
シリンダ装置
【課題】良好な接合状態を維持可能なシリンダ装置の提供。
【解決手段】筒状のシリンダ11と、シリンダ11の端部側に配される端部部材12と、端部部材12の内周側に嵌合されたシリンダ11の外周側と端部部材12の一端とを溶接にて固定する溶接部13とを有し、シリンダ11の端部側に、周方向に、端部部材12の接触部60に接する当接部21と切欠部20とを交互に設け、切欠部20が、溶接部13と、シリンダ11または端部部材12の内周側空間部67とを連通する連通路69を形成する。
【解決手段】筒状のシリンダ11と、シリンダ11の端部側に配される端部部材12と、端部部材12の内周側に嵌合されたシリンダ11の外周側と端部部材12の一端とを溶接にて固定する溶接部13とを有し、シリンダ11の端部側に、周方向に、端部部材12の接触部60に接する当接部21と切欠部20とを交互に設け、切欠部20が、溶接部13と、シリンダ11または端部部材12の内周側空間部67とを連通する連通路69を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シリンダ装置に関する。
【背景技術】
【0002】
シリンダ装置には、筒状のシリンダに端部部材を溶接するものがある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−287752号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、溶接時に溶接部にブローホールを生じると、良好な接合状態を維持できない可能性がある。
【0005】
したがって、本発明は、良好な接合状態を維持可能なシリンダ装置の提供を目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明は、シリンダの端部側に、周方向に、端部部材の接触部に接する当接部と切欠部とを交互に設け、前記切欠部が、溶接部と、前記シリンダまたは前記端部部材の内周側空間部とを連通する連通路を形成する。
【発明の効果】
【0007】
本発明によれば、良好な接合状態を維持することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の一実施形態に係るシリンダ装置を示す側断面図である。
【図2】本発明の一実施形態に係るシリンダ装置のシリンダを示すもので、(a)は側断面図、(b)は下面図である。
【図3】本発明の一実施形態に係るシリンダ装置用の加締め工具を示すもので、(a)は平面図、(b)は側断面図である。
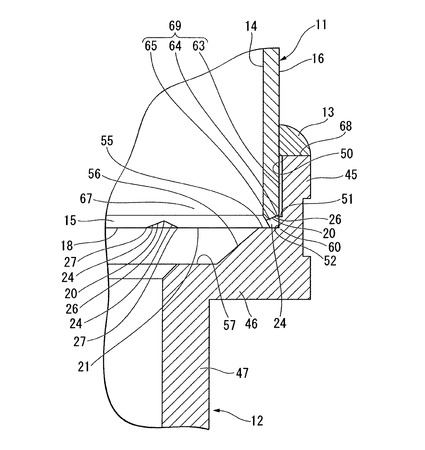
【図4】本発明の一実施形態に係るシリンダ装置の要部を示す部分拡大断面図である。
【発明を実施するための形態】
【0009】
本発明の一実施形態に係るシリンダ装置を図面を参照して以下に説明する。
【0010】
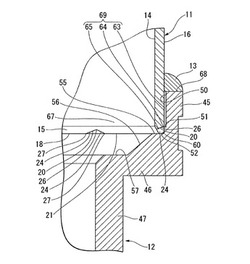
本実施形態に係るシリンダ装置は、例えば流体圧緩衝器であり、図1に示すように、筒状の金属製のシリンダ11と、シリンダ11の端部側に配される金属製のキャップ(端部部材)12と、これらを溶接する溶接部13とを有している。
【0011】
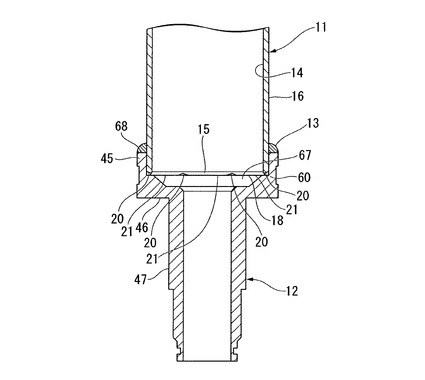
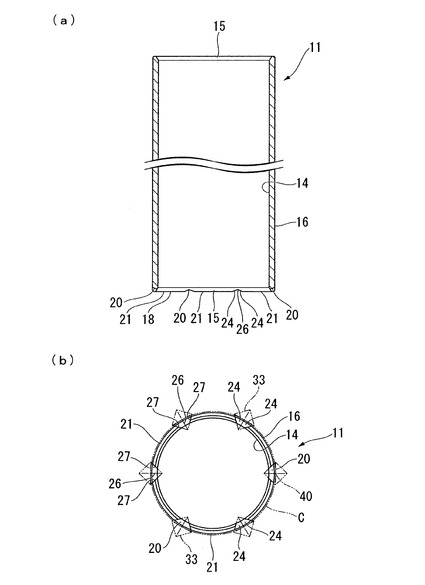
シリンダ11は、図2に示すように、内周面14が、端部に面取り15を有する形状をなしており、外周面16は一定径となっている。このシリンダ11のキャップ12側(図2(a)の下側)の最端部に、キャップ12側の端面18から軸方向に凹む切欠部20がシリンダ11の周方向に等間隔で複数カ所(具体的には6カ所)形成されている。このようにシリンダ11の周方向に均等に配置された切欠部20の隣り合うもの同士の間には、それぞれ、端面18を形成する当接部21が形成されている。その結果、シリンダ11のキャップ12側の端部側には、これら切欠部20と当接部21とが周方向に交互に設けられている。
【0012】
切欠部20は、シリンダ11の円周方向に連続する一対の平面24からなっており、これら一対の平面24は、互いの境界線26が端面18から最もシリンダ11の軸方向に離れ、円周方向両側が徐々に端面18に近づくように対称に傾斜している。よって、切欠部20は、シリンダ11の円周方向の中央位置が最も凹むように、径方向から見てV字状をなしている。
【0013】
しかも、切欠部20は、一対の平面24同士の境界線26が、全長にわたって端面18からシリンダ11の軸方向に離間するとともに、シリンダ11における外径側よりも内径側を、シリンダ11の軸方向にて端面18に近づけるように傾斜している。また、切欠部20は、各平面24の端面18との境界線27が、シリンダ11の円周方向において、外径側よりも内径側が中央の境界線26に近づくように傾斜している。
【0014】
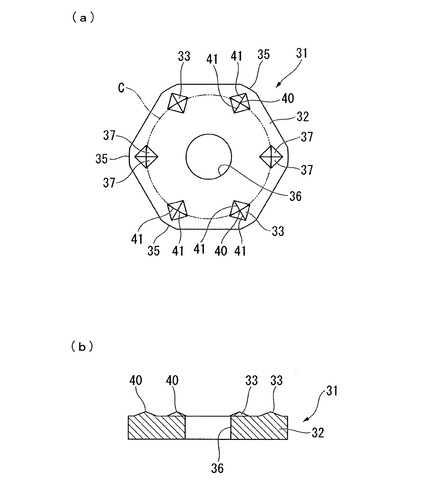
複数の切欠部20は、図3に示す加締め工具31を用いたプレス加工で形成される。加締め工具31は、平板状のベース板部32と、ベース板部32の板厚方向一側の面から板厚方向に突出する正四角錐形状の複数カ所(具体的には6カ所)の加締め突起部33とを有している。
【0015】
ベース板部32は、図3(a)に示すように、板厚方向から見て、正六角形のすべての角部に均等に面取り35を形成した形状をなしている。また、ベース板部32には、中央に、板厚方向に貫通する穴部36が形成されている。
【0016】
複数の加締め突起部33は、同じ二等辺三角形状の平面37を四カ所有しており、ベース板部32の中心線を中心とする同一の配置円C上にそれぞれの頂点40を配置するようにして、この配置円Cの円周方向に等間隔でベース板部32に形成されている。複数の加締め突起部33は、それぞれ、ベース板部32の中心線と面取り35の周方向の中央とを結ぶ線上に頂点40を配置しており、よって、面取り35と加締め突起部33とは加締め工具31の周方向の位相を合わせている。しかも、複数の加締め突起部33は、それぞれ、ベース板部32の中心線と面取り35の周方向の中央とを結ぶ線上に180度異なる二カ所の稜線41を配置する角度でベース板部32に形成されている。上記した配置円Cの直径は、図2(b)に示すようにシリンダ11の外径つまり外周面16の径よりも大きくなっている。
【0017】
そして、この加締め工具31の中心と、シリンダ11の中心とを一致させた状態で、加締め工具31をシリンダ11に対して軸方向にベース板部32が端面18に当接するまでプレスすることで、上記した複数の加締め突起部33がシリンダ11に端面18から所定深さ食い込み、その結果、上記した複数の切欠部20がシリンダ11の軸方向の端部に形成されることになる。この加締めによる塑性変形時において、加締め突起部33は、初期にはシリンダ11の端面18の外径側に食い込み、徐々に内径側に食い込みを広げることになるため、塑性変形により生じる余肉をシリンダ11の内周側に逃がしながら切欠部20を形成することになる。
【0018】
キャップ12は、図1に示すように、全体として筒状をなしており、シリンダ11を内側に嵌合させる略円筒状の嵌合部45と、嵌合部45の軸方向一側から径方向内側に突出する段部46と、段部46の中央から嵌合部45とは反対側に延出する、嵌合部45よりも小径の略円筒状の筒状部47とを有している。
【0019】
図4に示すように、嵌合部45の内周側には、筒状部47とは反対側から順に、シリンダ11の外周面16よりも若干大径で嵌合部45の軸方向に沿う挿通内周面50と、挿通内周面50の筒状部47側の端縁部から径方向内側に広がる円環状の段面51と、シリンダ11の外周面16よりも圧入代分だけ小径で嵌合部45の軸方向に沿う圧入内周面52とが形成されている。挿通内周面50と圧入内周面52とは中心線を一致させている。
【0020】
段部46は、その嵌合部45側に、圧入内周面52の挿通内周面50とは反対側の端縁部から径方向内側に広がる円環状の突当面55と、この突当面55の内周縁から嵌合部45とは反対側に先細をなして延出するテーパ面56と、テーパ面56の内周縁から径方向内側に広がる円環状の平坦面57とが形成されている。
【0021】
このようなキャップ12の圧入内周面52に、シリンダ11がその外周面16において締め代をもって圧入されることになり、しかも、シリンダ11は、その端面18がキャップ12の突当面55に突き当たるまで圧入される。キャップ12は、内周側の圧入内周面52および突当面55を含む、嵌合部45と段部46との境界部分が、シリンダ11の端部側に接触する接触部60を構成している。そして、シリンダ11の端部側の切欠部20の間の当接部21が、その外周面16と端面18とを構成する部分において接触部60に接触する。上記した圧入状態で、シリンダ11は、外周面16が、キャップ12の挿通内周面50との間に円筒状の空間部63を形成することになる。
【0022】
ここで、シリンダ11の切欠部20における最も深い、平面24間の境界線26の外周面16側の端部は、端面18からの距離が、圧入内周面52の軸方向長さ、つまり段面51と突当面55との間の距離より長くなっている。よって、上記のようにシリンダ11が端面18をキャップ12の突当面55に突き当てた状態で、シリンダ11の軸方向において切欠部20のシリンダ11の外周面16側の一部が段面51よりも挿通内周面50側に位置することになる。よって、段面51と切欠部20の一部とで、上記した空間部63に開口する開口部64を形成する。その結果、この開口部64を介して、空間部63が、切欠部20と突当面55との間の空間部65に連通することになる。これら空間部63、開口部64および空間部65が、シリンダ11およびキャップ12の内周側空間部67を、シリンダ11の外周面16とキャップ12の嵌合部45の筒状部47とは反対側の端面68との間から外部に連通させる連通路69を構成している。
【0023】
そして、このように圧入状態にあるキャップ12とシリンダ11とがさらに溶接されることになる。この溶接によって、シリンダ11の外周面16とキャップ12の端面68とに密着して溶接部13が形成され、このような溶接部13がシリンダ11およびキャップ12の全周にわたって形成されることになる。言い換えれば、溶接部13は、キャップ12の内周側に嵌合されたシリンダ11の外周側とキャップ12の一端とを溶接にて固定する。このとき、上記した連通路69が、溶接部13と、シリンダ11およびキャップ12の内周側空間部67とを連通しているため、溶接時に溶接部13側で発生するガスが、この連通路69を逃げ道として通過してシリンダ11およびキャップ12の内周側空間部67に放出されることになる。ここで、連通路69は、シリンダ11の外周面16とキャップ12の挿通内周面50との間の空間部63が、切欠部20の一端と溶接部13とを連通する第1の連通路となっており、切欠部20と突当面55との間の空間部65が、この第1の連通路を、シリンダ11およびキャップ12の内周側空間部67に連通させる第2の連通路となっている。
【0024】
なお、上記したシリンダ装置は、シリンダ11の内側に図示略のピストンが摺動可能に嵌合されることになり、ピストンに一端が固定された図示略のピストンロッドがキャップ12の筒状部47の内側を通って外部に延出することになる。
【0025】
以上に述べた本実施形態によれば、シリンダ11の端部側に、周方向に、キャップ12の接触部60に接する当接部21と切欠部20とを交互に設けることで、切欠部20が、溶接部13と、シリンダ11およびキャップ12の内周側空間部67とを連通する連通路69を形成することになるため、溶接時に溶接部13側で発生するガスが、この連通路69を介してシリンダ11およびキャップ12の内周側空間部67に放出されることになる。したがって、溶接時にガス抜き時間を設けなくても、ブローホールの発生を抑えることができるため、生産効率を向上した上で、良好な接合状態を維持することができる。
【0026】
また、シリンダ11の端部をキャップ12の嵌合部45の内周側に嵌合させるので、シリンダ装置が特に高圧容器である場合に耐圧強度を向上させることができる。
【0027】
また、切欠部20は、塑性変形により形成されるため、切削による切り粉が発生しないことから、容易にコンタミネーション等の問題を回避することができる。切削で切欠部20を形成しても良いが、その際には切り粉が残留しないように十分管理する必要がある。
【0028】
また、切欠部20の塑性変形時にシリンダ11の内周側に肉が逃がされるため、余肉がキャップ12との嵌合の邪魔にならず、余肉を除去する必要がなくなる。よって、製造コストを低減することができるとともに、余肉除去によるコンタミネーション等の問題を回避することができる。さらに、余肉をシリンダ11の内周側に逃がす形状とすることを、加締め工具31の形状を工夫することにより行っているので、生産性を向上させることができる。
【0029】
切欠部20が周方向に均等に配置されているため、当接部21も周方向に均等に配置されることになり、圧入時の圧力バランスが良好となる。よって、当接部21を容易にキャップ12の圧入内周面52に圧入できることになる。
また、本実施の形態では、シリンダ11の端部に面取り15を有する形状としたが、面取り15はなくてもよい。しかし、面取り15を形成したほうが、シリンダ11にプレスにより塑性変形させて切欠部20を設ける形成する際のプレス力を抑えることができ、加工装置の小型化を図ることができる。
【0030】
なお、以上の実施形態においては、シリンダ11の端部側の当接部21を、キャップ12の内周側の圧入内周面52に圧入しつつ突当面55に突き当てるようにしたが、突当面55に突き当てずに圧入内周面52に圧入するのみであっても良く、圧入内周面52に圧入せずに突当面55に突き当てるのみであっても良い。
【符号の説明】
【0031】
11 シリンダ
12 キャップ(端部部材)
13 溶接部
20 切欠部
21 当接部
60 接触部
67 内周側空間部
69 連通路
【技術分野】
【0001】
本発明は、シリンダ装置に関する。
【背景技術】
【0002】
シリンダ装置には、筒状のシリンダに端部部材を溶接するものがある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−287752号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、溶接時に溶接部にブローホールを生じると、良好な接合状態を維持できない可能性がある。
【0005】
したがって、本発明は、良好な接合状態を維持可能なシリンダ装置の提供を目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明は、シリンダの端部側に、周方向に、端部部材の接触部に接する当接部と切欠部とを交互に設け、前記切欠部が、溶接部と、前記シリンダまたは前記端部部材の内周側空間部とを連通する連通路を形成する。
【発明の効果】
【0007】
本発明によれば、良好な接合状態を維持することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の一実施形態に係るシリンダ装置を示す側断面図である。
【図2】本発明の一実施形態に係るシリンダ装置のシリンダを示すもので、(a)は側断面図、(b)は下面図である。
【図3】本発明の一実施形態に係るシリンダ装置用の加締め工具を示すもので、(a)は平面図、(b)は側断面図である。
【図4】本発明の一実施形態に係るシリンダ装置の要部を示す部分拡大断面図である。
【発明を実施するための形態】
【0009】
本発明の一実施形態に係るシリンダ装置を図面を参照して以下に説明する。
【0010】
本実施形態に係るシリンダ装置は、例えば流体圧緩衝器であり、図1に示すように、筒状の金属製のシリンダ11と、シリンダ11の端部側に配される金属製のキャップ(端部部材)12と、これらを溶接する溶接部13とを有している。
【0011】
シリンダ11は、図2に示すように、内周面14が、端部に面取り15を有する形状をなしており、外周面16は一定径となっている。このシリンダ11のキャップ12側(図2(a)の下側)の最端部に、キャップ12側の端面18から軸方向に凹む切欠部20がシリンダ11の周方向に等間隔で複数カ所(具体的には6カ所)形成されている。このようにシリンダ11の周方向に均等に配置された切欠部20の隣り合うもの同士の間には、それぞれ、端面18を形成する当接部21が形成されている。その結果、シリンダ11のキャップ12側の端部側には、これら切欠部20と当接部21とが周方向に交互に設けられている。
【0012】
切欠部20は、シリンダ11の円周方向に連続する一対の平面24からなっており、これら一対の平面24は、互いの境界線26が端面18から最もシリンダ11の軸方向に離れ、円周方向両側が徐々に端面18に近づくように対称に傾斜している。よって、切欠部20は、シリンダ11の円周方向の中央位置が最も凹むように、径方向から見てV字状をなしている。
【0013】
しかも、切欠部20は、一対の平面24同士の境界線26が、全長にわたって端面18からシリンダ11の軸方向に離間するとともに、シリンダ11における外径側よりも内径側を、シリンダ11の軸方向にて端面18に近づけるように傾斜している。また、切欠部20は、各平面24の端面18との境界線27が、シリンダ11の円周方向において、外径側よりも内径側が中央の境界線26に近づくように傾斜している。
【0014】
複数の切欠部20は、図3に示す加締め工具31を用いたプレス加工で形成される。加締め工具31は、平板状のベース板部32と、ベース板部32の板厚方向一側の面から板厚方向に突出する正四角錐形状の複数カ所(具体的には6カ所)の加締め突起部33とを有している。
【0015】
ベース板部32は、図3(a)に示すように、板厚方向から見て、正六角形のすべての角部に均等に面取り35を形成した形状をなしている。また、ベース板部32には、中央に、板厚方向に貫通する穴部36が形成されている。
【0016】
複数の加締め突起部33は、同じ二等辺三角形状の平面37を四カ所有しており、ベース板部32の中心線を中心とする同一の配置円C上にそれぞれの頂点40を配置するようにして、この配置円Cの円周方向に等間隔でベース板部32に形成されている。複数の加締め突起部33は、それぞれ、ベース板部32の中心線と面取り35の周方向の中央とを結ぶ線上に頂点40を配置しており、よって、面取り35と加締め突起部33とは加締め工具31の周方向の位相を合わせている。しかも、複数の加締め突起部33は、それぞれ、ベース板部32の中心線と面取り35の周方向の中央とを結ぶ線上に180度異なる二カ所の稜線41を配置する角度でベース板部32に形成されている。上記した配置円Cの直径は、図2(b)に示すようにシリンダ11の外径つまり外周面16の径よりも大きくなっている。
【0017】
そして、この加締め工具31の中心と、シリンダ11の中心とを一致させた状態で、加締め工具31をシリンダ11に対して軸方向にベース板部32が端面18に当接するまでプレスすることで、上記した複数の加締め突起部33がシリンダ11に端面18から所定深さ食い込み、その結果、上記した複数の切欠部20がシリンダ11の軸方向の端部に形成されることになる。この加締めによる塑性変形時において、加締め突起部33は、初期にはシリンダ11の端面18の外径側に食い込み、徐々に内径側に食い込みを広げることになるため、塑性変形により生じる余肉をシリンダ11の内周側に逃がしながら切欠部20を形成することになる。
【0018】
キャップ12は、図1に示すように、全体として筒状をなしており、シリンダ11を内側に嵌合させる略円筒状の嵌合部45と、嵌合部45の軸方向一側から径方向内側に突出する段部46と、段部46の中央から嵌合部45とは反対側に延出する、嵌合部45よりも小径の略円筒状の筒状部47とを有している。
【0019】
図4に示すように、嵌合部45の内周側には、筒状部47とは反対側から順に、シリンダ11の外周面16よりも若干大径で嵌合部45の軸方向に沿う挿通内周面50と、挿通内周面50の筒状部47側の端縁部から径方向内側に広がる円環状の段面51と、シリンダ11の外周面16よりも圧入代分だけ小径で嵌合部45の軸方向に沿う圧入内周面52とが形成されている。挿通内周面50と圧入内周面52とは中心線を一致させている。
【0020】
段部46は、その嵌合部45側に、圧入内周面52の挿通内周面50とは反対側の端縁部から径方向内側に広がる円環状の突当面55と、この突当面55の内周縁から嵌合部45とは反対側に先細をなして延出するテーパ面56と、テーパ面56の内周縁から径方向内側に広がる円環状の平坦面57とが形成されている。
【0021】
このようなキャップ12の圧入内周面52に、シリンダ11がその外周面16において締め代をもって圧入されることになり、しかも、シリンダ11は、その端面18がキャップ12の突当面55に突き当たるまで圧入される。キャップ12は、内周側の圧入内周面52および突当面55を含む、嵌合部45と段部46との境界部分が、シリンダ11の端部側に接触する接触部60を構成している。そして、シリンダ11の端部側の切欠部20の間の当接部21が、その外周面16と端面18とを構成する部分において接触部60に接触する。上記した圧入状態で、シリンダ11は、外周面16が、キャップ12の挿通内周面50との間に円筒状の空間部63を形成することになる。
【0022】
ここで、シリンダ11の切欠部20における最も深い、平面24間の境界線26の外周面16側の端部は、端面18からの距離が、圧入内周面52の軸方向長さ、つまり段面51と突当面55との間の距離より長くなっている。よって、上記のようにシリンダ11が端面18をキャップ12の突当面55に突き当てた状態で、シリンダ11の軸方向において切欠部20のシリンダ11の外周面16側の一部が段面51よりも挿通内周面50側に位置することになる。よって、段面51と切欠部20の一部とで、上記した空間部63に開口する開口部64を形成する。その結果、この開口部64を介して、空間部63が、切欠部20と突当面55との間の空間部65に連通することになる。これら空間部63、開口部64および空間部65が、シリンダ11およびキャップ12の内周側空間部67を、シリンダ11の外周面16とキャップ12の嵌合部45の筒状部47とは反対側の端面68との間から外部に連通させる連通路69を構成している。
【0023】
そして、このように圧入状態にあるキャップ12とシリンダ11とがさらに溶接されることになる。この溶接によって、シリンダ11の外周面16とキャップ12の端面68とに密着して溶接部13が形成され、このような溶接部13がシリンダ11およびキャップ12の全周にわたって形成されることになる。言い換えれば、溶接部13は、キャップ12の内周側に嵌合されたシリンダ11の外周側とキャップ12の一端とを溶接にて固定する。このとき、上記した連通路69が、溶接部13と、シリンダ11およびキャップ12の内周側空間部67とを連通しているため、溶接時に溶接部13側で発生するガスが、この連通路69を逃げ道として通過してシリンダ11およびキャップ12の内周側空間部67に放出されることになる。ここで、連通路69は、シリンダ11の外周面16とキャップ12の挿通内周面50との間の空間部63が、切欠部20の一端と溶接部13とを連通する第1の連通路となっており、切欠部20と突当面55との間の空間部65が、この第1の連通路を、シリンダ11およびキャップ12の内周側空間部67に連通させる第2の連通路となっている。
【0024】
なお、上記したシリンダ装置は、シリンダ11の内側に図示略のピストンが摺動可能に嵌合されることになり、ピストンに一端が固定された図示略のピストンロッドがキャップ12の筒状部47の内側を通って外部に延出することになる。
【0025】
以上に述べた本実施形態によれば、シリンダ11の端部側に、周方向に、キャップ12の接触部60に接する当接部21と切欠部20とを交互に設けることで、切欠部20が、溶接部13と、シリンダ11およびキャップ12の内周側空間部67とを連通する連通路69を形成することになるため、溶接時に溶接部13側で発生するガスが、この連通路69を介してシリンダ11およびキャップ12の内周側空間部67に放出されることになる。したがって、溶接時にガス抜き時間を設けなくても、ブローホールの発生を抑えることができるため、生産効率を向上した上で、良好な接合状態を維持することができる。
【0026】
また、シリンダ11の端部をキャップ12の嵌合部45の内周側に嵌合させるので、シリンダ装置が特に高圧容器である場合に耐圧強度を向上させることができる。
【0027】
また、切欠部20は、塑性変形により形成されるため、切削による切り粉が発生しないことから、容易にコンタミネーション等の問題を回避することができる。切削で切欠部20を形成しても良いが、その際には切り粉が残留しないように十分管理する必要がある。
【0028】
また、切欠部20の塑性変形時にシリンダ11の内周側に肉が逃がされるため、余肉がキャップ12との嵌合の邪魔にならず、余肉を除去する必要がなくなる。よって、製造コストを低減することができるとともに、余肉除去によるコンタミネーション等の問題を回避することができる。さらに、余肉をシリンダ11の内周側に逃がす形状とすることを、加締め工具31の形状を工夫することにより行っているので、生産性を向上させることができる。
【0029】
切欠部20が周方向に均等に配置されているため、当接部21も周方向に均等に配置されることになり、圧入時の圧力バランスが良好となる。よって、当接部21を容易にキャップ12の圧入内周面52に圧入できることになる。
また、本実施の形態では、シリンダ11の端部に面取り15を有する形状としたが、面取り15はなくてもよい。しかし、面取り15を形成したほうが、シリンダ11にプレスにより塑性変形させて切欠部20を設ける形成する際のプレス力を抑えることができ、加工装置の小型化を図ることができる。
【0030】
なお、以上の実施形態においては、シリンダ11の端部側の当接部21を、キャップ12の内周側の圧入内周面52に圧入しつつ突当面55に突き当てるようにしたが、突当面55に突き当てずに圧入内周面52に圧入するのみであっても良く、圧入内周面52に圧入せずに突当面55に突き当てるのみであっても良い。
【符号の説明】
【0031】
11 シリンダ
12 キャップ(端部部材)
13 溶接部
20 切欠部
21 当接部
60 接触部
67 内周側空間部
69 連通路
【特許請求の範囲】
【請求項1】
筒状のシリンダと、
前記シリンダの端部側に配される端部部材と、
前記端部部材の内周側に嵌合された前記シリンダの外周側と前記端部部材の一端とを溶接にて固定する溶接部とを有するシリンダ装置であって、
前記端部部材は、内周側に、前記シリンダの端部側に接触する接触部を有し、
前記シリンダの端部側に、周方向に、前記接触部に接する当接部と切欠部とを交互に設け、
前記切欠部が、前記溶接部と、前記シリンダまたは前記端部部材の内周側空間部とを連通する連通路を形成することを特徴とするシリンダ装置。
【請求項2】
前記切欠部は、塑性変形により形成され、前記塑性変形時に前記シリンダの内周側に肉が逃がされることを特徴とする請求項1に記載のシリンダ装置。
【請求項3】
前記切欠部が周方向に均等に配置されていることを特徴とする請求項1または2に記載のシリンダ装置。
【請求項1】
筒状のシリンダと、
前記シリンダの端部側に配される端部部材と、
前記端部部材の内周側に嵌合された前記シリンダの外周側と前記端部部材の一端とを溶接にて固定する溶接部とを有するシリンダ装置であって、
前記端部部材は、内周側に、前記シリンダの端部側に接触する接触部を有し、
前記シリンダの端部側に、周方向に、前記接触部に接する当接部と切欠部とを交互に設け、
前記切欠部が、前記溶接部と、前記シリンダまたは前記端部部材の内周側空間部とを連通する連通路を形成することを特徴とするシリンダ装置。
【請求項2】
前記切欠部は、塑性変形により形成され、前記塑性変形時に前記シリンダの内周側に肉が逃がされることを特徴とする請求項1に記載のシリンダ装置。
【請求項3】
前記切欠部が周方向に均等に配置されていることを特徴とする請求項1または2に記載のシリンダ装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−231879(P2011−231879A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−103760(P2010−103760)
【出願日】平成22年4月28日(2010.4.28)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月28日(2010.4.28)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
[ Back to top ]