
シュープレス用ベルト
【課題】経糸と緯糸の交差部が接合されてなる格子状素材と螺旋状に巻込まれた糸巻層とからなる基体を用いたシュープレス用ベルトにおいて、経糸と緯糸が摩擦することに起因するベルトの強度及び寸法安定性の低下をなくすこと。
【解決手段】シュープレス用ベルト10は、シュー側層20と、シュー側層20の外周に形成された基体30と、基体30の外周に形成された湿紙側層60からなる。基体30は、経糸40Aと緯糸40Bの交差部が接合されてなる格子状素材40と、糸50Aが螺旋状に巻込まれた糸巻層50とからなる。経糸40Aと緯糸40Bの交差部の接合は簡単に剥がれてしまい、その間で摩擦が起きるが、経糸40Aを緯糸40Bよりも摩耗し易くしたことにより、従来に比べて、緯糸40Bが早期に摩耗することがない。その結果、シュープレス用ベルトの強度及び寸法安定性が向上する。
【解決手段】シュープレス用ベルト10は、シュー側層20と、シュー側層20の外周に形成された基体30と、基体30の外周に形成された湿紙側層60からなる。基体30は、経糸40Aと緯糸40Bの交差部が接合されてなる格子状素材40と、糸50Aが螺旋状に巻込まれた糸巻層50とからなる。経糸40Aと緯糸40Bの交差部の接合は簡単に剥がれてしまい、その間で摩擦が起きるが、経糸40Aを緯糸40Bよりも摩耗し易くしたことにより、従来に比べて、緯糸40Bが早期に摩耗することがない。その結果、シュープレス用ベルトの強度及び寸法安定性が向上する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シュープレス機構、例えば、抄紙用シュープレスに利用されるベルト、特に、クローズドタイプのシュープレスに利用されるベルト(以下、「ベルト」と称することがある。)に関する。
【背景技術】
【0002】
製紙のプレス領域において原単位低下のためにシュープレスの使用が増加しており、その中でもクローズドタイプのものであると、設置スペースが小さくて済むこと、また、オイル飛散の弊害が少ないことから主流になりつつある。
【0003】
なお、クローズドタイプのシュープレスに使用されるベルトは、オープンタイプのシュープレスに使用されるベルトに比して抄紙工程中の抄速やニップ圧等の使用条件が過酷になるため、ユーザーからベルトの耐久性向上が強く求められている。
【0004】
クローズドタイプのベルトを製造する技術の中で代表的な方法としてマンドレルを使用した製造技術がいくつか知られている。例えば、芯材に無端状の織物を使用した製造方法が、特許文献1,2に開示されている。また、芯材に無端状のメッシュを使用した製造方法が、特許文献3に開示されている。しかし、これらの製造方法は、ベルトのMD方向(ベルトの進行方向)の寸法合わせが困難である欠点を有している。
【0005】
また、織物を使用しない製造方法が、特許文献4、5に開示されている。これらの製造方法はマンドレルの軸方向に糸を一定間隔でしかも全周にわたって張るものであるが、マンドレルの軸方向とほぼ平行に、然も均一な張力の下に糸を弛み無く配置することは難しく、この糸の張り合わせに非常に時間を要するという欠点が内在していた。
【0006】
また、未硬化樹脂を含浸させたマット状の繊維帯や織物をマンドレルにスパイラル状に巻付け硬化させる製造方法が、特許文献6,7に開示されている。しかし、これらの製造方法はスパイラルの継ぎ目で剥離が発生し易いという欠点があった。
【0007】
次に、従来のシュープレス用ベルトの製造方法の一例を図10に示す。
まず、2本のロールA、B間に無端織物(無端状に製織した織物)Cを架ける。そして、織物Cの外面に塗布機Dによりシュー側層Eを含浸塗布して硬化させた後、無端織物CをロールA、B間より外して表裏を反転させ、当初内側だった面を外側にしてロールA、B間に架け直す。その後、織物の外面に湿紙側層Fを含浸塗布し、硬化させ全厚を調整した後、凹溝Gを形成してベルト1を得ていた。
【0008】
従って、上記従来法では、1)無端織物の一方の面にシュー側層Eを、他方の面に湿紙側層Fに含浸塗布するために反転させる必要があり、このときベルト内部に歪みが発生する、2)樹脂硬化時に無端織物の製織中に内在した歪みが解放されるため、ベルトの波打ちによる形態の不安定さが起こり得る、といった欠点があった。
【0009】
これに対し、最初に、マンドレルに樹脂層を形成し、その樹脂層の外周に基体を形成し、しかる後、基体を通して最初の樹脂層に接合させるようにさらに樹脂層を形成する製造方法が、特許文献8,9に開示されている。
この製造方法によれば、最初の樹脂層を形成した後、その樹脂層を研磨したり反転させたりする必要がなく、作業効率が飛躍的に改善でき、生産性が向上するという効果を奏するとされている。
【特許文献1】特公平3−57236号公報
【特許文献2】特開昭64−45888号公報
【特許文献3】特許3213589号公報
【特許文献4】特表平1−503315号公報
【特許文献5】特開平8−209578号公報
【特許文献6】特開平1−298292号公報
【特許文献7】特表平5−505428号公報
【特許文献8】特許3408416号公報
【特許文献9】特開2000−303377号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
ところが、特許文献8の製造方法で製造されたシュープレス用ベルトは、基体に織物片を用いることから、織布の経糸と緯糸とで形成される交差部において屈曲があるため、ベルトの使用時に交差部への応力集中が大きく、樹脂層にクラックが生じることがあり、耐久性に問題があった。
また、特許文献9の製造方法の場合、特許文献4、5と同様、マンドレルの軸方向に糸を一定間隔でしかも全周にわたって張らなければならず、製造に時間と手間を要するという問題があった。
【0011】
そこで、これらの問題を解決すべく、先の特願2005−76216において、経糸と緯糸の交差部が接合されてなる格子状素材と螺旋状に巻込まれた糸巻層とからなる基体と、湿紙側層と、表面が磨かれたマンドレル上で形成されたシュー側層とからなるシュープレス用ベルトを提案したが、前記構成のシュープレス用ベルトを装着したプレスロールには圧縮空気が内在しているため、ベルト全体に張力が架張している状態で使用される。そして、シュープレス用ベルトは、ロール軸駆動に伴ってMD方向に走行するが、プレス直前でその張力は増大し、プレス出口では、張力は緩和される。
従って、格子状素材の経糸にはプレスの前後で張力の変動があり、それに従い、ほぼ静止したままの緯糸に対して経糸が前後動することで、経糸と緯糸が摩擦することになる。
そのため、格子状素材の経糸と緯糸が同一の素材からなるものであると、経糸に比べて、緯糸のほうが摩耗し易いため、ベルトCMD方向の強度が低下したり、或いは、ベルトのCMD方向への伸びが生じ易いという問題があった。
なお、格子状素材の経糸と緯糸の交差部は、一応、接合されてはいるが、簡易な接合であるので、格子状素材の、走行、屈曲により簡単に剥がれてしまい、経糸と緯糸の間に摩擦が起きることは避けられないものである。
【0012】
そこで、本発明は、前記の課題を解決したシュープレス用ベルトを提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明は、シュープレス装置のプレスロールとシューの間に配置されるシュープレス用ベルトであって、経糸と緯糸の交差部が接合されてなる格子状素材と螺旋状に巻込まれた糸巻層とからなる基体と、湿紙側層と、表面が磨かれたマンドレル上で形成されたシュー側層とからなり、前記経糸が緯糸よりも摩耗し易くされていることを特徴とするシュープレス用ベルトによって、前記の課題を解決した。
【発明の効果】
【0014】
本発明によれば、格子状素材の経糸が緯糸よりも摩耗し易く構成されているため、従来のように、緯糸が早期に摩耗することがないので、シュープレス用ベルトの強度及び寸法安定性を向上させることができる。
【発明を実施するための最良の形態】
【0015】
次に、本発明の実施形態を図1〜7を参照して説明する。
図1は本発明のシュープレス用ベルト10の部分断面図である。図2はシュー側層の形成工程におけるマンドレルMを示す図で、(a)はマンドレルM及び塗布機Tを横から見た図、(b)はマンドレルMの斜視図である。図3は本発明のシュープレス用ベルト10を用いたシュープレス機構100の斜視図である。図4は基体に用いる格子状素材の部分拡大図である。図5はマンドレルMの表面に形成したシュー側層20の外面に基体となる格子状素材40を配置する工程を示す斜視図、図6は糸巻層50を形成する工程を示す斜視図、図7は糸巻層50形成後に接合を行う工程を示す斜視図である。
【0016】
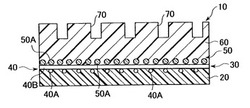
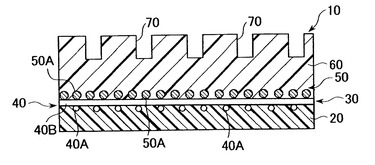
図1に示すように、本発明のシュープレス用ベルト10は、シュー側層20と、シュー側層20の外周に形成された基体30と、基体30の外周に形成された湿紙側層60を有している。
【0017】
シュー側層20は、表面が磨かれたマンドレルM上で形成される。
基体30は、経糸40Aと緯糸40Bの交差部が接合されてなる格子状素材40と、糸50Aが螺旋状に巻込まれた糸巻層50とにより構成される
【0018】
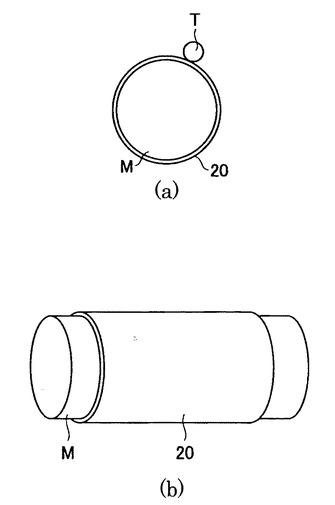
シュー側層20は、図2(b)に示すように、マンドレルMの表面で形成される。この場合、マンドレルMの表面に、予め剥離剤(図示せず。)を塗っておくか、或いは剥離シート(図示せず。)を貼っておくとよい。その後、シュー側層20は、図2(a)に示すように、塗布機(ドクターバー又はコーターバー等)Tを用いて、0.5〜2.0mm程度の厚さで形成される。
【0019】
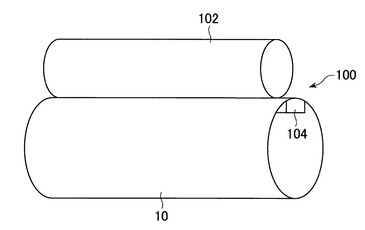
マンドレルMの表面を磨いておくことにより、図3に示すように、シュー104に強く接触した状態で常時滑走するシュープレス用ベルトのシュー側層20の平滑性を確保することができるとともに、製造工程を経た後のシュープレス用ベルト10を、マンドレルMから離し易いようにすることができる。なお、マンドレルMに、加熱装置(図示せず。)を具えることにより、シュー側層20を含む樹脂の硬化を促進させることができるようにしておくとよい。
【0020】
次に、シュー側層20の外周に、基体30が設けられる。
基体30は、経糸40Aと緯糸40Bの交差部が接合された格子状素材40と、糸50AをマンドレルMに対して螺旋状に巻込んでなる糸巻層50とからなっている。
【0021】
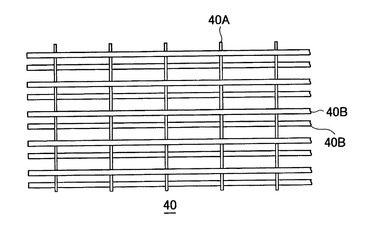
格子状素材40は、図4に示すように、経糸40Aと緯糸40Bの交差部が接合され、格子状に組合わされてなる。格子状素材40としては、例えば、特開2002−194855号公報に開示されているものが挙げられる。経糸40Aと緯糸40Bの交差部を接合する方法としては、樹脂接着や熱溶融処理等が挙げられる。
【0022】
格子状素材40の経糸40Aは、緯糸40Bよりも摩耗し易いものにする。経糸40Aとしては、例えば、炭素繊維やガラス繊維等の無機繊維、木綿等の天然繊維、又は、ポリエステル綿、ポリエステルのマルチフィラメント、アクリル綿、若しくはアクリルのマルチフィラメント等の合成繊維等、種々の素材からなる、撚糸、又は紡績糸等の種々の糸が挙げられる。
【0023】
緯糸40Bとしては、例えば、ナイロン、PET、芳香族ポリアミド、芳香族ポリイミド、高強度ポリエチレン等の高いモジュラス、高弾性率の合成繊維、ポリエステルのマルチフィラメントの撚糸、或いは、ポリエステル綿からなる紡績糸等が挙げられるが、これらに限定されない。
なお、格子状素材40の格子の強度は、50〜250kg/cmの範囲であり、また、1%モジュラスは、5〜40kg/cmの範囲であることが好ましい。
【0024】
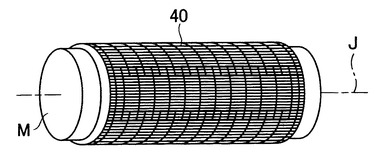
図5に示すように、緯糸40BがマンドレルMの軸方向に向くように、単数又は複数の格子状素材40を、マンドレルM上に設けられたシュー側層20の外周に配置する。
なお、好ましくは、ベルトの強度を向上させるために、格子状素材40の幅方向の両端部が、互いにマンドレルMの軸方向に沿って重なり合うように配置する。
【0025】
格子状素材40は、例えば、シュー側層20に対して螺旋状に巻くように配置してもよい。なお、その場合においても、好ましくは、格子状素材40の幅方向の両端部が、互いに重なり合うように配置する。
【0026】
格子状素材40をシュー側層20の外周に配置する際、シュー側層20が完全に硬化する前に、マンドレルMを少しずつ回転させ、緯糸40BがマンドレルMの軸方向に沿うように配置する。
【0027】
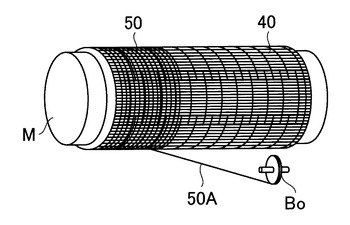
次に、格子状素材40上に、糸50Aを螺旋状に巻き、糸巻層50を設ける。
図6において、糸巻層50は、マンドレルMを回転させるとともに、糸50Aを図示しない糸供給装置に具えられたボビンBoから引き出し、糸50Aを格子状素材40に螺旋状に巻いてなる。その際、複数のボビンBoを用いて、糸50Aを格子状素材40上に巻いてもよい。糸供給装置は、糸50Aを螺旋状に巻込んでなる糸巻層50を形成しながら、それに連動してマンドレルMの軸方向に沿って移動するための移動装置をも具える。
なお、この糸巻層50は、シュープレス用ベルト10に、特に、MD方向の強度を与える。
【0028】
糸巻層50の糸50Aの素材としては、例えば、ナイロン、PET、芳香族ポリアミド、芳香族ポリイミド、高強度ポリエチレン等の高強力、高モジュラス、高弾性率の合成繊維からなるモノフィラメント糸又はマルチフィラメント糸又はこれらの撚糸が挙げられ、また、これらに限定されない。
【0029】
糸50Aは、ナイロン又はPETのマルチフィラメント(7000dtex)の場合には、10本/5cm〜50本/5cmの範囲で巻き、また、芳香族ポリアミドからなるマルチフィラメント(3000dtex)の場合には、10本/5cm〜30本/5cmの範囲で巻くとよい。糸50Aの強度は、100kg/cm〜300kg/cmの範囲であるとよい。
【0030】
糸巻層50を設けた後、図7に示すように、マンドレルMを回転させながら、格子状素材40と糸巻層50を覆うように樹脂を塗り、基体30を接合する。その際、樹脂は、格子状素材40と糸巻層50の間にもゆきわたり易い粘度であることが好ましい。
【0031】
基体30は、シュー側層20の外周に単層の格子状素材40を配置し、その外周に糸巻層50を設ける例を説明したが、格子状素材40と糸巻層50を配置する方法はこれに限定されないことは勿論であり、例えば、その他に、
(1)まず、糸巻層50を形成し、次に、格子状素材40を配置する方法、
(2)複数層の格子状素材40を配置する方法、
(3)まず、糸巻層50を形成し、次に、格子状素材40を配置し、その後、糸巻層50を形成する方法、
(4)まず、格子状素材40を配置し、次に、糸巻層50を形成し、その後、格子状素材40を配置して糸巻層50を形成する方法、等が考えられる。
なお、格子状素材40を複数層で配置する場合は、基体30に不必要な起伏を生じさせないようにするため、幅方向の端部を互いに重ねた部分が、複数層にわたって同じ場所とならないようにする。
【0032】
次に、糸巻層50の外周に、無端状の湿紙側層60を形成する。
湿紙側層60を形成する樹脂は、基体30を通って含浸させ、シュー側層20の基体30側の面と接合して一体化する。なお、必要に応じ、例えば、プライマや接着剤等を用い、シュー側層20と湿紙側層60との接合性を向上させてもよい。
【0033】
シュー側層20及び湿紙側層60の樹脂としては、ポリウレタン樹脂が好適であるが、その他にも、例えば、ゴム、エラストマ等が挙げられる。
なお、ポリウレタン樹脂としては、その物性面から、例えば、熱硬化性ウレタン樹脂が好適であり、硬度80〜98°(JIS−A)の範囲で選択するとよい。勿論、シュー側層20と湿紙側層60との硬度は同じでも異なっていてもよい。
【0034】
樹脂を加熱硬化させて湿紙側層60を形成した後、所定の厚みに表面を研磨し、必要に応じて、湿紙側層60の表面に溝70を設ける。
【0035】
その後、マンドレルMからシュープレス用ベルト10を離す。
その際、上述したように、マンドレルMの表面とシュープレス用ベルト10の間に、予め剥離材や剥離シート等を用いて、マンドレルMからシュープレス用ベルト10を離し易いようにしておくとよい。
【0036】
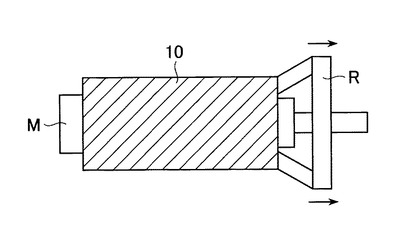
なお、図8に示すように、シュープレス用ベルト10の一方の端部を、マンドレルMより大きな径を有するリングRに固定し、マンドレルMからリングRを離せるようにしておく。それにより、シュープレス用ベルト10を、マンドレルMから離し易くすることができる。
【実施例】
【0037】
上記構成による本発明のシュープレス用ベルトについて、具体的に、以下に示す工程により実施例1〜3及び比較例1を得た。
(実施例1)
工程1:駆動手段により回転可能な直径1500mmのマンドレルの磨かれた表面に適量の剥離剤(KS−61:信越化学工業製)を塗布した。マンドレル表面に熱硬化性ウレタン樹脂(プレポリマー:タケネートL2395[武田製薬製]、硬化剤:3,3’−ジクロロ−4,4’−ジアミノジフェニールメタン)をドクターバーを用いて1mm厚みに塗布し、10分間放置した。
【0038】
工程2:6.7dtexのポリエステル綿からなる500dtexの紡績糸を格子状素材の経糸とし、ポリエステルの500dtexのマルチフィラメント糸(75フィラメント)の撚糸を格子状素材の緯糸とした。また、経糸が緯糸によって挟まれ、且つ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材(経糸のメッシュ(ピッチ)は実施例1から実施例3までの全実施例、及び比較例1において1本/cmで共通であるとともに、緯糸のメッシュ(ピッチ)は実施例1〜3までの全実施例、及び比較例1において4本/cmで共通である)を用意した。そして、緯糸がマンドレルの軸方向に沿い、且つ、幅方向の端部が重なり合うように、複数枚物の格子状素材をシュー側層の外周に複数層配置した。さらに、この格子状素材の外周に、ポリエステルの4500dtexのマルチフィラメント糸(50フィラメント)を、螺旋状に30本/5cmのピッチで巻付けて糸巻層を形成した。その後、格子状素材と糸巻層の隙間を塞ぐ程度に樹脂を塗り接合して、基体を形成した。
【0039】
工程3:糸巻層の上から、シュー側層に用いた樹脂と同じ熱硬化性ウレタン樹脂を、5.5mm厚に含浸コートし、100℃で5時間加熱硬化させた後、湿紙側層の表面を研磨して、湿紙側層の全厚が5.2mm厚になるように形成して本発明のシュープレス用ベルトを得た。
【0040】
(実施例2)
工程2において、6.7dtexの木綿からなる500dtexの紡績糸を格子状素材の経糸とした。また、6.7dtexのポリエステル綿からなる500dtexの紡績糸を格子状素材の緯糸とした。そして、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材を用意した。
【0041】
(実施例3)
工程2において、ポリエステルの500dtexのマルチフィラメント糸(75フィラメント)の撚糸を格子状素材の経糸とした。また、ポリエステルの1000dtexのマルチフィラメント糸(150フィラメント)の撚糸を格子状素材の緯糸とした。そして、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材を用意した。
【0042】
(比較例1)
工程2において、ポリエステルの1000dtexのマルチフィラメント糸(150フィラメント)の撚糸を格子状素材の経糸とした。ポリエステルの1000dtexのマルチフィラメント糸(150フィラメント)の撚糸を格子状素材の緯糸とした。そして、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材を用意した。
【0043】
上記実施例1〜3と比較例1について、格子状素材の耐摩耗性を調べた。
耐摩耗性を調べるために使用した装置を図9に示す。この装置は、実験片13の両端が、クランプハンドCH、CHにより挟持され、クランプハンドCH、CHが、互いに矢印Aの同方向に連動して往復移動をすることができるように構成されている。なお、実験片13において評価の対象となる側の面は、回転ロールRR1側に向けられている。また、実験片13は、プレスシューPSの回転ロールRR1方向における移動により加圧される。
【0044】
この装置では、実験片13のシュー側に強い屈曲が与えられるので、格子状素材の緯糸と経糸の交差部に、屈曲による応力が生じる。
一方、実験片13の回転ロール側には、格子状素材と螺旋状に巻かれた糸巻層とがあるが、屈曲による応力は、それ程大きくはない。従って、この装置で、格子状素材の緯糸と経糸の交差部における摩耗の程度を調べることができる。
【0045】
この装置により、往復移動回数50万回まで実験し、実験後の実験片13の経方向及び緯方向の切断強力を測定し、実験片13の格子状素材の摩耗性を観察した。
なお、この際、実験片13に掛けられる張力は3kg/cm、圧力は36kg/cm2、移動速度は40cm/秒である。
【0046】
実施例1〜3と比較例1の切断強力、及び格子状素材の摩耗性を表1に示す。
【表1】

なお、表1において、格子状素材の切断強力及び摩耗性は、実験で使用済みの本発明のベルトを、ジメチルフォルムアミドの有機溶剤に浸漬して、格子状素材を被覆しているポリウレタンを溶解させ、溶解されずに残存する格子状素材を取出して、格子状素材の経糸と緯糸の切断強力を測定し、また、格子状素材の接合部の状況を観察した結果である。
【0047】
表1に示されるように、本発明の実施例1〜3までの全ての実施例は、比較例と比べて、特に、緯糸の耐摩耗性が優れていることが分かる。
このように、全実施例で緯糸の耐摩耗性が優れているのは、緯糸と交差している経糸を摩耗し易い糸で構成したため、実験中の実験片13が湾曲することに伴い緯糸と経糸の交差部に摩擦が生じた場合、経糸が優先的に摩耗するためであると理解される。その結果、緯糸の損傷を少なくすることができたものである。従って、本発明では、緯糸の摩耗が少ないことから、緯方向の切断強力が維持され、寸法安定性も保持される。
【0048】
なお、ポリエステル綿からなる紡績糸とは、ポリエステルの短繊維を用いてカーディングしたウェブを作り、それを撚った紡績糸であるが、一般に、その短繊維は、繊維の製造工程においてクリンプ(縮れ)が設けられる。従って、それにより得られた紡績糸の表面は、凹凸を有する。それに対し、マルチフィラメントの撚糸は、その表面が平滑であるため、表面に凹凸を有するポリエステル綿は、マルチフィラメントの撚糸よりも摩耗し易い。実施例1から、これが確認できる。
【0049】
また、木綿は、ポリエステル綿よりも、材質的に摩耗し易い。実施例2からこれが確認できる。
実施例3からは、同じ素材であれば、糸の細いほうが摩耗し易いことが確認される。
このように、経糸を摩耗し易くするには、繊維の形態(太さを含む。)、或いは材質の組合せを適切に選定すればよい。
なお、本発明では、格子状素材の外周に、強度の高いポリエステルの糸巻層を設けているので、ベルト使用時に格子状素材の経糸が摩耗しても、ベルトとしての全体の強度を著しく低下させることはない。すなわち、糸巻層の糸50Aが100〜300kg/cmの強度を有するので、ベルトの経糸強度を糸巻層で十分に保つことができる。
【0050】
以上説明したように、本発明によれば、経糸が緯糸よりも摩耗し易いように構成した格子状素材を用いたので、ベルト使用時の緯糸の摩耗を低減させ、その結果、ベルトのCMD方向の寸法安定性を改善し、もって、ベルトの強度、耐久性を向上させることができるという効果を奏する。
【図面の簡単な説明】
【0051】
【図1】本発明のシュープレス用ベルトの部分断面図。
【図2】シュー側層を形成する工程におけるマンドレルを示す図で、(a)はマンドレル及び塗布機を側面から見た図、(b)はマンドレルの斜視図。
【図3】シュープレス機構の斜視図。
【図4】格子状素材の要部拡大図。
【図5】マンドレルに格子状素材を配置する工程を示す斜視図。
【図6】糸巻層を形成する工程を示す斜視図。
【図7】糸巻層形成後に接合を行う工程を示す斜視図。
【図8】シュープレス用ベルトをマンドレルから離す工程の側面図。
【図9】耐摩耗性を調べるために使用した装置の概要図。
【図10】(a)は従来のシュープレス用ベルトの製造工程を示す断面図、(b)は従来方法で得たシュープレス用ベルトの部分断面図。
【符号の説明】
【0052】
10 :シュープレス用ベルト
20 :シュー側層
30 :基体
40 :格子状素材
40A :経糸
40B :緯糸
50 :糸巻層
60 :湿紙側層
M :マンドレル
【技術分野】
【0001】
本発明は、シュープレス機構、例えば、抄紙用シュープレスに利用されるベルト、特に、クローズドタイプのシュープレスに利用されるベルト(以下、「ベルト」と称することがある。)に関する。
【背景技術】
【0002】
製紙のプレス領域において原単位低下のためにシュープレスの使用が増加しており、その中でもクローズドタイプのものであると、設置スペースが小さくて済むこと、また、オイル飛散の弊害が少ないことから主流になりつつある。
【0003】
なお、クローズドタイプのシュープレスに使用されるベルトは、オープンタイプのシュープレスに使用されるベルトに比して抄紙工程中の抄速やニップ圧等の使用条件が過酷になるため、ユーザーからベルトの耐久性向上が強く求められている。
【0004】
クローズドタイプのベルトを製造する技術の中で代表的な方法としてマンドレルを使用した製造技術がいくつか知られている。例えば、芯材に無端状の織物を使用した製造方法が、特許文献1,2に開示されている。また、芯材に無端状のメッシュを使用した製造方法が、特許文献3に開示されている。しかし、これらの製造方法は、ベルトのMD方向(ベルトの進行方向)の寸法合わせが困難である欠点を有している。
【0005】
また、織物を使用しない製造方法が、特許文献4、5に開示されている。これらの製造方法はマンドレルの軸方向に糸を一定間隔でしかも全周にわたって張るものであるが、マンドレルの軸方向とほぼ平行に、然も均一な張力の下に糸を弛み無く配置することは難しく、この糸の張り合わせに非常に時間を要するという欠点が内在していた。
【0006】
また、未硬化樹脂を含浸させたマット状の繊維帯や織物をマンドレルにスパイラル状に巻付け硬化させる製造方法が、特許文献6,7に開示されている。しかし、これらの製造方法はスパイラルの継ぎ目で剥離が発生し易いという欠点があった。
【0007】
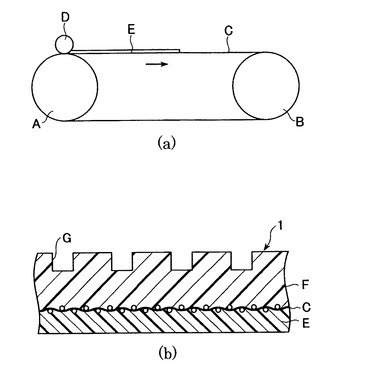
次に、従来のシュープレス用ベルトの製造方法の一例を図10に示す。
まず、2本のロールA、B間に無端織物(無端状に製織した織物)Cを架ける。そして、織物Cの外面に塗布機Dによりシュー側層Eを含浸塗布して硬化させた後、無端織物CをロールA、B間より外して表裏を反転させ、当初内側だった面を外側にしてロールA、B間に架け直す。その後、織物の外面に湿紙側層Fを含浸塗布し、硬化させ全厚を調整した後、凹溝Gを形成してベルト1を得ていた。
【0008】
従って、上記従来法では、1)無端織物の一方の面にシュー側層Eを、他方の面に湿紙側層Fに含浸塗布するために反転させる必要があり、このときベルト内部に歪みが発生する、2)樹脂硬化時に無端織物の製織中に内在した歪みが解放されるため、ベルトの波打ちによる形態の不安定さが起こり得る、といった欠点があった。
【0009】
これに対し、最初に、マンドレルに樹脂層を形成し、その樹脂層の外周に基体を形成し、しかる後、基体を通して最初の樹脂層に接合させるようにさらに樹脂層を形成する製造方法が、特許文献8,9に開示されている。
この製造方法によれば、最初の樹脂層を形成した後、その樹脂層を研磨したり反転させたりする必要がなく、作業効率が飛躍的に改善でき、生産性が向上するという効果を奏するとされている。
【特許文献1】特公平3−57236号公報
【特許文献2】特開昭64−45888号公報
【特許文献3】特許3213589号公報
【特許文献4】特表平1−503315号公報
【特許文献5】特開平8−209578号公報
【特許文献6】特開平1−298292号公報
【特許文献7】特表平5−505428号公報
【特許文献8】特許3408416号公報
【特許文献9】特開2000−303377号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
ところが、特許文献8の製造方法で製造されたシュープレス用ベルトは、基体に織物片を用いることから、織布の経糸と緯糸とで形成される交差部において屈曲があるため、ベルトの使用時に交差部への応力集中が大きく、樹脂層にクラックが生じることがあり、耐久性に問題があった。
また、特許文献9の製造方法の場合、特許文献4、5と同様、マンドレルの軸方向に糸を一定間隔でしかも全周にわたって張らなければならず、製造に時間と手間を要するという問題があった。
【0011】
そこで、これらの問題を解決すべく、先の特願2005−76216において、経糸と緯糸の交差部が接合されてなる格子状素材と螺旋状に巻込まれた糸巻層とからなる基体と、湿紙側層と、表面が磨かれたマンドレル上で形成されたシュー側層とからなるシュープレス用ベルトを提案したが、前記構成のシュープレス用ベルトを装着したプレスロールには圧縮空気が内在しているため、ベルト全体に張力が架張している状態で使用される。そして、シュープレス用ベルトは、ロール軸駆動に伴ってMD方向に走行するが、プレス直前でその張力は増大し、プレス出口では、張力は緩和される。
従って、格子状素材の経糸にはプレスの前後で張力の変動があり、それに従い、ほぼ静止したままの緯糸に対して経糸が前後動することで、経糸と緯糸が摩擦することになる。
そのため、格子状素材の経糸と緯糸が同一の素材からなるものであると、経糸に比べて、緯糸のほうが摩耗し易いため、ベルトCMD方向の強度が低下したり、或いは、ベルトのCMD方向への伸びが生じ易いという問題があった。
なお、格子状素材の経糸と緯糸の交差部は、一応、接合されてはいるが、簡易な接合であるので、格子状素材の、走行、屈曲により簡単に剥がれてしまい、経糸と緯糸の間に摩擦が起きることは避けられないものである。
【0012】
そこで、本発明は、前記の課題を解決したシュープレス用ベルトを提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明は、シュープレス装置のプレスロールとシューの間に配置されるシュープレス用ベルトであって、経糸と緯糸の交差部が接合されてなる格子状素材と螺旋状に巻込まれた糸巻層とからなる基体と、湿紙側層と、表面が磨かれたマンドレル上で形成されたシュー側層とからなり、前記経糸が緯糸よりも摩耗し易くされていることを特徴とするシュープレス用ベルトによって、前記の課題を解決した。
【発明の効果】
【0014】
本発明によれば、格子状素材の経糸が緯糸よりも摩耗し易く構成されているため、従来のように、緯糸が早期に摩耗することがないので、シュープレス用ベルトの強度及び寸法安定性を向上させることができる。
【発明を実施するための最良の形態】
【0015】
次に、本発明の実施形態を図1〜7を参照して説明する。
図1は本発明のシュープレス用ベルト10の部分断面図である。図2はシュー側層の形成工程におけるマンドレルMを示す図で、(a)はマンドレルM及び塗布機Tを横から見た図、(b)はマンドレルMの斜視図である。図3は本発明のシュープレス用ベルト10を用いたシュープレス機構100の斜視図である。図4は基体に用いる格子状素材の部分拡大図である。図5はマンドレルMの表面に形成したシュー側層20の外面に基体となる格子状素材40を配置する工程を示す斜視図、図6は糸巻層50を形成する工程を示す斜視図、図7は糸巻層50形成後に接合を行う工程を示す斜視図である。
【0016】
図1に示すように、本発明のシュープレス用ベルト10は、シュー側層20と、シュー側層20の外周に形成された基体30と、基体30の外周に形成された湿紙側層60を有している。
【0017】
シュー側層20は、表面が磨かれたマンドレルM上で形成される。
基体30は、経糸40Aと緯糸40Bの交差部が接合されてなる格子状素材40と、糸50Aが螺旋状に巻込まれた糸巻層50とにより構成される
【0018】
シュー側層20は、図2(b)に示すように、マンドレルMの表面で形成される。この場合、マンドレルMの表面に、予め剥離剤(図示せず。)を塗っておくか、或いは剥離シート(図示せず。)を貼っておくとよい。その後、シュー側層20は、図2(a)に示すように、塗布機(ドクターバー又はコーターバー等)Tを用いて、0.5〜2.0mm程度の厚さで形成される。
【0019】
マンドレルMの表面を磨いておくことにより、図3に示すように、シュー104に強く接触した状態で常時滑走するシュープレス用ベルトのシュー側層20の平滑性を確保することができるとともに、製造工程を経た後のシュープレス用ベルト10を、マンドレルMから離し易いようにすることができる。なお、マンドレルMに、加熱装置(図示せず。)を具えることにより、シュー側層20を含む樹脂の硬化を促進させることができるようにしておくとよい。
【0020】
次に、シュー側層20の外周に、基体30が設けられる。
基体30は、経糸40Aと緯糸40Bの交差部が接合された格子状素材40と、糸50AをマンドレルMに対して螺旋状に巻込んでなる糸巻層50とからなっている。
【0021】
格子状素材40は、図4に示すように、経糸40Aと緯糸40Bの交差部が接合され、格子状に組合わされてなる。格子状素材40としては、例えば、特開2002−194855号公報に開示されているものが挙げられる。経糸40Aと緯糸40Bの交差部を接合する方法としては、樹脂接着や熱溶融処理等が挙げられる。
【0022】
格子状素材40の経糸40Aは、緯糸40Bよりも摩耗し易いものにする。経糸40Aとしては、例えば、炭素繊維やガラス繊維等の無機繊維、木綿等の天然繊維、又は、ポリエステル綿、ポリエステルのマルチフィラメント、アクリル綿、若しくはアクリルのマルチフィラメント等の合成繊維等、種々の素材からなる、撚糸、又は紡績糸等の種々の糸が挙げられる。
【0023】
緯糸40Bとしては、例えば、ナイロン、PET、芳香族ポリアミド、芳香族ポリイミド、高強度ポリエチレン等の高いモジュラス、高弾性率の合成繊維、ポリエステルのマルチフィラメントの撚糸、或いは、ポリエステル綿からなる紡績糸等が挙げられるが、これらに限定されない。
なお、格子状素材40の格子の強度は、50〜250kg/cmの範囲であり、また、1%モジュラスは、5〜40kg/cmの範囲であることが好ましい。
【0024】
図5に示すように、緯糸40BがマンドレルMの軸方向に向くように、単数又は複数の格子状素材40を、マンドレルM上に設けられたシュー側層20の外周に配置する。
なお、好ましくは、ベルトの強度を向上させるために、格子状素材40の幅方向の両端部が、互いにマンドレルMの軸方向に沿って重なり合うように配置する。
【0025】
格子状素材40は、例えば、シュー側層20に対して螺旋状に巻くように配置してもよい。なお、その場合においても、好ましくは、格子状素材40の幅方向の両端部が、互いに重なり合うように配置する。
【0026】
格子状素材40をシュー側層20の外周に配置する際、シュー側層20が完全に硬化する前に、マンドレルMを少しずつ回転させ、緯糸40BがマンドレルMの軸方向に沿うように配置する。
【0027】
次に、格子状素材40上に、糸50Aを螺旋状に巻き、糸巻層50を設ける。
図6において、糸巻層50は、マンドレルMを回転させるとともに、糸50Aを図示しない糸供給装置に具えられたボビンBoから引き出し、糸50Aを格子状素材40に螺旋状に巻いてなる。その際、複数のボビンBoを用いて、糸50Aを格子状素材40上に巻いてもよい。糸供給装置は、糸50Aを螺旋状に巻込んでなる糸巻層50を形成しながら、それに連動してマンドレルMの軸方向に沿って移動するための移動装置をも具える。
なお、この糸巻層50は、シュープレス用ベルト10に、特に、MD方向の強度を与える。
【0028】
糸巻層50の糸50Aの素材としては、例えば、ナイロン、PET、芳香族ポリアミド、芳香族ポリイミド、高強度ポリエチレン等の高強力、高モジュラス、高弾性率の合成繊維からなるモノフィラメント糸又はマルチフィラメント糸又はこれらの撚糸が挙げられ、また、これらに限定されない。
【0029】
糸50Aは、ナイロン又はPETのマルチフィラメント(7000dtex)の場合には、10本/5cm〜50本/5cmの範囲で巻き、また、芳香族ポリアミドからなるマルチフィラメント(3000dtex)の場合には、10本/5cm〜30本/5cmの範囲で巻くとよい。糸50Aの強度は、100kg/cm〜300kg/cmの範囲であるとよい。
【0030】
糸巻層50を設けた後、図7に示すように、マンドレルMを回転させながら、格子状素材40と糸巻層50を覆うように樹脂を塗り、基体30を接合する。その際、樹脂は、格子状素材40と糸巻層50の間にもゆきわたり易い粘度であることが好ましい。
【0031】
基体30は、シュー側層20の外周に単層の格子状素材40を配置し、その外周に糸巻層50を設ける例を説明したが、格子状素材40と糸巻層50を配置する方法はこれに限定されないことは勿論であり、例えば、その他に、
(1)まず、糸巻層50を形成し、次に、格子状素材40を配置する方法、
(2)複数層の格子状素材40を配置する方法、
(3)まず、糸巻層50を形成し、次に、格子状素材40を配置し、その後、糸巻層50を形成する方法、
(4)まず、格子状素材40を配置し、次に、糸巻層50を形成し、その後、格子状素材40を配置して糸巻層50を形成する方法、等が考えられる。
なお、格子状素材40を複数層で配置する場合は、基体30に不必要な起伏を生じさせないようにするため、幅方向の端部を互いに重ねた部分が、複数層にわたって同じ場所とならないようにする。
【0032】
次に、糸巻層50の外周に、無端状の湿紙側層60を形成する。
湿紙側層60を形成する樹脂は、基体30を通って含浸させ、シュー側層20の基体30側の面と接合して一体化する。なお、必要に応じ、例えば、プライマや接着剤等を用い、シュー側層20と湿紙側層60との接合性を向上させてもよい。
【0033】
シュー側層20及び湿紙側層60の樹脂としては、ポリウレタン樹脂が好適であるが、その他にも、例えば、ゴム、エラストマ等が挙げられる。
なお、ポリウレタン樹脂としては、その物性面から、例えば、熱硬化性ウレタン樹脂が好適であり、硬度80〜98°(JIS−A)の範囲で選択するとよい。勿論、シュー側層20と湿紙側層60との硬度は同じでも異なっていてもよい。
【0034】
樹脂を加熱硬化させて湿紙側層60を形成した後、所定の厚みに表面を研磨し、必要に応じて、湿紙側層60の表面に溝70を設ける。
【0035】
その後、マンドレルMからシュープレス用ベルト10を離す。
その際、上述したように、マンドレルMの表面とシュープレス用ベルト10の間に、予め剥離材や剥離シート等を用いて、マンドレルMからシュープレス用ベルト10を離し易いようにしておくとよい。
【0036】
なお、図8に示すように、シュープレス用ベルト10の一方の端部を、マンドレルMより大きな径を有するリングRに固定し、マンドレルMからリングRを離せるようにしておく。それにより、シュープレス用ベルト10を、マンドレルMから離し易くすることができる。
【実施例】
【0037】
上記構成による本発明のシュープレス用ベルトについて、具体的に、以下に示す工程により実施例1〜3及び比較例1を得た。
(実施例1)
工程1:駆動手段により回転可能な直径1500mmのマンドレルの磨かれた表面に適量の剥離剤(KS−61:信越化学工業製)を塗布した。マンドレル表面に熱硬化性ウレタン樹脂(プレポリマー:タケネートL2395[武田製薬製]、硬化剤:3,3’−ジクロロ−4,4’−ジアミノジフェニールメタン)をドクターバーを用いて1mm厚みに塗布し、10分間放置した。
【0038】
工程2:6.7dtexのポリエステル綿からなる500dtexの紡績糸を格子状素材の経糸とし、ポリエステルの500dtexのマルチフィラメント糸(75フィラメント)の撚糸を格子状素材の緯糸とした。また、経糸が緯糸によって挟まれ、且つ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材(経糸のメッシュ(ピッチ)は実施例1から実施例3までの全実施例、及び比較例1において1本/cmで共通であるとともに、緯糸のメッシュ(ピッチ)は実施例1〜3までの全実施例、及び比較例1において4本/cmで共通である)を用意した。そして、緯糸がマンドレルの軸方向に沿い、且つ、幅方向の端部が重なり合うように、複数枚物の格子状素材をシュー側層の外周に複数層配置した。さらに、この格子状素材の外周に、ポリエステルの4500dtexのマルチフィラメント糸(50フィラメント)を、螺旋状に30本/5cmのピッチで巻付けて糸巻層を形成した。その後、格子状素材と糸巻層の隙間を塞ぐ程度に樹脂を塗り接合して、基体を形成した。
【0039】
工程3:糸巻層の上から、シュー側層に用いた樹脂と同じ熱硬化性ウレタン樹脂を、5.5mm厚に含浸コートし、100℃で5時間加熱硬化させた後、湿紙側層の表面を研磨して、湿紙側層の全厚が5.2mm厚になるように形成して本発明のシュープレス用ベルトを得た。
【0040】
(実施例2)
工程2において、6.7dtexの木綿からなる500dtexの紡績糸を格子状素材の経糸とした。また、6.7dtexのポリエステル綿からなる500dtexの紡績糸を格子状素材の緯糸とした。そして、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材を用意した。
【0041】
(実施例3)
工程2において、ポリエステルの500dtexのマルチフィラメント糸(75フィラメント)の撚糸を格子状素材の経糸とした。また、ポリエステルの1000dtexのマルチフィラメント糸(150フィラメント)の撚糸を格子状素材の緯糸とした。そして、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材を用意した。
【0042】
(比較例1)
工程2において、ポリエステルの1000dtexのマルチフィラメント糸(150フィラメント)の撚糸を格子状素材の経糸とした。ポリエステルの1000dtexのマルチフィラメント糸(150フィラメント)の撚糸を格子状素材の緯糸とした。そして、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材を用意した。
【0043】
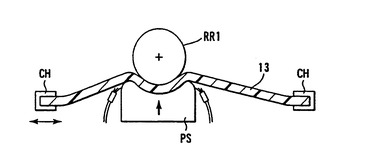
上記実施例1〜3と比較例1について、格子状素材の耐摩耗性を調べた。
耐摩耗性を調べるために使用した装置を図9に示す。この装置は、実験片13の両端が、クランプハンドCH、CHにより挟持され、クランプハンドCH、CHが、互いに矢印Aの同方向に連動して往復移動をすることができるように構成されている。なお、実験片13において評価の対象となる側の面は、回転ロールRR1側に向けられている。また、実験片13は、プレスシューPSの回転ロールRR1方向における移動により加圧される。
【0044】
この装置では、実験片13のシュー側に強い屈曲が与えられるので、格子状素材の緯糸と経糸の交差部に、屈曲による応力が生じる。
一方、実験片13の回転ロール側には、格子状素材と螺旋状に巻かれた糸巻層とがあるが、屈曲による応力は、それ程大きくはない。従って、この装置で、格子状素材の緯糸と経糸の交差部における摩耗の程度を調べることができる。
【0045】
この装置により、往復移動回数50万回まで実験し、実験後の実験片13の経方向及び緯方向の切断強力を測定し、実験片13の格子状素材の摩耗性を観察した。
なお、この際、実験片13に掛けられる張力は3kg/cm、圧力は36kg/cm2、移動速度は40cm/秒である。
【0046】
実施例1〜3と比較例1の切断強力、及び格子状素材の摩耗性を表1に示す。
【表1】
なお、表1において、格子状素材の切断強力及び摩耗性は、実験で使用済みの本発明のベルトを、ジメチルフォルムアミドの有機溶剤に浸漬して、格子状素材を被覆しているポリウレタンを溶解させ、溶解されずに残存する格子状素材を取出して、格子状素材の経糸と緯糸の切断強力を測定し、また、格子状素材の接合部の状況を観察した結果である。
【0047】
表1に示されるように、本発明の実施例1〜3までの全ての実施例は、比較例と比べて、特に、緯糸の耐摩耗性が優れていることが分かる。
このように、全実施例で緯糸の耐摩耗性が優れているのは、緯糸と交差している経糸を摩耗し易い糸で構成したため、実験中の実験片13が湾曲することに伴い緯糸と経糸の交差部に摩擦が生じた場合、経糸が優先的に摩耗するためであると理解される。その結果、緯糸の損傷を少なくすることができたものである。従って、本発明では、緯糸の摩耗が少ないことから、緯方向の切断強力が維持され、寸法安定性も保持される。
【0048】
なお、ポリエステル綿からなる紡績糸とは、ポリエステルの短繊維を用いてカーディングしたウェブを作り、それを撚った紡績糸であるが、一般に、その短繊維は、繊維の製造工程においてクリンプ(縮れ)が設けられる。従って、それにより得られた紡績糸の表面は、凹凸を有する。それに対し、マルチフィラメントの撚糸は、その表面が平滑であるため、表面に凹凸を有するポリエステル綿は、マルチフィラメントの撚糸よりも摩耗し易い。実施例1から、これが確認できる。
【0049】
また、木綿は、ポリエステル綿よりも、材質的に摩耗し易い。実施例2からこれが確認できる。
実施例3からは、同じ素材であれば、糸の細いほうが摩耗し易いことが確認される。
このように、経糸を摩耗し易くするには、繊維の形態(太さを含む。)、或いは材質の組合せを適切に選定すればよい。
なお、本発明では、格子状素材の外周に、強度の高いポリエステルの糸巻層を設けているので、ベルト使用時に格子状素材の経糸が摩耗しても、ベルトとしての全体の強度を著しく低下させることはない。すなわち、糸巻層の糸50Aが100〜300kg/cmの強度を有するので、ベルトの経糸強度を糸巻層で十分に保つことができる。
【0050】
以上説明したように、本発明によれば、経糸が緯糸よりも摩耗し易いように構成した格子状素材を用いたので、ベルト使用時の緯糸の摩耗を低減させ、その結果、ベルトのCMD方向の寸法安定性を改善し、もって、ベルトの強度、耐久性を向上させることができるという効果を奏する。
【図面の簡単な説明】
【0051】
【図1】本発明のシュープレス用ベルトの部分断面図。
【図2】シュー側層を形成する工程におけるマンドレルを示す図で、(a)はマンドレル及び塗布機を側面から見た図、(b)はマンドレルの斜視図。
【図3】シュープレス機構の斜視図。
【図4】格子状素材の要部拡大図。
【図5】マンドレルに格子状素材を配置する工程を示す斜視図。
【図6】糸巻層を形成する工程を示す斜視図。
【図7】糸巻層形成後に接合を行う工程を示す斜視図。
【図8】シュープレス用ベルトをマンドレルから離す工程の側面図。
【図9】耐摩耗性を調べるために使用した装置の概要図。
【図10】(a)は従来のシュープレス用ベルトの製造工程を示す断面図、(b)は従来方法で得たシュープレス用ベルトの部分断面図。
【符号の説明】
【0052】
10 :シュープレス用ベルト
20 :シュー側層
30 :基体
40 :格子状素材
40A :経糸
40B :緯糸
50 :糸巻層
60 :湿紙側層
M :マンドレル
【特許請求の範囲】
【請求項1】
シュープレス装置のプレスロールとシューの間に配置されるシュープレス用ベルトであって、
経糸と緯糸の交差部が接合されてなる格子状素材と螺旋状に巻込まれた糸巻層とからなる基体と、湿紙側層と、表面が磨かれたマンドレル上で形成されたシュー側層とからなり、
前記経糸が緯糸よりも摩耗し易くされていることを特徴とする、
シュープレス用ベルト。
【請求項2】
前記経糸が緯糸よりも摩耗し易い形態又は素材からなる、請求項1のシュープレス用ベルト。
【請求項3】
前記経糸が緯糸よりも細い、請求項1又は2のシュープレス用ベルト。
【請求項1】
シュープレス装置のプレスロールとシューの間に配置されるシュープレス用ベルトであって、
経糸と緯糸の交差部が接合されてなる格子状素材と螺旋状に巻込まれた糸巻層とからなる基体と、湿紙側層と、表面が磨かれたマンドレル上で形成されたシュー側層とからなり、
前記経糸が緯糸よりも摩耗し易くされていることを特徴とする、
シュープレス用ベルト。
【請求項2】
前記経糸が緯糸よりも摩耗し易い形態又は素材からなる、請求項1のシュープレス用ベルト。
【請求項3】
前記経糸が緯糸よりも細い、請求項1又は2のシュープレス用ベルト。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2007−84961(P2007−84961A)
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願番号】特願2005−276036(P2005−276036)
【出願日】平成17年9月22日(2005.9.22)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願日】平成17年9月22日(2005.9.22)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
[ Back to top ]