
シュープレスベルト
【課題】湿紙側層の表面層に捕水部とランド部があるシュープレスベルトにおいて、ランド部の表面部と、捕水部の底部におけるクラックの発生を抑制するシュープレスベルトを提供。
【解決手段】シュープレスベルト10は、基体Bと、基体Bの外側に設けられた湿紙側層20及び内側のシュー側層Sからなり、湿紙側層20とシュー側層Sは高分子弾性材料からなる。湿紙側層20の表面層11は、凹状の捕水部40と捕水部40の形成により生じた突起部分であるランド部50からなる。このランド部50の表面部52の硬度を捕水部40の底部42の硬度よりも相対的に高く設定することで、シュープレスベルト10のランド部の表面部52と捕水部の底部42とコーナー部43におけるクラックの発生を抑制する。
【解決手段】シュープレスベルト10は、基体Bと、基体Bの外側に設けられた湿紙側層20及び内側のシュー側層Sからなり、湿紙側層20とシュー側層Sは高分子弾性材料からなる。湿紙側層20の表面層11は、凹状の捕水部40と捕水部40の形成により生じた突起部分であるランド部50からなる。このランド部50の表面部52の硬度を捕水部40の底部42の硬度よりも相対的に高く設定することで、シュープレスベルト10のランド部の表面部52と捕水部の底部42とコーナー部43におけるクラックの発生を抑制する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、抄紙工程のシュープレス装置に使用されるシュープレス用ベルト(以下、シュープレスベルトと云う)に関し、特に耐久性に優れたシュープレスベルトに関する。
【背景技術】
【0002】
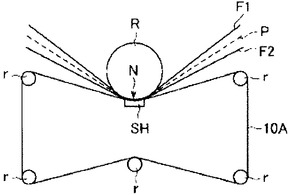
従来から製紙工程のプレスパートに採用されているシュープレス装置は、図1及び図2に示すものの2つに大別される。
これらはともに、ロールRとシューSHとを面接触させ、両者間に2枚のエンドレスフェルトF1,F2とシュープレスベルト10Aを挟持させたものである。搾水すべき湿紙Pは、エンドレスフェルトF1,F2間に保持された状態でシュープレスベルト10A上に載置され、ロールRとシューSHとで構成されるニップ圧部Nを通って搾水されるようになっている。
図1及び図2に示すように、これらの装置では、搾水効果が向上するように、ロールRとシューSHとが面接触して広いニップ圧部Nが構成されている。
【0003】
なお、図1の装置には比較的長尺のシュープレスベルトが使用され、このシュープレスベルトを無端状にして、複数(図1では5個)のロールrに掛け渡し、一定の張力を掛けた状態で走行させている。
一方、図2の装置では、比較的短いシュープレスベルトが使用される。
【0004】
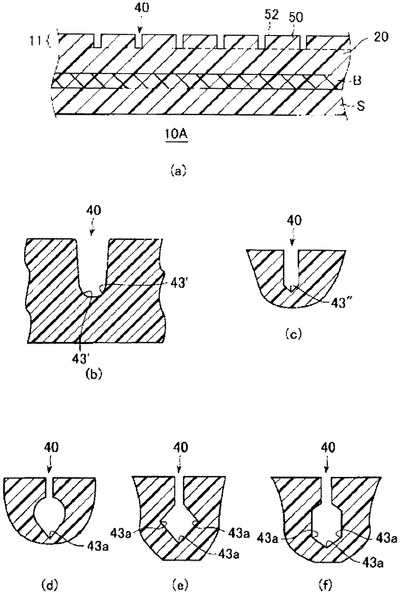
図3(a)は、図1、2のシュープレス装置に使用される、従来のシュープレスベルト10AのCMD方向の断面図である。
このシュープレスベルト10Aは、基体Bと、基体Bの外側に設けられた湿紙側層20、及び内側のシュー側層Sからなり、湿紙側層20とシュー側層Sは高分子弾性材料からなる。
なお、この基体B内にも、高分子弾性材料は配置されている。なお、シュープレスベルト10Aを構成する、これら全ての高分子弾性材料は、一体化されている。
【0005】
基体Bは、シュープレスベルト10Aの強度を発現させるために設けられるものであり、経糸と緯糸を織製した基布の他、経糸と緯糸を織製せずに重ねたもの、細い帯状の不織布や織布を幅方向にスパイラル状に巻回したもの等、基体としての機能を果たすものが適宜使用される。
【0006】
また、シュープレスベルトの製造工程にあっては、基体Bに対して湿紙側層20とシュー側層Sをそれぞれ別工程で製造したり、一度の工程で設けたりする。なお、高分子弾性材料料としては、ゴム、エラストマーの中から適宜選択できるが、その中でもポリウレタン系樹脂、特に、熱硬化性ポリウレタン樹脂が多く採用されている。
【0007】
凹状の捕水部40は、前記湿紙側層20の後述する湿紙側層の表面層11に設けられており、ニップ圧部Nで湿紙から搾水された水分を一時的に捕水する作用を有する。なお、捕水部40に捕水された水分は、その後、シュープレスベルト10Aが走行し、その走行角度が変化した際等に、シュープレスベルト10Aから振切られて脱水される。
【0008】
捕水部40の具体的な構成としては、MD方向に沿って連続して設けられた凹溝や、基体に達しない深さで独立的に設けられる複数のブラインドドリル孔により形成される。
図3(a)では、断面が直線状で、底部の角が直角の捕水部40が示されているが、要は、保水機能を果たすものであればよく、捕水部40の断面の形状は、図3(b)のように、底部が全体として湾曲状の場合や、図3(c)のように底部が鋭角で凹んでいるもの、図3(d)〜(f)のような、入り口が狭く内部が広い、いわゆる、蟻溝状のものもある。
【0009】
湿紙側層の表面層11は、凹状の捕水部40と、捕水部40の形成により生じた突起部分であるランド部50からなる。
【0010】
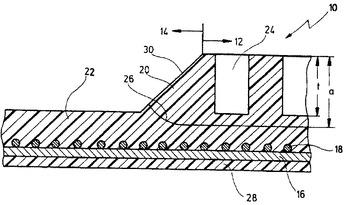
図4は、捕水部を含む湿紙側の表面層を硬度の高い高分子弾性材料により構成し、その他の層を硬度の低い高分子弾性材料により構成した従来のシュープレスベルトの、CMD(走行方向と直交する横断方向)断面図である。(特許文献1)
【0011】
シュープレスベルトを使用する際には、その厚み方向に働く非常に強い圧縮力と、走行方向とは逆の方向に働く所謂剪断力とが、製紙機械の稼動状態で繰返しシュープレスベルトに作用するので、高分子弾性材料は次第に劣化し、最終的には当該負荷に追従できなくなり、その結果、あらゆる部分から亀裂、所謂、クラックが発生していた。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】米国特許5766421号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
近年、紙の生産性向上を追求した結果、従来にもまして抄紙機の高速化が進み、またシュープレス装置のニップ圧も高く設定されるようになっている。そして、シュープレスベルトとしても、過酷な使用状況の下で、破損等を生じにくい、耐久性の高いものが要望されている。
【0014】
前述のように、シュープレスベルト10Aは、使用時、ニップ圧部内にて高圧が掛けられた状態で、高速で走行するので、ニップ圧部内においては、シュープレスベルト10Aの厚み方向に、非常に高い負荷がかかる。
さらに、ベルトの湿紙側層の表面層11にはMD走行方向とは逆の力が負荷として作用する。これは、ニップ圧部を通過したシュープレスベルト部分の直後の部分は未だニップ圧部内にあり、ニップ圧部を脱した箇所がMD方向に進行しようとしても、その直後の部分であるニップ圧部内で厚み方向への負荷が加わっているため、この負荷がブレーキ力として作用し、MD方向とは逆方向の負荷が加わるからである。
【0015】
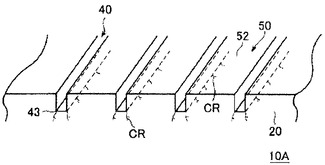
図5は、特許文献1に記載の従来のシュープレスベルトの構成であり、湿紙側層を硬度の高い高分子弾性材料により構成した場合のクラック発生状態を示す説明図である。
この場合、高分子弾性材料の硬度が高いため、特に捕水部40の底部やコーナー部43から、クラックCRが発生していた。
【0016】
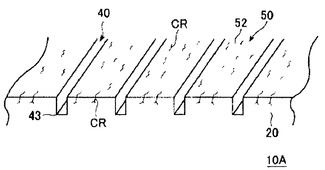
図6は、従来のシュープレスベルトの構成において、湿紙側層を硬度の低い高分子弾性材料により構成した場合のクラック発生状態を示す説明図である。
この場合は、高分子弾性材料の硬度が低いため、捕水部40内におけるクラックCRはそれほど頻発しない。
一方、高分子弾性材料の硬度が低いため、MD走行方向とは逆の負荷に対しては、歪みに追随することが困難となるため、ランド部50の表面52からのクラックCRが顕著となっていた。
【0017】
本発明は、上述した問題点に鑑み、クラックの発生を抑制することができる、耐久性の高いシュープレスベルトを提供することを目的とする。
【課題を解決するための手段】
【0018】
本発明は、シュープレス装置のプレスローラとシューの間に配置され、基体、湿紙側層、及びシュー側層からなるシュープレスベルトにおいて、前記湿紙側層が高分子弾性材料により構成され、前記湿紙側層の表面層に、凹状の捕水部とランド部が形成され、前記ランド部の表面部を相対的に高硬度に、前記捕水部の底部を相対的に低硬度にしたシュープレスベルトによって前記課題を解決した。
【0019】
また本発明は、前記ランド部の表面部の硬度がJIS−Aで93°〜97°の範囲、前記捕水部の底部の硬度がJIS−Aで90°〜95°の範囲、かつ前記ランド部の表面部の硬度が前記捕水部の底部の硬度よりもJIS−Aで1°〜5°、好ましくは1°〜3°の範囲で高く形成されている。
【発明の効果】
【0020】
本発明のシュープレスベルトによると、ランド部の表面部の硬度を相対的に高く、捕水部の底部の硬度を相対的に低く設定することにより、ランド部の表面部のクラックの発生と捕水部の底部のクラックの発生とが同時に抑えられるので、シュープレスベルトの耐久性が著しく向上するという効果を奏する。
また、ランド部の表面部を高硬度の高分子弾性材料で構成したので、シュープレスベルトとして過酷な使用状況にあっても、捕水部(溝部)が閉塞することがなく、搾水効果が維持できる。
【図面の簡単な説明】
【0021】
【図1】比較的長尺のシュープレスベルトに適したシュープレス装置の概要図。
【図2】比較的短いシュープレスベルトに適したシュープレス装置の概要図。
【図3】図3(a)は、従来のシュープレスベルトのCMD方向断面図、図3(b)〜(f)は異なる断面形状の捕水部の拡大CMD方向断面図。
【図4】従来のシュープレスベルトのCMD方向断面図
【図5】湿紙側層を硬度の高い高分子弾性材料により形成した従来のシュープレスベルトの場合の、捕水部の底部とコーナー部のクラック発生状態を示す説明図。
【図6】湿紙側層を硬度の低い高分子弾性材料により形成した従来のシュープレスベルトの場合の、ランド部の表面部のクラック発生状態を示す説明図。
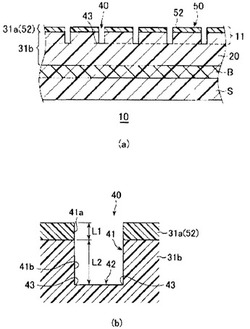
【図7】本発明のシュープレスベルトを示し,図7(a)はシュープレスベルトのCMD方向断面図、図7(b)は湿紙側層の表面層に設けられた捕水部を示すシュープレスベルトの部分拡大CMD方向断面図。
【図8】実施例及び比較例のシュープレスベルトについて、耐久性を評価するための装置の概要図。
【図9】図8の装置によって評価した結果を示す図。
【発明を実施するための最良の形態】
【0022】
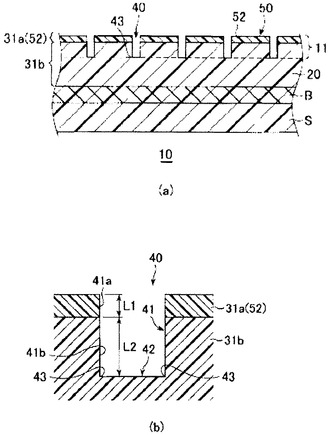
本発明のシュープレスベルト10の実施形態を、図7(a)に基づいて説明する。なお、従来と同一の構成については同一の符号を使用し、説明は省略する。このシュープレスベルト10は、基体Bと、基体Bの湿紙側に設けられた湿紙側層20、及びシュー側に設けられたシュー側層Sからなり、湿紙側層20とシュー側層Sは、高分子弾性材料からなる。湿紙側層20の表面層11は、凹状の捕水部40と、捕水部40の形成により生じた突起部分であるランド部50からなる。このランド部50の表面部52の硬度を捕水部40の底部42の硬度よりも高く設定することで、シュープレスベルト10の耐久性を向上させている。なお、「ランド部の表面部」とは、ランド部の表面から厚さ方向に、捕水部の底にまで至らない厚みの部分をいう。
【0023】
次に、本発明のシュープレスベルト10の製造方法を図7により説明する。
まず、基体Bに対し、湿紙側層20とシュー側層Sを設ける。この際、各層の独立形成や、連続形成は、適宜選択可能である。但し、湿紙側層20を構成する高分子弾性材料の素材としては、低い硬度を有する高分子弾性材料が選択される。この低い硬度を有する高分子弾性材料により低硬度部31bが形成される。
【0024】
次に、低硬度部31b上に、硬度の高い高分子弾性材料を塗布し、硬化させる。この硬度の高い高分子弾性材料により、高硬度部31aが形成される。
その後に、シュープレスベルト10の湿紙側層の表面層11に、捕水部40を穿設する。
ここで、捕水部40が穿設されない高硬度部31aがランド部50の表面部52となる。
このようにして、本発明のシュープレスベルト10は製造される。
【0025】
一方、図7(b)に示すように、捕水部40の側壁41においては、前記高硬度部31aによる側面の高硬度部41aと、前記低硬度部31bによる側面の低硬度部41bとが形成される。なお、捕水部40の底部42とコーナー部43は、低硬度部31bにより形成されている。
このように、クラックの生じやすい箇所であるランド部の表面部と捕水部の底部42とコーナー部43において、ランド部の表面部を高硬度部31a、捕水部の底部42とコーナー部43を低硬度部31bで構成すると、効果的にクラックの発生を抑えることが可能になる。ただし、捕水部の底部42とコーナー部43とは同じ低硬度部31bにより形成されるから、本発明では捕水部の底部42の硬度を設定すればよい。
【0026】
本発明で使用する高分子弾性材料は、ゴム、エラストマーの中から適宜選択できるが、その中でもポリウレタン樹脂、特に熱硬化性ポリウレタン樹脂が多く使用される。
【0027】
なお、実験の結果、高硬度部31aの硬度がJIS−Aで93°〜97°の範囲、前記捕水部の底部の硬度がJIS−Aで90°〜95°の範囲、かつ前記ランド部の表面部の硬度が前記捕水部の底部の硬度よりもJIS−Aで1°〜5°、好ましくは1°〜3°の範囲で高く形成されていると、所望の効果を得ることが実験により確認された。
この際、高硬度部31aと低硬度部31bの境界においては、両者が全く異なる硬度の場合でも、硬度勾配を形成した場合でもよい。
【0028】
本発明において、高硬度部と低硬度部とを、異なる硬度の高分子弾性材料で構成するためには、例えばポリウレタン樹脂を使用する場合は、長鎖ポリオールの重量分子量Mwが異なるウレタンプレポリマーを適宜配合して調整することができる。本発明ではケムチュラ社製アジプレンL167およびアジプレンL100(これらの長鎖ポリオールはPTMEGであり、前者は後者よりも重量分子量Mwが小さい)を適宜配合して高硬度部と低硬度部とを形成することができる。
【0029】
ここで、側面の高硬度部41aと、側面の低硬度部41bの厚みの割合L1:L2は、9:1から1:1の間であると良好であることが、実験の結果、確認された。
【0030】
このような構成において、捕水部の断面形状は矩形、台形、U字形、樽形など、何れの形状でも適用可能である。
【0031】
なお、上述の実施形態では、捕水部40の断面が直線状で、側壁41と底面42のなすコーナー部43が直角の例を説明した。しかし、本発明は、このような典型的構成に限られず、その他の断面の捕水部にも適用可能である。
捕水部40が、図3(b)のような全体として湾曲状のコーナー部43’を含む底面を有する場合や、図3(c)のように、捕水部40が鋭角に交わる箇所43’’を含む凹んだ底面を有する場合、または図3(d)〜(f)のような、入り口が狭く内部が広い蟻溝状で、ある角度をもって交わる部分43aを含む底面を有する場合などでは、それらの底面を形成する高分子弾性材料が、ランド部の表面部の硬度よりも低く設定された低硬度部であればよい。
【実施例】
【0032】
次に、シュープレスベルトの具体例を、1乃至9の実施例によって説明する。1乃至9の実施例、及び後述する比較例としてのシュープレスベルトに共通する構成は次の通りである。
・幅:300mm。
・周長:6m。
・厚み:5mm。
・基体B:経糸、緯糸ともにポリエステルモノフィラメント糸を製織してなる経三重織物。
・高分子弾性材料:熱硬化性ポリウレタン樹脂として、ケムチュラ社製アジプレンL167と、アジプレンL100の混合物と、さらに硬化剤としてイハラケミカル社製のキュアミンMTとを、要求される樹脂硬度が得られるよう適宜配合したもの。
・捕水部40:連続する溝部として、幅1mm、深さ1mm、ピッチ16山/5cmの矩形のものを湿紙側層の表面層11に形成した。
なお、高硬度部の硬度、低硬度部の硬度、及び側面高硬度部と側面低硬度部の厚みの割合は、それぞれ表に記載した。
【0033】
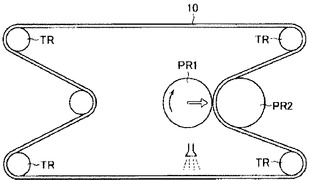
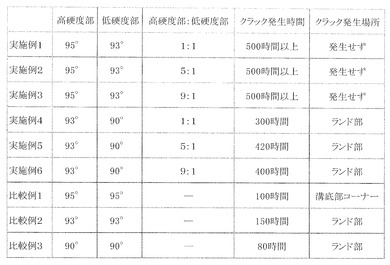
実施例1乃至6及び比較例1乃至2のシュープレスベルトについて、図8に示す装置を使用して、シュープレスベルトの耐久性を評価するテストを行った。
図8は屈曲試験機であり、複数のテンションローラTRと、一対のプレスロールPR1、PR2とにより構成されている。なお、プレスローラPR1は回転可能であるとともに、プレスローラPR2に対して移動可能に構成されている。よって、テンションローラTRに支持された測定対象物を走行させるとともに、測定対象物にプレス圧を加えることが可能となる。
ちなみに、当該テンションローラTRの直径は100mm、プレスローラPR1、PR2
の直径は200mmである。
【0034】
測定条件としては、まず上記シュープレスベルトを捕水部40が内周側になるように測定機に設置した。
そして、次の条件により、内周側に水を供給した状態でシュープレスベルトを走行させ、50時間毎に停止・観察してクラックの発生した時間を計測した。
・走行速度:500m/分
・プレス圧力:1500KN/m
・張力:10KN/m
【0035】
以上の実験の結果を示す図9によれば、本発明の実施例のものは、比較例のものより耐久性に優れ、クラック対策として有効に機能することが確認できる。
【符号の説明】
【0036】
10:シュープレスベルト
11:表面層
B:基体
S:シュー側層
20:湿紙側層
40:捕水部
41:捕水部の側壁
41a:側面の高硬度部
41b:側面の低硬度部
42:捕水部の底面
43:捕水部のコーナー部
50:ランド部
52:ランド部の表面部
【技術分野】
【0001】
この発明は、抄紙工程のシュープレス装置に使用されるシュープレス用ベルト(以下、シュープレスベルトと云う)に関し、特に耐久性に優れたシュープレスベルトに関する。
【背景技術】
【0002】
従来から製紙工程のプレスパートに採用されているシュープレス装置は、図1及び図2に示すものの2つに大別される。
これらはともに、ロールRとシューSHとを面接触させ、両者間に2枚のエンドレスフェルトF1,F2とシュープレスベルト10Aを挟持させたものである。搾水すべき湿紙Pは、エンドレスフェルトF1,F2間に保持された状態でシュープレスベルト10A上に載置され、ロールRとシューSHとで構成されるニップ圧部Nを通って搾水されるようになっている。
図1及び図2に示すように、これらの装置では、搾水効果が向上するように、ロールRとシューSHとが面接触して広いニップ圧部Nが構成されている。
【0003】
なお、図1の装置には比較的長尺のシュープレスベルトが使用され、このシュープレスベルトを無端状にして、複数(図1では5個)のロールrに掛け渡し、一定の張力を掛けた状態で走行させている。
一方、図2の装置では、比較的短いシュープレスベルトが使用される。
【0004】
図3(a)は、図1、2のシュープレス装置に使用される、従来のシュープレスベルト10AのCMD方向の断面図である。
このシュープレスベルト10Aは、基体Bと、基体Bの外側に設けられた湿紙側層20、及び内側のシュー側層Sからなり、湿紙側層20とシュー側層Sは高分子弾性材料からなる。
なお、この基体B内にも、高分子弾性材料は配置されている。なお、シュープレスベルト10Aを構成する、これら全ての高分子弾性材料は、一体化されている。
【0005】
基体Bは、シュープレスベルト10Aの強度を発現させるために設けられるものであり、経糸と緯糸を織製した基布の他、経糸と緯糸を織製せずに重ねたもの、細い帯状の不織布や織布を幅方向にスパイラル状に巻回したもの等、基体としての機能を果たすものが適宜使用される。
【0006】
また、シュープレスベルトの製造工程にあっては、基体Bに対して湿紙側層20とシュー側層Sをそれぞれ別工程で製造したり、一度の工程で設けたりする。なお、高分子弾性材料料としては、ゴム、エラストマーの中から適宜選択できるが、その中でもポリウレタン系樹脂、特に、熱硬化性ポリウレタン樹脂が多く採用されている。
【0007】
凹状の捕水部40は、前記湿紙側層20の後述する湿紙側層の表面層11に設けられており、ニップ圧部Nで湿紙から搾水された水分を一時的に捕水する作用を有する。なお、捕水部40に捕水された水分は、その後、シュープレスベルト10Aが走行し、その走行角度が変化した際等に、シュープレスベルト10Aから振切られて脱水される。
【0008】
捕水部40の具体的な構成としては、MD方向に沿って連続して設けられた凹溝や、基体に達しない深さで独立的に設けられる複数のブラインドドリル孔により形成される。
図3(a)では、断面が直線状で、底部の角が直角の捕水部40が示されているが、要は、保水機能を果たすものであればよく、捕水部40の断面の形状は、図3(b)のように、底部が全体として湾曲状の場合や、図3(c)のように底部が鋭角で凹んでいるもの、図3(d)〜(f)のような、入り口が狭く内部が広い、いわゆる、蟻溝状のものもある。
【0009】
湿紙側層の表面層11は、凹状の捕水部40と、捕水部40の形成により生じた突起部分であるランド部50からなる。
【0010】
図4は、捕水部を含む湿紙側の表面層を硬度の高い高分子弾性材料により構成し、その他の層を硬度の低い高分子弾性材料により構成した従来のシュープレスベルトの、CMD(走行方向と直交する横断方向)断面図である。(特許文献1)
【0011】
シュープレスベルトを使用する際には、その厚み方向に働く非常に強い圧縮力と、走行方向とは逆の方向に働く所謂剪断力とが、製紙機械の稼動状態で繰返しシュープレスベルトに作用するので、高分子弾性材料は次第に劣化し、最終的には当該負荷に追従できなくなり、その結果、あらゆる部分から亀裂、所謂、クラックが発生していた。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】米国特許5766421号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
近年、紙の生産性向上を追求した結果、従来にもまして抄紙機の高速化が進み、またシュープレス装置のニップ圧も高く設定されるようになっている。そして、シュープレスベルトとしても、過酷な使用状況の下で、破損等を生じにくい、耐久性の高いものが要望されている。
【0014】
前述のように、シュープレスベルト10Aは、使用時、ニップ圧部内にて高圧が掛けられた状態で、高速で走行するので、ニップ圧部内においては、シュープレスベルト10Aの厚み方向に、非常に高い負荷がかかる。
さらに、ベルトの湿紙側層の表面層11にはMD走行方向とは逆の力が負荷として作用する。これは、ニップ圧部を通過したシュープレスベルト部分の直後の部分は未だニップ圧部内にあり、ニップ圧部を脱した箇所がMD方向に進行しようとしても、その直後の部分であるニップ圧部内で厚み方向への負荷が加わっているため、この負荷がブレーキ力として作用し、MD方向とは逆方向の負荷が加わるからである。
【0015】
図5は、特許文献1に記載の従来のシュープレスベルトの構成であり、湿紙側層を硬度の高い高分子弾性材料により構成した場合のクラック発生状態を示す説明図である。
この場合、高分子弾性材料の硬度が高いため、特に捕水部40の底部やコーナー部43から、クラックCRが発生していた。
【0016】
図6は、従来のシュープレスベルトの構成において、湿紙側層を硬度の低い高分子弾性材料により構成した場合のクラック発生状態を示す説明図である。
この場合は、高分子弾性材料の硬度が低いため、捕水部40内におけるクラックCRはそれほど頻発しない。
一方、高分子弾性材料の硬度が低いため、MD走行方向とは逆の負荷に対しては、歪みに追随することが困難となるため、ランド部50の表面52からのクラックCRが顕著となっていた。
【0017】
本発明は、上述した問題点に鑑み、クラックの発生を抑制することができる、耐久性の高いシュープレスベルトを提供することを目的とする。
【課題を解決するための手段】
【0018】
本発明は、シュープレス装置のプレスローラとシューの間に配置され、基体、湿紙側層、及びシュー側層からなるシュープレスベルトにおいて、前記湿紙側層が高分子弾性材料により構成され、前記湿紙側層の表面層に、凹状の捕水部とランド部が形成され、前記ランド部の表面部を相対的に高硬度に、前記捕水部の底部を相対的に低硬度にしたシュープレスベルトによって前記課題を解決した。
【0019】
また本発明は、前記ランド部の表面部の硬度がJIS−Aで93°〜97°の範囲、前記捕水部の底部の硬度がJIS−Aで90°〜95°の範囲、かつ前記ランド部の表面部の硬度が前記捕水部の底部の硬度よりもJIS−Aで1°〜5°、好ましくは1°〜3°の範囲で高く形成されている。
【発明の効果】
【0020】
本発明のシュープレスベルトによると、ランド部の表面部の硬度を相対的に高く、捕水部の底部の硬度を相対的に低く設定することにより、ランド部の表面部のクラックの発生と捕水部の底部のクラックの発生とが同時に抑えられるので、シュープレスベルトの耐久性が著しく向上するという効果を奏する。
また、ランド部の表面部を高硬度の高分子弾性材料で構成したので、シュープレスベルトとして過酷な使用状況にあっても、捕水部(溝部)が閉塞することがなく、搾水効果が維持できる。
【図面の簡単な説明】
【0021】
【図1】比較的長尺のシュープレスベルトに適したシュープレス装置の概要図。
【図2】比較的短いシュープレスベルトに適したシュープレス装置の概要図。
【図3】図3(a)は、従来のシュープレスベルトのCMD方向断面図、図3(b)〜(f)は異なる断面形状の捕水部の拡大CMD方向断面図。
【図4】従来のシュープレスベルトのCMD方向断面図
【図5】湿紙側層を硬度の高い高分子弾性材料により形成した従来のシュープレスベルトの場合の、捕水部の底部とコーナー部のクラック発生状態を示す説明図。
【図6】湿紙側層を硬度の低い高分子弾性材料により形成した従来のシュープレスベルトの場合の、ランド部の表面部のクラック発生状態を示す説明図。
【図7】本発明のシュープレスベルトを示し,図7(a)はシュープレスベルトのCMD方向断面図、図7(b)は湿紙側層の表面層に設けられた捕水部を示すシュープレスベルトの部分拡大CMD方向断面図。
【図8】実施例及び比較例のシュープレスベルトについて、耐久性を評価するための装置の概要図。
【図9】図8の装置によって評価した結果を示す図。
【発明を実施するための最良の形態】
【0022】
本発明のシュープレスベルト10の実施形態を、図7(a)に基づいて説明する。なお、従来と同一の構成については同一の符号を使用し、説明は省略する。このシュープレスベルト10は、基体Bと、基体Bの湿紙側に設けられた湿紙側層20、及びシュー側に設けられたシュー側層Sからなり、湿紙側層20とシュー側層Sは、高分子弾性材料からなる。湿紙側層20の表面層11は、凹状の捕水部40と、捕水部40の形成により生じた突起部分であるランド部50からなる。このランド部50の表面部52の硬度を捕水部40の底部42の硬度よりも高く設定することで、シュープレスベルト10の耐久性を向上させている。なお、「ランド部の表面部」とは、ランド部の表面から厚さ方向に、捕水部の底にまで至らない厚みの部分をいう。
【0023】
次に、本発明のシュープレスベルト10の製造方法を図7により説明する。
まず、基体Bに対し、湿紙側層20とシュー側層Sを設ける。この際、各層の独立形成や、連続形成は、適宜選択可能である。但し、湿紙側層20を構成する高分子弾性材料の素材としては、低い硬度を有する高分子弾性材料が選択される。この低い硬度を有する高分子弾性材料により低硬度部31bが形成される。
【0024】
次に、低硬度部31b上に、硬度の高い高分子弾性材料を塗布し、硬化させる。この硬度の高い高分子弾性材料により、高硬度部31aが形成される。
その後に、シュープレスベルト10の湿紙側層の表面層11に、捕水部40を穿設する。
ここで、捕水部40が穿設されない高硬度部31aがランド部50の表面部52となる。
このようにして、本発明のシュープレスベルト10は製造される。
【0025】
一方、図7(b)に示すように、捕水部40の側壁41においては、前記高硬度部31aによる側面の高硬度部41aと、前記低硬度部31bによる側面の低硬度部41bとが形成される。なお、捕水部40の底部42とコーナー部43は、低硬度部31bにより形成されている。
このように、クラックの生じやすい箇所であるランド部の表面部と捕水部の底部42とコーナー部43において、ランド部の表面部を高硬度部31a、捕水部の底部42とコーナー部43を低硬度部31bで構成すると、効果的にクラックの発生を抑えることが可能になる。ただし、捕水部の底部42とコーナー部43とは同じ低硬度部31bにより形成されるから、本発明では捕水部の底部42の硬度を設定すればよい。
【0026】
本発明で使用する高分子弾性材料は、ゴム、エラストマーの中から適宜選択できるが、その中でもポリウレタン樹脂、特に熱硬化性ポリウレタン樹脂が多く使用される。
【0027】
なお、実験の結果、高硬度部31aの硬度がJIS−Aで93°〜97°の範囲、前記捕水部の底部の硬度がJIS−Aで90°〜95°の範囲、かつ前記ランド部の表面部の硬度が前記捕水部の底部の硬度よりもJIS−Aで1°〜5°、好ましくは1°〜3°の範囲で高く形成されていると、所望の効果を得ることが実験により確認された。
この際、高硬度部31aと低硬度部31bの境界においては、両者が全く異なる硬度の場合でも、硬度勾配を形成した場合でもよい。
【0028】
本発明において、高硬度部と低硬度部とを、異なる硬度の高分子弾性材料で構成するためには、例えばポリウレタン樹脂を使用する場合は、長鎖ポリオールの重量分子量Mwが異なるウレタンプレポリマーを適宜配合して調整することができる。本発明ではケムチュラ社製アジプレンL167およびアジプレンL100(これらの長鎖ポリオールはPTMEGであり、前者は後者よりも重量分子量Mwが小さい)を適宜配合して高硬度部と低硬度部とを形成することができる。
【0029】
ここで、側面の高硬度部41aと、側面の低硬度部41bの厚みの割合L1:L2は、9:1から1:1の間であると良好であることが、実験の結果、確認された。
【0030】
このような構成において、捕水部の断面形状は矩形、台形、U字形、樽形など、何れの形状でも適用可能である。
【0031】
なお、上述の実施形態では、捕水部40の断面が直線状で、側壁41と底面42のなすコーナー部43が直角の例を説明した。しかし、本発明は、このような典型的構成に限られず、その他の断面の捕水部にも適用可能である。
捕水部40が、図3(b)のような全体として湾曲状のコーナー部43’を含む底面を有する場合や、図3(c)のように、捕水部40が鋭角に交わる箇所43’’を含む凹んだ底面を有する場合、または図3(d)〜(f)のような、入り口が狭く内部が広い蟻溝状で、ある角度をもって交わる部分43aを含む底面を有する場合などでは、それらの底面を形成する高分子弾性材料が、ランド部の表面部の硬度よりも低く設定された低硬度部であればよい。
【実施例】
【0032】
次に、シュープレスベルトの具体例を、1乃至9の実施例によって説明する。1乃至9の実施例、及び後述する比較例としてのシュープレスベルトに共通する構成は次の通りである。
・幅:300mm。
・周長:6m。
・厚み:5mm。
・基体B:経糸、緯糸ともにポリエステルモノフィラメント糸を製織してなる経三重織物。
・高分子弾性材料:熱硬化性ポリウレタン樹脂として、ケムチュラ社製アジプレンL167と、アジプレンL100の混合物と、さらに硬化剤としてイハラケミカル社製のキュアミンMTとを、要求される樹脂硬度が得られるよう適宜配合したもの。
・捕水部40:連続する溝部として、幅1mm、深さ1mm、ピッチ16山/5cmの矩形のものを湿紙側層の表面層11に形成した。
なお、高硬度部の硬度、低硬度部の硬度、及び側面高硬度部と側面低硬度部の厚みの割合は、それぞれ表に記載した。
【0033】
実施例1乃至6及び比較例1乃至2のシュープレスベルトについて、図8に示す装置を使用して、シュープレスベルトの耐久性を評価するテストを行った。
図8は屈曲試験機であり、複数のテンションローラTRと、一対のプレスロールPR1、PR2とにより構成されている。なお、プレスローラPR1は回転可能であるとともに、プレスローラPR2に対して移動可能に構成されている。よって、テンションローラTRに支持された測定対象物を走行させるとともに、測定対象物にプレス圧を加えることが可能となる。
ちなみに、当該テンションローラTRの直径は100mm、プレスローラPR1、PR2
の直径は200mmである。
【0034】
測定条件としては、まず上記シュープレスベルトを捕水部40が内周側になるように測定機に設置した。
そして、次の条件により、内周側に水を供給した状態でシュープレスベルトを走行させ、50時間毎に停止・観察してクラックの発生した時間を計測した。
・走行速度:500m/分
・プレス圧力:1500KN/m
・張力:10KN/m
【0035】
以上の実験の結果を示す図9によれば、本発明の実施例のものは、比較例のものより耐久性に優れ、クラック対策として有効に機能することが確認できる。
【符号の説明】
【0036】
10:シュープレスベルト
11:表面層
B:基体
S:シュー側層
20:湿紙側層
40:捕水部
41:捕水部の側壁
41a:側面の高硬度部
41b:側面の低硬度部
42:捕水部の底面
43:捕水部のコーナー部
50:ランド部
52:ランド部の表面部
【特許請求の範囲】
【請求項1】
シュープレス装置のプレスローラとシューの間に配置され、基体、湿紙側層、及びシュー側層からなるシュープレスベルトにおいて、前記湿紙側層が高分子弾性材料により構成され、前記湿紙側層の表面層に、凹状の捕水部とランド部が形成され、前記ランド部の表面部を相対的に高硬度に、前記捕水部の底部を相対的に低硬度にしたことを特徴とする、シュープレスベルト。
【請求項2】
前記ランド部の表面部の硬度がJIS−Aで93°〜97°の範囲、前記捕水部の底部の硬度がJIS−Aで90°〜95°の範囲、かつ前記ランド部の表面部の硬度が前記捕水部の底部の硬度よりもJIS−Aで1°〜5°の範囲で高く形成されていることを特徴とする、請求項1のシュープレスベルト。
【請求項3】
前記ランド部の表面部の硬度が前記捕水部の底部の硬度よりもJIS−Aで1°〜3°の範囲で高く形成されていることを特徴とする、請求項2のシュープレスベルト。
【請求項4】
前記捕水部の側壁が高硬度部と低硬度部からなり、前記高硬度部と前記低硬度部の厚みの比率が、9:1から1:1の間である、請求項1から3の何れかに記載のシュープレスベルト。
【請求項1】
シュープレス装置のプレスローラとシューの間に配置され、基体、湿紙側層、及びシュー側層からなるシュープレスベルトにおいて、前記湿紙側層が高分子弾性材料により構成され、前記湿紙側層の表面層に、凹状の捕水部とランド部が形成され、前記ランド部の表面部を相対的に高硬度に、前記捕水部の底部を相対的に低硬度にしたことを特徴とする、シュープレスベルト。
【請求項2】
前記ランド部の表面部の硬度がJIS−Aで93°〜97°の範囲、前記捕水部の底部の硬度がJIS−Aで90°〜95°の範囲、かつ前記ランド部の表面部の硬度が前記捕水部の底部の硬度よりもJIS−Aで1°〜5°の範囲で高く形成されていることを特徴とする、請求項1のシュープレスベルト。
【請求項3】
前記ランド部の表面部の硬度が前記捕水部の底部の硬度よりもJIS−Aで1°〜3°の範囲で高く形成されていることを特徴とする、請求項2のシュープレスベルト。
【請求項4】
前記捕水部の側壁が高硬度部と低硬度部からなり、前記高硬度部と前記低硬度部の厚みの比率が、9:1から1:1の間である、請求項1から3の何れかに記載のシュープレスベルト。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−196205(P2010−196205A)
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願番号】特願2009−43541(P2009−43541)
【出願日】平成21年2月26日(2009.2.26)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願日】平成21年2月26日(2009.2.26)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
[ Back to top ]