
シリンダ型塗料注入機
【課題】熱硬化性塗料の注入を繰り返し行った場合でもウェアリング及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生せず、金型内被覆形成方法において実用的な注入速度で長期間熱硬化性塗料の注入を行うことができるシリンダ型塗料注入機を提供すること。
【解決手段】シリンダ、シリンダの内部に組み込まれたピストン、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間を有し、該ピストンの外周面にはウェアリング又はシールが備えられている、金型内被覆形成方法における熱硬化性塗料の供給源として使用されるシリンダ型塗料注入機であって、該ウェアリング又はシールの外周面とシリンダ内面の摩擦抵抗を低減する手段が施されている、シリンダ型塗料注入機。
【解決手段】シリンダ、シリンダの内部に組み込まれたピストン、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間を有し、該ピストンの外周面にはウェアリング又はシールが備えられている、金型内被覆形成方法における熱硬化性塗料の供給源として使用されるシリンダ型塗料注入機であって、該ウェアリング又はシールの外周面とシリンダ内面の摩擦抵抗を低減する手段が施されている、シリンダ型塗料注入機。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金型内被覆成形方法に用いる塗料注入機に関し、特に、金型内被覆成形方法に用いるシリンダ型塗料注入機に関する。
【背景技術】
【0002】
金型内被覆成形方法は、金型内で熱可塑性樹脂の成形品を成形した後、該樹脂の成形品と金型のキャビティ面との間に熱硬化性の塗料を注入して、金型内で硬化させることにより、樹脂成形品の表面を塗料により被覆して装飾する方法である。
【0003】
金型内被覆成形方法は、熱可塑性樹脂の成形と被覆を同一の金型内で行うため、工程の省略化によるコストダウンが可能であると同時に、揮発する溶剤がほとんどないので環境に優しい成形方法と言える。また、浮遊している塵が、成形中に硬化する以前の塗膜に付着して不良になる等という問題もないため、高い品質の製品を得ることができる。
【0004】
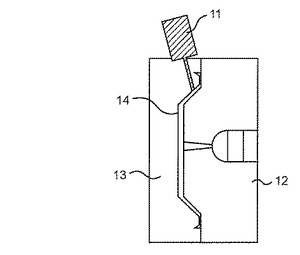
図1は金型内被覆成形方法を行うのに好ましい金型の構造を示す模式図である。この金型は、上部に塗料注入機11を備えている。特許文献1には、樹脂成形品を成形後に金型12、13を所定間隔ほど開いて、塗料注入機11により金型キャビティ14内に所定量の塗料を注入し、塗料を樹脂成形品の全表面に流動させて被覆、密着させる金型内被覆成形方法が記載されている。
【0005】
外観に対して高い品質が要求される自動車用の部品、例えば、バンパー、ドア、ドアミラーカバー、フェンダー等多くの部品の塗装は高機能高品質の薄膜塗装が要求され、微量の塗料を高い精度で安定供給することが重要である。そのため、塗料注入機には容積形ポンプによる定量吐出構造が採用され、UV塗料や反応形多液塗料においては内部で固着する可能性があるために、構造が単純なシリンダ型塗料注入機が通常使用されている。
【0006】
シリンダ型塗料注入機は、例えば、特許文献2に記載されているシリンダポンプの構成によるもので、シリンダ内で往復駆動されるピストンによりストロークに応じた容積の塗料の注入を可能とするものである。ピストンはサーボモータの駆動により制御され正確な注入が行われる。
【0007】
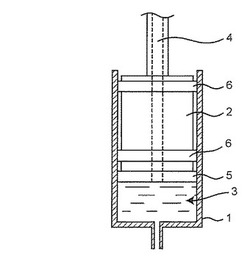
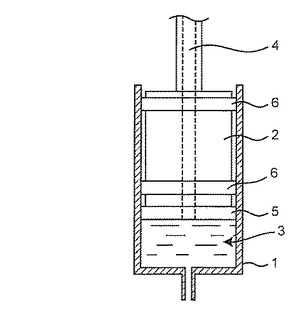
図2はシリンダ型塗料注入機の構造を示す一部断面図である。シリンダ型注入機はシリンダ1、シリンダの内部に組み込まれたピストン2、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間3を有する。ピストン2は内部を貫通する塗料用流路4を有し、これを通じて、ピストン2の前方に形成されるシリンダ空間3の内部に塗料が充填される。
【0008】
シリンダ空間の気密性を確保するためにピストン前方の外周面にはシール5が備えられており、また、ピストン部等摺動面の焼付き・カジリによる損傷を防止してシリンダの作動を円滑にするために、ピストンの外周面にはウェアリング6が備えられている。
【0009】
シリンダ型塗料注入機のシリンダ及びピストンは、耐摩耗性及び耐久性を考慮して硬質な金属から構成される。シールおよびウェアリングは良好な耐摩耗性を実現するために樹脂を主体とする複合材料から構成される。
【0010】
しかし、注入する塗料が熱硬化性である場合、シリンダ型塗料注入機を用いて注入を繰り返し行うと、摺動部であるウェアリング又はシールの外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生し、摺動抵抗が増大して、塗料の注入が阻害されるという問題が明らかになった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2001−38737
【特許文献2】特開2002−159907
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は上記従来の問題を解決するものであり、その目的とするところは、熱硬化性塗料の注入を繰り返し行った場合でもウェアリング又はシールの外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生せず、金型内被覆形成方法において実用的な注入速度で長期間熱硬化性塗料の注入を行うことができるシリンダ型塗料注入機を提供することにある。
【0013】
固体同士が摩擦する場合、実際に接触することになるのは表面に多数存在する微小な凸部同士である。微小な凸部同士が摩擦衝突すると、見かけの接触面積に比べて真実接触面積は数十〜数千分の一と非常に小さく、局部的に高圧がかかり、高温が発生する。微小な凸部同士が摩擦衝突した直後に発生する高温は一般に閃光温度と呼ばれている。
【0014】
ピストンに備えられたウェアリング又はシールがシリンダ内で摺動する際にもこれらの外周面とシリンダ内周面の摩擦によって閃光温度が発生する。この閃光温度がシリンダ空間から摺動部に入り込んだ熱硬化性塗料に作用すると、例えばラジカルのような活性種が発生する。
【0015】
特に、シリンダ内周面の金属は硬質であり、変形又は摩耗し難い為に、摺動するたびに閃光温度及び活性種が発生する。摺動に金属表面が関与し、熱硬化性塗料を反応させる活性種の発生頻度が高いことが、ウェアリング又はシールの外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生する原因と考えられる。
【課題を解決するための手段】
【0016】
本発明は、シリンダ、シリンダの内部に組み込まれたピストン、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間を有し、該ピストンの外周面にはウェアリング又はシールが備えられている、金型内被覆形成方法における熱硬化性塗料の供給源として使用されるシリンダ型塗料注入機であって、
該ウェアリング又はシールの外周面とシリンダ内周面の摩擦抵抗を低減する手段が施されている、シリンダ型塗料注入機を提供する。
【0017】
ある一形態においては、前記摩擦抵抗を低減する手段として、前記ウェアリング又はシールの外周面が接するシリンダ内周面が樹脂を主体とする材料から構成されている。
【0018】
ある一形態においては、前記樹脂は摩擦係数が0.5以下である。
【0019】
ある一形態においては、前記樹脂がポリテトラフルオロエチレンを含むものである。
【0020】
ある一形態においては、前記ウェアリング又はシールの外周面が、摩擦係数0.5以下の樹脂を主体とする材料から構成されている。
【0021】
ある一形態においては、前記樹脂がポリテトラフルオロエチレンを含むものである。
【0022】
ある一形態においては、前記摩擦抵抗を軽減する手段として、ウェアリング又はシールに潤滑剤又はグリスが含浸されている。
【0023】
ある一形態においては、前記熱硬化性塗料がラジカル重合性である。
【発明の効果】
【0024】
本発明のシリンダ型塗料注入機は、熱硬化性塗料の注入を繰り返し行った場合でもウェアリング又はシールの外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生せず、金型内被覆形成方法において実用的な注入速度で長期間熱硬化性塗料の注入を行うことができる。
【図面の簡単な説明】
【0025】
【図1】金型内被覆成形方法を行うのに好ましい金型の構造を示す模式図である。
【図2】シリンダ型塗料注入機の構造を示す一部断面図である。
【発明を実施するための形態】
【0026】
本発明のシリンダ型塗料注入機は、ピストンのウェアリング又はシールの外周面とシリンダ内周面の摩擦抵抗を低減する手段として、ウェアリング外周面が接するシリンダ内周面を樹脂を主体とする材料によって構成する。文言「樹脂を主体とする材料」の意味には、例えば、樹脂のみからなる材料、添加剤を含有する樹脂からなる材料、充填剤を含有する樹脂からなる複合材料等が含まれる。
【0027】
シリンダ内周面が樹脂を主体とする材料から構成されていれば、弾性変形により、シリンダ内周面のウェアリング外周面に対する真実接触面積が増大するため、閃光温度自体が低下し、また閃光温度の発生頻度も低下する。その結果、ウェアリングがシリンダ内で摺動する際に熱硬化性塗料を反応させる活性種の発生頻度が低くなり、ウェアリング外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物の発生が防止される。
【0028】
シリンダ内周面に含まれる樹脂は、摺動材料として知られている樹脂であれば特に限定されない。例えば、耐熱性及び強靭性が高いエンジニアリングプラスチック及びスーパーエンジニアリングプラスチック等が好ましい。
【0029】
プラスチックの摺動性については、摩擦係数(静止摩擦係数)が低いことが好ましい。例えば、プラスチックの摩擦係数は、0.5以下、好ましくは0.01〜0.20、より好ましくは0.01〜0.10であればよい。
【0030】
耐熱性及び強靭性が高く、摺動性が良好であり、本発明に用いるのに好適なプラスチックとしては、ポリテトラフルオロエチレン(PTFE)、パーフルオロエチレンプロペンコポリマー(FEP)、パーフルオロアルコキシアルカン(PFA)、テトラフルオロエチレン−パーフルオロジオキソールコポリマー(TFE/PDD)、エチレン・テトラフルオロエチレンポリマー(ETFE)、ポリフッ化ビニリデン(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、エチレン−クロロトリフルオロエチレンコポリマー(ECTFE)、ポリフッ化ビニル(PVF)、ポリアミド(PA)、ポリアセタール(POM)、ポリエチレン(PE)ポリプロピレン(PP)、ポリ塩化ビニル(PVC)、ポリカーボネート(PC)、ポリスチレン(PS)、アクリロニトリルブタジエンスチレン(ABS)、ウレタン樹脂(PU)、エポキシ樹脂、フェノール樹脂、メラミン樹脂、不飽和ポリエステル、ユリア樹脂、アクリル樹脂などが挙げられる。
【0031】
本発明に用いるのに特に好ましいプラスチックは、全芳香族ポリエステル含有PTFE(住友化学社製「S300」等である。
【0032】
これらの樹脂は、ウェアリング外周面が接するシリンダの内壁に相当する形状に成形して使用される。一般に、シリンダの内壁に相当する形状は、ウェアリングの外径に相当する寸法の内径を有する円筒である。円筒の長さは、例えば、ウェアリング外周面が接した状態で摺動する長さ、即ち、ピストンのストローク長を下限として、上限はシリンダの内壁の長さである。
【0033】
樹脂製の円筒は、内径が一回り大きい金属製の円筒の内部に挿入して、シリンダ型塗料注入機のシリンダを構成してよい。この場合は、シリンダ型塗料注入機の金属製シリンダの内壁に相当する部分のみが樹脂から構成される。他の実施形態として、樹脂をシリンダの形状に成形して、シリンダ全体を樹脂から構成してもよい。
【0034】
ウェアリング外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物の発生を防止する観点からは、シリンダの内壁に相当する部材は樹脂のみから構成することが好ましい。しかし、本発明の目的を阻害しない限り、この樹脂に充填材を含有させて複合材料としてもよい。シリンダの内壁に相当する部材を複合材料から構成した場合、当該部材の耐摩耗性が向上する。充填剤の種類としては、グラファイト、ガラス及びカーボン等が挙げられる。
【0035】
本発明の好ましい実施形態では、シリンダ内周面に接するウェアリング外周面を摺動性に優れた樹脂から構成する。ウェアリング外周面を構成するのに好ましい樹脂は、既に説明した、シリンダ内周面を構成するのに好ましい樹脂又はプラスチックである。
【0036】
これらの樹脂は、ウェアリングの形状に成形して使用される。ウェアリング外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物の発生を防止する観点からは、ウェアリングは樹脂のみから構成することが好ましい。しかし、本発明の目的を阻害しない限り、この樹脂に充填材を含有させて複合材料としてもよい。ウェアリングを複合材料から構成した場合、ウェアリングの耐摩耗性が向上する。複合材料の形成に使用しうる充填剤の種類及び量は、シリンダの内壁に相当する部材と同様である。
【0037】
他の実施形態では、本発明のシリンダ型塗料注入機は、ピストンのウェアリング又はシールの外周面とシリンダ内周面の摩擦抵抗を低減する手段として、ウェアリング又はシールに潤滑剤又はグリスを含浸させる。
【0038】
ウェアリング又はシールに含浸させる潤滑剤又はグリスは、シリンダ型塗料注入機から金型内に注入する塗料と相溶性のよいものを使用する。そのことにより、たとえ塗料中に潤滑剤又はグリスが染み出したとしても成形品に悪影響を与えることが防止される。
【0039】
ウェアリング又はシールに潤滑剤又はグリスを含浸させる方法としては、特に限定されないが、常温又は加熱下で長時間潤滑剤又はグリスにウェアリング材又はシール材を浸漬すればよい。
【0040】
本発明のシリンダ型塗料注入機から金型内に注入する塗料は熱硬化性塗料である。中でも、ラジカル重合機構によって硬化する反応形多液塗料はウェアリング外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生し易く、本発明のシリンダ型注入機を用いて注入するのに適している。
【符号の説明】
【0041】
1…シリンダ、
2…ピストン、
3…シリンダ空間、
4…塗料用流路、
5…シール、
6…ウェアリング。
【技術分野】
【0001】
本発明は、金型内被覆成形方法に用いる塗料注入機に関し、特に、金型内被覆成形方法に用いるシリンダ型塗料注入機に関する。
【背景技術】
【0002】
金型内被覆成形方法は、金型内で熱可塑性樹脂の成形品を成形した後、該樹脂の成形品と金型のキャビティ面との間に熱硬化性の塗料を注入して、金型内で硬化させることにより、樹脂成形品の表面を塗料により被覆して装飾する方法である。
【0003】
金型内被覆成形方法は、熱可塑性樹脂の成形と被覆を同一の金型内で行うため、工程の省略化によるコストダウンが可能であると同時に、揮発する溶剤がほとんどないので環境に優しい成形方法と言える。また、浮遊している塵が、成形中に硬化する以前の塗膜に付着して不良になる等という問題もないため、高い品質の製品を得ることができる。
【0004】
図1は金型内被覆成形方法を行うのに好ましい金型の構造を示す模式図である。この金型は、上部に塗料注入機11を備えている。特許文献1には、樹脂成形品を成形後に金型12、13を所定間隔ほど開いて、塗料注入機11により金型キャビティ14内に所定量の塗料を注入し、塗料を樹脂成形品の全表面に流動させて被覆、密着させる金型内被覆成形方法が記載されている。
【0005】
外観に対して高い品質が要求される自動車用の部品、例えば、バンパー、ドア、ドアミラーカバー、フェンダー等多くの部品の塗装は高機能高品質の薄膜塗装が要求され、微量の塗料を高い精度で安定供給することが重要である。そのため、塗料注入機には容積形ポンプによる定量吐出構造が採用され、UV塗料や反応形多液塗料においては内部で固着する可能性があるために、構造が単純なシリンダ型塗料注入機が通常使用されている。
【0006】
シリンダ型塗料注入機は、例えば、特許文献2に記載されているシリンダポンプの構成によるもので、シリンダ内で往復駆動されるピストンによりストロークに応じた容積の塗料の注入を可能とするものである。ピストンはサーボモータの駆動により制御され正確な注入が行われる。
【0007】
図2はシリンダ型塗料注入機の構造を示す一部断面図である。シリンダ型注入機はシリンダ1、シリンダの内部に組み込まれたピストン2、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間3を有する。ピストン2は内部を貫通する塗料用流路4を有し、これを通じて、ピストン2の前方に形成されるシリンダ空間3の内部に塗料が充填される。
【0008】
シリンダ空間の気密性を確保するためにピストン前方の外周面にはシール5が備えられており、また、ピストン部等摺動面の焼付き・カジリによる損傷を防止してシリンダの作動を円滑にするために、ピストンの外周面にはウェアリング6が備えられている。
【0009】
シリンダ型塗料注入機のシリンダ及びピストンは、耐摩耗性及び耐久性を考慮して硬質な金属から構成される。シールおよびウェアリングは良好な耐摩耗性を実現するために樹脂を主体とする複合材料から構成される。
【0010】
しかし、注入する塗料が熱硬化性である場合、シリンダ型塗料注入機を用いて注入を繰り返し行うと、摺動部であるウェアリング又はシールの外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生し、摺動抵抗が増大して、塗料の注入が阻害されるという問題が明らかになった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2001−38737
【特許文献2】特開2002−159907
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は上記従来の問題を解決するものであり、その目的とするところは、熱硬化性塗料の注入を繰り返し行った場合でもウェアリング又はシールの外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生せず、金型内被覆形成方法において実用的な注入速度で長期間熱硬化性塗料の注入を行うことができるシリンダ型塗料注入機を提供することにある。
【0013】
固体同士が摩擦する場合、実際に接触することになるのは表面に多数存在する微小な凸部同士である。微小な凸部同士が摩擦衝突すると、見かけの接触面積に比べて真実接触面積は数十〜数千分の一と非常に小さく、局部的に高圧がかかり、高温が発生する。微小な凸部同士が摩擦衝突した直後に発生する高温は一般に閃光温度と呼ばれている。
【0014】
ピストンに備えられたウェアリング又はシールがシリンダ内で摺動する際にもこれらの外周面とシリンダ内周面の摩擦によって閃光温度が発生する。この閃光温度がシリンダ空間から摺動部に入り込んだ熱硬化性塗料に作用すると、例えばラジカルのような活性種が発生する。
【0015】
特に、シリンダ内周面の金属は硬質であり、変形又は摩耗し難い為に、摺動するたびに閃光温度及び活性種が発生する。摺動に金属表面が関与し、熱硬化性塗料を反応させる活性種の発生頻度が高いことが、ウェアリング又はシールの外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生する原因と考えられる。
【課題を解決するための手段】
【0016】
本発明は、シリンダ、シリンダの内部に組み込まれたピストン、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間を有し、該ピストンの外周面にはウェアリング又はシールが備えられている、金型内被覆形成方法における熱硬化性塗料の供給源として使用されるシリンダ型塗料注入機であって、
該ウェアリング又はシールの外周面とシリンダ内周面の摩擦抵抗を低減する手段が施されている、シリンダ型塗料注入機を提供する。
【0017】
ある一形態においては、前記摩擦抵抗を低減する手段として、前記ウェアリング又はシールの外周面が接するシリンダ内周面が樹脂を主体とする材料から構成されている。
【0018】
ある一形態においては、前記樹脂は摩擦係数が0.5以下である。
【0019】
ある一形態においては、前記樹脂がポリテトラフルオロエチレンを含むものである。
【0020】
ある一形態においては、前記ウェアリング又はシールの外周面が、摩擦係数0.5以下の樹脂を主体とする材料から構成されている。
【0021】
ある一形態においては、前記樹脂がポリテトラフルオロエチレンを含むものである。
【0022】
ある一形態においては、前記摩擦抵抗を軽減する手段として、ウェアリング又はシールに潤滑剤又はグリスが含浸されている。
【0023】
ある一形態においては、前記熱硬化性塗料がラジカル重合性である。
【発明の効果】
【0024】
本発明のシリンダ型塗料注入機は、熱硬化性塗料の注入を繰り返し行った場合でもウェアリング又はシールの外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生せず、金型内被覆形成方法において実用的な注入速度で長期間熱硬化性塗料の注入を行うことができる。
【図面の簡単な説明】
【0025】
【図1】金型内被覆成形方法を行うのに好ましい金型の構造を示す模式図である。
【図2】シリンダ型塗料注入機の構造を示す一部断面図である。
【発明を実施するための形態】
【0026】
本発明のシリンダ型塗料注入機は、ピストンのウェアリング又はシールの外周面とシリンダ内周面の摩擦抵抗を低減する手段として、ウェアリング外周面が接するシリンダ内周面を樹脂を主体とする材料によって構成する。文言「樹脂を主体とする材料」の意味には、例えば、樹脂のみからなる材料、添加剤を含有する樹脂からなる材料、充填剤を含有する樹脂からなる複合材料等が含まれる。
【0027】
シリンダ内周面が樹脂を主体とする材料から構成されていれば、弾性変形により、シリンダ内周面のウェアリング外周面に対する真実接触面積が増大するため、閃光温度自体が低下し、また閃光温度の発生頻度も低下する。その結果、ウェアリングがシリンダ内で摺動する際に熱硬化性塗料を反応させる活性種の発生頻度が低くなり、ウェアリング外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物の発生が防止される。
【0028】
シリンダ内周面に含まれる樹脂は、摺動材料として知られている樹脂であれば特に限定されない。例えば、耐熱性及び強靭性が高いエンジニアリングプラスチック及びスーパーエンジニアリングプラスチック等が好ましい。
【0029】
プラスチックの摺動性については、摩擦係数(静止摩擦係数)が低いことが好ましい。例えば、プラスチックの摩擦係数は、0.5以下、好ましくは0.01〜0.20、より好ましくは0.01〜0.10であればよい。
【0030】
耐熱性及び強靭性が高く、摺動性が良好であり、本発明に用いるのに好適なプラスチックとしては、ポリテトラフルオロエチレン(PTFE)、パーフルオロエチレンプロペンコポリマー(FEP)、パーフルオロアルコキシアルカン(PFA)、テトラフルオロエチレン−パーフルオロジオキソールコポリマー(TFE/PDD)、エチレン・テトラフルオロエチレンポリマー(ETFE)、ポリフッ化ビニリデン(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、エチレン−クロロトリフルオロエチレンコポリマー(ECTFE)、ポリフッ化ビニル(PVF)、ポリアミド(PA)、ポリアセタール(POM)、ポリエチレン(PE)ポリプロピレン(PP)、ポリ塩化ビニル(PVC)、ポリカーボネート(PC)、ポリスチレン(PS)、アクリロニトリルブタジエンスチレン(ABS)、ウレタン樹脂(PU)、エポキシ樹脂、フェノール樹脂、メラミン樹脂、不飽和ポリエステル、ユリア樹脂、アクリル樹脂などが挙げられる。
【0031】
本発明に用いるのに特に好ましいプラスチックは、全芳香族ポリエステル含有PTFE(住友化学社製「S300」等である。
【0032】
これらの樹脂は、ウェアリング外周面が接するシリンダの内壁に相当する形状に成形して使用される。一般に、シリンダの内壁に相当する形状は、ウェアリングの外径に相当する寸法の内径を有する円筒である。円筒の長さは、例えば、ウェアリング外周面が接した状態で摺動する長さ、即ち、ピストンのストローク長を下限として、上限はシリンダの内壁の長さである。
【0033】
樹脂製の円筒は、内径が一回り大きい金属製の円筒の内部に挿入して、シリンダ型塗料注入機のシリンダを構成してよい。この場合は、シリンダ型塗料注入機の金属製シリンダの内壁に相当する部分のみが樹脂から構成される。他の実施形態として、樹脂をシリンダの形状に成形して、シリンダ全体を樹脂から構成してもよい。
【0034】
ウェアリング外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物の発生を防止する観点からは、シリンダの内壁に相当する部材は樹脂のみから構成することが好ましい。しかし、本発明の目的を阻害しない限り、この樹脂に充填材を含有させて複合材料としてもよい。シリンダの内壁に相当する部材を複合材料から構成した場合、当該部材の耐摩耗性が向上する。充填剤の種類としては、グラファイト、ガラス及びカーボン等が挙げられる。
【0035】
本発明の好ましい実施形態では、シリンダ内周面に接するウェアリング外周面を摺動性に優れた樹脂から構成する。ウェアリング外周面を構成するのに好ましい樹脂は、既に説明した、シリンダ内周面を構成するのに好ましい樹脂又はプラスチックである。
【0036】
これらの樹脂は、ウェアリングの形状に成形して使用される。ウェアリング外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物の発生を防止する観点からは、ウェアリングは樹脂のみから構成することが好ましい。しかし、本発明の目的を阻害しない限り、この樹脂に充填材を含有させて複合材料としてもよい。ウェアリングを複合材料から構成した場合、ウェアリングの耐摩耗性が向上する。複合材料の形成に使用しうる充填剤の種類及び量は、シリンダの内壁に相当する部材と同様である。
【0037】
他の実施形態では、本発明のシリンダ型塗料注入機は、ピストンのウェアリング又はシールの外周面とシリンダ内周面の摩擦抵抗を低減する手段として、ウェアリング又はシールに潤滑剤又はグリスを含浸させる。
【0038】
ウェアリング又はシールに含浸させる潤滑剤又はグリスは、シリンダ型塗料注入機から金型内に注入する塗料と相溶性のよいものを使用する。そのことにより、たとえ塗料中に潤滑剤又はグリスが染み出したとしても成形品に悪影響を与えることが防止される。
【0039】
ウェアリング又はシールに潤滑剤又はグリスを含浸させる方法としては、特に限定されないが、常温又は加熱下で長時間潤滑剤又はグリスにウェアリング材又はシール材を浸漬すればよい。
【0040】
本発明のシリンダ型塗料注入機から金型内に注入する塗料は熱硬化性塗料である。中でも、ラジカル重合機構によって硬化する反応形多液塗料はウェアリング外周面及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生し易く、本発明のシリンダ型注入機を用いて注入するのに適している。
【符号の説明】
【0041】
1…シリンダ、
2…ピストン、
3…シリンダ空間、
4…塗料用流路、
5…シール、
6…ウェアリング。
【特許請求の範囲】
【請求項1】
シリンダ、シリンダの内部に組み込まれたピストン、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間を有し、該ピストンの外周面にはウェアリング又はシールが備えられている、金型内被覆形成方法における熱硬化性塗料の供給源として使用されるシリンダ型塗料注入機であって、
該ウェアリング又はシールの外周面とシリンダ内周面の摩擦抵抗を低減する手段が施されている、シリンダ型塗料注入機。
【請求項2】
前記摩擦抵抗を低減する手段として、前記ウェアリング又はシールの外周面が接するシリンダ内周面が樹脂を主体とする材料から構成されている請求項1記載のシリンダ型塗料注入機。
【請求項3】
前記樹脂は摩擦係数が0.5以下である請求項2記載のシリンダ型塗料注入機。
【請求項4】
前記樹脂がポリテトラフルオロエチレンを含むものである請求項2又は3記載のシリンダ型塗料注入機。
【請求項5】
前記ウェアリング又はシールの外周面が、摩擦係数0.5以下の樹脂を主体とする材料から構成されている請求項2〜4のいずれか記載のシリンダ型塗料注入機。
【請求項6】
前記樹脂がポリテトラフルオロエチレンを含むものである請求項5記載のシリンダ型塗料注入機。
【請求項7】
前記摩擦抵抗を軽減する手段として、ウェアリング又はシールに潤滑剤又はグリスが含浸されている請求項1記載のシリンダ型塗料注入機。
【請求項8】
前記熱硬化性塗料がラジカル重合性である請求項1〜7のいずれか記載のシリンダ型塗料注入機。
【請求項1】
シリンダ、シリンダの内部に組み込まれたピストン、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間を有し、該ピストンの外周面にはウェアリング又はシールが備えられている、金型内被覆形成方法における熱硬化性塗料の供給源として使用されるシリンダ型塗料注入機であって、
該ウェアリング又はシールの外周面とシリンダ内周面の摩擦抵抗を低減する手段が施されている、シリンダ型塗料注入機。
【請求項2】
前記摩擦抵抗を低減する手段として、前記ウェアリング又はシールの外周面が接するシリンダ内周面が樹脂を主体とする材料から構成されている請求項1記載のシリンダ型塗料注入機。
【請求項3】
前記樹脂は摩擦係数が0.5以下である請求項2記載のシリンダ型塗料注入機。
【請求項4】
前記樹脂がポリテトラフルオロエチレンを含むものである請求項2又は3記載のシリンダ型塗料注入機。
【請求項5】
前記ウェアリング又はシールの外周面が、摩擦係数0.5以下の樹脂を主体とする材料から構成されている請求項2〜4のいずれか記載のシリンダ型塗料注入機。
【請求項6】
前記樹脂がポリテトラフルオロエチレンを含むものである請求項5記載のシリンダ型塗料注入機。
【請求項7】
前記摩擦抵抗を軽減する手段として、ウェアリング又はシールに潤滑剤又はグリスが含浸されている請求項1記載のシリンダ型塗料注入機。
【請求項8】
前記熱硬化性塗料がラジカル重合性である請求項1〜7のいずれか記載のシリンダ型塗料注入機。
【図1】


【図2】
【図2】
【公開番号】特開2012−193664(P2012−193664A)
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願番号】特願2011−58169(P2011−58169)
【出願日】平成23年3月16日(2011.3.16)
【出願人】(000231361)日本写真印刷株式会社 (477)
【Fターム(参考)】
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願日】平成23年3月16日(2011.3.16)
【出願人】(000231361)日本写真印刷株式会社 (477)
【Fターム(参考)】
[ Back to top ]