
シリンダブロックの加工方法およびその方法に用いる装置
【課題】シリンダブロック粗材の形状寸法の個体バラツキや、加工用治具であるダミーヘッドをシリンダブロックに組み付けるためのボルト締結部における締結軸力のバラツキや、ダミーヘッドの組付面に対する加工のバラツキ等による影響を受けることなく、ダミーヘッドを組み付けることでシリンダボアに付与する歪形状を、安定して正確に狙いのものとすることができるシリンダブロックの加工方法およびその方法に用いる装置を提供すること。
【解決手段】ダミーヘッド20(加工用治具)のヘッド取付面2に対する組付けにともなうヘッドボルト3(締結部材)の締結操作を行うとともに、この締結操作によるヘッドボルト3の締結軸力の変化にともなう、シリンダボア4を形成するボア壁面5のボア径方向の変位量を計測し、計測した前記変位量が、所定の変位量となった時のヘッドボルト3の締結軸力を、ダミーヘッド20の組付けに係る所定の締結軸力とする。
【解決手段】ダミーヘッド20(加工用治具)のヘッド取付面2に対する組付けにともなうヘッドボルト3(締結部材)の締結操作を行うとともに、この締結操作によるヘッドボルト3の締結軸力の変化にともなう、シリンダボア4を形成するボア壁面5のボア径方向の変位量を計測し、計測した前記変位量が、所定の変位量となった時のヘッドボルト3の締結軸力を、ダミーヘッド20の組付けに係る所定の締結軸力とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シリンダブロックにおけるシリンダボアの仕上げ加工に際し、いわゆるダミーヘッドを加工用治具として用いるシリンダブロックの加工方法およびその方法に用いる装置に関する。
【背景技術】
【0002】
従来、シリンダブロックにおけるシリンダボアの仕上げ加工に際し、その加工用治具としていわゆるダミーヘッドが用いられている(例えば、特許文献1参照。)。
ダミーヘッドとは、実際の製品として組み付けられるシリンダヘッドとは異なる加工用治具であり、シリンダボアに対する仕上げ加工に際し、シリンダヘッドと同様にしてボルト等の締結具(ヘッドボルト)によってシリンダブロックに組み付けられるものである。このダミーヘッドにより、シリンダブロックに対してシリンダヘッドが組み付けられた状態が模擬される。
【0003】
すなわち、シリンダヘッドは、シリンダボアに対して所定の真円度を出すための仕上げ加工(例えばホーニング加工)が行われた後、シリンダブロックに対して組み付けられる。このシリンダヘッドの組付けにともなうボルト締結によってシリンダブロックに作用する締付け力(締結力)は、シリンダブロックに変形を生じさせ、シリンダボアの変形(ボア変形)、つまりシリンダボアの真円度の低下につながる。そこで、シリンダボアの仕上げ加工に際し、シリンダヘッドが組み付けられた状態で作用する締付け力と同等の締付け力をシリンダブロックに作用させるため、ダミーヘッドが、シリンダヘッドと同様にボルト締結によってシリンダブロックに組み付けられる。これにより、シリンダブロックに対してシリンダヘッドの組付けにともなう所定の締付け力が付与された状態、つまりシリンダボアに対して前記所定の締付け力による変形が付与された状態でシリンダボアに対する仕上げ加工が行われることとなる。そして、その仕上げ加工後にシリンダヘッドが組み付けられることにより、シリンダヘッド組付時の締付け力によって生じるボア変形(組付変形)が防止される。
【0004】
また、ボア変形については、前記のようなシリンダヘッドのシリンダブロックに対する組付けにともなって生じる組付変形に加え、そのシリンダブロックが用いられて構成されるエンジンの実働時における熱膨張や熱歪み等の熱負荷(熱応力)によって生じる変形(熱変形)がある。熱変形は、一般に、組付変形に比べて変形規模が大きくなる。
そこで、ダミーヘッドを用いる加工方法においては、ボルト締結による締付け力を大きくしたり、シリンダブロックにおけるシリンダヘッド取付面に対するダミーヘッドの接触部を局所的なものとしたりすること等により、ダミーヘッドを組み付けることによるボア変形について、熱変形を含むエンジン実働時のボア変形を再現しようとすることが行われている。
【0005】
このように、ダミーヘッドをボルト締結することにより、予めシリンダブロックにボア変形(歪)を与えた後にシリンダボアの仕上げ加工を行い、シリンダヘッドの組付時やエンジンの実働時においてシリンダボアが真円となるようにする従来の加工方法においては、次のような問題がある。
すなわち、ダミーヘッドを用いた従来の加工方法においては、鋳物であるシリンダブロック粗材の形状寸法の個体バラツキ(例えばシリンダボアを形成する部分であるシリンダ部の肉厚のバラツキ等)や、ボルト締結部についての締結軸力(締付け力)のバラツキや、ダミーヘッドの組付面(シリンダブロック側のシリンダヘッド取付面およびダミーヘッド側の組付面)に対する加工のバラツキ等が生じる。これらのバラツキは、ダミーヘッドをボルト締結によって組み付けることによって生じさせるボア変形(歪)の不安定化を招く要因となる。
【0006】
一方で、前述のような各種のバラツキについては、次のような対策をとることができる。すなわち、シリンダブロック粗材の形状寸法の個体バラツキについては、シリンダブロックの形状等に基づく選定を行うことにより改善することができる。また、ボルト締結部における締結軸力のバラツキについては、締結軸力の管理により改善することができる。また、ダミーヘッドの組付面に対する加工のバラツキについては、加工精度の向上を図ることにより改善することができる。
しかし、これらのバラツキについての対策をとることは、シリンダブロックが用いられて構成されるエンジンの生産ライン等における生産性の低下を招く。つまり、前記のような各種のバラツキについては、生産性との兼ね合いから、ある程度許さざるを得ないのが現状である。
【特許文献1】特開2004−243514号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記のような従来技術の問題点に鑑みてなされたものであり、その解決しようとする課題は、シリンダブロック粗材の形状寸法の個体バラツキや、加工用治具であるダミーヘッドをシリンダブロックに組み付けるためのボルト締結部における締結軸力のバラツキや、ダミーヘッドの組付面に対する加工のバラツキ等による影響を受けることなく、ダミーヘッドを組み付けることでシリンダボアに付与する歪形状(ボア変形の形状)を、安定して正確に狙いのものとすることができるシリンダブロックの加工方法およびその方法に用いる装置を提供することにある。
【課題を解決するための手段】
【0008】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0009】
すなわち、請求項1においては、シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法であって、前記加工用治具の前記シリンダヘッド取付面に対する組付けにともなう前記締結部材の締結操作を行うとともに、該締結操作による前記締結部材の締結軸力の変化にともなう、前記シリンダボアを形成するボア壁面の該シリンダボアの径方向の変位量を計測し、計測した前記変位量が、所定の変位量となった時の前記締結部材の締結軸力を、前記所定の締結軸力とするものである。
【0010】
請求項2においては、請求項1に記載のシリンダブロックの加工方法において、前記所定の変位量を、前記ボア壁面を測定対象面とし、該ボア壁面における前記シリンダボアの中心軸方向および周方向についての所定の部位の前記変位量を検出するギャップセンサを用いて検出するものである。
【0011】
請求項3においては、請求項2に記載のシリンダブロックの加工方法において、前記ボア壁面における前記周方向についての所定の部位に、前記シリンダボアの円周形状における前記締結部材による締結部に対応する位相の部位を含むものである。
【0012】
請求項4においては、請求項1に記載のシリンダブロックの加工方法において、前記所定の変位量を、前記シリンダボアに挿入可能な円筒状の外周面部を有するピストン部材を、前記シリンダボアに対して同心状態で挿入し、前記シリンダボアに対して前記ピストン部材の前記シリンダボアの中心軸方向一側から流体圧を供給し、前記外周面部と前記ボア壁面との間を介して前記ピストン部材の前記中心軸方向他側に流出する流体の流量の変化を計測することにより検出するものである。
【0013】
請求項5においては、シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法に用いる装置であって、前記シリンダボアを形成するボア壁面を測定対象面とし、該ボア壁面における前記シリンダボアの中心軸方向および周方向についての所定の部位の、前記締結部材の締結軸力の変化にともなう前記シリンダボアの径方向の変位量を検出するギャップセンサと、前記シリンダボアに挿入可能な円筒状の外周面部を有し、前記シリンダボアに対して摺動可能に内装されるとともに、前記外周面部に前記ギャップセンサを保持するピストン部材と、前記ピストン部材を前記シリンダボアに対して同心状態に位置決めするセンタリング手段と、を備えるものである。
【0014】
請求項6においては、請求項5に記載のシリンダブロックの加工方法に用いる装置において、前記ギャップセンサを、前記シリンダボアの円周形状における前記締結部材による締結部に対応する位相の部位に対応するように、前記外周面部に対して設けたものである。
【0015】
請求項7においては、シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法に用いる装置であって、前記シリンダボアに挿入可能な円筒状の外周面部を有し、前記シリンダボア内に摺動可能に内装されるピストン部材と、前記ピストン部材を前記シリンダボアに対して同心状態に位置決めするセンタリング手段と、前記ピストン部材に外嵌され、前記外周面部が前記シリンダボアに挿入された状態で該外周面部と前記シリンダボアを形成するボア壁面との間に介在するとともに、前記締結部材の締結軸力の変化にともなう前記ボア壁面の前記シリンダボアの径方向の変位に追従しない程度の剛性を有する隙間確保手段と、前記ピストン部材の前記シリンダボアの中心軸方向一側にて該シリンダボアに連通する流体圧室を形成するための閉塞部材と、前記流体圧室に流体圧を供給する流体圧供給手段と、前記外周面部と前記ボア壁面との間を介して前記ピストン部材の前記中心軸方向他側に流出する流体の流量を計測する計測手段と、を備えるものである。
【発明の効果】
【0016】
本発明の効果として、以下に示すような効果を奏する。
すなわち、本発明によれば、シリンダブロック粗材の形状寸法の個体バラツキや、加工用治具であるダミーヘッドをシリンダブロックに組み付けるためのボルト締結部における締結軸力のバラツキや、ダミーヘッドの組付面に対する加工のバラツキ等による影響を受けることなく、ダミーヘッドを組み付けることでシリンダボアに付与する歪形状(ボア変形の形状)を、安定して正確に狙いのものとすることができる。
【発明を実施するための最良の形態】
【0017】
次に、発明の実施の形態を説明する。
本発明に係るシリンダブロックの加工方法は、例えば図1および図2に示すように、シリンダブロック1におけるシリンダボア4の仕上げ加工に際し、いわゆるダミーヘッド20を加工用治具として用いるものである。
すなわち、本発明に係るシリンダブロックの加工方法は、ダミーヘッド20を、シリンダブロック1が有するシリンダヘッド取付面(以下「ヘッド取付面」という。)2に対して所定の締結軸力(締結力)で組み付けた状態で、ヘッド取付面2に開口する円柱状の孔部であるシリンダボア4に対する仕上げ加工を行うものである。ダミーヘッド20は、ヘッド取付面2に対して締結部材であるヘッドボルト3を用いて組み付けることでシリンダボア4に対して変形を付与するための加工用治具である。
そして、ヘッドボルト3によるダミーヘッド20の締結に際し、ダミーヘッド20のヘッド取付面2に対する組付けにともなうヘッドボルト3の締結操作を行うとともに、この締結操作によるヘッドボルト3の締結軸力の変化にともなう、シリンダボア4を形成するボア壁面5のシリンダボア4の径方向(以下「ボア径方向」という。)の変位量を計測し、その計測した変位量が、所定の変位量となった時のヘッドボルト3の締結軸力を、前記所定の締結軸力とする。
【0018】
すなわち、ダミーヘッド20は、前記のとおりシリンダボア4に対して変形を付与するためにシリンダブロック1に組み付けるものであり、その組付けはヘッドボルト3を用いた締結により行う。そして、ヘッドボルト3を締め付けることによりダミーヘッド20をシリンダブロック1に対して締結固定した状態においては、ヘッドボルト3による締結軸力がシリンダブロック1に作用し、この締結軸力がシリンダブロック1に変形を生じさせ、シリンダボア4の変形(ボア変形)が生じる。かかるボア変形についての変形量は、ヘッドボルト3による締結軸力により変化する。
【0019】
このような観点から、ボア変形についての変形量を狙いのものとする(シリンダボア4を狙いの歪形状とする)ため、従来は、ダミーヘッド20のシリンダブロック1に対する組付けに際して、締結軸力の管理の下、ヘッドボルト3による締付けを行っていた。つまり、ダミーヘッド20を組み付けることにより生じさせるボア変形については、例えばシリンダヘッドの組付け時やエンジンの実働時におけるシリンダボア4の変形形状のような狙いの歪形状がある。また、ヘッドボルト3の締結軸力については、前記のような狙いの歪形状を生じさせるための(狙いの歪形状が生じた状態に対応する)所定の締結軸力がある。そして、ヘッドボルト3による所定の締結軸力が、従来では、ヘッドボルト3の締付けにともなう締結軸力の管理により実現されていた。言い換えると、従来においては、ヘッドボルト3による締結軸力を所定の大きさとすることをもって、シリンダボア4に対して狙いの歪形状のボア変形を付与することとし、締結軸力を管理することを介して間接的にボア変形についての変形量を調節していた。
【0020】
しかし、締結軸力の管理の下でヘッドボルト3による締付けを行ったとしても、シリンダブロック1においてはその粗材の形状寸法のバラツキ等が存在するため、複数のシリンダブロック1の個体同士あるいは複数のシリンダボア4を有するシリンダブロック1におけるそれぞれのシリンダボア4に対して狙いの歪形状を付与することは難しい。
すなわち、ダミーヘッド20の組付けに際して、ヘッドボルト3による締結軸力の調節を行うことで、シリンダボア4に対して付与するボア変形を制御しようとすると、ボア変形が不安定になる場合がある。そしてそのボア変形が不安定な状態のシリンダボア4に対する仕上げ加工においては、加工精度にバラツキが生じることとなる。
【0021】
そこで、本発明に係るシリンダブロック1の加工方法では、ダミーヘッド20の組付けに際し、ヘッドボルト3の締結軸力の変化にともなうボア変形自体を管理することにより、ボア変形を狙いの変形量(歪形状)とする。
【0022】
ボア変形を管理するに際しては、ボア変形についての次のような知見を用いることができる。
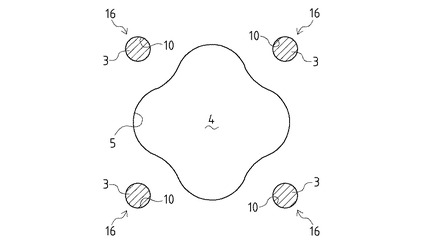
すなわち、エンジンの実働時において有害なボア変形は、規則性を有する変形であることがわかっている。規則性を有するボア変形は、図7に示すように、シリンダボア4の周囲においてヘッドボルト3によるボルト締結部16が略等間隔で四か所設けられる構成において生じる。具体的には、規則性を有するボア変形は、ボルト締結部16に対応する部分が相対的に内側に膨出した状態となり、シリンダボア4の中心軸方向視で円形のシリンダボア4が十字形となるような変形(いわゆる四次変形)である。
【0023】
このようなボア変形は、シリンダボア4に内装されるピストンに装着されシリンダボア4に対して摺接するピストンリングによるシール性の低下を防止する観点から、ピストンリングの張力(拡がろうとする力)の増大を招く。ピストンリングの張力が増大することは、シリンダボア4における全体的なフリクションの増大を招き、エンジンの実働時における弊害となる。
【0024】
このように、エンジンの実働時において有害なボア変形が規則性を有する変形であることを踏まえて、ダミーヘッド20の組付けに際してヘッドボルト3の締結軸力の変化にともなうボア変形を管理する。
具体的には、シリンダボア4の特定部分において、ヘッドボルト3の締結操作に際して、その締結軸力の変化にともなう、ボア壁面5の、ヘッドボルト3の締結前(締結軸力が作用する前)からのボア径方向の変位量を計測する。これは、前記のとおりボア変形についての変形量がヘッドボルト3の締結軸力の大きさによって変化すること、およびボア変形が規則性を有することからシリンダボア4の特定部分の変形量はヘッドボルト3の締結軸力でコントロール可能であることが確認できていることに基づく。
【0025】
そして、前記のとおり計測したボア壁面5のボア径方向の変位量が、予め設定した所定の変位量となった時点で、ヘッドボルト3の締結操作を終了する。
つまり、シリンダボア4の特定部分において、規則性を有するボア変形に際して変位するボア壁面5が所定の位置となった状態を、シリンダボア4が狙いの歪形状となった状態とし、この状態のシリンダボア4に対して仕上げ加工を行う。したがって、計測に係るボア壁面5のボア径方向の変位量が所定の変位量となった時点でのヘッドボルト3の締結軸力が、「所定の締結軸力」となる。
【0026】
このように、シリンダブロック1に対してダミーヘッド20を組み付けることにより、シリンダボア4について、狙いの歪形状つまりエンジンの実働時に生じるボア変形の形状を正確に再現した状態で、シリンダボア4を真円とするための除去加工である仕上げ加工を行うことで、シリンダボア4について所定の真円度を得る。これにより、シリンダブロック1に対して実際にシリンダヘッドが組み付けられて構成されるエンジンの実働時におけるシリンダボア4について、所定の真円度が得られる。
【0027】
以上のように、ダミーヘッド20の組付けに際し、ヘッドボルト3の締結軸力の変化にともなうボア変形自体を管理することにより、ヘッドボルト3によるダミーヘッド20の締結固定を行うことにより、次のような効果が得られる。
すなわち、シリンダブロック1の粗材の形状寸法の個体バラツキや、ダミーヘッド20をシリンダブロック1に組み付けるためのボルト締結部における締結軸力のバラツキや、ダミーヘッド20の組付面(ヘッド取付面2および後記組付面21)に対する加工のバラツキ等による影響を受けることなく、ダミーヘッド20を組み付けることでシリンダボア4に付与する歪形状(ボア変形の形状)を、安定して正確に狙いのものとすることができる。
以下、本発明に係るシリンダブロックの加工方法およびその方法に用いる装置について、各実施形態に即して説明する。
【0028】
第一実施形態について、図1〜図4を用いて説明する。図1はダミーヘッド20が組み付けられた状態のシリンダブロック1を示す斜視図、図2は同じくシリンダボア4に対する仕上げ加工を示す断面図、図3は本発明の第一実施形態に係るシリンダブロック1の加工方法に用いる装置を示す側面一部断面図、図4は同じく平面図である。
【0029】
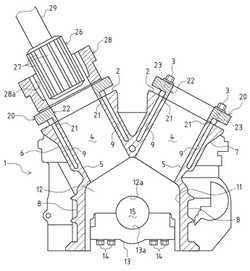
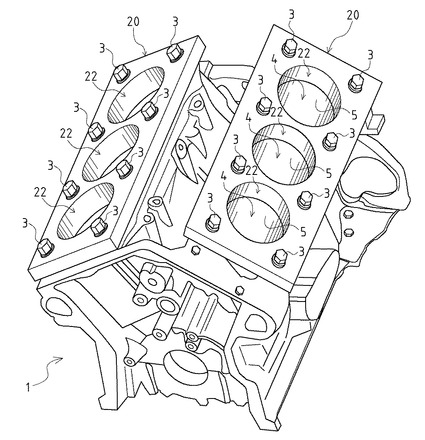
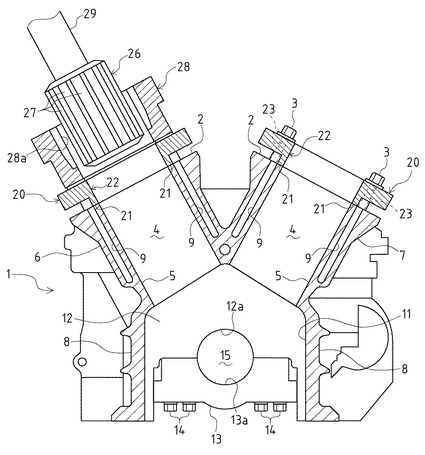
まず、図1および図2を用いて、本実施形態に係る加工方法の加工対象であるシリンダブロック1の構成について説明する。なお、以下の説明においては、図2における上下方向をシリンダブロック1における上下方向として説明する。
本実施形態に係るシリンダブロック1は、アルミニウムを材料とする鋳物(鋳造品)であり、その鋳物であるシリンダブロック粗材に対して所定の機械加工が施されることにより構成される。本実施形態に係るシリンダブロック1は、V型六気筒エンジンを構成するものであり、V型を構成するそれぞれの方向(斜め上方)に延出されるバンク6、7と、各バンク6、7から下方に延出するスカート8とを備える。
【0030】
各バンク6、7の先端面部(上面部)に、シリンダヘッド(図示略)が組み付けられるヘッド取付面2が形成される。各バンク6、7は、一列に並んだ状態で配設される三個のシリンダボア4を有する。つまり、シリンダブロック1は計六個のシリンダボア4を有する。シリンダボア4は、各バンク6、7の延出方向を中心軸方向として形成される円柱状の孔部であって、ピストン(図示略)を摺動可能に内装するものであり、各バンク6、7のヘッド取付面2に開口する。シリンダボア4は、筒状のシリンダライナ(図示略)が鋳ぐるみや圧入等によって内装されること等により形成される。
【0031】
各バンク6、7においてシリンダボア4の周囲の部分を形成する壁部には、シリンダボア4を囲むようにしてウォータジャケット9が形成される。ウォータジャケット9は、ヘッド取付面2側に開口する。つまり、本実施形態のシリンダブロック1は、ウォータジャケット9がヘッド取付面2側に開放されているオープンデッキ型の構造となっている。
また、各バンク6、7においてシリンダボア4の周囲の部分を形成する壁部には、図1および図2においては図示を省略するが、シリンダヘッドをシリンダブロック1に対して締結するためのヘッドボルトがねじ込まれるボルト穴10が設けられている(図4および図7参照)。ボルト穴10は、ヘッド取付面2側に開口する。本実施形態では、ボルト穴10は、各シリンダボア4の周囲において略等間隔で四個設けられるとともに(図4参照)、隣り合うシリンダボア4間においては二個のボルト穴10が共用される。したがって、前記のとおり一列に並んだ状態で配設される三個のシリンダボア4を有するバンク6、7においては、それぞれ計八個のボルト穴10が設けられることとなる。
【0032】
図2に示すように、各バンク6、7の下方(シリンダボア4の下方)においては、スカート8で囲まれた空間としてクランクケース11が形成されている。なお、スカート8の下側にはオイルパン(図示略)が取り付けられる。
クランクケース11内においては、各バンク6、7において隣り合うシリンダボア4間に対応する部分に、クランクシャフトを支持するための隔壁部である主軸受部(バルクヘッド)12が設けられる。主軸受部12に対しては、その下方からクランクキャップ13が組み付けられる。クランクキャップ13は、主軸受部12に対してボルト14が用いられて締結固定される。主軸受部12およびクランクキャップ13には、それぞれ半円状の軸受面12a、13aが形成されている。これら軸受面12a、13aが、クランクキャップ13が主軸受部12に組み付けられることで互いに対向した状態となり、軸孔15が形成される。この軸孔15に、クランクシャフトのクランクジャーナル(主軸部)がクランクベアリング(軸受メタル)を介する等して支承されることで、クランクシャフトが支持される。
【0033】
このような構成を備えるシリンダブロック1に対し、シリンダボア4に対する仕上げ加工に際してダミーヘッド20が組み付けられる。
ダミーヘッド20は、シリンダブロック1に対してシリンダヘッドと同様にして組み付けられる。つまり、ダミーヘッド20は、バンク6、7それぞれにおけるヘッド取付面2に対してヘッドボルト3およびボルト穴10が用いられて締結固定されることにより組み付けられる。これにより、シリンダブロック1が、そのシリンダボア4に対して変形が付与された状態となる。
【0034】
ダミーヘッド20は、全体として少なくともヘッド取付面2の大きさに対応する大きさを有する略矩形板状の部材として構成される。図2に示すように、ダミーヘッド20は、その一側(下側)の板面に、ヘッド取付面2の所定の部分に対して接触する面となる組付面21を有する。つまり、ダミーヘッド20がシリンダブロック1に組み付けられた状態で、組付面21がヘッド取付面2におけるシリンダボア4の周縁部等の所定の部分に対して接触した状態となる。
ダミーヘッド20は、シリンダブロック1に組み付けられた状態で各シリンダボア4に対応する位置に、シリンダボア4に対する仕上げ加工を許容するための貫通孔となる孔部22を有する。つまり、ダミーヘッド20がシリンダブロック1に組み付けられた状態で、シリンダボア4と孔部22とが連通した状態となり、この孔部22を介してシリンダボア4に対する仕上げ加工が行われる。本実施形態では、前記のとおりシリンダブロック1の各バンク6、7は一列に並ぶ三個のシリンダボア4を有するため、ダミーヘッド20は、それらのシリンダボア4に対応する配置で三個の孔部22を有する。
【0035】
ダミーヘッド20は、前記のとおりヘッドボルト3が用いられてシリンダブロック1に対してボルト締結により組み付けられる。ヘッドボルト3は、ダミーヘッド20において組付面21に対して略垂直方向に形成されるボルト挿通孔23(図2参照)を介してダミーヘッド20を貫通するとともに、ヘッド取付面2に設けられるボルト穴10(図4参照)にねじ込まれる。
ボルト挿通孔23は、ダミーヘッド20において、ヘッド取付面2に設けられるボルト穴10に対応する位置に設けられる。したがって、本実施形態では、ボルト挿通孔23は、各孔部22の周囲において略等間隔で四個設けられるとともに、隣り合う孔部22間においては二個のボルト挿通孔23が共用されて、計八個設けられることとなる。
【0036】
このような構成のダミーヘッド20が組み付けられた状態のシリンダブロック1に対し、そのシリンダボア4について所定の真円度を得るための仕上げ加工として、ホーニング加工が行われる。
ホーニング加工は、図2に示すように、ホーニング用の砥石27を有するホーンヘッド26と、ホーンヘッド26を案内するホーンガイド28とを備える構成が用いられて行われる。
【0037】
ホーンヘッド26は、全体として略円柱状に構成される。ホーンヘッド26が有すると砥石27は、ホーンヘッド26の外周面部に例えば周方向に等間隔を隔てた状態で環状に配設される。ホーンヘッド26は、図示せぬ駆動手段によって軸方向の移動および軸心を回転軸とする回転が可能に設けられる主軸29の先端部(下端部)に構成される。つまり、ホーンヘッド26は、主軸29を介して軸方向の運動および回転運動が可能な状態で設けられる。ホーンヘッド26は、このような動きをともなってシリンダボア4に対して砥石27を作用させる。
ホーンガイド28は、ホーンヘッド26のシリンダボア4に対する位置決め等を行うための構成である。ホーンガイド28は、主軸29を含めたホーンヘッド26の軸方向の運動等を許容するためのガイド孔29aを有する。ホーンガイド28は、ガイド孔29aを介して運動するホーンヘッド26を案内する。
【0038】
ホーニング加工に際しては、シリンダボア4に対して所定の状態で位置決めされたホーンガイド28に案内されるホーンヘッド26の回転運動等により、シリンダボア4を形成するボア壁面5が砥石27によって研削加工される。
なお、各バンク6、7のシリンダボア4に対する加工に際しては、例えば、シリンダブロック1が、クランクシャフトの仮想軸線の回りに旋回されること等により、各バンク6、7のシリンダボア4が、ホーンヘッド26(主軸29)に対して同軸上に位置決めされる。
【0039】
以上のような構成態様において、シリンダブロック1に対するダミーヘッド20の組付けに際し、次のような方法を用いる。
すなわち、ダミーヘッド20のヘッド取付面2に対する組付けにともなうヘッドボルト3の締結操作を行うとともに、この締結操作によるヘッドボルト3の締結軸力の変化にともなう、ボア壁面5のボア径方向の変位量(以下「ボア壁面変位量」という。)を計測し、その計測した変位量が、所定の変位量となった時のヘッドボルト3の締結軸力を、前記所定の締結軸力とする。
そして、本実施形態においては、前記所定の変位量を、ボア壁面5を測定対象面とし、このボア壁面5におけるシリンダボア4の中心軸方向(以下「ボア軸心方向」という。)および周方向(以下「ボア周方向」という。)についての所定の部位の前記変位量を検出するギャップセンサを用いて検出する。
【0040】
本実施形態に係るシリンダブロックの加工方法に用いる装置(以下、本実施形態において「本装置」という。)の構成について、図3および図4を用いて説明する。
図3および図4に示すように、本装置は、前記のとおりボア壁面5のボア周方向の変位を検出するためのギャップセンサ31と、このギャップセンサ31を保持するピストン部材32と、このピストン部材32に外嵌される位置決めリング33とを備える。
【0041】
ギャップセンサ31は、ボア壁面5を測定対象面とし、このボア壁面5におけるボア軸心方向およびボア周方向についての所定の部位(特定部分)の、ヘッドボルト3の締結軸力の変化にともなうボア径方向の変位量を検出する。
ギャップセンサ31は、シリンダボア4内において、検出部側がボア壁面5に対向する姿勢で一または複数(本実施形態では四個)配置される。また、ギャップセンサ31は、ボア壁部5における所定の部位との間の距離(図3に示す符号g1参照)に対応した信号を出力し、ボア壁面変位量を検出する。つまり、ギャップセンサ31から出力される検出信号は、ボア壁面変位量に対応したものとなり、この検出信号に基づき、ボア壁面変位量が求められる。
【0042】
ギャップセンサ31としては、公知のギャップセンサを用いることができ、非接触式センサや接触式センサ等、その種類は特に限定されない。つまり、ギャップセンサ31は、ダミーヘッド20の組付けにともなうヘッドボルト3の締付けによってシリンダブロック1に作用する締結軸力によって生じるボア変形(以下「ダミーヘッド20の組付けに係るボア変形」という。)にともなうボア壁面5のボア径方向の変位が検出できる程度の精度(μmオーダーの精度)を有するものであればよい。具体的には、ギャップセンサ31としては、例えば、渦電流式や静電容量式のもの、あるいはレーザーセンサや超音波センサ等を用いることができる。
なお、ギャップセンサ31は、図示せぬ配線等を介して、ギャップセンサ31から出力される検出信号に基づいてボア壁面変位量を計測するための計測器等に適宜接続される。
【0043】
ピストン部材32は、シリンダボア4に挿入可能な円筒状の外周面部34を有し、シリンダボア4に対して摺動可能に内装されるとともに、外周面部34にギャップセンサ31を保持する。
ピストン部材32は、全体として円筒状の外形を有するように構成され、その円筒状の外周部が外周面部34となる。ピストン部材32の外径(外周面部34の直径)は、外周面部34がシリンダボア4に対して挿入可能となるように、シリンダボア4の内径(直径)に対して若干小さく設定される。具体的には、ピストン部材32の外径は、ピストン部材32がシリンダボア4内においてシリンダボア4に対して同心状態に位置決めされた状態(センタリングされた状態)で、外周面部34が、ダミーヘッド20の組付けに係るボア変形の妨げにならない程度の大きさに設定される。つまり、ピストン部材32がシリンダボア4に対してセンタリングされた状態で、外周面部34とボア壁面5との間に、少なくともダミーヘッド20の組付けに係るボア変形を許容する大きさのクリアランス(隙間)が生じた状態となる。
【0044】
ピストン部材32の外周面部34における所定の位置には、ギャップセンサ31を保持するための保持穴32aが設けられる。保持穴32aは、外側に向けて開口する穴部である。この保持穴32aに対して、ギャップセンサ31が、例えば嵌合されること等により保持される。
【0045】
位置決めリング33は、環状の部材であり、ピストン部材32の外周面部34に外嵌された状態で設けられる。位置決めリング33は、ピストン部材32の外周面部34に周設される外周溝32bに嵌合される。位置決めリング33は、ピストン部材32に対して一または複数か所(本実施形態では二か所)に設けられる。
ピストン部材32の外周面部34に外嵌された状態の位置決めリング33は、ピストン部材32がシリンダボア4に挿入された状態で、ボア壁面5に対して全周にわたって接触した状態となる。つまり、ピストン部材32は、位置決めリング33を介してシリンダボア4に対して摺動可能に内装された状態となる。このようにピストン部材32の外周面部34とボア壁面5との間に、位置決めリング33が介在する状態においては、外周面部34とボア壁面5との間の間隔が全周にわたって一定の状態となる。つまりは、円柱状の孔部であるシリンダボア4と円筒状のピストン部材32とが同心状態となる。
【0046】
このように、本実施形態では、位置決めリング33が、ピストン部材32をシリンダボア4に対して同心状態に位置決めするセンタリング手段として機能する。つまり、ピストン部材32は、位置決めリング33によりシリンダボア4に対してセンタリングされた状態で、シリンダボア4内を摺動する。
ピストン部材32が、位置決めリング33によってシリンダボア4に対して同心状態に位置決めされることにより、ピストン部材32に保持されるギャップセンサ31の、ボア軸心方向に対する垂直面方向におけるボア壁面5に対する位置決めが行われることとなる。これにより、ボア壁面変位量を検出対象とするギャップセンサ31による検出が正確なものとなる。
【0047】
また、位置決めリング33は、例えばゴム等を素材として構成されることにより、ピストン部材32とボア壁面5との間に介装された状態で、ダミーヘッド20の組付けに係るボア変形の妨げにならない程度(ダミーヘッド20の組付けに係るボア変形を許容する程度)の弾性を有する。位置決めリング33としては、市販のOリングを用いることができる。
本実施形態においては、位置決めリング33は、ピストン部材32に対してその摺動方向(図3における上下方向)に所定の間隔を隔てて二か所設けられているが、位置決めリング33が設けられる数は特に限定されない。位置決めリング33が設けられる数は、位置決めリング33の有する弾性や線状部分の径(太さ)等が考慮され、前述したようなセンタリング手段としての機能を有するとともにダミーヘッド20の組付けに係るボア変形を許容する観点等に基づいて設定される。
【0048】
ピストン部材32のシリンダボア4に対する摺動は、本実施形態においては、ピストン部材32の一端部に連結される操作ロッド35を介して行われる。
操作ロッド35は、その一端部が、ピストン部材32の一側に突設されるステー36に連結部37を介して連結されることにより、ピストン部材32に連結される。ステー36は、ピストン部材32の一側(下側)に形成される円柱状の凹部39内において、その略中央部に凹部39の開口側(下側)に向けて突設される。
【0049】
このようにしてピストン部材32に連結される操作ロッド35(の連結部37)が、ピストン部材32の摺動方向(ボア軸心方向)に操作されることにより、シリンダボア4に内装された状態のピストン部材32が、シリンダボア4に対して摺動する。この操作ロッド35を介するピストン部材32の摺動操作に際しては、例えば次のような構成が用いられる。
すなわち、連結部37において、操作ロッド35の一端部が回転可能に支持されるとともに、操作ロッド35の他端部が、クランク機構を有する軸部材(例えばエンジンを構成するクランクシャフト)に連結される構成である。かかる構成においては、前記軸部材の回転運動が、ピストン部材32の直線運動に変換される。また、操作ロッド35を介するピストン部材32の摺動操作に際しては、操作ロッド35が直線運動(上下運動)するように操作される構成であってもよい。
【0050】
このような構成により、ギャップセンサ31を所定の部位に保持するピストン部材32が、シリンダボア4に対して、ボア軸心方向(上下方向)に摺動可能に内装される。
そして、ピストン部材32のシリンダボア4に対する挿入、およびシリンダボア4に内装された状態のピストン部材32の摺動操作により、ギャップセンサ31がボア壁面5におけるボア軸心方向およびボア周方向についての所定の部位(特定部分)に対応する位置となるように、ピストン部材32が位置決めされる。
【0051】
具体的には、ピストン部材32が、その保持するギャップセンサ31がボア壁面5におけるボア周方向についての所定の部位に対応する位置(角度)となる状態で、シリンダボア4に挿入される。ここで、ピストン部材32のシリンダボア4に対する挿入方向は上下いずれからであってもよい。
シリンダボア4に挿入された状態のピストン部材32が、ギャップセンサ31がボア壁面5におけるボア軸心方向についての所定の部位に対応する位置となるように摺動操作される。これにより、ギャップセンサ31のボア軸心方向における位置が調整される。そして、ギャップセンサ31が、ボア壁面5におけるボア軸心方向およびボア周方向についての所定の部位に対応する位置となった状態で、ピストン部材32が操作ロッド35を介して位置決めされる。
【0052】
なお、ピストン部材32は、ボア周方向について回転可能に構成されてもよい。この場合、ピストン部材32は、例えば操作ロッド35を介して回転可能に構成される。かかる構成を採用することにより、シリンダボア4に内装された状態のピストン部材32についての回転操作が可能となる。これにより、ピストン部材32がシリンダボア4に内装された状態でのギャップセンサ31のボア周方向に対する位置の調整が可能となる。
【0053】
このような構成を備える本装置を用いたシリンダブロック1の加工方法について説明する。
シリンダブロック1の加工に際しては、ダミーヘッド20をシリンダブロック1に対して組み付ける。つまり、ダミーヘッド20の組付面21をヘッド取付面2の所定の部分に対して接触させた状態で、ボルト挿通孔23を介してボルト穴10にねじ込まれるヘッドボルト3の締結操作を行う。
【0054】
ダミーヘッド20の組付けにともなうヘッドボルト3の締結操作を行う前に、ギャップセンサ31を、ボア壁面5における所定の部位(特定部分)に対応するように位置させる。すなわち、前述したようにピストン部材32のシリンダボア4に対する挿入および摺動操作を行うことにより、ピストン部材32をシリンダボア4に対して所定の状態で位置決めすることで、ピストン部材32を介してギャップセンサ31の位置決めを行う。
【0055】
ギャップセンサ31をボア壁面5の所定の部位に対して位置決めした状態で、ヘッドボルト3の締結操作を行う。ヘッドボルト3の締結操作は、機械作業あるいは作業者による手作業により行う。このヘッドボルト3の締結操作を行うとともに、ダミーヘッド20の組付けに係るボア変形にともなうボア壁面変位量を、ギャップセンサ31を用いて計測する。
【0056】
そして、ギャップセンサ31により計測したボア壁面変位量が、所定の変位量となった時点で、シリンダボア4が狙いの歪形状になったとして、ヘッドボルト3の締結操作を終了する。このように、ボア壁面変位量についての所定の変位量を、ギャップセンサ31を用いて検出する。つまり、ボア壁面変位量について「所定の変位量」とは、シリンダボア4が狙いの歪形状となった状態でのボア壁面5の変位量であり、ギャップセンサ31により検出されるボア壁面変位量が、所定の変位量となった時点で、ヘッドボルト3の締結操作を終了する。
なお、ボア壁面変位量の計測に際しては、ギャップセンサ31をボア壁面5における所定の部位に対して位置決めした時点でのボア壁面5の位置をゼロ点とする。したがって、ボア壁面変位量とは、ダミーヘッド20の組付けにともなうヘッドボルト3の締結軸力がシリンダブロック1に作用していない状態からの、ボア壁面5の変位量となる。
【0057】
ボア壁面変位量についての所定の変位量の検出に際しては、例えば以下に示すような方法を用いることができる。
ギャップセンサ31がピストン部材32に対して複数設けられる場合、つまりボア壁面5における複数の部位についてボア壁面変位量を計測する場合には、次のような方法を用いる。
すなわち、ダミーヘッド20の組付けに係るボア変形にともなうボア壁面変位量が比較的大きい部位および比較的小さい部位それぞれについて、ボア壁面変位量を計測する。そして、各部位についてのボア壁面変位量の差を求め、このボア壁面変位量の差が所定の大きさになった状態を、ボア壁面変位量が所定の変位量となった状態として検出する。これは、前述したようにエンジンの実働時において有害なボア変形が規則性を有する変形であることに基づく。
【0058】
また、同じくギャップセンサ31がピストン部材32に対して複数設けられる場合の方法としては、ボア壁面変位量についての所定の変位量として、変位量の値について幅を有する変位量の所定の範囲(許容範囲)を予め設定する。そして、各ギャップセンサ31によって計測されるボア壁面変位量が、前記所定の範囲内となるようにヘッドボルト3の締結操作を行う。つまり、複数あるギャップセンサ31それぞれによって計測されるボア壁面変位量が、前記所定の範囲内となるように、ヘッドボルト3の締結操作として各ヘッドボルト3の締付け具合の調節(締付け力の力加減)を行う。この場合、各ギャップセンサ31によって計測されるボア壁面変位量が、前記所定の範囲内となった状態を、ボア壁面変位量が所定の変位量となった状態として検出する。
なお、この場合、前述したようにエンジンの実働時において有害なボア変形が規則性を有する変形であることに基づき、各ギャップセンサ31によって検出するボア壁面5の部位に合わせて、前記所定の範囲を適宜異なるものとして設定してもよい。
【0059】
上述のような、ギャップセンサ31がピストン部材32に対して複数設けられる場合に用いる方法は、それぞれを単独で用いても、組み合わせて用いてもよい。
また、ピストン部材32に対して一つのギャップセンサ31が設けられる場合、つまりボア壁面5における一つの部位についてボア壁面変位量を計測する場合には、そのギャップセンサ31によって計測されるボア壁面変位量が、予め設定した変位量に達した状態や、前記のような所定の範囲内となった状態を、ボア壁面変位量が所定の変位量となった状態として検出する。
【0060】
以上に示すような方法・装置を用いて、ボア壁面変位量についての所定の変位量の検出を行う。そして、ボア壁面変位量についての所定の変位量を検出した時点で、ヘッドボルト3の締結操作を終了する。これにより、ダミーヘッド20のシリンダブロック1に対する組付けが完了する。つまりは、シリンダボア4に対して、ダミーヘッド20を組み付けることによるボア変形が付与された状態となる。この状態で、シリンダボア4に対する仕上げ加工として、前述したようなホーニング加工を行う。
【0061】
このように、ダミーヘッド20の組付けに係るボア変形(ボア壁面変位量)を管理しながら、ヘッドボルト3の締付け具合を調節し、ヘッドボルト3の締結操作を行うことにより、前述したように、シリンダブロック1の粗材の形状寸法の個体バラツキ等による影響を受けることなく、ダミーヘッド20を組み付けることでシリンダボア4に付与する歪形状(ボア変形の形状)を、安定して正確に狙いのものとすることができる。
そして、本実施形態においては、ボア壁面変位量の管理に際し、シリンダボア4についての狙いの歪形状に対応する所定の変位量を、ギャップセンサ31を用いて検出することで、ボア壁面変位量を直接的に移動距離として計測することが可能となり、ボア壁面変位量の計測に際して精度の高い計測を行うことができる。
【0062】
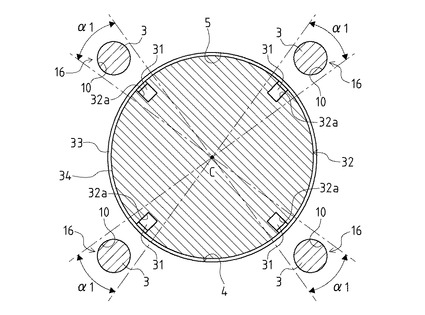
また、本実施形態においては、ボア軸心方向およびボア周方向についての所定の部位のボア壁面変位量を検出するギャップセンサ31について、ボア壁面5におけるボア周方向についての所定の部位に、シリンダボア4の円周形状におけるヘッドボルト3によるボルト締結部16に対応する位相の部位を含むことが好ましい。
【0063】
ここで、シリンダボア4の円周形状における「位相」とは、次のとおりである。すなわち、円柱状の孔部であるシリンダボア4は、その中心軸方向視で円周形状となる。このシリンダボア4の円周形状に対しては、中心軸の位置を中心とした円周上における角度が定まる。この角度(角度範囲)が、シリンダボア4の円周形状に対する「位相」となる。
したがって、シリンダボア4の円周形状におけるヘッドボルト3によるボルト締結部16に対応する位相とは、図4に示すように、シリンダボア4が円周形状となるその中心軸方向視において、中心軸の位置Cを中心とする円周上における角度について、中心(位置C)からボルト締結部16およびその近傍部分を含む方向の所定の角度範囲α1となる。本実施形態のように、ボルト締結部16がシリンダボア4の周囲において略等間隔で四個設けられる構成においては、前記のようなボルト締結部16に対応する位相(角度範囲α1)が、各シリンダボア4において四か所存在することとなる。そして、このようなボルト締結部16に対応する位相の部位が、ボア壁面5におけるギャップセンサ31による検出部位に含まれる。
以下では、シリンダボア4の円周形状に対してヘッドボルト3によるボルト締結部16に対応する位相を「ボルト位相」とする。
【0064】
本実施形態においては、ピストン部材32に対して四個設けられるギャップセンサ31が、ピストン部材32がシリンダボア4に対して位置決めされた状態で、それぞれボルト位相の部位に対応して位置するように設けられる。
すなわち、図4に示すように、ピストン部材32の外周面部34において、四個のギャップセンサ31が、周方向に対してボルト位相の部位に対応する角度間隔を隔てた状態で設けられる。そして、各ギャップセンサ31が、ボア壁面5におけるボルト位相の部位に対応する位置となる状態で、ピストン部材32がシリンダボア4に対して挿入される。
【0065】
このように、本装置においては、四個のギャップセンサ31が、ボルト位相の部位に対応するように、外周面部34に対して設けられている。つまり、ピストン部材32がシリンダボア4に対して位置決めされ、ピストン部材32がその外周面部34をシリンダボア4に挿入させた状態で、各ギャップセンサ31が、ボア壁面5におけるボア周方向についてボルト位相の部位に対して対向した状態となる。
なお、複数のギャップセンサ31がピストン部材32に対して設けられる構成において、複数のギャップセンサ31のうちの一部が、ボルト位相の部位に対応するように設けられてもよい。
【0066】
このように、ギャップセンサ31によってボア壁面変位量を計測する、ボア壁面5におけるボア周方向についての所定の部位に、ボルト位相の部位を含むことにより、ボア壁面変位量についての所定の変位量の検出に際して確実性を向上することができる。
すなわち、ボア壁面5におけるボルト位相の部位は、前述したようにエンジンの実働時において有害なボア変形が規則性を有する変形であることに基づき、ボア壁面変位量が比較的大きい部位であることがわかっている。このため、ギャップセンサ31によってボルト位相の部位についてボア壁面変位量を計測することにより、所定の変位量を確実に検出することができる。
【0067】
第二実施形態について、図5および図6を用いて説明する。図5は本発明の第二実施形態に係るシリンダブロック1の加工方法に用いる装置を示す側面一部断面図、図6は同じく平面一部断面拡大図である。なお、第一実施形態と共通する部分については、同一の符号を用いる等して適宜その説明を省略する。
【0068】
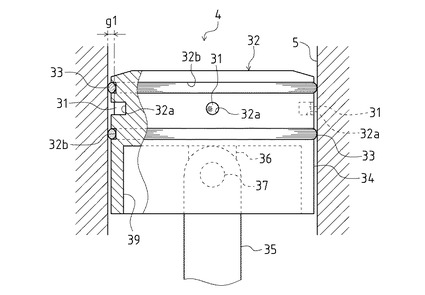
本実施形態では、ボア壁面変位量を、シリンダボア4の径方向断面の面積として計測する。つまり、ボア壁面変位量を、シリンダボア4に内装される他の部材(後記ピストン部材42)との関係により生じる隙間の大きさ(面積)として計測する。そして、シリンダボア4の径方向断面の面積が所定の値となった状態を、ボア壁面変位量が前述した所定の変位量となった状態として検出する。
すなわち、前述したようにエンジンの実働時において有害なボア変形は規則性を有する変形であるため(図7参照)、シリンダボア4の径方向断面の面積を、ボア壁面変位量として関連づけることができる。つまり、ダミーヘッド20の組付けに係るボア変形についての変形の過程は、前記のような規則性を有する変形に基づいて把握することがでるため、シリンダボア4の径方向断面の面積から、ボア壁面変位量を導くことができる。さらにいうと、シリンダボア4の径方向断面の面積が、ボア壁面5における所定の部位のボア壁面変位量に対応することとなる。
【0069】
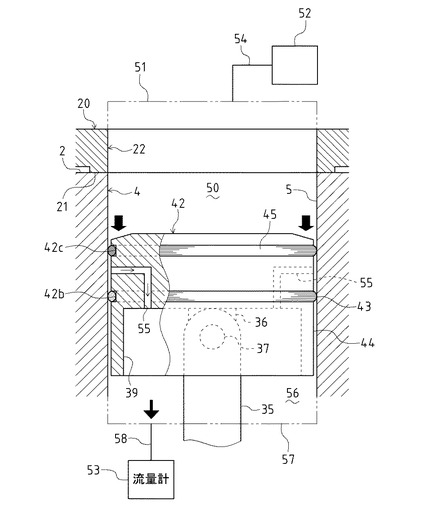
そこで、本実施形態に係るシリンダブロック1の加工方法においては、図5に示すように、ボア壁面変位量についての所定の変位量を、シリンダボア4に挿入可能な円筒状の外周面部44を有するピストン部材42を、シリンダボア4に対して同心状態で挿入し、シリンダボア4に対してピストン部材42のボア軸心方向一側から流体圧を供給し、外周面部44とボア壁面5との間を介してピストン部材42のボア軸心方向他側に流出する流体の流量を計測することにより検出する。
つまり、次に説明するシリンダブロック1の加工方法では、シリンダボア4の径方向断面の面積を、ボア壁面5とピストン部材42との間において、ダミーヘッド20の組付けに係るボア変形によって生じる隙間を流れる流体の流量として計測する。そして、前記隙間を流れる流体の流量が所定の値となった状態を、ボア壁面変位量が前述した所定の変位量となった状態として検出する。
【0070】
本実施形態に係るシリンダブロックの加工方法に用いる装置(以下、本実施形態において「本装置」という。)の構成について、図5および図6を用いて説明する。
図5に示すように、本装置は、ダミーヘッド20の組付けに係るボア変形を部分的にボア壁面5との間の隙間とするためのピストン部材42と、このピストン部材42に外嵌される位置決めリング43と、同じくピストン部材42に外嵌されるシールリング45とを備える。
【0071】
ピストン部材42は、シリンダボア4に挿入可能な円筒状の外周面部44を有し、シリンダボア4に対して摺動可能に内装される。
ピストン部材42は、全体として円筒状の外形を有するように構成され、その円筒状の外周部が外周面部44となる。ピストン部材42の外径(外周面部44の直径)は、外周面部44がシリンダボア4に対して挿入可能となるように、シリンダボア4の内径(直径)に対して若干小さく設定される。具体的には、ピストン部材42の外径は、ピストン部材42がシリンダボア4内においてシリンダボア4に対して同心状態に位置決めされた状態(センタリングされた状態)で、外周面部44が、ダミーヘッド20の組付けに係るボア変形の妨げにならない程度の大きさに設定される。つまり、ピストン部材42がシリンダボア4に対してセンタリングされた状態で、外周面部44とボア壁面5との間に、少なくともダミーヘッド20の組付けに係るボア変形を許容する大きさのクリアランス(隙間)が生じた状態となる。
ピストン部材42のシリンダボア4に対する摺動は、第一実施形態におけるピストン部材32と同様にして、ピストン部材42の一端部に連結される操作ロッド35を介して行われる。
【0072】
位置決めリング43は、第一実施形態における位置決めリング33と同様の部材である。したがって、本実施形態では、位置決めリング43が、ピストン部材42をシリンダボア4に対して同心状態に位置決めするセンタリング手段として機能する。つまり、ピストン部材42は、位置決めリング43によりシリンダボア4に対してセンタリングされた状態で、シリンダボア4内を摺動する。
なお、位置決めリング43は、ピストン部材42の外周面部44に周設される外周溝42bに嵌合される。また、本実施形態では、位置決めリング43は、ピストン部材42に対して一か所に設けられる。
【0073】
シールリング45は、環状の部材であり、ピストン部材42の外周面部44に外嵌された状態で設けられる。シールリング45は、ピストン部材42の外周面部44に周設される外周溝42cに嵌合される。
ピストン部材42の外周面部44に外嵌された状態のシールリング45は、ピストン部材42がシリンダボア4に挿入された状態で、ボア壁面5に対して全周にわたって接触した状態となる。つまり、ピストン部材42は、位置決めリング43およびシールリング45を介してシリンダボア4に対して摺動可能に内装された状態となる。このようにピストン部材42の外周面部44とボア壁面5との間に、位置決めリング43およびシールリング45が介在する状態においては、外周面部44とボア壁面5との間の間隔が全周にわたって一定の状態となる。つまりは、円柱状の孔部であるシリンダボア4と円筒状のピストン部材42とが同心状態となる。
【0074】
シールリング45は、例えば硬質ゴムや金属等を素材として構成されることにより、位置決めリング43よりも高い剛性を有する。また、シールリング45は、ピストン部材42とボア壁面5との間に介装された状態で、ダミーヘッド20の組付けに係るボア変形に追従しない程度の剛性を有する。
シールリング45が有する剛性は、具体的には次のような作用をともなう程度となる。ダミーヘッド20の組付けに係るボア変形には、ボア壁面5が部分的にボア径方向外側に変位する変形がある。かかる変形に対し、シールリング45は、ボア壁面5の変位に追従することなく、ピストン部材42がシリンダボア4に挿入された状態(ダミーヘッド20の組付けにともなうヘッドボルト3の締結軸力がシリンダブロック1に作用していない状態)での外形形状である円周形状を保つ。つまり、シールリング45は、ボア壁面5の部分的なボア径方向外側への変位に追従できない弾性特性を有する。
【0075】
なお、シールリング45を構成する素材の選択は、シリンダボア4に対する仕上げ加工(ホーニング加工)前の状態でのシリンダボア4の真円度を損なわない観点から、シールリング45が有する剛性により、ピストン部材42のシリンダボア4に対する挿入がいわゆる金属同士等の圧入にならない程度となるように行われる。
【0076】
シールリング45が前記のような特性(剛性)を有することにより、次のような作用が得られる。
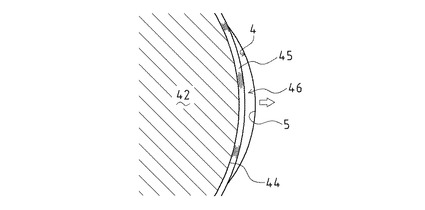
図6に、ダミーヘッド20の組付けに係るボア変形によってボア壁面5が部分的にボア径方向外側に変位した場合(図中、白抜き矢印参照)を示す。この場合、シールリング45はボア壁面5の変位に追従することなく、ボア壁面5がボア径方向外側に変位した部分において、シールリング45とボア壁面5との間に隙間46が形成される。なお、図6における隙間46は、実際にはシリンダボア4の大きさとの対比において極めて小さいものであるが、説明の便宜のため誇張して示してある。
【0077】
このように、シールリング45は、ピストン部材42の外周面部44とボア壁面5との間に介在することにより、ピストン部材42がシリンダボア4に挿入された状態からのボア壁面5の変位(具体的にはボア径方向外側の変位)を、ピストン部材42とボア壁面5との間の隙間として生じさせる。つまり、ピストン部材42は、シールリング45を介することにより、ダミーヘッド20の組付けに係るボア変形を、ボア壁面5との間の隙間とする。
すなわち、本実施形態においては、シールリング45が、ピストン部材42に外嵌され、外周面部44がシリンダボア4に挿入された状態で外周面部44とボア壁面5との間に介在するとともに、ヘッドボルト3の締結軸力の変化にともなうボア壁面5のボア径方向の変位に追従しない程度の剛性を有する隙間確保手段として機能する。
【0078】
なお、本実施形態では、センタリング手段としての位置決めリング43と、隙間確保手段としてのシールリング45とが別部材により構成されているが、これらは共通の部材により構成されてもよい。この場合、シールリング45が、隙間確保手段兼センタリング手段として用いられる。
【0079】
このような構成により、シールリング45を有するピストン部材42が、シリンダボア4に対して、ボア軸心方向(上下方向)に摺動可能に内装される。
そして、シリンダボア4に内装された状態のピストン部材42の摺動操作により、シールリング45がボア壁面5におけるボア軸心方向についての所定の部位に対応する位置となるように、ピストン部材42が位置決めされる。
【0080】
具体的には、シリンダボア4に挿入された状態のピストン部材42が、シールリング45がボア壁面5におけるボア軸心方向についての所定の部位に対応する位置となるように摺動操作される。これにより、シールリング45のボア軸心方向における位置が調整される。そして、シールリング45が、ボア壁面5におけるボア軸心方向についての所定の部位に対応する位置となった状態で、ピストン部材42が操作ロッド35を介して位置決めされる。
【0081】
また、本装置は、ダミーヘッド20の組付けに係るボア変形によるシリンダボア4の径方向断面の面積、つまり前述のようにボア変形にともなってシールリング45を介してピストン部材42の外周面部44とボア壁面5との間に生じる隙間46の大きさ(面積)を計測するための構成として、次のような構成を備える。
すなわち、本装置は、図5に示すように、ピストン部材42のボア軸心方向一側にてシリンダボア4に連通する流体圧室50を形成するための閉塞部材51と、流体圧室50に空気圧を供給するためのエアポンプ52と、外周面部44とボア壁面5との間(隙間46)を介してピストン部材42のボア軸心方向他側に流出する空気の流量を計測するための流量計53とを備える。
【0082】
流体圧室50は、ダミーヘッド20のヘッドボルト3によるシリンダブロック1に対する締結固定が行われる前の状態、つまりダミーヘッド20の組付面21がヘッド取付面2における所定の部分に接触するようにダミーヘッド20がセットされた状態において、閉塞部材51により形成される。
【0083】
閉塞部材51は、ダミーヘッド20の孔部22に対して、蓋状あるいは栓状の部材として構成される。閉塞部材51は、前記のとおりセットされた状態のダミーヘッド20において、シリンダボア4と連通した状態となる孔部22を閉塞する。これにより、ダミーヘッド20がセットされた状態のシリンダブロック1において、シリンダボア4におけるピストン部材42のボア軸心方向一側(上側)に略密閉空間となる流体圧室50が形成される。つまり、流体圧室50は、シリンダボア4内におけるピストン部材42の上側の空間と、このシリンダボア4に連通するダミーヘッド20の孔部22の内部空間とを含む空間が、閉塞部材51と、シールリング45(位置決めリング43)とにより塞がれることによって略密閉空間として形成される。
【0084】
エアポンプ52は、配管等により構成される供給路54を介して流体圧室50に対して接続される。エアポンプ52は、例えば大気を吸引すること等により空気を所定の圧力で吐出することにより、供給路54を介して流体圧室50に対して所定の空気圧を供給する。なお、流体圧室50とエアポンプ52との間(供給路54)には、開閉弁等が適宜設けられる。
このように、本実施形態においては、エアポンプ52が、流体圧室50に流体圧を供給する流体圧供給手段として機能する。なお、本実施形態では、流体圧室50に供給する流体圧として空気圧(流体として空気)が用いられているが、これに限定されるものではなく、他の流体(空気以外の気体や液体)が用いられてもよい。
【0085】
流量計53は、エアポンプ52により流体圧室50に対して所定の空気圧が供給された状態において、ダミーヘッド20の組付けにともなうボア変形によって生じる、ピストン部材42の外周面部44とボア壁面5との間の隙間46から流出する空気の流量(空気量)を計測する。
前記隙間46から流出する空気は、所定の経路を経て流量計53に導かれる。前記所定の経路は、ピストン部材42に形成される導出路55等により構成される。導出路55は、隙間46から流出する空気が、流体圧室50に対してピストン部材42の下流側(下側)に導かれるように形成される。具体的には、導出路55は、ピストン部材42とボア壁面5との間の空間であって、隙間46を介して空気が流出する空間(流体圧室50に対してシールリング45よりも下流側(下側)の空間)が、流体圧室50に対してピストン部材42の下流側(下側)の空間(凹部39)に対して開通するように形成される。
【0086】
導出路55を介してピストン部材42の下側に排出される空気は、捕集室56により集められる。捕集室56は、シリンダボア4におけるピストン部材42の流体圧室50側と反対側の開口部が、被覆部材57により覆われることにより略密閉空間として形成される。この捕集室56に対して、流量計53が排出路58を介して接続される。
このような構成により、隙間46から流出する空気は、導出路55を介して捕集室56に集められ、排出路58を介して流量計53に導かれる。
【0087】
このように、本実施形態においては、ピストン部材42に形成される導出路55と、ピストン部材42の下側において捕集室56を形成するための被覆部材57と、捕集室56と流量計53とを接続する排出路58とを含む構成が、隙間46から流出する空気を流量計53に導く流体捕集手段として構成される。
【0088】
なお、隙間46から流出する空気が流量計53に導かれるための構成は、隙間46から流出する空気が漏れなく流量計53に導かれる構成であれば、特に限定されるものではない。
隙間46から流出する空気が流量計53に導かれるための構成の他の例としては、次のようなものが考えられる。
【0089】
すなわち、位置決めリング43がピストン部材42の外周面部44とボア壁面5との間に対してシール性を有する構成の場合、ピストン部材42に形成される導出路55と流量計53とが配管等によって直接接続される構成であってもよい。つまりこの場合、外周面部44とボア壁面5との間から流出する空気が全て導出路55に流入することとなり、導出路55から排出される空気が直接流量計53に導かれる。また、同じく位置決めリング43がシール性を有する構成の場合、ピストン部材42の下側に形成される凹部39が他の部材によって塞がれることにより捕集空間が形成され、この捕集空間を介して空気が流量計53に導かれる構成であってもよい。
なお、位置決めリング43がシール性を有する構成の場合、位置決めリング43は、流体圧室50に対してシールリング45よりも下流側(下側)に設けられる。そして、前記導出路55は、その一端側が、位置決めリング43とシールリング45との間に開口するように形成されることとなる。
また、位置決めリング43が、外周面部44とボア壁面5との間に対してシール性を有しない場合、導出路55を省略することもできる。つまりこの場合、隙間46から流出する空気は、外周面部44とボア壁面5との間を介して捕集室56内に導かれることとなる。
【0090】
以上のように、本実施形態においては、流量計53が、外周面部44とボア壁面5との間(隙間46)を介してピストン部材42のボア軸心方向他側に流出する空気の流量を計測する計測手段として機能する。
【0091】
このような構成を備える本装置を用いたシリンダブロック1の加工方法について説明する。
シリンダブロック1の加工に際しては、ダミーヘッド20をシリンダブロック1に対して組み付ける。つまり、ダミーヘッド20の組付面21をヘッド取付面2の所定の部分に対して接触させた状態で、ボルト挿通孔23を介してボルト穴10にねじ込まれるヘッドボルト3の締結操作を行う。
【0092】
ダミーヘッド20の組付けにともなうヘッドボルト3の締結操作を行う前に、シールリング45を、ボア壁面5における所定の部位(特定部分)に対応するように位置させる。すなわち、前述したようにピストン部材42のシリンダボア4に対する摺動操作を行うことにより、ピストン部材42をシリンダボア4に対して所定の状態で位置決めすることで、シールリング45の位置決めを行う。
【0093】
シールリング45をボア壁面5の所定の部位に対して位置決めした状態で、ヘッドボルト3の締結操作を行う。このヘッドボルト3の締結操作を行うに際し、エアポンプ52によって流体圧室50に対して所定の空気圧を供給する。つまり、エアポンプ52により、流体圧室50内を所定の圧力の状態とする。そして、ヘッドボルト3の締結操作を行うとともに、ダミーヘッド20の組付けに係るボア変形によってシールリング45を介して外周面部44とボア壁面5との間に生じる隙間46から流出する空気の流量を、流量計53によって計測する。この流量計53によって計測する空気の流量を、ダミーヘッド20の組付けに係るボア変形にともなうボア壁面変位量として計測する。
【0094】
そして、流量計53により計測した空気の流量が、ボア壁面変位量についての所定の変位量に対応する流量となった時点で、シリンダボア4が狙いの歪形状になったとして、ヘッドボルト3の締結操作を終了する。このように、ボア壁面変位量についての所定の変位量を、流量計53を用いて検出する。つまり、ボア壁面変位量について「所定の変位量」とは、シリンダボア4が狙いの歪形状となった状態でのボア壁面5の変位量であり、流量計53により計測される空気の流量が、ボア壁面変位量についての所定の変位量に対応する流量となった時点で、ヘッドボルト3の締結操作を終了する。
なお、外周面部44とボア壁面5との間(隙間46)から流出する空気の流量の計測に際しては、シールリング45をボア壁面5における所定の部位に対して位置決めした時点(ダミーヘッド20の組付けにともなうヘッドボルト3の締結軸力がシリンダブロック1に作用していない状態)での空気の流量を基準とする。
【0095】
このように、本実施形態では、エンジンの実働時において有害なボア変形は規則性を有する変形であることに基づき、ダミーヘッド20の組付けに係るボア変形にともなうボア壁面変位量を、シリンダボア4内においてピストン部材42に外嵌されるシールリング45との関係により生じる隙間46の大きさ(面積)として計測する。そして、シリンダボア4の径方向断面の面積が所定の値となった状態を、ボア壁面変位量が前述した所定の変位量となった状態として検出する。
【0096】
また、本実施形態においては、ダミーヘッド20の組付けに係るボア変形にともなうボア壁面変位量を、流体圧室50内の圧力(流体圧)の変化量として計測することもできる。
すなわち、流体圧室50内が所定の圧力の状態から、ピストン部材42の外周面部44とボア壁面5との間に隙間46が生じると、流体圧室50内の圧力も変化する。また、隙間46の大きさ(面積)によって、流体圧室50内の圧力の変化量も変化する。したがって、隙間46の大きさ(面積)、つまりシリンダボア4の径方向断面の面積を、流体圧室50内の圧力の変化量として計測することができる。
【0097】
このように、本実施形態に係るシリンダブロック1の加工方法においては、ボア壁面変位量についての所定の変位量を、シリンダボア4に挿入可能な円筒状の外周面部44を有するピストン部材42を、シリンダボア4に対して同心状態で挿入し、シリンダボア4に対してピストン部材42のボア軸心方向一側から流体圧を供給し、前記流体圧の変化量を計測することにより検出することもできる。
【0098】
この場合の装置構成としては、図示は省略するが、流体圧室50に対して、開閉弁等を介して圧力タンクが接続されるとともに、流体圧室50内の圧力(圧力変化)を計測することができる計測器が接続される。
このような装置構成においては、前記圧力タンクが流体圧室50に流体圧を供給する流体圧供給手段として機能し、前記計測器が流体圧室50内の流体圧の変化量を計測する計測手段として機能する。
【0099】
以上に示すような方法・装置を用いて、ボア壁面変位量についての所定の変位量の検出を行う。そして、ボア壁面変位量についての所定の変位量を検出した時点で、ヘッドボルト3の締結操作を終了する。これにより、ダミーヘッド20のシリンダブロック1に対する組付けが完了する。つまりは、シリンダボア4に対して、ダミーヘッド20を組み付けることによるボア変形が付与された状態となる。この状態で、シリンダボア4に対する仕上げ加工として、前述したようなホーニング加工を行う。
【0100】
本実施形態においては、第一実施形態の場合と同様に、シリンダブロック1の粗材の形状寸法の個体バラツキ等による影響を受けることなく、ダミーヘッド20を組み付けることでシリンダボア4に付与する歪形状(ボア変形の形状)を、安定して正確に狙いのものとすることができる。
そして、本実施形態においては、ボア壁面変位量の管理に際し、シリンダボア4についての狙いの歪形状に対応する所定の変位量の検出を行うための構成が簡単となる。このため、設備コストが安価となるとともに、ボア壁面変位量の計測が容易となる。
【図面の簡単な説明】
【0101】
【図1】ダミーヘッドが組み付けられた状態のシリンダブロックを示す斜視図。
【図2】同じくシリンダボアに対する仕上げ加工を示す断面図。
【図3】本発明の第一実施形態に係るシリンダブロックの加工方法に用いる装置を示す側面一部断面図。
【図4】同じく平面一部断面図。
【図5】本発明の第二実施形態に係るシリンダブロックの加工方法に用いる装置を示す側面一部断面図。
【図6】同じく平面一部断面拡大図。
【図7】シリンダボアに対するボルト締結部の配置およびボア変形を示す模式図。
【符号の説明】
【0102】
1 シリンダブロック
2 ヘッド取付面(シリンダヘッド取付面)
3 ヘッドボルト(締結部材)
4 シリンダボア
5 ボア壁面
16 ボルト締結部(締結部)
20 ダミーヘッド(加工用治具)
31 ギャップセンサ
32 ピストン部材
33 位置決めリング(センタリング手段)
34 外周面部
42 ピストン部材
43 位置決めリング(センタリング手段)
44 外周面部
45 シールリング(隙間確保手段)
50 流体圧室
51 閉塞部材
52 エアポンプ(流体圧供給手段)
53 流量計(計測手段)
【技術分野】
【0001】
本発明は、シリンダブロックにおけるシリンダボアの仕上げ加工に際し、いわゆるダミーヘッドを加工用治具として用いるシリンダブロックの加工方法およびその方法に用いる装置に関する。
【背景技術】
【0002】
従来、シリンダブロックにおけるシリンダボアの仕上げ加工に際し、その加工用治具としていわゆるダミーヘッドが用いられている(例えば、特許文献1参照。)。
ダミーヘッドとは、実際の製品として組み付けられるシリンダヘッドとは異なる加工用治具であり、シリンダボアに対する仕上げ加工に際し、シリンダヘッドと同様にしてボルト等の締結具(ヘッドボルト)によってシリンダブロックに組み付けられるものである。このダミーヘッドにより、シリンダブロックに対してシリンダヘッドが組み付けられた状態が模擬される。
【0003】
すなわち、シリンダヘッドは、シリンダボアに対して所定の真円度を出すための仕上げ加工(例えばホーニング加工)が行われた後、シリンダブロックに対して組み付けられる。このシリンダヘッドの組付けにともなうボルト締結によってシリンダブロックに作用する締付け力(締結力)は、シリンダブロックに変形を生じさせ、シリンダボアの変形(ボア変形)、つまりシリンダボアの真円度の低下につながる。そこで、シリンダボアの仕上げ加工に際し、シリンダヘッドが組み付けられた状態で作用する締付け力と同等の締付け力をシリンダブロックに作用させるため、ダミーヘッドが、シリンダヘッドと同様にボルト締結によってシリンダブロックに組み付けられる。これにより、シリンダブロックに対してシリンダヘッドの組付けにともなう所定の締付け力が付与された状態、つまりシリンダボアに対して前記所定の締付け力による変形が付与された状態でシリンダボアに対する仕上げ加工が行われることとなる。そして、その仕上げ加工後にシリンダヘッドが組み付けられることにより、シリンダヘッド組付時の締付け力によって生じるボア変形(組付変形)が防止される。
【0004】
また、ボア変形については、前記のようなシリンダヘッドのシリンダブロックに対する組付けにともなって生じる組付変形に加え、そのシリンダブロックが用いられて構成されるエンジンの実働時における熱膨張や熱歪み等の熱負荷(熱応力)によって生じる変形(熱変形)がある。熱変形は、一般に、組付変形に比べて変形規模が大きくなる。
そこで、ダミーヘッドを用いる加工方法においては、ボルト締結による締付け力を大きくしたり、シリンダブロックにおけるシリンダヘッド取付面に対するダミーヘッドの接触部を局所的なものとしたりすること等により、ダミーヘッドを組み付けることによるボア変形について、熱変形を含むエンジン実働時のボア変形を再現しようとすることが行われている。
【0005】
このように、ダミーヘッドをボルト締結することにより、予めシリンダブロックにボア変形(歪)を与えた後にシリンダボアの仕上げ加工を行い、シリンダヘッドの組付時やエンジンの実働時においてシリンダボアが真円となるようにする従来の加工方法においては、次のような問題がある。
すなわち、ダミーヘッドを用いた従来の加工方法においては、鋳物であるシリンダブロック粗材の形状寸法の個体バラツキ(例えばシリンダボアを形成する部分であるシリンダ部の肉厚のバラツキ等)や、ボルト締結部についての締結軸力(締付け力)のバラツキや、ダミーヘッドの組付面(シリンダブロック側のシリンダヘッド取付面およびダミーヘッド側の組付面)に対する加工のバラツキ等が生じる。これらのバラツキは、ダミーヘッドをボルト締結によって組み付けることによって生じさせるボア変形(歪)の不安定化を招く要因となる。
【0006】
一方で、前述のような各種のバラツキについては、次のような対策をとることができる。すなわち、シリンダブロック粗材の形状寸法の個体バラツキについては、シリンダブロックの形状等に基づく選定を行うことにより改善することができる。また、ボルト締結部における締結軸力のバラツキについては、締結軸力の管理により改善することができる。また、ダミーヘッドの組付面に対する加工のバラツキについては、加工精度の向上を図ることにより改善することができる。
しかし、これらのバラツキについての対策をとることは、シリンダブロックが用いられて構成されるエンジンの生産ライン等における生産性の低下を招く。つまり、前記のような各種のバラツキについては、生産性との兼ね合いから、ある程度許さざるを得ないのが現状である。
【特許文献1】特開2004−243514号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記のような従来技術の問題点に鑑みてなされたものであり、その解決しようとする課題は、シリンダブロック粗材の形状寸法の個体バラツキや、加工用治具であるダミーヘッドをシリンダブロックに組み付けるためのボルト締結部における締結軸力のバラツキや、ダミーヘッドの組付面に対する加工のバラツキ等による影響を受けることなく、ダミーヘッドを組み付けることでシリンダボアに付与する歪形状(ボア変形の形状)を、安定して正確に狙いのものとすることができるシリンダブロックの加工方法およびその方法に用いる装置を提供することにある。
【課題を解決するための手段】
【0008】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0009】
すなわち、請求項1においては、シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法であって、前記加工用治具の前記シリンダヘッド取付面に対する組付けにともなう前記締結部材の締結操作を行うとともに、該締結操作による前記締結部材の締結軸力の変化にともなう、前記シリンダボアを形成するボア壁面の該シリンダボアの径方向の変位量を計測し、計測した前記変位量が、所定の変位量となった時の前記締結部材の締結軸力を、前記所定の締結軸力とするものである。
【0010】
請求項2においては、請求項1に記載のシリンダブロックの加工方法において、前記所定の変位量を、前記ボア壁面を測定対象面とし、該ボア壁面における前記シリンダボアの中心軸方向および周方向についての所定の部位の前記変位量を検出するギャップセンサを用いて検出するものである。
【0011】
請求項3においては、請求項2に記載のシリンダブロックの加工方法において、前記ボア壁面における前記周方向についての所定の部位に、前記シリンダボアの円周形状における前記締結部材による締結部に対応する位相の部位を含むものである。
【0012】
請求項4においては、請求項1に記載のシリンダブロックの加工方法において、前記所定の変位量を、前記シリンダボアに挿入可能な円筒状の外周面部を有するピストン部材を、前記シリンダボアに対して同心状態で挿入し、前記シリンダボアに対して前記ピストン部材の前記シリンダボアの中心軸方向一側から流体圧を供給し、前記外周面部と前記ボア壁面との間を介して前記ピストン部材の前記中心軸方向他側に流出する流体の流量の変化を計測することにより検出するものである。
【0013】
請求項5においては、シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法に用いる装置であって、前記シリンダボアを形成するボア壁面を測定対象面とし、該ボア壁面における前記シリンダボアの中心軸方向および周方向についての所定の部位の、前記締結部材の締結軸力の変化にともなう前記シリンダボアの径方向の変位量を検出するギャップセンサと、前記シリンダボアに挿入可能な円筒状の外周面部を有し、前記シリンダボアに対して摺動可能に内装されるとともに、前記外周面部に前記ギャップセンサを保持するピストン部材と、前記ピストン部材を前記シリンダボアに対して同心状態に位置決めするセンタリング手段と、を備えるものである。
【0014】
請求項6においては、請求項5に記載のシリンダブロックの加工方法に用いる装置において、前記ギャップセンサを、前記シリンダボアの円周形状における前記締結部材による締結部に対応する位相の部位に対応するように、前記外周面部に対して設けたものである。
【0015】
請求項7においては、シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法に用いる装置であって、前記シリンダボアに挿入可能な円筒状の外周面部を有し、前記シリンダボア内に摺動可能に内装されるピストン部材と、前記ピストン部材を前記シリンダボアに対して同心状態に位置決めするセンタリング手段と、前記ピストン部材に外嵌され、前記外周面部が前記シリンダボアに挿入された状態で該外周面部と前記シリンダボアを形成するボア壁面との間に介在するとともに、前記締結部材の締結軸力の変化にともなう前記ボア壁面の前記シリンダボアの径方向の変位に追従しない程度の剛性を有する隙間確保手段と、前記ピストン部材の前記シリンダボアの中心軸方向一側にて該シリンダボアに連通する流体圧室を形成するための閉塞部材と、前記流体圧室に流体圧を供給する流体圧供給手段と、前記外周面部と前記ボア壁面との間を介して前記ピストン部材の前記中心軸方向他側に流出する流体の流量を計測する計測手段と、を備えるものである。
【発明の効果】
【0016】
本発明の効果として、以下に示すような効果を奏する。
すなわち、本発明によれば、シリンダブロック粗材の形状寸法の個体バラツキや、加工用治具であるダミーヘッドをシリンダブロックに組み付けるためのボルト締結部における締結軸力のバラツキや、ダミーヘッドの組付面に対する加工のバラツキ等による影響を受けることなく、ダミーヘッドを組み付けることでシリンダボアに付与する歪形状(ボア変形の形状)を、安定して正確に狙いのものとすることができる。
【発明を実施するための最良の形態】
【0017】
次に、発明の実施の形態を説明する。
本発明に係るシリンダブロックの加工方法は、例えば図1および図2に示すように、シリンダブロック1におけるシリンダボア4の仕上げ加工に際し、いわゆるダミーヘッド20を加工用治具として用いるものである。
すなわち、本発明に係るシリンダブロックの加工方法は、ダミーヘッド20を、シリンダブロック1が有するシリンダヘッド取付面(以下「ヘッド取付面」という。)2に対して所定の締結軸力(締結力)で組み付けた状態で、ヘッド取付面2に開口する円柱状の孔部であるシリンダボア4に対する仕上げ加工を行うものである。ダミーヘッド20は、ヘッド取付面2に対して締結部材であるヘッドボルト3を用いて組み付けることでシリンダボア4に対して変形を付与するための加工用治具である。
そして、ヘッドボルト3によるダミーヘッド20の締結に際し、ダミーヘッド20のヘッド取付面2に対する組付けにともなうヘッドボルト3の締結操作を行うとともに、この締結操作によるヘッドボルト3の締結軸力の変化にともなう、シリンダボア4を形成するボア壁面5のシリンダボア4の径方向(以下「ボア径方向」という。)の変位量を計測し、その計測した変位量が、所定の変位量となった時のヘッドボルト3の締結軸力を、前記所定の締結軸力とする。
【0018】
すなわち、ダミーヘッド20は、前記のとおりシリンダボア4に対して変形を付与するためにシリンダブロック1に組み付けるものであり、その組付けはヘッドボルト3を用いた締結により行う。そして、ヘッドボルト3を締め付けることによりダミーヘッド20をシリンダブロック1に対して締結固定した状態においては、ヘッドボルト3による締結軸力がシリンダブロック1に作用し、この締結軸力がシリンダブロック1に変形を生じさせ、シリンダボア4の変形(ボア変形)が生じる。かかるボア変形についての変形量は、ヘッドボルト3による締結軸力により変化する。
【0019】
このような観点から、ボア変形についての変形量を狙いのものとする(シリンダボア4を狙いの歪形状とする)ため、従来は、ダミーヘッド20のシリンダブロック1に対する組付けに際して、締結軸力の管理の下、ヘッドボルト3による締付けを行っていた。つまり、ダミーヘッド20を組み付けることにより生じさせるボア変形については、例えばシリンダヘッドの組付け時やエンジンの実働時におけるシリンダボア4の変形形状のような狙いの歪形状がある。また、ヘッドボルト3の締結軸力については、前記のような狙いの歪形状を生じさせるための(狙いの歪形状が生じた状態に対応する)所定の締結軸力がある。そして、ヘッドボルト3による所定の締結軸力が、従来では、ヘッドボルト3の締付けにともなう締結軸力の管理により実現されていた。言い換えると、従来においては、ヘッドボルト3による締結軸力を所定の大きさとすることをもって、シリンダボア4に対して狙いの歪形状のボア変形を付与することとし、締結軸力を管理することを介して間接的にボア変形についての変形量を調節していた。
【0020】
しかし、締結軸力の管理の下でヘッドボルト3による締付けを行ったとしても、シリンダブロック1においてはその粗材の形状寸法のバラツキ等が存在するため、複数のシリンダブロック1の個体同士あるいは複数のシリンダボア4を有するシリンダブロック1におけるそれぞれのシリンダボア4に対して狙いの歪形状を付与することは難しい。
すなわち、ダミーヘッド20の組付けに際して、ヘッドボルト3による締結軸力の調節を行うことで、シリンダボア4に対して付与するボア変形を制御しようとすると、ボア変形が不安定になる場合がある。そしてそのボア変形が不安定な状態のシリンダボア4に対する仕上げ加工においては、加工精度にバラツキが生じることとなる。
【0021】
そこで、本発明に係るシリンダブロック1の加工方法では、ダミーヘッド20の組付けに際し、ヘッドボルト3の締結軸力の変化にともなうボア変形自体を管理することにより、ボア変形を狙いの変形量(歪形状)とする。
【0022】
ボア変形を管理するに際しては、ボア変形についての次のような知見を用いることができる。
すなわち、エンジンの実働時において有害なボア変形は、規則性を有する変形であることがわかっている。規則性を有するボア変形は、図7に示すように、シリンダボア4の周囲においてヘッドボルト3によるボルト締結部16が略等間隔で四か所設けられる構成において生じる。具体的には、規則性を有するボア変形は、ボルト締結部16に対応する部分が相対的に内側に膨出した状態となり、シリンダボア4の中心軸方向視で円形のシリンダボア4が十字形となるような変形(いわゆる四次変形)である。
【0023】
このようなボア変形は、シリンダボア4に内装されるピストンに装着されシリンダボア4に対して摺接するピストンリングによるシール性の低下を防止する観点から、ピストンリングの張力(拡がろうとする力)の増大を招く。ピストンリングの張力が増大することは、シリンダボア4における全体的なフリクションの増大を招き、エンジンの実働時における弊害となる。
【0024】
このように、エンジンの実働時において有害なボア変形が規則性を有する変形であることを踏まえて、ダミーヘッド20の組付けに際してヘッドボルト3の締結軸力の変化にともなうボア変形を管理する。
具体的には、シリンダボア4の特定部分において、ヘッドボルト3の締結操作に際して、その締結軸力の変化にともなう、ボア壁面5の、ヘッドボルト3の締結前(締結軸力が作用する前)からのボア径方向の変位量を計測する。これは、前記のとおりボア変形についての変形量がヘッドボルト3の締結軸力の大きさによって変化すること、およびボア変形が規則性を有することからシリンダボア4の特定部分の変形量はヘッドボルト3の締結軸力でコントロール可能であることが確認できていることに基づく。
【0025】
そして、前記のとおり計測したボア壁面5のボア径方向の変位量が、予め設定した所定の変位量となった時点で、ヘッドボルト3の締結操作を終了する。
つまり、シリンダボア4の特定部分において、規則性を有するボア変形に際して変位するボア壁面5が所定の位置となった状態を、シリンダボア4が狙いの歪形状となった状態とし、この状態のシリンダボア4に対して仕上げ加工を行う。したがって、計測に係るボア壁面5のボア径方向の変位量が所定の変位量となった時点でのヘッドボルト3の締結軸力が、「所定の締結軸力」となる。
【0026】
このように、シリンダブロック1に対してダミーヘッド20を組み付けることにより、シリンダボア4について、狙いの歪形状つまりエンジンの実働時に生じるボア変形の形状を正確に再現した状態で、シリンダボア4を真円とするための除去加工である仕上げ加工を行うことで、シリンダボア4について所定の真円度を得る。これにより、シリンダブロック1に対して実際にシリンダヘッドが組み付けられて構成されるエンジンの実働時におけるシリンダボア4について、所定の真円度が得られる。
【0027】
以上のように、ダミーヘッド20の組付けに際し、ヘッドボルト3の締結軸力の変化にともなうボア変形自体を管理することにより、ヘッドボルト3によるダミーヘッド20の締結固定を行うことにより、次のような効果が得られる。
すなわち、シリンダブロック1の粗材の形状寸法の個体バラツキや、ダミーヘッド20をシリンダブロック1に組み付けるためのボルト締結部における締結軸力のバラツキや、ダミーヘッド20の組付面(ヘッド取付面2および後記組付面21)に対する加工のバラツキ等による影響を受けることなく、ダミーヘッド20を組み付けることでシリンダボア4に付与する歪形状(ボア変形の形状)を、安定して正確に狙いのものとすることができる。
以下、本発明に係るシリンダブロックの加工方法およびその方法に用いる装置について、各実施形態に即して説明する。
【0028】
第一実施形態について、図1〜図4を用いて説明する。図1はダミーヘッド20が組み付けられた状態のシリンダブロック1を示す斜視図、図2は同じくシリンダボア4に対する仕上げ加工を示す断面図、図3は本発明の第一実施形態に係るシリンダブロック1の加工方法に用いる装置を示す側面一部断面図、図4は同じく平面図である。
【0029】
まず、図1および図2を用いて、本実施形態に係る加工方法の加工対象であるシリンダブロック1の構成について説明する。なお、以下の説明においては、図2における上下方向をシリンダブロック1における上下方向として説明する。
本実施形態に係るシリンダブロック1は、アルミニウムを材料とする鋳物(鋳造品)であり、その鋳物であるシリンダブロック粗材に対して所定の機械加工が施されることにより構成される。本実施形態に係るシリンダブロック1は、V型六気筒エンジンを構成するものであり、V型を構成するそれぞれの方向(斜め上方)に延出されるバンク6、7と、各バンク6、7から下方に延出するスカート8とを備える。
【0030】
各バンク6、7の先端面部(上面部)に、シリンダヘッド(図示略)が組み付けられるヘッド取付面2が形成される。各バンク6、7は、一列に並んだ状態で配設される三個のシリンダボア4を有する。つまり、シリンダブロック1は計六個のシリンダボア4を有する。シリンダボア4は、各バンク6、7の延出方向を中心軸方向として形成される円柱状の孔部であって、ピストン(図示略)を摺動可能に内装するものであり、各バンク6、7のヘッド取付面2に開口する。シリンダボア4は、筒状のシリンダライナ(図示略)が鋳ぐるみや圧入等によって内装されること等により形成される。
【0031】
各バンク6、7においてシリンダボア4の周囲の部分を形成する壁部には、シリンダボア4を囲むようにしてウォータジャケット9が形成される。ウォータジャケット9は、ヘッド取付面2側に開口する。つまり、本実施形態のシリンダブロック1は、ウォータジャケット9がヘッド取付面2側に開放されているオープンデッキ型の構造となっている。
また、各バンク6、7においてシリンダボア4の周囲の部分を形成する壁部には、図1および図2においては図示を省略するが、シリンダヘッドをシリンダブロック1に対して締結するためのヘッドボルトがねじ込まれるボルト穴10が設けられている(図4および図7参照)。ボルト穴10は、ヘッド取付面2側に開口する。本実施形態では、ボルト穴10は、各シリンダボア4の周囲において略等間隔で四個設けられるとともに(図4参照)、隣り合うシリンダボア4間においては二個のボルト穴10が共用される。したがって、前記のとおり一列に並んだ状態で配設される三個のシリンダボア4を有するバンク6、7においては、それぞれ計八個のボルト穴10が設けられることとなる。
【0032】
図2に示すように、各バンク6、7の下方(シリンダボア4の下方)においては、スカート8で囲まれた空間としてクランクケース11が形成されている。なお、スカート8の下側にはオイルパン(図示略)が取り付けられる。
クランクケース11内においては、各バンク6、7において隣り合うシリンダボア4間に対応する部分に、クランクシャフトを支持するための隔壁部である主軸受部(バルクヘッド)12が設けられる。主軸受部12に対しては、その下方からクランクキャップ13が組み付けられる。クランクキャップ13は、主軸受部12に対してボルト14が用いられて締結固定される。主軸受部12およびクランクキャップ13には、それぞれ半円状の軸受面12a、13aが形成されている。これら軸受面12a、13aが、クランクキャップ13が主軸受部12に組み付けられることで互いに対向した状態となり、軸孔15が形成される。この軸孔15に、クランクシャフトのクランクジャーナル(主軸部)がクランクベアリング(軸受メタル)を介する等して支承されることで、クランクシャフトが支持される。
【0033】
このような構成を備えるシリンダブロック1に対し、シリンダボア4に対する仕上げ加工に際してダミーヘッド20が組み付けられる。
ダミーヘッド20は、シリンダブロック1に対してシリンダヘッドと同様にして組み付けられる。つまり、ダミーヘッド20は、バンク6、7それぞれにおけるヘッド取付面2に対してヘッドボルト3およびボルト穴10が用いられて締結固定されることにより組み付けられる。これにより、シリンダブロック1が、そのシリンダボア4に対して変形が付与された状態となる。
【0034】
ダミーヘッド20は、全体として少なくともヘッド取付面2の大きさに対応する大きさを有する略矩形板状の部材として構成される。図2に示すように、ダミーヘッド20は、その一側(下側)の板面に、ヘッド取付面2の所定の部分に対して接触する面となる組付面21を有する。つまり、ダミーヘッド20がシリンダブロック1に組み付けられた状態で、組付面21がヘッド取付面2におけるシリンダボア4の周縁部等の所定の部分に対して接触した状態となる。
ダミーヘッド20は、シリンダブロック1に組み付けられた状態で各シリンダボア4に対応する位置に、シリンダボア4に対する仕上げ加工を許容するための貫通孔となる孔部22を有する。つまり、ダミーヘッド20がシリンダブロック1に組み付けられた状態で、シリンダボア4と孔部22とが連通した状態となり、この孔部22を介してシリンダボア4に対する仕上げ加工が行われる。本実施形態では、前記のとおりシリンダブロック1の各バンク6、7は一列に並ぶ三個のシリンダボア4を有するため、ダミーヘッド20は、それらのシリンダボア4に対応する配置で三個の孔部22を有する。
【0035】
ダミーヘッド20は、前記のとおりヘッドボルト3が用いられてシリンダブロック1に対してボルト締結により組み付けられる。ヘッドボルト3は、ダミーヘッド20において組付面21に対して略垂直方向に形成されるボルト挿通孔23(図2参照)を介してダミーヘッド20を貫通するとともに、ヘッド取付面2に設けられるボルト穴10(図4参照)にねじ込まれる。
ボルト挿通孔23は、ダミーヘッド20において、ヘッド取付面2に設けられるボルト穴10に対応する位置に設けられる。したがって、本実施形態では、ボルト挿通孔23は、各孔部22の周囲において略等間隔で四個設けられるとともに、隣り合う孔部22間においては二個のボルト挿通孔23が共用されて、計八個設けられることとなる。
【0036】
このような構成のダミーヘッド20が組み付けられた状態のシリンダブロック1に対し、そのシリンダボア4について所定の真円度を得るための仕上げ加工として、ホーニング加工が行われる。
ホーニング加工は、図2に示すように、ホーニング用の砥石27を有するホーンヘッド26と、ホーンヘッド26を案内するホーンガイド28とを備える構成が用いられて行われる。
【0037】
ホーンヘッド26は、全体として略円柱状に構成される。ホーンヘッド26が有すると砥石27は、ホーンヘッド26の外周面部に例えば周方向に等間隔を隔てた状態で環状に配設される。ホーンヘッド26は、図示せぬ駆動手段によって軸方向の移動および軸心を回転軸とする回転が可能に設けられる主軸29の先端部(下端部)に構成される。つまり、ホーンヘッド26は、主軸29を介して軸方向の運動および回転運動が可能な状態で設けられる。ホーンヘッド26は、このような動きをともなってシリンダボア4に対して砥石27を作用させる。
ホーンガイド28は、ホーンヘッド26のシリンダボア4に対する位置決め等を行うための構成である。ホーンガイド28は、主軸29を含めたホーンヘッド26の軸方向の運動等を許容するためのガイド孔29aを有する。ホーンガイド28は、ガイド孔29aを介して運動するホーンヘッド26を案内する。
【0038】
ホーニング加工に際しては、シリンダボア4に対して所定の状態で位置決めされたホーンガイド28に案内されるホーンヘッド26の回転運動等により、シリンダボア4を形成するボア壁面5が砥石27によって研削加工される。
なお、各バンク6、7のシリンダボア4に対する加工に際しては、例えば、シリンダブロック1が、クランクシャフトの仮想軸線の回りに旋回されること等により、各バンク6、7のシリンダボア4が、ホーンヘッド26(主軸29)に対して同軸上に位置決めされる。
【0039】
以上のような構成態様において、シリンダブロック1に対するダミーヘッド20の組付けに際し、次のような方法を用いる。
すなわち、ダミーヘッド20のヘッド取付面2に対する組付けにともなうヘッドボルト3の締結操作を行うとともに、この締結操作によるヘッドボルト3の締結軸力の変化にともなう、ボア壁面5のボア径方向の変位量(以下「ボア壁面変位量」という。)を計測し、その計測した変位量が、所定の変位量となった時のヘッドボルト3の締結軸力を、前記所定の締結軸力とする。
そして、本実施形態においては、前記所定の変位量を、ボア壁面5を測定対象面とし、このボア壁面5におけるシリンダボア4の中心軸方向(以下「ボア軸心方向」という。)および周方向(以下「ボア周方向」という。)についての所定の部位の前記変位量を検出するギャップセンサを用いて検出する。
【0040】
本実施形態に係るシリンダブロックの加工方法に用いる装置(以下、本実施形態において「本装置」という。)の構成について、図3および図4を用いて説明する。
図3および図4に示すように、本装置は、前記のとおりボア壁面5のボア周方向の変位を検出するためのギャップセンサ31と、このギャップセンサ31を保持するピストン部材32と、このピストン部材32に外嵌される位置決めリング33とを備える。
【0041】
ギャップセンサ31は、ボア壁面5を測定対象面とし、このボア壁面5におけるボア軸心方向およびボア周方向についての所定の部位(特定部分)の、ヘッドボルト3の締結軸力の変化にともなうボア径方向の変位量を検出する。
ギャップセンサ31は、シリンダボア4内において、検出部側がボア壁面5に対向する姿勢で一または複数(本実施形態では四個)配置される。また、ギャップセンサ31は、ボア壁部5における所定の部位との間の距離(図3に示す符号g1参照)に対応した信号を出力し、ボア壁面変位量を検出する。つまり、ギャップセンサ31から出力される検出信号は、ボア壁面変位量に対応したものとなり、この検出信号に基づき、ボア壁面変位量が求められる。
【0042】
ギャップセンサ31としては、公知のギャップセンサを用いることができ、非接触式センサや接触式センサ等、その種類は特に限定されない。つまり、ギャップセンサ31は、ダミーヘッド20の組付けにともなうヘッドボルト3の締付けによってシリンダブロック1に作用する締結軸力によって生じるボア変形(以下「ダミーヘッド20の組付けに係るボア変形」という。)にともなうボア壁面5のボア径方向の変位が検出できる程度の精度(μmオーダーの精度)を有するものであればよい。具体的には、ギャップセンサ31としては、例えば、渦電流式や静電容量式のもの、あるいはレーザーセンサや超音波センサ等を用いることができる。
なお、ギャップセンサ31は、図示せぬ配線等を介して、ギャップセンサ31から出力される検出信号に基づいてボア壁面変位量を計測するための計測器等に適宜接続される。
【0043】
ピストン部材32は、シリンダボア4に挿入可能な円筒状の外周面部34を有し、シリンダボア4に対して摺動可能に内装されるとともに、外周面部34にギャップセンサ31を保持する。
ピストン部材32は、全体として円筒状の外形を有するように構成され、その円筒状の外周部が外周面部34となる。ピストン部材32の外径(外周面部34の直径)は、外周面部34がシリンダボア4に対して挿入可能となるように、シリンダボア4の内径(直径)に対して若干小さく設定される。具体的には、ピストン部材32の外径は、ピストン部材32がシリンダボア4内においてシリンダボア4に対して同心状態に位置決めされた状態(センタリングされた状態)で、外周面部34が、ダミーヘッド20の組付けに係るボア変形の妨げにならない程度の大きさに設定される。つまり、ピストン部材32がシリンダボア4に対してセンタリングされた状態で、外周面部34とボア壁面5との間に、少なくともダミーヘッド20の組付けに係るボア変形を許容する大きさのクリアランス(隙間)が生じた状態となる。
【0044】
ピストン部材32の外周面部34における所定の位置には、ギャップセンサ31を保持するための保持穴32aが設けられる。保持穴32aは、外側に向けて開口する穴部である。この保持穴32aに対して、ギャップセンサ31が、例えば嵌合されること等により保持される。
【0045】
位置決めリング33は、環状の部材であり、ピストン部材32の外周面部34に外嵌された状態で設けられる。位置決めリング33は、ピストン部材32の外周面部34に周設される外周溝32bに嵌合される。位置決めリング33は、ピストン部材32に対して一または複数か所(本実施形態では二か所)に設けられる。
ピストン部材32の外周面部34に外嵌された状態の位置決めリング33は、ピストン部材32がシリンダボア4に挿入された状態で、ボア壁面5に対して全周にわたって接触した状態となる。つまり、ピストン部材32は、位置決めリング33を介してシリンダボア4に対して摺動可能に内装された状態となる。このようにピストン部材32の外周面部34とボア壁面5との間に、位置決めリング33が介在する状態においては、外周面部34とボア壁面5との間の間隔が全周にわたって一定の状態となる。つまりは、円柱状の孔部であるシリンダボア4と円筒状のピストン部材32とが同心状態となる。
【0046】
このように、本実施形態では、位置決めリング33が、ピストン部材32をシリンダボア4に対して同心状態に位置決めするセンタリング手段として機能する。つまり、ピストン部材32は、位置決めリング33によりシリンダボア4に対してセンタリングされた状態で、シリンダボア4内を摺動する。
ピストン部材32が、位置決めリング33によってシリンダボア4に対して同心状態に位置決めされることにより、ピストン部材32に保持されるギャップセンサ31の、ボア軸心方向に対する垂直面方向におけるボア壁面5に対する位置決めが行われることとなる。これにより、ボア壁面変位量を検出対象とするギャップセンサ31による検出が正確なものとなる。
【0047】
また、位置決めリング33は、例えばゴム等を素材として構成されることにより、ピストン部材32とボア壁面5との間に介装された状態で、ダミーヘッド20の組付けに係るボア変形の妨げにならない程度(ダミーヘッド20の組付けに係るボア変形を許容する程度)の弾性を有する。位置決めリング33としては、市販のOリングを用いることができる。
本実施形態においては、位置決めリング33は、ピストン部材32に対してその摺動方向(図3における上下方向)に所定の間隔を隔てて二か所設けられているが、位置決めリング33が設けられる数は特に限定されない。位置決めリング33が設けられる数は、位置決めリング33の有する弾性や線状部分の径(太さ)等が考慮され、前述したようなセンタリング手段としての機能を有するとともにダミーヘッド20の組付けに係るボア変形を許容する観点等に基づいて設定される。
【0048】
ピストン部材32のシリンダボア4に対する摺動は、本実施形態においては、ピストン部材32の一端部に連結される操作ロッド35を介して行われる。
操作ロッド35は、その一端部が、ピストン部材32の一側に突設されるステー36に連結部37を介して連結されることにより、ピストン部材32に連結される。ステー36は、ピストン部材32の一側(下側)に形成される円柱状の凹部39内において、その略中央部に凹部39の開口側(下側)に向けて突設される。
【0049】
このようにしてピストン部材32に連結される操作ロッド35(の連結部37)が、ピストン部材32の摺動方向(ボア軸心方向)に操作されることにより、シリンダボア4に内装された状態のピストン部材32が、シリンダボア4に対して摺動する。この操作ロッド35を介するピストン部材32の摺動操作に際しては、例えば次のような構成が用いられる。
すなわち、連結部37において、操作ロッド35の一端部が回転可能に支持されるとともに、操作ロッド35の他端部が、クランク機構を有する軸部材(例えばエンジンを構成するクランクシャフト)に連結される構成である。かかる構成においては、前記軸部材の回転運動が、ピストン部材32の直線運動に変換される。また、操作ロッド35を介するピストン部材32の摺動操作に際しては、操作ロッド35が直線運動(上下運動)するように操作される構成であってもよい。
【0050】
このような構成により、ギャップセンサ31を所定の部位に保持するピストン部材32が、シリンダボア4に対して、ボア軸心方向(上下方向)に摺動可能に内装される。
そして、ピストン部材32のシリンダボア4に対する挿入、およびシリンダボア4に内装された状態のピストン部材32の摺動操作により、ギャップセンサ31がボア壁面5におけるボア軸心方向およびボア周方向についての所定の部位(特定部分)に対応する位置となるように、ピストン部材32が位置決めされる。
【0051】
具体的には、ピストン部材32が、その保持するギャップセンサ31がボア壁面5におけるボア周方向についての所定の部位に対応する位置(角度)となる状態で、シリンダボア4に挿入される。ここで、ピストン部材32のシリンダボア4に対する挿入方向は上下いずれからであってもよい。
シリンダボア4に挿入された状態のピストン部材32が、ギャップセンサ31がボア壁面5におけるボア軸心方向についての所定の部位に対応する位置となるように摺動操作される。これにより、ギャップセンサ31のボア軸心方向における位置が調整される。そして、ギャップセンサ31が、ボア壁面5におけるボア軸心方向およびボア周方向についての所定の部位に対応する位置となった状態で、ピストン部材32が操作ロッド35を介して位置決めされる。
【0052】
なお、ピストン部材32は、ボア周方向について回転可能に構成されてもよい。この場合、ピストン部材32は、例えば操作ロッド35を介して回転可能に構成される。かかる構成を採用することにより、シリンダボア4に内装された状態のピストン部材32についての回転操作が可能となる。これにより、ピストン部材32がシリンダボア4に内装された状態でのギャップセンサ31のボア周方向に対する位置の調整が可能となる。
【0053】
このような構成を備える本装置を用いたシリンダブロック1の加工方法について説明する。
シリンダブロック1の加工に際しては、ダミーヘッド20をシリンダブロック1に対して組み付ける。つまり、ダミーヘッド20の組付面21をヘッド取付面2の所定の部分に対して接触させた状態で、ボルト挿通孔23を介してボルト穴10にねじ込まれるヘッドボルト3の締結操作を行う。
【0054】
ダミーヘッド20の組付けにともなうヘッドボルト3の締結操作を行う前に、ギャップセンサ31を、ボア壁面5における所定の部位(特定部分)に対応するように位置させる。すなわち、前述したようにピストン部材32のシリンダボア4に対する挿入および摺動操作を行うことにより、ピストン部材32をシリンダボア4に対して所定の状態で位置決めすることで、ピストン部材32を介してギャップセンサ31の位置決めを行う。
【0055】
ギャップセンサ31をボア壁面5の所定の部位に対して位置決めした状態で、ヘッドボルト3の締結操作を行う。ヘッドボルト3の締結操作は、機械作業あるいは作業者による手作業により行う。このヘッドボルト3の締結操作を行うとともに、ダミーヘッド20の組付けに係るボア変形にともなうボア壁面変位量を、ギャップセンサ31を用いて計測する。
【0056】
そして、ギャップセンサ31により計測したボア壁面変位量が、所定の変位量となった時点で、シリンダボア4が狙いの歪形状になったとして、ヘッドボルト3の締結操作を終了する。このように、ボア壁面変位量についての所定の変位量を、ギャップセンサ31を用いて検出する。つまり、ボア壁面変位量について「所定の変位量」とは、シリンダボア4が狙いの歪形状となった状態でのボア壁面5の変位量であり、ギャップセンサ31により検出されるボア壁面変位量が、所定の変位量となった時点で、ヘッドボルト3の締結操作を終了する。
なお、ボア壁面変位量の計測に際しては、ギャップセンサ31をボア壁面5における所定の部位に対して位置決めした時点でのボア壁面5の位置をゼロ点とする。したがって、ボア壁面変位量とは、ダミーヘッド20の組付けにともなうヘッドボルト3の締結軸力がシリンダブロック1に作用していない状態からの、ボア壁面5の変位量となる。
【0057】
ボア壁面変位量についての所定の変位量の検出に際しては、例えば以下に示すような方法を用いることができる。
ギャップセンサ31がピストン部材32に対して複数設けられる場合、つまりボア壁面5における複数の部位についてボア壁面変位量を計測する場合には、次のような方法を用いる。
すなわち、ダミーヘッド20の組付けに係るボア変形にともなうボア壁面変位量が比較的大きい部位および比較的小さい部位それぞれについて、ボア壁面変位量を計測する。そして、各部位についてのボア壁面変位量の差を求め、このボア壁面変位量の差が所定の大きさになった状態を、ボア壁面変位量が所定の変位量となった状態として検出する。これは、前述したようにエンジンの実働時において有害なボア変形が規則性を有する変形であることに基づく。
【0058】
また、同じくギャップセンサ31がピストン部材32に対して複数設けられる場合の方法としては、ボア壁面変位量についての所定の変位量として、変位量の値について幅を有する変位量の所定の範囲(許容範囲)を予め設定する。そして、各ギャップセンサ31によって計測されるボア壁面変位量が、前記所定の範囲内となるようにヘッドボルト3の締結操作を行う。つまり、複数あるギャップセンサ31それぞれによって計測されるボア壁面変位量が、前記所定の範囲内となるように、ヘッドボルト3の締結操作として各ヘッドボルト3の締付け具合の調節(締付け力の力加減)を行う。この場合、各ギャップセンサ31によって計測されるボア壁面変位量が、前記所定の範囲内となった状態を、ボア壁面変位量が所定の変位量となった状態として検出する。
なお、この場合、前述したようにエンジンの実働時において有害なボア変形が規則性を有する変形であることに基づき、各ギャップセンサ31によって検出するボア壁面5の部位に合わせて、前記所定の範囲を適宜異なるものとして設定してもよい。
【0059】
上述のような、ギャップセンサ31がピストン部材32に対して複数設けられる場合に用いる方法は、それぞれを単独で用いても、組み合わせて用いてもよい。
また、ピストン部材32に対して一つのギャップセンサ31が設けられる場合、つまりボア壁面5における一つの部位についてボア壁面変位量を計測する場合には、そのギャップセンサ31によって計測されるボア壁面変位量が、予め設定した変位量に達した状態や、前記のような所定の範囲内となった状態を、ボア壁面変位量が所定の変位量となった状態として検出する。
【0060】
以上に示すような方法・装置を用いて、ボア壁面変位量についての所定の変位量の検出を行う。そして、ボア壁面変位量についての所定の変位量を検出した時点で、ヘッドボルト3の締結操作を終了する。これにより、ダミーヘッド20のシリンダブロック1に対する組付けが完了する。つまりは、シリンダボア4に対して、ダミーヘッド20を組み付けることによるボア変形が付与された状態となる。この状態で、シリンダボア4に対する仕上げ加工として、前述したようなホーニング加工を行う。
【0061】
このように、ダミーヘッド20の組付けに係るボア変形(ボア壁面変位量)を管理しながら、ヘッドボルト3の締付け具合を調節し、ヘッドボルト3の締結操作を行うことにより、前述したように、シリンダブロック1の粗材の形状寸法の個体バラツキ等による影響を受けることなく、ダミーヘッド20を組み付けることでシリンダボア4に付与する歪形状(ボア変形の形状)を、安定して正確に狙いのものとすることができる。
そして、本実施形態においては、ボア壁面変位量の管理に際し、シリンダボア4についての狙いの歪形状に対応する所定の変位量を、ギャップセンサ31を用いて検出することで、ボア壁面変位量を直接的に移動距離として計測することが可能となり、ボア壁面変位量の計測に際して精度の高い計測を行うことができる。
【0062】
また、本実施形態においては、ボア軸心方向およびボア周方向についての所定の部位のボア壁面変位量を検出するギャップセンサ31について、ボア壁面5におけるボア周方向についての所定の部位に、シリンダボア4の円周形状におけるヘッドボルト3によるボルト締結部16に対応する位相の部位を含むことが好ましい。
【0063】
ここで、シリンダボア4の円周形状における「位相」とは、次のとおりである。すなわち、円柱状の孔部であるシリンダボア4は、その中心軸方向視で円周形状となる。このシリンダボア4の円周形状に対しては、中心軸の位置を中心とした円周上における角度が定まる。この角度(角度範囲)が、シリンダボア4の円周形状に対する「位相」となる。
したがって、シリンダボア4の円周形状におけるヘッドボルト3によるボルト締結部16に対応する位相とは、図4に示すように、シリンダボア4が円周形状となるその中心軸方向視において、中心軸の位置Cを中心とする円周上における角度について、中心(位置C)からボルト締結部16およびその近傍部分を含む方向の所定の角度範囲α1となる。本実施形態のように、ボルト締結部16がシリンダボア4の周囲において略等間隔で四個設けられる構成においては、前記のようなボルト締結部16に対応する位相(角度範囲α1)が、各シリンダボア4において四か所存在することとなる。そして、このようなボルト締結部16に対応する位相の部位が、ボア壁面5におけるギャップセンサ31による検出部位に含まれる。
以下では、シリンダボア4の円周形状に対してヘッドボルト3によるボルト締結部16に対応する位相を「ボルト位相」とする。
【0064】
本実施形態においては、ピストン部材32に対して四個設けられるギャップセンサ31が、ピストン部材32がシリンダボア4に対して位置決めされた状態で、それぞれボルト位相の部位に対応して位置するように設けられる。
すなわち、図4に示すように、ピストン部材32の外周面部34において、四個のギャップセンサ31が、周方向に対してボルト位相の部位に対応する角度間隔を隔てた状態で設けられる。そして、各ギャップセンサ31が、ボア壁面5におけるボルト位相の部位に対応する位置となる状態で、ピストン部材32がシリンダボア4に対して挿入される。
【0065】
このように、本装置においては、四個のギャップセンサ31が、ボルト位相の部位に対応するように、外周面部34に対して設けられている。つまり、ピストン部材32がシリンダボア4に対して位置決めされ、ピストン部材32がその外周面部34をシリンダボア4に挿入させた状態で、各ギャップセンサ31が、ボア壁面5におけるボア周方向についてボルト位相の部位に対して対向した状態となる。
なお、複数のギャップセンサ31がピストン部材32に対して設けられる構成において、複数のギャップセンサ31のうちの一部が、ボルト位相の部位に対応するように設けられてもよい。
【0066】
このように、ギャップセンサ31によってボア壁面変位量を計測する、ボア壁面5におけるボア周方向についての所定の部位に、ボルト位相の部位を含むことにより、ボア壁面変位量についての所定の変位量の検出に際して確実性を向上することができる。
すなわち、ボア壁面5におけるボルト位相の部位は、前述したようにエンジンの実働時において有害なボア変形が規則性を有する変形であることに基づき、ボア壁面変位量が比較的大きい部位であることがわかっている。このため、ギャップセンサ31によってボルト位相の部位についてボア壁面変位量を計測することにより、所定の変位量を確実に検出することができる。
【0067】
第二実施形態について、図5および図6を用いて説明する。図5は本発明の第二実施形態に係るシリンダブロック1の加工方法に用いる装置を示す側面一部断面図、図6は同じく平面一部断面拡大図である。なお、第一実施形態と共通する部分については、同一の符号を用いる等して適宜その説明を省略する。
【0068】
本実施形態では、ボア壁面変位量を、シリンダボア4の径方向断面の面積として計測する。つまり、ボア壁面変位量を、シリンダボア4に内装される他の部材(後記ピストン部材42)との関係により生じる隙間の大きさ(面積)として計測する。そして、シリンダボア4の径方向断面の面積が所定の値となった状態を、ボア壁面変位量が前述した所定の変位量となった状態として検出する。
すなわち、前述したようにエンジンの実働時において有害なボア変形は規則性を有する変形であるため(図7参照)、シリンダボア4の径方向断面の面積を、ボア壁面変位量として関連づけることができる。つまり、ダミーヘッド20の組付けに係るボア変形についての変形の過程は、前記のような規則性を有する変形に基づいて把握することがでるため、シリンダボア4の径方向断面の面積から、ボア壁面変位量を導くことができる。さらにいうと、シリンダボア4の径方向断面の面積が、ボア壁面5における所定の部位のボア壁面変位量に対応することとなる。
【0069】
そこで、本実施形態に係るシリンダブロック1の加工方法においては、図5に示すように、ボア壁面変位量についての所定の変位量を、シリンダボア4に挿入可能な円筒状の外周面部44を有するピストン部材42を、シリンダボア4に対して同心状態で挿入し、シリンダボア4に対してピストン部材42のボア軸心方向一側から流体圧を供給し、外周面部44とボア壁面5との間を介してピストン部材42のボア軸心方向他側に流出する流体の流量を計測することにより検出する。
つまり、次に説明するシリンダブロック1の加工方法では、シリンダボア4の径方向断面の面積を、ボア壁面5とピストン部材42との間において、ダミーヘッド20の組付けに係るボア変形によって生じる隙間を流れる流体の流量として計測する。そして、前記隙間を流れる流体の流量が所定の値となった状態を、ボア壁面変位量が前述した所定の変位量となった状態として検出する。
【0070】
本実施形態に係るシリンダブロックの加工方法に用いる装置(以下、本実施形態において「本装置」という。)の構成について、図5および図6を用いて説明する。
図5に示すように、本装置は、ダミーヘッド20の組付けに係るボア変形を部分的にボア壁面5との間の隙間とするためのピストン部材42と、このピストン部材42に外嵌される位置決めリング43と、同じくピストン部材42に外嵌されるシールリング45とを備える。
【0071】
ピストン部材42は、シリンダボア4に挿入可能な円筒状の外周面部44を有し、シリンダボア4に対して摺動可能に内装される。
ピストン部材42は、全体として円筒状の外形を有するように構成され、その円筒状の外周部が外周面部44となる。ピストン部材42の外径(外周面部44の直径)は、外周面部44がシリンダボア4に対して挿入可能となるように、シリンダボア4の内径(直径)に対して若干小さく設定される。具体的には、ピストン部材42の外径は、ピストン部材42がシリンダボア4内においてシリンダボア4に対して同心状態に位置決めされた状態(センタリングされた状態)で、外周面部44が、ダミーヘッド20の組付けに係るボア変形の妨げにならない程度の大きさに設定される。つまり、ピストン部材42がシリンダボア4に対してセンタリングされた状態で、外周面部44とボア壁面5との間に、少なくともダミーヘッド20の組付けに係るボア変形を許容する大きさのクリアランス(隙間)が生じた状態となる。
ピストン部材42のシリンダボア4に対する摺動は、第一実施形態におけるピストン部材32と同様にして、ピストン部材42の一端部に連結される操作ロッド35を介して行われる。
【0072】
位置決めリング43は、第一実施形態における位置決めリング33と同様の部材である。したがって、本実施形態では、位置決めリング43が、ピストン部材42をシリンダボア4に対して同心状態に位置決めするセンタリング手段として機能する。つまり、ピストン部材42は、位置決めリング43によりシリンダボア4に対してセンタリングされた状態で、シリンダボア4内を摺動する。
なお、位置決めリング43は、ピストン部材42の外周面部44に周設される外周溝42bに嵌合される。また、本実施形態では、位置決めリング43は、ピストン部材42に対して一か所に設けられる。
【0073】
シールリング45は、環状の部材であり、ピストン部材42の外周面部44に外嵌された状態で設けられる。シールリング45は、ピストン部材42の外周面部44に周設される外周溝42cに嵌合される。
ピストン部材42の外周面部44に外嵌された状態のシールリング45は、ピストン部材42がシリンダボア4に挿入された状態で、ボア壁面5に対して全周にわたって接触した状態となる。つまり、ピストン部材42は、位置決めリング43およびシールリング45を介してシリンダボア4に対して摺動可能に内装された状態となる。このようにピストン部材42の外周面部44とボア壁面5との間に、位置決めリング43およびシールリング45が介在する状態においては、外周面部44とボア壁面5との間の間隔が全周にわたって一定の状態となる。つまりは、円柱状の孔部であるシリンダボア4と円筒状のピストン部材42とが同心状態となる。
【0074】
シールリング45は、例えば硬質ゴムや金属等を素材として構成されることにより、位置決めリング43よりも高い剛性を有する。また、シールリング45は、ピストン部材42とボア壁面5との間に介装された状態で、ダミーヘッド20の組付けに係るボア変形に追従しない程度の剛性を有する。
シールリング45が有する剛性は、具体的には次のような作用をともなう程度となる。ダミーヘッド20の組付けに係るボア変形には、ボア壁面5が部分的にボア径方向外側に変位する変形がある。かかる変形に対し、シールリング45は、ボア壁面5の変位に追従することなく、ピストン部材42がシリンダボア4に挿入された状態(ダミーヘッド20の組付けにともなうヘッドボルト3の締結軸力がシリンダブロック1に作用していない状態)での外形形状である円周形状を保つ。つまり、シールリング45は、ボア壁面5の部分的なボア径方向外側への変位に追従できない弾性特性を有する。
【0075】
なお、シールリング45を構成する素材の選択は、シリンダボア4に対する仕上げ加工(ホーニング加工)前の状態でのシリンダボア4の真円度を損なわない観点から、シールリング45が有する剛性により、ピストン部材42のシリンダボア4に対する挿入がいわゆる金属同士等の圧入にならない程度となるように行われる。
【0076】
シールリング45が前記のような特性(剛性)を有することにより、次のような作用が得られる。
図6に、ダミーヘッド20の組付けに係るボア変形によってボア壁面5が部分的にボア径方向外側に変位した場合(図中、白抜き矢印参照)を示す。この場合、シールリング45はボア壁面5の変位に追従することなく、ボア壁面5がボア径方向外側に変位した部分において、シールリング45とボア壁面5との間に隙間46が形成される。なお、図6における隙間46は、実際にはシリンダボア4の大きさとの対比において極めて小さいものであるが、説明の便宜のため誇張して示してある。
【0077】
このように、シールリング45は、ピストン部材42の外周面部44とボア壁面5との間に介在することにより、ピストン部材42がシリンダボア4に挿入された状態からのボア壁面5の変位(具体的にはボア径方向外側の変位)を、ピストン部材42とボア壁面5との間の隙間として生じさせる。つまり、ピストン部材42は、シールリング45を介することにより、ダミーヘッド20の組付けに係るボア変形を、ボア壁面5との間の隙間とする。
すなわち、本実施形態においては、シールリング45が、ピストン部材42に外嵌され、外周面部44がシリンダボア4に挿入された状態で外周面部44とボア壁面5との間に介在するとともに、ヘッドボルト3の締結軸力の変化にともなうボア壁面5のボア径方向の変位に追従しない程度の剛性を有する隙間確保手段として機能する。
【0078】
なお、本実施形態では、センタリング手段としての位置決めリング43と、隙間確保手段としてのシールリング45とが別部材により構成されているが、これらは共通の部材により構成されてもよい。この場合、シールリング45が、隙間確保手段兼センタリング手段として用いられる。
【0079】
このような構成により、シールリング45を有するピストン部材42が、シリンダボア4に対して、ボア軸心方向(上下方向)に摺動可能に内装される。
そして、シリンダボア4に内装された状態のピストン部材42の摺動操作により、シールリング45がボア壁面5におけるボア軸心方向についての所定の部位に対応する位置となるように、ピストン部材42が位置決めされる。
【0080】
具体的には、シリンダボア4に挿入された状態のピストン部材42が、シールリング45がボア壁面5におけるボア軸心方向についての所定の部位に対応する位置となるように摺動操作される。これにより、シールリング45のボア軸心方向における位置が調整される。そして、シールリング45が、ボア壁面5におけるボア軸心方向についての所定の部位に対応する位置となった状態で、ピストン部材42が操作ロッド35を介して位置決めされる。
【0081】
また、本装置は、ダミーヘッド20の組付けに係るボア変形によるシリンダボア4の径方向断面の面積、つまり前述のようにボア変形にともなってシールリング45を介してピストン部材42の外周面部44とボア壁面5との間に生じる隙間46の大きさ(面積)を計測するための構成として、次のような構成を備える。
すなわち、本装置は、図5に示すように、ピストン部材42のボア軸心方向一側にてシリンダボア4に連通する流体圧室50を形成するための閉塞部材51と、流体圧室50に空気圧を供給するためのエアポンプ52と、外周面部44とボア壁面5との間(隙間46)を介してピストン部材42のボア軸心方向他側に流出する空気の流量を計測するための流量計53とを備える。
【0082】
流体圧室50は、ダミーヘッド20のヘッドボルト3によるシリンダブロック1に対する締結固定が行われる前の状態、つまりダミーヘッド20の組付面21がヘッド取付面2における所定の部分に接触するようにダミーヘッド20がセットされた状態において、閉塞部材51により形成される。
【0083】
閉塞部材51は、ダミーヘッド20の孔部22に対して、蓋状あるいは栓状の部材として構成される。閉塞部材51は、前記のとおりセットされた状態のダミーヘッド20において、シリンダボア4と連通した状態となる孔部22を閉塞する。これにより、ダミーヘッド20がセットされた状態のシリンダブロック1において、シリンダボア4におけるピストン部材42のボア軸心方向一側(上側)に略密閉空間となる流体圧室50が形成される。つまり、流体圧室50は、シリンダボア4内におけるピストン部材42の上側の空間と、このシリンダボア4に連通するダミーヘッド20の孔部22の内部空間とを含む空間が、閉塞部材51と、シールリング45(位置決めリング43)とにより塞がれることによって略密閉空間として形成される。
【0084】
エアポンプ52は、配管等により構成される供給路54を介して流体圧室50に対して接続される。エアポンプ52は、例えば大気を吸引すること等により空気を所定の圧力で吐出することにより、供給路54を介して流体圧室50に対して所定の空気圧を供給する。なお、流体圧室50とエアポンプ52との間(供給路54)には、開閉弁等が適宜設けられる。
このように、本実施形態においては、エアポンプ52が、流体圧室50に流体圧を供給する流体圧供給手段として機能する。なお、本実施形態では、流体圧室50に供給する流体圧として空気圧(流体として空気)が用いられているが、これに限定されるものではなく、他の流体(空気以外の気体や液体)が用いられてもよい。
【0085】
流量計53は、エアポンプ52により流体圧室50に対して所定の空気圧が供給された状態において、ダミーヘッド20の組付けにともなうボア変形によって生じる、ピストン部材42の外周面部44とボア壁面5との間の隙間46から流出する空気の流量(空気量)を計測する。
前記隙間46から流出する空気は、所定の経路を経て流量計53に導かれる。前記所定の経路は、ピストン部材42に形成される導出路55等により構成される。導出路55は、隙間46から流出する空気が、流体圧室50に対してピストン部材42の下流側(下側)に導かれるように形成される。具体的には、導出路55は、ピストン部材42とボア壁面5との間の空間であって、隙間46を介して空気が流出する空間(流体圧室50に対してシールリング45よりも下流側(下側)の空間)が、流体圧室50に対してピストン部材42の下流側(下側)の空間(凹部39)に対して開通するように形成される。
【0086】
導出路55を介してピストン部材42の下側に排出される空気は、捕集室56により集められる。捕集室56は、シリンダボア4におけるピストン部材42の流体圧室50側と反対側の開口部が、被覆部材57により覆われることにより略密閉空間として形成される。この捕集室56に対して、流量計53が排出路58を介して接続される。
このような構成により、隙間46から流出する空気は、導出路55を介して捕集室56に集められ、排出路58を介して流量計53に導かれる。
【0087】
このように、本実施形態においては、ピストン部材42に形成される導出路55と、ピストン部材42の下側において捕集室56を形成するための被覆部材57と、捕集室56と流量計53とを接続する排出路58とを含む構成が、隙間46から流出する空気を流量計53に導く流体捕集手段として構成される。
【0088】
なお、隙間46から流出する空気が流量計53に導かれるための構成は、隙間46から流出する空気が漏れなく流量計53に導かれる構成であれば、特に限定されるものではない。
隙間46から流出する空気が流量計53に導かれるための構成の他の例としては、次のようなものが考えられる。
【0089】
すなわち、位置決めリング43がピストン部材42の外周面部44とボア壁面5との間に対してシール性を有する構成の場合、ピストン部材42に形成される導出路55と流量計53とが配管等によって直接接続される構成であってもよい。つまりこの場合、外周面部44とボア壁面5との間から流出する空気が全て導出路55に流入することとなり、導出路55から排出される空気が直接流量計53に導かれる。また、同じく位置決めリング43がシール性を有する構成の場合、ピストン部材42の下側に形成される凹部39が他の部材によって塞がれることにより捕集空間が形成され、この捕集空間を介して空気が流量計53に導かれる構成であってもよい。
なお、位置決めリング43がシール性を有する構成の場合、位置決めリング43は、流体圧室50に対してシールリング45よりも下流側(下側)に設けられる。そして、前記導出路55は、その一端側が、位置決めリング43とシールリング45との間に開口するように形成されることとなる。
また、位置決めリング43が、外周面部44とボア壁面5との間に対してシール性を有しない場合、導出路55を省略することもできる。つまりこの場合、隙間46から流出する空気は、外周面部44とボア壁面5との間を介して捕集室56内に導かれることとなる。
【0090】
以上のように、本実施形態においては、流量計53が、外周面部44とボア壁面5との間(隙間46)を介してピストン部材42のボア軸心方向他側に流出する空気の流量を計測する計測手段として機能する。
【0091】
このような構成を備える本装置を用いたシリンダブロック1の加工方法について説明する。
シリンダブロック1の加工に際しては、ダミーヘッド20をシリンダブロック1に対して組み付ける。つまり、ダミーヘッド20の組付面21をヘッド取付面2の所定の部分に対して接触させた状態で、ボルト挿通孔23を介してボルト穴10にねじ込まれるヘッドボルト3の締結操作を行う。
【0092】
ダミーヘッド20の組付けにともなうヘッドボルト3の締結操作を行う前に、シールリング45を、ボア壁面5における所定の部位(特定部分)に対応するように位置させる。すなわち、前述したようにピストン部材42のシリンダボア4に対する摺動操作を行うことにより、ピストン部材42をシリンダボア4に対して所定の状態で位置決めすることで、シールリング45の位置決めを行う。
【0093】
シールリング45をボア壁面5の所定の部位に対して位置決めした状態で、ヘッドボルト3の締結操作を行う。このヘッドボルト3の締結操作を行うに際し、エアポンプ52によって流体圧室50に対して所定の空気圧を供給する。つまり、エアポンプ52により、流体圧室50内を所定の圧力の状態とする。そして、ヘッドボルト3の締結操作を行うとともに、ダミーヘッド20の組付けに係るボア変形によってシールリング45を介して外周面部44とボア壁面5との間に生じる隙間46から流出する空気の流量を、流量計53によって計測する。この流量計53によって計測する空気の流量を、ダミーヘッド20の組付けに係るボア変形にともなうボア壁面変位量として計測する。
【0094】
そして、流量計53により計測した空気の流量が、ボア壁面変位量についての所定の変位量に対応する流量となった時点で、シリンダボア4が狙いの歪形状になったとして、ヘッドボルト3の締結操作を終了する。このように、ボア壁面変位量についての所定の変位量を、流量計53を用いて検出する。つまり、ボア壁面変位量について「所定の変位量」とは、シリンダボア4が狙いの歪形状となった状態でのボア壁面5の変位量であり、流量計53により計測される空気の流量が、ボア壁面変位量についての所定の変位量に対応する流量となった時点で、ヘッドボルト3の締結操作を終了する。
なお、外周面部44とボア壁面5との間(隙間46)から流出する空気の流量の計測に際しては、シールリング45をボア壁面5における所定の部位に対して位置決めした時点(ダミーヘッド20の組付けにともなうヘッドボルト3の締結軸力がシリンダブロック1に作用していない状態)での空気の流量を基準とする。
【0095】
このように、本実施形態では、エンジンの実働時において有害なボア変形は規則性を有する変形であることに基づき、ダミーヘッド20の組付けに係るボア変形にともなうボア壁面変位量を、シリンダボア4内においてピストン部材42に外嵌されるシールリング45との関係により生じる隙間46の大きさ(面積)として計測する。そして、シリンダボア4の径方向断面の面積が所定の値となった状態を、ボア壁面変位量が前述した所定の変位量となった状態として検出する。
【0096】
また、本実施形態においては、ダミーヘッド20の組付けに係るボア変形にともなうボア壁面変位量を、流体圧室50内の圧力(流体圧)の変化量として計測することもできる。
すなわち、流体圧室50内が所定の圧力の状態から、ピストン部材42の外周面部44とボア壁面5との間に隙間46が生じると、流体圧室50内の圧力も変化する。また、隙間46の大きさ(面積)によって、流体圧室50内の圧力の変化量も変化する。したがって、隙間46の大きさ(面積)、つまりシリンダボア4の径方向断面の面積を、流体圧室50内の圧力の変化量として計測することができる。
【0097】
このように、本実施形態に係るシリンダブロック1の加工方法においては、ボア壁面変位量についての所定の変位量を、シリンダボア4に挿入可能な円筒状の外周面部44を有するピストン部材42を、シリンダボア4に対して同心状態で挿入し、シリンダボア4に対してピストン部材42のボア軸心方向一側から流体圧を供給し、前記流体圧の変化量を計測することにより検出することもできる。
【0098】
この場合の装置構成としては、図示は省略するが、流体圧室50に対して、開閉弁等を介して圧力タンクが接続されるとともに、流体圧室50内の圧力(圧力変化)を計測することができる計測器が接続される。
このような装置構成においては、前記圧力タンクが流体圧室50に流体圧を供給する流体圧供給手段として機能し、前記計測器が流体圧室50内の流体圧の変化量を計測する計測手段として機能する。
【0099】
以上に示すような方法・装置を用いて、ボア壁面変位量についての所定の変位量の検出を行う。そして、ボア壁面変位量についての所定の変位量を検出した時点で、ヘッドボルト3の締結操作を終了する。これにより、ダミーヘッド20のシリンダブロック1に対する組付けが完了する。つまりは、シリンダボア4に対して、ダミーヘッド20を組み付けることによるボア変形が付与された状態となる。この状態で、シリンダボア4に対する仕上げ加工として、前述したようなホーニング加工を行う。
【0100】
本実施形態においては、第一実施形態の場合と同様に、シリンダブロック1の粗材の形状寸法の個体バラツキ等による影響を受けることなく、ダミーヘッド20を組み付けることでシリンダボア4に付与する歪形状(ボア変形の形状)を、安定して正確に狙いのものとすることができる。
そして、本実施形態においては、ボア壁面変位量の管理に際し、シリンダボア4についての狙いの歪形状に対応する所定の変位量の検出を行うための構成が簡単となる。このため、設備コストが安価となるとともに、ボア壁面変位量の計測が容易となる。
【図面の簡単な説明】
【0101】
【図1】ダミーヘッドが組み付けられた状態のシリンダブロックを示す斜視図。
【図2】同じくシリンダボアに対する仕上げ加工を示す断面図。
【図3】本発明の第一実施形態に係るシリンダブロックの加工方法に用いる装置を示す側面一部断面図。
【図4】同じく平面一部断面図。
【図5】本発明の第二実施形態に係るシリンダブロックの加工方法に用いる装置を示す側面一部断面図。
【図6】同じく平面一部断面拡大図。
【図7】シリンダボアに対するボルト締結部の配置およびボア変形を示す模式図。
【符号の説明】
【0102】
1 シリンダブロック
2 ヘッド取付面(シリンダヘッド取付面)
3 ヘッドボルト(締結部材)
4 シリンダボア
5 ボア壁面
16 ボルト締結部(締結部)
20 ダミーヘッド(加工用治具)
31 ギャップセンサ
32 ピストン部材
33 位置決めリング(センタリング手段)
34 外周面部
42 ピストン部材
43 位置決めリング(センタリング手段)
44 外周面部
45 シールリング(隙間確保手段)
50 流体圧室
51 閉塞部材
52 エアポンプ(流体圧供給手段)
53 流量計(計測手段)
【特許請求の範囲】
【請求項1】
シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法であって、
前記加工用治具の前記シリンダヘッド取付面に対する組付けにともなう前記締結部材の締結操作を行うとともに、該締結操作による前記締結部材の締結軸力の変化にともなう、前記シリンダボアを形成するボア壁面の該シリンダボアの径方向の変位量を計測し、
計測した前記変位量が、所定の変位量となった時の前記締結部材の締結軸力を、前記所定の締結軸力とすることを特徴とするシリンダブロックの加工方法。
【請求項2】
前記所定の変位量を、
前記ボア壁面を測定対象面とし、該ボア壁面における前記シリンダボアの中心軸方向および周方向についての所定の部位の前記変位量を検出するギャップセンサを用いて検出することを特徴とする請求項1に記載のシリンダブロックの加工方法。
【請求項3】
前記ボア壁面における前記周方向についての所定の部位に、前記シリンダボアの円周形状における前記締結部材による締結部に対応する位相の部位を含むことを特徴とする請求項2に記載のシリンダブロックの加工方法。
【請求項4】
前記所定の変位量を、
前記シリンダボアに挿入可能な円筒状の外周面部を有するピストン部材を、前記シリンダボアに対して同心状態で挿入し、
前記シリンダボアに対して前記ピストン部材の前記シリンダボアの中心軸方向一側から流体圧を供給し、
前記外周面部と前記ボア壁面との間を介して前記ピストン部材の前記中心軸方向他側に流出する流体の流量の変化を計測することにより検出することを特徴とする請求項1に記載のシリンダブロックの加工方法。
【請求項5】
シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法に用いる装置であって、
前記シリンダボアを形成するボア壁面を測定対象面とし、該ボア壁面における前記シリンダボアの中心軸方向および周方向についての所定の部位の、前記締結部材の締結軸力の変化にともなう前記シリンダボアの径方向の変位量を検出するギャップセンサと、
前記シリンダボアに挿入可能な円筒状の外周面部を有し、前記シリンダボアに対して摺動可能に内装されるとともに、前記外周面部に前記ギャップセンサを保持するピストン部材と、
前記ピストン部材を前記シリンダボアに対して同心状態に位置決めするセンタリング手段と、
を備えることを特徴とするシリンダブロックの加工方法に用いる装置。
【請求項6】
前記ギャップセンサを、
前記シリンダボアの円周形状における前記締結部材による締結部に対応する位相の部位に対応するように、前記外周面部に対して設けたことを特徴とする請求項5に記載のシリンダブロックの加工方法に用いる装置。
【請求項7】
シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法に用いる装置であって、
前記シリンダボアに挿入可能な円筒状の外周面部を有し、前記シリンダボア内に摺動可能に内装されるピストン部材と、
前記ピストン部材を前記シリンダボアに対して同心状態に位置決めするセンタリング手段と、
前記ピストン部材に外嵌され、前記外周面部が前記シリンダボアに挿入された状態で該外周面部と前記シリンダボアを形成するボア壁面との間に介在するとともに、前記締結部材の締結軸力の変化にともなう前記ボア壁面の前記シリンダボアの径方向の変位に追従しない程度の剛性を有する隙間確保手段と、
前記ピストン部材の前記シリンダボアの中心軸方向一側にて該シリンダボアに連通する流体圧室を形成するための閉塞部材と、
前記流体圧室に流体圧を供給する流体圧供給手段と、
前記外周面部と前記ボア壁面との間を介して前記ピストン部材の前記中心軸方向他側に流出する流体の流量を計測する計測手段と、
を備えることを特徴とするシリンダブロックの加工方法に用いる装置。
【請求項1】
シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法であって、
前記加工用治具の前記シリンダヘッド取付面に対する組付けにともなう前記締結部材の締結操作を行うとともに、該締結操作による前記締結部材の締結軸力の変化にともなう、前記シリンダボアを形成するボア壁面の該シリンダボアの径方向の変位量を計測し、
計測した前記変位量が、所定の変位量となった時の前記締結部材の締結軸力を、前記所定の締結軸力とすることを特徴とするシリンダブロックの加工方法。
【請求項2】
前記所定の変位量を、
前記ボア壁面を測定対象面とし、該ボア壁面における前記シリンダボアの中心軸方向および周方向についての所定の部位の前記変位量を検出するギャップセンサを用いて検出することを特徴とする請求項1に記載のシリンダブロックの加工方法。
【請求項3】
前記ボア壁面における前記周方向についての所定の部位に、前記シリンダボアの円周形状における前記締結部材による締結部に対応する位相の部位を含むことを特徴とする請求項2に記載のシリンダブロックの加工方法。
【請求項4】
前記所定の変位量を、
前記シリンダボアに挿入可能な円筒状の外周面部を有するピストン部材を、前記シリンダボアに対して同心状態で挿入し、
前記シリンダボアに対して前記ピストン部材の前記シリンダボアの中心軸方向一側から流体圧を供給し、
前記外周面部と前記ボア壁面との間を介して前記ピストン部材の前記中心軸方向他側に流出する流体の流量の変化を計測することにより検出することを特徴とする請求項1に記載のシリンダブロックの加工方法。
【請求項5】
シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法に用いる装置であって、
前記シリンダボアを形成するボア壁面を測定対象面とし、該ボア壁面における前記シリンダボアの中心軸方向および周方向についての所定の部位の、前記締結部材の締結軸力の変化にともなう前記シリンダボアの径方向の変位量を検出するギャップセンサと、
前記シリンダボアに挿入可能な円筒状の外周面部を有し、前記シリンダボアに対して摺動可能に内装されるとともに、前記外周面部に前記ギャップセンサを保持するピストン部材と、
前記ピストン部材を前記シリンダボアに対して同心状態に位置決めするセンタリング手段と、
を備えることを特徴とするシリンダブロックの加工方法に用いる装置。
【請求項6】
前記ギャップセンサを、
前記シリンダボアの円周形状における前記締結部材による締結部に対応する位相の部位に対応するように、前記外周面部に対して設けたことを特徴とする請求項5に記載のシリンダブロックの加工方法に用いる装置。
【請求項7】
シリンダブロックが有するシリンダヘッド取付面に対して締結部材を用いて組み付けることで該シリンダヘッド取付面に開口する円柱状の孔部であるシリンダボアに対して変形を付与するための加工用治具を、前記シリンダヘッド取付面に対して所定の締結軸力で組み付けた状態で、前記シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法に用いる装置であって、
前記シリンダボアに挿入可能な円筒状の外周面部を有し、前記シリンダボア内に摺動可能に内装されるピストン部材と、
前記ピストン部材を前記シリンダボアに対して同心状態に位置決めするセンタリング手段と、
前記ピストン部材に外嵌され、前記外周面部が前記シリンダボアに挿入された状態で該外周面部と前記シリンダボアを形成するボア壁面との間に介在するとともに、前記締結部材の締結軸力の変化にともなう前記ボア壁面の前記シリンダボアの径方向の変位に追従しない程度の剛性を有する隙間確保手段と、
前記ピストン部材の前記シリンダボアの中心軸方向一側にて該シリンダボアに連通する流体圧室を形成するための閉塞部材と、
前記流体圧室に流体圧を供給する流体圧供給手段と、
前記外周面部と前記ボア壁面との間を介して前記ピストン部材の前記中心軸方向他側に流出する流体の流量を計測する計測手段と、
を備えることを特徴とするシリンダブロックの加工方法に用いる装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−223503(P2008−223503A)
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2007−59239(P2007−59239)
【出願日】平成19年3月8日(2007.3.8)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願日】平成19年3月8日(2007.3.8)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]