナー構造のうちのいずれか一つを含むことができる。さらに、非限定的に、プレス嵌合、接着、溶接、ろう接、フレーム溶射等を含む代替手段によって、及び/又は他の任意の好適な機構又は機構の組み合わせによって、ツールライナー138をマンドレル194に装着することができる。
【0069】
図45〜46を参照すると、ツールライナー138は任意ではあるが、マンドレル194全体に熱が妨げなく広がりやすくなるように、内表面130a、132a全体に延在する単一の連続的な長さを持つものとして設けられることが好ましくあり得る。ツールライナー138と、マンドレル194の内表面130a、132a、134aの間の熱接触を強めるために、例えばサーマル・ペースト等の熱伝導膜140(図46)をツールライナー138と、頂壁130及び側壁132の内表面130a、132aの間に設置することができる。サーマル・ペーストは、頂壁130及び側壁132の内表面130a、132aとツールライナー138の間の熱の転送を促進し、ツールライナー138を頂壁130及び側壁132の内表面130a、132aに又はツールライナー138がマンドレル194に装着される他の任意の場所に接着する接着性能を付与することができる。
【0070】
図44〜45を参照すると、マンドレル194は、マンドレル194の一又は複数の内表面130a、132aに沿って延在する一又は複数のスティフナー136を含むことができる。例えば、スティフナー136はマンドレル194の側壁132及び/又は端壁134の間に位置することができる。上記スティフナー136は、マンドレル194の区画又は区域339を形成する部分仕切り壁194aとして機能することができる。例えば、図45は、マンドレル194の頂壁130の内表面130aに沿って縦方向及び横方向に延びた一対のスティフナー136で形成される4つの区域339の各区域に取り付けられるツールライナー138を示す。ツールライナー138は、例えば図46に示すように、マンドレル194にツールライナー138を機械的に固定する等で、一又は複数の区域339内に取り付けることができる。熱伝導膜140を内表面130a、132aとツールライナー138の間に設置して、マンドレル194への熱転送を改善することができる。
【0071】
ツールタワー235(図22)の加熱システム284(図22)により、上述したようにツールライナー138への加熱媒体152(図32)の送達が促進される。加熱媒体(図32)は、例えば空気等の加熱気体を含むことができ、図20〜21に示すようにヒータによって生成することができる。図23に示すように、一又は複数のノズル(図21)を介して加熱媒体152をマンドレル194へ及びツールライナー138へ送るために、ブロワ294を加熱システム284に含むことができる。上述したように、ノズル(図21)を区域339まで延ばして、加熱媒体を各区域のツールライナー138に方向づけすることができる。
【0072】
図44を簡単に参照すると、ツールライナーは端壁134に装着されているように示されているが、ツールライナー138を端壁134から除いて、複合構成部品104a、104b(図42)の局所領域の外表面の過熱につながる端壁の過剰な加熱を防止することができる。さらにこれに関しては、一又は複数のヒートシンク144をマンドレル194の端壁134に隣接して装着し、頂壁130及び側壁132に熱を引きこむことができる。ヒートシンク144は端壁134の近くに又は熱注入を減らす又は増やすことが望ましい他の任意の領域に位置していてよい。ヒートシンク144は、マンドレル194に熱を転送するために表面領域を増やすために、例えばピンフィン148等の機構を含むことができる。あるいは、ヒートシンク144はまた、マンドレル194の冷却が所望される場所に設置することができる。例えば、ヒートシンク144は、マンドレル194の特定の部分において、マンドレル194の熱質量の増加による過熱にさらされる可能性のあるマンドレル194の領域に設置することができる。図46に示すように、ヒートシンク144により、マンドレル194の頂壁130が端壁134と交差するところにおける過剰な加熱を防止することができる。上記の過剰な加熱により、マンドレル194全体の実質的に均一な温度プロフィールの達成が妨げられ得る。
【0073】
上述したように、ヒートシンク144をマンドレル194の任意の場所に設置することができる。例えば、ヒートシンク144は、図44を見ると良く分かるように、頂壁130の幅に沿って、また側壁132の長さに沿って延在するように配置することができる。ヒートシンク144は任意の寸法(すなわち、幅及び高さ)と形状を備えていてよく、マンドレル194の形状(例:厚さ)、また例えば複合部分104a、104b(図42)の硬化温度等の他の要因を考慮して構成することができる。図46に示す実施形態では、ヒートシンク144は、例えば機械的な連結によって、及び/又は接着によって、又は他の任意の好適な手段によって等で、内表面130a、132aに装着されたヒートシンク基部146を含むことができる。熱の転送を良くするために、熱伝導膜140をヒートシンク基部146と、頂壁130及び/又は側壁132の内表面の間に含むことができる。ヒートシンク144は、一実施形態では、熱を局所環境に転送するために、ヒートシンク基部146から外側に延在するピンフィン148を含むことができる。
【0074】
図43はさらに、マンドレル194に対向する圧力ブラダ198の側面に任意に装着することができるブラダライナー160を示す。上述したように、断熱材366(図32)を圧力ブラダ198に装着して、熱をマンドレル194内部に維持することができる。ブラダライナー160はブラダフレーム199(図17)に機械的に固定する、及び/又は接着することができる。ブラダライナー160は、断熱材366と圧力ブラダ198の間に任意に設置することができ、圧力ブラダ198に熱を分配するためにブラダライナー160に装着される加熱要素162を含むことができる。
【0075】
図47〜48を参照すると、テストクーポン48にサーマルスプレッダを装着したことによる温度プロフィールの変化を評価するためにテストしたステンレス製のテストクーポン48の、温度40対時間42の表示が示されている。サーモカップルTC1〜TC7、50、52、54、56、58、60、62をテストクーポン48の異なる場所に装着した。一つのサーモカップルTC8、64は参照のためにテストクーポン48以外の場所に装着した。テストクーポン48の中間点の位置に熱を印加して、図47に示すテスト結果を得た。図48では、伝導板46又は0.25インチの厚さの銅から加工されたサーマルスプレッダがテストクーポン48に固定された。伝導板46の中間点の位置に熱を印加して、図48に示すテスト結果を得た。この際、定常温度を達成するために、図47、48に示す各テストケースに対して、4時間にわたって一定の割合で単位表面積当たり200ワットの熱を加えた。
【0076】
図47を見て分かるように、TC2〜TC7、52、54、56、58、60、62のどのサーモカップルも、テストクーポン48の中央のサーモカップルTC1、50によって測定された定常温度450°Fとの違いが50°F未満である定常温度に達成しなかった。サーモカップルTC6及びTC7、60、62は、中央のサーモカップルTC1、50から一番遠くに位置しており、中央のサーモカップルTC1、50によって測定された温度に対して、150°F超上回る定常温度が測定された。しかしながら、図48を参照すると、銅製の伝導板46を追加することによって、サーモカップルTC1〜TC7、50、52、54、56、58、60、62の全ての測定された温度が、中央のサーモカップルTC1、50によって測定された温度の約30°F以内の結果となった。図48の表示に示すように、伝導板46の追加によって、温度の均一性が大幅に改善された。同様に、ツールライナー138(図42)を図42〜46に示すようにマンドレル194に追加することによって、結果的にマンドレル194(図42)の温度分布が実質的に均一になった。
【0077】
図49〜50を参照すると、インバー製のテストクーポン96全体のいくつかの位置92において測定された温度90勾配の表示の図が示されている。図49は、サーマルスプレッダ98(すなわち、伝導板)をインバー製のテストクーポン96に追加していない、テストクーポン96の温度プロフィールを示す。図50は、サーマルスプレッダ98が追加されているテストクーポン96の温度プロフィールを示す。図49及び50に示す各表示におけるインバー製のテストクーポン96は、長さが12インチ、幅が4インチ、そして厚さが1インチである。サーマルスプレッダ98は、8インチの長さ、4インチの幅及び0.5インチの厚さを有する銅板から加工されたものである。テストクーポン96は、サーマルスプレッダ98の8インチの長さ全体に、熱伝導接着剤又は膜でサーマルスプレッダ98に装着されている。サーマルカップルTC10〜TC20、70、72、74、76、78、80、82、84、86、88、90は、サーマルスプレッダ98に対向するテストクーポン96の側面に、その長さに沿って1インチの間隔を置いて装着された。約350°Fの定常温度に達成するために、単位表面積当たり200ワットの一定の加熱電力を4時間にわたってテストクーポン96に印加した。
【0078】
図49を見て分かるように、サーマルスプレッダ98を装着していないテストクーポン96については、テストクーポン96の長さ全体の温度プロフィールが約155°F変化し、テストクーポン96の中央の長さ6インチ全体の温度プロフィールが約104°F変化した。例えば、中央のサーモカップルTC10、70の測定温度は、中央のサーモカップルTC10、70から一番遠くに位置するサーモカップルTC20 88において測定された温度約262°Fに比べて、約417°Fであった。その一方で、図50はサーマルスプレッダ98が装着されたテストクーポン96の温度プロフィールを示す。良く分かるように、図50では、テストクーポン96の12インチの長さ全体の測定温度の変化が約54°F未満であり、テストクーポン96の中央の長さ6インチ全体の測定温度の変化は約16°F未満であることが示されている。図49及び50の温度プロフィールの比較によって示されるように、サーマルスプレッダ98を追加すると、結果的に温度の均一性が大幅に改善される。
【0079】
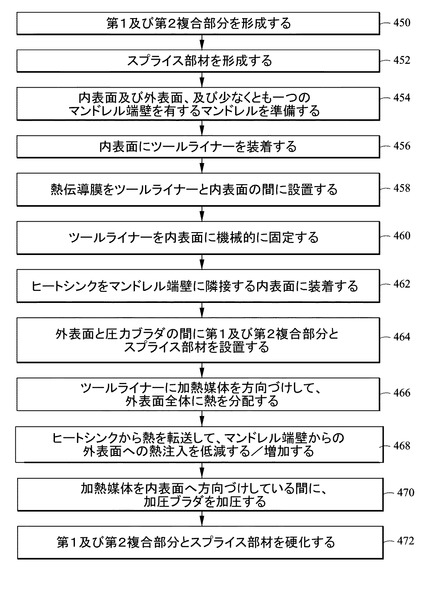
図51を参照すると、図1に示す複合部分104a、104b、104cを接合させて形成された構造部材104の形成方法が示されている。図51においては、ステップ450は、図1について上述したように、ステップ452において第1及び第2複合部分104a、104b(図1)及びスプライス部材(図1)を形成することを含む。図45〜46に示すように、ステップ454は、上部及び下部の壁130、132及び少なくとも一つの端壁134の内表面及び外表面130a、132a、130b、132b(図45〜46)を有するマンドレル194(図45)を準備することを含む。ステップ456は、図45に示すように、マンドレル194の頂壁130及び側壁132(図45)の一又は複数の内表面130a、132a(図45)にツールライナー138(図45)を装着することを含む。図43に示すように、外表面130b、132bは複合部分104a、104b(図1)とスプライス部材112(図1)と直接接触していてよい。
【0080】
図51をさらに参照すると、ステップ458は、熱伝導膜140(図46)をツールライナー138(図46)と内表面130a(図46)の間に設置して、これらの間の熱接触を改善することを含む。図50の表示に示すように、ツールライナー138(図46)の追加により、マンドレル194(図46)の温度の均一性が改善される。ステップ460は、ツールライナー138(図46)を内表面130a、132a(図45〜46)に機械的に固定して、これらの間の熱接触を改善することを含むことができる。ステップ462は、一又は複数のヒートシンク144(図46)をマンドレル194の端壁134(図46)に隣接する内表面130a、132a(図45〜46)に装着して、それらの最端部において頂壁及び側壁130、132(図45〜46)から過剰な熱を発散させて、その位置での過熱を防止することを含む。あるいは、ヒートシンク144(図45〜46)により、マンドレル領域への熱の注入が増加するようにしむけることができる。
【0081】
図51では、ステップ464は、図43に示すように、外表面130b、132b(図43)と圧力ブラダ198の間に第1及び第2複合部分104a、104b(図1)とスプライス部材112(図1)を設置することを含むことができる。ステップ466は、上述したような方法で、ツールライナー138(図43)に加熱媒体152(図23)を方向づけして、外表面130b、132b(図43)全体に熱を分配することを含むことができる。ステップ468は、ヒートシンク144(図45〜46)から熱を転送して、マンドレル194の端壁134(図46)からの外表面130b、132b(図43)への熱注入を減らすことを含むことができる。このように、ヒートシンク144は、端壁134(図46)の熱質量が大きいために、頂壁130及び側壁132(図45〜46)の外表面130b、132b(図43)での局所的な温度の増加を防止する又は低減することができる。ステップ470は、ステップ472において第1及び第2複合部分104a、104b(図1)とスプライス部材112(図1)を硬化するために、熱を内表面130a、132a(図45)に方向づけしている間に、加圧ブラダ198(図43)を加圧することを含むことができる。
【0082】
本発明の実施形態を特定の実例となる実施形態に関連させて説明してきたが、当然ながら特定の実施形態は説明のためであり、限定するものではなく、当業者が他の変形例を発想することが可能である。
【符号の説明】
【0083】
104 構造部材
104a 複合部分
104b 複合部分
104c 複合部分
110 スプライスジョイント
112 複合スプライス部材
112a 上部フランジ
112b 下部フランジ
112c ウェブ
114 隣接部分
115 未硬化部分
116 傾斜面
117 テーパー縁部
128 ツール
130 頂壁
130a 内表面
130b 外表面
132 側壁
132a 内表面
132b 外表面
134 端壁
134a 内表面
134b 外表面
136 スティフナー
138 ツールライナー
140 熱伝導膜
142 メカニカルファスナー
144 ヒートシンク
146 ヒートシンク基部
148 ピンフィン
150 加熱ツールアセンブリ
152 加熱媒体
154 戻り媒体
160 ブラダライナー
162 加熱要素
166 コントローラ
174 ブラダ加圧装置
176 真空バッグ
178 ソフトウェア・プログラム
180 オペレータ制御及び表示
182 センサ
184 接着アセンブリジグ
186 接着機
188 ツールプラットフォーム
190 圧力プラットフォーム
192 加熱/冷却システム
194 マンドレル
194a 部分仕切り壁
196 加熱/冷却システム
198 圧力ブラダ
199 半柔軟性フレーム
202 共通基盤
204 ガイド
210 接着ステーション
212 接着ステーション
214 プラテン板
215 マンドレル基部
216 加熱要素
218 固定アーム
220 行路
221 引張棒
222 プラテン板
224 圧力ブラダシュラウド
225 固定レバー
226 外カバー
228 外カバー
230 加熱要素
234 真空バッグ
235 ツールタワー
236 押さえ板
238 供給ダクト
240 マニホルド
242 分配ダクト
244 ノズル
245 圧力タワー
246 供給ダクト
248 マニホルド
250 分配ダクト
252 ノズル
262 マンドレル経過温度センサ
264 マンドレル制御温度
265 縦軸
266 圧力制御温度センサ
272 加熱制御装置
274 真空バッグ制御装置
276 加熱制御装置
277 マンドレル加熱媒体温度センサ
282 圧力制御装置
284 モジュール式加熱/冷却システム
286 マンドレル搬送台
288 プラットフォーム
290 基盤
294 ブロワ
295 真空バッグ圧力センサ
296 ダクト
297 圧力センサ
300 ノズルプレナムアセンブリ
301 圧力加熱温度センサ
314 高温媒体供給ダクト
316 高温媒体供給ダクト
318 媒体供給及び復路ダクト
322 誘導弁
324 流入口
325 ブロワ駆動モータ
326 流入接続部
327 接続部
328 流入接続部
330 戻り媒体流入接続部
331 固定板
334 プレナムフレーム
336 開口部を含む板
338 孔あきノズル
339 マンドレルの区画又は区域
342 マンドレル基部
346 ブラケット
348 ソケット
351 ピン
352 エンドブラケット
355 剛性フランジ
357 支持部
358 断熱材
363 位置制限ピン
364 熱障壁
366 断熱材
367 搬送台停止部
370 媒体流出口
372 冷却媒体流入口
374 アーム
375 媒体排出口
376 アーム
378 ヒンジ式弁部材
380 ヒンジ式弁部材
382 ブラダアセンブリ
386 リテーナ
388 シュラウドカート
390 ポータブル基盤
391 アクチュエータピストン
392a デバイス
392b デバイス
394 重みをかける部分
398 内側ブラダ
【技術分野】
【0001】
本発明は概して、複合構造部品の接合に関し、さらに具体的には、複合構造部品間の接合部全体の温度を実質的に一定に維持することに関するものである。
【背景技術】
【0002】
比較的長い複合構造部材を加工する時に、複合構造部品の端と端をスプライスジョイントで接合することができる。例えば、航空機産業において、航空機の翼のスパーは、スプライス部材を用いて、スパーの2つ以上の比較的長い複合部分を接合することによって形成することができる。スプライス部材は、複合部分及びスプライス部材が同時硬化又は同時接着されて完成したスパーを形成することができるように、複合部分とスプライス部材が接着固定具内に装着されている時に、熱を加えることによって複合部分に接着させることができる。
【0003】
製造要件を満たすために、比較的狭い温度範囲の熱をスプライスジョイントに加えることが通常必要である。温度範囲は、複合構造部品が硬化するまで所定の時間維持しなければならない。その上、温度の実質的な変動なしに、スプライスジョイントの長さ全体で実質的に均一の温度にすることが通常必要である。
【0004】
同時硬化又は同時接着の複合構造部品については、複合構造部品の最大機械特性及び他の特質を得るために、熱を加えている間に複合構造部品に圧力を印加することも必要になり得る。複合構造部品の加工においては、一般にオートクレーブを、制御された一定の方法で熱及び圧力を加える手段として用いる。しかしながら、翼のスパー等の比較的長い構造部品については、ほとんどのオートクレーブの長さに制限があるため、熱と圧力を加えるためにオートクレーブに構造部品を設置することが可能でない場合がある。
【0005】
したがって、当技術分野において、オートクレーブを必要とせずに、比較的長さの長い複合構造部品を接合させる装置及び方法が必要である。さらに、当技術分野において、上記複合構造部品が実質的な温度の変動なしに、ジョイントの長さ全体において実質的に均一な温度を維持することができる、複合構造部品を接合する装置及び方法が必要である。
【発明の概要】
【0006】
スプライスジョイント全体に圧力及び均一な温度を印加することに関する上述の必要は、本発明によって具体的に対処され、本発明は、複合部分からなる構造部材のスプライスジョイント部分を硬化させる接着加工装置を提供する。この装置により、スプライスジョイント全体に均一な温度を印加することが容易になり得る。この装置は、複合部分の取付け及び取り外しが可能になるように、開位置と閉位置との間で互いに対して移動可能であってよいツールプラットフォーム及び圧力プラットフォームを備えることができる。
【0007】
本装置は、部材を押しつけることができるツールを含むことができる。ツールは、ツールプラットフォームによって支持することができ、内表面を有することができる。本装置は、部材に圧力をかけるための圧力ブラダを含むことができる。圧力ブラダは、ツールに部材を押しつけるために圧力プラットフォームによって支持することができる。本装置は、内表面に実質的に均一に熱を分布するために、内表面と熱的に接触しているツール及びツールライナーを加熱するための加熱システムをさらに含むことができる。
【0008】
さらなる実施形態では、複合構造部材を硬化する装置が開示されている。本装置は、開位置と閉位置との間を相対的に移動可能であってよいツールプラットフォーム及び圧力プラットフォームを備えることができる。本装置は、部材を押しつけることができるマンドレルを含むことができる。マンドレルは、ツールプラットフォームによって支持することができ、内表面を有することができ、少なくとも一つの端壁を含む。圧力ブラダを本装置に含むことができ、部材に圧力を印加するために加圧するように構成することができる。
【0009】
圧力ブラダは、部材をマンドレルに押し付けるために、圧力プラットフォームによって支持することができる。本装置は、マンドレルを加熱するための加熱システムを含むことができる。例えば銅板等のツールライナーを、任意の方法で任意の場所に例えば機械的固定、接着、溶接、又は任意の他の好適な付着方法でマンドレルに装着することができる。ツールライナーは内表面に装着することができ、内表面に熱を分布させるために内表面と熱的に接触することができる。例えばサーマル・ペースト等の熱伝導膜を、ツールライナーと内表面の間に挿入して、ツールライナーと内表面間の熱的接触を高めることができる。本装置はさらに、ヒートシンクから熱を転送してマンドレルへの熱注入を減らすために、内表面の一部と熱的に接触している一又は複数のヒートシンクをさらに含むことができる。
【0010】
また、構造部材を形成するための加熱ツールアセンブリも開示されている。このツールアセンブリは、構造部材をそれらの間に装着するためのツール及び圧力ブラダを含むことができる。ツールは、内表面と、内表面と熱的に接触しているライナーを有することができる。ツールアセンブリはさらに、ツールを加熱するための加熱システムを含むことができる。加熱システムは加熱媒体を加熱するためのヒータと、加熱媒体を送るブロワと、加熱媒体をツールライナー上に方向づけする複数のノズルをさらに含むことができる。
【0011】
また、構造部材を形成する方法も開示されており、この方法は、第1及び第2複合部分を形成するステップ、及びスプライス部材を形成するステップを含む。本方法はまた、内表面及び外表面を有するマンドレルを提供して、ツールライナーを内表面に装着させることも含むことができる。本方法はさらに、外表面と圧力ブラダの間に第1及び第2複合部分とスプライス部材を取り付けることを含むことができる。加熱された媒体を次に、ツールライナー上に移動させてマンドレルを加熱することができる。
【0012】
さらなる実施形態では、複合構造部材を形成する方法が開示されており、この方法は、第1及び第2複合部分を形成するステップ、及びスプライス部材を形成するステップを含む。本方法は、内表面及び外表面を有するマンドレルと、少なくとも一つのマンドレル端壁を提供することを含むことができる。ツールライナーを内表面に装着させることができる。本方法は、ツールライナーと内表面の間に熱伝導膜を取り付けて、ツールライナーを内表面に機械的に固定することを含むことができる。本方法はまた、ヒートシンクをマンドレル端壁に隣接する内表面に装着するステップも含むことができる。
【0013】
第1及び第2複合部分とスプライス部材を外表面と圧力ブラダの間に取り付けることができる。熱をツールライナーの方に導いて、外表面全体に熱を分布させることができる。本方法は、ヒートシンクから熱を転送して、マンドレル端壁からの外表面への熱注入を減らすことを含むことができる。加熱媒体を内表面に導いている間に、圧力ブラダを加圧することができる。本方法はまた、第1及び第2複合部分とスプライス部材を硬化させることを含むこともできる。
【0014】
本発明はまた:
構造部材を形成するための加熱ツールアセンブリに関するものであり、この加熱ツールアセンブリは:
ツールと圧力ブラダの間に構造部材を装着するためのツール及び圧力ブラダであって、ツールが内表面を有している、ツール及び圧力ブラダと;
ツールの内表面と熱的に接触しているライナーと;
ツールを加熱するための加熱システムを含み、加熱システムは:
加熱媒体を加熱するためのヒータ;
加熱媒体を送るためのブロワ;
加熱媒体をツールライナー上に方向づけするための複数のノズル
を含む。
【0015】
ツールライナーが比較的高い熱伝導率を有する物質でできている、
上に記載の加熱ツールアセンブリ。
ツールライナーが銅及びアルミ板の少なくとも一つを含む、
上に記載の加熱ツールアセンブリ。
ツールライナーが、85℃での測定において約200W/mK〜約600W/mKの範囲の熱伝導率を有する、
上に記載の加熱ツールアセンブリ。
【0016】
ツールライナーがマンドレルに機械的に固定されている、
上に記載の加熱ツールアセンブリ。
ツールライナーと内表面の間に挿入されている熱伝導膜
をさらに含む、上に記載の加熱ツールアセンブリ。
膜が、サーマル・ペーストを含む、
上に記載の加熱ツールアセンブリ。
【0017】
内表面の一部と熱的に接触しているヒートシンクを
さらに含む、上に記載の加熱ツールアセンブリ。
ツールが複数の区域を画定し;
加熱システムがさらに、加熱媒体を複数の区域へ方向づけするために、ブロワとノズルの間に連結されたノズルプレナムアセンブリを含む、
上に記載の加熱ツールアセンブリ。
【0018】
構造部材の熱を保持するための、圧力ブラダを少なくとも部分的に囲む断熱材;及び
圧力ブラダを加熱するために、熱断熱材と圧力ブラダの間に挿入される少なくとも一つの加熱要素
をさらに含む、上に記載の加熱ツールアセンブリ。
圧力ブラダに熱を分布させるために、ブラダライナーに装着される加熱要素を有するブラダライナー
をさらに含む、上に記載の加熱ツールアセンブリ。
【0019】
複合構造部材を形成する方法であって、この方法は:
第1及び第2複合部分を形成するステップ;
スプライス部材を形成するステップ;
内表面及び外表面を有するマンドレルと、少なくとも一つのマンドレル端壁とを提供するステップ;
ツールライナーを内表面に装着するステップ;
ツールライナーと内表面の間に熱伝導膜を設置するステップ;
ツールライナーを内表面に機械的に固定するステップ;
ヒートシンクをマンドレル端壁に隣接する内表面に装着するステップ;
第1及び第2複合部分とスプライス部材を外表面と圧力ブラダの間に設置するステップ;
加熱媒体をツールライナー上に方向づけして、熱を外表面全体に分布させるステップ;
ヒートシンクからの熱を転送して、マンドレル端壁からの外表面への熱注入を低減するステップ;
加熱媒体を内表面上に方向づけしている間に圧力ブラダを加圧するステップ;
第1及び第2複合部分とスプライス部材を硬化させるステップ
を含む方法。
【0020】
説明した特徴、機能及び利点は、本発明の様々な実施形態において個別に達成することができる、または下記の説明及び図面を参照することによってさらに詳細を理解することができる更に別の実施形態と組み合わせることができる。
【0021】
本発明のこれらの及び他の特徴は、全体を通して同じパーツには同じ番号が割り当てられている図面を参照することによりさらに明らかとなる。
【図面の簡単な説明】
【0022】
【図1】図1は複合部分を接合して連続的な構造部材を形成する装置の広範囲のブロック図である。
【図2】図2は図1に示す2つの複合部分の間のスプライスジョイントの正面図である。
【図3】図3は図2の線3−3に沿って切り取った断面図である。
【図4】図4は図2の線4−4に沿って切り取った断面図である。
【図5】図5は代替複合部分の形状を示す断面図である。
【図6】図6は代替複合部分の形状を示す断面図である。
【図7】図7は代替複合部分の形状を示す断面図である。
【図8】図8は代替複合部分の形状を示す断面図である。
【図9】図9は代替複合部分の形状を示す断面図である。
【図10】図10は図3の「B」に指定された領域の断面図である。
【図11】図11は複合部分の構造接着を行う方法を示す簡略化されたフロー図である。
【図12】図12は複合部分の構造接着を行う装置に使用される制御システムを示すブロック図である。
【図13】図13は複合部分の構造接着を行う装置の機能ブロック図である。
【図14】図14は開位置にある接着機のブロック図である。
【図15】図15は図14に示す接着機の斜視図である。
【図16】図16は閉位置にある接着機を示すブロック図である。
【図17】図17は圧力ブラダのブロック図である。
【図18】図18は真空バッグとスプライス部材の接着機への設置を示すブロック図である。
【図19】図19は硬化プロセスの間に、複合部分を保持するのに使用される一対の押さえ板を示すブロック図である。
【図20】図20はマンドレルとブラダを加熱するのに使用される加熱システムを示すブロック概略図である。
【図21】図21は接着機のパーツを形成する制御システムの構成部品を示すブロック図である。
【図22】図22はモジュール式の加熱/冷却システムを示す、ツールタワーの代替形態の概略図である。
【図23】図23は図22に示すモジュール式の加熱/冷却システムのさらなる構成部品を示すブロック図である。
【図24】図24はマンドレルアセンブリとモジュール式の加熱/冷却システムの間の接続部を示すブロック図である。
【図25】図25は弁が加熱モードに切り替えられている、モジュール式の加熱及び冷却システムのパーツを形成する誘導弁のブロック図である。
【図26】図26は弁が冷却モードに切り替えられている所を示す、図25と同様のブロック図である。
【図27】図27はマンドレルアセンブリの構成部品を示すブロック図である。
【図28】図28はマンドレルアセンブリのさらなる構成部品を示すブロック図である。
【図29】図29はスパー部分を指標付けするのに有用なマンドレルの詳細を示すブロック図である。
【図30】図30はマンドレル搬送台のブロック図である。
【図31】図31はマンドレルアセンブリとマンドレル基部の構成部品間の関係を示すブロック図である。
【図32】図32はブラダ及びシュラウドアセンブリのブロック図である。
【図33】図33は取り外し可能なブラダ及びフレームを示すブロック図である。
【図34】図34は二重圧力ブラダのブロック図である。
【図35】図35は複合部分に圧力を印加するための圧力ブラダを示すブロック図である。
【図36】図36は硬化中に複合部分を適所に保持するのに有用なフレームの代替形態を示すブロック図である。
【図37】図37はツールプラットフォーム関連のポータブル圧力シュラウドカートを示すブロック図である。
【図38】図38は引込位置にあるツールプラットフォームを示すブロック図である。
【図39】図39は図38と同様の図であるが、マンドレル搬送台の取り外し準備のために、ツールプラットフォームが前方位置に移動され、マンドレルアセンブリが加熱/冷却システムから接続解除されているところを示す図である。
【図40】図40は航空機の製造及び就航方法のフロー図である。
【図41】図41は航空機のブロック図である。
【図42】図42は閉位置にある接着機の斜視図である。
【図43】図43は図42の線43−43に沿って切り取った接着機とスプライスジョイントの断面図であり、接着機に装着された熱伝導ツールライナーと熱伝導ブラダライナーを示す。
【図44】図44はマンドレルの内表面に装着されたツールライナーを有するマンドレルの斜視図である。
【図45】図45はマンドレル端壁に隣接して装着されたツールライナーとヒートシンクを示すマンドレルの平面図である。
【図46】図46はツールライナーとヒートシンクの装着を示すマンドレルの部分断面図である。
【図47】図47はサーマルスプレッダを装着していない、ステンレス製のテストクーポンの、経時的な温度表示である。
【図48】図48はサーマルスプレッダが装着された、図47のテストクーポンの経時的な温度表示であり、テストクーポンの異なる位置の実質的に均一な温度を示す。
【図49】図49は熱伝導層(すなわち、サーマルスプレッダ)が装着されていない、インバー製のテストクーポン全体の温度勾配の表示である。
【図50】図50はサーマルスプレッダが装着された、図49のテストクーポン全体の温度勾配の表示であり、温度均一性の高まりを示す。
【図51】図51は接着機を使用した複合構造部材を形成する方法のフロー図である。
【発明を実施するための形態】
【0023】
ここで図面を参照し、図面は本発明の好適で多様な実施形態を示すためだけのものであり、本発明を限定するためのものではなく、図1に示すのは、例えば非限定的に、ストリンガー、スパー、及びフレーム等の連続的な構造部材104を形成するための、例えば複合部分104a、104b、104c等の細長い複合構成部品を接合するのに使用することができる標準的な生産セル208である。少なくとも第1複合部分104a及び第2複合部分104bは、その間に構造接着剤を使用し端と端とを接合してスプライスジョイント110を形成することができる。複合部分104a〜104cは複数の整列接着アセンブリジグ184によって支持することができる。接着アセンブリジグ184は、複合部分104a〜104cを整列した形で支持することができると同時に、複合部分104a〜104cをその縦軸265に沿って接着ステーション210、212に各々位置する接着機186の中に引き入れることを可能にする。接着ステーション210、212は、スプライスジョイント110を接着することができる、構造部材104の長さに沿って位置することができる。
【0024】
図2〜4を参照すると、開示の実施形態により、スプライスジョイントを使用して例えば複合部分104a及び104b等の複数の複合部分の端と端を接合することによって構造部材を形成することができる。図3は、ある特定の構造部材104の上面図であり、この図では、第1及び第2複合部分104a、104bがそれぞれ互いにスプライスジョイントで接合されて「キンク」又は「A」を表す角度を形成する。各複合部分104a、104bは、任意の多様な断面形状を有する硬化複合積層を含むことができる。しかしながら、後述するように、実施形態を示すために選択された複合部分104a、104bは図4に示すようにC形状の断面を有する。
【0025】
ここで注記すべきことは、図面には特定の構造部材104を示すが、開示の実施形態を用いて、複合スプライスジョイントを使用して複合部分を互いに接着することによって多種多様な細長い構造部材のうちの任意の構造部材を形成することができることである。例えば、非限定的に、開示の実施形態を使用して複合部分、特に細長い部分を接合して、ほんのわずかな例を挙げると複合フロアビーム、フレーム及びストリンガーを形成することができる。さらに、構造部材104は非限定的に、図5に示すZ形状、図6に示すT形状、図7に示すJ形状、図8に示すハット形状、又は図9に示すI形状を含む多種多様な断面形状のうちの任意の断面形状を有することができる。
【0026】
ここで図2及び3を参照すると、第1及び第2の隣接した複合部分104a及び104bは、図4を見て良くわかるように、複合部分104a、104bの断面に対応するおおむねC形状の断面を有することができる複合スプライス部材112を使用して、互いに接着させることができる。スプライス部材112は、ウェブ112cによって接続された上部及び下部フランジ112a及び112bを含むことができる。スプライス部材は図示した実施例では単一構造の部材として示しているが、スプライス部材112はいくつかの用途においては2つ以上の部分または部品を含むことができる。複合部分104a、104bが非常に小さい角度「A」(図3)を形成するため、スプライス部材112は図2に示すように2つの隣接部分114を含むことができ、この2つの隣接部分114は角度「A」とほぼ等しくてよい角度を形成する。図10を見て良くわかるように、スプライス部材112は、隣接した複合部分104a、104bとともに、重なったスカーフ型ジョイント110を形成する。ここで注記すべきなのは、スカーフジョイント110を示したが、スプライスジョイント110を形成するために、非限定的にラップジョイント、ステップラップジョイント、テーブルスプライスジョイント等を含む他の種類のジョイントを用いることができることである。
【0027】
ここで図10を参照すると、複合部分104a、104bはそれぞれ例えば炭素繊維エポキシ樹脂等の繊維強化ポリマー樹脂の複数の積層体(図示せず)を含むことができ、この積層体では外縁117はテーパー形状又は傾斜形状を形成する層の傾斜部分(図示せず)を含む。同様に、スプライス部材112は複数の繊維強化ポリマー樹脂の層(図示せず)からできていてよく、それぞれが複合部分104a、104bの層と整列していてよい。スプライス部材112は、斜めになった又は傾斜した表面116を画定するほぼV字形の断面を有することができ、この形状は複合部分104a、104bの外側の隣接する端部の対応するテーパー縁部117に重なり合わせて接着し、スプライスジョイント110を形成することができる。前述したように、スプライスジョイント110を図示したが、他のスプライス構造もまた用途によっては可能であり得る。
【0028】
ここで、複合部分104a〜104c(図1)の構造接着を行う方法のステップを示す図11に注目する。ステップ126において開始し、複合部分104a〜104c(図1)を好適なツール(図示せず)上に積層することができ、その後ステップ128において、熱及び圧力を使用して、通常オートクレーブ(図示せず)内部で個別に硬化させることができる。次に、ステップ130において、接着機186(図1)を開いて、例えば第1及び第2複合部分104a、104b(図1)等の2つの隣接する複合部分の端部を受け入れる準備をすることができる。
【0029】
ステップ132において、第1及び第2複合部分104a、104b(図1)を接着アセンブリジグ184(BAJ)(図1)にロードして相互に位置合わせすることができる。次に、ステップ134において、複合部分104a、104bの端部を接着機186の中に引き込むことができる。ステップ124において、スプライス部材112(図1)が積層されツール(図示せず)上に形成された後に、スプライス部材112は、ステップ138に示すように、スプライスジョイント110において複合部分104a、104b(図1)上で位置合わせして設置することができる。
【0030】
ステップ140においては、真空バッグをスプライス部材112を含むことができる接合領域の上に設置することができ、その後ステップ142において、接着機186を閉じることができる。処理前の(硬化していない)スプライス部材112を次に、ステップ144で示す一連のステップによって、複合部分104a、104bの端部に接着することができる。ステップ146を開始し、真空バッグに真空を引いて、スプライス部材112の積層体を部分的に固層化することができる。次に、ステップ148において、後述する圧力ブラダを加圧してスプライス部材112及び複合部分104a、104bをマンドレル194(図13)に押し付けることによって、スプライス部材112の積層体をさらに固層化することができる。
【0031】
加熱サイクルをステップ150において開始することができ、この加熱サイクルでは、複合部分104a、104b(図1)及びスプライス部材112を局所的に加熱して、未硬化のスプライス部材112を硬化させ、これによりスプライス部材112を複合部分104a、104bに接着させてスプライスジョイント110を形成することができる。最後に、ステップ152において、スプライス部材112(図1)を冷却することができ、その後接着機186をステップ154において開けることができる。ステップ156において、真空バッグを取り外すことができ、その後スプライス部材112を必要に応じてステップ158において調整することができる。この結果得られた接着されたスプライスジョイント110(図1)をステップ160において非破壊的に検査(NDI)することができ、その後構造部材104を接着アセンブリジグ184から取り外すことができる。用途によっては、完成した構造部材104をステップ164において塗装し密閉することができる。ここで注目すべきなのは、ステップ158〜164を任意の所望の順番に実施することができることである。
【0032】
図11に関連して上述した方法の実施形態においては、複合部分104a、104b(図1)は、未硬化のスプライス部材112をスプライスジョイント110に適用することができる前に、硬化させることができる。しかしながら、他の実施形態では、未硬化のスプライス部材112をスプライスジョイント110に適用することができる前に、複合部分104a、104bの一部のみを硬化させることができると考えられる。例えば、図2に示すように、スプライス部材112をまたぐ複合部分104a、104bの未硬化部分115は、スプライス部材112をスプライスジョイント110に適用することができる時点では、未硬化の又は部分的に硬化した(「段階的な」)状態にあってよく、その一方で複合部分104a、104b(図1)の残りの領域は硬化した状態にあってよい。代替実施形態においては、複合部分104a、104bの未硬化部分115を未硬化のスプライス部材112と同時硬化させることができる。
【0033】
図12は接着機186の制御システムの構成部品を広く示す図である。プログラマブル・ロジック・コントローラ(PLC)又はパーソナル・コンピュータ(PC)を含むことができるコントローラ166は、様々なソフトウェア・プログラム178を使用して、予めプログラムされた制御機能を自動的に実行することができる。オペレータ制御及び表示180により、オペレータがソフトウェア・プログラム178にアクセスし、コントローラ166とのインターフェースを形成することが可能になり、設定を調節する、またプロセス情報を表示することが可能になる。特定の実施形態においては、コントローラ166を接着アセンブリジグ184(図1)に連結させて、長い複合部分104a、104b(図1)の相互に対する位置を検出する又は制御することができる。コントローラ166は、接着機186の様々な構成部品及びシステムを制御することができ、これら構成部品には非限定的に、加熱/冷却システム192、196、ブラダ加圧装置174及び真空バッグ176を含む。接着機186は、後述するように温度及び圧力等の信号をコントローラ166に送る様々なセンサ182を含むことができる。
【0034】
図13は第1ツールプラットフォーム188及び第2圧力プラットフォーム190を広く含む接着機186の機能ブロック図である。プラットフォーム188、190は、互いに向かって、また互いから離れるように直線水平運動を行うために共通基盤202上のガイド204による滑動又は回転運動を行うために装着することができる。更に詳細に下に説明するように、プラットフォーム188、190を図13に示す開位置から図16及び21に示す閉位置へ移動させることができ、閉位置においては、接着アセンブリジグ184で支持しながら、スプライス部材112と、組み立てられた複合部分104a、104bの端部を含む接合領域に局所的に熱及び圧力を加えることができる。局所的に印加された熱及び圧力により、スプライス部材112を複合部分104a、104bに構造的に接着させて、接着されたスプライスジョイント110を作製することができる。引き下げ及び固定装置206を使用して、プラットフォーム188、190を引き下げて、閉位置に固定することができる。図13に示すように、ツールプラットフォーム188は、センサ182、加熱/冷却システム192及びマンドレル194を含むことができる。同様に、圧力プラットフォーム190は、センサ182、加熱/冷却システム196、圧力ブラダ198、及び真空バッグに真空を引いて圧力ブラダ198を加圧するためのポンプ200を含むことができる。
【0035】
ここで、接着機186のさらなる詳細を示す図13〜15に注目する。広い意味において、接着機186はツールタワー235及び圧力タワー245を含むことができ、これらの間に組み立てられたスプライス部材112と複合部分104a、104bを構造的に接着させて接着されたスプライスジョイント110を形成することができる。ツールタワー235は、任意の好適な手段による基盤202上の直線水平運動のために装着されたツールプラットフォーム188を含むことができる。図示した実施例では、プラットフォーム188は行路220によって誘導可能な脚部204を含むことができる。接着機186はマンドレル194を含むことができるツール128を含むことができる。
【0036】
図14及び43〜46を手短に参照すると、一実施形態における一側面が中空であってよいマンドレル194が示されている。マンドレル194は、相互に間隔をおいて配置され、また内表面及び外表面134a、134b(図45)を有する一対の端壁134によって境界される頂壁130と一対の側壁132を含むことができる。マンドレル194は一又は複数の側壁132及び/又は端壁134の間に延在可能な一又は複数のスティフナー136を含むことができる。マンドレル194は、圧力ブラダ198によって発生した加圧荷重下でマンドレル194の形状を維持するのに好適な任意の材料でできていてよい。例えば、マンドレル194は金属材料、又は非金属材料でできていてよい。
【0037】
これに関連して、マンドレル194は、複合材料の熱膨張係数と同程度であり得るインバーの有利に低い熱膨張係数を理由に、インバーでできていてもよい。しかしながら、マンドレル194は非限定的に鋼鉄、合金鋼、及び複合材料を含む任意の好適な材料でできていてよい。マンドレル194はさらに、例えば非限定的にマンドレル194の内表面130a、132a、134a等の、接着機186の任意の位置に装着することができる一又は複数のツールライナー138及び/又はヒートシンク144を含むことができる。ヒートシンクは、マンドレルの一部への及び/又は複合部分への熱注入を増加させるために、加熱媒体から熱を引きこむことによって、マンドレルの領域への熱注入を増加させるように構成することができる。ヒートシンクは、ヒートシンクを介して冷却媒体(図示せず)を循環させて熱をヒートシンクから引き込むことによってマンドレルの領域への熱注入を低減するように構成することができる。当然ながら、ヒートシンクを任意の場所に取り付けて、マンドレル及び/又は複合部分に沿って均一な分布を促進することができる。このように、第1及び第2複合部分とスプライス部材は、さらに詳細に後述し、図42〜51に示すように、これらを硬化させる間に均一に加熱することができる。
【0038】
図13〜15を参照すると、ツール128及びマンドレル194はマンドレル基部215に装着させることができ、その次にプラテン板214に固定することができる。プラテン板214は、ツールプラットフォーム188上に支持することができる。マンドレル基部215は、マンドレル194を簡単に取り外す及び/又は交換することができるように、一連の固定レバー225を用いてプラテン板214から開放可能であってよい。
【0039】
図14を参照すると、圧力タワー245は行路220に係合する脚部も有することができる圧力プラットフォーム190を含むことができる。空気注入式圧力ブラダ198は、ブラダシュラウド224に固定可能な半鋼体ブラダフレーム199の中に保持することができる。シュラウド224は次に、圧力プラットフォーム190に装着されたプラテン板222に固定することができる。マンドレル194と、圧力ブラダ198を囲む領域を加熱し冷却するために、加熱/冷却システム192、196を移動しているプラットフォーム188、190にそれぞれ装着することができる。外カバー226、228を用いて、ツールタワー235及び圧力タワー245の構成部品をそれぞれ保護するように囲むことができる。電気モータ又は他の形態のモータ(図示せず)を使用して、プラットフォーム188、190に電力供給をして、図13及び14に示す開位置、部分ロード/アンロード位置の間の行路220に沿って、図16に示す閉位置、部分硬化位置まで移動させることができる。プラットフォーム188、190を最終的な閉位置に引きこむために、引張棒221(図14)をタワー235、245の間に接続することができる。固定アーム218を使用して、プラットフォーム188、190を共にこれらの閉位置に固定することができる。
【0040】
図16〜17を重点的に参照すると、圧力ブラダ198はマンドレル194の形状と同様のほぼC字形であってよい断面を有することができる。ブラダ198は例えば非限定的に、シリコンゴム等を含む、特定の用途向けの温度及び圧力に耐えることができる任意の好適な材料でできていてよい。流体フィッティング232により、気体又は液体等の加圧流体がブラダ198に進入し又ブラダ198から出ていくことを可能にすることができる。図16〜17、及び43を手短に参照すると、加熱要素162を有するブラダライナー160を、複合スプライスジョイント110とは反対の圧力ブラダ198の側面に、圧力ブラダ198と熱的に接触するように取り付けることができる。加熱要素162によりブラダライナー160を加熱することができ、これにより次に、圧力ブラダ198を伝導的に加熱して、後にさらに詳細に説明し、図42〜51で示すように、均一にスプライスジョイント110を加熱することができる。
【0041】
ここで、接着作業の準備において、接着機186(図14)の準備及び閉鎖ステップを示す図18に注目する。スプライス部材112をまず、ジョイント110の上の前述した接着アセンブリジグ184(図1)で保持することができる複合部分104a、104b(図1)の間に当てることができる。次に、接着機186(図14)がまだ開いている間に、真空バッグ234をスプライス部材112の上に当てることができる。スプライス部材112及び真空バッグ234はいずれも、ジョイント110の各側面の積層体(図示せず)を含むことができる複合部分104a、104b(図1)の全層にわたって延在することができる。スプライス部材112及び真空バッグ234が取り付けられたら、プラットフォーム188、190を互いに向かって移動させることにより接着機186を閉じることができる。前述したように、固定アーム218(図15)を回転させて、圧力ブラダシュラウド224に対するマンドレル194の位置を固定することができるまで、プラットフォーム188、190を共に引っ張る必要がある場合に、引張棒221(図14)を用いることができる。
【0042】
ここで図19を参照すると、複合部分104a、104bを局所的に加熱することができる硬化プロセス中に、複合部分104a、104bをこれらの長手軸265に沿って移動させることができる。最終的な組立要件を満たすために、スプライスジョイント110をまたぎ、複合部分104a、104bの隣接する端部を共に固定する、一対の押さえ板236を使用して複合部分104a、104bを保持することにより、この動きを実質的に減らすことができる。押さえ板236は、複合部分104a、104bの上部及び下部の摩耗する余分な縁部分(図示せず)に固定して、スプライスジョイント110を覆い、複合部分104a、104bを固く結合させることができる。あるいは、複合部分の各部分は積層マンドレル(図示せず)の位置に固定して、硬化プロセスの間に複合部分がその長手軸に沿って移動するのを防止することができる。
【0043】
ここで、スプライス部材112を硬化し、硬化後にスプライス部材112を冷却するのに十分な温度に到達するまで、スプライスジョイント110の領域を加熱するように構成することができる加熱/冷却システム192、196(図14)のさらなる詳細を示す図20に注目する。ツールタワー235の側面では、加熱要素216により媒体を加熱することができ、この媒体は供給ダクト238を介してマニホルド240まで送ることができ、マニホルド240により分配ダクト242まで加熱媒体を送ることができる。分配ダクト242により、加熱媒体をノズル244へ供給することができ、このノズル244により、加熱媒体を、一側面が中空であってよいマンドレル194の内表面上に方向づけすることができる。本明細書で使用されるように、「媒体」及び「加熱媒体」は、非限定的に空気及び他の気体だけでなくオイルを含む流体を含む様々な流動性を有する媒体を含むものである。例えば非限定的に、誘導加熱等の他の形態の加熱方法もまた可能であり得る。
【0044】
圧力タワー245の側面では、加熱要素230により媒体152(図23)を加熱することができ、この媒体152は供給ダクト246を介してマニホルド248まで送ることができ、マニホルド248により加熱媒体152(図23)を分配ダクト250へ送ることができる。分配ダクト250により、加熱媒体152(図23)をノズル252へ送ることができ、ノズル252により媒体を圧力ブラダ198周囲の領域と、スプライス部材112の型ラインの外へ方向づけすることができる。
【0045】
図21は加熱/冷却システム192、196だけでなく、例えば真空バッグ制御装置274及びブラダ圧力制御装置282等の他のシステムのさらなる構成部品を示す。周囲媒体(図示せず)を加熱要素216を介して引込み、マニホルド240によってノズル244に分配して、マンドレル194を加熱することができる。加熱要素216は、真空バッグ圧力センサ295、マンドレル加熱媒体温度センサ277、マンドレル経過温度センサ262、及びマンドレル制御温度264から受信したデータに部分的に基づいて、加熱制御装置272によって制御可能である。真空バッグ234(図18)内部の真空圧は、真空バッグ制御装置274によって制御可能である。
【0046】
圧力タワー245の側面では、周囲媒体を加熱要素230を介して高温媒体マニホルド248に引き込むことができ、高温媒体マニホルド248により加熱媒体をノズル244に分配することができる。圧力ブラダ198に印加された圧力は、圧力データを加熱制御装置276へ供給することができる圧力センサ297を含むことができる圧力制御装置282によって制御可能である。ヒータ230を通って流れる媒体は、圧力制御温度センサ266及び圧力加熱温度センサ301によって取得したデータに基づいて、制御装置276によってさらに制御することが可能である。
【0047】
ここで、ツールタワー235の代替実施形態を示す図22に注目する。図示した実施例では、内蔵型のモジュール式加熱/冷却システム284は、移動プラットフォーム288上のレール(図示せず)によって支持することができる。プラットフォーム288はポータブル基盤290上で直線的にずらすことが可能であってよい。マンドレル194は、マンドレル搬送台286に取り外し可能に支持されることができるマンドレル基部342に固定することができる。マンドレル搬送台286はプラットフォーム288の上部に位置する支持部357に取り外し可能に装着することができる。したがって、マンドレル搬送台286はプラットフォーム288から簡単に取り外すことができ、マンドレル194及びマンドレル基部342は、マンドレル搬送台286から取り外すことができる。加熱/冷却システム284は、後にさらに詳しく説明するように、開放可能な接続部327によってマンドレル194に開放可能に係合することができる媒体供給及び復路ダクト318(図23)を含むことができる。
【0048】
加熱/冷却システム284のさらなる詳細を図22〜25に示す。ブロワ駆動モータ325により、ブロワ294を駆動させることができ、ブロワ294により媒体が加熱要素316を通って移動し、その後ダクト296を通って一対の高温媒体供給ダクト314、416まで移動することが可能になる。高温媒体供給ダクト314、316はそれぞれ、マンドレル基部342の後部を通る流入接続部326、328(図28)に係合することができる。流入接続部326、328を通して供給された加熱媒体152は、ノズルプレナムアセンブリ300(図24)に送ることができる。ノズルプレナムアセンブリ300から戻ってきた媒体154は、ノズルプレナムアセンブリ300の戻り媒体流入接続部330を通ることができ、復路ダクト318を介して誘導弁322に送ることができる。
【0049】
図24はノズルプレナムアセンブリ300のさらなる詳細を示す。ノズルプレナムアセンブリ300はマンドレル194の後部に固定することができる。ノズルプレナムアセンブリ300は箱型の孔あきノズル338を付着させることができるプレナムフレーム334を含むことができる。孔あきノズル338は、マンドレル194の部分仕切り壁194a又は側壁、端壁及びスティフナー136によって画定することができるツール128の区画又は区域まで延在することができる。各ノズル338は、ファスナー(図示せず)でプレナムフレーム334に固定することができる。媒体流入接続部326、328は、プレナムフレーム334に固定することができる板331に固定可能である。戻り媒体接続部330は、開口部(図示せず)を含むことができる板336に装着することができ、この開口部を通って接続部326、328が延在可能である。流入接続部326、328に進入してくる加熱媒体152はノズル338を通って流れることができ、ノズル338により、後にさらに詳しく説明し図42〜51に示すように、ツールライナー138の加熱を介して、マンドレル194の頂壁130、側壁132及び端壁134の内表面130a、132a、134aまで加熱媒体152を送ることができる。図24では、戻り媒体154は接続部330及び327を通って、誘導弁322(図23)に戻ることができる。
【0050】
図25〜26を参照すると、誘導弁322はアーム374及び376によってそれぞれ制御される一対のヒンジ式弁部材378、380を含むことができる。冷却媒体流入口372を選択的に開いて、冷却媒体が弁322に流れることを可能にすることができる。図26に示す状況においては、弁380を閉じて弁378を開くことができ、戻り媒体154が流入口324を通って入り、媒体流出口370を通って流出することが可能になり、これにより加熱サイクル中の再循環が可能になる。弁部材380により、加熱サイクル中に冷却媒体流入口372を閉鎖することができる。
【0051】
図26は、冷却サイクル中に冷却媒体をマンドレル194に送ることができる時の誘導弁322の状態を示す。弁378は第2閉位置に移動させることができ、この弁により、流入口324から受け入れた戻り媒体を媒体排出口375を通して迂回させて出すことができる。弁部材380は開位置にも移動されており、これにより、冷却媒体が媒体流入口372を通って進入し、媒体流出口370を通ってマンドレル194まで送られることが可能になる。
【0052】
ここで、マンドレル194と、マンドレル搬送台286へのマンドレル基部342の装着を示す図26〜30に注目する。マンドレル搬送台286のピン351(図30)を、マンドレル基部342に固定されたブラケット346に固定されたソケット348(図27及び28)内部に受け入れることができる。マンドレル基部342の後ろ側の位置制限ピン363により、マンドレル基部342とマンドレル搬送台286との間の第3接点が得られる。位置決めピン363はマンドレル搬送台286の停止部367(図30)と係合可能である。ソケット348とピン351の間に形成されたボールジョイント接続部により、マンドレル194とマンドレル基部342が図30に示すように、Y軸及びZ軸に沿って膨張することが可能になると同時に、制限ピン363によりX軸に沿った膨張を阻止することが可能になる。マンドレル基部342は、たわみを最小化して、マンドレル194を介した圧力ブラダの加圧に反発するように構成することができる。図29に示すように、マンドレル194は、各々固定ピン350が付いているエンドブラケット352を含むことができる。固定ピン350は複合部分104a、104bの開口部(図示せず)内部に受け入れることにより、接着プロセス中に複合部分104a、104bを位置合わせされた状態に維持することができる。
【0053】
図31を参照すると、マンドレル194はファスナー(図示せず)を使用してマンドレル基部342に固定することができる。断熱材358を、相隔たった熱障壁364とともに、マンドレル194及びマンドレル基部342の間に挟むことにより、マンドレル194をマンドレル基部342と絶縁させて熱をマンドレル194内部に保つことができる。
【0054】
図32は硬化プロセス中に、スプライスジョイント110(図10)の領域に熱を保つのを助ける機能を持つことができるブラダ198を囲む断熱材366の使用を示す。この実施形態では、スプライス部材112(図10)の硬化に必要な熱は、図23と関連させて前述した加熱システム284を使用して、ツール側(図15のツールタワー235)からのみ加えることができる。ある用途では、後にさらに詳しく説明するように、圧力ブラダ198と周囲の断熱材366との間のブラダライナー160に加熱要素162を配置することが必要である、又は望ましいことであり得る。
【0055】
ここで図33を参照すると、圧力タワー245の位置に取り外し可能に、又は取り外せないように固定することができるブラダアセンブリ382が示されている。ブラダアセンブリ382は、空気注入式の圧力ブラダ198を含むことができる。加熱要素162は、ブラダ198と熱的に接触することができるブラダライナー160に装着することができる。圧力ブラダ198の縁部は、半柔軟性材料でできていてよい半柔軟性フレーム199に固定可能である。ブラダフレーム199は、フレーム199をスナップ式に保持できる一連のリテーナ386によってブラダシュラウド224に開放可能に保持することができ、これによりブラダアセンブリ382を簡単に取り外す及び/又は交換することができる。
【0056】
圧力ブラダ198は単一のブラダであってよい、又は図33及び34に示すようなタイプの二重冗長ブラダを含むことができる。ブラダフレームリテーナ386はブラダシュラウド224に固定することができ、実質的に円形の断面を有することができる。ブラダフレーム199は、例えば強化シリコン等の半剛体の材料でできていてよく、円形の溝(図示せず)を含むことができ、この溝の周辺に沿ってスナップ式にリテーナ386を受け入れる。圧力ブラダ198に万が一漏れが発生した場合の予備のために、第2の空気注入式内側ブラダ398を第1の外側圧力ブラダ198の内側に位置づけすることができる。図35は、接着機186のツール側にのみ加熱が行われ得るマンドレル194を通して発生し得る熱を保持するための断熱材366の使用を示す。上述したように、加熱要素162をブラダ198と熱的に接触可能なブラダライナー160に装着することができる。
【0057】
ここで、図19に関連して前述した押さえ板236を使用する必要をなくすことができるブラダフレーム199の代替実施形態を示す図36に注目する。圧力ブラダ198は、断熱材366に沿ってシュラウド224に支持されるブラダフレーム199に取り付けることができる。圧力ブラダ198は、圧力ブラダ198とマンドレル194の間に挟むことができる複合部分104aに重みをかけることが可能である。フレーム199は、複合部分104aと重なり、複合部分104に重みをかける部分394を含むことができる剛性フランジ355を有することができる。フランジ355は、バッグ処理を補助することができ、複合部分104aに十分な力をかけて、複合部分104aを動かないように押さえることにより、押さえ板236の必要をなくすことができる。
【0058】
ここで、マンドレル194に対してシュラウド224を位置づけするための、シュラウドカート388の使用を示す図37に注目する。シュラウドカート388は作業場に手動で位置づけすることができる。作業する高さにまで持ち上げた後に、シュラウドカート388はマンドレル194に向かって移動させることができる。カート388は、ローラ(図示せず)に装着されたポータブル基盤390と、アクチュエータピストン391によって駆動されるリフト機構388を含むことができる。リフト機構388を使用してシュラウド224を所望の高さにまで持ち上げることができ、一方でポータブル基盤390を使用して接着作業の準備をするために図37に示す位置までシュラウド224を動かすことができる。リフト機構388は、複合部分又はマンドレル194に荷重かけずに、シュラウドの位置を微細に調節することができるように適合させることができる。シュラウド224とプラットフォーム288にデバイス392a、392bを設置することにより、シュラウド224が閉位置に移動した時に、シュラウド224とマンドレル194を互いに位置合わせされた状態に置くことができる。
【0059】
図38及び39は、マンドレル194のモジュール性と加熱システム284を示す図である。図38に示すように、プラットフォーム288は引込位置にあってよく、マンドレル194は加熱システム284と係合することができる。マンドレル194を取り外す及び/又は交換するために、プラットフォーム288を図39に示すように、基盤290の前方位置まで移動させることができる。その次に、加熱システム284を開放可能な接続部327を使用してマンドレル194から接続解除することができる。
【0060】
本発明の実施形態は、様々な可能性のある用途、特に例えば航空宇宙、海洋、及び自動車用途を含む運送業において使用することができる。したがって、ここで図40及び41を参照すると、本発明の実施形態は図40に示すような航空機の製造及び就航方法400及び図41に示すような航空機402において、使用可能である。試作段階においては、例示の方法400は航空機402の仕様及び設計404と、材料調達406を含むことができる。製造段階においては、航空機402の部品及びサブアセンブリの製造408と、システム統合410がおこなわれる。そのあとに、航空機402は、認可及び納品412を経て就航414される。顧客によって就航されている間、航空機212には所定の整備及び保守416(変更、再構成、改装も含むことができる)が予定される。
【0061】
本方法400の各プロセスは、システムインテグレータ、第三者、及び/又はオペレータ(例えば顧客等)によって行う又は実施することができる。この説明のために、システムインテグレータは限定しないが、任意の数の航空機メーカー、及び主要システムの下請け業者を含むことができ;第三者は限定しないが、任意の数の供給メーカー、下請け業者、及びサプライヤを含むことができ;オペレータは、航空会社、リース会社、軍部、サービス組織等であってよい。
【0062】
図41に示すように、例示の方法400で製造された航空機402は、複数のシステム420と内装422を有する機体418を備えることができる。高レベルシステム420の例は、一又は複数の推進システム424、電気システム426、油圧システム428、及び環境システム430が挙げられる。任意の数の他のシステムを含むことができる。航空宇宙での実施例を示したが、本発明の原理は例えば海洋及び自動車産業等の他の産業分野に応用することが可能である。
【0063】
本明細書に具現化されたシステム及び方法は、製造及び就航方法400の任意の一又は複数の段階において採用することができる。例えば、製造プロセス408に対応する部品又はサブアセンブリは、航空機402が就航している間に製造される部品又はサブアセンブリと同じ方法で加工又は製造することができる。また、一又は複数の装置の実施形態、方法の実施形態、又はこれらの組み合わせを、例えば、航空機402を実質的に組立てしやすくする、又は航空機402にかかる費用を削減することによって、製造段階408及び410において用いることが可能である。同様に、一又は複数の装置の実施形態、方法の実施形態、またはこれらの組み合わせを、航空機402が就航している間に、例えば限定しないが、整備及び保守416に用いることができる。
【0064】
図42〜46を参照すると、マンドレル194を均一な温度に加熱しやすくするために、接着機186に設置された一又は複数の熱伝導ツールライナー138を有する接着機186の一実施形態が示されている。マンドレル194を均一な温度に加熱することによって、複合部分104a、104bとスプライス部材112を含むスプライスジョイント110も同様に、スプライスジョイント110の領域全体を均一な温度で硬化させることができる。図42で良く分かるように、圧力タワー245及びツールタワー235が閉位置にあり、複合部分104a、104bが接着機186の外側に延在している接着機186が示されている。
【0065】
図43〜44を参照すると、加熱ツールアセンブリ150のマンドレル194が示されている。マンドレル194は、マンドレル194の内表面に装着されたツールライナー138を含むことができる。図44に示すように、マンドレル194はおおよそ中空であってよく、側壁132を接合しており、一対の端壁134(図44)で境界される頂壁130を含むことができる。上述したように、マンドレル194はインバーの有利に低い熱膨張係数を理由に、インバー等の任意の好適な材料でできていてよい。図44に示すように、マンドレル194は、マンドレル194を均一に加熱するために、ツールライナー138に方向づけされた加熱媒体152(図23)(例:空気)がツールライナー138全体に均一に分配されるように、マンドレル194の内表面130a、132a、134aに装着することができる一又は複数のツールライナー138を含むことができる。ツールライナー138は、マンドレル194の、複合部分104a、104b(図42)とスプライス部材112(図42)と熱的に接触している部分に適用することができる。例えば、図43に示すように、ツールライナー138は、外表面130b、132bが複合部分104a、104b(図42)及びスプライス部材112(図42)と直接接触している領域において、マンドレル194の頂壁130及び側壁132の一又は複数の内表面130a、132aに適用することができる。ツールライナー138は、マンドレル194の端壁134に沿って、又はマンドレル194の他のいかなる場所にも任意に取り付けることが可能である。
【0066】
ツールライナー138は、複合部分とスプライス部材と接触しているマンドレル194の外表面130b、132bの直線形状に沿って実質的に均一な温度が得やすいように、比較的高い熱伝導率を有する材料でできていることが好ましい。ツールライナー138は、例えば非限定的に、比較的高い熱伝導率を有する銅及び/又はアルミ板又は他の任意の材料でできていてよい。ある実施形態では、熱伝導率は85℃での測定において約200〜600W/mKの範囲内である。
【0067】
ツールライナーは任意の好適な厚さ又は約1.0インチまでの、またそれ以上の範囲の厚さを備えることができる。例えばツールライナーは、約1.0インチのマンドレルの頂壁又は側壁に装着するために、0.25インチの厚さを備えることができる。好ましい厚さは、一つにはマンドレルの形状又は厚さによって決定することができる。ある実施形態では、マンドレルの全てを含めた熱質量を最小限に抑えて、マンドレル全体の温度プロフィールの均一性を高めることができることが好ましい。ツールライナーは、好ましくはツールライナーとマンドレルの内表面との間の熱接触が比較的強まるような任意の方法で、マンドレルの内表面に装着することができる。
【0068】
例えば、図44〜46を参照すると、ツールライナー138は、例えばメカニカルファスナー142を使用する等によって、マンドレル194に機械的に固定することができる。図46を見て良く分かるように、メカニカルファスナー142はマンドレル194に直接装着されて、ツールライナー138をマンドレル194に固定するネジ式スタッドを含むことができる。メカニカルファスナー142は、任意の好適な間隔又は例えば図43〜45に示すパターン等のパターンに配置することができる。しかしながら、ツールライナー138を装着するためのメカニカルファスナー142は、任意の好適なパターンに配置された多様な異なるファスナー構造のうちのいずれか一つを含むことができる。さらに、非限定的に、プレス嵌合、接着、溶接、ろう接、フレーム溶射等を含む代替手段によって、及び/又は他の任意の好適な機構又は機構の組み合わせによって、ツールライナー138をマンドレル194に装着することができる。
【0069】
図45〜46を参照すると、ツールライナー138は任意ではあるが、マンドレル194全体に熱が妨げなく広がりやすくなるように、内表面130a、132a全体に延在する単一の連続的な長さを持つものとして設けられることが好ましくあり得る。ツールライナー138と、マンドレル194の内表面130a、132a、134aの間の熱接触を強めるために、例えばサーマル・ペースト等の熱伝導膜140(図46)をツールライナー138と、頂壁130及び側壁132の内表面130a、132aの間に設置することができる。サーマル・ペーストは、頂壁130及び側壁132の内表面130a、132aとツールライナー138の間の熱の転送を促進し、ツールライナー138を頂壁130及び側壁132の内表面130a、132aに又はツールライナー138がマンドレル194に装着される他の任意の場所に接着する接着性能を付与することができる。
【0070】
図44〜45を参照すると、マンドレル194は、マンドレル194の一又は複数の内表面130a、132aに沿って延在する一又は複数のスティフナー136を含むことができる。例えば、スティフナー136はマンドレル194の側壁132及び/又は端壁134の間に位置することができる。上記スティフナー136は、マンドレル194の区画又は区域339を形成する部分仕切り壁194aとして機能することができる。例えば、図45は、マンドレル194の頂壁130の内表面130aに沿って縦方向及び横方向に延びた一対のスティフナー136で形成される4つの区域339の各区域に取り付けられるツールライナー138を示す。ツールライナー138は、例えば図46に示すように、マンドレル194にツールライナー138を機械的に固定する等で、一又は複数の区域339内に取り付けることができる。熱伝導膜140を内表面130a、132aとツールライナー138の間に設置して、マンドレル194への熱転送を改善することができる。
【0071】
ツールタワー235(図22)の加熱システム284(図22)により、上述したようにツールライナー138への加熱媒体152(図32)の送達が促進される。加熱媒体(図32)は、例えば空気等の加熱気体を含むことができ、図20〜21に示すようにヒータによって生成することができる。図23に示すように、一又は複数のノズル(図21)を介して加熱媒体152をマンドレル194へ及びツールライナー138へ送るために、ブロワ294を加熱システム284に含むことができる。上述したように、ノズル(図21)を区域339まで延ばして、加熱媒体を各区域のツールライナー138に方向づけすることができる。
【0072】
図44を簡単に参照すると、ツールライナーは端壁134に装着されているように示されているが、ツールライナー138を端壁134から除いて、複合構成部品104a、104b(図42)の局所領域の外表面の過熱につながる端壁の過剰な加熱を防止することができる。さらにこれに関しては、一又は複数のヒートシンク144をマンドレル194の端壁134に隣接して装着し、頂壁130及び側壁132に熱を引きこむことができる。ヒートシンク144は端壁134の近くに又は熱注入を減らす又は増やすことが望ましい他の任意の領域に位置していてよい。ヒートシンク144は、マンドレル194に熱を転送するために表面領域を増やすために、例えばピンフィン148等の機構を含むことができる。あるいは、ヒートシンク144はまた、マンドレル194の冷却が所望される場所に設置することができる。例えば、ヒートシンク144は、マンドレル194の特定の部分において、マンドレル194の熱質量の増加による過熱にさらされる可能性のあるマンドレル194の領域に設置することができる。図46に示すように、ヒートシンク144により、マンドレル194の頂壁130が端壁134と交差するところにおける過剰な加熱を防止することができる。上記の過剰な加熱により、マンドレル194全体の実質的に均一な温度プロフィールの達成が妨げられ得る。
【0073】
上述したように、ヒートシンク144をマンドレル194の任意の場所に設置することができる。例えば、ヒートシンク144は、図44を見ると良く分かるように、頂壁130の幅に沿って、また側壁132の長さに沿って延在するように配置することができる。ヒートシンク144は任意の寸法(すなわち、幅及び高さ)と形状を備えていてよく、マンドレル194の形状(例:厚さ)、また例えば複合部分104a、104b(図42)の硬化温度等の他の要因を考慮して構成することができる。図46に示す実施形態では、ヒートシンク144は、例えば機械的な連結によって、及び/又は接着によって、又は他の任意の好適な手段によって等で、内表面130a、132aに装着されたヒートシンク基部146を含むことができる。熱の転送を良くするために、熱伝導膜140をヒートシンク基部146と、頂壁130及び/又は側壁132の内表面の間に含むことができる。ヒートシンク144は、一実施形態では、熱を局所環境に転送するために、ヒートシンク基部146から外側に延在するピンフィン148を含むことができる。
【0074】
図43はさらに、マンドレル194に対向する圧力ブラダ198の側面に任意に装着することができるブラダライナー160を示す。上述したように、断熱材366(図32)を圧力ブラダ198に装着して、熱をマンドレル194内部に維持することができる。ブラダライナー160はブラダフレーム199(図17)に機械的に固定する、及び/又は接着することができる。ブラダライナー160は、断熱材366と圧力ブラダ198の間に任意に設置することができ、圧力ブラダ198に熱を分配するためにブラダライナー160に装着される加熱要素162を含むことができる。
【0075】
図47〜48を参照すると、テストクーポン48にサーマルスプレッダを装着したことによる温度プロフィールの変化を評価するためにテストしたステンレス製のテストクーポン48の、温度40対時間42の表示が示されている。サーモカップルTC1〜TC7、50、52、54、56、58、60、62をテストクーポン48の異なる場所に装着した。一つのサーモカップルTC8、64は参照のためにテストクーポン48以外の場所に装着した。テストクーポン48の中間点の位置に熱を印加して、図47に示すテスト結果を得た。図48では、伝導板46又は0.25インチの厚さの銅から加工されたサーマルスプレッダがテストクーポン48に固定された。伝導板46の中間点の位置に熱を印加して、図48に示すテスト結果を得た。この際、定常温度を達成するために、図47、48に示す各テストケースに対して、4時間にわたって一定の割合で単位表面積当たり200ワットの熱を加えた。
【0076】
図47を見て分かるように、TC2〜TC7、52、54、56、58、60、62のどのサーモカップルも、テストクーポン48の中央のサーモカップルTC1、50によって測定された定常温度450°Fとの違いが50°F未満である定常温度に達成しなかった。サーモカップルTC6及びTC7、60、62は、中央のサーモカップルTC1、50から一番遠くに位置しており、中央のサーモカップルTC1、50によって測定された温度に対して、150°F超上回る定常温度が測定された。しかしながら、図48を参照すると、銅製の伝導板46を追加することによって、サーモカップルTC1〜TC7、50、52、54、56、58、60、62の全ての測定された温度が、中央のサーモカップルTC1、50によって測定された温度の約30°F以内の結果となった。図48の表示に示すように、伝導板46の追加によって、温度の均一性が大幅に改善された。同様に、ツールライナー138(図42)を図42〜46に示すようにマンドレル194に追加することによって、結果的にマンドレル194(図42)の温度分布が実質的に均一になった。
【0077】
図49〜50を参照すると、インバー製のテストクーポン96全体のいくつかの位置92において測定された温度90勾配の表示の図が示されている。図49は、サーマルスプレッダ98(すなわち、伝導板)をインバー製のテストクーポン96に追加していない、テストクーポン96の温度プロフィールを示す。図50は、サーマルスプレッダ98が追加されているテストクーポン96の温度プロフィールを示す。図49及び50に示す各表示におけるインバー製のテストクーポン96は、長さが12インチ、幅が4インチ、そして厚さが1インチである。サーマルスプレッダ98は、8インチの長さ、4インチの幅及び0.5インチの厚さを有する銅板から加工されたものである。テストクーポン96は、サーマルスプレッダ98の8インチの長さ全体に、熱伝導接着剤又は膜でサーマルスプレッダ98に装着されている。サーマルカップルTC10〜TC20、70、72、74、76、78、80、82、84、86、88、90は、サーマルスプレッダ98に対向するテストクーポン96の側面に、その長さに沿って1インチの間隔を置いて装着された。約350°Fの定常温度に達成するために、単位表面積当たり200ワットの一定の加熱電力を4時間にわたってテストクーポン96に印加した。
【0078】
図49を見て分かるように、サーマルスプレッダ98を装着していないテストクーポン96については、テストクーポン96の長さ全体の温度プロフィールが約155°F変化し、テストクーポン96の中央の長さ6インチ全体の温度プロフィールが約104°F変化した。例えば、中央のサーモカップルTC10、70の測定温度は、中央のサーモカップルTC10、70から一番遠くに位置するサーモカップルTC20 88において測定された温度約262°Fに比べて、約417°Fであった。その一方で、図50はサーマルスプレッダ98が装着されたテストクーポン96の温度プロフィールを示す。良く分かるように、図50では、テストクーポン96の12インチの長さ全体の測定温度の変化が約54°F未満であり、テストクーポン96の中央の長さ6インチ全体の測定温度の変化は約16°F未満であることが示されている。図49及び50の温度プロフィールの比較によって示されるように、サーマルスプレッダ98を追加すると、結果的に温度の均一性が大幅に改善される。
【0079】
図51を参照すると、図1に示す複合部分104a、104b、104cを接合させて形成された構造部材104の形成方法が示されている。図51においては、ステップ450は、図1について上述したように、ステップ452において第1及び第2複合部分104a、104b(図1)及びスプライス部材(図1)を形成することを含む。図45〜46に示すように、ステップ454は、上部及び下部の壁130、132及び少なくとも一つの端壁134の内表面及び外表面130a、132a、130b、132b(図45〜46)を有するマンドレル194(図45)を準備することを含む。ステップ456は、図45に示すように、マンドレル194の頂壁130及び側壁132(図45)の一又は複数の内表面130a、132a(図45)にツールライナー138(図45)を装着することを含む。図43に示すように、外表面130b、132bは複合部分104a、104b(図1)とスプライス部材112(図1)と直接接触していてよい。
【0080】
図51をさらに参照すると、ステップ458は、熱伝導膜140(図46)をツールライナー138(図46)と内表面130a(図46)の間に設置して、これらの間の熱接触を改善することを含む。図50の表示に示すように、ツールライナー138(図46)の追加により、マンドレル194(図46)の温度の均一性が改善される。ステップ460は、ツールライナー138(図46)を内表面130a、132a(図45〜46)に機械的に固定して、これらの間の熱接触を改善することを含むことができる。ステップ462は、一又は複数のヒートシンク144(図46)をマンドレル194の端壁134(図46)に隣接する内表面130a、132a(図45〜46)に装着して、それらの最端部において頂壁及び側壁130、132(図45〜46)から過剰な熱を発散させて、その位置での過熱を防止することを含む。あるいは、ヒートシンク144(図45〜46)により、マンドレル領域への熱の注入が増加するようにしむけることができる。
【0081】
図51では、ステップ464は、図43に示すように、外表面130b、132b(図43)と圧力ブラダ198の間に第1及び第2複合部分104a、104b(図1)とスプライス部材112(図1)を設置することを含むことができる。ステップ466は、上述したような方法で、ツールライナー138(図43)に加熱媒体152(図23)を方向づけして、外表面130b、132b(図43)全体に熱を分配することを含むことができる。ステップ468は、ヒートシンク144(図45〜46)から熱を転送して、マンドレル194の端壁134(図46)からの外表面130b、132b(図43)への熱注入を減らすことを含むことができる。このように、ヒートシンク144は、端壁134(図46)の熱質量が大きいために、頂壁130及び側壁132(図45〜46)の外表面130b、132b(図43)での局所的な温度の増加を防止する又は低減することができる。ステップ470は、ステップ472において第1及び第2複合部分104a、104b(図1)とスプライス部材112(図1)を硬化するために、熱を内表面130a、132a(図45)に方向づけしている間に、加圧ブラダ198(図43)を加圧することを含むことができる。
【0082】
本発明の実施形態を特定の実例となる実施形態に関連させて説明してきたが、当然ながら特定の実施形態は説明のためであり、限定するものではなく、当業者が他の変形例を発想することが可能である。
【符号の説明】
【0083】
104 構造部材
104a 複合部分
104b 複合部分
104c 複合部分
110 スプライスジョイント
112 複合スプライス部材
112a 上部フランジ
112b 下部フランジ
112c ウェブ
114 隣接部分
115 未硬化部分
116 傾斜面
117 テーパー縁部
128 ツール
130 頂壁
130a 内表面
130b 外表面
132 側壁
132a 内表面
132b 外表面
134 端壁
134a 内表面
134b 外表面
136 スティフナー
138 ツールライナー
140 熱伝導膜
142 メカニカルファスナー
144 ヒートシンク
146 ヒートシンク基部
148 ピンフィン
150 加熱ツールアセンブリ
152 加熱媒体
154 戻り媒体
160 ブラダライナー
162 加熱要素
166 コントローラ
174 ブラダ加圧装置
176 真空バッグ
178 ソフトウェア・プログラム
180 オペレータ制御及び表示
182 センサ
184 接着アセンブリジグ
186 接着機
188 ツールプラットフォーム
190 圧力プラットフォーム
192 加熱/冷却システム
194 マンドレル
194a 部分仕切り壁
196 加熱/冷却システム
198 圧力ブラダ
199 半柔軟性フレーム
202 共通基盤
204 ガイド
210 接着ステーション
212 接着ステーション
214 プラテン板
215 マンドレル基部
216 加熱要素
218 固定アーム
220 行路
221 引張棒
222 プラテン板
224 圧力ブラダシュラウド
225 固定レバー
226 外カバー
228 外カバー
230 加熱要素
234 真空バッグ
235 ツールタワー
236 押さえ板
238 供給ダクト
240 マニホルド
242 分配ダクト
244 ノズル
245 圧力タワー
246 供給ダクト
248 マニホルド
250 分配ダクト
252 ノズル
262 マンドレル経過温度センサ
264 マンドレル制御温度
265 縦軸
266 圧力制御温度センサ
272 加熱制御装置
274 真空バッグ制御装置
276 加熱制御装置
277 マンドレル加熱媒体温度センサ
282 圧力制御装置
284 モジュール式加熱/冷却システム
286 マンドレル搬送台
288 プラットフォーム
290 基盤
294 ブロワ
295 真空バッグ圧力センサ
296 ダクト
297 圧力センサ
300 ノズルプレナムアセンブリ
301 圧力加熱温度センサ
314 高温媒体供給ダクト
316 高温媒体供給ダクト
318 媒体供給及び復路ダクト
322 誘導弁
324 流入口
325 ブロワ駆動モータ
326 流入接続部
327 接続部
328 流入接続部
330 戻り媒体流入接続部
331 固定板
334 プレナムフレーム
336 開口部を含む板
338 孔あきノズル
339 マンドレルの区画又は区域
342 マンドレル基部
346 ブラケット
348 ソケット
351 ピン
352 エンドブラケット
355 剛性フランジ
357 支持部
358 断熱材
363 位置制限ピン
364 熱障壁
366 断熱材
367 搬送台停止部
370 媒体流出口
372 冷却媒体流入口
374 アーム
375 媒体排出口
376 アーム
378 ヒンジ式弁部材
380 ヒンジ式弁部材
382 ブラダアセンブリ
386 リテーナ
388 シュラウドカート
390 ポータブル基盤
391 アクチュエータピストン
392a デバイス
392b デバイス
394 重みをかける部分
398 内側ブラダ
【特許請求の範囲】
【請求項1】
構造部材を硬化する装置であって:
開位置と閉位置との間で相対的に移動可能なツールプラットフォームと圧力プラットフォーム;
部材を押しつけることができ、ツールプラットフォームによって支持されており且つ内表面を有するツール;
部材に圧力を印加するために加圧されるように構成されており、部材をツールに押し付けるために圧力プラットフォームによって支持されている圧力ブラダ;
ツールを加熱するための加熱システム;及び
内表面に熱を分配するために内表面と熱的に接触しているツールライナー
を含む装置。
【請求項2】
ツールライナーが比較的高い熱伝導率を有する材料でできている、
請求項1に記載の装置。
【請求項3】
ツールライナーが銅板及びアルミ板のうちの少なくとも一つを含む、
請求項1に記載の装置。
【請求項4】
ツールライナーが85℃での測定で約200〜600W/mKの範囲の熱伝導率を有する、
請求項1に記載の装置。
【請求項5】
ツールライナーがマンドレルに機械的に固定されている、
請求項1に記載の装置。
【請求項6】
ツールライナーと内表面との間に挿入された熱伝導膜
をさらに含む、請求項1に記載の装置。
【請求項7】
膜がサーマル・ペーストを含む、
請求項6に記載の装置。
【請求項8】
内表面から熱を転送するために、内表面の一部と熱的に接触しているヒートシンク
をさらに含む、請求項1に記載の装置。
【請求項9】
複合構造部材を硬化する装置であって:
開位置と閉位置との間で相対的に移動可能なツールプラットフォームと圧力プラットフォーム;
部材を押しつけることができ、ツールプラットフォームによって支持されており、内表面を有し、且つ少なくとも一つの端壁を含むマンドレル;
部材に圧力を印加するために加圧されるように構成されており、部材をマンドレルに押し付けるために圧力プラットフォームによって支持されている圧力ブラダ;
マンドレルを加熱するための加熱システム;
内表面に機械的に固定されており且つ内表面に熱を分配するために内表面と熱的に接触している銅板;
ツールライナーと内表面との間に挿入された熱伝導膜;及び
内表面から熱を転送するために内表面の一部と熱的に接触しているヒートシンク
を含む装置。
【請求項10】
構造部材を形成する方法であって:
第1及び第2複合部分を形成するステップ;
スプライス部材を形成するステップ;
内表面及び外表面を有するマンドレルを提供するステップ;
ツールライナーを内表面に装着するステップ;
第1及び第2複合部分とスプライス部材とを外表面と圧力ブラダとの間に設置するステップ;
加熱媒体をツールライナーに方向づけすることによりマンドレルを加熱するステップ
を含む方法。
【請求項11】
ツールライナーを内表面に装着するステップが、
ツールライナーを内表面に機械的に固定するステップ
を含む、請求項10に記載の方法。
【請求項12】
熱伝導膜をツールライナーと内表面との間に挿入するステップ
をさらに含む、請求項10に記載の方法。
【請求項13】
マンドレルがマンドレル端壁を含み、
ヒートシンクをマンドレル端壁に隣接する内表面に装着することにより、マンドレルの加熱を抑えるステップ
をさらに含む、請求項10に記載の方法。
【請求項14】
マンドレルを加熱している間に圧力ブラダを加圧するステップ
をさらに含む、請求項10に記載の方法。
【請求項1】
構造部材を硬化する装置であって:
開位置と閉位置との間で相対的に移動可能なツールプラットフォームと圧力プラットフォーム;
部材を押しつけることができ、ツールプラットフォームによって支持されており且つ内表面を有するツール;
部材に圧力を印加するために加圧されるように構成されており、部材をツールに押し付けるために圧力プラットフォームによって支持されている圧力ブラダ;
ツールを加熱するための加熱システム;及び
内表面に熱を分配するために内表面と熱的に接触しているツールライナー
を含む装置。
【請求項2】
ツールライナーが比較的高い熱伝導率を有する材料でできている、
請求項1に記載の装置。
【請求項3】
ツールライナーが銅板及びアルミ板のうちの少なくとも一つを含む、
請求項1に記載の装置。
【請求項4】
ツールライナーが85℃での測定で約200〜600W/mKの範囲の熱伝導率を有する、
請求項1に記載の装置。
【請求項5】
ツールライナーがマンドレルに機械的に固定されている、
請求項1に記載の装置。
【請求項6】
ツールライナーと内表面との間に挿入された熱伝導膜
をさらに含む、請求項1に記載の装置。
【請求項7】
膜がサーマル・ペーストを含む、
請求項6に記載の装置。
【請求項8】
内表面から熱を転送するために、内表面の一部と熱的に接触しているヒートシンク
をさらに含む、請求項1に記載の装置。
【請求項9】
複合構造部材を硬化する装置であって:
開位置と閉位置との間で相対的に移動可能なツールプラットフォームと圧力プラットフォーム;
部材を押しつけることができ、ツールプラットフォームによって支持されており、内表面を有し、且つ少なくとも一つの端壁を含むマンドレル;
部材に圧力を印加するために加圧されるように構成されており、部材をマンドレルに押し付けるために圧力プラットフォームによって支持されている圧力ブラダ;
マンドレルを加熱するための加熱システム;
内表面に機械的に固定されており且つ内表面に熱を分配するために内表面と熱的に接触している銅板;
ツールライナーと内表面との間に挿入された熱伝導膜;及び
内表面から熱を転送するために内表面の一部と熱的に接触しているヒートシンク
を含む装置。
【請求項10】
構造部材を形成する方法であって:
第1及び第2複合部分を形成するステップ;
スプライス部材を形成するステップ;
内表面及び外表面を有するマンドレルを提供するステップ;
ツールライナーを内表面に装着するステップ;
第1及び第2複合部分とスプライス部材とを外表面と圧力ブラダとの間に設置するステップ;
加熱媒体をツールライナーに方向づけすることによりマンドレルを加熱するステップ
を含む方法。
【請求項11】
ツールライナーを内表面に装着するステップが、
ツールライナーを内表面に機械的に固定するステップ
を含む、請求項10に記載の方法。
【請求項12】
熱伝導膜をツールライナーと内表面との間に挿入するステップ
をさらに含む、請求項10に記載の方法。
【請求項13】
マンドレルがマンドレル端壁を含み、
ヒートシンクをマンドレル端壁に隣接する内表面に装着することにより、マンドレルの加熱を抑えるステップ
をさらに含む、請求項10に記載の方法。
【請求項14】
マンドレルを加熱している間に圧力ブラダを加圧するステップ
をさらに含む、請求項10に記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図42】
【図43】
【図44】
【図45】
【図46】
【図47】
【図48】
【図49】
【図50】
【図51】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図42】
【図43】
【図44】
【図45】
【図46】
【図47】
【図48】
【図49】
【図50】
【図51】
【公開番号】特開2011−189740(P2011−189740A)
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−55336(P2011−55336)
【出願日】平成23年3月14日(2011.3.14)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願番号】特願2011−55336(P2011−55336)
【出願日】平成23年3月14日(2011.3.14)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
[ Back to top ]