
シガレットの群の周囲にラッピング材料のシートを巻き付けるラッピング方法及びユニット
ラッピング材料のシート5をシガレットの群2の周囲に巻き付ける方法及びユニット11であって、前記方法は、前記ラッピング材料のシート5がポケット14内でU字に折り曲げられ、前記ポケット14から突出する外側部分8及び前記シガレットの群2の側壁βaに載る内側部分9を有するように、前記シガレットの群2及び前記ラッピング材料のシート5をラッピングコンベヤー12の前記ポケット14内に給送するステップと、前記内側部分9が前記側壁6aに対して垂直になるように前記内側部分9を前記シガレットの群2の前記側壁6aに対して90度折り曲げるステップと、前記外側部分8と前記内側部分9とを重ね合わせて前記ラッピング材料のシート5に筒状の形状を与えるように、前記外側部分8を、前記ポケット14内で、前記シガレットの群2の前記側壁6a上に、かつ該側壁6aに対して垂直に前記内側部分9上にL字に折り曲げるステップと、前記外側部分8及び前記内側部分9を互いに対してヒートシールするステップとを含む、方法及びユニット。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シガレットの群の周囲にラッピング材料のシートを巻き付けるラッピング方法及びユニットに関する。
【背景技術】
【0002】
シガレットの小包(packet:パケット)は通常、内装材料のシートにラッピングされるシガレットの群によって画定される内側パッケージと、内側パッケージを包囲する外側パッケージとを含み、該外側パッケージは、カップ状であり、内側パッケージの周囲に巻き付けられる外装材料のシート(シガレットの軟質の小包)から作製することができるか、又は内側パッケージの周囲に硬質のブランクを巻き付けることによって形成されるヒンジ蓋付きの硬質の箱(シガレットの硬質の小包)によって画定することができる。
【0003】
シガレットの従来の小包では、シガレットの群は、糊を用いることなく箔の内側ラッピング材料の矩形シートで内側をラッピングされ、糊を用いて安定化される外装材料の矩形シートで外側を包装される。
【0004】
タバコ(tobacco:タバコの葉)は環境の影響をかなり受けやすい。すなわち、雰囲気と接触すると、その有機的特性が、湿度の変化とともに(過度の水分に失うか若しくは吸収することによって)、又は(特にクローブのような香辛料によって処理された芳香シガレットの場合)タバコが含浸される揮発性物質の蒸発に起因して変化する傾向にある。したがって、タバコを保存するために、シガレットの小包はセロファンラッピングされ、すなわち気密性プラスチック材料のヒートシールされた上包にラッピングされる。しかしながら、このことは、特に小包が製造後しばらくしてから使われる場合に、小包中のタバコを完全に保存するためには常に十分というわけではない可能性がある。その上、小包が開封されると、上包が取り去られるためにタバコが雰囲気に暴露され、小包が開封された直後にシガレットが消費されない場合は、残りのシガレットの有機的特性が劣化する可能性がある。
【0005】
この欠点をなくす試みにおいて、特許文献1では、シガレットの硬質の小包が提案されており、この小包において、内側パッケージは気密性があり、再使用可能なカバーフラップによって閉じられるシガレット取出開口部を有する気密なヒートシールラッピング材料のシートを含む。
【0006】
内側ラッピング材料のシートをシガレットの群の周囲に巻き付けることによってシガレットの端部に損傷を与える可能性があり、その結果、(フィルターによって先端を覆われている端部、及び覆われていない(plain)、すなわちタバコが露出している端部の両方の)局所的な変形、並びに/又はタバコのこぼれ(すなわち明らかに専ら覆われていない端部からタバコが落下すること)が生じることが観察されている。これは特に群の中の隅にあるシガレットに当てはまるが、損傷は最外にある、すなわち内側ラッピング材料のシートの折り目に沿って位置する全てのシガレットにおいても明白である。気密性のある内側ラッピング材料のシートを巻き付けることは、この内側ラッピング材料が箔のラッピング材料の従来のシートよりも厚い(したがってより剛性である)ことによって特に害を及ぼす。内側ラッピング材料のシートの重ね合わせられている部分をヒートシールすることも、高品質な(すなわち気密性のある)シールを迅速に達成する(最近の包装機は1分間に500個の小包という速度で動作し、これは、ヒートシールをほんの一瞬で完了しなければならないことを意味する)という点で、下にあるシガレットに損傷を与える可能性があり、重ね合わせられている部分は、相当な圧力に晒されなければならず(この圧力は必然的にシガレットに伝達されるものであり、下にあるシガレットの恒久的な変形を生じさせる可能性がある)、高温にまで加熱されなければならず、下にあるシガレット内のタバコを過熱する可能性があるという明らかな危険を伴う(したがって、タバコの局所的な乾燥及び有機的特性の変性が生じる)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第4300676号
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、実施するのに安価かつ容易であり、上記の欠点をなくすように設計されている、シガレットの群の周囲にラッピング材料のシートを巻き付けるラッピング方法及びユニットを提供することである。
【課題を解決するための手段】
【0009】
本発明に従って、添付の特許請求の範囲において特許請求されているようなシガレットの群の周囲にラッピング材料のシートを巻き付けるラッピング方法及びユニットが提供される。
【0010】
本発明の複数の非限定的な実施形態を、添付の図面を参照して例として説明する。
【図面の簡単な説明】
【0011】
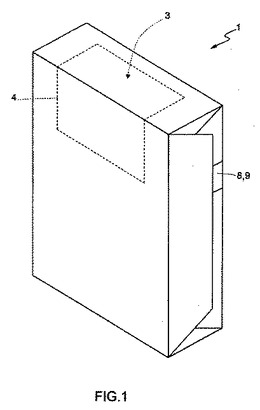
【図1】本発明によるラッピング方法を用いて形成されたシガレットのパッケージの正面斜視図である。
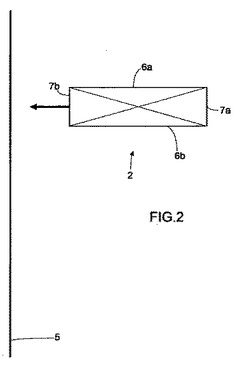
【図2】図1のシガレットのパッケージを得るためにシガレットの群の周囲にラッピング材料のシートを巻き付けるための、本発明によるラッピング方法の複数のステップのうちの1つを示す図である。
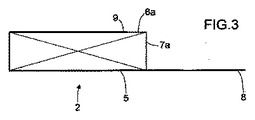
【図3】図1のシガレットのパッケージを得るためにシガレットの群の周囲にラッピング材料のシートを巻き付けるための、本発明によるラッピング方法の複数のステップのうちの1つを示す図である。
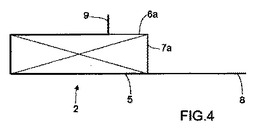
【図4】図1のシガレットのパッケージを得るためにシガレットの群の周囲にラッピング材料のシートを巻き付けるための、本発明によるラッピング方法の複数のステップのうちの1つを示す図である。
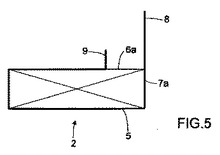
【図5】図1のシガレットのパッケージを得るためにシガレットの群の周囲にラッピング材料のシートを巻き付けるための、本発明によるラッピング方法の複数のステップのうちの1つを示す図である。
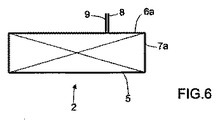
【図6】図1のシガレットのパッケージを得るためにシガレットの群の周囲にラッピング材料のシートを巻き付けるための、本発明によるラッピング方法の複数のステップのうちの1つを示す図である。
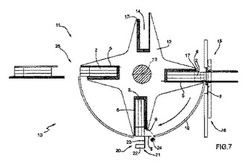
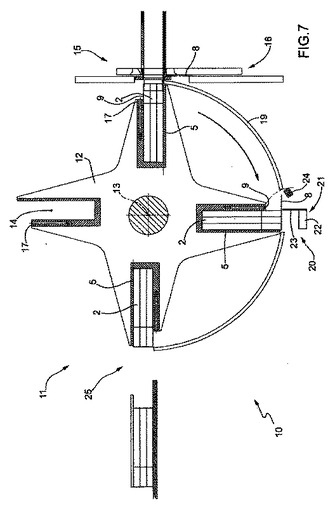
【図7】シガレット包装機の一部を形成し、図1のシガレットのパッケージを製造するための本発明によるラッピングユニットの、分かりやすくするために幾つかの部分を取り外した概略正面図である。
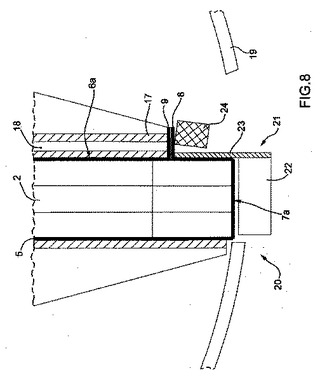
【図8】2つの異なる動作段階のうちの1つにある図7のラッピングユニットのヒートシール・ラッピングステーションの拡大(larger-scale)図である。
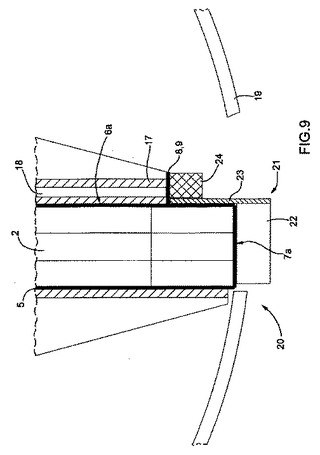
【図9】2つの異なる動作段階のうちの1つにある図7のラッピングユニットのヒートシール・ラッピングステーションの拡大図である。
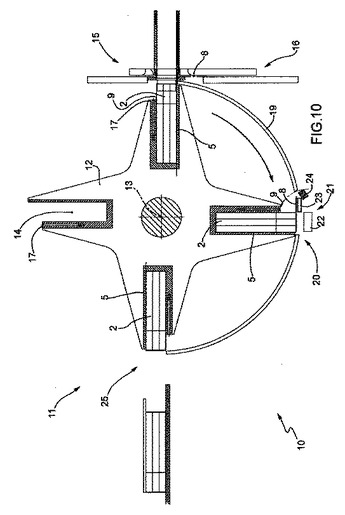
【図10】図7のラッピングユニットの代替的な実施形態の、分かりやすくするために幾つかの部分を取り外した概略正面図である。
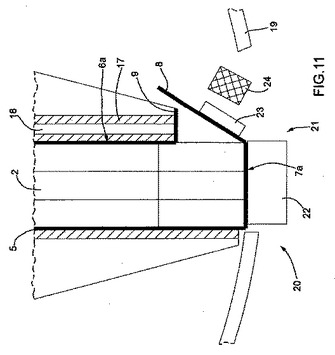
【図11】2つの異なる動作段階のうちの1つにある図10のラッピングユニットのヒートシール・ラッピングステーションの拡大図である。
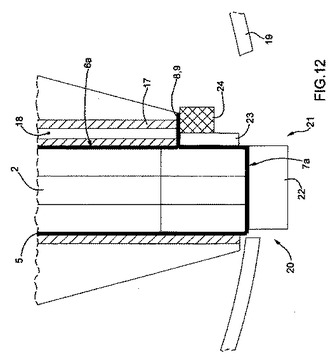
【図12】2つの異なる動作段階のうちの1つにある図10のラッピングユニットのヒートシール・ラッピングステーションの拡大図である。
【発明を実施するための形態】
【0012】
図1の符号1は、例えば特許文献1に記載されているタイプのシガレットのパッケージを全体として示す。シガレットのパッケージ1は、シガレットの平行六面体形状の群2(図2〜図6に概略的に示す)を包囲しており、頂面及び正面に、引き裂き線4によって境界を定められているとともにパッケージ1の前壁の一部及びパッケージ1の頂壁の一部にわたって延在しているシガレット取出開口部3を有する。ユーザーは、パッケージ1を開封するには、パッケージを引き裂き線4に沿って引き裂いて、取出開口部3にあるパッケージを取り去り、それによって取出開口部3を通してシガレットの群2を手にする。
【0013】
特許文献1に記載されているように、上述したようなシガレットのパッケージ1は、既知の硬質のヒンジ蓋付きシガレット小包内に挿入することができ、取出開口部3は、乾燥しない貼り直し可能な(re-stick)接着剤を用いてパッケージ1に固定される再使用可能な開閉カバーフラップによって閉じることができる。
【0014】
パッケージ1は、ラッピング材料のシート5(図2〜図6に概略的に示す)を巻き付けることによって形成され、ラッピング材料のシート5は矩形であり、気密性のあるヒートシールプラスチック材料(又は少なくとも1つのプラスチック材料層を有する複合多層材料)で作製され、かつシガレットの群2の周囲に直接、シガレットの群2と直接接触して巻き付けられる。パッケージ1を形成するようにラッピング材料のシート5がシガレットの群2の周囲に巻き付けられると、パッケージ1の形状は、ラッピング材料のシート5の重ね合わせられている部分をヒートシールすることによって安定化される。
【0015】
ラッピング材料のシート5は、シガレットの群2の周囲に巻き付けられる前に、取出開口部3を画定するように切り込みが入れられ、次いで必要であれば、裏側に糊付けされているカバーフラップが取り付けられ、すなわち、カバーフラップの裏面には貼り直し可能な接着剤がコーティングされており、これによって取出開口部3内のラッピング材料のシート5の部分がカバーフラップに恒久的に糊付けされ、外側の取出開口部3はラッピング材料のシート5をカバーフラップに取り外し可能に糊付けする。
【0016】
別の実施形態(図示せず)では、パッケージ1は、シガレットの群2に接触する、パッケージ1の内部に挿入されるU字形の板紙補強材を備え、該補強材は、シガレットの端部によって画定される群2の底壁に接触して位置決めされる(又はシガレットの円筒形の側壁によって画定される群2の前壁に接触して位置決めされる)矩形の中央パネルと、2つの折り目に沿って中央パネルに接続されているとともにシガレットの円筒形の側壁によって画定される群2の小さい方の側壁に接して位置決めされる2つの側方翼部とを含む。
【0017】
図2〜図6は、シガレットの円筒形の側壁によって画定される、対向する2つの側壁6a、6bと、シガレットの端部によって画定される、対向する2つの端壁7a、7bとを有するシガレットの群2の周囲にラッピング材料のシート5を巻き付けるときのステップを示す。
【0018】
始めに、シガレットの群2の端壁7bを平坦なラッピング材料のシート5と接触させ(図2)、ラッピング材料のシートがシガレットの群2の周囲にU字に巻き付けられるようにする(図3)。ラッピング材料のシート5は、異なる長さの2つの異なって配置された部分8及び9を形成するようにシガレットの群2の前に非対称に給送されることに留意することが重要である。図3に示されるように、ラッピング材料のシート5は、シガレットの群2の周囲にU字に巻き付けられると、シガレットの群2から突出する外側部分8と、群2の側壁6aに載る内側部分9とを有する。図4に示されるように、内側部分9は、群2の側壁6aに対して垂直になるように側壁6aに対して90度折り曲げられる。図5に示されるように、外側部分8は、群2の端壁7a上に90度折り曲げられる。図6に示されるように、外側部分8は、外側部分8と内側部分9とを重ね合わせてラッピング材料のシート5に筒状の形状を与えるように、群2の側壁6a上にかつ側壁6aに対して垂直に内側部分9上にL字に折り曲げられる。外側部分8及び内側部分9の重ね合わせられている部分は、ラッピング材料のシート5の筒状形状を安定化させるようにヒートシールされ、最終的に、ヒートシールされた重ね合わせられている部分8及び9は(図1に部分的に示すように)群2の側壁6a上に90度折り曲げられる。
【0019】
図7の符号10は、図2〜図6に示されるような図1のシガレットのパッケージ1を製造する包装機を全体として示す。
【0020】
包装機10は、シガレットの群2を連続的に形成する群形成ユニット(図7には示さず)と、各シガレットの群2の周囲にそれぞれのラッピング材料のシート5をラッピングするとともにヒートシールするラッピングユニット11(図7に示す)とを備える。包装機10は単に群形成ユニット(図7には示さず)及びラッピングユニット11を備えることができ、この場合、上述したようなパッケージ1は市場向けの完成製品となることに留意することが重要である。代替的には、包装機10は、それぞれの外側パッケージに入れて各パッケージ1を包装する更なる既知の包装ステーションを備えることができ、この外側パッケージは、カップ状とすることができ、パッケージ1の周囲に巻き付けられる外装材料のシート(シガレットの軟質の小包)を含むことができるか、又はパッケージ1の周囲に硬質のブランクを巻き付けることによって形成されるヒンジ蓋付きの硬質の箱(シガレットの硬質の小包)を含むことができる。
【0021】
図7のラッピングユニット11は、群形成ユニット(図示せず)からシガレットの群2を受け入れ、図7の平面に対して垂直な水平回転軸13を中心に段階的に(図7では時計回りに)回転し、かつシガレットの群2を各々が収容する複数の外周ポケット14を支持する、ラッピングホイール12を備える。
【0022】
ラッピングホイール12にある各ポケット14は、供給(input)ステーション15において対応するラッピング材料のシート5とともにシガレットの群2を受け入れる。より詳細には、ラッピング材料のシート5は、ポケット14の入口の前に位置決めされるとともにシガレットの群2の進行方向に対して垂直であるように、給送機構16によって供給ステーション15に給送され、群2がポケット14内に押し込まれるときに、ラッピング材料のシート5は群2によって捕らえられ(intercept)、群2がポケット14内に挿入されるにつれて群2の周囲に徐々にU字に巻き付けられる。述べたように、各ラッピング材料のシート5は、ラッピングユニット12のポケット14の入口の前に非対称に位置決めされるように、供給ステーション15に給送される。換言すると、供給ステーション15において、ラッピング材料のシート5の中心線はラッピングユニット12のポケット14の中心線に対してずれているため、ラッピング材料のシート5は、群2の周囲にU字に巻き付けられると、ポケット14から突出する外側部分8と、外側部分8と対向するとともにポケット14内で群2の側壁6aに載る内側部分9とを有する。
【0023】
各ポケット14はU字形の縦断面を有し、端壁と、2つの対向する平行な側壁とを含む。対応するシガレットの群2の側壁6aと接触する各ポケット14の一方の側壁は、ラッピング材料のシート5の内側部分9を露出したままにするように対向する側壁よりも短くなっており、側壁に対して垂直になっているとともにラッピング材料のシート5の内側部分9を吸引によって持ち上げて保持するように設計されている横吸引支持体17で終端している。より詳細には、導管18(図8及び図9により明確に示される)が横支持体17で終端しており、吸引源に接続可能である。供給ステーション15において、ラッピング材料のシート5が群2の周囲に巻き付けられてU字になると、ラッピング材料のシート5の内側部分9が群2の側壁6aに対して90度折り曲げられることで、内側部分9が側壁6aに対して垂直になり、横支持体17による吸引によってこの位置で保持され、横支持体17に当接して載る。換言すると、内側部分9を群2の側壁6aに対して90度折り曲げることは、内側部分9を吸引によってポケット14の横吸引支持体17上に引き付けることも含む。内側部分9は、横支持体17による吸引のみによって、又は横支持体17による吸引と半径方向に移動する折り曲げ機構(図示せず)の作用とを組み合わせることによって、群2の側壁6aに対して90度折り曲げることができることに留意することが重要である。
【0024】
供給ステーション15のすぐ下流にある円形の折り曲げレール19が、図5に示されるような群2の端壁7a上への外側部分8の90度の折り曲げを与える。より詳細には、ポケット14が回転して供給ステーション15から外れるにつれて、外側部分8が折り曲げレール19に当たり、したがって折り曲げられる。
【0025】
供給ステーション15の下流の折り曲げ・ヒートシールステーション20において、ラッピング材料のシート5の筒状形状が完成され、ヒートシールによって安定化される。
【0026】
折り曲げ・ヒートシールステーション20は可動折り曲げ機構21を備え、該可動折り曲げ機構21は、可動折り曲げ機構21がポケット14の回転経路の外側に位置決めされる休止位置(図7)と、可動折り曲げ機構21がポケット14内のシガレットの群2と係合する折り曲げ位置(図8及び図9)との間で半径方向に(すなわち回転軸13に対して垂直に)移動可能である。可動折り曲げ機構21はL字形であり、折り曲げ位置(図8及び図9)において群2の端壁7aに当接して載る接線パッド22と、ラッピング材料のシート5の外側部分8を折り曲げる半径方向ブレード23とを備える。換言すると、折り曲げ位置(図8及び図9)において、可動折り曲げ機構21は、ラッピング材料のシート5の外側部分8を間に置いて群2の側壁6aと接触して位置決めされ、内側部分9及び外側部分8を横支持体17に当接させて把持する。
【0027】
図8に示されるように、可動折り曲げ機構21は、外側部分8と内側部分9とを重ね合わせてラッピング材料のシート5に筒状の形状を与えるように、外側部分8を、群2の側壁6a上で、側壁6aに対して垂直に内側部分9に当接させて、かつ横支持体17に当接させて載せてL字に折り曲げる。パッド22の目的は、ラッピング材料のシート5を群2の端壁7aに対してプレスし、それによって外側部分8を折り曲げたときの端壁7aにおけるシート5の折り皺を防止することである。
【0028】
折り曲げ・ヒートシールステーション20は可動シール機構24も備え、該可動シール機構24は、可動シール機構24がポケット14の回転経路の外側に位置付けられる休止位置(図7)と、可動シール機構24が、外側部分8及び内側部分9の重ね合わせられている部分を横支持体17に当接させて把持し、熱及び圧力を印加することによってこれらをヒートシールするシール位置(図9)との間で回転する。
【0029】
図10〜図12の実施形態は、可動折り曲げ機構21の設計に関して図7〜図9の実施形態とは異なる。図7〜図9の実施形態では、可動折り曲げ機構21はパッド22とブレード23とを組み合わせ、休止位置(図7)と折り曲げ位置(図8及び図9)との間で半径方向に並進移動するが、図10〜図12の実施形態では、可動折り曲げ機構21はブレード23しか備えず、休止位置(図10)と折り曲げ位置(図11及び図12)との間で回転し、パッド22は、可動折り曲げ機構21とは別個で独立しており、休止位置(図10)と折り曲げ位置(図11及び図12)との間で半径方向に並進移動する。
【0030】
折り曲げ・ヒートシールステーション20の下流の出力ステーション25では、シガレットの群2が、筒状のラッピング材料のシート5とともに、ラッピングホイール12のポケット14から放出され、更なる既知の折り曲げ機構(図示せず)に給送され、該既知の折り曲げ機構はシガレットの群2の周囲でのラッピング材料のシート5の折り曲げを完成させてパッケージ1を形成し、パッケージ1の完成形態はヒートシールによって安定化される。この更なる既知の折り曲げ機構(図示せず)は、例えば特許出願欧州特許第2008935号に記載されているタイプのものとすることができる。
【0031】
上述したようなラッピングユニット11において、ラッピング材料のシート5を(特に外側部分8を内側部分9に対して)折り曲げることは、ほとんど僅かな機械的応力しか生成せず、したがってシガレットの群2への損傷がない。その上、部分8及び9の重ね合わせられている部分をヒートシールするときに、ラッピング材料のシート5は、シガレットの群2に対してプレスされるのではなく、2つの金属部品(横支持体17及びシール機構24)間で把持される。これは、部分8及び9の重ね合わせられている部分を、相当な圧力を印加することによって高温でヒートシールすることができ、シガレットの群2への損傷を伴わず、したがって高品質の迅速なシールを確実にする(最近の高速で動作する包装機の要求に適合する)ことを意味する。
【技術分野】
【0001】
本発明は、シガレットの群の周囲にラッピング材料のシートを巻き付けるラッピング方法及びユニットに関する。
【背景技術】
【0002】
シガレットの小包(packet:パケット)は通常、内装材料のシートにラッピングされるシガレットの群によって画定される内側パッケージと、内側パッケージを包囲する外側パッケージとを含み、該外側パッケージは、カップ状であり、内側パッケージの周囲に巻き付けられる外装材料のシート(シガレットの軟質の小包)から作製することができるか、又は内側パッケージの周囲に硬質のブランクを巻き付けることによって形成されるヒンジ蓋付きの硬質の箱(シガレットの硬質の小包)によって画定することができる。
【0003】
シガレットの従来の小包では、シガレットの群は、糊を用いることなく箔の内側ラッピング材料の矩形シートで内側をラッピングされ、糊を用いて安定化される外装材料の矩形シートで外側を包装される。
【0004】
タバコ(tobacco:タバコの葉)は環境の影響をかなり受けやすい。すなわち、雰囲気と接触すると、その有機的特性が、湿度の変化とともに(過度の水分に失うか若しくは吸収することによって)、又は(特にクローブのような香辛料によって処理された芳香シガレットの場合)タバコが含浸される揮発性物質の蒸発に起因して変化する傾向にある。したがって、タバコを保存するために、シガレットの小包はセロファンラッピングされ、すなわち気密性プラスチック材料のヒートシールされた上包にラッピングされる。しかしながら、このことは、特に小包が製造後しばらくしてから使われる場合に、小包中のタバコを完全に保存するためには常に十分というわけではない可能性がある。その上、小包が開封されると、上包が取り去られるためにタバコが雰囲気に暴露され、小包が開封された直後にシガレットが消費されない場合は、残りのシガレットの有機的特性が劣化する可能性がある。
【0005】
この欠点をなくす試みにおいて、特許文献1では、シガレットの硬質の小包が提案されており、この小包において、内側パッケージは気密性があり、再使用可能なカバーフラップによって閉じられるシガレット取出開口部を有する気密なヒートシールラッピング材料のシートを含む。
【0006】
内側ラッピング材料のシートをシガレットの群の周囲に巻き付けることによってシガレットの端部に損傷を与える可能性があり、その結果、(フィルターによって先端を覆われている端部、及び覆われていない(plain)、すなわちタバコが露出している端部の両方の)局所的な変形、並びに/又はタバコのこぼれ(すなわち明らかに専ら覆われていない端部からタバコが落下すること)が生じることが観察されている。これは特に群の中の隅にあるシガレットに当てはまるが、損傷は最外にある、すなわち内側ラッピング材料のシートの折り目に沿って位置する全てのシガレットにおいても明白である。気密性のある内側ラッピング材料のシートを巻き付けることは、この内側ラッピング材料が箔のラッピング材料の従来のシートよりも厚い(したがってより剛性である)ことによって特に害を及ぼす。内側ラッピング材料のシートの重ね合わせられている部分をヒートシールすることも、高品質な(すなわち気密性のある)シールを迅速に達成する(最近の包装機は1分間に500個の小包という速度で動作し、これは、ヒートシールをほんの一瞬で完了しなければならないことを意味する)という点で、下にあるシガレットに損傷を与える可能性があり、重ね合わせられている部分は、相当な圧力に晒されなければならず(この圧力は必然的にシガレットに伝達されるものであり、下にあるシガレットの恒久的な変形を生じさせる可能性がある)、高温にまで加熱されなければならず、下にあるシガレット内のタバコを過熱する可能性があるという明らかな危険を伴う(したがって、タバコの局所的な乾燥及び有機的特性の変性が生じる)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第4300676号
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、実施するのに安価かつ容易であり、上記の欠点をなくすように設計されている、シガレットの群の周囲にラッピング材料のシートを巻き付けるラッピング方法及びユニットを提供することである。
【課題を解決するための手段】
【0009】
本発明に従って、添付の特許請求の範囲において特許請求されているようなシガレットの群の周囲にラッピング材料のシートを巻き付けるラッピング方法及びユニットが提供される。
【0010】
本発明の複数の非限定的な実施形態を、添付の図面を参照して例として説明する。
【図面の簡単な説明】
【0011】
【図1】本発明によるラッピング方法を用いて形成されたシガレットのパッケージの正面斜視図である。
【図2】図1のシガレットのパッケージを得るためにシガレットの群の周囲にラッピング材料のシートを巻き付けるための、本発明によるラッピング方法の複数のステップのうちの1つを示す図である。
【図3】図1のシガレットのパッケージを得るためにシガレットの群の周囲にラッピング材料のシートを巻き付けるための、本発明によるラッピング方法の複数のステップのうちの1つを示す図である。
【図4】図1のシガレットのパッケージを得るためにシガレットの群の周囲にラッピング材料のシートを巻き付けるための、本発明によるラッピング方法の複数のステップのうちの1つを示す図である。
【図5】図1のシガレットのパッケージを得るためにシガレットの群の周囲にラッピング材料のシートを巻き付けるための、本発明によるラッピング方法の複数のステップのうちの1つを示す図である。
【図6】図1のシガレットのパッケージを得るためにシガレットの群の周囲にラッピング材料のシートを巻き付けるための、本発明によるラッピング方法の複数のステップのうちの1つを示す図である。
【図7】シガレット包装機の一部を形成し、図1のシガレットのパッケージを製造するための本発明によるラッピングユニットの、分かりやすくするために幾つかの部分を取り外した概略正面図である。
【図8】2つの異なる動作段階のうちの1つにある図7のラッピングユニットのヒートシール・ラッピングステーションの拡大(larger-scale)図である。
【図9】2つの異なる動作段階のうちの1つにある図7のラッピングユニットのヒートシール・ラッピングステーションの拡大図である。
【図10】図7のラッピングユニットの代替的な実施形態の、分かりやすくするために幾つかの部分を取り外した概略正面図である。
【図11】2つの異なる動作段階のうちの1つにある図10のラッピングユニットのヒートシール・ラッピングステーションの拡大図である。
【図12】2つの異なる動作段階のうちの1つにある図10のラッピングユニットのヒートシール・ラッピングステーションの拡大図である。
【発明を実施するための形態】
【0012】
図1の符号1は、例えば特許文献1に記載されているタイプのシガレットのパッケージを全体として示す。シガレットのパッケージ1は、シガレットの平行六面体形状の群2(図2〜図6に概略的に示す)を包囲しており、頂面及び正面に、引き裂き線4によって境界を定められているとともにパッケージ1の前壁の一部及びパッケージ1の頂壁の一部にわたって延在しているシガレット取出開口部3を有する。ユーザーは、パッケージ1を開封するには、パッケージを引き裂き線4に沿って引き裂いて、取出開口部3にあるパッケージを取り去り、それによって取出開口部3を通してシガレットの群2を手にする。
【0013】
特許文献1に記載されているように、上述したようなシガレットのパッケージ1は、既知の硬質のヒンジ蓋付きシガレット小包内に挿入することができ、取出開口部3は、乾燥しない貼り直し可能な(re-stick)接着剤を用いてパッケージ1に固定される再使用可能な開閉カバーフラップによって閉じることができる。
【0014】
パッケージ1は、ラッピング材料のシート5(図2〜図6に概略的に示す)を巻き付けることによって形成され、ラッピング材料のシート5は矩形であり、気密性のあるヒートシールプラスチック材料(又は少なくとも1つのプラスチック材料層を有する複合多層材料)で作製され、かつシガレットの群2の周囲に直接、シガレットの群2と直接接触して巻き付けられる。パッケージ1を形成するようにラッピング材料のシート5がシガレットの群2の周囲に巻き付けられると、パッケージ1の形状は、ラッピング材料のシート5の重ね合わせられている部分をヒートシールすることによって安定化される。
【0015】
ラッピング材料のシート5は、シガレットの群2の周囲に巻き付けられる前に、取出開口部3を画定するように切り込みが入れられ、次いで必要であれば、裏側に糊付けされているカバーフラップが取り付けられ、すなわち、カバーフラップの裏面には貼り直し可能な接着剤がコーティングされており、これによって取出開口部3内のラッピング材料のシート5の部分がカバーフラップに恒久的に糊付けされ、外側の取出開口部3はラッピング材料のシート5をカバーフラップに取り外し可能に糊付けする。
【0016】
別の実施形態(図示せず)では、パッケージ1は、シガレットの群2に接触する、パッケージ1の内部に挿入されるU字形の板紙補強材を備え、該補強材は、シガレットの端部によって画定される群2の底壁に接触して位置決めされる(又はシガレットの円筒形の側壁によって画定される群2の前壁に接触して位置決めされる)矩形の中央パネルと、2つの折り目に沿って中央パネルに接続されているとともにシガレットの円筒形の側壁によって画定される群2の小さい方の側壁に接して位置決めされる2つの側方翼部とを含む。
【0017】
図2〜図6は、シガレットの円筒形の側壁によって画定される、対向する2つの側壁6a、6bと、シガレットの端部によって画定される、対向する2つの端壁7a、7bとを有するシガレットの群2の周囲にラッピング材料のシート5を巻き付けるときのステップを示す。
【0018】
始めに、シガレットの群2の端壁7bを平坦なラッピング材料のシート5と接触させ(図2)、ラッピング材料のシートがシガレットの群2の周囲にU字に巻き付けられるようにする(図3)。ラッピング材料のシート5は、異なる長さの2つの異なって配置された部分8及び9を形成するようにシガレットの群2の前に非対称に給送されることに留意することが重要である。図3に示されるように、ラッピング材料のシート5は、シガレットの群2の周囲にU字に巻き付けられると、シガレットの群2から突出する外側部分8と、群2の側壁6aに載る内側部分9とを有する。図4に示されるように、内側部分9は、群2の側壁6aに対して垂直になるように側壁6aに対して90度折り曲げられる。図5に示されるように、外側部分8は、群2の端壁7a上に90度折り曲げられる。図6に示されるように、外側部分8は、外側部分8と内側部分9とを重ね合わせてラッピング材料のシート5に筒状の形状を与えるように、群2の側壁6a上にかつ側壁6aに対して垂直に内側部分9上にL字に折り曲げられる。外側部分8及び内側部分9の重ね合わせられている部分は、ラッピング材料のシート5の筒状形状を安定化させるようにヒートシールされ、最終的に、ヒートシールされた重ね合わせられている部分8及び9は(図1に部分的に示すように)群2の側壁6a上に90度折り曲げられる。
【0019】
図7の符号10は、図2〜図6に示されるような図1のシガレットのパッケージ1を製造する包装機を全体として示す。
【0020】
包装機10は、シガレットの群2を連続的に形成する群形成ユニット(図7には示さず)と、各シガレットの群2の周囲にそれぞれのラッピング材料のシート5をラッピングするとともにヒートシールするラッピングユニット11(図7に示す)とを備える。包装機10は単に群形成ユニット(図7には示さず)及びラッピングユニット11を備えることができ、この場合、上述したようなパッケージ1は市場向けの完成製品となることに留意することが重要である。代替的には、包装機10は、それぞれの外側パッケージに入れて各パッケージ1を包装する更なる既知の包装ステーションを備えることができ、この外側パッケージは、カップ状とすることができ、パッケージ1の周囲に巻き付けられる外装材料のシート(シガレットの軟質の小包)を含むことができるか、又はパッケージ1の周囲に硬質のブランクを巻き付けることによって形成されるヒンジ蓋付きの硬質の箱(シガレットの硬質の小包)を含むことができる。
【0021】
図7のラッピングユニット11は、群形成ユニット(図示せず)からシガレットの群2を受け入れ、図7の平面に対して垂直な水平回転軸13を中心に段階的に(図7では時計回りに)回転し、かつシガレットの群2を各々が収容する複数の外周ポケット14を支持する、ラッピングホイール12を備える。
【0022】
ラッピングホイール12にある各ポケット14は、供給(input)ステーション15において対応するラッピング材料のシート5とともにシガレットの群2を受け入れる。より詳細には、ラッピング材料のシート5は、ポケット14の入口の前に位置決めされるとともにシガレットの群2の進行方向に対して垂直であるように、給送機構16によって供給ステーション15に給送され、群2がポケット14内に押し込まれるときに、ラッピング材料のシート5は群2によって捕らえられ(intercept)、群2がポケット14内に挿入されるにつれて群2の周囲に徐々にU字に巻き付けられる。述べたように、各ラッピング材料のシート5は、ラッピングユニット12のポケット14の入口の前に非対称に位置決めされるように、供給ステーション15に給送される。換言すると、供給ステーション15において、ラッピング材料のシート5の中心線はラッピングユニット12のポケット14の中心線に対してずれているため、ラッピング材料のシート5は、群2の周囲にU字に巻き付けられると、ポケット14から突出する外側部分8と、外側部分8と対向するとともにポケット14内で群2の側壁6aに載る内側部分9とを有する。
【0023】
各ポケット14はU字形の縦断面を有し、端壁と、2つの対向する平行な側壁とを含む。対応するシガレットの群2の側壁6aと接触する各ポケット14の一方の側壁は、ラッピング材料のシート5の内側部分9を露出したままにするように対向する側壁よりも短くなっており、側壁に対して垂直になっているとともにラッピング材料のシート5の内側部分9を吸引によって持ち上げて保持するように設計されている横吸引支持体17で終端している。より詳細には、導管18(図8及び図9により明確に示される)が横支持体17で終端しており、吸引源に接続可能である。供給ステーション15において、ラッピング材料のシート5が群2の周囲に巻き付けられてU字になると、ラッピング材料のシート5の内側部分9が群2の側壁6aに対して90度折り曲げられることで、内側部分9が側壁6aに対して垂直になり、横支持体17による吸引によってこの位置で保持され、横支持体17に当接して載る。換言すると、内側部分9を群2の側壁6aに対して90度折り曲げることは、内側部分9を吸引によってポケット14の横吸引支持体17上に引き付けることも含む。内側部分9は、横支持体17による吸引のみによって、又は横支持体17による吸引と半径方向に移動する折り曲げ機構(図示せず)の作用とを組み合わせることによって、群2の側壁6aに対して90度折り曲げることができることに留意することが重要である。
【0024】
供給ステーション15のすぐ下流にある円形の折り曲げレール19が、図5に示されるような群2の端壁7a上への外側部分8の90度の折り曲げを与える。より詳細には、ポケット14が回転して供給ステーション15から外れるにつれて、外側部分8が折り曲げレール19に当たり、したがって折り曲げられる。
【0025】
供給ステーション15の下流の折り曲げ・ヒートシールステーション20において、ラッピング材料のシート5の筒状形状が完成され、ヒートシールによって安定化される。
【0026】
折り曲げ・ヒートシールステーション20は可動折り曲げ機構21を備え、該可動折り曲げ機構21は、可動折り曲げ機構21がポケット14の回転経路の外側に位置決めされる休止位置(図7)と、可動折り曲げ機構21がポケット14内のシガレットの群2と係合する折り曲げ位置(図8及び図9)との間で半径方向に(すなわち回転軸13に対して垂直に)移動可能である。可動折り曲げ機構21はL字形であり、折り曲げ位置(図8及び図9)において群2の端壁7aに当接して載る接線パッド22と、ラッピング材料のシート5の外側部分8を折り曲げる半径方向ブレード23とを備える。換言すると、折り曲げ位置(図8及び図9)において、可動折り曲げ機構21は、ラッピング材料のシート5の外側部分8を間に置いて群2の側壁6aと接触して位置決めされ、内側部分9及び外側部分8を横支持体17に当接させて把持する。
【0027】
図8に示されるように、可動折り曲げ機構21は、外側部分8と内側部分9とを重ね合わせてラッピング材料のシート5に筒状の形状を与えるように、外側部分8を、群2の側壁6a上で、側壁6aに対して垂直に内側部分9に当接させて、かつ横支持体17に当接させて載せてL字に折り曲げる。パッド22の目的は、ラッピング材料のシート5を群2の端壁7aに対してプレスし、それによって外側部分8を折り曲げたときの端壁7aにおけるシート5の折り皺を防止することである。
【0028】
折り曲げ・ヒートシールステーション20は可動シール機構24も備え、該可動シール機構24は、可動シール機構24がポケット14の回転経路の外側に位置付けられる休止位置(図7)と、可動シール機構24が、外側部分8及び内側部分9の重ね合わせられている部分を横支持体17に当接させて把持し、熱及び圧力を印加することによってこれらをヒートシールするシール位置(図9)との間で回転する。
【0029】
図10〜図12の実施形態は、可動折り曲げ機構21の設計に関して図7〜図9の実施形態とは異なる。図7〜図9の実施形態では、可動折り曲げ機構21はパッド22とブレード23とを組み合わせ、休止位置(図7)と折り曲げ位置(図8及び図9)との間で半径方向に並進移動するが、図10〜図12の実施形態では、可動折り曲げ機構21はブレード23しか備えず、休止位置(図10)と折り曲げ位置(図11及び図12)との間で回転し、パッド22は、可動折り曲げ機構21とは別個で独立しており、休止位置(図10)と折り曲げ位置(図11及び図12)との間で半径方向に並進移動する。
【0030】
折り曲げ・ヒートシールステーション20の下流の出力ステーション25では、シガレットの群2が、筒状のラッピング材料のシート5とともに、ラッピングホイール12のポケット14から放出され、更なる既知の折り曲げ機構(図示せず)に給送され、該既知の折り曲げ機構はシガレットの群2の周囲でのラッピング材料のシート5の折り曲げを完成させてパッケージ1を形成し、パッケージ1の完成形態はヒートシールによって安定化される。この更なる既知の折り曲げ機構(図示せず)は、例えば特許出願欧州特許第2008935号に記載されているタイプのものとすることができる。
【0031】
上述したようなラッピングユニット11において、ラッピング材料のシート5を(特に外側部分8を内側部分9に対して)折り曲げることは、ほとんど僅かな機械的応力しか生成せず、したがってシガレットの群2への損傷がない。その上、部分8及び9の重ね合わせられている部分をヒートシールするときに、ラッピング材料のシート5は、シガレットの群2に対してプレスされるのではなく、2つの金属部品(横支持体17及びシール機構24)間で把持される。これは、部分8及び9の重ね合わせられている部分を、相当な圧力を印加することによって高温でヒートシールすることができ、シガレットの群2への損傷を伴わず、したがって高品質の迅速なシールを確実にする(最近の高速で動作する包装機の要求に適合する)ことを意味する。
【特許請求の範囲】
【請求項1】
ラッピング材料のシートをシガレットの群の周囲に巻き付ける方法であって、
前記ラッピング材料のシート(5)がラッピングコンベヤー(12)のポケット(14)内でU字に折り曲げられ、前記ポケット(14)から突出する外側部分(8)及び前記シガレットの群(2)の側壁(6a)に載る内側部分(9)を有するように、前記シガレットの群(2)及び前記ラッピング材料のシート(5)を前記ポケット(14)内に給送するステップと、
前記内側部分(9)が前記側壁(6a)に対して垂直になるように前記内側部分(9)を前記シガレットの群(2)の前記側壁(6a)に対して90度折り曲げるステップと、
前記外側部分(8)と前記内側部分(9)とを重ね合わせて前記ラッピング材料のシート(5)に筒状の形状を与えるように、前記外側部分(8)を、前記ポケット(14)内で前記シガレットの群(2)の前記側壁(6a)上に、かつ前記側壁(6a)に対して垂直に前記内側部分(9)上にL字に折り曲げるステップと、
前記外側部分(8)及び前記内側部分(9)を互いに対してヒートシールするステップと、を含む、ラッピング材料のシートをシガレットの群の周囲に巻き付ける方法。
【請求項2】
前記ラッピング材料のシート(5)を前記ポケット(14)の入口の前に非対称に給送するステップと、
前記シガレットの群(2)を、前記シガレットの群(2)の周囲にU字に巻き付けられる前記ラッピング材料のシート(5)とともに前記ポケット(14)に挿入するステップと、を更に含む、請求項1に記載の方法。
【請求項3】
前記内側部分(9)を前記シガレットの群(2)の前記側壁(6a)に対して90度折り曲げるステップは、前記内側部分(9)を吸引によって前記ポケット(14)の横吸引支持体(17)上に引き付けることを含む、請求項1又は2に記載の方法。
【請求項4】
前記外側部分(8)を前記ポケット(14)内で折り曲げる前に、前記外側部分(8)を前記ポケット(14)の外側で前記シガレットの群(2)の端壁(7a)上に90度折り曲げる更なるステップを含む、請求項1〜3のいずれか1項に記載の方法。
【請求項5】
前記外側部分(8)を前記ポケット(14)内で折り曲げるステップは、可動折り曲げ機構(21)を前記シガレットの群(2)の前記側壁(6a)に向かって移動させる更なるステップを含み、
それによって、折り曲げ位置において、前記可動折り曲げ機構(21)を、前記ラッピング材料のシート(5)の前記外側部分(8)を間に置いて前記シガレットの群(2)の前記側壁(6a)と接触させて位置決めする、請求項1〜4のいずれか1項に記載の方法。
【請求項6】
前記ポケット(14)は横支持体(17)を備え、前記横支持体(17)上に前記内側部分(9)が載り、
前記折り曲げ位置において、前記可動折り曲げ機構(21)は、前記内側部分(9)及び前記外側部分(8)を前記横支持体(17)に当接させて把持する、請求項5に記載の方法。
【請求項7】
前記外側部分(8)を前記ポケット(14)内で折り曲げるステップは、パッド(22)を、前記ポケット(14)の外側で前記シガレットの群(2)の端壁(7a)に当接させて配置する更なるステップを含む、請求項5又は6に記載の方法。
【請求項8】
前記パッド(22)は、前記可動折り曲げ機構(21)と一体であり、前記可動折り曲げ機構(21)とともに並進移動で移動する、請求項7に記載の方法。
【請求項9】
前記パッド(22)は、前記可動折り曲げ機構(21)とは別個で独立しており、並進移動で移動する、請求項7に記載の方法。
【請求項10】
前記可動折り曲げ機構(21)は回転移動で移動する、請求項9に記載の方法。
【請求項11】
前記ポケット(14)は横支持体(17)を備え、前記横支持体(17)上に前記内側部分(9)が載り、
前記外側部分(8)及び前記内側部分(9)を互いに対してヒートシールするステップは、前記外側部分(8)及び前記内側部分(9)を前記横支持体(17)に当接させて把持するように可動シール機構(24)を前記外側部分(8)及び前記内側部分(9)に向かって移動させる更なるステップを含む、請求項1〜10のいずれか1項に記載の方法。
【請求項12】
前記可動シール機構(24)は回転移動で移動する、請求項11に記載の方法。
【請求項13】
シガレットの群の周囲にラッピング材料のシートを巻き付けるラッピングユニットであって、該ユニット(11)は、
少なくとも1つのポケット(14)を有するラッピングコンベヤー(12)と、
前記ラッピング材料のシート(5)が前記ポケット(14)内でU字に折り曲げられ、前記ポケット(14)から突出する外側部分(8)及び前記シガレットの群(2)の側壁(6a)に載る内側部分(9)を有するように、前記シガレットの群(2)及び前記ラッピング材料のシート(5)を前記ポケット(14)内に給送する供給ステーション(15)と、
前記内側部分(9)が前記側壁(6a)に対して垂直になるように、前記内側部分(9)を前記シガレットの群(2)の前記側壁(6a)に対して90度折り曲げる第1の折り曲げ機構と、
前記外側部分(8)と前記内側部分(9)とを重ね合わせて前記ラッピング材料のシート(5)に筒状の形状を与えるように、前記外側部分(8)を、前記ポケット(14)内で前記シガレットの群(2)の前記側壁(6a)上に、かつ前記側壁(6a)に対して垂直に前記内側部分(9)上に折り曲げる第2の折り曲げ機構(21)と、
前記外側部分(8)及び前記内側部分(9)を互いに対してヒートシールするシール機構(24)と、を備える、シガレットの群の周囲にラッピング材料のシートを巻き付けるラッピングユニット。
【請求項1】
ラッピング材料のシートをシガレットの群の周囲に巻き付ける方法であって、
前記ラッピング材料のシート(5)がラッピングコンベヤー(12)のポケット(14)内でU字に折り曲げられ、前記ポケット(14)から突出する外側部分(8)及び前記シガレットの群(2)の側壁(6a)に載る内側部分(9)を有するように、前記シガレットの群(2)及び前記ラッピング材料のシート(5)を前記ポケット(14)内に給送するステップと、
前記内側部分(9)が前記側壁(6a)に対して垂直になるように前記内側部分(9)を前記シガレットの群(2)の前記側壁(6a)に対して90度折り曲げるステップと、
前記外側部分(8)と前記内側部分(9)とを重ね合わせて前記ラッピング材料のシート(5)に筒状の形状を与えるように、前記外側部分(8)を、前記ポケット(14)内で前記シガレットの群(2)の前記側壁(6a)上に、かつ前記側壁(6a)に対して垂直に前記内側部分(9)上にL字に折り曲げるステップと、
前記外側部分(8)及び前記内側部分(9)を互いに対してヒートシールするステップと、を含む、ラッピング材料のシートをシガレットの群の周囲に巻き付ける方法。
【請求項2】
前記ラッピング材料のシート(5)を前記ポケット(14)の入口の前に非対称に給送するステップと、
前記シガレットの群(2)を、前記シガレットの群(2)の周囲にU字に巻き付けられる前記ラッピング材料のシート(5)とともに前記ポケット(14)に挿入するステップと、を更に含む、請求項1に記載の方法。
【請求項3】
前記内側部分(9)を前記シガレットの群(2)の前記側壁(6a)に対して90度折り曲げるステップは、前記内側部分(9)を吸引によって前記ポケット(14)の横吸引支持体(17)上に引き付けることを含む、請求項1又は2に記載の方法。
【請求項4】
前記外側部分(8)を前記ポケット(14)内で折り曲げる前に、前記外側部分(8)を前記ポケット(14)の外側で前記シガレットの群(2)の端壁(7a)上に90度折り曲げる更なるステップを含む、請求項1〜3のいずれか1項に記載の方法。
【請求項5】
前記外側部分(8)を前記ポケット(14)内で折り曲げるステップは、可動折り曲げ機構(21)を前記シガレットの群(2)の前記側壁(6a)に向かって移動させる更なるステップを含み、
それによって、折り曲げ位置において、前記可動折り曲げ機構(21)を、前記ラッピング材料のシート(5)の前記外側部分(8)を間に置いて前記シガレットの群(2)の前記側壁(6a)と接触させて位置決めする、請求項1〜4のいずれか1項に記載の方法。
【請求項6】
前記ポケット(14)は横支持体(17)を備え、前記横支持体(17)上に前記内側部分(9)が載り、
前記折り曲げ位置において、前記可動折り曲げ機構(21)は、前記内側部分(9)及び前記外側部分(8)を前記横支持体(17)に当接させて把持する、請求項5に記載の方法。
【請求項7】
前記外側部分(8)を前記ポケット(14)内で折り曲げるステップは、パッド(22)を、前記ポケット(14)の外側で前記シガレットの群(2)の端壁(7a)に当接させて配置する更なるステップを含む、請求項5又は6に記載の方法。
【請求項8】
前記パッド(22)は、前記可動折り曲げ機構(21)と一体であり、前記可動折り曲げ機構(21)とともに並進移動で移動する、請求項7に記載の方法。
【請求項9】
前記パッド(22)は、前記可動折り曲げ機構(21)とは別個で独立しており、並進移動で移動する、請求項7に記載の方法。
【請求項10】
前記可動折り曲げ機構(21)は回転移動で移動する、請求項9に記載の方法。
【請求項11】
前記ポケット(14)は横支持体(17)を備え、前記横支持体(17)上に前記内側部分(9)が載り、
前記外側部分(8)及び前記内側部分(9)を互いに対してヒートシールするステップは、前記外側部分(8)及び前記内側部分(9)を前記横支持体(17)に当接させて把持するように可動シール機構(24)を前記外側部分(8)及び前記内側部分(9)に向かって移動させる更なるステップを含む、請求項1〜10のいずれか1項に記載の方法。
【請求項12】
前記可動シール機構(24)は回転移動で移動する、請求項11に記載の方法。
【請求項13】
シガレットの群の周囲にラッピング材料のシートを巻き付けるラッピングユニットであって、該ユニット(11)は、
少なくとも1つのポケット(14)を有するラッピングコンベヤー(12)と、
前記ラッピング材料のシート(5)が前記ポケット(14)内でU字に折り曲げられ、前記ポケット(14)から突出する外側部分(8)及び前記シガレットの群(2)の側壁(6a)に載る内側部分(9)を有するように、前記シガレットの群(2)及び前記ラッピング材料のシート(5)を前記ポケット(14)内に給送する供給ステーション(15)と、
前記内側部分(9)が前記側壁(6a)に対して垂直になるように、前記内側部分(9)を前記シガレットの群(2)の前記側壁(6a)に対して90度折り曲げる第1の折り曲げ機構と、
前記外側部分(8)と前記内側部分(9)とを重ね合わせて前記ラッピング材料のシート(5)に筒状の形状を与えるように、前記外側部分(8)を、前記ポケット(14)内で前記シガレットの群(2)の前記側壁(6a)上に、かつ前記側壁(6a)に対して垂直に前記内側部分(9)上に折り曲げる第2の折り曲げ機構(21)と、
前記外側部分(8)及び前記内側部分(9)を互いに対してヒートシールするシール機構(24)と、を備える、シガレットの群の周囲にラッピング材料のシートを巻き付けるラッピングユニット。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公表番号】特表2012−528046(P2012−528046A)
【公表日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2012−512464(P2012−512464)
【出願日】平成22年5月24日(2010.5.24)
【国際出願番号】PCT/IB2010/001222
【国際公開番号】WO2010/136869
【国際公開日】平成22年12月2日(2010.12.2)
【出願人】(502405479)ジ・ディ・ソチエタ ペル アツィオニ (2)
【Fターム(参考)】
【公表日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成22年5月24日(2010.5.24)
【国際出願番号】PCT/IB2010/001222
【国際公開番号】WO2010/136869
【国際公開日】平成22年12月2日(2010.12.2)
【出願人】(502405479)ジ・ディ・ソチエタ ペル アツィオニ (2)
【Fターム(参考)】
[ Back to top ]