
シリコーン発泡体およびその製造方法
【課題】 連続気泡をさらに多くして、通気性をより高くしたシリコーン発泡体を製造する。
【解決手段】 オルガノポリシロキサンを含むシリコーンコンパウンド、含水充填材、発泡剤および加硫剤を混合する混合工程と、当該混合工程で得られた混合物に対して、高周波を用いて加熱して発泡させる発泡工程と、発泡工程後に加熱して硬化させる加硫工程とを含むことを特徴とするシリコーン発泡体の製造方法を採用する。
【解決手段】 オルガノポリシロキサンを含むシリコーンコンパウンド、含水充填材、発泡剤および加硫剤を混合する混合工程と、当該混合工程で得られた混合物に対して、高周波を用いて加熱して発泡させる発泡工程と、発泡工程後に加熱して硬化させる加硫工程とを含むことを特徴とするシリコーン発泡体の製造方法を採用する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シリコーン発泡体およびその製造方法に関する。
【背景技術】
【0002】
シリコーンゴムは、有機ゴムに比べて、耐候性、耐熱性、耐久性、生理不活性、着色性等に優れ、電気製品、事務機器、自動車部品、医療用器具等の様々な分野で使用されている。一般的なシリコーンゴムは、多くの独立気泡を有するシリコーン発泡体であり、内部の気泡が独立した閉空間を形成しているため、耐候性、電気特性、圧縮特性などに優れる反面、衝撃吸収性、応力緩衝性、防音性などの特性の面では劣る。最近では、従来からゴムスポンジが使用されてきた電子機器、OA機器あるいは自動車機器において、より低硬度で、衝撃吸収性および防音性に優れる樹脂材料が求められているが、独立気泡の多いシリコーン発泡体は、必ずしもかかる要求に応えられるものではない。
【0003】
また、独立気泡を有するシリコーン発泡体に外部から機械的な応力を加えることにより独立気泡を破壊し、連続気泡を形成させ、より低硬度で衝撃吸収性および防音性に優れる樹脂材料に変える方法も知られている(例えば、特許文献1を参照。)しかし、シリコーン発泡体に機械的な応力をかけて強制的に連続気泡を形成すると、シリコーン発泡体に傷がつき、耐久性が低下してしまうという問題がある。
【0004】
このような状況に鑑みて、本出願人は、以前、外力を加えなくても連続気泡を有し、弾性回復力に優れ、低硬度で、圧縮永久歪特性に優れかつ十分な強度を持ちあわせたシリコーン発泡体およびその製造方法について特許出願した(例えば、特許文献2を参照。)。
【特許文献1】特開平6−27850号公報(要約書、特許請求の範囲)
【特許文献2】特開2005-89611号公報(要約書、特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、上述の特許文献2に開示されている従来技術には、さらなる改善の要望がある。それは、連続気泡の割合をさらに多くして、通気性により優れたシリコーン発泡体とすることである。
【0006】
本発明は、上記要望に応えるべくなされたものであって、連続気泡をさらに多くして、通気性をより高くしたシリコーン発泡体を製造することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明は、一方を開口する円筒の開口部を厚さ2mmの円板形状の被測定物にて塞ぎ、円筒の開口部の反対側から245〜265Pa(25〜27mmAqに相当)の送圧を維持するように送風して測定される通気量が15ml/min以上で、かつJIS K 6251で規定される条件で測定される引張強度が0.3N/mm2以上であるシリコーン発泡体としている。
【0008】
このため、弾性回復力に優れ、低硬度で、圧縮永久歪特性に優れかつ十分な強度を持ちあわせたシリコーン発泡体となり、電子機器、OA機器あるいは自動車機器への利用に適した材料となる。
【0009】
また、本発明は、オルガノポリシロキサンを含むシリコーンコンパウンド、含水充填材、発泡剤および加硫剤を混合する混合工程と、混合工程で得られた混合物に対して、高周波を用いて加熱して発泡させる発泡工程と、発泡工程後に加熱して硬化させる加硫工程とを含むシリコーン発泡体の製造方法としている。
【0010】
このため、シリコーン発泡体を製造するためのシリコーン組成物は、その内部から加熱され、当該組成物中の含水充填材に含まれる水分子の振動が激しくなり、シリコーン組成物の外へと蒸発していく。このときの蒸発経路が連続気泡の一部となる。したがって、通気性に優れたシリコーン発泡体を製造することができる。また、シリコーン組成物に含まれる含水充填材を含水多孔質充填材とすることにより、充填材の多孔構造も連続気泡の一部に加わり、より通気量の多いシリコーン発泡体を得ることができる。充填材が多孔質になると含水率が高くなる傾向があるので、連続気泡を有するシリコーン発泡体を製造しやすくなる。なお、含水充填材は、シリコーンコンパウンド中に予め含まれるものであっても、シリコーンコンパウンドに外部から加えるものであっても良い。
【0011】
また、別の本発明は、先の発明における発泡工程を、加硫剤の半減期が1分となる温度よりも低い温度で加熱して行う工程とするシリコーン発泡体の製造方法としている。このように、発泡工程において、加硫剤の半減期が1分となる温度(「1分半減期温度」と称する。)より低い温度で加熱しているので、硬化が開始しない温度で十分発泡させ連続気泡を形成させることができる。発泡工程に続く加硫工程では、十分に発泡した後に硬化させるので、連続気泡のより多いシリコーン発泡体ができる。
【0012】
また、別の本発明は、先の発明における発泡工程を、50〜200℃の範囲で5秒以上行い、加硫工程を、100〜300℃の範囲で、かつ発泡工程における加熱温度以上の温度で10秒以上加熱する一次加硫工程と、その後に100〜300℃の範囲の温度で10秒以上加熱する二次加硫工程とを含む工程とするシリコーン発泡体の製造方法としている。
【0013】
このように、発泡工程における加熱温度を50〜200℃の範囲とすると、加硫剤の選択の幅がより広がる。特殊な加硫剤を使用しなくても、汎用の加硫剤を用いて、十分に連続気泡を形成することができる。また、発泡工程を5秒以上としているので、連続気泡の形成時間が十分長くなり、連続気泡をより多く形成することができる。
【0014】
また、別の本発明は、先の発明における混合工程において混合される含水充填材を、オルガノポリシロキサン100重量部に対して30〜60重量部の比率で含むようにしたシリコーン発泡体の製造方法としている。このように、含水充填材を30〜60重量部含むシリコーン組成物を用いてシリコーン発泡体を製造すると、連続気泡をより高い比率で形成しやすくなり、通気量が極めて多くなる。
【発明の効果】
【0015】
本発明によれば、連続気泡が多く、通気性により優れたシリコーン発泡体を得ることができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明に係るシリコーン発泡体およびシリコーン発泡体の製造方法の好適な実施の形態について詳述する。
【0017】
(1)原材料
発明の実施の形態に係るシリコーン発泡体は、シリコーン組成物を発泡して製造されるものである。シリコーン組成物は、主として、熱硬化性のオルガノポリシロキサンと、補強性充填材と、含水充填材と、加硫剤と、発泡剤とを含んでいる。また、この実施の形態では、シリコーンコンパウンドは、熱硬化性のオルガノポリシロキサンと補強性充填材とを含む。ただし、補強性充填材を含まずに、別の添加物を含むシリコーンコンパウンドを採用することもできる。このように、本発明におけるシリコーンコンパウンドは、含水充填材、加硫剤および発泡剤を除く他の添加物を配合した熱硬化性のオルガノポリシロキサンと広義に解釈するものとする。
【0018】
熱硬化性のオルガノポリシロキサンは、一般に、平均単位式:RaSiO(4−a)/2で表される平均重合度100以上の重合体であり(ただし、Raは、置換または非置換の一価の炭化水素基を示し、aは1.98〜2.02の範囲の数である。)、直鎖状、分岐鎖状あるいは三次元の構造を形成している。置換または非置換の一価の炭化水素基Raとしては、メチル基、エチル基、プロピル基、ブチル基等のアルキル基、ビニル基、アリル基等のアルケニル基、フェニル基、キセニル基、ナフチル基等のシクロアルケニル基、ベンジル基等のアラアルキル基、トリル基、キシリル基等のアルキルアリール基といった非置換型の炭化水素基の他、クロロメチル基等の置換型の炭化水素基を挙げることができる。また、オルガノポリシロキサンの分子鎖末端としては、水酸基、アルコキシル基、トリオルガノシリル基(トリメチルシリル基、ジメチルビニルシリル基、メチルフェニルビニルシリル基、メチルジフェニルシリル基等)が好ましい。熱硬化性のオルガノポリシロキサンの平均重合度は、通常、1000〜30000の範囲内にあるが、好ましくは4000〜15000、より好ましくは5000〜12000である。
【0019】
補強性充填材は、煙霧質、シリカ、カーボンブラックに代表される充填材である。煙霧質としては、アエロジル、キャボシル等を挙げることができる。また、シリカとしては、ヒュームドシリカ、焼成シリカ、沈降性シリカを挙げることができる。カーボンブラックとしては、アセチレンブラック、コンダクティブファーネスブラック等を挙げることができる。補強性充填材の比率は、シリコーンコンパウンド中のオルガノポリシロキサンの重量を100重量部としたときに1〜100重量部の割合とし、特に10〜50重量部とするのが好ましい。また、補強性充填材としては、特にシリカが好ましいが、導電性を付与することを目的とする場合には、シリカに代えてあるいはシリカと共にカーボンブラックが好適に用いられる。
【0020】
含水充填材は、多孔性の材料として、ゼオライト、シラスバルーン、酸化チタン、高分子多孔質粉末材料を挙げることができる。混練のしやすさを考慮すると、ゼオライト、酸化チタン等の無機質のものが好ましい。含水充填材は、連続気泡を形成するのに必要な構成材であり、特に含水材料であることに意義を有する。ただし、含水充填材は、多孔質であるか否かは問わない。また、水は、充填材の孔に入り込んでいるか、表面に付着しているかは問わない。また、通気性を高めるための含水充填材の比率は、オルガノポリシロキサンの重量を100重量部としたときに1〜80重量部の割合とし、特に30〜60重量部とするのが好ましく、さらに好ましくは、40〜50重量部とするのが良い。
【0021】
加硫剤は、硬化剤ともいい、ゴム弾性体を製造する上でその反応機構に応じて適宜選択される。反応機構には、大別して、有機過酸化物加硫剤による架橋法と、ヒドロシリル化反応による方法とがある。有機過酸化物加硫剤による架橋法の場合には、加硫剤として、ベンゾイルペルオキシド、ジクミルペルオキシド、ジクミル−t−ブチルペルオキシド、2,5−ジメチル−2,5−ジ−t−ブチルオキシヘキサン、ジ−t−ブチルペルオキシド等の有機過酸化物加硫剤が用いられる。一方、ヒドロシリル化反応による場合には、加硫剤として、硬化用塩化白金酸、白金オレフィン錯体、白金ビニルシロキサン錯体、白金カーボン等の白金系加硫剤の他、パラジウム系、ロジウム系の加硫剤が用いられる。加硫剤の比率は、オルガノポリシロキサンの重量を100重量部としたときに0.1〜10重量部の割合とし、特に1〜5重量部とするのが好ましい。
【0022】
発泡剤は、アゾ系化合物、ニトロソ化合物、スルホニルヒドラジド化合物、カルボニルヒドラジン化合物、ジアジド化合物等を挙げることができる。アゾ系化合物としては、アゾビスイソブチロニトリル、2,2’−アゾビス(2,4−ジメチルバレロニトリル)、ジメチル−2,2−アゾビスイソブチレート、アゾジカルボンアミド、ジメチル−1,1’−アゾビス(1−シクロヘキサンカルボキシレート)などを挙げることができる。ニトロソ化合物としては、N,N’−ジニトロソペンタメチレンテトラミン、N,N’−ジメチル−N,N’−ジニトロソテレフタルアミドなどを挙げることができる。スルホニルヒドラジド化合物としては、p−トルエンスルホニルヒドラジド、4,4’−オキシビスベンゼンスルホニルヒドラジド、ジフェニルスルホン−3,3’−ジスルホニルヒドラジドなどを挙げることができる。カルボニルヒドラジン化合物としては、2−プロペン酸ヒドラジド、アセチルヒドラジンなどを挙げることができる。ジアジド化合物としては、4,4’−ジアジドジフェニル、4,4’−ジアジドベンゾフェノン、2,5−ジアジドトルエンなどを挙げることができる。発泡剤の比率は、オルガノポリシロキサンの重量を100重量部としたときに1〜40重量部の割合とし、特に10〜20重量部とするのが好ましい。
【0023】
この他、シリコーン組成物に、生ゴム、シリコーンオイル、酸化チタン、酸化鉄、酸化セリウム等の各種添加剤を加えることもできる。なお、生ゴムあるいはシリコーンオイル等の添加剤は、補強性充填材を含んでいても良い。
【0024】
(2)シリコーン発泡体の製造方法
次に、シリコーン発泡体の製造方法について説明する。
【0025】
シリコーン発泡体は、上述の原材料の混合、混合物の予備成形、発泡および加硫という工程を経て製造される。
【0026】
(2.1)混練りおよび予備成形工程
原材料である熱硬化性のオルガノポリシロキサン、含水充填剤、発泡剤および加硫剤は、ニーダー、バンバリーミキサ、二軸混練機等の混練機を用いて混練りされる。混練りされた混合物は、押出成形機等の成形機を用いて予備成形される。
【0027】
(2.2)発泡工程
予備成形体は、ベルトコンベアに載置された状態で、高周波炉中に運ばれ、約50〜200℃の範囲で加熱される。ただし、かかる温度範囲は好適な例に過ぎず、かかる温度範囲外の温度で加熱しても良い。高周波は、予備成形体の内部から加熱するので、予備成形体はその内部が暖められて発泡する。予備成形体が高周波炉で加熱される時間は、5秒以上とするのが好ましい。十分に発泡させて連続気泡を多く形成させる趣旨からである。ただし、シリコーン組成物の組成、発泡条件等に応じて発泡工程の時間を5秒より短くしても良い。
【0028】
(2.3)加硫工程
発泡工程に続いて、ベルトコンベアに載置された状態の予備成形体は、高周波炉から電気炉中に運ばれる。電気炉中では、予備成形体は、発泡工程における加熱温度より高温でかつ約100〜300℃の範囲内の温度で加熱される。電気炉は、予備成形体の外部から加熱する。この工程では、予備成形体は硬化を開始する(一次加硫)。以後、予備成形体を成形体と称する。次に、ベルトコンベアに載置された状態の成形体は、電気炉からガス炉に運ばれる。ガス炉では、成形体は、約100〜300℃の範囲内の温度で加熱される。ガス炉による加熱の温度は、電気炉による加熱温度と同程度の温度とするのが好ましいが、電気炉における加熱温度とガス炉における加熱温度のどちらを高く設定するようにしても良い。ガス炉は、電気炉と同様、成形体の外部から加熱する。この工程により成形体はさらに硬化する(二次加硫)。一次加硫および二次加硫の時間は、共に10秒以上とするのが好ましい。十分に硬化させる趣旨からである。ただし、シリコーン組成物の組成、加硫条件等に応じて一次加硫および二次加硫の時間を10秒より短くしても良い。
【0029】
内部の気泡が独立気泡ではなく、外部にもつながるように連続した連続気泡が多いシリコーン発泡体を製造するには、発泡工程において、内部から外部へとつながる気泡を形成する処理が必要となる。本実施の形態に係るシリコーン組成物は、含水充填材を含んでいるため、含水充填材に含まれている水分が、高周波加熱によって内部から外部へと抜ける。この時の水分が蒸発していく通り道が連続気泡となる。もっとも、高周波加熱の際に硬化が始まると、水分の抜けが悪くなり、連続気泡を形成しにくくなる。したがって、高周波加熱の温度を低くするか、若しくは温度を低くしない場合には高周波加熱の段階では容易に硬化しない加硫剤(硬化剤)を選択するのが好ましい。
【0030】
(3)評価方法
二次加硫を経たシリコーン発泡体は、通気量、引張強度および伸びの評価に供されると共に組織観察に供される。通気量は、連続気泡の程度を評価するための評価項目である。引張強度は、シリコーン発泡体の強度を、また、伸びはシリコーン発泡体の伸縮度合いを、それぞれ評価するための評価項目である。通気量が多く、引張強度が大きく、かつ伸びの大きいシリコーン発泡体が理想の材料である。シリコーン発泡体の引張強度および伸びの各評価はJIS K 6251に基づいて行うのが好ましい。また、組織観察には光学顕微鏡あるいは走査型電子顕微鏡(Scanning Electron Microscope: SEM)を用いるのが好ましい。
【実施例】
【0031】
次に、本発明に係るシリコーン発泡体およびその製造方法の実施例について、比較例と共に説明する。
【0032】
(実施例1)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部と、補強性充填材である乾式シリカ25重量部とを予め混練してあるものを用いた。このシリコーンコンパウンドに、含水充填材である含水ゼオライト「CA−100P」(日本化学工業株式会社製)をオルガノポリシロキサン100重量部に対して37.5重量部配合し、二軸混練機を用いて均一になるまで混練した。なお、以後、特にことわらない限り、シリコーンコンパウンド中の補強性充填材およびシリコーンコンパウンドと配合する添加物の配合比率(重量部で表記)は、オルガノポリシロキサンを100重量部としたときの比率で示す。シリコーンコンパウンドと含水ゼオライトとを均一に混練した後、加硫剤として、ジクミルパーオキサイド「C−3」(信越化学工業株式会社製)3.1重量部とジクミル−t−ブチルパーオキサイド「C−24」(信越化学工業株式会社製)1重量部とを加えると共に、発泡剤として、有機発泡剤である「KE−P26」(信越化学工業株式会社製)8.1重量部とSOペースト8.1重量部とを加え、二軸混練機を用いて均一になるまで混練し、シリコーン組成物を得た。得られたシリコーン組成物は、押出機で芯金と一体で押し出し、所定外径のゴムロール(予備成形体)を得た。
【0033】
上記の工程で得られたゴムロールは、ローラー搬送式4.5KWマイクロ波ゴム加硫装置(ミクロ電子株式会社製)を用いて、発泡および加硫の各工程に供された。このローラー搬送式4.5KWマイクロ波ゴム加硫装置は、押出機から成形押し出しされたゴムロールをマイクロ波にて内部から加熱して発泡させる第一エリアと、続いて電熱ヒータを用いて暖められた熱風によって主に外部から加熱して一次加硫を行う第二エリアと、プロパンガスを用いて暖められた熱風によって主に外部から加熱して二次加硫を行う第三エリアとを備えている。ゴムロールはベルトコンベアに載せられて、第一エリア、第二エリア、第三エリアと順に搬送されていき、最終的にシリコーン発泡体が得られた。
【0034】
マイクロ波による発泡条件は、ベルトコンベアの搬送速度0.5m/min、加熱温度100℃とした。この発泡工程における温度は、マイクロ波の出力とゴムロール内部の温度との対応を予め測定しておき、マイクロ波の出力制御にて調整された。一次加硫の条件は、ベルトコンベアの搬送速度0.9m/min、加熱温度250℃とした。また、二次加硫の条件は、ベルトコンベアの搬送速度1.1m/min、加熱温度250℃とした。加硫工程における温度は、熱風の温度測定値に基づいて制御された。
【0035】
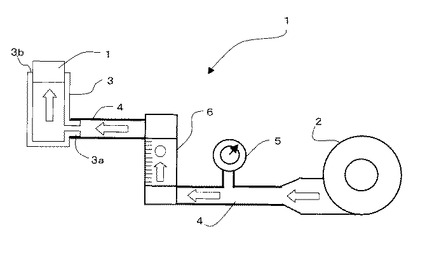
加硫を完了したシリコーン発泡体は、室温(20℃)で十分冷却された後、各種の性能評価に供された。連続気泡の程度は、通気量の多少によって評価された。通気量は、図1に示す通気量測定器を用いて測定した。
【0036】
通気量測定器1は、ブロワー2と通気量測定治具3とをチューブ4にて接続し、そのチューブ4の途中に、ブロワー2から近い側から風圧計5、フローメータ6を接続した構成を有している。通気量測定治具3は、有底略円筒形状を呈しており、底に近い側面に細い筒3aを突出した形状を有している。チューブ4は、当該細い筒3aに接続される。また、通気量測定治具3の上部3bは開口しており、そこに、被測定物(シリコーン発泡体)7が抜けないようにはめこまれた。シリコーン発泡体7の厚さは、20mmとした。測定は、風圧計5が245〜265Pa(26プラスマイナス1mmAq相当)を維持して行うようにした。通気量は、フローメータ6の流量値とした。
【0037】
シリコーン発泡体の引張強度および伸びは、JIS K 6251に従って測定した。
【0038】
実施例1の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、600cc/min、0.51N/mm2および384%であった。
【0039】
(実施例2)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部と、補強性充填材である乾式シリカ10.6重量部および湿式シリカ10.6重量部とを予め混練してあるものを用いた。その他の製造条件および性能評価は、実施例1と同一とした。湿式シリカは、含水充填材としての役割を有する。以下、湿式シリカについては同様である。
【0040】
実施例2の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、1800cc/min、0.32N/mm2および358%であった。
【0041】
(実施例3)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部から成るものを用いた。その他の製造条件および性能評価は、実施例1と同一とした。
【0042】
実施例3の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、900cc/min、0.68N/mm2および369%であった。
【0043】
(実施例4)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部と、補強性充填材である乾式シリカ10.6重量部および湿式シリカ10.6重量部とを予め混練してあるものを用いた。加硫剤として、ジクミル−t−ブチルパーオキサイド「C−24」を1重量部加える代わりに、2,5−ジメチル−2,5−ビス−ヘキサン「C−8」(信越化学工業株式会社製)を1重量部加えた以外の製造条件および性能評価は、実施例2と同一とした。
【0044】
実施例4の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、2400cc/min、0.41N/mm2および321%であった。
【0045】
(実施例5)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部から成るものを用いた。このシリコーンコンパウンドに、含水充填材である含水ゼオライト「CA−100P」(日本化学工業株式会社製)を37.5重量部配合し、二軸混練機を用いて均一になるまで混練した。混練後、加硫剤として、ジクミルパーオキサイド「C−3」(信越化学工業株式会社製)3.1重量部とジクミル−t−ブチルパーオキサイド「C−24」(信越化学工業株式会社製)1重量部とを加えると共に、発泡剤として、有機発泡剤である「KE−P26」(信越化学工業株式会社製)8.1重量部とSOペースト8.1重量部とを加え、二軸混練機を用いて均一になるまで混練し、シリコーン組成物を得た。マイクロ波による発泡条件は、ベルトコンベアの搬送速度0.5m/min、加熱温度150℃とした以外の製造条件および性能評価は、実施例1と同一とした。
【0046】
実施例5の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、15cc/min、0.52N/mm2および336%であった。
【0047】
(実施例6)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部と、補強性充填材である乾式シリカ10.6重量部および湿式シリカ10.6重量部とを予め混練してあるものを用いた。その他の製造条件および性能評価は、実施例5と同一とした。
【0048】
実施例6の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、40cc/min、0.44N/mm2および312%であった。
【0049】
(実施例7)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部と、補強性充填材である乾式シリカ10.6重量部および湿式シリカ10.6重量部とを予め混練してあるものを用いた。加硫剤として、ジクミル−t−ブチルパーオキサイド「C−24」を1重量部加える代わりに、2,5−ジメチル−2,5−ビス−ヘキサン「C−8」(信越化学工業株式会社製)を1重量部加えた以外は、実施例6と同一とした。
【0050】
実施例7の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、60cc/min、0.53N/mm2および307%であった。
【0051】
(実施例8)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部から成るものを用いた。このシリコーンコンパウンドに、含水充填材である含水ゼオライト「CA−100P」(日本化学工業株式会社製)18.75重量部と無水ゼオライト18.75重量部とを配合し、二軸混練機を用いて均一になるまで混練した。その他の製造条件および性能評価は、実施例1と同一とした。
【0052】
実施例8の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、200cc/min、0.38N/mm2および388%であった。
【0053】
(比較例1)
充填材として無水ゼオライトのみを37.5重量部配合した以外は、実施例8と同一の条件とした。
【0054】
比較例1の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、10cc/min、0.47N/mm2および391%であった。
【0055】
(比較例2)
発泡工程において電気炉を用い、高周波を用いなかった。それ以外は、実施例3と同一とした。
【0056】
比較例2の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、0cc/min、0.43N/mm2および326%であった。
【0057】
(比較例3)
外部から充填材を添加しなかった点および高周波を用いた発泡工程を実施しなかった点を除き、実施例2と同一条件で製造し、その後、次のような処理を行い、強制的に連泡を形成させる工程を行った。シリコーン発泡体の厚さの20%の隙間に設定した2本のローラーを、異なる回転速度で回転させて、シリコーン発泡体をそれらローラーの間を7回通過させた。2本のローラーの回転速度の差は、20m/minとした。ローラーを通過させたシリコーン発泡体に外から、せん断応力を加えることによって、独立気泡の一部がつながって連続気泡を形成するように試みた。当該強制連泡の工程を経たシリコーン発泡体を、上述の各実施例と同じ性能評価に供した。
【0058】
比較例3の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、650cc/min、0.23N/mm2および276%であった。
【0059】
(実験結果と考察)
表1に、各実施例および各比較例の製造条件と性能評価結果を示す。
【0060】
【表1】

【0061】
実施例1〜8の各条件で製造したシリコーン発泡体の通気量は、15〜2400cc/minであり、比較例1および比較例2の条件で製造したものの通気量より大きい結果が得られた。比較例3の条件で製造したシリコーン発泡体の通気量は650cc/minであったが、引張強度が0.23N/mm2と低かった。実施例1〜4および実施例8の各条件で製造したシリコーン発泡体の通気量は、実施例5〜7の各条件で製造したシリコーン発泡体のそれに比べて極めて大きい結果が得られた。実施例3と実施例5、実施例2と実施例6および実施例4と実施例7の3組の比較から、マイクロ波加熱の温度が低いことが通気量の向上の要因になっていると考えられる。
【0062】
また、実施例2と実施例4の通気量を比べると、実施例4の通気量の方が大きかった。これは、加硫剤C−24の代わりに、加硫剤C−8を使用したことに起因すると考えられる。加硫剤C−24の1分間半減期温度(加硫剤が分解して半分になるのに1分間要する時の加熱温度)は117℃であり、この温度は、加硫剤C−8の同温度180℃に比べて低い。加硫剤の1分間半減期温度の高い方が、100℃で高周波加熱により発泡させている際に硬化しにくいので、連続気泡が形成されやすくなるのではないかと考えられる。なお、実施例4と実施例7とを比較すると、実施例4の通気量の方が大きいことから、加硫剤の1分間半減期温度が高くても、高周波加熱の際の温度が高いと、若干の硬化が始まるので、連続気泡を形成しにくくなると考えられる。以上より、1分間半減期温度を高く、発泡工程時の高周波を用いた加熱温度を低くする方が、連続気泡の形成に適していると考えられる。
【0063】
実施例8、実施例3および実施例2を比較すると、含水充填材(湿式シリカも含む。)の重量比率が高くなるに従い、通気量が多くなる傾向がみられる。このことから、発泡工程において、含水充填材中に分散して含まれる水分が揮発することによって、連続気泡が多く形成されたのではないかと考えられる。
【0064】
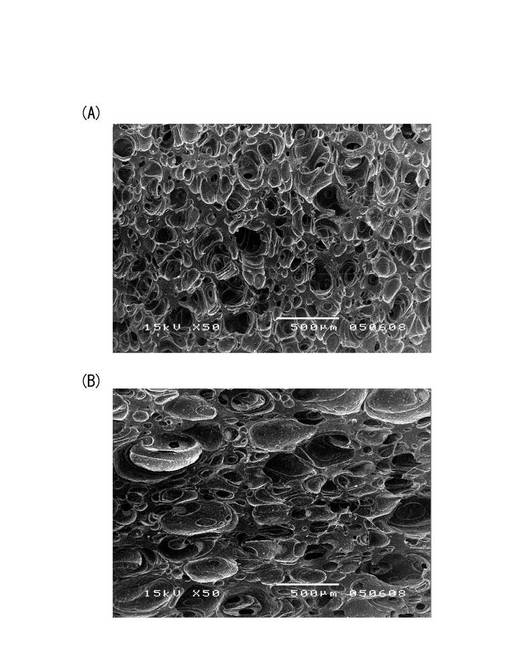
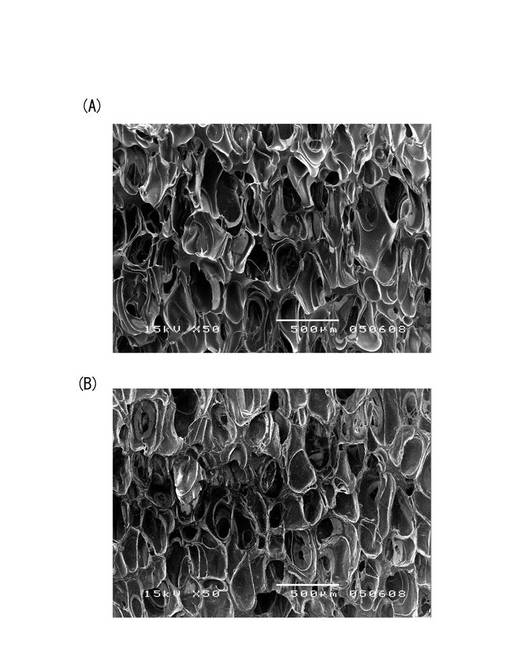
図2に、実施例2および実施例5の各条件にて製造された各シリコーン発泡体の組織のSEM写真を示す。(A)および(B)は、それぞれ、実施例2および実施例5の条件で製造された各シリコーン発泡体の組織のSEM写真である。また、図3に、比較例2および比較例3の各条件にて製造された各シリコーン発泡体の組織のSEM写真を示す。(A)および(B)は、それぞれ、比較例2および比較例3の条件で製造された各シリコーン発泡体の組織のSEM写真である。
【0065】
図2(A)および図3(B)の比較から明らかなように、実施例2の条件で得られたシリコーン発泡体は、比較例3の条件で製造されたシリコーン発泡体に比べて、傷が少ない。傷が少ないことが引張強度を低下させない要因になっているものと考えられる。また、図2(B)および図3(A)の比較から明らかなように、実施例5の条件で製造されたシリコーン発泡体の方が、連続気泡の多い微細な組織を有していることがわかる。かかる連続気泡の多い組織が通気量の多い評価結果につながっていると考えられる。
【産業上の利用可能性】
【0066】
本発明により得られたシリコーン発泡体は、電子機器、OA機器、自動車機器等において利用される。
【図面の簡単な説明】
【0067】
【図1】本発明の実施例において性能評価に用いられた通気量測定器を示す図である。
【図2】本発明の実施例2および実施例5の各条件にて製造された各シリコーン発泡体の組織のSEM写真である((A):実施例2、(B):実施例5)。
【図3】比較例2および比較例3の各条件にて製造された各シリコーン発泡体の組織のSEM写真である((A):比較例2、(B):比較例3)。
【符号の説明】
【0068】
1 通気量測定器
2 ブロワー
3 通気量測定治具
3a 細い筒
3b 上部
4 チューブ
5 風圧計
6 フローメータ
7 シリコーン発泡体
【技術分野】
【0001】
本発明は、シリコーン発泡体およびその製造方法に関する。
【背景技術】
【0002】
シリコーンゴムは、有機ゴムに比べて、耐候性、耐熱性、耐久性、生理不活性、着色性等に優れ、電気製品、事務機器、自動車部品、医療用器具等の様々な分野で使用されている。一般的なシリコーンゴムは、多くの独立気泡を有するシリコーン発泡体であり、内部の気泡が独立した閉空間を形成しているため、耐候性、電気特性、圧縮特性などに優れる反面、衝撃吸収性、応力緩衝性、防音性などの特性の面では劣る。最近では、従来からゴムスポンジが使用されてきた電子機器、OA機器あるいは自動車機器において、より低硬度で、衝撃吸収性および防音性に優れる樹脂材料が求められているが、独立気泡の多いシリコーン発泡体は、必ずしもかかる要求に応えられるものではない。
【0003】
また、独立気泡を有するシリコーン発泡体に外部から機械的な応力を加えることにより独立気泡を破壊し、連続気泡を形成させ、より低硬度で衝撃吸収性および防音性に優れる樹脂材料に変える方法も知られている(例えば、特許文献1を参照。)しかし、シリコーン発泡体に機械的な応力をかけて強制的に連続気泡を形成すると、シリコーン発泡体に傷がつき、耐久性が低下してしまうという問題がある。
【0004】
このような状況に鑑みて、本出願人は、以前、外力を加えなくても連続気泡を有し、弾性回復力に優れ、低硬度で、圧縮永久歪特性に優れかつ十分な強度を持ちあわせたシリコーン発泡体およびその製造方法について特許出願した(例えば、特許文献2を参照。)。
【特許文献1】特開平6−27850号公報(要約書、特許請求の範囲)
【特許文献2】特開2005-89611号公報(要約書、特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、上述の特許文献2に開示されている従来技術には、さらなる改善の要望がある。それは、連続気泡の割合をさらに多くして、通気性により優れたシリコーン発泡体とすることである。
【0006】
本発明は、上記要望に応えるべくなされたものであって、連続気泡をさらに多くして、通気性をより高くしたシリコーン発泡体を製造することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明は、一方を開口する円筒の開口部を厚さ2mmの円板形状の被測定物にて塞ぎ、円筒の開口部の反対側から245〜265Pa(25〜27mmAqに相当)の送圧を維持するように送風して測定される通気量が15ml/min以上で、かつJIS K 6251で規定される条件で測定される引張強度が0.3N/mm2以上であるシリコーン発泡体としている。
【0008】
このため、弾性回復力に優れ、低硬度で、圧縮永久歪特性に優れかつ十分な強度を持ちあわせたシリコーン発泡体となり、電子機器、OA機器あるいは自動車機器への利用に適した材料となる。
【0009】
また、本発明は、オルガノポリシロキサンを含むシリコーンコンパウンド、含水充填材、発泡剤および加硫剤を混合する混合工程と、混合工程で得られた混合物に対して、高周波を用いて加熱して発泡させる発泡工程と、発泡工程後に加熱して硬化させる加硫工程とを含むシリコーン発泡体の製造方法としている。
【0010】
このため、シリコーン発泡体を製造するためのシリコーン組成物は、その内部から加熱され、当該組成物中の含水充填材に含まれる水分子の振動が激しくなり、シリコーン組成物の外へと蒸発していく。このときの蒸発経路が連続気泡の一部となる。したがって、通気性に優れたシリコーン発泡体を製造することができる。また、シリコーン組成物に含まれる含水充填材を含水多孔質充填材とすることにより、充填材の多孔構造も連続気泡の一部に加わり、より通気量の多いシリコーン発泡体を得ることができる。充填材が多孔質になると含水率が高くなる傾向があるので、連続気泡を有するシリコーン発泡体を製造しやすくなる。なお、含水充填材は、シリコーンコンパウンド中に予め含まれるものであっても、シリコーンコンパウンドに外部から加えるものであっても良い。
【0011】
また、別の本発明は、先の発明における発泡工程を、加硫剤の半減期が1分となる温度よりも低い温度で加熱して行う工程とするシリコーン発泡体の製造方法としている。このように、発泡工程において、加硫剤の半減期が1分となる温度(「1分半減期温度」と称する。)より低い温度で加熱しているので、硬化が開始しない温度で十分発泡させ連続気泡を形成させることができる。発泡工程に続く加硫工程では、十分に発泡した後に硬化させるので、連続気泡のより多いシリコーン発泡体ができる。
【0012】
また、別の本発明は、先の発明における発泡工程を、50〜200℃の範囲で5秒以上行い、加硫工程を、100〜300℃の範囲で、かつ発泡工程における加熱温度以上の温度で10秒以上加熱する一次加硫工程と、その後に100〜300℃の範囲の温度で10秒以上加熱する二次加硫工程とを含む工程とするシリコーン発泡体の製造方法としている。
【0013】
このように、発泡工程における加熱温度を50〜200℃の範囲とすると、加硫剤の選択の幅がより広がる。特殊な加硫剤を使用しなくても、汎用の加硫剤を用いて、十分に連続気泡を形成することができる。また、発泡工程を5秒以上としているので、連続気泡の形成時間が十分長くなり、連続気泡をより多く形成することができる。
【0014】
また、別の本発明は、先の発明における混合工程において混合される含水充填材を、オルガノポリシロキサン100重量部に対して30〜60重量部の比率で含むようにしたシリコーン発泡体の製造方法としている。このように、含水充填材を30〜60重量部含むシリコーン組成物を用いてシリコーン発泡体を製造すると、連続気泡をより高い比率で形成しやすくなり、通気量が極めて多くなる。
【発明の効果】
【0015】
本発明によれば、連続気泡が多く、通気性により優れたシリコーン発泡体を得ることができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明に係るシリコーン発泡体およびシリコーン発泡体の製造方法の好適な実施の形態について詳述する。
【0017】
(1)原材料
発明の実施の形態に係るシリコーン発泡体は、シリコーン組成物を発泡して製造されるものである。シリコーン組成物は、主として、熱硬化性のオルガノポリシロキサンと、補強性充填材と、含水充填材と、加硫剤と、発泡剤とを含んでいる。また、この実施の形態では、シリコーンコンパウンドは、熱硬化性のオルガノポリシロキサンと補強性充填材とを含む。ただし、補強性充填材を含まずに、別の添加物を含むシリコーンコンパウンドを採用することもできる。このように、本発明におけるシリコーンコンパウンドは、含水充填材、加硫剤および発泡剤を除く他の添加物を配合した熱硬化性のオルガノポリシロキサンと広義に解釈するものとする。
【0018】
熱硬化性のオルガノポリシロキサンは、一般に、平均単位式:RaSiO(4−a)/2で表される平均重合度100以上の重合体であり(ただし、Raは、置換または非置換の一価の炭化水素基を示し、aは1.98〜2.02の範囲の数である。)、直鎖状、分岐鎖状あるいは三次元の構造を形成している。置換または非置換の一価の炭化水素基Raとしては、メチル基、エチル基、プロピル基、ブチル基等のアルキル基、ビニル基、アリル基等のアルケニル基、フェニル基、キセニル基、ナフチル基等のシクロアルケニル基、ベンジル基等のアラアルキル基、トリル基、キシリル基等のアルキルアリール基といった非置換型の炭化水素基の他、クロロメチル基等の置換型の炭化水素基を挙げることができる。また、オルガノポリシロキサンの分子鎖末端としては、水酸基、アルコキシル基、トリオルガノシリル基(トリメチルシリル基、ジメチルビニルシリル基、メチルフェニルビニルシリル基、メチルジフェニルシリル基等)が好ましい。熱硬化性のオルガノポリシロキサンの平均重合度は、通常、1000〜30000の範囲内にあるが、好ましくは4000〜15000、より好ましくは5000〜12000である。
【0019】
補強性充填材は、煙霧質、シリカ、カーボンブラックに代表される充填材である。煙霧質としては、アエロジル、キャボシル等を挙げることができる。また、シリカとしては、ヒュームドシリカ、焼成シリカ、沈降性シリカを挙げることができる。カーボンブラックとしては、アセチレンブラック、コンダクティブファーネスブラック等を挙げることができる。補強性充填材の比率は、シリコーンコンパウンド中のオルガノポリシロキサンの重量を100重量部としたときに1〜100重量部の割合とし、特に10〜50重量部とするのが好ましい。また、補強性充填材としては、特にシリカが好ましいが、導電性を付与することを目的とする場合には、シリカに代えてあるいはシリカと共にカーボンブラックが好適に用いられる。
【0020】
含水充填材は、多孔性の材料として、ゼオライト、シラスバルーン、酸化チタン、高分子多孔質粉末材料を挙げることができる。混練のしやすさを考慮すると、ゼオライト、酸化チタン等の無機質のものが好ましい。含水充填材は、連続気泡を形成するのに必要な構成材であり、特に含水材料であることに意義を有する。ただし、含水充填材は、多孔質であるか否かは問わない。また、水は、充填材の孔に入り込んでいるか、表面に付着しているかは問わない。また、通気性を高めるための含水充填材の比率は、オルガノポリシロキサンの重量を100重量部としたときに1〜80重量部の割合とし、特に30〜60重量部とするのが好ましく、さらに好ましくは、40〜50重量部とするのが良い。
【0021】
加硫剤は、硬化剤ともいい、ゴム弾性体を製造する上でその反応機構に応じて適宜選択される。反応機構には、大別して、有機過酸化物加硫剤による架橋法と、ヒドロシリル化反応による方法とがある。有機過酸化物加硫剤による架橋法の場合には、加硫剤として、ベンゾイルペルオキシド、ジクミルペルオキシド、ジクミル−t−ブチルペルオキシド、2,5−ジメチル−2,5−ジ−t−ブチルオキシヘキサン、ジ−t−ブチルペルオキシド等の有機過酸化物加硫剤が用いられる。一方、ヒドロシリル化反応による場合には、加硫剤として、硬化用塩化白金酸、白金オレフィン錯体、白金ビニルシロキサン錯体、白金カーボン等の白金系加硫剤の他、パラジウム系、ロジウム系の加硫剤が用いられる。加硫剤の比率は、オルガノポリシロキサンの重量を100重量部としたときに0.1〜10重量部の割合とし、特に1〜5重量部とするのが好ましい。
【0022】
発泡剤は、アゾ系化合物、ニトロソ化合物、スルホニルヒドラジド化合物、カルボニルヒドラジン化合物、ジアジド化合物等を挙げることができる。アゾ系化合物としては、アゾビスイソブチロニトリル、2,2’−アゾビス(2,4−ジメチルバレロニトリル)、ジメチル−2,2−アゾビスイソブチレート、アゾジカルボンアミド、ジメチル−1,1’−アゾビス(1−シクロヘキサンカルボキシレート)などを挙げることができる。ニトロソ化合物としては、N,N’−ジニトロソペンタメチレンテトラミン、N,N’−ジメチル−N,N’−ジニトロソテレフタルアミドなどを挙げることができる。スルホニルヒドラジド化合物としては、p−トルエンスルホニルヒドラジド、4,4’−オキシビスベンゼンスルホニルヒドラジド、ジフェニルスルホン−3,3’−ジスルホニルヒドラジドなどを挙げることができる。カルボニルヒドラジン化合物としては、2−プロペン酸ヒドラジド、アセチルヒドラジンなどを挙げることができる。ジアジド化合物としては、4,4’−ジアジドジフェニル、4,4’−ジアジドベンゾフェノン、2,5−ジアジドトルエンなどを挙げることができる。発泡剤の比率は、オルガノポリシロキサンの重量を100重量部としたときに1〜40重量部の割合とし、特に10〜20重量部とするのが好ましい。
【0023】
この他、シリコーン組成物に、生ゴム、シリコーンオイル、酸化チタン、酸化鉄、酸化セリウム等の各種添加剤を加えることもできる。なお、生ゴムあるいはシリコーンオイル等の添加剤は、補強性充填材を含んでいても良い。
【0024】
(2)シリコーン発泡体の製造方法
次に、シリコーン発泡体の製造方法について説明する。
【0025】
シリコーン発泡体は、上述の原材料の混合、混合物の予備成形、発泡および加硫という工程を経て製造される。
【0026】
(2.1)混練りおよび予備成形工程
原材料である熱硬化性のオルガノポリシロキサン、含水充填剤、発泡剤および加硫剤は、ニーダー、バンバリーミキサ、二軸混練機等の混練機を用いて混練りされる。混練りされた混合物は、押出成形機等の成形機を用いて予備成形される。
【0027】
(2.2)発泡工程
予備成形体は、ベルトコンベアに載置された状態で、高周波炉中に運ばれ、約50〜200℃の範囲で加熱される。ただし、かかる温度範囲は好適な例に過ぎず、かかる温度範囲外の温度で加熱しても良い。高周波は、予備成形体の内部から加熱するので、予備成形体はその内部が暖められて発泡する。予備成形体が高周波炉で加熱される時間は、5秒以上とするのが好ましい。十分に発泡させて連続気泡を多く形成させる趣旨からである。ただし、シリコーン組成物の組成、発泡条件等に応じて発泡工程の時間を5秒より短くしても良い。
【0028】
(2.3)加硫工程
発泡工程に続いて、ベルトコンベアに載置された状態の予備成形体は、高周波炉から電気炉中に運ばれる。電気炉中では、予備成形体は、発泡工程における加熱温度より高温でかつ約100〜300℃の範囲内の温度で加熱される。電気炉は、予備成形体の外部から加熱する。この工程では、予備成形体は硬化を開始する(一次加硫)。以後、予備成形体を成形体と称する。次に、ベルトコンベアに載置された状態の成形体は、電気炉からガス炉に運ばれる。ガス炉では、成形体は、約100〜300℃の範囲内の温度で加熱される。ガス炉による加熱の温度は、電気炉による加熱温度と同程度の温度とするのが好ましいが、電気炉における加熱温度とガス炉における加熱温度のどちらを高く設定するようにしても良い。ガス炉は、電気炉と同様、成形体の外部から加熱する。この工程により成形体はさらに硬化する(二次加硫)。一次加硫および二次加硫の時間は、共に10秒以上とするのが好ましい。十分に硬化させる趣旨からである。ただし、シリコーン組成物の組成、加硫条件等に応じて一次加硫および二次加硫の時間を10秒より短くしても良い。
【0029】
内部の気泡が独立気泡ではなく、外部にもつながるように連続した連続気泡が多いシリコーン発泡体を製造するには、発泡工程において、内部から外部へとつながる気泡を形成する処理が必要となる。本実施の形態に係るシリコーン組成物は、含水充填材を含んでいるため、含水充填材に含まれている水分が、高周波加熱によって内部から外部へと抜ける。この時の水分が蒸発していく通り道が連続気泡となる。もっとも、高周波加熱の際に硬化が始まると、水分の抜けが悪くなり、連続気泡を形成しにくくなる。したがって、高周波加熱の温度を低くするか、若しくは温度を低くしない場合には高周波加熱の段階では容易に硬化しない加硫剤(硬化剤)を選択するのが好ましい。
【0030】
(3)評価方法
二次加硫を経たシリコーン発泡体は、通気量、引張強度および伸びの評価に供されると共に組織観察に供される。通気量は、連続気泡の程度を評価するための評価項目である。引張強度は、シリコーン発泡体の強度を、また、伸びはシリコーン発泡体の伸縮度合いを、それぞれ評価するための評価項目である。通気量が多く、引張強度が大きく、かつ伸びの大きいシリコーン発泡体が理想の材料である。シリコーン発泡体の引張強度および伸びの各評価はJIS K 6251に基づいて行うのが好ましい。また、組織観察には光学顕微鏡あるいは走査型電子顕微鏡(Scanning Electron Microscope: SEM)を用いるのが好ましい。
【実施例】
【0031】
次に、本発明に係るシリコーン発泡体およびその製造方法の実施例について、比較例と共に説明する。
【0032】
(実施例1)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部と、補強性充填材である乾式シリカ25重量部とを予め混練してあるものを用いた。このシリコーンコンパウンドに、含水充填材である含水ゼオライト「CA−100P」(日本化学工業株式会社製)をオルガノポリシロキサン100重量部に対して37.5重量部配合し、二軸混練機を用いて均一になるまで混練した。なお、以後、特にことわらない限り、シリコーンコンパウンド中の補強性充填材およびシリコーンコンパウンドと配合する添加物の配合比率(重量部で表記)は、オルガノポリシロキサンを100重量部としたときの比率で示す。シリコーンコンパウンドと含水ゼオライトとを均一に混練した後、加硫剤として、ジクミルパーオキサイド「C−3」(信越化学工業株式会社製)3.1重量部とジクミル−t−ブチルパーオキサイド「C−24」(信越化学工業株式会社製)1重量部とを加えると共に、発泡剤として、有機発泡剤である「KE−P26」(信越化学工業株式会社製)8.1重量部とSOペースト8.1重量部とを加え、二軸混練機を用いて均一になるまで混練し、シリコーン組成物を得た。得られたシリコーン組成物は、押出機で芯金と一体で押し出し、所定外径のゴムロール(予備成形体)を得た。
【0033】
上記の工程で得られたゴムロールは、ローラー搬送式4.5KWマイクロ波ゴム加硫装置(ミクロ電子株式会社製)を用いて、発泡および加硫の各工程に供された。このローラー搬送式4.5KWマイクロ波ゴム加硫装置は、押出機から成形押し出しされたゴムロールをマイクロ波にて内部から加熱して発泡させる第一エリアと、続いて電熱ヒータを用いて暖められた熱風によって主に外部から加熱して一次加硫を行う第二エリアと、プロパンガスを用いて暖められた熱風によって主に外部から加熱して二次加硫を行う第三エリアとを備えている。ゴムロールはベルトコンベアに載せられて、第一エリア、第二エリア、第三エリアと順に搬送されていき、最終的にシリコーン発泡体が得られた。
【0034】
マイクロ波による発泡条件は、ベルトコンベアの搬送速度0.5m/min、加熱温度100℃とした。この発泡工程における温度は、マイクロ波の出力とゴムロール内部の温度との対応を予め測定しておき、マイクロ波の出力制御にて調整された。一次加硫の条件は、ベルトコンベアの搬送速度0.9m/min、加熱温度250℃とした。また、二次加硫の条件は、ベルトコンベアの搬送速度1.1m/min、加熱温度250℃とした。加硫工程における温度は、熱風の温度測定値に基づいて制御された。
【0035】
加硫を完了したシリコーン発泡体は、室温(20℃)で十分冷却された後、各種の性能評価に供された。連続気泡の程度は、通気量の多少によって評価された。通気量は、図1に示す通気量測定器を用いて測定した。
【0036】
通気量測定器1は、ブロワー2と通気量測定治具3とをチューブ4にて接続し、そのチューブ4の途中に、ブロワー2から近い側から風圧計5、フローメータ6を接続した構成を有している。通気量測定治具3は、有底略円筒形状を呈しており、底に近い側面に細い筒3aを突出した形状を有している。チューブ4は、当該細い筒3aに接続される。また、通気量測定治具3の上部3bは開口しており、そこに、被測定物(シリコーン発泡体)7が抜けないようにはめこまれた。シリコーン発泡体7の厚さは、20mmとした。測定は、風圧計5が245〜265Pa(26プラスマイナス1mmAq相当)を維持して行うようにした。通気量は、フローメータ6の流量値とした。
【0037】
シリコーン発泡体の引張強度および伸びは、JIS K 6251に従って測定した。
【0038】
実施例1の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、600cc/min、0.51N/mm2および384%であった。
【0039】
(実施例2)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部と、補強性充填材である乾式シリカ10.6重量部および湿式シリカ10.6重量部とを予め混練してあるものを用いた。その他の製造条件および性能評価は、実施例1と同一とした。湿式シリカは、含水充填材としての役割を有する。以下、湿式シリカについては同様である。
【0040】
実施例2の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、1800cc/min、0.32N/mm2および358%であった。
【0041】
(実施例3)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部から成るものを用いた。その他の製造条件および性能評価は、実施例1と同一とした。
【0042】
実施例3の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、900cc/min、0.68N/mm2および369%であった。
【0043】
(実施例4)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部と、補強性充填材である乾式シリカ10.6重量部および湿式シリカ10.6重量部とを予め混練してあるものを用いた。加硫剤として、ジクミル−t−ブチルパーオキサイド「C−24」を1重量部加える代わりに、2,5−ジメチル−2,5−ビス−ヘキサン「C−8」(信越化学工業株式会社製)を1重量部加えた以外の製造条件および性能評価は、実施例2と同一とした。
【0044】
実施例4の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、2400cc/min、0.41N/mm2および321%であった。
【0045】
(実施例5)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部から成るものを用いた。このシリコーンコンパウンドに、含水充填材である含水ゼオライト「CA−100P」(日本化学工業株式会社製)を37.5重量部配合し、二軸混練機を用いて均一になるまで混練した。混練後、加硫剤として、ジクミルパーオキサイド「C−3」(信越化学工業株式会社製)3.1重量部とジクミル−t−ブチルパーオキサイド「C−24」(信越化学工業株式会社製)1重量部とを加えると共に、発泡剤として、有機発泡剤である「KE−P26」(信越化学工業株式会社製)8.1重量部とSOペースト8.1重量部とを加え、二軸混練機を用いて均一になるまで混練し、シリコーン組成物を得た。マイクロ波による発泡条件は、ベルトコンベアの搬送速度0.5m/min、加熱温度150℃とした以外の製造条件および性能評価は、実施例1と同一とした。
【0046】
実施例5の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、15cc/min、0.52N/mm2および336%であった。
【0047】
(実施例6)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部と、補強性充填材である乾式シリカ10.6重量部および湿式シリカ10.6重量部とを予め混練してあるものを用いた。その他の製造条件および性能評価は、実施例5と同一とした。
【0048】
実施例6の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、40cc/min、0.44N/mm2および312%であった。
【0049】
(実施例7)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部と、補強性充填材である乾式シリカ10.6重量部および湿式シリカ10.6重量部とを予め混練してあるものを用いた。加硫剤として、ジクミル−t−ブチルパーオキサイド「C−24」を1重量部加える代わりに、2,5−ジメチル−2,5−ビス−ヘキサン「C−8」(信越化学工業株式会社製)を1重量部加えた以外は、実施例6と同一とした。
【0050】
実施例7の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、60cc/min、0.53N/mm2および307%であった。
【0051】
(実施例8)
シリコーン組成物のベース材となるシリコーンコンパウンドには、熱硬化性オルガノポリシロキサン100重量部から成るものを用いた。このシリコーンコンパウンドに、含水充填材である含水ゼオライト「CA−100P」(日本化学工業株式会社製)18.75重量部と無水ゼオライト18.75重量部とを配合し、二軸混練機を用いて均一になるまで混練した。その他の製造条件および性能評価は、実施例1と同一とした。
【0052】
実施例8の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、200cc/min、0.38N/mm2および388%であった。
【0053】
(比較例1)
充填材として無水ゼオライトのみを37.5重量部配合した以外は、実施例8と同一の条件とした。
【0054】
比較例1の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、10cc/min、0.47N/mm2および391%であった。
【0055】
(比較例2)
発泡工程において電気炉を用い、高周波を用いなかった。それ以外は、実施例3と同一とした。
【0056】
比較例2の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、0cc/min、0.43N/mm2および326%であった。
【0057】
(比較例3)
外部から充填材を添加しなかった点および高周波を用いた発泡工程を実施しなかった点を除き、実施例2と同一条件で製造し、その後、次のような処理を行い、強制的に連泡を形成させる工程を行った。シリコーン発泡体の厚さの20%の隙間に設定した2本のローラーを、異なる回転速度で回転させて、シリコーン発泡体をそれらローラーの間を7回通過させた。2本のローラーの回転速度の差は、20m/minとした。ローラーを通過させたシリコーン発泡体に外から、せん断応力を加えることによって、独立気泡の一部がつながって連続気泡を形成するように試みた。当該強制連泡の工程を経たシリコーン発泡体を、上述の各実施例と同じ性能評価に供した。
【0058】
比較例3の製造条件にて製造したシリコーン発泡体の通気量、引張強度および伸びは、それぞれ、650cc/min、0.23N/mm2および276%であった。
【0059】
(実験結果と考察)
表1に、各実施例および各比較例の製造条件と性能評価結果を示す。
【0060】
【表1】
【0061】
実施例1〜8の各条件で製造したシリコーン発泡体の通気量は、15〜2400cc/minであり、比較例1および比較例2の条件で製造したものの通気量より大きい結果が得られた。比較例3の条件で製造したシリコーン発泡体の通気量は650cc/minであったが、引張強度が0.23N/mm2と低かった。実施例1〜4および実施例8の各条件で製造したシリコーン発泡体の通気量は、実施例5〜7の各条件で製造したシリコーン発泡体のそれに比べて極めて大きい結果が得られた。実施例3と実施例5、実施例2と実施例6および実施例4と実施例7の3組の比較から、マイクロ波加熱の温度が低いことが通気量の向上の要因になっていると考えられる。
【0062】
また、実施例2と実施例4の通気量を比べると、実施例4の通気量の方が大きかった。これは、加硫剤C−24の代わりに、加硫剤C−8を使用したことに起因すると考えられる。加硫剤C−24の1分間半減期温度(加硫剤が分解して半分になるのに1分間要する時の加熱温度)は117℃であり、この温度は、加硫剤C−8の同温度180℃に比べて低い。加硫剤の1分間半減期温度の高い方が、100℃で高周波加熱により発泡させている際に硬化しにくいので、連続気泡が形成されやすくなるのではないかと考えられる。なお、実施例4と実施例7とを比較すると、実施例4の通気量の方が大きいことから、加硫剤の1分間半減期温度が高くても、高周波加熱の際の温度が高いと、若干の硬化が始まるので、連続気泡を形成しにくくなると考えられる。以上より、1分間半減期温度を高く、発泡工程時の高周波を用いた加熱温度を低くする方が、連続気泡の形成に適していると考えられる。
【0063】
実施例8、実施例3および実施例2を比較すると、含水充填材(湿式シリカも含む。)の重量比率が高くなるに従い、通気量が多くなる傾向がみられる。このことから、発泡工程において、含水充填材中に分散して含まれる水分が揮発することによって、連続気泡が多く形成されたのではないかと考えられる。
【0064】
図2に、実施例2および実施例5の各条件にて製造された各シリコーン発泡体の組織のSEM写真を示す。(A)および(B)は、それぞれ、実施例2および実施例5の条件で製造された各シリコーン発泡体の組織のSEM写真である。また、図3に、比較例2および比較例3の各条件にて製造された各シリコーン発泡体の組織のSEM写真を示す。(A)および(B)は、それぞれ、比較例2および比較例3の条件で製造された各シリコーン発泡体の組織のSEM写真である。
【0065】
図2(A)および図3(B)の比較から明らかなように、実施例2の条件で得られたシリコーン発泡体は、比較例3の条件で製造されたシリコーン発泡体に比べて、傷が少ない。傷が少ないことが引張強度を低下させない要因になっているものと考えられる。また、図2(B)および図3(A)の比較から明らかなように、実施例5の条件で製造されたシリコーン発泡体の方が、連続気泡の多い微細な組織を有していることがわかる。かかる連続気泡の多い組織が通気量の多い評価結果につながっていると考えられる。
【産業上の利用可能性】
【0066】
本発明により得られたシリコーン発泡体は、電子機器、OA機器、自動車機器等において利用される。
【図面の簡単な説明】
【0067】
【図1】本発明の実施例において性能評価に用いられた通気量測定器を示す図である。
【図2】本発明の実施例2および実施例5の各条件にて製造された各シリコーン発泡体の組織のSEM写真である((A):実施例2、(B):実施例5)。
【図3】比較例2および比較例3の各条件にて製造された各シリコーン発泡体の組織のSEM写真である((A):比較例2、(B):比較例3)。
【符号の説明】
【0068】
1 通気量測定器
2 ブロワー
3 通気量測定治具
3a 細い筒
3b 上部
4 チューブ
5 風圧計
6 フローメータ
7 シリコーン発泡体
【特許請求の範囲】
【請求項1】
一方を開口する円筒の開口部を厚さ2mmの円板形状の被測定物にて塞ぎ、上記円筒の開口部の反対側から245〜265Paの送圧を維持するように送風して測定される通気量が15ml/min以上で、かつJIS K 6251で規定される条件で測定される引張強度が0.3N/mm2以上であることを特徴とするシリコーン発泡体。
【請求項2】
オルガノポリシロキサンを含むシリコーンコンパウンド、含水充填材、発泡剤および加硫剤を混合する混合工程と、
上記混合工程で得られた混合物に対して、高周波を用いて加熱して発泡させる発泡工程と、
上記発泡工程後に加熱して硬化させる加硫工程と、
を含むことを特徴とするシリコーン発泡体の製造方法。
【請求項3】
前記発泡工程は、前記加硫剤の半減期が1分となる温度よりも低い温度で加熱して行うことを特徴とする請求項2に記載のシリコーン発泡体の製造方法。
【請求項4】
前記発泡工程は、50〜200℃の範囲で5秒以上行われ、
前記加硫工程は、
100〜300℃の範囲で、かつ前記発泡工程における加熱温度以上の温度で10秒以上加熱する一次加硫工程と、
その後に100〜300℃の範囲の温度で10秒以上加熱する二次加硫工程と、
を含むことを特徴とする請求項2または3に記載のシリコーン発泡体の製造方法。
【請求項5】
前記混合工程において混合される前記含水充填材を、前記オルガノポリシロキサン100重量部に対して30〜60重量部の比率で含まれることを特徴とする請求項2から4のいずれか1項に記載のシリコーン発泡体の製造方法。
【請求項1】
一方を開口する円筒の開口部を厚さ2mmの円板形状の被測定物にて塞ぎ、上記円筒の開口部の反対側から245〜265Paの送圧を維持するように送風して測定される通気量が15ml/min以上で、かつJIS K 6251で規定される条件で測定される引張強度が0.3N/mm2以上であることを特徴とするシリコーン発泡体。
【請求項2】
オルガノポリシロキサンを含むシリコーンコンパウンド、含水充填材、発泡剤および加硫剤を混合する混合工程と、
上記混合工程で得られた混合物に対して、高周波を用いて加熱して発泡させる発泡工程と、
上記発泡工程後に加熱して硬化させる加硫工程と、
を含むことを特徴とするシリコーン発泡体の製造方法。
【請求項3】
前記発泡工程は、前記加硫剤の半減期が1分となる温度よりも低い温度で加熱して行うことを特徴とする請求項2に記載のシリコーン発泡体の製造方法。
【請求項4】
前記発泡工程は、50〜200℃の範囲で5秒以上行われ、
前記加硫工程は、
100〜300℃の範囲で、かつ前記発泡工程における加熱温度以上の温度で10秒以上加熱する一次加硫工程と、
その後に100〜300℃の範囲の温度で10秒以上加熱する二次加硫工程と、
を含むことを特徴とする請求項2または3に記載のシリコーン発泡体の製造方法。
【請求項5】
前記混合工程において混合される前記含水充填材を、前記オルガノポリシロキサン100重量部に対して30〜60重量部の比率で含まれることを特徴とする請求項2から4のいずれか1項に記載のシリコーン発泡体の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−77187(P2007−77187A)
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願番号】特願2005−263535(P2005−263535)
【出願日】平成17年9月12日(2005.9.12)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願日】平成17年9月12日(2005.9.12)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]