
シフトドラムストッパープレート
【課題】コスト削減を図りつつ、充分な強度を確保したシフトドラムストッパープレートを供する。
【解決手段】板状部61と、板状部61の一側面から突設されシフトアーム55の爪55c、55dと係合される複数のストッパーピン部62とを有し、ストッパーピン部62は、円柱状部と、延長補強部62bとが一体に形成された柱状であり、ストッパーピン部62の横断面形状は、円弧部62cと、延長線部62f、62gと、内周線部62hとからなる馬蹄形であり、板状部61とストッパーピン部62とは、粉末が圧縮されて一体に予備成形された後、焼結されて製造されるシフトドラムストッパープレート60。
【解決手段】板状部61と、板状部61の一側面から突設されシフトアーム55の爪55c、55dと係合される複数のストッパーピン部62とを有し、ストッパーピン部62は、円柱状部と、延長補強部62bとが一体に形成された柱状であり、ストッパーピン部62の横断面形状は、円弧部62cと、延長線部62f、62gと、内周線部62hとからなる馬蹄形であり、板状部61とストッパーピン部62とは、粉末が圧縮されて一体に予備成形された後、焼結されて製造されるシフトドラムストッパープレート60。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動二輪車等の変速機構のシフトドラムストッパープレートに関する。
【背景技術】
【0002】
自動二輪車等の変速機構は、シフトドラムが間欠的に回転されることにより、シフトドラムに係合したシフトフォークが移動され、変速機構の備えるギア群の噛み合いが変更されて変速されるものである。
【0003】
変速機には、シフトドラムを間欠的に回転させる間欠送り機構が備えられており、シフトスピンドルの回転に伴い、所定角度間欠的に回転されるシフトドラムストッパープレートが設けられており、該シフトドラムストッパープレートはシフトドラムに固着され、シフトドラムストッパープレートの回転に伴い、シフトドラムが回転されるものである。
【0004】
このシフトドラムストッパープレートは、その周囲がカム面に形成された板状部の一側面に、複数のストッパーピン部が突設されたものであり、シフトドラムストッパープレートはストッパーピン部において間欠送り機構より回転力を受けるようになっている。その為、ストッパーピン部は、大きな荷重を受けるので強い強度が求められていた。
【0005】
そこでシフトドラムストッパープレートは、板状部とストッパーピン部とが別体にそれぞれ形成され、その後板状部にストッパーピンを圧入することにより一体化して製造されていた。しかし、このようなシフトドラムストッパープレートは、部品点数が多くなり、また板状部にストッパーピンを圧入するために、形状が複雑で寸法精度が要求され、且つ荷重を受けるストッパーピン部の強度を確保する為に、板状部およびストッパーピンの双方に高精度の加工が求められ、さらに板状部にストッパーピンを圧入する工程が必要となり、製造コストの増大を招いていた。
【0006】
このような不都合を解消するために、プレス加工または焼結鍛造方法により、板状部およびストッパーピン部が一体成形され製造されるシフトドラムストッパープレートが知られている(例えば、特許文献1、特許文献2参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9−210201号公報
【特許文献2】特開平9−19738号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
前記特許文献1に記載されたシフトドラムストッパープレートは、板状部とストッパーピン部が一体にプレス成型により成型されるものであって、板状部にストッパーピン部を圧入する工程を削減することにより製造コストの低減化を図っているものである。しかし、このようなプレス成型による製造工程は、ストッパーピン部がプレス押し型成形に突設された後、さらにカム面と円孔がプレス型によって形成されるので、工程数が多く、またストッパプレートは高い製品精度を要求されるので、プレス成形による製造コストをさほど低減することができず、さらなるコスト削減が求められていた。
【0009】
また、前記特許文献2に記載されたシフトドラムストッパープレートは、コストの削減を図ることを目的として、カム面が形成された板状部と円柱状のストッパーピン部とが、焼結鍛造により一体に形成されるものである。すなわち、焼結材の金属粉が粉末圧縮装置の型内に充填され圧縮されて、シフトドラムプレートの焼結前の予備成形体が形成され、該予備成形体が焼結炉に搬入されて焼結され焼結体が得られる。その後焼結体が型により鍛造されて製造されるものである。
【0010】
しかし、このようなストッパーピン部は、板状部から突出した円柱状に形成されているので、金属粉が粉末圧縮装置により圧縮される予備成形時において、ピン部の圧縮方向に対する横断面の断面積が、板状部の断面積に比べて急激に減少しているので、プレス成型の際に、粉末状の焼結材がピン部を形成する金型の細い部分に充分に充填されず、焼結材の密度が低下しやすく、ピン部の充分な強度を確保することが難しいために、焼結材の密度を管理し、焼結後の部材の強度を確保するために、プレス成型時の金型管理等の特殊な管理工数が発生し、また、シフトドラムストッパープレートの密度や強度を満足するために、焼結生成後に鍛造工程を追加する必要が発生し、製造コストの増大となっていた。
【0011】
本発明は、このような事情に鑑みてなされたものであり、コスト削減を図りつつ、充分な強度を確保したシフトドラムストッパープレートを提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は上記課題を解決したものであって、請求項1に記載の発明は、変速機構を構成するシフトドラムストッパープレートにおいて、周囲にシフトドラムストッパーと接するカム面を有する板状部と、該板状部の周方向に亘り所定間隔毎に該板状部の一側面から突設され、シフトスピンドルが固着されたマスターアームのシフトアームの爪と係合される複数のストッパーピン部とを有し、該ストッパーピン部は、円柱状部と、該円柱状部からシフトドラムストッパープレートの回転中心側に向かって延長された延長補強部とが、一体に形成された柱状であり、該ストッパーピン部の横断面形状は、前記シフトアームの爪が当接される円弧部と、該円弧部のそれぞれの端部からシフトドラムストッパープレートの回転中心側に向かって、前記シフトアームの爪が動く軌跡の範囲の内側に入らないように延長された延長線部と、該延長線部の端部を結ぶ内周線部とからなる馬蹄形であり、前記板状部と前記ストッパーピン部とは、粉末が圧縮されて一体に予備成形された後、焼結されて製造されることを特徴とするものである。
【0013】
請求項2に記載の発明は、請求項1に記載のシフトドラムストッパープレートにおいて、前記ストッパーピン部の延長補強部を連結する、連結環状部を備えることを特徴とするものである。
【0014】
請求項3に記載の発明は、請求項1に記載のシフトドラムストッパープレートにおいて、前記ストッパーピン部の断面形状における延長線部は、円弧部から接線方向に滑らかに延びていることを特徴とするものである。
【0015】
請求項4に記載の発明は、請求項2に記載のシフトドラムストッパープレートにおいて、前記ストッパーピン部の断面形状における延長線部は、円弧部から接線方向に滑らかに延びていることを特徴とするものである。
【0016】
請求項5に記載の発明は、請求項2または請求項4記載のシフトドラムストッパープレートにおいて、前記連結環状部の内周面の内側には前記シフトドラムストッパープレートを取り付けるためのボルト孔が設けられ、前記連結環状部が前記ボルトの案内ガイドを兼ねることを特徴とするものである。
【0017】
請求項6に記載の発明は、請求項5記載のシフトドラムストッパープレートにおいて、前記連結環状部の高さは前記ボルトの頭部高さと略等しいことを特徴とするものである。
【0018】
請求項7に記載の発明は、請求項5記載のシフトドラムストッパープレートにおいて、前記シフトドラムストッパープレートは、マスターアームと重なるようシフトアームが内向きに配設された変速機構に用いられるものであって、前記連結環状部の高さは、前記ボルトの頭部高さよりも高いことを特徴とするものである。
【0019】
請求項8に記載の発明は、請求項6または請求項7に記載のシフトドラムストッパープレートにおいて、前記ボルトは工具溝をボルト頭部に設けたソケットボルトからなることを特徴とするものである。
【発明の効果】
【0020】
請求項1記載のシフトドラムストッパープレートによれば、ストッパーピン部は、円柱状部と円柱状部からシフトドラムストッパープレートの回転中心方向に延長した延長補助部とでもって一体に形成されているので、従来のストッパーピン部に比べて横断面積が広くなり、強度の向上を図ることができる。
【0021】
さらに、ストッパーピン部の横断面形状は、シフトアームの爪が当接される円弧部と、該円弧部のそれぞれの端部からシフトドラムストッパープレートの回転中心側に向かって、前記シフトアームの爪が動く軌跡の範囲の内側に入らないように延長された延長線部と、それらの線を結ぶ内周線部とからなる馬蹄形に形成されているので、シフトアームの爪の動きを妨げることなく強度の向上を図ることが可能となる。
【0022】
また、ストッパーピン部は、円柱状部と延長補助部とでもって一体に形成されているので、円柱状部のみで構成されたストッパーピン部に比べて断面積が広くなり、粉末を圧縮して予備成形する際に、ストッパーピン部の型内に粉末状の焼結材を充分に充填することが可能となり、また板状部とストッパーピン部との断面積の変化を少なくすることができる結果、粉末を圧縮する際に、ストッパーピン部における粉末の密度の低下の発生を抑えることができるので、ストッパーピン部の強度を向上することが可能となり、さらに粉末の密度を管理し、焼結後の部材の強度を確保するために、プレス成型時の金型管理等の特殊な管理工程を削減することができ、また、シフトドラムストッパープレートの密度や強度を満足するために、焼結生成後に鍛造工程の追加が不要となり、コストの低減化を図ることができる。
【0023】
さらにまた、板状部とストッパーピン部とを一体に焼結によって製造するので、部品点数が削減され、加工点数の削減を図り、ストッパーピン部を板状部に圧入する等の作業工程を省くことができ、コストを削減することができる。
【0024】
請求項2記載のシフトドラムストッパープレートによれば、請求項1記載の発明の効果に加えて、連結環状部により板状部を補強できるとともに、ストッパーピン部の延長補強部がさらに補強され、ストッパーピン部の強度がさらに向上する。
【0025】
さらに、連結環状部によりストッパーピン部との断面積がさらに広くなり、粉末を圧縮して予備成形する際に、ストッパーピン部および連結環状部の型内に粉末状の焼結材をより充分に充填することが可能となり、また板状部とストッパーピン部および連結環状部との断面積の変化を少なくすることができるの、ストッパーピン部の強度をさらに向上することが可能となり、焼結後の部材の強度を確保するための特殊な管理工程を削減することができ、コスト削減を図ることができる。
【0026】
請求項3の発明によって、請求項1記載の発明の効果に加えて、円弧状部から滑らかに延長線部が延びているので、円柱状部のうちシフトアームの爪が接する付近より延長補強部が形成されているので、より高い強度を備えたストッパーピン部を得ることができる。
【0027】
請求項4の発明によって、請求項2に記載の発明の効果に加えて、円弧状部から滑らかに延長線部が延びているので、円柱状部のうちシフトアームの爪が接する付近より延長補強部が形成されているので、より高い強度を備えたストッパーピン部を得ることができる。
【0028】
請求項5の発明によって、請求項4に記載の発明の効果に加えて、ボルトをシフトドラムストッパープレートの孔に挿入し締め付ける際に、シフトドラムストッパープレートの連結環状部材の内周面がボルトの案内ガイドとなって、組み付け作業が向上する。
【0029】
請求項6の発明によって、請求項5に記載の発明の効果に加えて、シフトドラムストッパープレートからボルトの頭部の飛び出しを防ぐことが可能となり、他の部品組み付け時にボルト頭部干渉による締め付け力の変化を防止することができる。
【0030】
請求項7の発明によって、請求項5に記載の発明の効果に加えて、シフトドラムストッパープレートを、マスターアームとシフトアームが重なるような内向きの小型の間欠送り機構に適用しつつも、シフトドラムストッパープレートの連結環状部とシフトスピンドルのマスターアームとの干渉を防止し、ボルトの緩みを防止することができる。
【0031】
請求項8の発明によって、請求項6または請求項7に記載の発明の効果に加えて、ボルトの外周に工具を挿入するスペースが不要となり、ボルト外周面の近傍に連結環状部を形成することができるので、充分な強度を確保しつつ連結環状部の小径化を図ることが可能となり、シフトドラムストッパープレート全体を小型化し、変速機構の小型化を図ることができる。
【図面の簡単な説明】
【0032】
【図1】本実施の形態に係る自動二輪車用の内燃機関および変速機構の断面図である。
【図2】同概略右側面図である。
【図3】図1の変速機構の拡大図である。
【図4】図1のシフトフォーク、シフトドラムおよび間欠送り機構の拡大図である。
【図5】間欠送り機構の分解斜視図である。
【図6】シフトドラムストッパープレートの正面図である。
【図7】図6のVII-VII断面図である。
【図8】シフトドラムストッパープレートの要部拡大図である。
【図9】変速機構がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図10】変速機構がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図11】変速機構がシフトアップする際の間欠送り機構の送り過程を示した側面図である。である。
【図12】変速機構がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図13】変速機がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図14】変速機がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図15】変速機構がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図16】変速機構がシフトアップする際の、シフトドラムストッパープレートとシフトアームの位置関係を図示した要部拡大図である。
【図17】変速機構がシフトダウンする際の、シフトドラムストッパープレートとシフトアームの位置関係を図示した要部拡大図である。
【図18】シフトアーム55の爪55c、55dの動く軌跡の範囲を示したシフトドラムストッパープレートの要部拡大図である。
【図19】シフトドラムストッパーププレートを予備成形する粉末圧縮装置に金属粉末を充填する状態を示した要部縦断面図である。
【図20】図18の粉末圧縮装置を圧縮した状態を示した要部縦断面図である。
【図21】粉末圧縮装置から予備成形体を取り出す状態を示した要部縦断面図である。
【図22】他の実施例のシフトドラムストッパープレートの正面図である。
【図23】図22のXXIII-XXIII断面図である。
【図24】変速機構がシフトアップする際の、シフトドラムストッパープレートとシフトアームの位置関係を図示した要部拡大図である。
【図25】変速機構がシフトダウンする際の、シフトドラムストッパープレートとシフトアームの位置関係を図示した要部拡大図である。
【図26】シフトアーム55の爪55c、55dの動く軌跡の範囲を示したシフトドラムストッパープレートの要部拡大図である。
【図27】本発明の一実施例のシフトドラムストッパープレートをカニバサミ式の間欠送り機構に適用した側面図である。
【図28】本発明の他の実施例のシフトドラムストッパープレートをカニバサミ式の間欠送り機構に適用した側面図である。
【図29】本発明の一実施例のシフトドラムストッパープレートをノコギリ式の間欠送り機構に適用した側面図である。
【図30】本発明の他の実施例のシフトドラムストッパープレートをノコギリ式の間欠送り機構に適用した側面図である。
【発明を実施するための最良の形態】
【0033】
以下、本発明の一実施例を図1ないし図21を参照して説明する。
【0034】
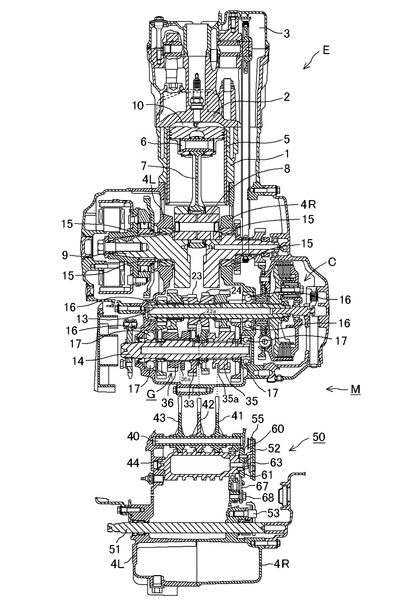
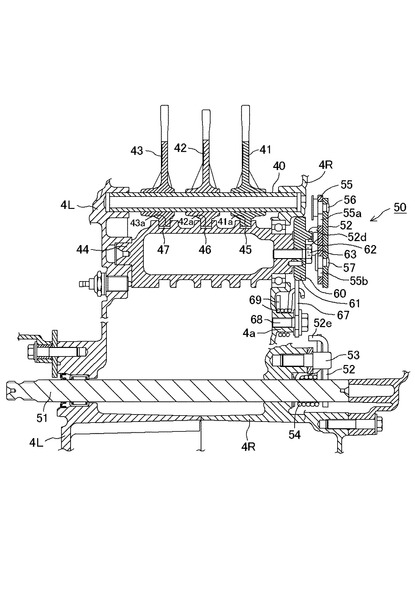
図1は、本発明が適用されたシフトドラムストッパープレート60を備えた変速機構Mと内燃機関Eを図示した要部縦断面図である。内燃機関Eは自動二輪車にクランク軸9を左右水平方向に指向させて搭載されているものである。
【0035】
なお、本明細書では、自動二輪車の前進方向を前方とし、前方を向いた姿勢を基準にして前後左右を定めている。
【0036】
内燃機関Eは、4ストローク内燃機関であって、上下方向に貫通するシリンダボア5が形成されて該ボア5内にピストン6が嵌合されるシリンダブロック1と、シリンダブロック1に順次重ねられ一体に締結されるシリンダヘッド2とヘッドカバー3と、クランク軸9を回転可能に支持する左右二つ割りのクランクケース4R、4Lとで構成され、クランク軸9のクランクピン8はコンロッド7を介しピストン6と連結されている。シリンダヘッド2には燃焼室10が設けられており、内燃機関1の燃焼室10における燃焼エネルギーは、ピストン6の運動エネルギーへ変換されてピストン6が上下動される。該ピストン6の上下動によりコンロッド7を介してクランク軸9が回転駆動されるようになっている。
【0037】
クランク軸9、メイン軸13およびカウンタ軸14はその軸線方向が平行になるように配設され、左右のクランクケース4R、4Lに設けられた軸受け15、16、17によりそれぞれ回転自在に支持されている。クランク軸9の回転駆動力は、断続可能なクラッチCを介してメイン軸13に伝達され、さらに歯車変速機構Gを備えた変速機構Mを介してカウンタ軸14に伝達されるようになっている。
【0038】
この変速機構Mは、図示されないシフトペダル、あるいは図示されないECUにより制御されるモータにより回転されるシフトスピンドル51の回転変位によって変速されるようになっている。
【0039】
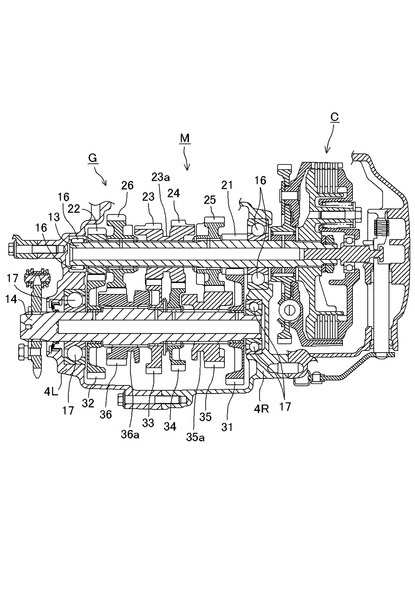
図3に示されるように、該変速機構Mは、メイン軸13およびカウンタ軸14に支持される複数の歯車を備えた歯車変速機構Gを具備し、メイン軸13には、右側から1速駆動ギア21、5速駆動ギア25、4速駆動ギア24、3速駆動ギア23、6速駆動ギア26、2速駆動ギア22が配列されている。1速駆動ギア21はメイン軸13に一体に形成され、5速駆動ギア25はメイン軸13に回転可能に軸支されており、3速駆動ギア23および4速駆動ギア24は一体に形成され、スプライン嵌合によりメイン軸13により支持されており、6速駆動ギア26はメイン軸13に回転可能に軸支されており、2速駆動ギア22はメイン軸13に嵌合されている。
【0040】
さらにカウンタ軸14には、右側から1速被駆動ギア31、5速被駆動ギア35、4速被駆動ギア34、3速被駆動ギア33、6速被駆動ギア36、2速被駆動ギア32が配列されている。1速被駆動ギア31はカウンタ軸14に嵌合され、5速被駆動ギア35はカウンタ軸14にスプライン嵌合により軸支され、4速被駆動ギア34および3速被駆動ギア33は回転可能にカウンタ軸14に軸支され、6速被駆動ギア36はカウンタ軸14にスプライン嵌合により軸支され、2速被駆動ギア32はカウンタ軸14に回転可能に軸支されている。
【0041】
本歯車変速機構Gは、常時噛み合い式の変速ギア機構であり、対応する駆動ギア被駆動ギアは常時噛み合っている。
【0042】
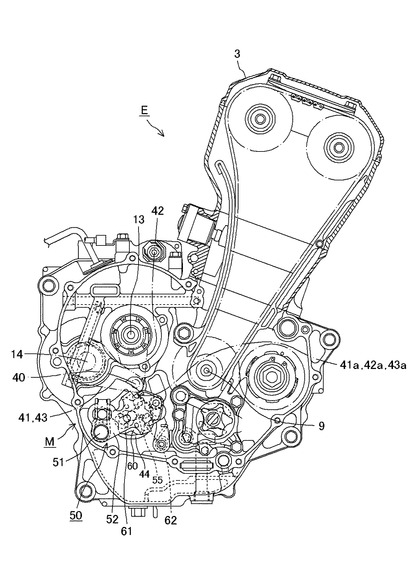
さらに、図1および図2に示されるように、メイン軸13とカウンタ軸14の下方には、シフトフォーク支持軸40およびシフトドラム44が左右のクランクケース4R、4Lにより架設支持されており、シフトフォーク軸40には、前記車変速機構Gの歯車の噛み合いを変更するための第一シフトフォーク41、第二シフトフォーク42、第三シフトフォーク43が軸方向に摺動自在に支持されている。
【0043】
第一シフトフォーク41は5速被駆動ギア35に設けられた溝35aに、第二シフトフォーク42は一体に形成された3速駆動ギア23および4速駆動ギア24に設けられた溝23aに、第三シフトフォーク43は6速被駆動ギア36に設けられた溝36aにそれぞれ係合するようになっている。
【0044】
図4に示されるように、シフトドラム44は、その軸線方向端部が左右のクランクケース4R、4Lにより回転自在に支持されており、シフトドラム44のドラム表面には、3つのカム溝45、46、47が形成され、前記シフトフォーク41、42、43の突部41a、42a、43aのそれぞれが、カム溝45、46、47に噛み合うようになっている。シフトドラム44が所定角度回転されると、カム溝45、46、47に案内されてシフトフォークの突部41a、42a、43aのそれぞれがシフトドラム軸方向に移動されるので、シフトドラム44の回転角度によりシフトフォーク41、42、43のシフトドラム44の軸線方向における位置が定められ、所定位置へと移動されるようになっている。
【0045】
これらのシフトフォーク41、42、43がシフトフォーク支持軸40の軸線方向に沿ってそれぞれ所定位置へ移動されることにより、メイン軸13にスプライン嵌合された3速駆動ギア23およびは4速駆動ギア24、もしくはカウンタ軸14にスプライン嵌合された5速被駆動ギア35または6速被駆動ギア36が左右方向の所定位置に移動され、これらの側面に設けられたドグクラッチが隣接するギアに嵌合されることにより、変速段の切換が行われるようになっている。
【0046】
前記シフトドラム44の端部には、シフトドラム44の軸線を中心としてシフトドラム44を間欠的に回転させる間欠送り機構50が設けられており、この間欠送り機構50は、前記シフトスピンドル51に連結されており、シフトスピンドル51が所定角度回転されると、シフトドラム44が所定角度に間欠的に回転されるようになっている。
【0047】
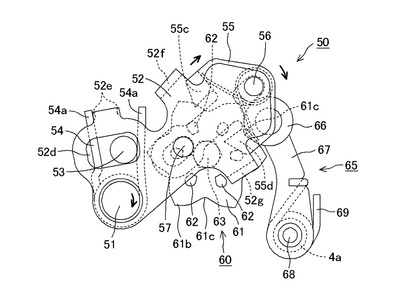
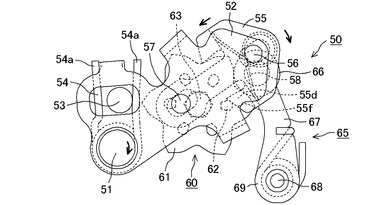
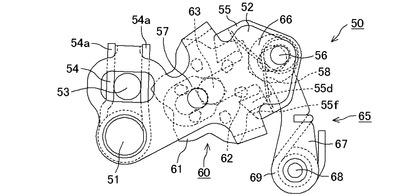
該間欠送り機構50のしくみを、図4ないし図18に基づき説明する。
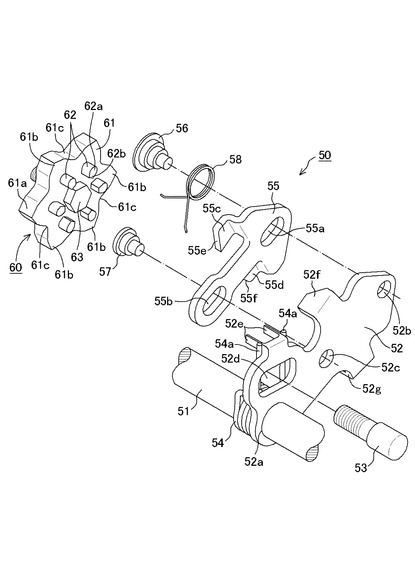
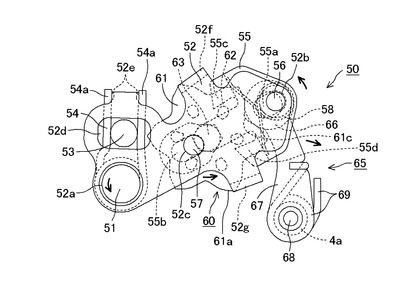
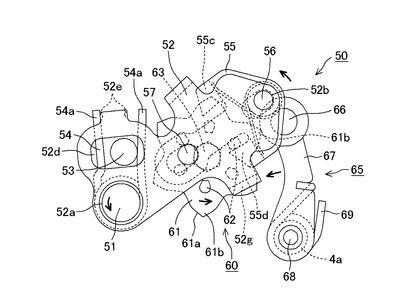
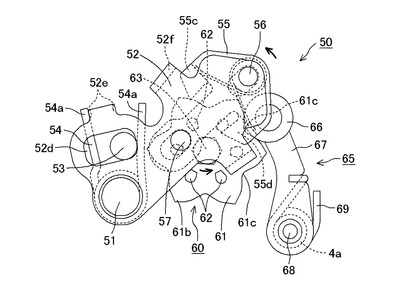
間欠送り機構50は、前記シフトスピンドル51に嵌着されシフトスピンドル51と一体にシフトスピンドル51の軸線方向を中心として揺動されるマスターアーム52と、クランクケース4に固着され前記マスターアーム52の揺動角度を規制する規制ピン53と、揺動されたマスターアーム52を戻す方向に付勢する戻しバネ54と、マスターアーム52にガイドピン56、57により摺動可能に連結されマスターアーム52と共に揺動されるシフトアーム55と、マスターアーム52をシフトスピンドル51側に付勢するバネ58と、その外周面がカム面61aとなっている板状部61と該板状部61から突出されて形成されたストッパーピン部62とを備えたシフトドラムストッパープレート60と、該シフトドラムストッパープレート60と前記シフトドラム44とを一体に締結するボルト63と、前記シフトドラムストッパープレート60のカム面61aを、シフトドラムストッパープレート60の中心軸方向に押圧するシフトドラムストッパー65とを備えている。
【0048】
前記マスターアーム52は、図5に示されるように、シフトスピンドル51が嵌着される孔52aと、前記ガイドピン56、57がそれぞれ嵌着されるための孔52b、52cとが、それぞれの孔の中心点が直線上に配置されるように穿設され、さらに前記直線を挟んで対称にシフトアーム55側に折り曲げられた爪52f、52gが設けられている。さらにまたシフトスピンドル51が嵌着される孔52aに隣接して長孔52dが形成され、孔52aから長孔52dを挟んだ位置にシフトアーム55側に突出する2つの突部52eが形成されている。
【0049】
前記長孔52dには、クランクケース4に固着された規制ピン53が貫通されており、シフトスピンドル51に巻きつけられた戻しバネ54は、その両方の端部54aがマスターアーム52から突設された突部52eの外側に当接されているので、マスターアーム52がシフトスピンドル51により揺動されると、一方の突部52eが戻しバネ54の端部54aを戻しバネ54を開く方向に押し広げ、さらに他方の端部54aは規制ピン53によって動きが規制されているので、マスターアーム52は戻しバネ54により揺動される前の位置に戻る方向に付勢されるようになっている。さらにマスターアーム52の揺動角が増大すると、長孔52dの内周面が規制ピン53に当接してマスターアーム52の揺動が規制され、マスターアーム52は、所定角度以上に揺動しないようになっている。
【0050】
前記マスターアーム52に隣接してシフトアーム55が配設されており、該シフトアーム55には、長手方向中心軸に沿って長孔55a、55bが設けられ、該長孔55a、55bは、前記マスターアーム52の孔52b、52cに嵌合されたピン56、57に係合されて、マスターアーム55に対して長手方向中心線に沿った方向に摺動可能となっている。またシフトアーム55は、ピン56に巻きかけられているバネ58により、常時シフトスピンドル方向に付勢されている。
【0051】
シフトアーム55には、長手方向中心軸に対して左右対称に折り返されてシフトドラム方向に突出する爪55c、55dが設けられており、マスターアーム52の揺動に伴いシフトスピンドル51の軸線を中心として揺動されるようになっている。また、爪55c、55dの側面はカム面55e、55fとして形成されている。
【0052】
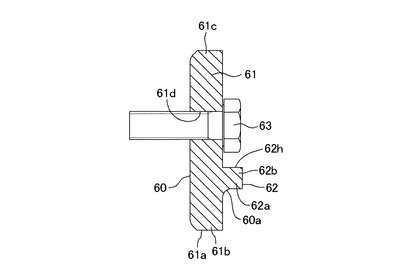
図5に示されるように、前記シフトアーム55に隣接してシフトドラムストッパープレート60が配設され、該シフトドラムストッパープレート60は、ボルト63によりシフトドラム44に一体に締結され、クランクケース4に回転可能に支持されたシフトドラム44とともに回転されるようになっている。
【0053】
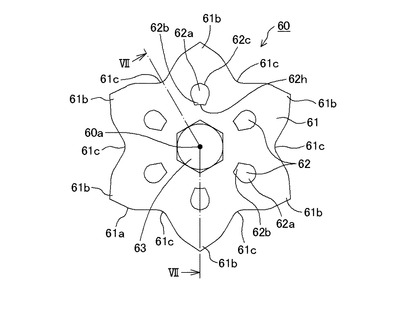
図6および図7に示されるように、該シフトドラムストッパープレート60は、板状部61と、ストッパーピン部62とで構成されている。
【0054】
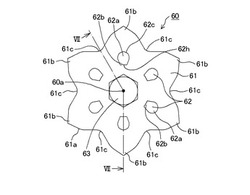
板状部61は、その外周面がカム面61aに形成されており、該カム面61aは、凸部61aと凹部61bが等間隔に設けられた花弁形に形成されている。本実施例では、凸部61aと凹部61bがそれぞれ6個ずつ、シフトドラムストッパープレート60の中心点60aを中心とした中心角がそれぞれ60度になるように配設されている。さらに板状部61の中央には、ボルト63が貫通される孔61dが形成されている。
【0055】
図6に示されるように、ストッパーピン部62は、シフトドラムストッパープレート60の中心点60aと凸部61aの最も突出した部分を結んだ線上の略中央に位置して、板状部61から突出するように形成された複数の柱状部である。
【0056】
ストッパーピン部62は、前記シフトアーム55の爪55c、55dに係合するようになっており、変速機構がシフトアップする際には、シフトスピンドル51の回転に伴い、マスターアーム52が揺動し、マスターアーム52に係合されたシフトアーム55も揺動され、シフトアーム55の爪55dがストッパーピン部62を押し、シフトドラムストッパープレート60が回転され、それに伴いシフトドラム44が回転し、シフトフォーク41、42、43のそれぞれがシフトドラム44の回転された角度に設定された所定位置に動かされ、ギアが移動されて所定のギアが噛み合い、変速機構Mがシフトアップされるようになっている。
【0057】
シフトダウンの際には、ストッパーピン部62がシフトアーム55の爪55cにより押されて、シフトドラムストッパープレート60がシフトアップの際と反対方向に回転され、変速機構Mがシフトダウンされるようになっている。
【0058】
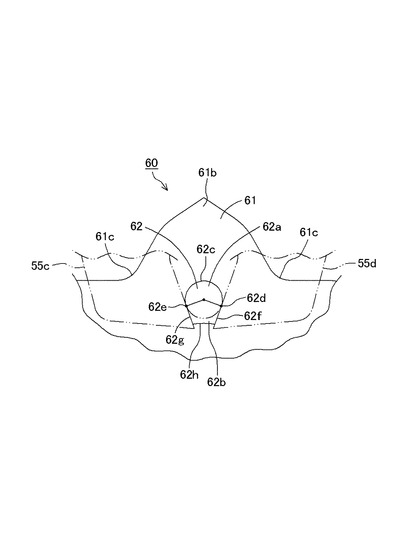
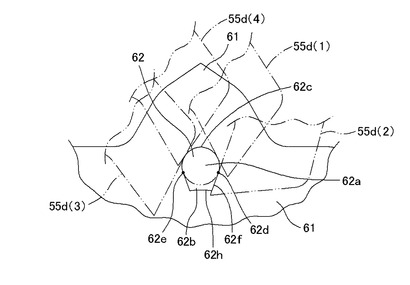
該ストッパーピン部62の形状は、図8に示されるように、円柱部62aと、円柱部62aからシフトドラムストッパープレート62の回転軸中心方向に延長された内周側補強部62bとが一体に形成された柱状体であり、ストッパーピン部62の横断面形状は、前記シフトアーム55の爪55c、55dが接する円弧部62cと、該円弧部62cのそれぞれの端部62d、62eからシフトドラムストッパープレート60の回転中心側に向かってシフトアーム55の爪55c、55dが動く軌跡の範囲の内側に入らないように延長された延長線部62f、62gと、延長線部62f、62gを結ぶ内周線部62hからなるいわゆる馬蹄形をなしている。さらに、延長線62f、62gは、円弧部62cから接線方向に滑らかに延びているものである。
【0059】
また、図7に示されるように、シフトドラムストッパープレート60の縦断面において、ストッパーピン部62と板状部61との境界部のうち、シフトドラムストッパープレート60の回転中心側の境界部であるストッパーピン部62の内周線部62h以外の境界部では、縦断面形状が滑らかなR型のR部60aとして形成されている。
【0060】
図8に、変速機構Mがシフトアップされる際のシフトアーム55の爪55dの動く軌跡において、爪55dが最もシフトドラムストッパープレート62の回転中心方向に近づいた位置、および変速機構Mがシフトダウンされる際のシフトアーム55の爪55cの動く軌跡において、爪55cが最もシフトドラムストッパープレート62の回転軸中心方向に近づいた位置がそれぞれ示されている。
【0061】
さらに、図4および図9に示されるように、前記シフトドラムストッパープレート60に隣接して、シフトドラムストッパー65が配設されている。シフトドラムストッパー65は、クランクケース4に設けられた突部4aに支持される支軸68と、支軸68に揺動自在に軸支されるアーム67と、アーム67の先端に回転自在に軸支されシフトドラムストッパープレート60のカム部61aに押し付けられるローラ66と、クランクケース4の突部4aに巻きつけられローラ66をカム部61aに押し付ける方向に付勢する戻しバネ69とを備えており、シフトドラムストッパープレート60の回転に伴いシフトドラムストッパープレート60のカム部61aにローラ66が押しつけられ、シフトドラムストッパープレート60は60度ずつ間欠的に送られるようになっている。
【0062】
図9ないし図15に基づいて、変速機構Mがシフトアップされる際の間欠送り機構50の動作を以下詳細に説明する。
【0063】
図9に示されるように、シフトスピンドル51が、図示されないシフトペダルあるいは図示されないECUにより制御されるモータによりシフトアップ方向に回転されると、それに伴いシフトスピンドル51を中心としてマスターアーム52が上方に揺動され、該マスターアーム52にガイドピン56、57で係合されているシフトアーム55も上方に揺動され始め、シフトアーム55の爪55dが、シフトドラムストッパープレート60の送りピン62を押圧し、シフトアーム60が図6における反時計回り方向にシフタドラム44と共に回転されていく。
【0064】
その後図10に示されるように、シフトドラムストッパー65のアーム67は戻しバネ69によりローラ66がシフトドラムストッパープレート60のカム部61cを押圧する方向に付勢されているが、シフトドラムストッパープレート60の回転に伴い、凸部61aがローラ66を外方に押して、アーム67が外側に揺動される。
【0065】
さらに図11に示されるように、シフトドラムストッパープレート60が回転されると、回転ローラ66が凸部61aを乗り越え、アーム67が戻しバネ69により戻され、凹部61bにローラ66が嵌り、シフトドラムストッパープレート60が所定角度回転される。この際、マスターアーム52が所定角度揺動されると、マスターアーム52の長孔52dの内壁が規制ピン53に当接され、マスターアーム52がこれ以上揺動しないように規制される。
【0066】
その後図12に示されるように、マスターアーム52は戻しバネ54により、シフトスピンドル51を中心として時計回り方向に戻されるように回転されていき、シフトアーム55もそれに伴い回転され、シフトアーム55の爪55dのカム面55fがシフトドラムストッパープレート60の送りピン62に当接する。
【0067】
さらに、図13および図14に示されるように、シフトドラムストッパープレート60の凹部61cにシフトドラムストッパー65のローラ66が嵌合して、シフトドラムストッパープレート60は押さえられているので、シフトドラムストッパープレート60は回転することはなく、シフトアーム55は、シフトアーム55の爪55dがストッパーピン部62を乗り越えるように、バネ58の付勢力に反してシフトスピンドルと反対側に突出する方向に移動されながら、マスターアーム52とともに時計回りに回動され、図15に示されるように、マスターアーム52とシフトアーム55はもとの状態に戻る。この動作を繰り返すことにより、シフトドラムストッパープレート60は間欠的に回転され、変速機構Mは段階的にシフトアップされる。
【0068】
変速機構Mがシフトダウンされる際の間欠送り機構50の動きは図示されていないが、シフトスピンドル51が時計回りに回動され、マスターアーム52およびシフトアーム55が、シフトアップの場合と反対側に揺動され、シフトアーム55の爪55cにより、シフトドラムストッパープレート61が時計方向に間欠的に回転されて、変速機構Mはシフトダウンされる。
【0069】
変速機構Mがシフトアップされる際の、ストッパーピン部62とシフトアーム55の爪55dとの位置関係を図16に示す。まず図10に示されるように、爪55dがストッパーピン部62に当接し始める際は、爪55dは、55d(1)に位置し、さらにシフトドラムストッパープレート60が回転され図11に示される状態になると55d(2)に位置し、シフトアーム55が戻されて爪55dのカム面55fがストッパーピン部62に当接される状態では55d(3)に位置し、さらにシフトアームがメインアームからシフトドラムストッパープレート60の中心方向に対して外方に摺動して、爪55dがストッパーピン部62を乗り越える状態では55d(4)に位置する。
【0070】
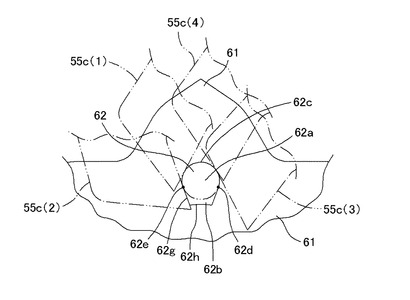
また、変速機構Mがシフトダウンされる際のシフトドラムストッパープレート60のストッパーピン部62とシフトアーム55の爪55cとの位置関係を図17に示す。シフトアーム55の爪55cは、55c(1)、55c(2)、55c(3)、55c(4)の順に動かされていく。
【0071】
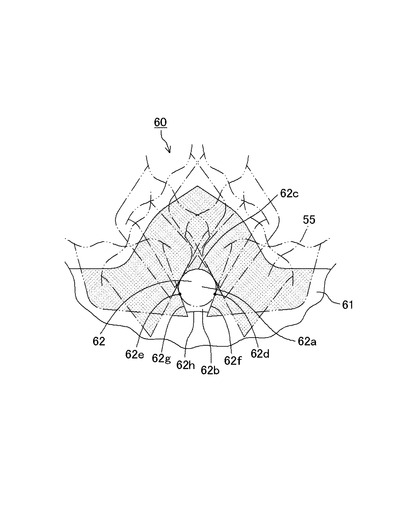
以上の説明より、図18に示すように、シフトアーム65の爪55c、55dがシフトドラムストッパープレート60に対して動く軌跡の範囲は、網掛けにより示された範囲内となる。前記ストッパーピン部62aの断面形状の円弧部62cから延びる延長線部62f、62gは、図18の網掛けにより示された爪55cおよび55dが動く軌跡の範囲内に入らないように形成されている。
【0072】
このようにストッパーピン部62は、円柱状部62aから延びる延長補強部62bが一体に形成され、その断面形状がストッパーピン部62のシフトアーム55の爪55c、55dが接する円弧部62cと、円弧部62cのそれぞれの端部62d、62eからシフトドラムストッパープレート60の回転中心側に向かってシフトアーム55の爪55c、55dが動く軌跡の範囲の内側に入らないように延長された延長線部62f、62gと、それらの線を結ぶ内周線部62hからなる馬蹄形に形成されているので、シフトアーム55の爪55c、55dの動きを妨げることなくストッパーピン部62の断面積を増大させることが可能となり、爪55c、55dによるせん断力に対する強度が増したストッパーピン部62を形成することができる。
【0073】
図19ないし図21に基づいて、前記シフトドラムストッパープレート60の製造方法について、以下詳細に説明する。
【0074】
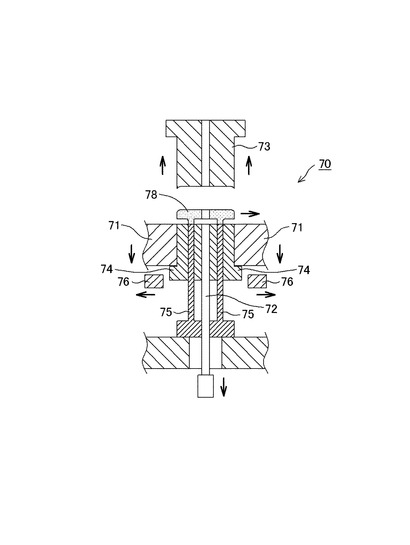
前記シフトドラムストッパープレート60は、粉末である金属粉77が、粉末圧縮装置70により圧縮され予備成形された後に、この予備成形体78が加熱炉に搬入されて加熱されて焼結されて製造されるものである。
【0075】
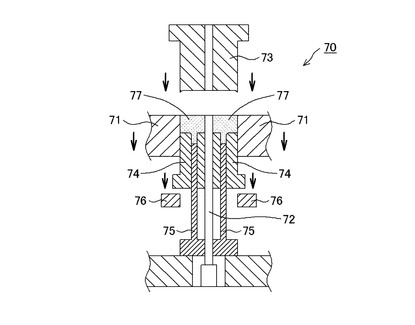
粉末圧縮装置70は、ダイ71と、ダイ71の中央に配置されるコアロッド72と、ダイ71の中に嵌装され上下方向に移動可能な上パンチ73、第1下パンチ74および第2下パンチ75を具備している。第1下パンチ74によりシフトドラムストッパープレート62のストッパーピン部62bの端面が、第2下パンチによりシフトドラムストッパープレート62の板状部62bのストッパーピン部側の平面が、また上パンチにより板状部62bのシフトドラム44側の平面が形成されるようになっている。第1下パンチと、第2下パンチは、その上下方向へそれぞれ独立して制御されて移動されるようになっており、板状部61およびストッパーピン部62を形成するのに最適な圧縮比になるよう移動可能となっている。
【0076】
図19に示されるように、粉末圧縮装置70のダイ71にコアロッド72、第1下パンチ74、第2下パンチ75がセットされ、その中に金属粉末77が充填される。本実施例においては、充填される金属粉末77の体積が、焼結後のシフトドラムストッパープレート60の体積の略2倍の体積となるように、第1下パンチ74の上面とダイ71の上面までの距離が、板状部61の厚さの略2倍の長さに、第1パンチの上面と第2下パンチ75の上面との距離が、ピン部62の高さの略2倍の長さとなるように、第1下パンチ74および第2下パンチ75がダイ71にセットされている。
【0077】
金属粉末77としては、例えば強度、硬度、靭性等に富む鉄あるいは鉄系合金の金属粉末を主成分としてニッケル、マンガン等の粉末を混合させたものが用いられる。
【0078】
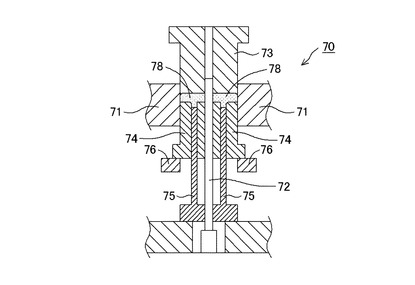
その後、図20に示すように、上パンチ73、ダイ71および第1下パンチが下方に移動され、第1下パンチはスライドブロック76に当接するまで下降され、金属粉77は所定の圧縮比本実施例では二分の1に圧縮され、シフトドラムストッパープレート60の金属粉77による予備成形体78が得られる。
【0079】
さらに図21に示すように、上パンチ73が上方に、第1下パンチ74がダイ71と一体に下方に移動され、コアロッド72はダイ71の上面と同じ高さになるまで下方に移動されて、予備成形体78は粉末圧縮装置70から取り出される。
【0080】
この圧縮成形されたシフトドラムストッパープレート60の予備成形体78が、加熱された焼結炉内に搬入され、所定時間加熱されることにより焼結され、板状部61とストッパーピン部62が一体に形成された所望の形状のシフトドラムストッパープレート60が得られる。
【0081】
本実施例のシフトドラムストッパープレート60では、ストッパーピン部62が円柱状部62aと該円柱状部62aから延びる延長補強部62bが一体に形成されているので、円柱状に形成される従来のストッパーピン部に比べて断面積が広く、ストッパーピン部62の強度が向上する。
【0082】
また、ストッパーピン部62の横断面形状が、ストッパーピン部62のシフトアーム55の爪55c、55dが接する円弧部62cと、円弧部62cのそれぞれの端部62d、62eからシフトドラムストッパープレート60の回転中心側に向かってシフトアーム55の爪55c、55dが動く軌跡の範囲の内側に入らないように延長された延長線部62f、62gと、それらの線を結ぶ内周線部62hからなる馬蹄形に形成されているので、シフトアーム55の爪55c、55dの動きを妨げることなくストッパーピン部62の断面積を増大させることが可能となり、爪55c、55dによるせん断力に対する強度が増したストッパーピン部62を形成することができる。
【0083】
また、本実施例のシフトドラムストッパープレート60は、板状部61とストッパーピン部62が一体に焼結により製造されるので、板状部に送りピンを圧入する必要がなくなり、部品点数および加工点数の削減、および加工精度の緩和を図ることが可能となり、コストの削減を図ることができる。
【0084】
また本実施例のシフトドラムストッパープレート60は、ストッパーピン部62が円柱状部62aから延びる延長補強部62bが一体に形成されているので、円柱状に形成される従来のストッパーピン部に比べて断面積が広く、また、延長線62f、62gは、円弧部62cから接線方向に滑らかに伸びているので、ストッパーピン部62を形成する型の内部に金属粉77がまんべんなく行き渡りやすく、金属粉77が圧縮される際に圧粉体の密度の分布が均一になり、ストッパーピン部62における粉末の密度の低下の発生を抑えることができるので、ストッパーピン部62の強度を向上することが可能となり、さらに金属粉77の密度を管理し、焼結後の部材の強度を確保するために、プレス成型時の金型管理等の特殊な管理工程を削減することができ、また、シフトドラムストッパープレート60の密度や強度を満足するために、焼結生成後に鍛造工程の追加が不要となり、コストの低減化を図ることができる。
【0085】
さらに本実施例のシフトドラムストッパープレート60の縦断面において、ストッパーピン部62と板状部61との境界部のうち、シフトドラムストッパープレート60の回転中心側に位置する境界部であるストッパーピン部62の内周線部62hの範囲以外の境界部では、縦断面形状が滑らかなR型のR部60aとして形成されているので、ストッパーピン部62の根元
の強度が向上するとともに、金属粉77を圧縮成形して予備成形する際の、板状部61およびストッパーピン部62の横断面の面積の変化が減少して、金属粉の密度の低下が少なくなり、ストッパーピン部62の強度の向上を図ることができる。
【0086】
さらにまた、第1下パンチ74および第2下パンチ75がそれぞれ独立して制御されることにより板状部61およびストッパーピン部62のそれぞれが最適な圧縮比で圧縮されるので、ストッパーピン部62の圧粉体の密度を最適にすることが可能となり、ストッパーピン部62の強度の向上を図ることができる。
【0087】
圧縮成形する際のストッパーピン部62の型は、第1下パンチ74および第2下パンチ75により構成されているので、金属粉77をストッパーピン部62の型の中に、充分に行き渡らせて充填することが可能になり、予備成形体78のストッパーピン部62の金属粉の密度を高くすることができ、強度の高いストッパーピン部62を備えたシフトドラムストッパープレート60を製造することができる。
【0088】
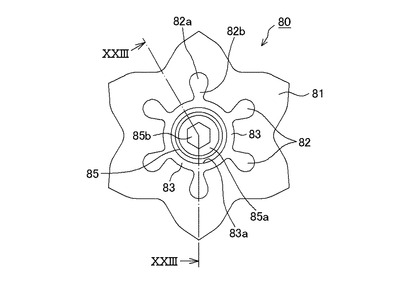
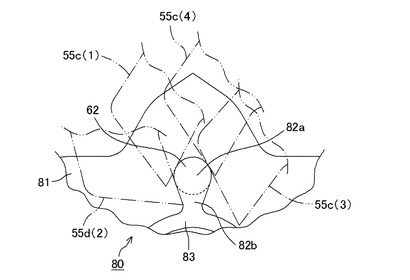
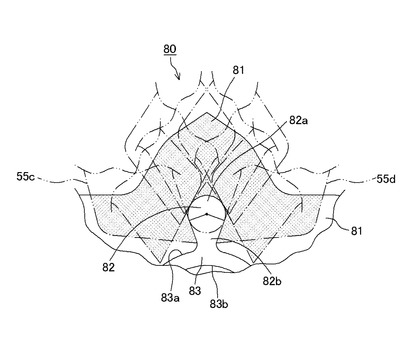
前記した実施例では前記シフトドラムストッパープレート60を適用したが、図22および図23に示されるように、延長補強部82bを連結する連結環状部83を具備するシフトドラムストッパープレート80を適用してもよい。
【0089】
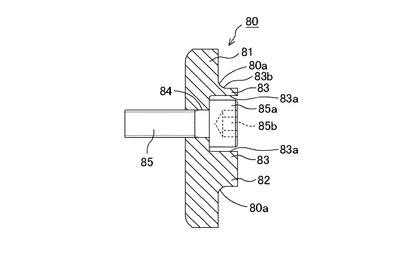
該シフトドラムストッパープレート80は、前記実施例のシフトドラムストッパープレート60の板状部61とストッパーピン部62と同じように、周囲にシフトドラムストッパー65と接するカム面81aを有する板状部81と、板状部81の周方向に亘り所定間隔毎に板状部81の一側面から突設され、シフトスピンドル51が固着されたマスターアーム52のシフトアーム55の爪55c、55dと係合される複数のストッパーピン部82とを有し、該ストッパーピン部82は、円柱状部82aと、該円柱状部62aからシフトドラムストッパープレート80の回転中心側に向かって延長された延長補強部82bとが、一体に形成された柱状であり、該ストッパーピン部82の横断面形状は、前記シフトアーム55の爪55c、55dが当接される円弧部82cと、該円弧部82cのそれぞれの端部82d、82eからシフトドラムストッパープレート80の回転中心側に向かって、前記シフトアーム55の爪55c、55dが動く軌跡の範囲の内側に入らないように延長された延長線部82f、82gと、それらの線を結ぶ内周線部82hとからなる馬蹄形であり、さらにストッパーピン部82の延長補強部82bを連結するようにシフトドラムストッパープレート80の回転軸を中心とした環状の連結環状部83が形成され、該連結環状部83は板状部81から突出する高さが、ストッパーピン部82が板状部81から突出する高さと同じ高さに形成されている。
【0090】
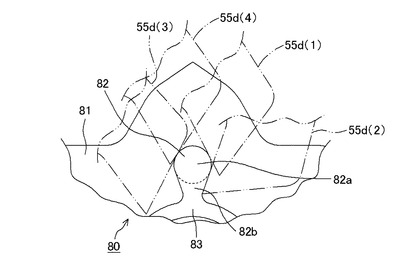
該連結環状部83は、図23に示されるように、シフトアーム55の爪55c、55dの動きを妨げない位置に延長補強部を連結しているものである。図24に変速機構がシフトアップする際の、図25に変速機構がシフトダウンする際の本実施例のシフトドラムストッパープレート80とシフトアーム55との位置関係が示されている。これらから図26に示すように、シフトドラムストッパープレート80に対するシフトアーム55の爪55c、55dの動く軌跡の範囲は、網掛けにより示された範囲となる。
【0091】
さらに、本実施例のシフトドラムストッパープレート80は、シフトドラムストッパープレート80の回転中心に位置して、ボルトが貫通されるボルト孔84が形成されている。ボルトは、前記ボルト孔84に貫通されシフトドラム44に締結されるもので、実施例1で用いられたボルト63を用いてもよいが、頭部85aに工具溝85bが設けられたソケットボルト85を用いてもよい。
【0092】
前記連結環状部83は、板状部81から突出する高さが、前記ボルト85の頭部高さと略同じ高さになるように形成されている。
【0093】
本実施例のシフトドラムストッパープレート80では、ストッパーピン部82の延長補強部82bを連結するように連結環状部83が設けられているので、連結環状部83により板状部81を補強できるとともに、ストッパーピン部82の延長補強部82bがさらに補強され、ストッパーピン部82の強度がさらに向上する。
【0094】
さらに、連結環状部83によりストッパーピン部82との断面積がさらに広くなり、粉末を圧縮して予備成形する際に、ストッパーピン部82および連結環状部83の型内に粉末状の焼結材をより充分に充填することが可能となり、また板状部81とストッパーピン部82および連結環状部83との断面積の変化を少なくすることができるので、ストッパーピン部82の強度をさらに向上することが可能となる。
【0095】
また、ストッパーピン部82の円弧状部82cから滑らかに延長線部82f、82gが延びているので、円柱状部82aのうちシフトアーム55の爪55c、55dが接する付近より延長補強部82bが形成されているので、より高い強度を備えたストッパーピン部82を得ることができる。
【0096】
さらに連結環状部83の内周面83aの内側にボルト85を取付けるためのボルト孔85が設けられているので、ボルト85をシフトドラムストッパープレート80のボルト孔85に挿入し締め付ける際に、連結環状部材83の内周面83aがボルトの案内ガイドとなって、組み付け作業が向上する。
【0097】
さらにまた、連結環状部83の高さはボルト85の頭部85a高さと略等しいので、シフトドラムストッパープレート80からボルト85の頭部85aの飛び出しを防ぐことが可能となり、他の部品組み付け時に、ボルト頭部85a干渉による締め付け力の変化を防止することができる。
【0098】
さらに、シフトドラムストッパープレート80をシフトドラム44に締結するボルトとして、頭部85aに工具溝85bが設けられたソケットボルト85を用いているので、ボルト85の外周に工具を挿入するスペースが不要となり、ボルト85の外周面の近傍に連結環状部83を形成することができるので、充分な強度を確保しつつ連結環状部83の小径化を図ることが可能となり、シフトドラムストッパープレート80全体を小型化し、変速機構Mの小型化を図ることができる。
【0099】
また、該環状部83が板状部81から突出する高さを、前記ボルト85の頭部85a高さよりも高くしてもよい。このようにすれば、シフトドラムストッパープレート80を内向きの小型の間欠送り機構50に適用しつつも、シフトドラムストッパープレート80の連結環状部83とシフトスピンドル51のマスターアーム52との干渉を防止し、ボルト85の緩みを防止することができる。
【0100】
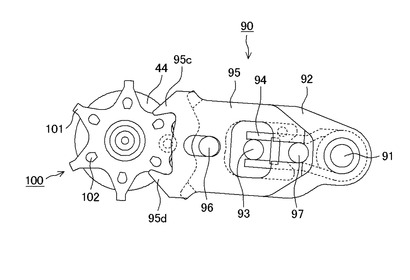
前記した実施例では、シフトドラムストッパープレート60、80は、マスターアーム52に重なるようにシフトアーム55の爪55c、55dが内向きに配設された小型の間欠送り機構50、いわゆる小型カニバサミ式の間欠送り機構50に適用されたが、図27示されるような、いわゆるカニバサミ式の間欠送り機構90にも適用できる。該カニバサミ式の間欠送り機構90は、シフトスピンドル91、マスターアーム92、規制ピン93、戻しバネ94、シフトアーム95、ガイドピン96、97を具備しており、シフトアーム95の爪95c、95dがマスターアーム92に重ならないように、爪95c、95dが外向きに配設されているものである。
【0101】
該カニバサミ式の間欠送り機構90には、板状部101、および前記実施例のシフトドラムストッパープレート60のストッパーピン部62が適用されたストッパーピン部102を備えたシフトドラムストッパープレート100が用いられている。
【0102】
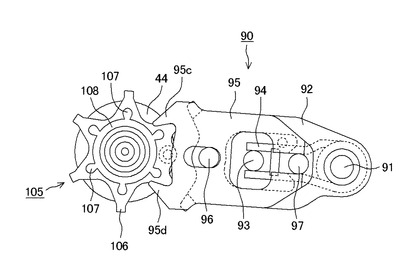
さらに図28に示されるように、該小型カニバサミ式の間欠送り機構90に、板状部106と、前記実施例のシフトドラムストッパープレート80のストッパーピン部82が適用されたストッパーピン部107と、前記実施例のシフトドラムストッパープレート80の連結環状部83が適用されたおよび連結環状部108とを備えたシフトドラムストッパープレート105を用いることもできる。
【0103】
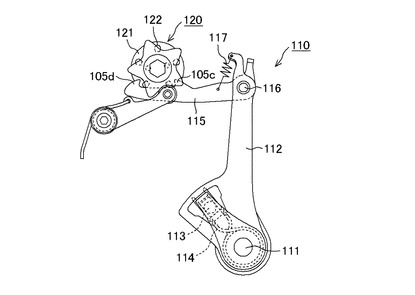
さらに、図29に示されるような、いわゆるノコギリ式の間欠送り機構110にも、前記実施例のシフトドラムストッパープレート60、80を適用できる。該ノコギリ式の間欠送り機構100は、シフトスピンドル111、マスターアーム112、規制ピン113、戻しバネ114、シフトアーム115、ガイドピン116、バネ117シフトドラムを具備しており、マスターアーム112とシフトアーム115はピン116により連結され、シフトアーム115はバネ117によりマスターアーム112の端部に連結されて付勢されているものである。
【0104】
該ノコギリ式の間欠送り機構110には、板状部121、および前記実施例のシフトドラムストッパープレート60のストッパーピン部62が適用されたストッパーピン部122を備えたシフトドラムストッパープレート120が用いられている。
【0105】
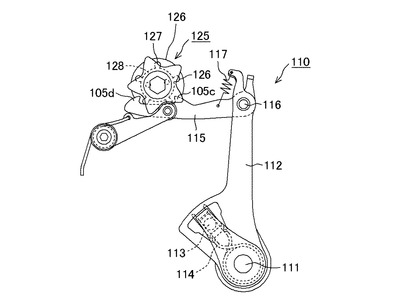
さらに、図30に示されるように、該ノコギリ式の間欠送り機構110には、板状部126と、前記実施例のシフトドラムストッパープレート80のストッパーピン部82が適用されたストッパーピン部127と、前記実施例のシフトドラムストッパープレート80の連結環状部83が適用されたおよび連結環状部128とを備えたシフトドラムストッパープレート125を用いることもできる。
【符号の説明】
【0106】
E…内燃機関、M…変速機構、G…歯車群、
50…間欠送り機構、51…シフトスピンドル、52…マスターアーム、55…シフトアーム、55c…爪、55d…爪、
60…シフトドラムストッパープレート、60a…R部、61…板状部、62…ストッパーピン部、62a…円柱状部、62b…延長補強部、62c…円弧部、62d…端部、62e…端部、62f…延長線部、62g…延長線部、62h…内周線部、
70…粉末圧縮装置、77…金属粉、78…予備成形体、
80…シフトドラムストッパープレート、81…板状部、82…送りピン部、82a…円柱部、82b…延長補強部、83…環状部、83a…内周面、83b…外周面、84…ボルト孔、85…ボルト、85a…頭部、85b…工具溝、
90…間欠送り機構、91…シフトスピンドル、92…マスターアーム、95…シフトアーム、95c…爪、95d…爪、
100…シフトドラムストッパープレート、101…板状部、102…ストッパーピン部、
105…シフトドラムストッパープレート、106…板状部、107…ストッパーピン部、108…連結環状部、
110…間欠送り機構、111…シフトスピンドル、112…マスターアーム、115…シフトアーム、115c…爪、115d…爪、
120…シフトドラムストッパープレート、121…板状部、122…送りピン部、
125…シフトドラムストッパープレート、126…板状部、127…送りピン部、128…連結環状部。
【技術分野】
【0001】
本発明は、自動二輪車等の変速機構のシフトドラムストッパープレートに関する。
【背景技術】
【0002】
自動二輪車等の変速機構は、シフトドラムが間欠的に回転されることにより、シフトドラムに係合したシフトフォークが移動され、変速機構の備えるギア群の噛み合いが変更されて変速されるものである。
【0003】
変速機には、シフトドラムを間欠的に回転させる間欠送り機構が備えられており、シフトスピンドルの回転に伴い、所定角度間欠的に回転されるシフトドラムストッパープレートが設けられており、該シフトドラムストッパープレートはシフトドラムに固着され、シフトドラムストッパープレートの回転に伴い、シフトドラムが回転されるものである。
【0004】
このシフトドラムストッパープレートは、その周囲がカム面に形成された板状部の一側面に、複数のストッパーピン部が突設されたものであり、シフトドラムストッパープレートはストッパーピン部において間欠送り機構より回転力を受けるようになっている。その為、ストッパーピン部は、大きな荷重を受けるので強い強度が求められていた。
【0005】
そこでシフトドラムストッパープレートは、板状部とストッパーピン部とが別体にそれぞれ形成され、その後板状部にストッパーピンを圧入することにより一体化して製造されていた。しかし、このようなシフトドラムストッパープレートは、部品点数が多くなり、また板状部にストッパーピンを圧入するために、形状が複雑で寸法精度が要求され、且つ荷重を受けるストッパーピン部の強度を確保する為に、板状部およびストッパーピンの双方に高精度の加工が求められ、さらに板状部にストッパーピンを圧入する工程が必要となり、製造コストの増大を招いていた。
【0006】
このような不都合を解消するために、プレス加工または焼結鍛造方法により、板状部およびストッパーピン部が一体成形され製造されるシフトドラムストッパープレートが知られている(例えば、特許文献1、特許文献2参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9−210201号公報
【特許文献2】特開平9−19738号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
前記特許文献1に記載されたシフトドラムストッパープレートは、板状部とストッパーピン部が一体にプレス成型により成型されるものであって、板状部にストッパーピン部を圧入する工程を削減することにより製造コストの低減化を図っているものである。しかし、このようなプレス成型による製造工程は、ストッパーピン部がプレス押し型成形に突設された後、さらにカム面と円孔がプレス型によって形成されるので、工程数が多く、またストッパプレートは高い製品精度を要求されるので、プレス成形による製造コストをさほど低減することができず、さらなるコスト削減が求められていた。
【0009】
また、前記特許文献2に記載されたシフトドラムストッパープレートは、コストの削減を図ることを目的として、カム面が形成された板状部と円柱状のストッパーピン部とが、焼結鍛造により一体に形成されるものである。すなわち、焼結材の金属粉が粉末圧縮装置の型内に充填され圧縮されて、シフトドラムプレートの焼結前の予備成形体が形成され、該予備成形体が焼結炉に搬入されて焼結され焼結体が得られる。その後焼結体が型により鍛造されて製造されるものである。
【0010】
しかし、このようなストッパーピン部は、板状部から突出した円柱状に形成されているので、金属粉が粉末圧縮装置により圧縮される予備成形時において、ピン部の圧縮方向に対する横断面の断面積が、板状部の断面積に比べて急激に減少しているので、プレス成型の際に、粉末状の焼結材がピン部を形成する金型の細い部分に充分に充填されず、焼結材の密度が低下しやすく、ピン部の充分な強度を確保することが難しいために、焼結材の密度を管理し、焼結後の部材の強度を確保するために、プレス成型時の金型管理等の特殊な管理工数が発生し、また、シフトドラムストッパープレートの密度や強度を満足するために、焼結生成後に鍛造工程を追加する必要が発生し、製造コストの増大となっていた。
【0011】
本発明は、このような事情に鑑みてなされたものであり、コスト削減を図りつつ、充分な強度を確保したシフトドラムストッパープレートを提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は上記課題を解決したものであって、請求項1に記載の発明は、変速機構を構成するシフトドラムストッパープレートにおいて、周囲にシフトドラムストッパーと接するカム面を有する板状部と、該板状部の周方向に亘り所定間隔毎に該板状部の一側面から突設され、シフトスピンドルが固着されたマスターアームのシフトアームの爪と係合される複数のストッパーピン部とを有し、該ストッパーピン部は、円柱状部と、該円柱状部からシフトドラムストッパープレートの回転中心側に向かって延長された延長補強部とが、一体に形成された柱状であり、該ストッパーピン部の横断面形状は、前記シフトアームの爪が当接される円弧部と、該円弧部のそれぞれの端部からシフトドラムストッパープレートの回転中心側に向かって、前記シフトアームの爪が動く軌跡の範囲の内側に入らないように延長された延長線部と、該延長線部の端部を結ぶ内周線部とからなる馬蹄形であり、前記板状部と前記ストッパーピン部とは、粉末が圧縮されて一体に予備成形された後、焼結されて製造されることを特徴とするものである。
【0013】
請求項2に記載の発明は、請求項1に記載のシフトドラムストッパープレートにおいて、前記ストッパーピン部の延長補強部を連結する、連結環状部を備えることを特徴とするものである。
【0014】
請求項3に記載の発明は、請求項1に記載のシフトドラムストッパープレートにおいて、前記ストッパーピン部の断面形状における延長線部は、円弧部から接線方向に滑らかに延びていることを特徴とするものである。
【0015】
請求項4に記載の発明は、請求項2に記載のシフトドラムストッパープレートにおいて、前記ストッパーピン部の断面形状における延長線部は、円弧部から接線方向に滑らかに延びていることを特徴とするものである。
【0016】
請求項5に記載の発明は、請求項2または請求項4記載のシフトドラムストッパープレートにおいて、前記連結環状部の内周面の内側には前記シフトドラムストッパープレートを取り付けるためのボルト孔が設けられ、前記連結環状部が前記ボルトの案内ガイドを兼ねることを特徴とするものである。
【0017】
請求項6に記載の発明は、請求項5記載のシフトドラムストッパープレートにおいて、前記連結環状部の高さは前記ボルトの頭部高さと略等しいことを特徴とするものである。
【0018】
請求項7に記載の発明は、請求項5記載のシフトドラムストッパープレートにおいて、前記シフトドラムストッパープレートは、マスターアームと重なるようシフトアームが内向きに配設された変速機構に用いられるものであって、前記連結環状部の高さは、前記ボルトの頭部高さよりも高いことを特徴とするものである。
【0019】
請求項8に記載の発明は、請求項6または請求項7に記載のシフトドラムストッパープレートにおいて、前記ボルトは工具溝をボルト頭部に設けたソケットボルトからなることを特徴とするものである。
【発明の効果】
【0020】
請求項1記載のシフトドラムストッパープレートによれば、ストッパーピン部は、円柱状部と円柱状部からシフトドラムストッパープレートの回転中心方向に延長した延長補助部とでもって一体に形成されているので、従来のストッパーピン部に比べて横断面積が広くなり、強度の向上を図ることができる。
【0021】
さらに、ストッパーピン部の横断面形状は、シフトアームの爪が当接される円弧部と、該円弧部のそれぞれの端部からシフトドラムストッパープレートの回転中心側に向かって、前記シフトアームの爪が動く軌跡の範囲の内側に入らないように延長された延長線部と、それらの線を結ぶ内周線部とからなる馬蹄形に形成されているので、シフトアームの爪の動きを妨げることなく強度の向上を図ることが可能となる。
【0022】
また、ストッパーピン部は、円柱状部と延長補助部とでもって一体に形成されているので、円柱状部のみで構成されたストッパーピン部に比べて断面積が広くなり、粉末を圧縮して予備成形する際に、ストッパーピン部の型内に粉末状の焼結材を充分に充填することが可能となり、また板状部とストッパーピン部との断面積の変化を少なくすることができる結果、粉末を圧縮する際に、ストッパーピン部における粉末の密度の低下の発生を抑えることができるので、ストッパーピン部の強度を向上することが可能となり、さらに粉末の密度を管理し、焼結後の部材の強度を確保するために、プレス成型時の金型管理等の特殊な管理工程を削減することができ、また、シフトドラムストッパープレートの密度や強度を満足するために、焼結生成後に鍛造工程の追加が不要となり、コストの低減化を図ることができる。
【0023】
さらにまた、板状部とストッパーピン部とを一体に焼結によって製造するので、部品点数が削減され、加工点数の削減を図り、ストッパーピン部を板状部に圧入する等の作業工程を省くことができ、コストを削減することができる。
【0024】
請求項2記載のシフトドラムストッパープレートによれば、請求項1記載の発明の効果に加えて、連結環状部により板状部を補強できるとともに、ストッパーピン部の延長補強部がさらに補強され、ストッパーピン部の強度がさらに向上する。
【0025】
さらに、連結環状部によりストッパーピン部との断面積がさらに広くなり、粉末を圧縮して予備成形する際に、ストッパーピン部および連結環状部の型内に粉末状の焼結材をより充分に充填することが可能となり、また板状部とストッパーピン部および連結環状部との断面積の変化を少なくすることができるの、ストッパーピン部の強度をさらに向上することが可能となり、焼結後の部材の強度を確保するための特殊な管理工程を削減することができ、コスト削減を図ることができる。
【0026】
請求項3の発明によって、請求項1記載の発明の効果に加えて、円弧状部から滑らかに延長線部が延びているので、円柱状部のうちシフトアームの爪が接する付近より延長補強部が形成されているので、より高い強度を備えたストッパーピン部を得ることができる。
【0027】
請求項4の発明によって、請求項2に記載の発明の効果に加えて、円弧状部から滑らかに延長線部が延びているので、円柱状部のうちシフトアームの爪が接する付近より延長補強部が形成されているので、より高い強度を備えたストッパーピン部を得ることができる。
【0028】
請求項5の発明によって、請求項4に記載の発明の効果に加えて、ボルトをシフトドラムストッパープレートの孔に挿入し締め付ける際に、シフトドラムストッパープレートの連結環状部材の内周面がボルトの案内ガイドとなって、組み付け作業が向上する。
【0029】
請求項6の発明によって、請求項5に記載の発明の効果に加えて、シフトドラムストッパープレートからボルトの頭部の飛び出しを防ぐことが可能となり、他の部品組み付け時にボルト頭部干渉による締め付け力の変化を防止することができる。
【0030】
請求項7の発明によって、請求項5に記載の発明の効果に加えて、シフトドラムストッパープレートを、マスターアームとシフトアームが重なるような内向きの小型の間欠送り機構に適用しつつも、シフトドラムストッパープレートの連結環状部とシフトスピンドルのマスターアームとの干渉を防止し、ボルトの緩みを防止することができる。
【0031】
請求項8の発明によって、請求項6または請求項7に記載の発明の効果に加えて、ボルトの外周に工具を挿入するスペースが不要となり、ボルト外周面の近傍に連結環状部を形成することができるので、充分な強度を確保しつつ連結環状部の小径化を図ることが可能となり、シフトドラムストッパープレート全体を小型化し、変速機構の小型化を図ることができる。
【図面の簡単な説明】
【0032】
【図1】本実施の形態に係る自動二輪車用の内燃機関および変速機構の断面図である。
【図2】同概略右側面図である。
【図3】図1の変速機構の拡大図である。
【図4】図1のシフトフォーク、シフトドラムおよび間欠送り機構の拡大図である。
【図5】間欠送り機構の分解斜視図である。
【図6】シフトドラムストッパープレートの正面図である。
【図7】図6のVII-VII断面図である。
【図8】シフトドラムストッパープレートの要部拡大図である。
【図9】変速機構がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図10】変速機構がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図11】変速機構がシフトアップする際の間欠送り機構の送り過程を示した側面図である。である。
【図12】変速機構がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図13】変速機がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図14】変速機がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図15】変速機構がシフトアップする際の間欠送り機構の送り過程を示した側面図である。
【図16】変速機構がシフトアップする際の、シフトドラムストッパープレートとシフトアームの位置関係を図示した要部拡大図である。
【図17】変速機構がシフトダウンする際の、シフトドラムストッパープレートとシフトアームの位置関係を図示した要部拡大図である。
【図18】シフトアーム55の爪55c、55dの動く軌跡の範囲を示したシフトドラムストッパープレートの要部拡大図である。
【図19】シフトドラムストッパーププレートを予備成形する粉末圧縮装置に金属粉末を充填する状態を示した要部縦断面図である。
【図20】図18の粉末圧縮装置を圧縮した状態を示した要部縦断面図である。
【図21】粉末圧縮装置から予備成形体を取り出す状態を示した要部縦断面図である。
【図22】他の実施例のシフトドラムストッパープレートの正面図である。
【図23】図22のXXIII-XXIII断面図である。
【図24】変速機構がシフトアップする際の、シフトドラムストッパープレートとシフトアームの位置関係を図示した要部拡大図である。
【図25】変速機構がシフトダウンする際の、シフトドラムストッパープレートとシフトアームの位置関係を図示した要部拡大図である。
【図26】シフトアーム55の爪55c、55dの動く軌跡の範囲を示したシフトドラムストッパープレートの要部拡大図である。
【図27】本発明の一実施例のシフトドラムストッパープレートをカニバサミ式の間欠送り機構に適用した側面図である。
【図28】本発明の他の実施例のシフトドラムストッパープレートをカニバサミ式の間欠送り機構に適用した側面図である。
【図29】本発明の一実施例のシフトドラムストッパープレートをノコギリ式の間欠送り機構に適用した側面図である。
【図30】本発明の他の実施例のシフトドラムストッパープレートをノコギリ式の間欠送り機構に適用した側面図である。
【発明を実施するための最良の形態】
【0033】
以下、本発明の一実施例を図1ないし図21を参照して説明する。
【0034】
図1は、本発明が適用されたシフトドラムストッパープレート60を備えた変速機構Mと内燃機関Eを図示した要部縦断面図である。内燃機関Eは自動二輪車にクランク軸9を左右水平方向に指向させて搭載されているものである。
【0035】
なお、本明細書では、自動二輪車の前進方向を前方とし、前方を向いた姿勢を基準にして前後左右を定めている。
【0036】
内燃機関Eは、4ストローク内燃機関であって、上下方向に貫通するシリンダボア5が形成されて該ボア5内にピストン6が嵌合されるシリンダブロック1と、シリンダブロック1に順次重ねられ一体に締結されるシリンダヘッド2とヘッドカバー3と、クランク軸9を回転可能に支持する左右二つ割りのクランクケース4R、4Lとで構成され、クランク軸9のクランクピン8はコンロッド7を介しピストン6と連結されている。シリンダヘッド2には燃焼室10が設けられており、内燃機関1の燃焼室10における燃焼エネルギーは、ピストン6の運動エネルギーへ変換されてピストン6が上下動される。該ピストン6の上下動によりコンロッド7を介してクランク軸9が回転駆動されるようになっている。
【0037】
クランク軸9、メイン軸13およびカウンタ軸14はその軸線方向が平行になるように配設され、左右のクランクケース4R、4Lに設けられた軸受け15、16、17によりそれぞれ回転自在に支持されている。クランク軸9の回転駆動力は、断続可能なクラッチCを介してメイン軸13に伝達され、さらに歯車変速機構Gを備えた変速機構Mを介してカウンタ軸14に伝達されるようになっている。
【0038】
この変速機構Mは、図示されないシフトペダル、あるいは図示されないECUにより制御されるモータにより回転されるシフトスピンドル51の回転変位によって変速されるようになっている。
【0039】
図3に示されるように、該変速機構Mは、メイン軸13およびカウンタ軸14に支持される複数の歯車を備えた歯車変速機構Gを具備し、メイン軸13には、右側から1速駆動ギア21、5速駆動ギア25、4速駆動ギア24、3速駆動ギア23、6速駆動ギア26、2速駆動ギア22が配列されている。1速駆動ギア21はメイン軸13に一体に形成され、5速駆動ギア25はメイン軸13に回転可能に軸支されており、3速駆動ギア23および4速駆動ギア24は一体に形成され、スプライン嵌合によりメイン軸13により支持されており、6速駆動ギア26はメイン軸13に回転可能に軸支されており、2速駆動ギア22はメイン軸13に嵌合されている。
【0040】
さらにカウンタ軸14には、右側から1速被駆動ギア31、5速被駆動ギア35、4速被駆動ギア34、3速被駆動ギア33、6速被駆動ギア36、2速被駆動ギア32が配列されている。1速被駆動ギア31はカウンタ軸14に嵌合され、5速被駆動ギア35はカウンタ軸14にスプライン嵌合により軸支され、4速被駆動ギア34および3速被駆動ギア33は回転可能にカウンタ軸14に軸支され、6速被駆動ギア36はカウンタ軸14にスプライン嵌合により軸支され、2速被駆動ギア32はカウンタ軸14に回転可能に軸支されている。
【0041】
本歯車変速機構Gは、常時噛み合い式の変速ギア機構であり、対応する駆動ギア被駆動ギアは常時噛み合っている。
【0042】
さらに、図1および図2に示されるように、メイン軸13とカウンタ軸14の下方には、シフトフォーク支持軸40およびシフトドラム44が左右のクランクケース4R、4Lにより架設支持されており、シフトフォーク軸40には、前記車変速機構Gの歯車の噛み合いを変更するための第一シフトフォーク41、第二シフトフォーク42、第三シフトフォーク43が軸方向に摺動自在に支持されている。
【0043】
第一シフトフォーク41は5速被駆動ギア35に設けられた溝35aに、第二シフトフォーク42は一体に形成された3速駆動ギア23および4速駆動ギア24に設けられた溝23aに、第三シフトフォーク43は6速被駆動ギア36に設けられた溝36aにそれぞれ係合するようになっている。
【0044】
図4に示されるように、シフトドラム44は、その軸線方向端部が左右のクランクケース4R、4Lにより回転自在に支持されており、シフトドラム44のドラム表面には、3つのカム溝45、46、47が形成され、前記シフトフォーク41、42、43の突部41a、42a、43aのそれぞれが、カム溝45、46、47に噛み合うようになっている。シフトドラム44が所定角度回転されると、カム溝45、46、47に案内されてシフトフォークの突部41a、42a、43aのそれぞれがシフトドラム軸方向に移動されるので、シフトドラム44の回転角度によりシフトフォーク41、42、43のシフトドラム44の軸線方向における位置が定められ、所定位置へと移動されるようになっている。
【0045】
これらのシフトフォーク41、42、43がシフトフォーク支持軸40の軸線方向に沿ってそれぞれ所定位置へ移動されることにより、メイン軸13にスプライン嵌合された3速駆動ギア23およびは4速駆動ギア24、もしくはカウンタ軸14にスプライン嵌合された5速被駆動ギア35または6速被駆動ギア36が左右方向の所定位置に移動され、これらの側面に設けられたドグクラッチが隣接するギアに嵌合されることにより、変速段の切換が行われるようになっている。
【0046】
前記シフトドラム44の端部には、シフトドラム44の軸線を中心としてシフトドラム44を間欠的に回転させる間欠送り機構50が設けられており、この間欠送り機構50は、前記シフトスピンドル51に連結されており、シフトスピンドル51が所定角度回転されると、シフトドラム44が所定角度に間欠的に回転されるようになっている。
【0047】
該間欠送り機構50のしくみを、図4ないし図18に基づき説明する。
間欠送り機構50は、前記シフトスピンドル51に嵌着されシフトスピンドル51と一体にシフトスピンドル51の軸線方向を中心として揺動されるマスターアーム52と、クランクケース4に固着され前記マスターアーム52の揺動角度を規制する規制ピン53と、揺動されたマスターアーム52を戻す方向に付勢する戻しバネ54と、マスターアーム52にガイドピン56、57により摺動可能に連結されマスターアーム52と共に揺動されるシフトアーム55と、マスターアーム52をシフトスピンドル51側に付勢するバネ58と、その外周面がカム面61aとなっている板状部61と該板状部61から突出されて形成されたストッパーピン部62とを備えたシフトドラムストッパープレート60と、該シフトドラムストッパープレート60と前記シフトドラム44とを一体に締結するボルト63と、前記シフトドラムストッパープレート60のカム面61aを、シフトドラムストッパープレート60の中心軸方向に押圧するシフトドラムストッパー65とを備えている。
【0048】
前記マスターアーム52は、図5に示されるように、シフトスピンドル51が嵌着される孔52aと、前記ガイドピン56、57がそれぞれ嵌着されるための孔52b、52cとが、それぞれの孔の中心点が直線上に配置されるように穿設され、さらに前記直線を挟んで対称にシフトアーム55側に折り曲げられた爪52f、52gが設けられている。さらにまたシフトスピンドル51が嵌着される孔52aに隣接して長孔52dが形成され、孔52aから長孔52dを挟んだ位置にシフトアーム55側に突出する2つの突部52eが形成されている。
【0049】
前記長孔52dには、クランクケース4に固着された規制ピン53が貫通されており、シフトスピンドル51に巻きつけられた戻しバネ54は、その両方の端部54aがマスターアーム52から突設された突部52eの外側に当接されているので、マスターアーム52がシフトスピンドル51により揺動されると、一方の突部52eが戻しバネ54の端部54aを戻しバネ54を開く方向に押し広げ、さらに他方の端部54aは規制ピン53によって動きが規制されているので、マスターアーム52は戻しバネ54により揺動される前の位置に戻る方向に付勢されるようになっている。さらにマスターアーム52の揺動角が増大すると、長孔52dの内周面が規制ピン53に当接してマスターアーム52の揺動が規制され、マスターアーム52は、所定角度以上に揺動しないようになっている。
【0050】
前記マスターアーム52に隣接してシフトアーム55が配設されており、該シフトアーム55には、長手方向中心軸に沿って長孔55a、55bが設けられ、該長孔55a、55bは、前記マスターアーム52の孔52b、52cに嵌合されたピン56、57に係合されて、マスターアーム55に対して長手方向中心線に沿った方向に摺動可能となっている。またシフトアーム55は、ピン56に巻きかけられているバネ58により、常時シフトスピンドル方向に付勢されている。
【0051】
シフトアーム55には、長手方向中心軸に対して左右対称に折り返されてシフトドラム方向に突出する爪55c、55dが設けられており、マスターアーム52の揺動に伴いシフトスピンドル51の軸線を中心として揺動されるようになっている。また、爪55c、55dの側面はカム面55e、55fとして形成されている。
【0052】
図5に示されるように、前記シフトアーム55に隣接してシフトドラムストッパープレート60が配設され、該シフトドラムストッパープレート60は、ボルト63によりシフトドラム44に一体に締結され、クランクケース4に回転可能に支持されたシフトドラム44とともに回転されるようになっている。
【0053】
図6および図7に示されるように、該シフトドラムストッパープレート60は、板状部61と、ストッパーピン部62とで構成されている。
【0054】
板状部61は、その外周面がカム面61aに形成されており、該カム面61aは、凸部61aと凹部61bが等間隔に設けられた花弁形に形成されている。本実施例では、凸部61aと凹部61bがそれぞれ6個ずつ、シフトドラムストッパープレート60の中心点60aを中心とした中心角がそれぞれ60度になるように配設されている。さらに板状部61の中央には、ボルト63が貫通される孔61dが形成されている。
【0055】
図6に示されるように、ストッパーピン部62は、シフトドラムストッパープレート60の中心点60aと凸部61aの最も突出した部分を結んだ線上の略中央に位置して、板状部61から突出するように形成された複数の柱状部である。
【0056】
ストッパーピン部62は、前記シフトアーム55の爪55c、55dに係合するようになっており、変速機構がシフトアップする際には、シフトスピンドル51の回転に伴い、マスターアーム52が揺動し、マスターアーム52に係合されたシフトアーム55も揺動され、シフトアーム55の爪55dがストッパーピン部62を押し、シフトドラムストッパープレート60が回転され、それに伴いシフトドラム44が回転し、シフトフォーク41、42、43のそれぞれがシフトドラム44の回転された角度に設定された所定位置に動かされ、ギアが移動されて所定のギアが噛み合い、変速機構Mがシフトアップされるようになっている。
【0057】
シフトダウンの際には、ストッパーピン部62がシフトアーム55の爪55cにより押されて、シフトドラムストッパープレート60がシフトアップの際と反対方向に回転され、変速機構Mがシフトダウンされるようになっている。
【0058】
該ストッパーピン部62の形状は、図8に示されるように、円柱部62aと、円柱部62aからシフトドラムストッパープレート62の回転軸中心方向に延長された内周側補強部62bとが一体に形成された柱状体であり、ストッパーピン部62の横断面形状は、前記シフトアーム55の爪55c、55dが接する円弧部62cと、該円弧部62cのそれぞれの端部62d、62eからシフトドラムストッパープレート60の回転中心側に向かってシフトアーム55の爪55c、55dが動く軌跡の範囲の内側に入らないように延長された延長線部62f、62gと、延長線部62f、62gを結ぶ内周線部62hからなるいわゆる馬蹄形をなしている。さらに、延長線62f、62gは、円弧部62cから接線方向に滑らかに延びているものである。
【0059】
また、図7に示されるように、シフトドラムストッパープレート60の縦断面において、ストッパーピン部62と板状部61との境界部のうち、シフトドラムストッパープレート60の回転中心側の境界部であるストッパーピン部62の内周線部62h以外の境界部では、縦断面形状が滑らかなR型のR部60aとして形成されている。
【0060】
図8に、変速機構Mがシフトアップされる際のシフトアーム55の爪55dの動く軌跡において、爪55dが最もシフトドラムストッパープレート62の回転中心方向に近づいた位置、および変速機構Mがシフトダウンされる際のシフトアーム55の爪55cの動く軌跡において、爪55cが最もシフトドラムストッパープレート62の回転軸中心方向に近づいた位置がそれぞれ示されている。
【0061】
さらに、図4および図9に示されるように、前記シフトドラムストッパープレート60に隣接して、シフトドラムストッパー65が配設されている。シフトドラムストッパー65は、クランクケース4に設けられた突部4aに支持される支軸68と、支軸68に揺動自在に軸支されるアーム67と、アーム67の先端に回転自在に軸支されシフトドラムストッパープレート60のカム部61aに押し付けられるローラ66と、クランクケース4の突部4aに巻きつけられローラ66をカム部61aに押し付ける方向に付勢する戻しバネ69とを備えており、シフトドラムストッパープレート60の回転に伴いシフトドラムストッパープレート60のカム部61aにローラ66が押しつけられ、シフトドラムストッパープレート60は60度ずつ間欠的に送られるようになっている。
【0062】
図9ないし図15に基づいて、変速機構Mがシフトアップされる際の間欠送り機構50の動作を以下詳細に説明する。
【0063】
図9に示されるように、シフトスピンドル51が、図示されないシフトペダルあるいは図示されないECUにより制御されるモータによりシフトアップ方向に回転されると、それに伴いシフトスピンドル51を中心としてマスターアーム52が上方に揺動され、該マスターアーム52にガイドピン56、57で係合されているシフトアーム55も上方に揺動され始め、シフトアーム55の爪55dが、シフトドラムストッパープレート60の送りピン62を押圧し、シフトアーム60が図6における反時計回り方向にシフタドラム44と共に回転されていく。
【0064】
その後図10に示されるように、シフトドラムストッパー65のアーム67は戻しバネ69によりローラ66がシフトドラムストッパープレート60のカム部61cを押圧する方向に付勢されているが、シフトドラムストッパープレート60の回転に伴い、凸部61aがローラ66を外方に押して、アーム67が外側に揺動される。
【0065】
さらに図11に示されるように、シフトドラムストッパープレート60が回転されると、回転ローラ66が凸部61aを乗り越え、アーム67が戻しバネ69により戻され、凹部61bにローラ66が嵌り、シフトドラムストッパープレート60が所定角度回転される。この際、マスターアーム52が所定角度揺動されると、マスターアーム52の長孔52dの内壁が規制ピン53に当接され、マスターアーム52がこれ以上揺動しないように規制される。
【0066】
その後図12に示されるように、マスターアーム52は戻しバネ54により、シフトスピンドル51を中心として時計回り方向に戻されるように回転されていき、シフトアーム55もそれに伴い回転され、シフトアーム55の爪55dのカム面55fがシフトドラムストッパープレート60の送りピン62に当接する。
【0067】
さらに、図13および図14に示されるように、シフトドラムストッパープレート60の凹部61cにシフトドラムストッパー65のローラ66が嵌合して、シフトドラムストッパープレート60は押さえられているので、シフトドラムストッパープレート60は回転することはなく、シフトアーム55は、シフトアーム55の爪55dがストッパーピン部62を乗り越えるように、バネ58の付勢力に反してシフトスピンドルと反対側に突出する方向に移動されながら、マスターアーム52とともに時計回りに回動され、図15に示されるように、マスターアーム52とシフトアーム55はもとの状態に戻る。この動作を繰り返すことにより、シフトドラムストッパープレート60は間欠的に回転され、変速機構Mは段階的にシフトアップされる。
【0068】
変速機構Mがシフトダウンされる際の間欠送り機構50の動きは図示されていないが、シフトスピンドル51が時計回りに回動され、マスターアーム52およびシフトアーム55が、シフトアップの場合と反対側に揺動され、シフトアーム55の爪55cにより、シフトドラムストッパープレート61が時計方向に間欠的に回転されて、変速機構Mはシフトダウンされる。
【0069】
変速機構Mがシフトアップされる際の、ストッパーピン部62とシフトアーム55の爪55dとの位置関係を図16に示す。まず図10に示されるように、爪55dがストッパーピン部62に当接し始める際は、爪55dは、55d(1)に位置し、さらにシフトドラムストッパープレート60が回転され図11に示される状態になると55d(2)に位置し、シフトアーム55が戻されて爪55dのカム面55fがストッパーピン部62に当接される状態では55d(3)に位置し、さらにシフトアームがメインアームからシフトドラムストッパープレート60の中心方向に対して外方に摺動して、爪55dがストッパーピン部62を乗り越える状態では55d(4)に位置する。
【0070】
また、変速機構Mがシフトダウンされる際のシフトドラムストッパープレート60のストッパーピン部62とシフトアーム55の爪55cとの位置関係を図17に示す。シフトアーム55の爪55cは、55c(1)、55c(2)、55c(3)、55c(4)の順に動かされていく。
【0071】
以上の説明より、図18に示すように、シフトアーム65の爪55c、55dがシフトドラムストッパープレート60に対して動く軌跡の範囲は、網掛けにより示された範囲内となる。前記ストッパーピン部62aの断面形状の円弧部62cから延びる延長線部62f、62gは、図18の網掛けにより示された爪55cおよび55dが動く軌跡の範囲内に入らないように形成されている。
【0072】
このようにストッパーピン部62は、円柱状部62aから延びる延長補強部62bが一体に形成され、その断面形状がストッパーピン部62のシフトアーム55の爪55c、55dが接する円弧部62cと、円弧部62cのそれぞれの端部62d、62eからシフトドラムストッパープレート60の回転中心側に向かってシフトアーム55の爪55c、55dが動く軌跡の範囲の内側に入らないように延長された延長線部62f、62gと、それらの線を結ぶ内周線部62hからなる馬蹄形に形成されているので、シフトアーム55の爪55c、55dの動きを妨げることなくストッパーピン部62の断面積を増大させることが可能となり、爪55c、55dによるせん断力に対する強度が増したストッパーピン部62を形成することができる。
【0073】
図19ないし図21に基づいて、前記シフトドラムストッパープレート60の製造方法について、以下詳細に説明する。
【0074】
前記シフトドラムストッパープレート60は、粉末である金属粉77が、粉末圧縮装置70により圧縮され予備成形された後に、この予備成形体78が加熱炉に搬入されて加熱されて焼結されて製造されるものである。
【0075】
粉末圧縮装置70は、ダイ71と、ダイ71の中央に配置されるコアロッド72と、ダイ71の中に嵌装され上下方向に移動可能な上パンチ73、第1下パンチ74および第2下パンチ75を具備している。第1下パンチ74によりシフトドラムストッパープレート62のストッパーピン部62bの端面が、第2下パンチによりシフトドラムストッパープレート62の板状部62bのストッパーピン部側の平面が、また上パンチにより板状部62bのシフトドラム44側の平面が形成されるようになっている。第1下パンチと、第2下パンチは、その上下方向へそれぞれ独立して制御されて移動されるようになっており、板状部61およびストッパーピン部62を形成するのに最適な圧縮比になるよう移動可能となっている。
【0076】
図19に示されるように、粉末圧縮装置70のダイ71にコアロッド72、第1下パンチ74、第2下パンチ75がセットされ、その中に金属粉末77が充填される。本実施例においては、充填される金属粉末77の体積が、焼結後のシフトドラムストッパープレート60の体積の略2倍の体積となるように、第1下パンチ74の上面とダイ71の上面までの距離が、板状部61の厚さの略2倍の長さに、第1パンチの上面と第2下パンチ75の上面との距離が、ピン部62の高さの略2倍の長さとなるように、第1下パンチ74および第2下パンチ75がダイ71にセットされている。
【0077】
金属粉末77としては、例えば強度、硬度、靭性等に富む鉄あるいは鉄系合金の金属粉末を主成分としてニッケル、マンガン等の粉末を混合させたものが用いられる。
【0078】
その後、図20に示すように、上パンチ73、ダイ71および第1下パンチが下方に移動され、第1下パンチはスライドブロック76に当接するまで下降され、金属粉77は所定の圧縮比本実施例では二分の1に圧縮され、シフトドラムストッパープレート60の金属粉77による予備成形体78が得られる。
【0079】
さらに図21に示すように、上パンチ73が上方に、第1下パンチ74がダイ71と一体に下方に移動され、コアロッド72はダイ71の上面と同じ高さになるまで下方に移動されて、予備成形体78は粉末圧縮装置70から取り出される。
【0080】
この圧縮成形されたシフトドラムストッパープレート60の予備成形体78が、加熱された焼結炉内に搬入され、所定時間加熱されることにより焼結され、板状部61とストッパーピン部62が一体に形成された所望の形状のシフトドラムストッパープレート60が得られる。
【0081】
本実施例のシフトドラムストッパープレート60では、ストッパーピン部62が円柱状部62aと該円柱状部62aから延びる延長補強部62bが一体に形成されているので、円柱状に形成される従来のストッパーピン部に比べて断面積が広く、ストッパーピン部62の強度が向上する。
【0082】
また、ストッパーピン部62の横断面形状が、ストッパーピン部62のシフトアーム55の爪55c、55dが接する円弧部62cと、円弧部62cのそれぞれの端部62d、62eからシフトドラムストッパープレート60の回転中心側に向かってシフトアーム55の爪55c、55dが動く軌跡の範囲の内側に入らないように延長された延長線部62f、62gと、それらの線を結ぶ内周線部62hからなる馬蹄形に形成されているので、シフトアーム55の爪55c、55dの動きを妨げることなくストッパーピン部62の断面積を増大させることが可能となり、爪55c、55dによるせん断力に対する強度が増したストッパーピン部62を形成することができる。
【0083】
また、本実施例のシフトドラムストッパープレート60は、板状部61とストッパーピン部62が一体に焼結により製造されるので、板状部に送りピンを圧入する必要がなくなり、部品点数および加工点数の削減、および加工精度の緩和を図ることが可能となり、コストの削減を図ることができる。
【0084】
また本実施例のシフトドラムストッパープレート60は、ストッパーピン部62が円柱状部62aから延びる延長補強部62bが一体に形成されているので、円柱状に形成される従来のストッパーピン部に比べて断面積が広く、また、延長線62f、62gは、円弧部62cから接線方向に滑らかに伸びているので、ストッパーピン部62を形成する型の内部に金属粉77がまんべんなく行き渡りやすく、金属粉77が圧縮される際に圧粉体の密度の分布が均一になり、ストッパーピン部62における粉末の密度の低下の発生を抑えることができるので、ストッパーピン部62の強度を向上することが可能となり、さらに金属粉77の密度を管理し、焼結後の部材の強度を確保するために、プレス成型時の金型管理等の特殊な管理工程を削減することができ、また、シフトドラムストッパープレート60の密度や強度を満足するために、焼結生成後に鍛造工程の追加が不要となり、コストの低減化を図ることができる。
【0085】
さらに本実施例のシフトドラムストッパープレート60の縦断面において、ストッパーピン部62と板状部61との境界部のうち、シフトドラムストッパープレート60の回転中心側に位置する境界部であるストッパーピン部62の内周線部62hの範囲以外の境界部では、縦断面形状が滑らかなR型のR部60aとして形成されているので、ストッパーピン部62の根元
の強度が向上するとともに、金属粉77を圧縮成形して予備成形する際の、板状部61およびストッパーピン部62の横断面の面積の変化が減少して、金属粉の密度の低下が少なくなり、ストッパーピン部62の強度の向上を図ることができる。
【0086】
さらにまた、第1下パンチ74および第2下パンチ75がそれぞれ独立して制御されることにより板状部61およびストッパーピン部62のそれぞれが最適な圧縮比で圧縮されるので、ストッパーピン部62の圧粉体の密度を最適にすることが可能となり、ストッパーピン部62の強度の向上を図ることができる。
【0087】
圧縮成形する際のストッパーピン部62の型は、第1下パンチ74および第2下パンチ75により構成されているので、金属粉77をストッパーピン部62の型の中に、充分に行き渡らせて充填することが可能になり、予備成形体78のストッパーピン部62の金属粉の密度を高くすることができ、強度の高いストッパーピン部62を備えたシフトドラムストッパープレート60を製造することができる。
【0088】
前記した実施例では前記シフトドラムストッパープレート60を適用したが、図22および図23に示されるように、延長補強部82bを連結する連結環状部83を具備するシフトドラムストッパープレート80を適用してもよい。
【0089】
該シフトドラムストッパープレート80は、前記実施例のシフトドラムストッパープレート60の板状部61とストッパーピン部62と同じように、周囲にシフトドラムストッパー65と接するカム面81aを有する板状部81と、板状部81の周方向に亘り所定間隔毎に板状部81の一側面から突設され、シフトスピンドル51が固着されたマスターアーム52のシフトアーム55の爪55c、55dと係合される複数のストッパーピン部82とを有し、該ストッパーピン部82は、円柱状部82aと、該円柱状部62aからシフトドラムストッパープレート80の回転中心側に向かって延長された延長補強部82bとが、一体に形成された柱状であり、該ストッパーピン部82の横断面形状は、前記シフトアーム55の爪55c、55dが当接される円弧部82cと、該円弧部82cのそれぞれの端部82d、82eからシフトドラムストッパープレート80の回転中心側に向かって、前記シフトアーム55の爪55c、55dが動く軌跡の範囲の内側に入らないように延長された延長線部82f、82gと、それらの線を結ぶ内周線部82hとからなる馬蹄形であり、さらにストッパーピン部82の延長補強部82bを連結するようにシフトドラムストッパープレート80の回転軸を中心とした環状の連結環状部83が形成され、該連結環状部83は板状部81から突出する高さが、ストッパーピン部82が板状部81から突出する高さと同じ高さに形成されている。
【0090】
該連結環状部83は、図23に示されるように、シフトアーム55の爪55c、55dの動きを妨げない位置に延長補強部を連結しているものである。図24に変速機構がシフトアップする際の、図25に変速機構がシフトダウンする際の本実施例のシフトドラムストッパープレート80とシフトアーム55との位置関係が示されている。これらから図26に示すように、シフトドラムストッパープレート80に対するシフトアーム55の爪55c、55dの動く軌跡の範囲は、網掛けにより示された範囲となる。
【0091】
さらに、本実施例のシフトドラムストッパープレート80は、シフトドラムストッパープレート80の回転中心に位置して、ボルトが貫通されるボルト孔84が形成されている。ボルトは、前記ボルト孔84に貫通されシフトドラム44に締結されるもので、実施例1で用いられたボルト63を用いてもよいが、頭部85aに工具溝85bが設けられたソケットボルト85を用いてもよい。
【0092】
前記連結環状部83は、板状部81から突出する高さが、前記ボルト85の頭部高さと略同じ高さになるように形成されている。
【0093】
本実施例のシフトドラムストッパープレート80では、ストッパーピン部82の延長補強部82bを連結するように連結環状部83が設けられているので、連結環状部83により板状部81を補強できるとともに、ストッパーピン部82の延長補強部82bがさらに補強され、ストッパーピン部82の強度がさらに向上する。
【0094】
さらに、連結環状部83によりストッパーピン部82との断面積がさらに広くなり、粉末を圧縮して予備成形する際に、ストッパーピン部82および連結環状部83の型内に粉末状の焼結材をより充分に充填することが可能となり、また板状部81とストッパーピン部82および連結環状部83との断面積の変化を少なくすることができるので、ストッパーピン部82の強度をさらに向上することが可能となる。
【0095】
また、ストッパーピン部82の円弧状部82cから滑らかに延長線部82f、82gが延びているので、円柱状部82aのうちシフトアーム55の爪55c、55dが接する付近より延長補強部82bが形成されているので、より高い強度を備えたストッパーピン部82を得ることができる。
【0096】
さらに連結環状部83の内周面83aの内側にボルト85を取付けるためのボルト孔85が設けられているので、ボルト85をシフトドラムストッパープレート80のボルト孔85に挿入し締め付ける際に、連結環状部材83の内周面83aがボルトの案内ガイドとなって、組み付け作業が向上する。
【0097】
さらにまた、連結環状部83の高さはボルト85の頭部85a高さと略等しいので、シフトドラムストッパープレート80からボルト85の頭部85aの飛び出しを防ぐことが可能となり、他の部品組み付け時に、ボルト頭部85a干渉による締め付け力の変化を防止することができる。
【0098】
さらに、シフトドラムストッパープレート80をシフトドラム44に締結するボルトとして、頭部85aに工具溝85bが設けられたソケットボルト85を用いているので、ボルト85の外周に工具を挿入するスペースが不要となり、ボルト85の外周面の近傍に連結環状部83を形成することができるので、充分な強度を確保しつつ連結環状部83の小径化を図ることが可能となり、シフトドラムストッパープレート80全体を小型化し、変速機構Mの小型化を図ることができる。
【0099】
また、該環状部83が板状部81から突出する高さを、前記ボルト85の頭部85a高さよりも高くしてもよい。このようにすれば、シフトドラムストッパープレート80を内向きの小型の間欠送り機構50に適用しつつも、シフトドラムストッパープレート80の連結環状部83とシフトスピンドル51のマスターアーム52との干渉を防止し、ボルト85の緩みを防止することができる。
【0100】
前記した実施例では、シフトドラムストッパープレート60、80は、マスターアーム52に重なるようにシフトアーム55の爪55c、55dが内向きに配設された小型の間欠送り機構50、いわゆる小型カニバサミ式の間欠送り機構50に適用されたが、図27示されるような、いわゆるカニバサミ式の間欠送り機構90にも適用できる。該カニバサミ式の間欠送り機構90は、シフトスピンドル91、マスターアーム92、規制ピン93、戻しバネ94、シフトアーム95、ガイドピン96、97を具備しており、シフトアーム95の爪95c、95dがマスターアーム92に重ならないように、爪95c、95dが外向きに配設されているものである。
【0101】
該カニバサミ式の間欠送り機構90には、板状部101、および前記実施例のシフトドラムストッパープレート60のストッパーピン部62が適用されたストッパーピン部102を備えたシフトドラムストッパープレート100が用いられている。
【0102】
さらに図28に示されるように、該小型カニバサミ式の間欠送り機構90に、板状部106と、前記実施例のシフトドラムストッパープレート80のストッパーピン部82が適用されたストッパーピン部107と、前記実施例のシフトドラムストッパープレート80の連結環状部83が適用されたおよび連結環状部108とを備えたシフトドラムストッパープレート105を用いることもできる。
【0103】
さらに、図29に示されるような、いわゆるノコギリ式の間欠送り機構110にも、前記実施例のシフトドラムストッパープレート60、80を適用できる。該ノコギリ式の間欠送り機構100は、シフトスピンドル111、マスターアーム112、規制ピン113、戻しバネ114、シフトアーム115、ガイドピン116、バネ117シフトドラムを具備しており、マスターアーム112とシフトアーム115はピン116により連結され、シフトアーム115はバネ117によりマスターアーム112の端部に連結されて付勢されているものである。
【0104】
該ノコギリ式の間欠送り機構110には、板状部121、および前記実施例のシフトドラムストッパープレート60のストッパーピン部62が適用されたストッパーピン部122を備えたシフトドラムストッパープレート120が用いられている。
【0105】
さらに、図30に示されるように、該ノコギリ式の間欠送り機構110には、板状部126と、前記実施例のシフトドラムストッパープレート80のストッパーピン部82が適用されたストッパーピン部127と、前記実施例のシフトドラムストッパープレート80の連結環状部83が適用されたおよび連結環状部128とを備えたシフトドラムストッパープレート125を用いることもできる。
【符号の説明】
【0106】
E…内燃機関、M…変速機構、G…歯車群、
50…間欠送り機構、51…シフトスピンドル、52…マスターアーム、55…シフトアーム、55c…爪、55d…爪、
60…シフトドラムストッパープレート、60a…R部、61…板状部、62…ストッパーピン部、62a…円柱状部、62b…延長補強部、62c…円弧部、62d…端部、62e…端部、62f…延長線部、62g…延長線部、62h…内周線部、
70…粉末圧縮装置、77…金属粉、78…予備成形体、
80…シフトドラムストッパープレート、81…板状部、82…送りピン部、82a…円柱部、82b…延長補強部、83…環状部、83a…内周面、83b…外周面、84…ボルト孔、85…ボルト、85a…頭部、85b…工具溝、
90…間欠送り機構、91…シフトスピンドル、92…マスターアーム、95…シフトアーム、95c…爪、95d…爪、
100…シフトドラムストッパープレート、101…板状部、102…ストッパーピン部、
105…シフトドラムストッパープレート、106…板状部、107…ストッパーピン部、108…連結環状部、
110…間欠送り機構、111…シフトスピンドル、112…マスターアーム、115…シフトアーム、115c…爪、115d…爪、
120…シフトドラムストッパープレート、121…板状部、122…送りピン部、
125…シフトドラムストッパープレート、126…板状部、127…送りピン部、128…連結環状部。
【特許請求の範囲】
【請求項1】
変速機構(M)を構成するシフトドラムストッパープレート(60)において、
周囲にシフトドラムストッパー(65)と接するカム面(61a)を有する板状部(61)と、
該板状部(61)の周方向に亘り所定間隔毎に該板状部(61)の一側面から突設され、シフトスピンドル(51)が固着されたマスターアーム(52)のシフトアーム(55)の爪(55c、55d)と係合される複数のストッパーピン部(62)とを有し、
該ストッパーピン部(62)は、円柱状部(62a)と、該円柱状部(62a)からシフトドラムストッパープレート(60)の回転中心側に向かって延長された延長補強部(62b)とが、一体に形成された柱状であり、
該ストッパーピン部(62)の横断面形状は、前記シフトアーム(55)の爪(55c、55d)が当接される円弧部(62c)と、該円弧部(62c)のそれぞれの端部(62d、62e)からシフトドラムストッパープレート(60)の回転中心側に向かって、前記シフトアーム(55)の爪(55c、55d)が動く軌跡の範囲の内側に入らないように延長された延長線部(62f、62g)と、該延長線部(62f、62g)の端部を結ぶ内周線部(62h)とからなる馬蹄形であり、
前記板状部(61)と前記ストッパーピン部(62)とは、粉末が圧縮されて一体に予備成形された後、焼結されて製造されることを特徴とするシフトドラムストッパープレート(60)。
【請求項2】
前記ストッパーピン部(82)の延長補強部(82b)を連結する、連結環状部(83)を備えることを特徴とする請求項1記載のシフトドラムストッパープレート(80)。
【請求項3】
前記ストッパーピン部(62)の断面形状における延長線部(62f、62g)は、円弧部(62c)から接線方向に滑らかに延びていることを特徴とする請求項1に記載のシフトドラムストッパープレート(60)。
【請求項4】
前記ストッパーピン部(82)の断面形状における延長線部(82f、82g)は、円弧部(82c)から接線方向に滑らかに延びていることを特徴とする請求項2に記載のシフトドラムストッパープレート(80)。
【請求項5】
前記連結環状部(83)の内周面(83a)の内側には前記シフトドラムストッパープレートを取り付けるためのボルト(85)が貫通されるボルト孔(84)が設けられ、前記連結環状部(83)が前記ボルト(85)の案内ガイドを兼ねることを特徴とする請求項2または請求項4に記載のシフトドラムストッパープレート(80)。
【請求項6】
前記連結環状部(83)の高さは前記ボルト(85)の頭部(85a)高さと略等しいことを特徴とする請求項5に記載のシフトドラムストッパープレート(80)。
【請求項7】
前記シフトドラムストッパープレート(80)は、前記マスターアーム(52)と重なるようシフトアーム(55)が内向きに配設された変速機構(M)に用いられるものであって、前記連結環状部(83)の高さは、前記ボルト(85)の頭部(85a)高さよりも高いことを特徴とする請求項5に記載のシフトドラムストッパープレート(80)。
【請求項8】
前記ボルト(85)は工具溝(85b)をボルト頭部(85a)に設けたソケットボルト(85)からなることを特徴とする請求項6または請求項7に記載のシフトドラムストッパープレート(80)。
【請求項1】
変速機構(M)を構成するシフトドラムストッパープレート(60)において、
周囲にシフトドラムストッパー(65)と接するカム面(61a)を有する板状部(61)と、
該板状部(61)の周方向に亘り所定間隔毎に該板状部(61)の一側面から突設され、シフトスピンドル(51)が固着されたマスターアーム(52)のシフトアーム(55)の爪(55c、55d)と係合される複数のストッパーピン部(62)とを有し、
該ストッパーピン部(62)は、円柱状部(62a)と、該円柱状部(62a)からシフトドラムストッパープレート(60)の回転中心側に向かって延長された延長補強部(62b)とが、一体に形成された柱状であり、
該ストッパーピン部(62)の横断面形状は、前記シフトアーム(55)の爪(55c、55d)が当接される円弧部(62c)と、該円弧部(62c)のそれぞれの端部(62d、62e)からシフトドラムストッパープレート(60)の回転中心側に向かって、前記シフトアーム(55)の爪(55c、55d)が動く軌跡の範囲の内側に入らないように延長された延長線部(62f、62g)と、該延長線部(62f、62g)の端部を結ぶ内周線部(62h)とからなる馬蹄形であり、
前記板状部(61)と前記ストッパーピン部(62)とは、粉末が圧縮されて一体に予備成形された後、焼結されて製造されることを特徴とするシフトドラムストッパープレート(60)。
【請求項2】
前記ストッパーピン部(82)の延長補強部(82b)を連結する、連結環状部(83)を備えることを特徴とする請求項1記載のシフトドラムストッパープレート(80)。
【請求項3】
前記ストッパーピン部(62)の断面形状における延長線部(62f、62g)は、円弧部(62c)から接線方向に滑らかに延びていることを特徴とする請求項1に記載のシフトドラムストッパープレート(60)。
【請求項4】
前記ストッパーピン部(82)の断面形状における延長線部(82f、82g)は、円弧部(82c)から接線方向に滑らかに延びていることを特徴とする請求項2に記載のシフトドラムストッパープレート(80)。
【請求項5】
前記連結環状部(83)の内周面(83a)の内側には前記シフトドラムストッパープレートを取り付けるためのボルト(85)が貫通されるボルト孔(84)が設けられ、前記連結環状部(83)が前記ボルト(85)の案内ガイドを兼ねることを特徴とする請求項2または請求項4に記載のシフトドラムストッパープレート(80)。
【請求項6】
前記連結環状部(83)の高さは前記ボルト(85)の頭部(85a)高さと略等しいことを特徴とする請求項5に記載のシフトドラムストッパープレート(80)。
【請求項7】
前記シフトドラムストッパープレート(80)は、前記マスターアーム(52)と重なるようシフトアーム(55)が内向きに配設された変速機構(M)に用いられるものであって、前記連結環状部(83)の高さは、前記ボルト(85)の頭部(85a)高さよりも高いことを特徴とする請求項5に記載のシフトドラムストッパープレート(80)。
【請求項8】
前記ボルト(85)は工具溝(85b)をボルト頭部(85a)に設けたソケットボルト(85)からなることを特徴とする請求項6または請求項7に記載のシフトドラムストッパープレート(80)。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】

【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【公開番号】特開2012−180908(P2012−180908A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−44689(P2011−44689)
【出願日】平成23年3月2日(2011.3.2)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年3月2日(2011.3.2)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]