
シュリンクフィルムからなる蓋材
【課題】シュリンクフィルムからなる蓋材において、食品が容器の開口よりも上に盛り上がっている状態での封緘性を向上させる。
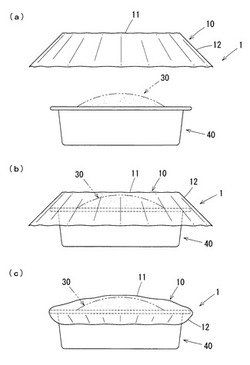
【解決手段】頂部と、頂部周縁から広がって垂下する縁部とを有する雄型と、この雄型とほぼ補完形状をなす雌型とからなる金型でほぼフラットなシュリンクフィルムを挟み込み、加熱することにより、頂部11と、頂部11周縁から広がって垂下するスカート部12とを有するシュリンクフィルムからなる蓋材10を形成した。開口から盛り上がった状態に食品30を盛り付けた容器40に、この蓋材10を被せ、加熱収縮させると、食品30に干渉しない状態で蓋材10が均等に収縮するため、容器40に密着し、隙間なく封緘される。そのため、見栄えがよく、衛生面でも優れている。
【解決手段】頂部と、頂部周縁から広がって垂下する縁部とを有する雄型と、この雄型とほぼ補完形状をなす雌型とからなる金型でほぼフラットなシュリンクフィルムを挟み込み、加熱することにより、頂部11と、頂部11周縁から広がって垂下するスカート部12とを有するシュリンクフィルムからなる蓋材10を形成した。開口から盛り上がった状態に食品30を盛り付けた容器40に、この蓋材10を被せ、加熱収縮させると、食品30に干渉しない状態で蓋材10が均等に収縮するため、容器40に密着し、隙間なく封緘される。そのため、見栄えがよく、衛生面でも優れている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、シュリンクフィルムからなる蓋材、およびこの蓋材を用いた食品包装体、およびこの蓋材の製造方法に関する。
【背景技術】
【0002】
アルミニウム箔鍋などの容器に、鍋焼きうどんなどの食品を収納し、これをプラスチックシートなどからなる蓋で封緘した食品包装体は、開封後そのまま火にかけることで簡単に加熱調理することができ、食後は容器を使い捨てにできる。
そのため、昨今の利便性を追及する市場のニーズに合致し、このような食品包装体は、コンビニエンスストア、スーパーなどの食料品店へ多く出回っている。
【0003】
ここで、容器が、アルミ箔鍋など収納した食品が外から見えない素材でできている場合には、見栄えを良くするため、食品(たとえば鍋焼きうどんである場合にはその具材)が容器の開口よりも上まで盛り上がるようにして盛り付けることがよく行われている。
このような、食品を容器の開口よりも上まで盛り上げる方法としては、具体的には、直接容器に山盛りに盛り付けたり、特許文献1に記載されているように、容器開口上に中皿を開口から突出した状態で支持し、この中皿に盛り付けたりすることが考えられる。
この場合、蓋がフラットであると閉まらないため、従来は、プラスチックシートを圧空成型または真空成型することによって製造された、ドーム状等に盛り上がった蓋が用いられている。
【0004】
しかし、このような圧空成型または真空成型により盛り上がった蓋を製造する場合、フィルム状の厚みの薄い素材を、思い通りの形状にうまく成型することができない。
この圧空成型や真空成型による成型に困難を伴う問題は、フィルム状素材の厚みが180μm以下である場合に顕著である。
【0005】
また、ドーム状の蓋に用いることのできる素材の厚みに一定の制限がある以上は、材料コストを一定以下に削減することができない。
また、蓋の素材の厚みが大きいと、蓋の嵩が高くなるため、包装体の容積が大きくなり場所をとる。
そのため、コンビニエンスストアなどの売り場面積が限られた小型の店舗からは、減容を求める声が大きい。
さらに、このような蓋の場合、蓋が外れないように、蓋外面から容器外面にかけて封緘テープを巻き回す必要があり、封緘テープの材料の分も無駄が出る。
【0006】
一方、ほぼフラットなシュリンクフィルムを蓋材として用い、これを容器の開口に被せ、熱収縮させることで封緘することも良く行われている。
シュリンクフィルムは、厚みが180μm以下のものでも良好な収縮性を発揮し、成形性の点を除けば問題なく用いることができる。
このような、シュリンクフィルムを蓋材として用いれば、厚みが薄いため材料コストがかからず、嵩張らず、しかも容器に密着するため外れにくいという利点がある。
【0007】
しかし、上記したような、食品が容器の開口よりも上に盛り上がっている状態で、ほぼフラットなシュリンクフィルムを被せ、加熱しても、収縮の中途でフィルムが食品に引っかかるなどして、収縮がうまくいかず、密封状態に封緘することができない。
このように、容器と蓋との間に隙間が生じると、隙間を通じて外気が容器内に侵入するため衛生上問題があり、また見栄えも悪い。
【特許文献1】登録実用新案第3118868号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
そこで、この発明は、シュリンクフィルムからなる蓋材において、食品が容器の開口よりも上に盛り上がっている状態での封緘性を向上させることをその課題とする。
【課題を解決するための手段】
【0009】
上記した課題を解決するため、本発明者らは、頂部と、頂部周縁から広がって垂下するスカート部とを有するシュリンクフィルムからなる蓋材を発明したのである。
【0010】
このような蓋材を食品が容器の開口よりも上に盛り上がっている状態の容器に被せて加熱すると、蓋材の頂部とスカート部とからなる上に凸の空間に、食品の開口から盛り上がった部分が収納される。
そのため、蓋材の収縮時には、蓋材が食品に干渉せずに均等に収縮し、容器に密着することにより、隙間なく密封状態に封緘することができる。
【0011】
また、蓋材の材料であるシュリンクフィルムは厚みを薄くできるため、材料コストが低廉であり、嵩も低い。
さらに、蓋材は、熱収縮により容器に密着させることができるため、容器から外れにくく、別途テープ等を巻き回す必要もない。
【0012】
このような蓋材を製造するには、ほぼフラットなシュリンクフィルムを、頂部と、頂部周縁から広がって垂下する縁部とからプレス面が形成された雄型と、この雄型のプレス面とほぼ補完形状をなすようにプレス面が形成された雌型とからなる金型で挟み込み、加熱することによる。
このようにすれば、圧空成型や真空成型などと異なり、複雑高価な装置を用いる必要がないため、安価である。
また、その際に、ほぼフラットなシュリンクフィルムを複数枚重ね合わせて温間プレス加工を行うと、一度に複数の蓋材を製造できるため、効率がよく製造コストが低廉で済む。
さらにこのとき、複数枚のシュリンクフィルム間に紙を介在させるとシュリンクフィルムがゆるやかに加熱されるため、熱収縮が抑えられ、蓋材の形状が安定する。
【0013】
なお頂部やスカート部は、それぞれフラットである場合のみならず、盛り上がり部の内側や外側に向かい湾曲し、すなわち膨らみまたは凹んでいていてもよく、金型の頂部やスカート部の形状を適宜変更することにより製造できる。
なお、頂部とスカート部とは、その境界における接線の傾きが異なることにより区別される。
【0014】
蓋材のスカート部に多数のしわを形成すると、蓋材を容器に被せ熱収縮させるとしわ付き部分が重なり合うため容器への密着性が向上する。
スカート部のしわは、上記した温間プレス時に特にしわ抑えの手段を講じない限りは、自然に形成されるが、容器封緘時の密着性を一層高めるためには、強制的により多くの大きなしわを形成するのがよい。
強制的に大きなしわを多数形成するには、プレスを行う金型の雄型の縁部および雌型の縁部のいずれか一方または双方に縁部の全周に傾斜方向に延びる多数の凸条を設け、この金型でほぼフラットなシュリンクフィルムを挟み込み、加熱することによりしわ付け加工を施すとよい。
ここで、凸条には、断面外縁V字型やU字型など様々な形状が含まれる。
【0015】
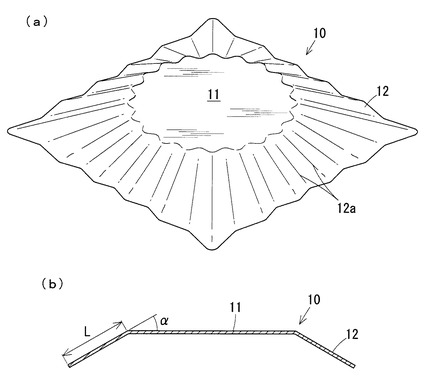
頂部の表面積を25.0cm2〜900.0cm2、より好ましくは28.0cm2〜710.0cm2とし、スカート部と頂部とのなす角度を10度〜90度、より好ましくは20度〜60度とし、スカート部の長さを2cm〜12cm、より好ましくは3cm〜10cmとすると、一人前の食品を収納する通常サイズ(一人前食べきりサイズ)の容器に、通常の範囲で食品を盛り上げて収納してなる食品包装体に用いる場合に、その大きさや盛り上がり具合が密封するために丁度よい。
ここで、スカート部と頂部とのなす角度とは、スカート部と頂部との境界におけるそれぞれの接線のなす鋭角の角度のことをいい、スカート部の長さとは、スカート部の上縁である頂部との境界と、スカート部の下縁である外縁とを結ぶ直線の最大長さのことをいう。
このような蓋材の頂部の表面積やスカート部の長さは、プレスを行う金型のサイズを適宜調節することにより自由に形成可能である。
【0016】
ところで、蓋材のスカート部と頂部とのなす角度は、金型の雄型の頂部と縁部とのなす角度を調節することによりある程度形成可能であるが、蓋材のスカート部と頂部とのなす角度が大きい場合には、以下の製造方法により形成するのが、大きな角度を付けることができ、その状態での形状が安定するために好ましい。
すなわち、金型の雄型を頂部型と縁部型とに分割し、頂部型を縁部型に対して進退可能とし、雌型のプレス面を、雄型の頂部型が挿通可能な貫通孔からなる底部と、底部周縁から広がって立ち上がる縁部とから形成し、雄型の縁部型と雌型の縁部とでほぼフラットなシュリンクフィルムを挟み込み、雄型の頂部型を縁部型に対して前進させて雌型の底部貫通孔に挿通させ、フィルム中央部を貫通孔に押し込んだ状態で加熱することにより、蓋材のスカート部と頂部とのなす角度が大きい状態で安定させることができる。
【0017】
蓋材を、厚み10μm〜100μm、より好ましくは25μm〜50μmのポリエチレンテレフタレート(PET)フィルム製とすると、特に、シュリンク性が良好であり、通常の使用状態(使用環境)においては強度も十分である。
【0018】
このような蓋材を、収納部と収納部に通じる開口とを有する容器に、開口から上に盛り上がるように食品を盛り付け、容器の開口部に蓋材を盛り上げ部が開口から突出する向きに被せて熱収縮させ封緘すると簡単に低コストで食品包装体を製造することができる。
【発明の効果】
【0019】
頂部と、頂部周縁から広がって垂下するスカート部とを有するシュリンクフィルムからなる蓋材を発明したことにより、この蓋材を、食品が容器の開口よりも上に盛り上がっている状態でその開口に被せて加熱すると、蓋材の収縮時に蓋材と食品とが干渉することなく均等に収縮するため、蓋材が容器に密着し、密封状態に封緘することができる。
【0020】
また、この蓋材を上記した製造方法により製造することにより、圧空成型や真空成型などの場合のような複雑高価な装置を用いる必要がないため、低コストでの製造が可能となる。
【発明を実施するための最良の形態】
【0021】
以下、図面を参照しつつ、この発明の実施の形態について説明する。
実施形態の蓋材10は、厚さ約25μmの熱収縮性を有するPETフィルム製であって、図1のように、ほぼフラットな平面視円形の頂部11と、この頂部11の周縁から広がって垂下するスカート部12とからなる。
この頂部11とスカート部12とにより、蓋材10は一方向に対してほぼドーム状に盛り上がっている。
図示のように、頂部11とスカート部12とのなす角度αは約30度であり、スカート部12には、多数のしわ12aが形成されている。
また、スカート部12の長さLは、約4.5cmであり、頂部11の表面積は約95cm2である。
【0022】
このような蓋材10は、以下のようにして製造される。
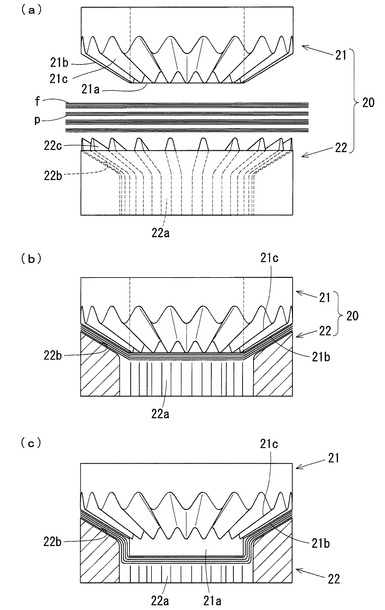
まず、図2のような、一対の上方の可動金型である雄型21と下方の固定金型である雌型22とからなる金型20を用意する。
雄型21は、プレス面を構成する円筒状の頂面を有する円柱状の頂部型21aと、頂部型21aの周縁から広がって垂下する外面がプレス面を構成する台錐状の縁部型21bとからなり、雌型22は、この雄型21の頂部型21aが挿通可能な平面視円形の貫通孔からなる底部22aと、底部22a周縁から広がって立ち上がるプレス面を構成する内面が雄型21の縁部型21bとほぼ補完形状をなす縁部22bとからなる。
雄型21の頂部型21aと縁部型21bとはこのように別体に形成されており、それぞれ上下方向に進退可能となっている。
そのため、頂部型21aと縁部型21bの進退のスピードを違えることで、頂部型21aは縁部型21bに対して相対的に進退可能となっている。
また、雌型22は図示しない台座に固定されている。
また、雄型21の縁部型21bと、雌型22の縁部22bには、その全周にわたって傾斜方向に延びる多数の凸条が形成されている。
【0023】
この金型20に、ほぼフラットなPETフィルムfを複数枚挟みこんで加熱する。
ここで、原反となるPETフィルムfは、図2のように、一定枚数ずつ重ね合わせられたものが、晒しクラフト紙などの紙p(紙pも重ね合わせてもよい。)を介して、さらに多層に積層されている。
【0024】
金型20は、図2(b)から図2(c)のように、その雄型21の縁部型21bと、雌型22の縁部22bとでPETフィルムfを挟み込んだ状態で、雄型21の頂部型21aが図中下方に向けて進出し(前進し)、雌型22の底部22aをなす貫通孔に挿通され、これによりPETフィルムfの中央部分は図中下方に向けて押し込まれる。
【0025】
PETフィルムfは、こうして金型20に挟み込まれた状態で70℃〜80℃の温度下(金型温度)で約20秒加熱されるが、このように比較的低温下で短時間、しかも紙pの間に挟み込まれて加熱されるため、加熱は徐々に、ゆるやかに行われる。
そのため、加熱により、PETフィルムfはほとんど熱収縮することなく塑性変形して、金型20に挟み込まれた部分が型付けられる。
このとき、上述したように、雄型21の頂部型21aによりPETフィルムfの中央部分が押し込まれて蓋材10の頂部11が形成され、雄型21の縁部型21bおよび雌型22の縁部22bに挟み込まれてスカート部12が形成される。
また、上述したように、雄型21の縁部型21bおよび雌型22の縁部22bには凸条21c、22cが設けられているため、これに型付けされ、蓋材10のスカート部12には、その傾斜方向に延びる多数の大きなしわ12aが強制的に形成されることになる。
また、上述したように雄型21の頂部型21aの頂面は円筒状となっているので、フィルムfの蓋材10の頂部11となる部分にはその外縁以外はほとんど熱が加わらない。
そのため、蓋材10の頂部11は特に収縮が抑えられ、フラットな状態を維持することができる。
なお、スカート部12下縁(外縁)に連続するフラットな未成型部分が存する場合には、この部分は不要であるため、カットしておいてもよい。
また、紙pを重ね合わせて用いている場合には、重ね合わせ枚数を適宜調節することで、加熱の度合いを調節することが可能である。
【0026】
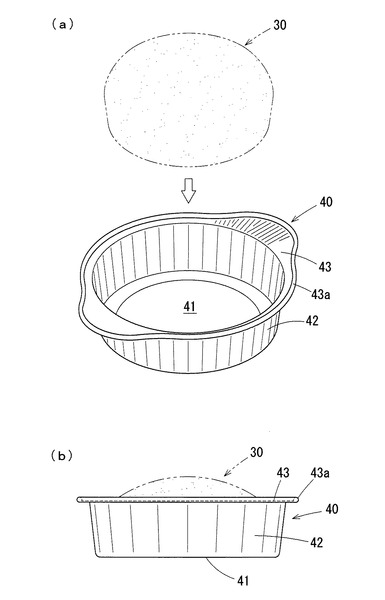
図3に、食品30と、これを収納する容器40を示す。
容器40は、通常の一人前食べきりサイズのアルミニウム箔製であって、図示のように、平面視円形の底壁41と、底壁41の周縁から広がって立ち上がる周壁42と、周壁42の上縁からほぼ水平に張り出すフランジ43とからなり、フランジ43の周縁部はカールして縁巻部43aとなっている。
食品30は、容器40の収納部に山盛りに盛り付けられ、図示のように、フランジ43よりも(開口よりも)上に盛り上がった状態となっている。
なお、ここで、食品30は図面上模式的に表したものであって、その形状や種類は特に限定されず、鍋焼きうどん、ちゃんぽん、タンメンなどの具材の豊富な麺類をはじめとする山盛り状態に盛り付けられる種々多様の食品が考えられる。
【0027】
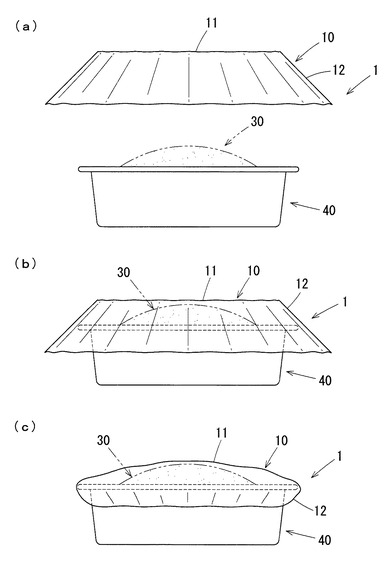
図4のように、この食品30が収納された容器40に、盛り上がり方向が上を向くようにして蓋材10を被せ、加熱して収縮させると、蓋材10のスカート部12が容器40のフランジ43および周壁42外面に密着し、容器40が封緘されて食品包装体1が完成する。
このとき、盛り上がった食品30に対応して、蓋材10も盛り上がっている(上に凸である)ため、蓋材10の熱収縮時に食品30と干渉することなく、均等に収縮して、図示のように、食品包装体1を隙間なく密封することが可能である。
特に、蓋材10のスカート部12には多数の大きなしわ12aが形成されているため、しわ12a付き部分が重なり合うことでより密着性が高まっている。
さらに、蓋材10のスカート部12の長さは、約4.5cmであり、頂部11の表面積は約95cm2であり、頂部11とスカート部12とのなす角度は約30度であるためこのような一人前食べきりサイズの容器40を封緘するのに好適な寸法となっている。
さらに、上述したように、蓋材10の厚みは約25μmであるため、シュリンク性が良好であり、しかも通常の使用状態では強度も十分である。
【0028】
この実施形態では、蓋材10として、厚さ約25μmの熱収縮性を有するPETフィルムを用いたが、厚みや種類はこれに限定されず、たとえば、延伸ポリプロピレン(OPP)フィルム、ポリスチレンフィルム、ポリ塩化ビニルフィルム、ポリオレフィンフィルムを用いても、良好なシュリンク性を発揮する。
これらを用いる場合には、金型20に挟み込んで加熱する際の、加熱温度、加熱時間等の条件を、ほとんど収縮が生じず、頂部とスカート部とからなる盛り上がりがうまく形成されるように適宜変更調節すればよいが、比較的低温(通常は金型温度が70度〜80度)で、短時間(通常は数十秒)、紙pなどに挟み込んでゆるやかに加熱するのが好ましい。
【0029】
また、実施形態では、容器40に食品30を直接山盛りに盛り付けて開口よりも上に盛り上げているが、容器40の開口上に中皿を開口から突出した状態で支持し、この中皿に食品を盛り付けることにより、開口よりも上に食品が盛り上がっている場合にも、この蓋材10は用いられる。
また、食品30を開口から盛り上がった状態に盛り付けた容器40を、開口から突出する中蓋で仮封緘し、その上に蓋材10を被せて熱収縮させ本封緘してもよい。
また、実施形態では、容器40をその底壁41が平面視円形のアルミニウム箔製としたが、形状や材質はこれに限定されず、たとえば、食品30が冷やし中華、ざるうどん、ざるそばなど加熱する必要がない場合には、見栄えを考えて透明の合成樹脂製や厚紙製としてもよく、また底壁を平面視楕円形や平面視方形などにしてもよい。
蓋材10の頂部11もこの形状に対応させて、楕円形や方形等にしてもよい。
また、蓋材10のスカート部12の外縁形状も特に限定されることはなく、容器の形状等に応じて、正方形、長方形、円形、楕円形、長円形などの形状に適宜調整することができる。
【0030】
実施形態では、蓋材10のスカート部12に強制的にしわ12aを形成するために、雄型21の縁部型21b、雌型22の縁部22bに凸条21c、22cを設けたが、金型20の製造コスト等を勘案して、これを省略することもできる。
そして、その場合にも、特にしわ抑えの手段を講じない限りは、蓋材10のスカート部12には、小じわが多数形成される。
ただし、この小じわは、実施形態のしわ12aと比較して小さいため、容器40封緘時の密着性がやや劣る。
【0031】
また、実施形態では、雄型21の頂部型21aと縁部型21bとを別体に形成しているが、蓋材10の頂部11とスカート部12とのなす角度を小さく形成する場合には、頂部型21aと縁部型22bとを一体に形成してもよく、そのようにすれば構造が単純であるため、金型20の製造コストを抑えることができる。
【0032】
さらに、この実施形態では、蓋材10の寸法を、一人前食べきりサイズおよび通常の形状の容器40の封緘に好適なようにしているが、これに限られず、容器のサイズや形状に応じて、頂部11の表面積、スカート部12の長さ、頂部11とスカート部12のなす角度などを、密封性を高めるために適宜調節するとよい。
【実施例】
【0033】
以下に、さらに詳細な実施例および比較例を挙げ、この発明の内容を一層明確にする。
実施例として、厚さ25μmの熱収縮性PETフィルム(グンゼ社製TNS25μm)を実施形態と同様に晒しクラフト紙を介して雌雄一対の金型に挟み込んで70℃〜80℃で約20秒間加熱成型することにより、頂部と頂部周縁から広がって垂下するしわ付きスカート部とからなる盛り上がり部が形成された蓋材を作製した。
比較例としては、同じく厚さ25μmの熱収縮性PETフィルム(グンゼ社製TNS25μm)を加熱成型等の加工を施さず、ほぼフラットな状態のままの蓋材を準備した。
【0034】
実施例および比較例の蓋材を、開口から上部に食品が盛り上がった状態で収納した容器に被せ、加熱して収縮させ、容器の開口を封緘した。
その結果、実施例の場合、10個の蓋材についてこの封緘作業を行ったところ、そのすべてについて、ほぼ密封状態に封緘することができた。
これに対し、比較例の場合、10個の蓋材についてこの封緘作業を行ったところ、そのすべてについて、収縮がうまくいかず、蓋材と容器との間に隙間が生じて密封性が不十分であった。
【図面の簡単な説明】
【0035】
【図1】(a)は蓋材の斜視図、(b)は蓋材の縦断面図
【図2】蓋材の製造工程を示す図
【図3】(a)は食品と容器の斜視図、(b)は食品を容器に収納した状態における正面図
【図4】食品包装体の製造工程を示す図
【符号の説明】
【0036】
1 実施形態の食品包装体
10 蓋材
11 頂部
12 スカート部
12a しわ
20 金型
21 雄型
21a 頂部型
21b 縁部型
21c 凸条
22 雌型
22a 底部(貫通孔)
22b 縁部
22c 凸条
30 食品
40 容器
41 底壁
42 周壁
43 フランジ
43a 縁巻部
f シュリンクフィルム(PETフィルム)
p 紙(晒しクラフト紙)
α スカート部と頂部とのなす角度
L スカート部の長さ
【技術分野】
【0001】
この発明は、シュリンクフィルムからなる蓋材、およびこの蓋材を用いた食品包装体、およびこの蓋材の製造方法に関する。
【背景技術】
【0002】
アルミニウム箔鍋などの容器に、鍋焼きうどんなどの食品を収納し、これをプラスチックシートなどからなる蓋で封緘した食品包装体は、開封後そのまま火にかけることで簡単に加熱調理することができ、食後は容器を使い捨てにできる。
そのため、昨今の利便性を追及する市場のニーズに合致し、このような食品包装体は、コンビニエンスストア、スーパーなどの食料品店へ多く出回っている。
【0003】
ここで、容器が、アルミ箔鍋など収納した食品が外から見えない素材でできている場合には、見栄えを良くするため、食品(たとえば鍋焼きうどんである場合にはその具材)が容器の開口よりも上まで盛り上がるようにして盛り付けることがよく行われている。
このような、食品を容器の開口よりも上まで盛り上げる方法としては、具体的には、直接容器に山盛りに盛り付けたり、特許文献1に記載されているように、容器開口上に中皿を開口から突出した状態で支持し、この中皿に盛り付けたりすることが考えられる。
この場合、蓋がフラットであると閉まらないため、従来は、プラスチックシートを圧空成型または真空成型することによって製造された、ドーム状等に盛り上がった蓋が用いられている。
【0004】
しかし、このような圧空成型または真空成型により盛り上がった蓋を製造する場合、フィルム状の厚みの薄い素材を、思い通りの形状にうまく成型することができない。
この圧空成型や真空成型による成型に困難を伴う問題は、フィルム状素材の厚みが180μm以下である場合に顕著である。
【0005】
また、ドーム状の蓋に用いることのできる素材の厚みに一定の制限がある以上は、材料コストを一定以下に削減することができない。
また、蓋の素材の厚みが大きいと、蓋の嵩が高くなるため、包装体の容積が大きくなり場所をとる。
そのため、コンビニエンスストアなどの売り場面積が限られた小型の店舗からは、減容を求める声が大きい。
さらに、このような蓋の場合、蓋が外れないように、蓋外面から容器外面にかけて封緘テープを巻き回す必要があり、封緘テープの材料の分も無駄が出る。
【0006】
一方、ほぼフラットなシュリンクフィルムを蓋材として用い、これを容器の開口に被せ、熱収縮させることで封緘することも良く行われている。
シュリンクフィルムは、厚みが180μm以下のものでも良好な収縮性を発揮し、成形性の点を除けば問題なく用いることができる。
このような、シュリンクフィルムを蓋材として用いれば、厚みが薄いため材料コストがかからず、嵩張らず、しかも容器に密着するため外れにくいという利点がある。
【0007】
しかし、上記したような、食品が容器の開口よりも上に盛り上がっている状態で、ほぼフラットなシュリンクフィルムを被せ、加熱しても、収縮の中途でフィルムが食品に引っかかるなどして、収縮がうまくいかず、密封状態に封緘することができない。
このように、容器と蓋との間に隙間が生じると、隙間を通じて外気が容器内に侵入するため衛生上問題があり、また見栄えも悪い。
【特許文献1】登録実用新案第3118868号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
そこで、この発明は、シュリンクフィルムからなる蓋材において、食品が容器の開口よりも上に盛り上がっている状態での封緘性を向上させることをその課題とする。
【課題を解決するための手段】
【0009】
上記した課題を解決するため、本発明者らは、頂部と、頂部周縁から広がって垂下するスカート部とを有するシュリンクフィルムからなる蓋材を発明したのである。
【0010】
このような蓋材を食品が容器の開口よりも上に盛り上がっている状態の容器に被せて加熱すると、蓋材の頂部とスカート部とからなる上に凸の空間に、食品の開口から盛り上がった部分が収納される。
そのため、蓋材の収縮時には、蓋材が食品に干渉せずに均等に収縮し、容器に密着することにより、隙間なく密封状態に封緘することができる。
【0011】
また、蓋材の材料であるシュリンクフィルムは厚みを薄くできるため、材料コストが低廉であり、嵩も低い。
さらに、蓋材は、熱収縮により容器に密着させることができるため、容器から外れにくく、別途テープ等を巻き回す必要もない。
【0012】
このような蓋材を製造するには、ほぼフラットなシュリンクフィルムを、頂部と、頂部周縁から広がって垂下する縁部とからプレス面が形成された雄型と、この雄型のプレス面とほぼ補完形状をなすようにプレス面が形成された雌型とからなる金型で挟み込み、加熱することによる。
このようにすれば、圧空成型や真空成型などと異なり、複雑高価な装置を用いる必要がないため、安価である。
また、その際に、ほぼフラットなシュリンクフィルムを複数枚重ね合わせて温間プレス加工を行うと、一度に複数の蓋材を製造できるため、効率がよく製造コストが低廉で済む。
さらにこのとき、複数枚のシュリンクフィルム間に紙を介在させるとシュリンクフィルムがゆるやかに加熱されるため、熱収縮が抑えられ、蓋材の形状が安定する。
【0013】
なお頂部やスカート部は、それぞれフラットである場合のみならず、盛り上がり部の内側や外側に向かい湾曲し、すなわち膨らみまたは凹んでいていてもよく、金型の頂部やスカート部の形状を適宜変更することにより製造できる。
なお、頂部とスカート部とは、その境界における接線の傾きが異なることにより区別される。
【0014】
蓋材のスカート部に多数のしわを形成すると、蓋材を容器に被せ熱収縮させるとしわ付き部分が重なり合うため容器への密着性が向上する。
スカート部のしわは、上記した温間プレス時に特にしわ抑えの手段を講じない限りは、自然に形成されるが、容器封緘時の密着性を一層高めるためには、強制的により多くの大きなしわを形成するのがよい。
強制的に大きなしわを多数形成するには、プレスを行う金型の雄型の縁部および雌型の縁部のいずれか一方または双方に縁部の全周に傾斜方向に延びる多数の凸条を設け、この金型でほぼフラットなシュリンクフィルムを挟み込み、加熱することによりしわ付け加工を施すとよい。
ここで、凸条には、断面外縁V字型やU字型など様々な形状が含まれる。
【0015】
頂部の表面積を25.0cm2〜900.0cm2、より好ましくは28.0cm2〜710.0cm2とし、スカート部と頂部とのなす角度を10度〜90度、より好ましくは20度〜60度とし、スカート部の長さを2cm〜12cm、より好ましくは3cm〜10cmとすると、一人前の食品を収納する通常サイズ(一人前食べきりサイズ)の容器に、通常の範囲で食品を盛り上げて収納してなる食品包装体に用いる場合に、その大きさや盛り上がり具合が密封するために丁度よい。
ここで、スカート部と頂部とのなす角度とは、スカート部と頂部との境界におけるそれぞれの接線のなす鋭角の角度のことをいい、スカート部の長さとは、スカート部の上縁である頂部との境界と、スカート部の下縁である外縁とを結ぶ直線の最大長さのことをいう。
このような蓋材の頂部の表面積やスカート部の長さは、プレスを行う金型のサイズを適宜調節することにより自由に形成可能である。
【0016】
ところで、蓋材のスカート部と頂部とのなす角度は、金型の雄型の頂部と縁部とのなす角度を調節することによりある程度形成可能であるが、蓋材のスカート部と頂部とのなす角度が大きい場合には、以下の製造方法により形成するのが、大きな角度を付けることができ、その状態での形状が安定するために好ましい。
すなわち、金型の雄型を頂部型と縁部型とに分割し、頂部型を縁部型に対して進退可能とし、雌型のプレス面を、雄型の頂部型が挿通可能な貫通孔からなる底部と、底部周縁から広がって立ち上がる縁部とから形成し、雄型の縁部型と雌型の縁部とでほぼフラットなシュリンクフィルムを挟み込み、雄型の頂部型を縁部型に対して前進させて雌型の底部貫通孔に挿通させ、フィルム中央部を貫通孔に押し込んだ状態で加熱することにより、蓋材のスカート部と頂部とのなす角度が大きい状態で安定させることができる。
【0017】
蓋材を、厚み10μm〜100μm、より好ましくは25μm〜50μmのポリエチレンテレフタレート(PET)フィルム製とすると、特に、シュリンク性が良好であり、通常の使用状態(使用環境)においては強度も十分である。
【0018】
このような蓋材を、収納部と収納部に通じる開口とを有する容器に、開口から上に盛り上がるように食品を盛り付け、容器の開口部に蓋材を盛り上げ部が開口から突出する向きに被せて熱収縮させ封緘すると簡単に低コストで食品包装体を製造することができる。
【発明の効果】
【0019】
頂部と、頂部周縁から広がって垂下するスカート部とを有するシュリンクフィルムからなる蓋材を発明したことにより、この蓋材を、食品が容器の開口よりも上に盛り上がっている状態でその開口に被せて加熱すると、蓋材の収縮時に蓋材と食品とが干渉することなく均等に収縮するため、蓋材が容器に密着し、密封状態に封緘することができる。
【0020】
また、この蓋材を上記した製造方法により製造することにより、圧空成型や真空成型などの場合のような複雑高価な装置を用いる必要がないため、低コストでの製造が可能となる。
【発明を実施するための最良の形態】
【0021】
以下、図面を参照しつつ、この発明の実施の形態について説明する。
実施形態の蓋材10は、厚さ約25μmの熱収縮性を有するPETフィルム製であって、図1のように、ほぼフラットな平面視円形の頂部11と、この頂部11の周縁から広がって垂下するスカート部12とからなる。
この頂部11とスカート部12とにより、蓋材10は一方向に対してほぼドーム状に盛り上がっている。
図示のように、頂部11とスカート部12とのなす角度αは約30度であり、スカート部12には、多数のしわ12aが形成されている。
また、スカート部12の長さLは、約4.5cmであり、頂部11の表面積は約95cm2である。
【0022】
このような蓋材10は、以下のようにして製造される。
まず、図2のような、一対の上方の可動金型である雄型21と下方の固定金型である雌型22とからなる金型20を用意する。
雄型21は、プレス面を構成する円筒状の頂面を有する円柱状の頂部型21aと、頂部型21aの周縁から広がって垂下する外面がプレス面を構成する台錐状の縁部型21bとからなり、雌型22は、この雄型21の頂部型21aが挿通可能な平面視円形の貫通孔からなる底部22aと、底部22a周縁から広がって立ち上がるプレス面を構成する内面が雄型21の縁部型21bとほぼ補完形状をなす縁部22bとからなる。
雄型21の頂部型21aと縁部型21bとはこのように別体に形成されており、それぞれ上下方向に進退可能となっている。
そのため、頂部型21aと縁部型21bの進退のスピードを違えることで、頂部型21aは縁部型21bに対して相対的に進退可能となっている。
また、雌型22は図示しない台座に固定されている。
また、雄型21の縁部型21bと、雌型22の縁部22bには、その全周にわたって傾斜方向に延びる多数の凸条が形成されている。
【0023】
この金型20に、ほぼフラットなPETフィルムfを複数枚挟みこんで加熱する。
ここで、原反となるPETフィルムfは、図2のように、一定枚数ずつ重ね合わせられたものが、晒しクラフト紙などの紙p(紙pも重ね合わせてもよい。)を介して、さらに多層に積層されている。
【0024】
金型20は、図2(b)から図2(c)のように、その雄型21の縁部型21bと、雌型22の縁部22bとでPETフィルムfを挟み込んだ状態で、雄型21の頂部型21aが図中下方に向けて進出し(前進し)、雌型22の底部22aをなす貫通孔に挿通され、これによりPETフィルムfの中央部分は図中下方に向けて押し込まれる。
【0025】
PETフィルムfは、こうして金型20に挟み込まれた状態で70℃〜80℃の温度下(金型温度)で約20秒加熱されるが、このように比較的低温下で短時間、しかも紙pの間に挟み込まれて加熱されるため、加熱は徐々に、ゆるやかに行われる。
そのため、加熱により、PETフィルムfはほとんど熱収縮することなく塑性変形して、金型20に挟み込まれた部分が型付けられる。
このとき、上述したように、雄型21の頂部型21aによりPETフィルムfの中央部分が押し込まれて蓋材10の頂部11が形成され、雄型21の縁部型21bおよび雌型22の縁部22bに挟み込まれてスカート部12が形成される。
また、上述したように、雄型21の縁部型21bおよび雌型22の縁部22bには凸条21c、22cが設けられているため、これに型付けされ、蓋材10のスカート部12には、その傾斜方向に延びる多数の大きなしわ12aが強制的に形成されることになる。
また、上述したように雄型21の頂部型21aの頂面は円筒状となっているので、フィルムfの蓋材10の頂部11となる部分にはその外縁以外はほとんど熱が加わらない。
そのため、蓋材10の頂部11は特に収縮が抑えられ、フラットな状態を維持することができる。
なお、スカート部12下縁(外縁)に連続するフラットな未成型部分が存する場合には、この部分は不要であるため、カットしておいてもよい。
また、紙pを重ね合わせて用いている場合には、重ね合わせ枚数を適宜調節することで、加熱の度合いを調節することが可能である。
【0026】
図3に、食品30と、これを収納する容器40を示す。
容器40は、通常の一人前食べきりサイズのアルミニウム箔製であって、図示のように、平面視円形の底壁41と、底壁41の周縁から広がって立ち上がる周壁42と、周壁42の上縁からほぼ水平に張り出すフランジ43とからなり、フランジ43の周縁部はカールして縁巻部43aとなっている。
食品30は、容器40の収納部に山盛りに盛り付けられ、図示のように、フランジ43よりも(開口よりも)上に盛り上がった状態となっている。
なお、ここで、食品30は図面上模式的に表したものであって、その形状や種類は特に限定されず、鍋焼きうどん、ちゃんぽん、タンメンなどの具材の豊富な麺類をはじめとする山盛り状態に盛り付けられる種々多様の食品が考えられる。
【0027】
図4のように、この食品30が収納された容器40に、盛り上がり方向が上を向くようにして蓋材10を被せ、加熱して収縮させると、蓋材10のスカート部12が容器40のフランジ43および周壁42外面に密着し、容器40が封緘されて食品包装体1が完成する。
このとき、盛り上がった食品30に対応して、蓋材10も盛り上がっている(上に凸である)ため、蓋材10の熱収縮時に食品30と干渉することなく、均等に収縮して、図示のように、食品包装体1を隙間なく密封することが可能である。
特に、蓋材10のスカート部12には多数の大きなしわ12aが形成されているため、しわ12a付き部分が重なり合うことでより密着性が高まっている。
さらに、蓋材10のスカート部12の長さは、約4.5cmであり、頂部11の表面積は約95cm2であり、頂部11とスカート部12とのなす角度は約30度であるためこのような一人前食べきりサイズの容器40を封緘するのに好適な寸法となっている。
さらに、上述したように、蓋材10の厚みは約25μmであるため、シュリンク性が良好であり、しかも通常の使用状態では強度も十分である。
【0028】
この実施形態では、蓋材10として、厚さ約25μmの熱収縮性を有するPETフィルムを用いたが、厚みや種類はこれに限定されず、たとえば、延伸ポリプロピレン(OPP)フィルム、ポリスチレンフィルム、ポリ塩化ビニルフィルム、ポリオレフィンフィルムを用いても、良好なシュリンク性を発揮する。
これらを用いる場合には、金型20に挟み込んで加熱する際の、加熱温度、加熱時間等の条件を、ほとんど収縮が生じず、頂部とスカート部とからなる盛り上がりがうまく形成されるように適宜変更調節すればよいが、比較的低温(通常は金型温度が70度〜80度)で、短時間(通常は数十秒)、紙pなどに挟み込んでゆるやかに加熱するのが好ましい。
【0029】
また、実施形態では、容器40に食品30を直接山盛りに盛り付けて開口よりも上に盛り上げているが、容器40の開口上に中皿を開口から突出した状態で支持し、この中皿に食品を盛り付けることにより、開口よりも上に食品が盛り上がっている場合にも、この蓋材10は用いられる。
また、食品30を開口から盛り上がった状態に盛り付けた容器40を、開口から突出する中蓋で仮封緘し、その上に蓋材10を被せて熱収縮させ本封緘してもよい。
また、実施形態では、容器40をその底壁41が平面視円形のアルミニウム箔製としたが、形状や材質はこれに限定されず、たとえば、食品30が冷やし中華、ざるうどん、ざるそばなど加熱する必要がない場合には、見栄えを考えて透明の合成樹脂製や厚紙製としてもよく、また底壁を平面視楕円形や平面視方形などにしてもよい。
蓋材10の頂部11もこの形状に対応させて、楕円形や方形等にしてもよい。
また、蓋材10のスカート部12の外縁形状も特に限定されることはなく、容器の形状等に応じて、正方形、長方形、円形、楕円形、長円形などの形状に適宜調整することができる。
【0030】
実施形態では、蓋材10のスカート部12に強制的にしわ12aを形成するために、雄型21の縁部型21b、雌型22の縁部22bに凸条21c、22cを設けたが、金型20の製造コスト等を勘案して、これを省略することもできる。
そして、その場合にも、特にしわ抑えの手段を講じない限りは、蓋材10のスカート部12には、小じわが多数形成される。
ただし、この小じわは、実施形態のしわ12aと比較して小さいため、容器40封緘時の密着性がやや劣る。
【0031】
また、実施形態では、雄型21の頂部型21aと縁部型21bとを別体に形成しているが、蓋材10の頂部11とスカート部12とのなす角度を小さく形成する場合には、頂部型21aと縁部型22bとを一体に形成してもよく、そのようにすれば構造が単純であるため、金型20の製造コストを抑えることができる。
【0032】
さらに、この実施形態では、蓋材10の寸法を、一人前食べきりサイズおよび通常の形状の容器40の封緘に好適なようにしているが、これに限られず、容器のサイズや形状に応じて、頂部11の表面積、スカート部12の長さ、頂部11とスカート部12のなす角度などを、密封性を高めるために適宜調節するとよい。
【実施例】
【0033】
以下に、さらに詳細な実施例および比較例を挙げ、この発明の内容を一層明確にする。
実施例として、厚さ25μmの熱収縮性PETフィルム(グンゼ社製TNS25μm)を実施形態と同様に晒しクラフト紙を介して雌雄一対の金型に挟み込んで70℃〜80℃で約20秒間加熱成型することにより、頂部と頂部周縁から広がって垂下するしわ付きスカート部とからなる盛り上がり部が形成された蓋材を作製した。
比較例としては、同じく厚さ25μmの熱収縮性PETフィルム(グンゼ社製TNS25μm)を加熱成型等の加工を施さず、ほぼフラットな状態のままの蓋材を準備した。
【0034】
実施例および比較例の蓋材を、開口から上部に食品が盛り上がった状態で収納した容器に被せ、加熱して収縮させ、容器の開口を封緘した。
その結果、実施例の場合、10個の蓋材についてこの封緘作業を行ったところ、そのすべてについて、ほぼ密封状態に封緘することができた。
これに対し、比較例の場合、10個の蓋材についてこの封緘作業を行ったところ、そのすべてについて、収縮がうまくいかず、蓋材と容器との間に隙間が生じて密封性が不十分であった。
【図面の簡単な説明】
【0035】
【図1】(a)は蓋材の斜視図、(b)は蓋材の縦断面図
【図2】蓋材の製造工程を示す図
【図3】(a)は食品と容器の斜視図、(b)は食品を容器に収納した状態における正面図
【図4】食品包装体の製造工程を示す図
【符号の説明】
【0036】
1 実施形態の食品包装体
10 蓋材
11 頂部
12 スカート部
12a しわ
20 金型
21 雄型
21a 頂部型
21b 縁部型
21c 凸条
22 雌型
22a 底部(貫通孔)
22b 縁部
22c 凸条
30 食品
40 容器
41 底壁
42 周壁
43 フランジ
43a 縁巻部
f シュリンクフィルム(PETフィルム)
p 紙(晒しクラフト紙)
α スカート部と頂部とのなす角度
L スカート部の長さ
【特許請求の範囲】
【請求項1】
頂部と、頂部周縁から広がって垂下するスカート部とを有するシュリンクフィルムからなる蓋材。
【請求項2】
上記スカート部に多数のしわを形成した請求項1に記載のシュリンクフィルムからなる蓋材。
【請求項3】
上記頂部の表面積を25.0cm2〜900.0cm2、頂部とスカート部とのなす角度を10度〜90度、スカート部の長さを2cm〜12cmに形成した請求項1または2に記載のシュリンクフィルムからなる蓋材。
【請求項4】
厚みが10μm〜100μmのポリエチレンテレフタレートフィルム製である請求項1から3のいずれかに記載のシュリンクフィルムからなる蓋材。
【請求項5】
収納部と収納部に通じる開口とを有する容器と、
この容器に開口から上に盛り上がるように盛り付けられて収納された食品と、
この容器の開口部に盛り上げ部が開口から突出する向きに被せて熱収縮させ容器を封緘した請求項1から4のいずれかに記載の蓋材とからなる食品包装体。
【請求項6】
ほぼフラットなシュリンクフィルムを複数枚重ね合わせ、頂部と、頂部周縁から広がって垂下する縁部とからプレス面が形成された雄型と、この雄型のプレス面とほぼ補完形状をなすようにプレス面が形成された雌型とからなる金型で挟み込み、加熱することにより、
前記各シュリンクフィルムに、頂部と、頂部周縁から広がって垂下するスカート部とを形成するシュリンクフィルムからなる蓋材の製造方法。
【請求項7】
上記金型の雄型の縁部および雌型の縁部のいずれか一方または双方に、縁部の全周に傾斜方向に延びる多数の凸条を設け、この金型でほぼフラットなシュリンクフィルムを挟み込み、加熱することにより、
上記スカート部にしわ付け加工を施した請求項6に記載のシュリンクフィルムからなる蓋材の製造方法。
【請求項8】
上記金型の雄型を頂部型と縁部型とに分割し、頂部型を縁部型に対して進退可能とし、雌型のプレス面を、雄型の頂部型が挿通可能な貫通孔からなる底部と、底部周縁から広がって立ち上がる縁部とから形成し、雄型の縁部型と雌型の縁部とでほぼフラットなシュリンクフィルムを挟み込み、雄型の頂部型を縁部型から前進させて雌型の底部貫通孔に挿通させ、シュリンクフィルム中央部を貫通孔に押し込んで加熱することにより、
前記各シュリンクフィルムに、頂部と、頂部周縁から広がって垂下するスカート部とを形成する請求項6または7に記載のシュリンクフィルムからなる蓋材の製造方法。
【請求項9】
上記複数枚のシュリンクフィルム間に紙を介在させた請求項6から8のいずれかに記載のシュリンクフィルムからなる蓋材の製造方法。
【請求項1】
頂部と、頂部周縁から広がって垂下するスカート部とを有するシュリンクフィルムからなる蓋材。
【請求項2】
上記スカート部に多数のしわを形成した請求項1に記載のシュリンクフィルムからなる蓋材。
【請求項3】
上記頂部の表面積を25.0cm2〜900.0cm2、頂部とスカート部とのなす角度を10度〜90度、スカート部の長さを2cm〜12cmに形成した請求項1または2に記載のシュリンクフィルムからなる蓋材。
【請求項4】
厚みが10μm〜100μmのポリエチレンテレフタレートフィルム製である請求項1から3のいずれかに記載のシュリンクフィルムからなる蓋材。
【請求項5】
収納部と収納部に通じる開口とを有する容器と、
この容器に開口から上に盛り上がるように盛り付けられて収納された食品と、
この容器の開口部に盛り上げ部が開口から突出する向きに被せて熱収縮させ容器を封緘した請求項1から4のいずれかに記載の蓋材とからなる食品包装体。
【請求項6】
ほぼフラットなシュリンクフィルムを複数枚重ね合わせ、頂部と、頂部周縁から広がって垂下する縁部とからプレス面が形成された雄型と、この雄型のプレス面とほぼ補完形状をなすようにプレス面が形成された雌型とからなる金型で挟み込み、加熱することにより、
前記各シュリンクフィルムに、頂部と、頂部周縁から広がって垂下するスカート部とを形成するシュリンクフィルムからなる蓋材の製造方法。
【請求項7】
上記金型の雄型の縁部および雌型の縁部のいずれか一方または双方に、縁部の全周に傾斜方向に延びる多数の凸条を設け、この金型でほぼフラットなシュリンクフィルムを挟み込み、加熱することにより、
上記スカート部にしわ付け加工を施した請求項6に記載のシュリンクフィルムからなる蓋材の製造方法。
【請求項8】
上記金型の雄型を頂部型と縁部型とに分割し、頂部型を縁部型に対して進退可能とし、雌型のプレス面を、雄型の頂部型が挿通可能な貫通孔からなる底部と、底部周縁から広がって立ち上がる縁部とから形成し、雄型の縁部型と雌型の縁部とでほぼフラットなシュリンクフィルムを挟み込み、雄型の頂部型を縁部型から前進させて雌型の底部貫通孔に挿通させ、シュリンクフィルム中央部を貫通孔に押し込んで加熱することにより、
前記各シュリンクフィルムに、頂部と、頂部周縁から広がって垂下するスカート部とを形成する請求項6または7に記載のシュリンクフィルムからなる蓋材の製造方法。
【請求項9】
上記複数枚のシュリンクフィルム間に紙を介在させた請求項6から8のいずれかに記載のシュリンクフィルムからなる蓋材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−50015(P2008−50015A)
【公開日】平成20年3月6日(2008.3.6)
【国際特許分類】
【出願番号】特願2006−225199(P2006−225199)
【出願日】平成18年8月22日(2006.8.22)
【出願人】(000222141)東洋アルミエコープロダクツ株式会社 (106)
【Fターム(参考)】
【公開日】平成20年3月6日(2008.3.6)
【国際特許分類】
【出願日】平成18年8月22日(2006.8.22)
【出願人】(000222141)東洋アルミエコープロダクツ株式会社 (106)
【Fターム(参考)】
[ Back to top ]