
シュープレス用ベルト
【課題】 排水溝を有する抄紙機のシュープレス用ベルトにおいて、排水溝側壁からの亀裂を防止し、長期間使用可能なベルトの提供。
【解決手段】 排水溝側壁の表面状態を微細な凹凸を有する梨地状態、好ましくは、排水溝の側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の平均表面粗さが10〜50μmの範囲にする。
このような粗さを持つ排水溝は、シュープレス用ベルトを巻きつけたロールと接触する位置に回転刃を設置し、ロールと回転刃を同時に回転して、ベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる方法において、ロール上のベルトの走行速度を2〜20m/min、好ましくは5〜15m/min、回転刃の回転数を1,000〜8,000rpm、好ましくは3,000〜6,000rpmとすることにより製作することができる。
【解決手段】 排水溝側壁の表面状態を微細な凹凸を有する梨地状態、好ましくは、排水溝の側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の平均表面粗さが10〜50μmの範囲にする。
このような粗さを持つ排水溝は、シュープレス用ベルトを巻きつけたロールと接触する位置に回転刃を設置し、ロールと回転刃を同時に回転して、ベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる方法において、ロール上のベルトの走行速度を2〜20m/min、好ましくは5〜15m/min、回転刃の回転数を1,000〜8,000rpm、好ましくは3,000〜6,000rpmとすることにより製作することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、抄紙機のプレスパートにおいて、湿紙を脱水するため、加圧シュー側よりプレスロールに押し付け回転するシュープレス用ベルトに関する。更に詳しくは、その表面に設けた排水溝の表面状態を特定のものとしたシュープレス用ベルトに関する。
【背景技術】
【0002】
製紙における抄紙工程においては、抄紙機械のプレスロールと加圧シュー間を走行するフェルトと、その上に載置される湿紙とを、抄紙機のシュープレス機構によって加圧することにより、湿紙の水分をフェルトに移行させて湿紙の水分を搾水する。
【0003】
シュープレス機構とは、抄紙機のプレスロールと加圧シュー間に加圧ベルトが走行する際に、加圧シュー側から押し付けられ、プレスロールの回転と連動して走行するもので、製紙機械のプレス装置に広く使われている。
【0004】
加圧ベルトすなわちシュープレスベルトは通常基布の両面にポリウレタン樹脂層が形成された構造からなり、プレスパートで絞り出される水分の吸収を可能とするために、ベルトには普通、フェルト側表面に排水溝が設けられる。抄紙機のプレスパートで搾水した水を効率よく排水することは重要であり、そのためにシュープレス用ベルトのフェルト側表面に多数の溝を延設するのが有効な手段として考えられる。
【0005】
しかし、ベルトは抄紙機のプレスパート、特にシュープレスで強い圧力を受けるために、ベルトの湿紙面が摩耗したり排水溝の設置によるベルト溝の変形を伴う。特に溝部分から亀裂が発生という問題が生じていた。そこで、この溝の形状は搾水した水を効率よく排水するのに適した構造であると同時に、溝の変形や亀裂の発生等を最小限に抑えるものでなければならない。
【0006】
特に溝の変形を抑制し、溝底部における亀裂を防止する方法として、溝の形状を改良する方法が多数試みられてきた。例えば溝低部を湾曲にし、側壁を5度から15度の発散角を持つもの(特許文献1)、上に行くに従い広くなる溝形状のもの(特許文献2、特許文献4)、溝を設けたベルトの頭頂面を凹曲面としたもの(特許文献3)、溝の側壁が外側に向けて湾曲したもの(特許文献5)、側壁が開口領域に斜面を有し、または所定の曲線に対応して延びる球形部分を有しているもの(特許文献6)などがある。
【0007】
【特許文献1】特表平10-510594号公報
【特許文献2】実公平1-36960号公報
【特許文献3】特開昭64-61591号公報
【特許文献4】実開昭61-7598号公報
【特許文献5】特開2001-98484号公報
【特許文献6】特開平11-335992号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしこれまでの溝の変形を抑制し亀裂発生を改善する対策としては、主として溝底部からの亀裂の発生が注目され、そのため溝の形状を改良する方法によるものが殆どであった。
【0009】
しかし、溝の形状を改良することによって溝底部からの亀裂をなくしても、亀裂の問題は完全に解決せず、ベルト表面から圧力を受けることによって、溝の側壁からも亀裂が発生することがわかり、しかも側壁からの亀裂の発生は溝の形状の改良のみによっては解決することができないことが分かった。
【0010】
本発明者はベルト表面に設けた溝の側壁からの亀裂について検討した結果、亀裂発生は側壁の表面状態によって大きく影響されることを見出し、表面状態が微細な凹凸を有する梨地状態(以下、梨地状態と云う)を示すような、ある一定の範囲の粗さを持たせることによって、亀裂の発生が抑制されることを見出し、本発明に到達した。
【課題を解決するための手段】
【0011】
即ち本発明は、ベルトの移動方向に設けられた排水溝を有する抄紙機のシュープレス用ベルトにおいて、排水溝側壁の表面が微細な凹凸を有する梨地状態であることを特徴とするシュープレス用ベルトである。
【0012】
このような梨地状態の表面は、適度の粗さを有するものであり、本発明においては排水溝の側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の平均表面粗さが10〜50μmの範囲であることが好ましい。
【0013】
表面がこのような粗さを持つ排水溝は、シュープレス用ベルトを巻きつけたロールと接触する位置に回転刃を設置し、ロールと回転刃を同時に回転して、ベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる方法において、ロール上のベルトの走行速度を2〜20m/min、好ましくは5〜15m/min、回転刃の回転数を1,000〜8,000rpm、好ましくは3,000〜6,000rpmとすることにより製作することができる。
【発明の効果】
【0014】
排水溝の表面を、上記のごとき粗さのものとすることにより、溝の側壁からの亀裂を防止することができ、ベルトの長時間の使用が可能となる。
またこのような、排水溝の表面状態を有する排水溝は、溝切り加工の際のロールと回転刃の回転数を調節することにより、容易に形成することができる。
【発明を実施するための最良の形態】
【0015】
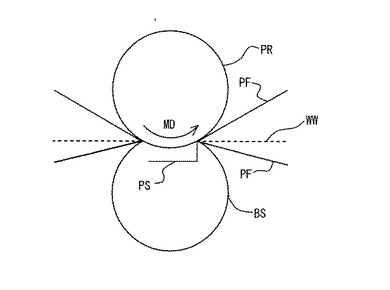
図1は抄紙機プレスパートの概略図であり、図1においてプレスロールPRと加圧シューPSの間を、ベルトBSが回転走行する。ベルトBSの上に湿紙WWを挟持した走行フェルトPFが、プレスロールPRと加圧シューPSとの間隙を通過し加圧されながら、そこで湿紙中の水分が搾水され、フェルトに吸収される。
【0016】
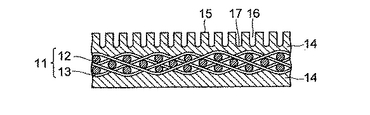
ベルト3の断面図を図2に示す。
ベルト3は基布11の両面にポリウレタン樹脂層14が形成されている。基布11はベルト3の走行方向糸12とベルトの幅方向糸13とからなる。
【0017】
ベルトのフェルト側表面15には、排水溝16がベルトの回転方向に多数設けられ、湿紙WWが圧搾間隙を通過するときに絞り出される水分を排出するのに役立つ。
【0018】
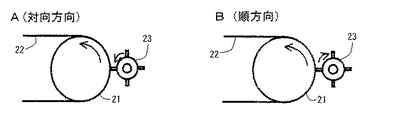
ベルト表面に排水溝を設けるには、図3に示すように、ロールに巻きつけたベルトに、溝切りのための回転刃を当て、ロールと回転刃を回転させ、回転刃によって切り落とされた部分が排水溝となる。なお、ロールと回転刃を有する溝切り加工装置とは連動しており、ベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる。
【0019】
回転刃で切り取られて形成された排水溝側壁の表面状態は、溝切り加工条件により大きく異なり、非常に平滑な状態(微細なピンホール等の傷があると、応力集中を受けて容易に亀裂が発生する状態)、側壁に傷が入った状態、規則的な断層状態、梨地状態等、種々の外観を示す。これらの内、梨地状態以外はピンホールや傷、断層の部分において、抄紙機のプレスパート、特にシュープレスで強い圧力を受けた際に容易に亀裂が発生することが分かった。
【0020】
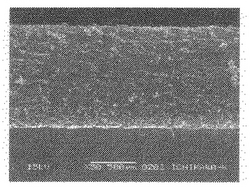
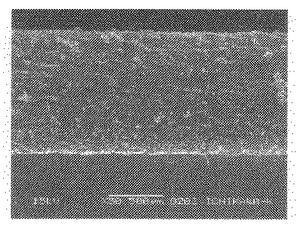
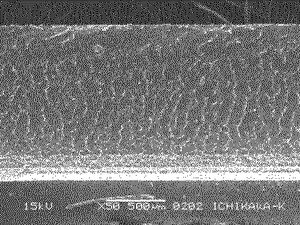
本発明ではフェルトの排水溝の表面状態を、図5の顕微鏡写真で示されるような、梨地状態としたもので、これによって、応力が分散され、亀裂の発生が防止されると考えられる。具体的にこれを表面粗さで表すと、排水溝の側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の平均表面粗さが10〜50μmの範囲であるシュープレス用ベルトである。
【0021】
ここで表面粗さとは、3次元粗さ測定機により測定したもので、測定法は以下のとおりである。
(1)サンプルの小片を測定機にセットする。
(2)粗さ計センサーを小片の溝切加工方向に移動させ、その時の粗さ(Rz)の数値を測定する。
(3)粗さ計センサーの移動距離は10mm、移動速度は0.6mm/秒とする。
【0022】
表面粗さは、側壁中の位置によって異なるが、亀裂防止のためには、ベルト溝断面において湿紙面に近い部分の側壁表面を亀裂の発生しにくい梨地状とすることが重要であり、本発明では排水溝の側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の表面粗さを10〜50μmの範囲としたものである。
【0023】
このような表面状態の形成は、回転刃によりベルトの溝切り加工する際の加工条件、例えば回転刃の回転方向、ローラの回転によるベルトの走行速度、回転刃の回転速度等を選択、調整することにより行なうことができる。
【0024】
本発明の亀裂の発生の少ない排水溝を設けるためには、回転刃の回転数が1,000〜8,000rpm、好ましくは3000〜6000rpm、ローラ回転によるベルトの布速が2〜20m/min、好ましくは5〜15m/minの条件で行なうのは好ましい。
【0025】
溝切り加工においてはローラと回転刃の双方をそれぞれ回転させる。ローラと回転刃の回転方向は、両者の接点における移動方向が逆向きである対向方向、または同方向である順方向のいずれの方法によっても行なうことができるが、本発明の表面粗さの排水溝を形成させるためには、順方向で回転させながら加工するのがより好ましい。
【0026】
またベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる際に、前記ベルトの溝切り加工面を水散布により水冷しながら行なうと、表面梨地状態の排水溝ができやすいので、より好ましい。
【0027】
回転刃としては櫛状刃(19山/6.1cmで3.18mm巾/山、深さ1.5mmの刃が等間隔で設けられた、材質SKH-55の櫛状刃)、チップソー(外径250Φ、刃厚み1mm、刃数60枚の材質SKH-51のチップソー)、メタルソー(外径250Φ、刃厚み1mm、刃数60枚の材質SKH-51のメタルソー)等、各種の装置を使用することができるが、特に櫛状刃が好適である。
【0028】
溝の形状は任意であるが、溝底部からの亀裂発生防止のためには、これまでに提案されている特許文献1〜6に記載の形状とすることにより、排水溝の各部分からの亀裂が防止されるので、より好ましい。
【0029】
排水溝が設けられるベルト表面の材質としては、抄紙用ベルトで通常用いられるポリウレタンエラストマーが最適であるが、溝切り加工により、排水溝側壁を本発明の表面粗さとするためには、硬度がJIS−Aで90°〜98°であるものが好ましい。
【実施例】
【0030】
[実施例1、比較例1、2]
回転刃として櫛状刃(19山/6.1cmで3.18mm巾/山、深さ1.5mmの刃が等間隔で設けられた、材質SKH-55の櫛状刃)を用い、厚み5mmのシュープレス用ベルトを直径1mのロールに巻きつけ、ロールと回転刃を下記表1の条件でそれぞれ回転させて溝切り加工し、溝幅1mm、溝深さ1.2mmの排水溝を設けた。
【0031】
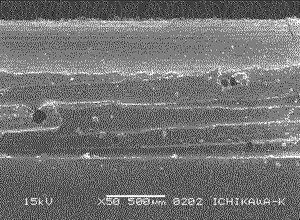
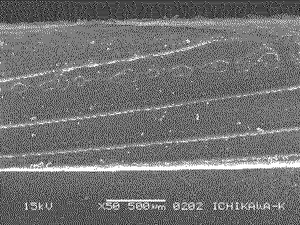
上記条件の溝切り加工によって形成された排水溝の溝形状、溝底の表面状態、溝側壁の表面状態の顕微鏡写真をそれぞれ図5、6及び7に示す。また溝側壁の上2/3部分の平均表面粗さを、3次元粗さ測定機(東京精密社製)により測定した。
【0032】
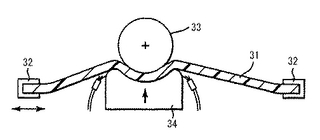
また、形成された排水溝からの亀裂発生テストを、図4に示す装置を用いて下記の方法で行なった。
試験片31は両端がクランプハンド32,32により挟持され、クランプハンド32,32が、連動して左右方向に往復移動可能に構成されている。試験片31に掛けられる張力は3kg/cm、往復速度は40cm/秒である。
また、試験片31は、回転ロール33と、プレスシュー34とにより挟まれ、プレスシューを回転ロール方向に移動することにより、36kg/cm2で加圧される。
この装置により、試験片に往復運動を繰り返し、試験片31の回転ロール側の面にクラックが生じるまでの往復回数を測定した。
【0033】
図5〜7から明らかなように、実施例1のものは溝側壁は梨地模様となっているのに対し、ブレードの回転速度と布速を小さくした比較例1及び2のものは非常に平滑な面であるが、微細な傷や断層部が見える。これらの結果を表1に示す。
【0034】
【表1】

【0035】
[実施例2、比較例3]
回転刃としてチップソー(外径250Φ、刃厚み1mm、刃数60枚の材質SKH-51)、を用い、実施例1と同じ抄紙用フェルトをロールに巻きつけ、ロールと回転刃を表2の条件でそれぞれ回転させて溝切り加工し、幅1mm、深さ1.2mmの排水溝を設けた。
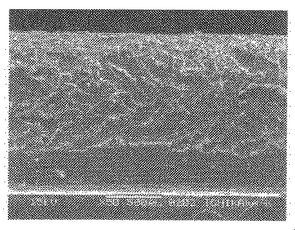
この排水溝の顕微鏡写真を図8及び9に示す。この排水溝の側壁も梨地模様となっている。また表面粗さを測定した結果、表2のとおりであった。
【0036】
【表2】
【0037】
(亀裂発生テスト結果)
表1、2の結果から明らかのように、本発明のような梨地状態の溝壁では20万回の亀裂発生テストでも溝壁には亀裂は発生しなかった。一方、非常に平滑な面であって微細な傷やピンホール、又は断層を含む溝壁においては、容易に亀裂が発生した。更に梨地状態ではない、不規則な粗い面(多くの場合、100μm以上の表面粗さを有する)でも亀裂の発生は早かった。
【産業上の利用可能性】
【0038】
本発明においては、排水溝の表面を、梨地状態、好ましくは側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の表面粗さ(Rz)を10〜50μmの範囲の粗さ表面としたことにより、溝の側壁からの亀裂を防止することができ、従来主として溝底部からの亀裂の発生防止対策がなされていた抄紙用ベルトの耐久性が更に改良され、ベルトの寿命を増大させることが可能となる。これによって、ベルトの架け替え頻度が少なくなり、その結果抄紙機の可動率を高める事が可能となる。
またこのような表面状態を有する排水溝の設置は、溝切り加工の際のローラと回転刃の回転数を調節することにより、簡単に行なうことができる。
【図面の簡単な説明】
【0039】
【図1】抄紙機プレスパートの概略図
【図2】ベルトの断面図
【図3】溝切り加工装置
【図4】耐クラック性試験装置
【図5】本発明実施例1のベルト排水溝の表面顕微鏡写真
【図6】比較例1のベルト排水溝の表面顕微鏡写真
【図7】比較例2のベルト排水溝の表面顕微鏡写真
【図8】本発明実施例2のベルト排水溝の表面顕微鏡写真
【図9】比較例3のベルト排水溝の表面顕微鏡写真
【符号の説明】
【0040】
PR プレスロール
PS 加圧シュー
BS ベルト
PF 走行フェルト
WW 湿紙
11 基布
12 走行方向糸
13 幅方向糸
14 ポリウレタン樹脂層
15 フェルト側表面
16 排水溝
21 ロール
22 ベルト
23 回転刃
31 試験片
32 クランプハンド
33 回転ロール
34 プレスシュー
【技術分野】
【0001】
本発明は、抄紙機のプレスパートにおいて、湿紙を脱水するため、加圧シュー側よりプレスロールに押し付け回転するシュープレス用ベルトに関する。更に詳しくは、その表面に設けた排水溝の表面状態を特定のものとしたシュープレス用ベルトに関する。
【背景技術】
【0002】
製紙における抄紙工程においては、抄紙機械のプレスロールと加圧シュー間を走行するフェルトと、その上に載置される湿紙とを、抄紙機のシュープレス機構によって加圧することにより、湿紙の水分をフェルトに移行させて湿紙の水分を搾水する。
【0003】
シュープレス機構とは、抄紙機のプレスロールと加圧シュー間に加圧ベルトが走行する際に、加圧シュー側から押し付けられ、プレスロールの回転と連動して走行するもので、製紙機械のプレス装置に広く使われている。
【0004】
加圧ベルトすなわちシュープレスベルトは通常基布の両面にポリウレタン樹脂層が形成された構造からなり、プレスパートで絞り出される水分の吸収を可能とするために、ベルトには普通、フェルト側表面に排水溝が設けられる。抄紙機のプレスパートで搾水した水を効率よく排水することは重要であり、そのためにシュープレス用ベルトのフェルト側表面に多数の溝を延設するのが有効な手段として考えられる。
【0005】
しかし、ベルトは抄紙機のプレスパート、特にシュープレスで強い圧力を受けるために、ベルトの湿紙面が摩耗したり排水溝の設置によるベルト溝の変形を伴う。特に溝部分から亀裂が発生という問題が生じていた。そこで、この溝の形状は搾水した水を効率よく排水するのに適した構造であると同時に、溝の変形や亀裂の発生等を最小限に抑えるものでなければならない。
【0006】
特に溝の変形を抑制し、溝底部における亀裂を防止する方法として、溝の形状を改良する方法が多数試みられてきた。例えば溝低部を湾曲にし、側壁を5度から15度の発散角を持つもの(特許文献1)、上に行くに従い広くなる溝形状のもの(特許文献2、特許文献4)、溝を設けたベルトの頭頂面を凹曲面としたもの(特許文献3)、溝の側壁が外側に向けて湾曲したもの(特許文献5)、側壁が開口領域に斜面を有し、または所定の曲線に対応して延びる球形部分を有しているもの(特許文献6)などがある。
【0007】
【特許文献1】特表平10-510594号公報
【特許文献2】実公平1-36960号公報
【特許文献3】特開昭64-61591号公報
【特許文献4】実開昭61-7598号公報
【特許文献5】特開2001-98484号公報
【特許文献6】特開平11-335992号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしこれまでの溝の変形を抑制し亀裂発生を改善する対策としては、主として溝底部からの亀裂の発生が注目され、そのため溝の形状を改良する方法によるものが殆どであった。
【0009】
しかし、溝の形状を改良することによって溝底部からの亀裂をなくしても、亀裂の問題は完全に解決せず、ベルト表面から圧力を受けることによって、溝の側壁からも亀裂が発生することがわかり、しかも側壁からの亀裂の発生は溝の形状の改良のみによっては解決することができないことが分かった。
【0010】
本発明者はベルト表面に設けた溝の側壁からの亀裂について検討した結果、亀裂発生は側壁の表面状態によって大きく影響されることを見出し、表面状態が微細な凹凸を有する梨地状態(以下、梨地状態と云う)を示すような、ある一定の範囲の粗さを持たせることによって、亀裂の発生が抑制されることを見出し、本発明に到達した。
【課題を解決するための手段】
【0011】
即ち本発明は、ベルトの移動方向に設けられた排水溝を有する抄紙機のシュープレス用ベルトにおいて、排水溝側壁の表面が微細な凹凸を有する梨地状態であることを特徴とするシュープレス用ベルトである。
【0012】
このような梨地状態の表面は、適度の粗さを有するものであり、本発明においては排水溝の側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の平均表面粗さが10〜50μmの範囲であることが好ましい。
【0013】
表面がこのような粗さを持つ排水溝は、シュープレス用ベルトを巻きつけたロールと接触する位置に回転刃を設置し、ロールと回転刃を同時に回転して、ベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる方法において、ロール上のベルトの走行速度を2〜20m/min、好ましくは5〜15m/min、回転刃の回転数を1,000〜8,000rpm、好ましくは3,000〜6,000rpmとすることにより製作することができる。
【発明の効果】
【0014】
排水溝の表面を、上記のごとき粗さのものとすることにより、溝の側壁からの亀裂を防止することができ、ベルトの長時間の使用が可能となる。
またこのような、排水溝の表面状態を有する排水溝は、溝切り加工の際のロールと回転刃の回転数を調節することにより、容易に形成することができる。
【発明を実施するための最良の形態】
【0015】
図1は抄紙機プレスパートの概略図であり、図1においてプレスロールPRと加圧シューPSの間を、ベルトBSが回転走行する。ベルトBSの上に湿紙WWを挟持した走行フェルトPFが、プレスロールPRと加圧シューPSとの間隙を通過し加圧されながら、そこで湿紙中の水分が搾水され、フェルトに吸収される。
【0016】
ベルト3の断面図を図2に示す。
ベルト3は基布11の両面にポリウレタン樹脂層14が形成されている。基布11はベルト3の走行方向糸12とベルトの幅方向糸13とからなる。
【0017】
ベルトのフェルト側表面15には、排水溝16がベルトの回転方向に多数設けられ、湿紙WWが圧搾間隙を通過するときに絞り出される水分を排出するのに役立つ。
【0018】
ベルト表面に排水溝を設けるには、図3に示すように、ロールに巻きつけたベルトに、溝切りのための回転刃を当て、ロールと回転刃を回転させ、回転刃によって切り落とされた部分が排水溝となる。なお、ロールと回転刃を有する溝切り加工装置とは連動しており、ベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる。
【0019】
回転刃で切り取られて形成された排水溝側壁の表面状態は、溝切り加工条件により大きく異なり、非常に平滑な状態(微細なピンホール等の傷があると、応力集中を受けて容易に亀裂が発生する状態)、側壁に傷が入った状態、規則的な断層状態、梨地状態等、種々の外観を示す。これらの内、梨地状態以外はピンホールや傷、断層の部分において、抄紙機のプレスパート、特にシュープレスで強い圧力を受けた際に容易に亀裂が発生することが分かった。
【0020】
本発明ではフェルトの排水溝の表面状態を、図5の顕微鏡写真で示されるような、梨地状態としたもので、これによって、応力が分散され、亀裂の発生が防止されると考えられる。具体的にこれを表面粗さで表すと、排水溝の側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の平均表面粗さが10〜50μmの範囲であるシュープレス用ベルトである。
【0021】
ここで表面粗さとは、3次元粗さ測定機により測定したもので、測定法は以下のとおりである。
(1)サンプルの小片を測定機にセットする。
(2)粗さ計センサーを小片の溝切加工方向に移動させ、その時の粗さ(Rz)の数値を測定する。
(3)粗さ計センサーの移動距離は10mm、移動速度は0.6mm/秒とする。
【0022】
表面粗さは、側壁中の位置によって異なるが、亀裂防止のためには、ベルト溝断面において湿紙面に近い部分の側壁表面を亀裂の発生しにくい梨地状とすることが重要であり、本発明では排水溝の側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の表面粗さを10〜50μmの範囲としたものである。
【0023】
このような表面状態の形成は、回転刃によりベルトの溝切り加工する際の加工条件、例えば回転刃の回転方向、ローラの回転によるベルトの走行速度、回転刃の回転速度等を選択、調整することにより行なうことができる。
【0024】
本発明の亀裂の発生の少ない排水溝を設けるためには、回転刃の回転数が1,000〜8,000rpm、好ましくは3000〜6000rpm、ローラ回転によるベルトの布速が2〜20m/min、好ましくは5〜15m/minの条件で行なうのは好ましい。
【0025】
溝切り加工においてはローラと回転刃の双方をそれぞれ回転させる。ローラと回転刃の回転方向は、両者の接点における移動方向が逆向きである対向方向、または同方向である順方向のいずれの方法によっても行なうことができるが、本発明の表面粗さの排水溝を形成させるためには、順方向で回転させながら加工するのがより好ましい。
【0026】
またベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる際に、前記ベルトの溝切り加工面を水散布により水冷しながら行なうと、表面梨地状態の排水溝ができやすいので、より好ましい。
【0027】
回転刃としては櫛状刃(19山/6.1cmで3.18mm巾/山、深さ1.5mmの刃が等間隔で設けられた、材質SKH-55の櫛状刃)、チップソー(外径250Φ、刃厚み1mm、刃数60枚の材質SKH-51のチップソー)、メタルソー(外径250Φ、刃厚み1mm、刃数60枚の材質SKH-51のメタルソー)等、各種の装置を使用することができるが、特に櫛状刃が好適である。
【0028】
溝の形状は任意であるが、溝底部からの亀裂発生防止のためには、これまでに提案されている特許文献1〜6に記載の形状とすることにより、排水溝の各部分からの亀裂が防止されるので、より好ましい。
【0029】
排水溝が設けられるベルト表面の材質としては、抄紙用ベルトで通常用いられるポリウレタンエラストマーが最適であるが、溝切り加工により、排水溝側壁を本発明の表面粗さとするためには、硬度がJIS−Aで90°〜98°であるものが好ましい。
【実施例】
【0030】
[実施例1、比較例1、2]
回転刃として櫛状刃(19山/6.1cmで3.18mm巾/山、深さ1.5mmの刃が等間隔で設けられた、材質SKH-55の櫛状刃)を用い、厚み5mmのシュープレス用ベルトを直径1mのロールに巻きつけ、ロールと回転刃を下記表1の条件でそれぞれ回転させて溝切り加工し、溝幅1mm、溝深さ1.2mmの排水溝を設けた。
【0031】
上記条件の溝切り加工によって形成された排水溝の溝形状、溝底の表面状態、溝側壁の表面状態の顕微鏡写真をそれぞれ図5、6及び7に示す。また溝側壁の上2/3部分の平均表面粗さを、3次元粗さ測定機(東京精密社製)により測定した。
【0032】
また、形成された排水溝からの亀裂発生テストを、図4に示す装置を用いて下記の方法で行なった。
試験片31は両端がクランプハンド32,32により挟持され、クランプハンド32,32が、連動して左右方向に往復移動可能に構成されている。試験片31に掛けられる張力は3kg/cm、往復速度は40cm/秒である。
また、試験片31は、回転ロール33と、プレスシュー34とにより挟まれ、プレスシューを回転ロール方向に移動することにより、36kg/cm2で加圧される。
この装置により、試験片に往復運動を繰り返し、試験片31の回転ロール側の面にクラックが生じるまでの往復回数を測定した。
【0033】
図5〜7から明らかなように、実施例1のものは溝側壁は梨地模様となっているのに対し、ブレードの回転速度と布速を小さくした比較例1及び2のものは非常に平滑な面であるが、微細な傷や断層部が見える。これらの結果を表1に示す。
【0034】
【表1】
【0035】
[実施例2、比較例3]
回転刃としてチップソー(外径250Φ、刃厚み1mm、刃数60枚の材質SKH-51)、を用い、実施例1と同じ抄紙用フェルトをロールに巻きつけ、ロールと回転刃を表2の条件でそれぞれ回転させて溝切り加工し、幅1mm、深さ1.2mmの排水溝を設けた。
この排水溝の顕微鏡写真を図8及び9に示す。この排水溝の側壁も梨地模様となっている。また表面粗さを測定した結果、表2のとおりであった。
【0036】
【表2】
【0037】
(亀裂発生テスト結果)
表1、2の結果から明らかのように、本発明のような梨地状態の溝壁では20万回の亀裂発生テストでも溝壁には亀裂は発生しなかった。一方、非常に平滑な面であって微細な傷やピンホール、又は断層を含む溝壁においては、容易に亀裂が発生した。更に梨地状態ではない、不規則な粗い面(多くの場合、100μm以上の表面粗さを有する)でも亀裂の発生は早かった。
【産業上の利用可能性】
【0038】
本発明においては、排水溝の表面を、梨地状態、好ましくは側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の表面粗さ(Rz)を10〜50μmの範囲の粗さ表面としたことにより、溝の側壁からの亀裂を防止することができ、従来主として溝底部からの亀裂の発生防止対策がなされていた抄紙用ベルトの耐久性が更に改良され、ベルトの寿命を増大させることが可能となる。これによって、ベルトの架け替え頻度が少なくなり、その結果抄紙機の可動率を高める事が可能となる。
またこのような表面状態を有する排水溝の設置は、溝切り加工の際のローラと回転刃の回転数を調節することにより、簡単に行なうことができる。
【図面の簡単な説明】
【0039】
【図1】抄紙機プレスパートの概略図
【図2】ベルトの断面図
【図3】溝切り加工装置
【図4】耐クラック性試験装置
【図5】本発明実施例1のベルト排水溝の表面顕微鏡写真
【図6】比較例1のベルト排水溝の表面顕微鏡写真
【図7】比較例2のベルト排水溝の表面顕微鏡写真
【図8】本発明実施例2のベルト排水溝の表面顕微鏡写真
【図9】比較例3のベルト排水溝の表面顕微鏡写真
【符号の説明】
【0040】
PR プレスロール
PS 加圧シュー
BS ベルト
PF 走行フェルト
WW 湿紙
11 基布
12 走行方向糸
13 幅方向糸
14 ポリウレタン樹脂層
15 フェルト側表面
16 排水溝
21 ロール
22 ベルト
23 回転刃
31 試験片
32 クランプハンド
33 回転ロール
34 プレスシュー
【特許請求の範囲】
【請求項1】
ベルトの移動方向に設けられた排水溝を有する抄紙機のシュープレス用ベルトにおいて、排水溝側壁の表面が微細な凹凸を有する梨地状態であることを特徴とするシュープレス用ベルト
【請求項2】
排水溝の側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の平均表面粗さが10〜50μmの範囲であることを特徴とする請求項1記載のシュープレス用ベルト。
【請求項3】
シュープレス用ベルトを巻きつけたロールと接触する位置に回転刃を設置し、ロールと回転刃を同時に回転して、ベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる方法であって、ロール上のベルトの走行速度を2〜20m/min、回転刃の回転数を1,000〜8,000rpmとすることを特徴とする、請求項1または2に記載の排水溝を有するシュープレス用ベルトの製作方法。
【請求項4】
ロールの回転方向と回転刃の回転方向とが、両者の接点における移動方向が同方向である順方向で行なうことを特徴とする、請求項3に記載の排水溝を有するシュープレス用ベルトの製作方法。
【請求項5】
ベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる方法において、前記ベルトの溝切り加工面を水散布により水冷することを特徴とする、請求項3または4に記載のシュープレス用ベルトの製作方法。
【請求項1】
ベルトの移動方向に設けられた排水溝を有する抄紙機のシュープレス用ベルトにおいて、排水溝側壁の表面が微細な凹凸を有する梨地状態であることを特徴とするシュープレス用ベルト
【請求項2】
排水溝の側壁のうち、溝頂部と溝底部の距離(深さ)の少なくとも上2/3部分の平均表面粗さが10〜50μmの範囲であることを特徴とする請求項1記載のシュープレス用ベルト。
【請求項3】
シュープレス用ベルトを巻きつけたロールと接触する位置に回転刃を設置し、ロールと回転刃を同時に回転して、ベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる方法であって、ロール上のベルトの走行速度を2〜20m/min、回転刃の回転数を1,000〜8,000rpmとすることを特徴とする、請求項1または2に記載の排水溝を有するシュープレス用ベルトの製作方法。
【請求項4】
ロールの回転方向と回転刃の回転方向とが、両者の接点における移動方向が同方向である順方向で行なうことを特徴とする、請求項3に記載の排水溝を有するシュープレス用ベルトの製作方法。
【請求項5】
ベルト幅方向に溝切り加工装置を移動させて該ベルトに排水溝を形成させる方法において、前記ベルトの溝切り加工面を水散布により水冷することを特徴とする、請求項3または4に記載のシュープレス用ベルトの製作方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−336129(P2006−336129A)
【公開日】平成18年12月14日(2006.12.14)
【国際特許分類】
【出願番号】特願2005−159831(P2005−159831)
【出願日】平成17年5月31日(2005.5.31)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
【公開日】平成18年12月14日(2006.12.14)
【国際特許分類】
【出願日】平成17年5月31日(2005.5.31)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
[ Back to top ]