
シリンダブロックのボア加工方法及びこれに用いられるダミーヘッドユニット
【課題】シリンダブロックのボアを高い真円度で加工する。
【解決手段】ウォータージャケット溝4の内周に規制部材30を挿入することにより、ボア周壁5が規制部材30により外径側から支持されるため、ボア内周面3aを加工する際の外径向きの加圧力Pによるボア周壁5の外径方向への変形が規制され、ボア3の真円度の低下を防止することができる。
【解決手段】ウォータージャケット溝4の内周に規制部材30を挿入することにより、ボア周壁5が規制部材30により外径側から支持されるため、ボア内周面3aを加工する際の外径向きの加圧力Pによるボア周壁5の外径方向への変形が規制され、ボア3の真円度の低下を防止することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シリンダブロックのボア加工方法、及びこれに用いられるダミーヘッドユニットに関する。
【背景技術】
【0002】
シリンダブロックに設けられるボアは、ピストン周りの摺動抵抗の低減を図るために、高い真円度が求められる。しかし、シリンダブロック単体でボアを高精度に加工した場合でも、シリンダヘッドを組み付けたときのボルトの締付力によりシリンダブロックが変形することで、実働状態であるヘッド組付後におけるボアの真円度が低下する恐れがある。
【0003】
例えば、特許文献1には、ダミーヘッドを用いたボア加工方法が示されている。この方法は、シリンダブロックにダミーヘッドを組みつけることにより、シリンダヘッドを組み付けたときと同様にシリンダブロックを変形させ、この状態でボア内周面を加工するものである。これにより、実働状態であるヘッド組付後におけるボアの真円度の向上を図っている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2011−12647号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
例えば、図1に示すシリンダブロック1のように、ヘッド取付面2のボア3の周囲にウォータージャケット溝4が設けられる場合、ボア3とのウォータージャケット溝4との間に、ボア周壁5が設けられる。ウォータージャケット溝4は、ボア3の冷却効果を高める観点から、なるべくボア3の近傍に設けられるため、ボア周壁5は薄肉となる。このため、ボア3の内周面3aを加工する際の工具による加圧力Pにより、ボア周壁5が外径方向に変形する恐れがある(図7の点線参照)。従って、たとえシリンダブロックにダミーヘッドを組み付け、ヘッド組付状態を再現した状態でボア内周面を加工した場合であっても、ボア内周面の真円度を十分に高めることができない恐れがある。
【0006】
本発明の解決すべき技術的課題は、シリンダブロックのボアをより高い真円度で加工することにある。
【課題を解決するための手段】
【0007】
前記課題を解決するためになされた本発明は、ヘッド取付面のボア開口部の周囲にウォータージャケット溝が形成されたシリンダブロックのボアを加工するための方法であって、ヘッド取付面にダミーヘッドを組み付けて、シリンダヘッドを組み付けた状態と同様にシリンダブロックを変形させるダミーヘッド組付工程と、シリンダブロックにダミーヘッドを組み付けた状態でウォータージャケット溝に規制部材を挿入し、ウォータージャケット溝とボアとの間に設けられたボア周壁を外径側から支持する規制部材セット工程と、シリンダブロックにダミーヘッド及び規制部材を組み付けた状態で、ボアの内周面の加工を行うボア加工工程とを有するものである。
【0008】
上記の加工方法は、シリンダブロックのヘッド取付面に組み付けられ、シリンダヘッドを組み付けた状態と同様にシリンダブロックを変形させるダミーヘッドと、ヘッド取付面のボア開口部の周囲に設けられたウォータージャケット溝に挿入され、ウォータージャケット溝とボアとの間に設けられたボア周壁を外径側から支持する規制部材とを備えたダミーヘッドユニットを用いることにより実現することができる。
【0009】
上記のように、本発明のボア加工方法によれば、ウォータージャケット溝の内周に挿入した規制部材でボア周壁が外径側から支持されるため、ボア内周面を加工する際の外径向きの圧力によるボア周壁の外径方向への変形が規制され、ボアの真円度の低下を防止することができる。
【0010】
上記の規制部材は、必ずしもウォータージャケット溝の全域に挿入する必要はなく、ボア加工の圧力により変形が生じやすい箇所にのみ挿入してもよい。例えば、図1に示すように、複数のボアが直列に並べて配置され、隣り合うボア周壁が連続したサイアミーズ型のシリンダブロックの場合、ボア周壁が連続している部分ではボア周壁の強度が比較的強く、ボア加工時に圧力が加わっても変形が生じにくい。これに対し、その他の領域、特に、ヘッド取付面においてボアの並んでいる方向と直交する方向(以下、ヘッド短手方向)両側のボア周壁は、外周がウォータージャケット溝に面して支持されていない状態となるため、ボア加工時の圧力により変形が生じやすい。従って、ウォータージャケット溝のうち、少なくともボアのヘッド短手方向両側の部分に規制部材を挿入することが好ましい。
【0011】
規制部材は、例えば、ダミーヘッドに設けられた貫通穴を介して、ウォータージャケット溝に挿入することができる。
【発明の効果】
【0012】
以上のように、本発明によれば、ボア加工時の圧力によるボア周壁の変形が規制されるため、ボアをより高い真円度で加工することができる。
【図面の簡単な説明】
【0013】
【図1】(a)は、シリンダブロックの平面図であり、(b)は(a)図のA−A線における断面図である。
【図2】(a)はシリンダブロックにダミーヘッドを組み付けた状態の平面図であり、(b)は(a)図のB−B線における断面図である。
【図3】(a)はシリンダブロックにダミーヘッド及び規制部材を組み付けた状態の平面図であり、(b)は(a)図のC−C線における断面図である。
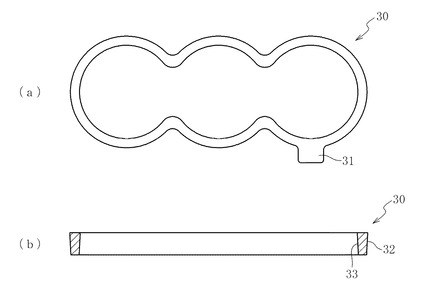
【図4】(a)は規制部材の平面図であり、(b)は同断面図である。
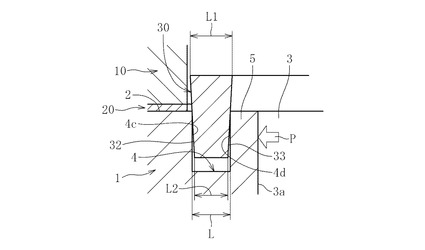
【図5】図3(b)のD部拡大図である。
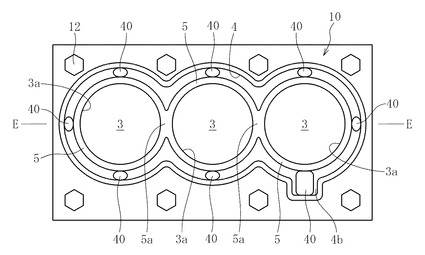
【図6】(a)はシリンダブロックにダミーヘッド及び他の例の規制部材を組み付けた状態の平面図であり、(b)は(a)図のE−E線における断面図である。
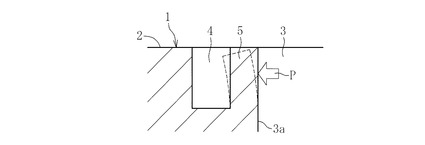
【図7】シリンダブロックのボア周壁が加工圧により変形する様子を示す拡大断面図である。
【発明を実施するための形態】
【0014】
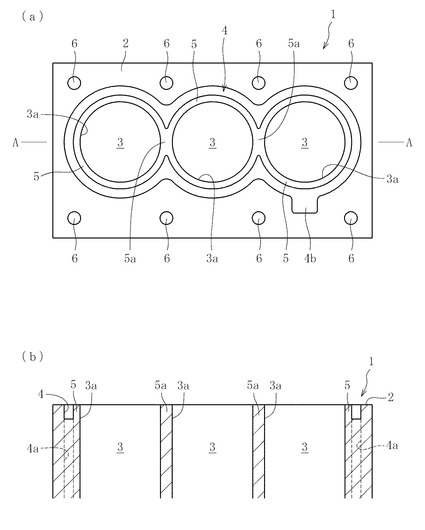
図1は、本発明の一実施形態に係るボア加工方法の対象物であるシリンダブロック1を示す。このシリンダブロック1は、直列に並べて配された複数(図示例では3つ)のボア3と、ヘッド取付面2に開口したボア3の周囲に設けられたウォータージャケット溝4と、ヘッド取付面2にシリンダヘッド(図示省略)を組み付けるための複数のボルト穴6とを備える。本実施形態では、ウォータージャケット溝4と各ボア3との間に設けられるボア周壁5が連続した、いわゆるサイアミーズ型である場合を示す(図1(a)参照)。隣り合うボア周壁5の連結部5aにおける肉厚は、各ボア周壁5の肉厚よりも大きい(図1(b)参照)。
【0015】
ウォータージャケット溝4は、連続した複数のボア周壁5の全周で連続している。また、ボア3の外周には、図1(b)に点線で示すように、ボア3の中心軸方向(図中の上下方向)に延びる複数のウォータージャケット4aが設けられ、各ウォータージャケット4aの上端がウォータージャケット溝4の溝底に開口している。ウォータージャケット溝4は、おおよそ全域にわたって溝幅が略均一に形成されており、一部に溝幅の広い幅広部4bが設けられる。
【0016】
以下、本発明の一実施形態に係るボア加工方法を説明する。このボア加工方法は、ダミーヘッド10(図2参照)及び規制部材30(図4参照)からなるダミーヘッドユニットを用いて行われる。
【0017】
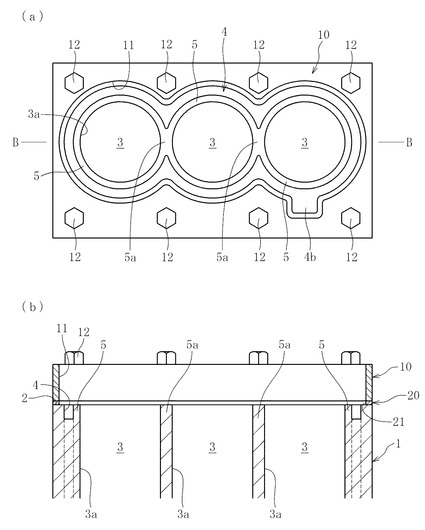
まず、図2に示すように、シリンダブロック1にダミーヘッド10を組み付ける。具体的には、ダミーヘッド10に設けられたボルト挿通穴(図示省略)に挿通したボルト12を、シリンダブロック1のボルト穴6(図1参照)に固定することにより、ダミーヘッド10がシリンダブロックに組み付けられる。このように、ダミーヘッド10を組み付けたときのボルト12の締付力により、シリンダヘッド1には、シリンダヘッドが組み付けられたときと同様の変形が生じる。
【0018】
ダミーヘッド10の中央には、貫通穴11が設けられる。貫通穴11は、図2(a)に示す平面視でボア3及びウォータージャケット溝4の全周を囲んでいる。図示例では、貫通穴11の内周面が、ウォータージャケット溝4の外周よりも若干外側に配されている。これにより、ダミーヘッド10をシリンダブロック1に組み付けた状態で、ボア3及びウォータージャケット溝4に対して、貫通穴11を介して上方からアクセス可能とされる。
【0019】
本実施形態では、シリンダブロック1のヘッド取付面2とダミーヘッド10との間に、ダミーガスケット20を介在させている(図2(b)参照)。ダミーガスケット20には、ダミーヘッド10の貫通穴11と同様の形状を成した貫通穴21が設けられる。
【0020】
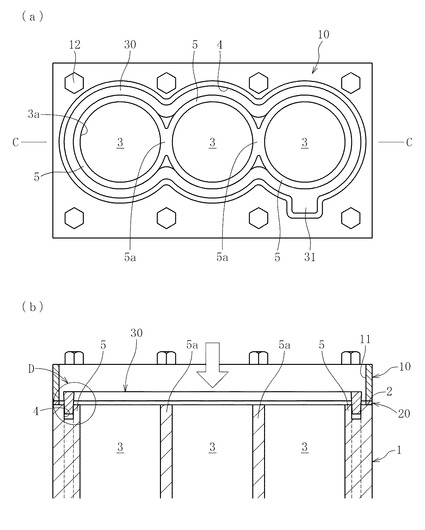
次に、図3に示すように、シリンダブロック1のウォータージャケット溝4に、規制部材30を挿入する。具体的には、ダミーヘッド10の貫通穴11を介して、ウォータージャケット溝4の上方から規制部材30を挿入する(図3(b)の矢印参照)。本実施形態では、規制部材30がウォータージャケット溝4に沿った環状をなし(図4(a)参照)、ウォータージャケット溝4の全域にわたって挿入される(図3(a)参照)。また、ウォータージャケット溝4の幅広部4bに相当する位置には外径に向けて突出した突出部31が設けられる。
【0021】
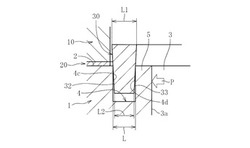
規制部材30は、金属や樹脂で形成され、図4(b)に示すように、ウォータージャケット溝4の溝幅方向(すなわち、各ボア3の半径方向)の厚さが、下方に向けて徐々に小さくなった断面楔形状を成している。詳しくは、図5に示すように、規制部材30の上端部の厚さL1はウォータージャケット溝4の溝幅Lよりも大きく(L1>L)、規制部材30の下端部の厚さL2はウォータージャケット溝4の溝幅Lよりも小さい(L2<L)。これにより、規制部材30をウォータージャケット溝4に挿入したとき、規制部材30の上下方向中間部がウォータージャケット溝4の開口部に当接し、規制部材30が係止される。こうして、規制部材30がウォータージャケット溝4に挿入されることで、規制部材30の外周面32がウォータージャケット溝4の外側の内壁4cに当接すると共に、規制部材30の内周面33がウォータージャケット溝4の内側の内壁4dに当接する。これにより、ボア周壁5が規制部材30により外径側から支持され、特に、変形の生じやすいボア周壁5の上端部が規制部材により外径側から支持される。
【0022】
この状態で、ボア3の内周面3aに加工(例えばボーリング加工やホーニング加工)が施される。このとき、ボア周壁5には外径向きの加圧力P(図5参照)が加わるが、上記のように、ウォータージャケット溝4に規制部材30が挿入され、ボア周壁5の外周面(すなわちウォータージャケット溝4の内側の内壁4d)が規制部材30により外径側から支持されているため、上記の加圧力Pによる周壁5の外径向きの変形を防止できる。従って、ヘッド取付状態を再現した状態で、シリンダブロック1のボア3の内周面3aを高い真円度で加工することができる。
【0023】
本発明は上記の実施形態に限られない。上記の実施形態では、規制部材30がウォータージャケット溝4の全域に挿入された場合を示したが、これに限らず、例えば図6に示すように、ウォータージャケット溝4の一部に規制部材40を挿入してもよい。この場合、ボア加工時の加圧力によりボア周壁5の変形が生じ易い場所に、規制部材40を配置することが好ましい。図示例では、ウォータージャケット溝4のうち、各ボア周壁5のヘッド短手方向(図6の上下方向)両側、及び、連続したボア周壁5のヘッド長手方向(図6の左右方向)両側に、複数の規制部材40が挿入される。規制部材40は、ウォータージャケット溝4の溝幅に対応した形状とされる。このように、規制部材40を部分的に設けることにより、規制部材40の材料コストが低減されると共に、ウォータージャケット溝4の形状が異なる場合にも容易に対応することが可能となる。
【0024】
また、上記の実施形態では、規制部材30を断面楔形とし、ウォータージャケット溝4の開口部で係止される場合を示したが、これに限らず、規制部材30をウォータージャケット溝4と同様の断面形状とし、規制部材30の底面をウォータージャケット溝4の溝底に当接させてもよい(図示省略)。
【0025】
また、シリンダブロックの形状は上記に限られない。例えば、上記の実施形態では、ウォータージャケット溝4がボア周壁5の全周で連続している場合を示したが、これに限らず、例えば、各ボア3の周囲に複数の円弧状のウォータージャケット溝を設けたり、あるいは環状のウォータージャケット溝を設けたりしてもよい(図示省略)。
【符号の説明】
【0026】
1 シリンダブロック
2 ヘッド取付面
3 ボア
4 ウォータージャケット溝
5 ボア周壁
10 ダミーヘッド
11 貫通穴
20 ダミーガスケット
30 規制部材
P 加圧力
【技術分野】
【0001】
本発明は、シリンダブロックのボア加工方法、及びこれに用いられるダミーヘッドユニットに関する。
【背景技術】
【0002】
シリンダブロックに設けられるボアは、ピストン周りの摺動抵抗の低減を図るために、高い真円度が求められる。しかし、シリンダブロック単体でボアを高精度に加工した場合でも、シリンダヘッドを組み付けたときのボルトの締付力によりシリンダブロックが変形することで、実働状態であるヘッド組付後におけるボアの真円度が低下する恐れがある。
【0003】
例えば、特許文献1には、ダミーヘッドを用いたボア加工方法が示されている。この方法は、シリンダブロックにダミーヘッドを組みつけることにより、シリンダヘッドを組み付けたときと同様にシリンダブロックを変形させ、この状態でボア内周面を加工するものである。これにより、実働状態であるヘッド組付後におけるボアの真円度の向上を図っている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2011−12647号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
例えば、図1に示すシリンダブロック1のように、ヘッド取付面2のボア3の周囲にウォータージャケット溝4が設けられる場合、ボア3とのウォータージャケット溝4との間に、ボア周壁5が設けられる。ウォータージャケット溝4は、ボア3の冷却効果を高める観点から、なるべくボア3の近傍に設けられるため、ボア周壁5は薄肉となる。このため、ボア3の内周面3aを加工する際の工具による加圧力Pにより、ボア周壁5が外径方向に変形する恐れがある(図7の点線参照)。従って、たとえシリンダブロックにダミーヘッドを組み付け、ヘッド組付状態を再現した状態でボア内周面を加工した場合であっても、ボア内周面の真円度を十分に高めることができない恐れがある。
【0006】
本発明の解決すべき技術的課題は、シリンダブロックのボアをより高い真円度で加工することにある。
【課題を解決するための手段】
【0007】
前記課題を解決するためになされた本発明は、ヘッド取付面のボア開口部の周囲にウォータージャケット溝が形成されたシリンダブロックのボアを加工するための方法であって、ヘッド取付面にダミーヘッドを組み付けて、シリンダヘッドを組み付けた状態と同様にシリンダブロックを変形させるダミーヘッド組付工程と、シリンダブロックにダミーヘッドを組み付けた状態でウォータージャケット溝に規制部材を挿入し、ウォータージャケット溝とボアとの間に設けられたボア周壁を外径側から支持する規制部材セット工程と、シリンダブロックにダミーヘッド及び規制部材を組み付けた状態で、ボアの内周面の加工を行うボア加工工程とを有するものである。
【0008】
上記の加工方法は、シリンダブロックのヘッド取付面に組み付けられ、シリンダヘッドを組み付けた状態と同様にシリンダブロックを変形させるダミーヘッドと、ヘッド取付面のボア開口部の周囲に設けられたウォータージャケット溝に挿入され、ウォータージャケット溝とボアとの間に設けられたボア周壁を外径側から支持する規制部材とを備えたダミーヘッドユニットを用いることにより実現することができる。
【0009】
上記のように、本発明のボア加工方法によれば、ウォータージャケット溝の内周に挿入した規制部材でボア周壁が外径側から支持されるため、ボア内周面を加工する際の外径向きの圧力によるボア周壁の外径方向への変形が規制され、ボアの真円度の低下を防止することができる。
【0010】
上記の規制部材は、必ずしもウォータージャケット溝の全域に挿入する必要はなく、ボア加工の圧力により変形が生じやすい箇所にのみ挿入してもよい。例えば、図1に示すように、複数のボアが直列に並べて配置され、隣り合うボア周壁が連続したサイアミーズ型のシリンダブロックの場合、ボア周壁が連続している部分ではボア周壁の強度が比較的強く、ボア加工時に圧力が加わっても変形が生じにくい。これに対し、その他の領域、特に、ヘッド取付面においてボアの並んでいる方向と直交する方向(以下、ヘッド短手方向)両側のボア周壁は、外周がウォータージャケット溝に面して支持されていない状態となるため、ボア加工時の圧力により変形が生じやすい。従って、ウォータージャケット溝のうち、少なくともボアのヘッド短手方向両側の部分に規制部材を挿入することが好ましい。
【0011】
規制部材は、例えば、ダミーヘッドに設けられた貫通穴を介して、ウォータージャケット溝に挿入することができる。
【発明の効果】
【0012】
以上のように、本発明によれば、ボア加工時の圧力によるボア周壁の変形が規制されるため、ボアをより高い真円度で加工することができる。
【図面の簡単な説明】
【0013】
【図1】(a)は、シリンダブロックの平面図であり、(b)は(a)図のA−A線における断面図である。
【図2】(a)はシリンダブロックにダミーヘッドを組み付けた状態の平面図であり、(b)は(a)図のB−B線における断面図である。
【図3】(a)はシリンダブロックにダミーヘッド及び規制部材を組み付けた状態の平面図であり、(b)は(a)図のC−C線における断面図である。
【図4】(a)は規制部材の平面図であり、(b)は同断面図である。
【図5】図3(b)のD部拡大図である。
【図6】(a)はシリンダブロックにダミーヘッド及び他の例の規制部材を組み付けた状態の平面図であり、(b)は(a)図のE−E線における断面図である。
【図7】シリンダブロックのボア周壁が加工圧により変形する様子を示す拡大断面図である。
【発明を実施するための形態】
【0014】
図1は、本発明の一実施形態に係るボア加工方法の対象物であるシリンダブロック1を示す。このシリンダブロック1は、直列に並べて配された複数(図示例では3つ)のボア3と、ヘッド取付面2に開口したボア3の周囲に設けられたウォータージャケット溝4と、ヘッド取付面2にシリンダヘッド(図示省略)を組み付けるための複数のボルト穴6とを備える。本実施形態では、ウォータージャケット溝4と各ボア3との間に設けられるボア周壁5が連続した、いわゆるサイアミーズ型である場合を示す(図1(a)参照)。隣り合うボア周壁5の連結部5aにおける肉厚は、各ボア周壁5の肉厚よりも大きい(図1(b)参照)。
【0015】
ウォータージャケット溝4は、連続した複数のボア周壁5の全周で連続している。また、ボア3の外周には、図1(b)に点線で示すように、ボア3の中心軸方向(図中の上下方向)に延びる複数のウォータージャケット4aが設けられ、各ウォータージャケット4aの上端がウォータージャケット溝4の溝底に開口している。ウォータージャケット溝4は、おおよそ全域にわたって溝幅が略均一に形成されており、一部に溝幅の広い幅広部4bが設けられる。
【0016】
以下、本発明の一実施形態に係るボア加工方法を説明する。このボア加工方法は、ダミーヘッド10(図2参照)及び規制部材30(図4参照)からなるダミーヘッドユニットを用いて行われる。
【0017】
まず、図2に示すように、シリンダブロック1にダミーヘッド10を組み付ける。具体的には、ダミーヘッド10に設けられたボルト挿通穴(図示省略)に挿通したボルト12を、シリンダブロック1のボルト穴6(図1参照)に固定することにより、ダミーヘッド10がシリンダブロックに組み付けられる。このように、ダミーヘッド10を組み付けたときのボルト12の締付力により、シリンダヘッド1には、シリンダヘッドが組み付けられたときと同様の変形が生じる。
【0018】
ダミーヘッド10の中央には、貫通穴11が設けられる。貫通穴11は、図2(a)に示す平面視でボア3及びウォータージャケット溝4の全周を囲んでいる。図示例では、貫通穴11の内周面が、ウォータージャケット溝4の外周よりも若干外側に配されている。これにより、ダミーヘッド10をシリンダブロック1に組み付けた状態で、ボア3及びウォータージャケット溝4に対して、貫通穴11を介して上方からアクセス可能とされる。
【0019】
本実施形態では、シリンダブロック1のヘッド取付面2とダミーヘッド10との間に、ダミーガスケット20を介在させている(図2(b)参照)。ダミーガスケット20には、ダミーヘッド10の貫通穴11と同様の形状を成した貫通穴21が設けられる。
【0020】
次に、図3に示すように、シリンダブロック1のウォータージャケット溝4に、規制部材30を挿入する。具体的には、ダミーヘッド10の貫通穴11を介して、ウォータージャケット溝4の上方から規制部材30を挿入する(図3(b)の矢印参照)。本実施形態では、規制部材30がウォータージャケット溝4に沿った環状をなし(図4(a)参照)、ウォータージャケット溝4の全域にわたって挿入される(図3(a)参照)。また、ウォータージャケット溝4の幅広部4bに相当する位置には外径に向けて突出した突出部31が設けられる。
【0021】
規制部材30は、金属や樹脂で形成され、図4(b)に示すように、ウォータージャケット溝4の溝幅方向(すなわち、各ボア3の半径方向)の厚さが、下方に向けて徐々に小さくなった断面楔形状を成している。詳しくは、図5に示すように、規制部材30の上端部の厚さL1はウォータージャケット溝4の溝幅Lよりも大きく(L1>L)、規制部材30の下端部の厚さL2はウォータージャケット溝4の溝幅Lよりも小さい(L2<L)。これにより、規制部材30をウォータージャケット溝4に挿入したとき、規制部材30の上下方向中間部がウォータージャケット溝4の開口部に当接し、規制部材30が係止される。こうして、規制部材30がウォータージャケット溝4に挿入されることで、規制部材30の外周面32がウォータージャケット溝4の外側の内壁4cに当接すると共に、規制部材30の内周面33がウォータージャケット溝4の内側の内壁4dに当接する。これにより、ボア周壁5が規制部材30により外径側から支持され、特に、変形の生じやすいボア周壁5の上端部が規制部材により外径側から支持される。
【0022】
この状態で、ボア3の内周面3aに加工(例えばボーリング加工やホーニング加工)が施される。このとき、ボア周壁5には外径向きの加圧力P(図5参照)が加わるが、上記のように、ウォータージャケット溝4に規制部材30が挿入され、ボア周壁5の外周面(すなわちウォータージャケット溝4の内側の内壁4d)が規制部材30により外径側から支持されているため、上記の加圧力Pによる周壁5の外径向きの変形を防止できる。従って、ヘッド取付状態を再現した状態で、シリンダブロック1のボア3の内周面3aを高い真円度で加工することができる。
【0023】
本発明は上記の実施形態に限られない。上記の実施形態では、規制部材30がウォータージャケット溝4の全域に挿入された場合を示したが、これに限らず、例えば図6に示すように、ウォータージャケット溝4の一部に規制部材40を挿入してもよい。この場合、ボア加工時の加圧力によりボア周壁5の変形が生じ易い場所に、規制部材40を配置することが好ましい。図示例では、ウォータージャケット溝4のうち、各ボア周壁5のヘッド短手方向(図6の上下方向)両側、及び、連続したボア周壁5のヘッド長手方向(図6の左右方向)両側に、複数の規制部材40が挿入される。規制部材40は、ウォータージャケット溝4の溝幅に対応した形状とされる。このように、規制部材40を部分的に設けることにより、規制部材40の材料コストが低減されると共に、ウォータージャケット溝4の形状が異なる場合にも容易に対応することが可能となる。
【0024】
また、上記の実施形態では、規制部材30を断面楔形とし、ウォータージャケット溝4の開口部で係止される場合を示したが、これに限らず、規制部材30をウォータージャケット溝4と同様の断面形状とし、規制部材30の底面をウォータージャケット溝4の溝底に当接させてもよい(図示省略)。
【0025】
また、シリンダブロックの形状は上記に限られない。例えば、上記の実施形態では、ウォータージャケット溝4がボア周壁5の全周で連続している場合を示したが、これに限らず、例えば、各ボア3の周囲に複数の円弧状のウォータージャケット溝を設けたり、あるいは環状のウォータージャケット溝を設けたりしてもよい(図示省略)。
【符号の説明】
【0026】
1 シリンダブロック
2 ヘッド取付面
3 ボア
4 ウォータージャケット溝
5 ボア周壁
10 ダミーヘッド
11 貫通穴
20 ダミーガスケット
30 規制部材
P 加圧力
【特許請求の範囲】
【請求項1】
ヘッド取付面のボア開口部の周囲にウォータージャケット溝が形成されたシリンダブロックのボアを加工するための方法であって、
前記ヘッド取付面にダミーヘッドを組み付けて、シリンダヘッドを組み付けた状態と同様に前記シリンダブロックを変形させるダミーヘッド組付工程と、前記シリンダブロックに前記ダミーヘッドを組み付けた状態で前記ウォータージャケット溝に規制部材を挿入し、前記ウォータージャケット溝と前記ボアとの間に設けられたボア周壁を外径側から支持する規制部材セット工程と、前記シリンダブロックに前記ダミーヘッド及び前記規制部材を組み付けた状態で、前記ボアの内周面の加工を行うボア加工工程とを有するシリンダブロックのボア加工方法。
【請求項2】
前記規制部材セット工程において、前記ダミーヘッドに設けられた貫通穴を介して、前記規制部材を前記ウォータージャケット溝に挿入する請求項1記載のシリンダブロックのボア加工方法。
【請求項3】
シリンダブロックのヘッド取付面に組み付けられ、シリンダヘッドを組み付けた状態と同様にシリンダブロックを変形させるダミーヘッドと、前記ヘッド取付面のボア開口部の周囲に設けられたウォータージャケット溝に挿入され、前記ウォータージャケット溝とボアとの間に設けられたボア周壁を外径側から支持する規制部材とを備えたダミーヘッドユニット。
【請求項1】
ヘッド取付面のボア開口部の周囲にウォータージャケット溝が形成されたシリンダブロックのボアを加工するための方法であって、
前記ヘッド取付面にダミーヘッドを組み付けて、シリンダヘッドを組み付けた状態と同様に前記シリンダブロックを変形させるダミーヘッド組付工程と、前記シリンダブロックに前記ダミーヘッドを組み付けた状態で前記ウォータージャケット溝に規制部材を挿入し、前記ウォータージャケット溝と前記ボアとの間に設けられたボア周壁を外径側から支持する規制部材セット工程と、前記シリンダブロックに前記ダミーヘッド及び前記規制部材を組み付けた状態で、前記ボアの内周面の加工を行うボア加工工程とを有するシリンダブロックのボア加工方法。
【請求項2】
前記規制部材セット工程において、前記ダミーヘッドに設けられた貫通穴を介して、前記規制部材を前記ウォータージャケット溝に挿入する請求項1記載のシリンダブロックのボア加工方法。
【請求項3】
シリンダブロックのヘッド取付面に組み付けられ、シリンダヘッドを組み付けた状態と同様にシリンダブロックを変形させるダミーヘッドと、前記ヘッド取付面のボア開口部の周囲に設けられたウォータージャケット溝に挿入され、前記ウォータージャケット溝とボアとの間に設けられたボア周壁を外径側から支持する規制部材とを備えたダミーヘッドユニット。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−96293(P2013−96293A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−239288(P2011−239288)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【Fターム(参考)】
[ Back to top ]