
シルク繊維複合材料
本発明は、比較的軽い一方で、高い耐衝撃性を有する、熱可塑性ポリマーマトリックスを含むシルク繊維強化複合材料を提供する。本発明のシルク繊維強化複合材料は、プレート厚さ1mm当たり20J超、さらに好ましくは1mm当たり30J超、最も好ましくは1mm当り40J超の耐貫入性を有するような、衝撃エネルギーの最適の消失を可能にする。本発明に従う繊維複合材料の高い耐衝撃性のため、上記複合材料を含むパネル又はシェルは、ライフサイクルの過程において、衝撃又は貫入のリスクにさらされやすい物品の製造のために特に有用である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マトリックス相としての熱可塑性ポリマー及び強化相としてのシルク繊維を含む繊維複合材料に関し、当該シルク繊維は、上記複合材料内で、少なくとも2種の方向に組織化されている。詳細には、本発明のシルク繊維複合材料は、高い耐貫入性を有する。本発明は、本発明に従う繊維複合材料を含むパネル又はシェル、並びに上記パネル又はシェルを含む物にさらに関する。
【背景技術】
【0002】
天然繊維複合材料は、複合材料研究コミュニティー並びに産業において、近年大きな注目を集めている。これは、特に、それらの環境性能に関する天然繊維の潜在的な優位性の度合いのためである。天然繊維は、再生可能な資源であり、そしてそれらの複合材料廃棄物が焼却された場合にも、二酸化炭素の環境に対する正味の排出物の原因にはならない(すなわち、これらの物質は、CO2中立である)。それらの処理の際、いくつかの有効量の発生されるCO2があるが(エネルギー消費のため)、この量は、ガラス及び炭素繊維のような合繊繊維を製造する際に発生される有効量よりも非常に小さい。
【0003】
天然繊維は、本質的に生分解性であり、有益でありうる。それらが比較的に低密度のため、ガラス繊維の機械的性質に相当する高い固有の機械的性質が、亜麻、麻及び洋麻のような一部の繊維に関して得られる。他の優位性は、潜在的な低コスト及び天然繊維を耕作する場合に必要とされる投資が比較的少ないことである。さらに、これらの繊維は、ガラス又は炭素よりも、概して磨耗が少ないので、例えば、繊維加工におけるより磨耗が少なく、そして繊維粉塵のよる職業的な健康リスクが潜在的に少ない。また、一般社会は、天然材料の使用を高く評価するのが一般的である。
【0004】
本発明は、シルク繊維複合材料に関する。シルク繊維は、天然繊維に関する上記に列挙したような多くの優位性を共有する。シルク繊維は、非常に高い破断点ひずみ(strain to failure)を有し、そして本発明は、この特性が、非常に強い複合材料に変えうる方法を示す。
【0005】
特許第3653635号明細書には、マトリックス相として、熱可塑性ポリマー、詳細には、ポリブチレンスクシネート、ポリプロピレン又はポリラクテート、及び強化相としてシルクウィーブを含む強化された複合材料が記載されている。上記シルクウィーブは、緯糸方向及び経糸方向における繊維密度が12%超異なる綾織り又は平織りのどちらかである。すなわち、布帛は、重量及びその結果の強度において偏りがあった。上記アンバランスド(unbalanced)ウィーブの使用は、複合材料のそれぞれの繊維方向において異なる強度を有する複合材料をもたらすのが一般的である。本発明は、上記複合材料の耐衝撃性(例2及び図2において概略を説明した方法により測定されるような)が比較的低いこと、そして非常に高い耐衝撃性が、熱可塑性ポリマーマトリックスを有するシルク繊維強化複合材料(silk fibre reinforced composite)において得られることを示し、ここで、当該シルク繊維は、各繊維方向における複合材料の強度が同様である、すなわち、複合材料が、繊維方向において、強度において偏っていない。
【0006】
さらに、耐衝撃性は、シルク繊維ヤーンの撚りを少なくすることによりさらに改良されうる(撚りにより、繊維強度が下がる)。よって、本発明のシルク繊維強化複合材料は、高い耐衝撃性を有すると共に、比較的軽いという優位性を有する。さらに、本発明は、繊維組織と独立した高い耐衝撃性を有するマトリックス相として、高い破断点ひずみを有する、選択された熱可塑性ポリマーを含むシルク繊維強化複合材料を提供する。それらの特徴により、本発明のこれらの複合材料は、それらのライフサイクルの過程で、衝撃又は貫入のリスクにさらされる物品に組込まれるべきパネル又はシェルの製造に有用である。
【0007】
上記物品の例は、頻繁に輸送されるか、又は突起を有する品目の近くで用いられる、受容器又はコンテナ、例えば、箱、スーツケース、ブリーフケース、ハンドバッグ、瓶、浴室若しくは台所の付属品又は時計ケースである。
耐荷重製品(例えば、スーツケース、ブリーフケース、ハンドバッグ等)において用いられる材料の耐衝撃性及び他の特性の重要性は、英国特許第2238753号明細書において詳細に論じられている。
【発明の開示】
【課題を解決するための手段】
【0008】
本発明は、比較的軽い一方で、高い耐衝撃性を有する熱可塑性ポリマーマトリックスを含む、選択されたシルク繊維強化複合材料を見出したことに基づいている。本発明のシルク繊維強化複合材料により、当該シルク繊維強化複合材料が例2に記載される試験方法に従って評価された耐貫入性(プレート厚さ1mm当たり20J超、さらに好ましくは、1mm当たり30J超、最も好ましくは、1mm当たり40J超である)を有するような衝撃エネルギーの最適な消失が可能となる。本発明に従った繊維複合材料の高い耐衝撃性のため、当該複合材料を含むパネル又はシェルは、それらのライフサイクルの過程で衝撃又は貫入のリスクにさらされる物品の製造のために特に有用である。
【発明を実施するための最良の形態】
【0009】
本発明は、比較的軽い一方で、高い耐衝撃性を有する熱可塑性ポリマーマトリックスを含む、選択されたシルク繊維強化複合材料を見出したことに基づく。本発明のシルク繊維強化複合材料は、例2及び図2において概略が説明される試験方法に従って評価されるように、プレート厚さ1mm当たり20J超、さらに好ましくは、1mm当たり30J超、最も好ましくは、1mm当たり40J超の耐貫入性を有するような、衝撃エネルギーの最適な消失を可能とする。
【0010】
上記高い耐衝撃性は、上記複合材料中のシルク繊維の適切な組織化と、熱可塑性プラスチックマトリックスポリマーの適切な選択との両方又はいずれかにより得ることができる。
【0011】
本発明は、上記複合材料の十分な強度及び複合材料の良好な変形性の両方又はどちらかを確保することにより、シルク繊維の組織化が、耐衝撃性に大きく寄与することができることを実証される。適切な強度は、上記複合材料内の少なくとも2つの方向においてシルク繊維を組織化することにより得られ、それにより、各繊維方向における、上記複合材料の抗張力が同じ範囲内であることが見出された。従って、第1の目的において、本発明は、マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料を提供し、ここで、当該シルク繊維は、少なくとも2つの方向において、上記複合材料内で組織化され、そして上記繊維方向にわたる上記シルク繊維の分布が、上記複合材料に含まれるシルク繊維の繊維方向間において、15%未満、さらに好ましくは10%未満、最も好ましくは7.5%未満、例えば、3%変化するように選択される。
【0012】
好ましい実施態様では、上記複合材料内の繊維方向の数及び配置は、当該複合材料が、さらなる非繊維方向(non−fibre direcion)を含むように選択され、ここで当該複合体は、25%以上、さらに好ましくは30%以上、最も好ましくは35%以上、例えば40%超の破断点ひずみを有する。シルク繊維方向において提供される偏りのない強度と共に、所与の方向における上記高い変形性により、衝撃の際にエネルギーの効率的な消失が可能となる。好ましくは、上記シルク繊維は、上記複合材料内に積み重ねられた、複数の布帛又はマット内で組織化されている。上記積み重ねたシルク繊維を含む布帛又はマットは、織布、不織布、ブレイディングファブリック(braided fabric)のいずれかであるか、又はノンクリンプファブリック(non−crimp fabric)であることができる。本発明の第1の目的に従った複合材料は、同じ種類の複数のマット若しくは布帛又は種々の組み合わせを含むことができる。好ましくは、上記複合材料中で用いられるシルク繊維は、20mm超、さらに好ましくは60mm超の長さを有するか、又は連続的なシルク繊維である。特定の実施形態では、上記シルク繊維は、ヤーンに紡糸されている。不連続の繊維に基づく複合材料が、複雑な形状中により簡易に形成できることが期待されている。
【0013】
本発明の第1の目的の実施形態では、上記複合材料は、シルク繊維を含む複数のウィーブを含み、さらに好ましくは、上記ウィーブ中に含まれる繊維の50%以上がシルク繊維であり、最も好ましくは、上記ウィーブ中に含まれる繊維がシルク繊維のみである。好ましい実施形態では、上記ウィーブは、緯糸及び経糸方向において同じ繊維を含み、そして上記ウィーブの緯糸及び経糸における繊維密度は、12%以下、さらに好ましくは6%未満異なり、最も好ましくは、上記ウィーブは偏り(重量に偏りがない)がなく、緯糸及び経糸における繊維密度が同一である。
【0014】
当業者は、各繊維方向における抗張力が同一範囲内にある複合材料を得るために、緯糸及び経糸間の繊維密度が12%未満異なる事実上バランスド(balanced)ウィーブか、又は同一方向若しくは角度90°におけるそれぞれの積み重ねられたウィーブの経糸を有するバランスドウィーブを積み重ねることが好ましいことを理解するであろう。別のより好ましい実施形態では、本発明に従う複合材料は、緯糸及び経糸における繊維密度が大きく異なる、複数のアンバランスドウィーブを含む。
【0015】
特定の実施形態では、上記アンバランスドウィーブは、緯糸及び経糸に同一繊維を含み、そして上記ウィーブの緯糸及び経糸における繊維密度が、12%超異なる。上記アンバランスドウィーブを用いる場合には、上記複合材料の繊維方向における全体的な繊維密度が、12%未満、好ましくは6%未満、例えば、3%未満異なるように、それぞれのウィーブが積み重ねられていることが重要である。最も好ましくは、それぞれのアンバランスドウィーブは、複合材料の繊維方向における全体的な繊維密度が同一となるように積み重ねられている。特定の実施形態では、本発明に従う複合材料は、複数の同一のアンバランスドウィーブを含み、当該ウィーブの約半分は、それらの緯糸方向が上記複合材料中に含まれる上記ウィーブの残りの半分の緯糸方向と、角度90°にあるように積み重ねられている。
【0016】
別の特定の実施形態では、上記アンバランスドウィーブは、緯糸及び経糸に、異なる繊維、例えば、緯糸にシルク繊維及び経糸に綿繊維を含む。上記アンバランスドウィーブを用いる場合、上記複合材料の繊維方向における全体的な繊維密度が、12%未満、好ましくは6%未満、例えば、3%未満異なるように、それぞれのウィーブが積み重ねられていることが重要である。最も好ましくは、それぞれのアンバランスドウィーブは、上記複合材料の繊維方向における全体的なシルク繊維密度が同一となるように積み重ねられている。
【0017】
本発明に従う複合材料内のバランスドウィーブ又はアンバランスドウィーブは、複合材料が、ウィーブ中の緯糸及び経糸に対応する90°の角度で2つの繊維方向を含むように積み重ねられている。上記複合材料は、当該複合材料が各繊維方向に対して、45°の角度にある方向に高い変形性を有する特定の優位性を有する。好ましくは、45°の方向における破断点ひずみとして評価されるこの変形性は、25%超、さらに好ましくは30%超、最も好ましくは35%超、例えば、40%超である。
【0018】
さらに、シルクヤーンの高度の撚りを有するウィーブを含む複合材料の耐衝撃性が、比較的低かいことが観察された(撚りにより、糸の強度が下がる)。従って、繊維の撚りは、ヤーンに組み込まれる場合には、2000回/m未満、好ましくは、1000回/m未満、及び最も好ましくは、200回/m未満であることが好ましい。(熱可塑性)ポリマーマトリックス材料の破断点ひずみと共に、(事実上)バランスドシルク繊維複合材料の耐衝撃性が増加することがさらに観察された。
【0019】
プレート厚さ1mm当たり20J超、さらに好ましくは1mm当たり30J超、例えば、1mm当たり40J超の耐衝撃性を有する繊維複合材料が、マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維含有編物とを用いた場合に得られることが観察された。この高い耐衝撃性(例2及び図2に概略を説明した方法に従って評価された)は、上記編物の高い変形性に関連した。従って、第2の目的では、本発明は、マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料を提供し、当該シルク繊維は、複数の積み重ねられた編物内で組織化されている。好ましい実施形態では、上記編物は、シルク繊維以外の他の繊維を含まない。上記編物に含まれるシルク繊維は、ヤーン中に紡糸されていれるか、又は連続繊維であることができる。より好ましい実施形態では、複合材料内に含まれる独立した編物は、全ての布帛方向にわたって平均化された、少なくとも80%の平均破断点引張ひずみを有するか、又は上記編物が、上記布帛の任意の方向において、少なくとも60%の破断点ひずみを有する。
【0020】
本発明の第1及び第2の目的に従う複合材料内で、マトリックスとして用いられる熱可塑性ポリマーは、1000MPa未満、さらに好ましくは750MPa未満、例えば、450MPa未満の引張係数、そして300%超、好ましくは400%超の破断点ひずみにより特徴付けられることが好ましい。上記熱可塑性ポリマーの例の非網羅的なリストは、ポリオレフィン、例えば、ポリプロピレン、ポリプロピレンのコポリマー、ポリエチレン及びポリエチレンのコポリマーである。他の好適な熱可塑性ポリマーは、ポリブチレンスクシネートを含む脂肪族のポリエステル(商品名、例えば、Bionolle 1000シリーズ)、又はコポリアミド(商品名、例えば、Epurex)である。
【0021】
しかし、原則として、シルクの酸化を防ぐ十分な措置がとられるのであれば、任意の熱可塑性ポリマー、例えば、ナイロン、アクリロニトリル、ブタジエンスチレン(ABS)、ポリカーボネート(PC)及びポリ乳酸(PLA)を選択することができる。さらに好ましくは、上記ポリマーは、熱可塑性エラストマー、エチレン及びビニルアセテートのコポリマー(商品名、例えば、Escorene Ultra)、エチレン及びオクテンのコポリマー(商品名、例えば、Exact)、ポリブチレンスクシネートコアジペート(商品名、例えば、Bionolle 3000シリーズ)、ポリカプロラクトン(商品名、CAPA)又はポリテトラメチレンアジペートテレフタレート(商品名、Ecoflex)を含む芳香族ポリエステルである。さらに好ましくは、上記マトリックスポリマーは、熱可塑性エラストマーである。これらエラストマーは、化学物質及び組成物の範囲をカバーする。
【0022】
例の非網羅的なリストには、熱可塑性のマトリックス内のゴム相の物理的ブレンド、例えば、EPDMゴムとポリプロピレンとのブレンド(商品名、例えば、Santoprene)、ポリエチレンビニルアセテート(EVA)、ポリエチレン(PE)又はポリプロピレン(PP)とEPDMとのブレンド(商品名、例えば、Vistaflex)、PE又はPPとブチルゴムとのブレンド(商品名、例えば、Trefsin)が含まれる。他の好適な熱可塑性エラストマーには、SEBSゴムと、PPと、熱可塑性ポリウレタンとのブレンドが含まれる。熱可塑性ポリウレタンには、ポリウレタンエステル及びエーテル(商品名、例えば、Walopur)又はポリカプロラクトンコポリエステル(商品名、例えば、Pearlthane)が含まれる。
【0023】
高い耐衝撃性(例2及び図2において概略が説明される試験方法により測定されるような)の繊維複合材料はまた、強化相としてのシルク繊維と、マトリックス相としての熱可塑性ポリマーとを混合することにより得ることができ、当該ポリマーは、450MPa未満の引張係数、すなわち弾性率を有し、そして400%超の破断点ひずみを有する。これらのポリマーは、シルク複合材料内で非常に高い耐衝撃性を提供し、さらにより柔軟な触感を提供する。従って、第3の目的において、本発明は、マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料を提供し、当該熱可塑性ポリマーは、450MPa未満の引張係数を有し、そして400%超の破断点ひずみを有する。
【0024】
好ましくは、上記ポリマーは、熱可塑性エラストマー、エチレンとビニルアセテートとのコポリマー(商品名、例えば、Escorene Ultra)、エチレンとオクテンとのコポリマー(商品名、例えば、Exact)、ポリブチレンスクシネートコアジペート(商品名、例えば、Bionolle 3000シリーズ)を含む脂肪族ポリエステル(生分解性)、ポリカプロラクトン(商品名、CAPA)又はポリテトラメチレンアジペートテレフタレート(商品名、Ecoflex)を含む芳香族ポリエステルである。さらに好ましくは、上記マトリックスポリマーは、熱可塑性エラストマーである。これらエラストマーは、化学物質及び組成物の範囲をカバーする。例の非網羅的なリストには、熱可塑性のマトリックス内のゴム相の物理的ブレンド、例えば、EPDMゴムとポリプロピレンとのブレンド(商品名、例えば、Santoprene)、ポリエチレンビニルアセテート(EVA)、ポリエチレン(PE)又はポリプロピレン(PP)とEPDMとのブレンド(商品名、例えば、Vistaflex)、PE又はPPとブチルゴムとのブレンド(商品名、例えば、Trefsin)が含まれる。他の好適な熱可塑性エラストマーには、SEBSゴムと、PPと、熱可塑性ポリウレタンとのブレンドが含まれる。熱可塑性ポリウレタンには、ポリウレタンエステル及びエーテル(商品名、例えば、Walopur)又はポリカプロラクトンコポリエステル(商品名、例えば、Pearlthane)が含まれる。
【0025】
本発明の第1、第2及び第3の目的に従う繊維複合材料において、上記シルク繊維は、上記複合材料の量の25〜70%、さらに好ましくは35〜60%、最も好ましくは45〜55%の量に達する。本発明に従う繊維複合材料の高い耐衝撃性のため、上記複合材料を含むパネル又はシェルは、それらのライフサイクルの過程で、衝撃又は貫入のリスクにさらされる物品の製造のために特に有用である。特定の実施形態では、上記パネル又はシェルは、サンドイッチ形態を有し、ここでは当該パネル又はシェルは、繊維複合材料の表皮及び強化されていないポリマー材料のコアを含む。
【0026】
上記物品の例は、頻繁に輸送され又はとがった品目の近くで用いられる、受容器又はコンテナ、例えば、箱、スーツケース、ブリーフケース、ハンドバッグ、瓶、浴室若しくは台所の付属品又は時計ケースである。耐衝撃パネルの使用により利益を受けることができる他の物品は、一点の家具、例えば、テーブル、キャビネット、事務机、及び特にクローゼットである。本発明のパネル及びシェルはまた、固定具、例えば、宝飾品の固定具又は箱、スーツケース、ブリーフケース、ハンドバッグ、時計ケース、宝飾品ケース、瓶、浴室又は台所の付属物の締め具システムの一部の製造に重要である。本発明のパネル及びシェルは、作業の一部の調製時にさらに用いられ、工業機械又は乗物に組み込まれる。本発明のパネルは、当該パネルが、上述の物品の製造に用いられるために好適となる熱形成又は減圧形成方法を用いて形成されうるさらなる利点を有する。
本発明を、下記に与えられる非限定的な例により、さらに具体的に説明する。
【実施例】
【0027】
例1:シルク繊維複合材料の生成
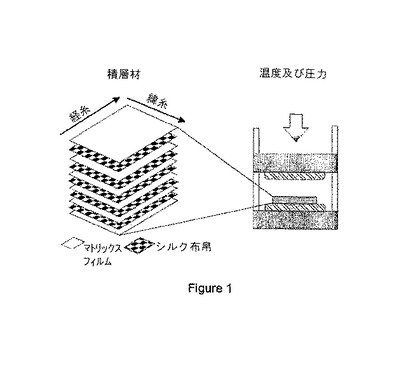
異なるマトリックスを有するシルク繊維複合材料を、(加熱及び冷却段階を有する成形機(Pinette)内で)圧縮成形により調製した。ポリマーフィルム及びシルクウィーブ又は編物の異なる層を交互に積み重ね、そして約10分間、加圧下で加熱した。20バールの有効圧力となるように圧力を選択し、そしてポリマーマトリックス材料によって決まるポリマーマトリックスの融点を約20℃上回る温度を選択した。表1には、異なるシルク繊維複合材料のために用いた、種々の加工温度のリストを示す。
【0028】
10分後、シルク繊維複合材料のプレートを、冷却段階に移し、そこでは、当該プレートが、温度が離型温度(典型的には20℃)に到達するまで、20バールの同一圧力において急冷された。あるいは、含浸されたシルク繊維複合材料を、遅い冷却速度(5℃/分)において、同一圧力下で冷却した。この製造方法の変化により、上記シルク繊維複合材料の最終的な機械的性質に影響はない。
続いて、所望により、複合材料のプレートを、熱成形又は減圧熱成形により複雑な形状に形成させた。
【0029】
例2:シルク繊維複合材料の評価
シルク繊維複合材料の繊維体積分率が、用いられたシルクウィーブの呼び厚さを、シルク繊維複合材料のプレートの厚さで割って計算した。プレートを、約50%のシルク繊維体積分率Vfで製造した。
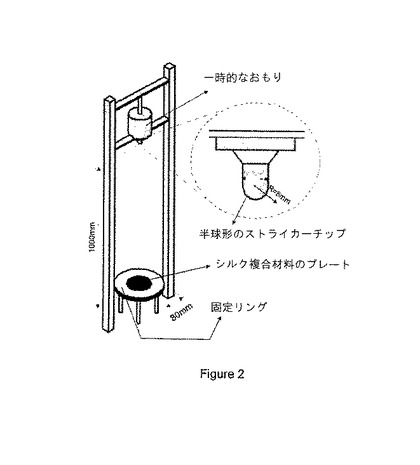
衝撃特性を、落錘衝撃試験により測定した。上記試験では、プレート型試験片を、試験片表面に垂直且つ名目上一定の速度において、ストライカーを用いてそれらの中心のところを破壊する。得られた力−たわみ又は力−時間の図表を、電子的に記録する。当該試験片を、上記試験の間、一定位置に固定する。用いられた円柱形の衝突体(直径16mm)は、半球形のストライカーチップ(半径8mm)を有していた。落高は1200mmであり、そして当該衝突体の重量を、当該試料に貫入するように適合させた。これは、ISO standard 6603−2に従う。試料を105mmずつ、そして80mm直径のサポートリングにより固定した。4つのねじを、20Nmのモーメントで締めた。当該プレートの厚さは、1mmであった。複合材料のプレートの厚さに正規化された、貫入のために必要とされる衝撃エネルギーとして結果を報告する。
シルク繊維複合材料に対する引張試験を、ASTM standard D3039−00に従って行った。
【0030】
例3:バランスドウィーブから製造されたバランスドシルク繊維複合材料
8層の綾織ウィーブ及び複数層のポリマーマトリックスフィルムを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。綾織ウィーブの各層を同一方向に向けた。当該シルク綾織ウィーブ、78g/m2は、経糸に、56ヤーン/cmと、緯糸方向に35ヤーン/cmとを含んでいた。経糸は、7.0テックスの線密度を有し、そして緯糸は、10.9テックスの線密度を有した。100撚り/mを用いて、両ヤーンを撚った。当該綾織ウィーブは、経糸及び緯糸において重量に偏りがなかった。ポリマーフィルムの層の数は、供給者から受ける膜厚によって決まった。層の数を選択し、1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を製造した。ポリマーフィルムの層の数は、PBSaの場合24、PBSの場合24、PCLの場合10、PTMAT Ecoflexフィルムの場合8、Walopur 4201 AU TPUフィルムの場合12、PE−EVAの場合6、PPの場合5、コポリアミドH2の場合12及びPearlthane D11 F60 TPUフィルムの場合12であった。
【0031】
例2において評価された、PBSaシルク綾織ウィーブ複合材料に関する引張特性を、表2に示す。上記綾織ウィーブは重量に偏りがないので、得られたシルク繊維複合材料は、2つの主要な繊維方向において、強度及び弾性率に偏りがない(同一の繊維方向において、当該強度及び弾性率は同一又はほぼ同一であった)。45°の方向における破断点伸び(elongation of failure)及び強度は、布帛のシェアのため、非常に高い。
【0032】
例2で言及されるように測定されたシルク綾織ウィーブ複合材料の衝撃特性を表3に示す。破断が、両方の繊維方向に現れた。表3により、バランスドシルク綾織ウィーブに、異なる強靭な熱可塑性マトリックスを含浸させることにより製造されたバランスドシルク繊維複合材料が、吸収された衝撃エネルギー(貫通の際)として測定される高い衝撃強度を有すると結論付けることができる。
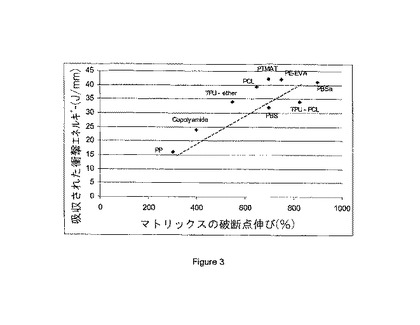
バランスドシルク繊維複合材料の衝撃強度が、熱可塑性ポリマーマトリックス材料の破断点ひずみの明確な関数であることが、図3に示されている。
【0033】
例4:アンバランスドシルク綾織(5/3)ウィーブから製造されたアンバランスドシルク繊維複合材料
10層のシルク布帛ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。シルク布帛の各層を同一方向に向けた。上記シルク布帛は、経糸方向に、3.9テックスの線密度及び100撚り/mを有する100ヤーン/cmと、緯糸方向に、4.1テックスの線密度及び2800撚り/mを有する66ヤーン/cmとを含む、70g/m2の面密度を有する綾織ウィーブ5/3であった。当該綾織ウィーブは、経糸/緯糸の重量比が59/41であるように、重量が偏っていた。
【0034】
例2に記載されるように測定した、アンバランスドPBSaシルク綾織(5/3)ウィーブ複合材料に関する引張特性を、表4に示す。
綾織(5/3)ウィーブが重量に偏りがあるので、このシルク繊維複合材料は、強度及び弾性率に偏りがある。例2において言及されるように測定されたシルク綾織(5/3)ウィーブ複合材料の衝撃特性を、表5に示す。破断は、より弱い緯糸方向にのみ現れた。アンバランスドシルク綾織(5/3)ウィーブに熱可塑性マトリックスを含浸させることにより製造されたアンバランスドシルク繊維複合材料は、対応する例3のバランスドシルク繊維複合材料と比較して低い衝撃強度を有することは明らかである。
【0035】
例5:アンバランスドシルク綾織(5/3)ウィーブから製造されたバランスドシルク繊維複合材料
10層のシルク布帛ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。シルク布帛は、例4のものと同じ綾織(5/3)ウィーブであった。シルク布帛の層を、当該シルク布帛の1つの層の経糸方向が、シルク布帛の次の層に対して90°未満の方向に向けるように交互に積み重ねて、アンバランスドシルクウィーブからバランスドシルク繊維複合材料のプレートを製造した。
【0036】
例2において測定されたような、上記バランスドシルク繊維複合材料の引張特性を表6に示し、そして上記シルク複合材料が、強度及び弾性率に偏りがないことを具体的に説明する。
例2におけるように測定された、上記バランスドシルク綾織ウィーブ複合材料の衝撃特性を表7に示す。破断は、緯糸方向及び経糸方向の両方に現れた。
この例により、アンバランスドシルクウィーブを適切に積み重ねて調製された、強度にバランスドシルクウィーブ複合材料が、相当する例4のPBSa複合材料よりも非常に大きな衝撃エネルギーを吸収することが実証される。例3のPBSa複合材料と比較して、耐衝撃性がいくぶん低い事実は、繊維構造を弱くする、上記シルク綾織(5/3)ウィーブ内の大きな撚りの存在のためであると思われる。
【0037】
例6:アンバランスドシルク綾織(5/1/1/1)ウィーブから製造されたアンバランスドシルク繊維複合材料
8層のシルク布帛ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。シルク布帛の各層を同一方向に向けた。上記シルク布帛は、経糸方向に、5.9テックスの線密度及び100撚り/mを有する8800ヤーン/mと、緯糸方向に、6.4テックスの線密度及び2600撚り/mを有する4600ヤーン/mとを含む、79g/m2の面密度を有する、改良された綾織ウィーブ5/1/1/1であった。当該改良された綾織ウィーブは、経糸/緯糸の重量比が64/36であるように、重量が偏っていた。
【0038】
例2に記載されたように測定した、改良されたPBSaシルク綾織(5/1/1/1)ウィーブ複合材料に関する引張特性を、表8に示す。当該改良された綾織(5/1/1/1)ウィーブが重量に偏りがあるので、このシルク繊維複合材料は、強度及び弾性率に偏りがある。例2において言及されるように測定された、改良されたシルク綾織(5/1/1/1)ウィーブ複合材料の衝撃特性を、表9に示す。破断は、より弱い緯糸方向にのみ現れた。例4におけるように、耐衝撃性は、相当する例3のPBSa複合材料より低い。
【0039】
例7:アンバランスドシルク綾織(5/1/1/1)ウィーブから製造されたバランスドシルク繊維複合材料
10層のシルク布帛ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。当該シルク布帛は、例6における改良された綾織(5/1/1/1)ウィーブと同一であった。シルク布帛の層を、当該シルク布帛の1つの層の経糸方向が、シルク布帛の次の層に対して90°未満の方向に向けるように交互に積み重ねて、アンバランスドシルクウィーブからバランスドシルク繊維複合材料のプレートを製造した。例2おけるように測定された、バランスドシルク繊維複合材料の引張特性を、表10に示す。上記シルク繊維複合材料は、強度及び弾性率に偏りがない。例2において言及されるように測定された衝撃特性を、表11に示す。破断は、緯糸方向及び経糸方向の両方に現れた。
【0040】
例5におけるように、この例により、アンバランスドシルクウィーブを適切に積み重ねて調製された、強度にバランスドシルクウィーブ複合材料が、相当する例6のPBSa複合材料よりも非常に大きな衝撃エネルギーを吸収することが実証される。例3のPBSa複合材料と比較して、耐衝撃性がいくぶん低い事実は、繊維構造を弱くする、上記シルク綾織(5/1/1/1)ウィーブ内の大きな撚りの存在のためであると思われる。
【0041】
例8:軽微アンバランスドウィーブから製造されたアンバランスドシルク繊維複合材料
4層のシルク布帛ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。シルク布帛の各層を同一方向に向けた。上記シルク布帛は、経糸方向に、5.9テックスの線密度及び100撚り/mを有する8800ヤーン/mと、緯糸方向に、6.4テックスの線密度及び2600撚り/mを有する4600ヤーン/mとを含む、168g/m2の面密度を有する、改良された綾織ウィーブ6/2であった。当該改良された綾織ウィーブは、経糸/緯糸の重量比が53/47であるように、重量が偏っていた。これは、緯糸方向におけるよりも、経糸方向において12.8%高い繊維密度に等しい。
【0042】
上記改良された綾織(6/2)ウィーブは、重量に偏りがないので、このシルク繊維複合材料は、強度及び弾性率に偏りがない。例2において言及されるように測定された改良されたシルク綾織(6/2)ウィーブ複合材料の衝撃特性を、表12に示す。わずかにアンバランスドウィーブを用いると、例3のPBSa複合材料と比較して、衝撃性能が損なわれることは明白である。
【0043】
例9:編物から製造されたシルク繊維複合材料
7層のシルク編物ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。シルク編物の各層を同一方向に向けた。上記シルク編物は、5.3テックスの線密度を有する2つの連続ヤーンを含む、105g/m2の面密度を有するジャージーよこメリヤス(Jersey weft knitted fabric)であった。横の列の長さは0.48mmであり、縦の列の長さは0.55mmであり、そしてループ高さは0.86mmであった。
熱可塑性マトリックスに含浸させる前の上記編物の引張特性を、表13に示す。破断点伸びのみに言及する。
編まれた構造物が高い破断点伸びを示すので、当該編まれた構造物は、例2において言及されるように測定された衝撃エネルギーを大きく吸収する。表14は、このジャージーPBSaシルク編物複合材料に関する、吸収された衝撃エネルギーを示す。
【0044】
【表1】

【0045】
【表2】
【0046】
【表3】
【0047】
【表4】
【0048】
【表5】
【0049】
【表6】
【0050】
【表7】
【0051】
【表8】
【0052】
【表9】
【0053】
【表10】
【0054】
【表11】
【0055】
【表12】
【0056】
【表13】
【0057】
【表14】
【図面の簡単な説明】
【0058】
【図1】シルク繊維複合材料の圧縮成形
【図2】落錘衝撃試験の構成
【図3】マトリックス熱可塑性ポリマーの破断点ひずみの関数としての、シルク繊維複合材料の落錘耐衝撃性
【技術分野】
【0001】
本発明は、マトリックス相としての熱可塑性ポリマー及び強化相としてのシルク繊維を含む繊維複合材料に関し、当該シルク繊維は、上記複合材料内で、少なくとも2種の方向に組織化されている。詳細には、本発明のシルク繊維複合材料は、高い耐貫入性を有する。本発明は、本発明に従う繊維複合材料を含むパネル又はシェル、並びに上記パネル又はシェルを含む物にさらに関する。
【背景技術】
【0002】
天然繊維複合材料は、複合材料研究コミュニティー並びに産業において、近年大きな注目を集めている。これは、特に、それらの環境性能に関する天然繊維の潜在的な優位性の度合いのためである。天然繊維は、再生可能な資源であり、そしてそれらの複合材料廃棄物が焼却された場合にも、二酸化炭素の環境に対する正味の排出物の原因にはならない(すなわち、これらの物質は、CO2中立である)。それらの処理の際、いくつかの有効量の発生されるCO2があるが(エネルギー消費のため)、この量は、ガラス及び炭素繊維のような合繊繊維を製造する際に発生される有効量よりも非常に小さい。
【0003】
天然繊維は、本質的に生分解性であり、有益でありうる。それらが比較的に低密度のため、ガラス繊維の機械的性質に相当する高い固有の機械的性質が、亜麻、麻及び洋麻のような一部の繊維に関して得られる。他の優位性は、潜在的な低コスト及び天然繊維を耕作する場合に必要とされる投資が比較的少ないことである。さらに、これらの繊維は、ガラス又は炭素よりも、概して磨耗が少ないので、例えば、繊維加工におけるより磨耗が少なく、そして繊維粉塵のよる職業的な健康リスクが潜在的に少ない。また、一般社会は、天然材料の使用を高く評価するのが一般的である。
【0004】
本発明は、シルク繊維複合材料に関する。シルク繊維は、天然繊維に関する上記に列挙したような多くの優位性を共有する。シルク繊維は、非常に高い破断点ひずみ(strain to failure)を有し、そして本発明は、この特性が、非常に強い複合材料に変えうる方法を示す。
【0005】
特許第3653635号明細書には、マトリックス相として、熱可塑性ポリマー、詳細には、ポリブチレンスクシネート、ポリプロピレン又はポリラクテート、及び強化相としてシルクウィーブを含む強化された複合材料が記載されている。上記シルクウィーブは、緯糸方向及び経糸方向における繊維密度が12%超異なる綾織り又は平織りのどちらかである。すなわち、布帛は、重量及びその結果の強度において偏りがあった。上記アンバランスド(unbalanced)ウィーブの使用は、複合材料のそれぞれの繊維方向において異なる強度を有する複合材料をもたらすのが一般的である。本発明は、上記複合材料の耐衝撃性(例2及び図2において概略を説明した方法により測定されるような)が比較的低いこと、そして非常に高い耐衝撃性が、熱可塑性ポリマーマトリックスを有するシルク繊維強化複合材料(silk fibre reinforced composite)において得られることを示し、ここで、当該シルク繊維は、各繊維方向における複合材料の強度が同様である、すなわち、複合材料が、繊維方向において、強度において偏っていない。
【0006】
さらに、耐衝撃性は、シルク繊維ヤーンの撚りを少なくすることによりさらに改良されうる(撚りにより、繊維強度が下がる)。よって、本発明のシルク繊維強化複合材料は、高い耐衝撃性を有すると共に、比較的軽いという優位性を有する。さらに、本発明は、繊維組織と独立した高い耐衝撃性を有するマトリックス相として、高い破断点ひずみを有する、選択された熱可塑性ポリマーを含むシルク繊維強化複合材料を提供する。それらの特徴により、本発明のこれらの複合材料は、それらのライフサイクルの過程で、衝撃又は貫入のリスクにさらされる物品に組込まれるべきパネル又はシェルの製造に有用である。
【0007】
上記物品の例は、頻繁に輸送されるか、又は突起を有する品目の近くで用いられる、受容器又はコンテナ、例えば、箱、スーツケース、ブリーフケース、ハンドバッグ、瓶、浴室若しくは台所の付属品又は時計ケースである。
耐荷重製品(例えば、スーツケース、ブリーフケース、ハンドバッグ等)において用いられる材料の耐衝撃性及び他の特性の重要性は、英国特許第2238753号明細書において詳細に論じられている。
【発明の開示】
【課題を解決するための手段】
【0008】
本発明は、比較的軽い一方で、高い耐衝撃性を有する熱可塑性ポリマーマトリックスを含む、選択されたシルク繊維強化複合材料を見出したことに基づいている。本発明のシルク繊維強化複合材料により、当該シルク繊維強化複合材料が例2に記載される試験方法に従って評価された耐貫入性(プレート厚さ1mm当たり20J超、さらに好ましくは、1mm当たり30J超、最も好ましくは、1mm当たり40J超である)を有するような衝撃エネルギーの最適な消失が可能となる。本発明に従った繊維複合材料の高い耐衝撃性のため、当該複合材料を含むパネル又はシェルは、それらのライフサイクルの過程で衝撃又は貫入のリスクにさらされる物品の製造のために特に有用である。
【発明を実施するための最良の形態】
【0009】
本発明は、比較的軽い一方で、高い耐衝撃性を有する熱可塑性ポリマーマトリックスを含む、選択されたシルク繊維強化複合材料を見出したことに基づく。本発明のシルク繊維強化複合材料は、例2及び図2において概略が説明される試験方法に従って評価されるように、プレート厚さ1mm当たり20J超、さらに好ましくは、1mm当たり30J超、最も好ましくは、1mm当たり40J超の耐貫入性を有するような、衝撃エネルギーの最適な消失を可能とする。
【0010】
上記高い耐衝撃性は、上記複合材料中のシルク繊維の適切な組織化と、熱可塑性プラスチックマトリックスポリマーの適切な選択との両方又はいずれかにより得ることができる。
【0011】
本発明は、上記複合材料の十分な強度及び複合材料の良好な変形性の両方又はどちらかを確保することにより、シルク繊維の組織化が、耐衝撃性に大きく寄与することができることを実証される。適切な強度は、上記複合材料内の少なくとも2つの方向においてシルク繊維を組織化することにより得られ、それにより、各繊維方向における、上記複合材料の抗張力が同じ範囲内であることが見出された。従って、第1の目的において、本発明は、マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料を提供し、ここで、当該シルク繊維は、少なくとも2つの方向において、上記複合材料内で組織化され、そして上記繊維方向にわたる上記シルク繊維の分布が、上記複合材料に含まれるシルク繊維の繊維方向間において、15%未満、さらに好ましくは10%未満、最も好ましくは7.5%未満、例えば、3%変化するように選択される。
【0012】
好ましい実施態様では、上記複合材料内の繊維方向の数及び配置は、当該複合材料が、さらなる非繊維方向(non−fibre direcion)を含むように選択され、ここで当該複合体は、25%以上、さらに好ましくは30%以上、最も好ましくは35%以上、例えば40%超の破断点ひずみを有する。シルク繊維方向において提供される偏りのない強度と共に、所与の方向における上記高い変形性により、衝撃の際にエネルギーの効率的な消失が可能となる。好ましくは、上記シルク繊維は、上記複合材料内に積み重ねられた、複数の布帛又はマット内で組織化されている。上記積み重ねたシルク繊維を含む布帛又はマットは、織布、不織布、ブレイディングファブリック(braided fabric)のいずれかであるか、又はノンクリンプファブリック(non−crimp fabric)であることができる。本発明の第1の目的に従った複合材料は、同じ種類の複数のマット若しくは布帛又は種々の組み合わせを含むことができる。好ましくは、上記複合材料中で用いられるシルク繊維は、20mm超、さらに好ましくは60mm超の長さを有するか、又は連続的なシルク繊維である。特定の実施形態では、上記シルク繊維は、ヤーンに紡糸されている。不連続の繊維に基づく複合材料が、複雑な形状中により簡易に形成できることが期待されている。
【0013】
本発明の第1の目的の実施形態では、上記複合材料は、シルク繊維を含む複数のウィーブを含み、さらに好ましくは、上記ウィーブ中に含まれる繊維の50%以上がシルク繊維であり、最も好ましくは、上記ウィーブ中に含まれる繊維がシルク繊維のみである。好ましい実施形態では、上記ウィーブは、緯糸及び経糸方向において同じ繊維を含み、そして上記ウィーブの緯糸及び経糸における繊維密度は、12%以下、さらに好ましくは6%未満異なり、最も好ましくは、上記ウィーブは偏り(重量に偏りがない)がなく、緯糸及び経糸における繊維密度が同一である。
【0014】
当業者は、各繊維方向における抗張力が同一範囲内にある複合材料を得るために、緯糸及び経糸間の繊維密度が12%未満異なる事実上バランスド(balanced)ウィーブか、又は同一方向若しくは角度90°におけるそれぞれの積み重ねられたウィーブの経糸を有するバランスドウィーブを積み重ねることが好ましいことを理解するであろう。別のより好ましい実施形態では、本発明に従う複合材料は、緯糸及び経糸における繊維密度が大きく異なる、複数のアンバランスドウィーブを含む。
【0015】
特定の実施形態では、上記アンバランスドウィーブは、緯糸及び経糸に同一繊維を含み、そして上記ウィーブの緯糸及び経糸における繊維密度が、12%超異なる。上記アンバランスドウィーブを用いる場合には、上記複合材料の繊維方向における全体的な繊維密度が、12%未満、好ましくは6%未満、例えば、3%未満異なるように、それぞれのウィーブが積み重ねられていることが重要である。最も好ましくは、それぞれのアンバランスドウィーブは、複合材料の繊維方向における全体的な繊維密度が同一となるように積み重ねられている。特定の実施形態では、本発明に従う複合材料は、複数の同一のアンバランスドウィーブを含み、当該ウィーブの約半分は、それらの緯糸方向が上記複合材料中に含まれる上記ウィーブの残りの半分の緯糸方向と、角度90°にあるように積み重ねられている。
【0016】
別の特定の実施形態では、上記アンバランスドウィーブは、緯糸及び経糸に、異なる繊維、例えば、緯糸にシルク繊維及び経糸に綿繊維を含む。上記アンバランスドウィーブを用いる場合、上記複合材料の繊維方向における全体的な繊維密度が、12%未満、好ましくは6%未満、例えば、3%未満異なるように、それぞれのウィーブが積み重ねられていることが重要である。最も好ましくは、それぞれのアンバランスドウィーブは、上記複合材料の繊維方向における全体的なシルク繊維密度が同一となるように積み重ねられている。
【0017】
本発明に従う複合材料内のバランスドウィーブ又はアンバランスドウィーブは、複合材料が、ウィーブ中の緯糸及び経糸に対応する90°の角度で2つの繊維方向を含むように積み重ねられている。上記複合材料は、当該複合材料が各繊維方向に対して、45°の角度にある方向に高い変形性を有する特定の優位性を有する。好ましくは、45°の方向における破断点ひずみとして評価されるこの変形性は、25%超、さらに好ましくは30%超、最も好ましくは35%超、例えば、40%超である。
【0018】
さらに、シルクヤーンの高度の撚りを有するウィーブを含む複合材料の耐衝撃性が、比較的低かいことが観察された(撚りにより、糸の強度が下がる)。従って、繊維の撚りは、ヤーンに組み込まれる場合には、2000回/m未満、好ましくは、1000回/m未満、及び最も好ましくは、200回/m未満であることが好ましい。(熱可塑性)ポリマーマトリックス材料の破断点ひずみと共に、(事実上)バランスドシルク繊維複合材料の耐衝撃性が増加することがさらに観察された。
【0019】
プレート厚さ1mm当たり20J超、さらに好ましくは1mm当たり30J超、例えば、1mm当たり40J超の耐衝撃性を有する繊維複合材料が、マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維含有編物とを用いた場合に得られることが観察された。この高い耐衝撃性(例2及び図2に概略を説明した方法に従って評価された)は、上記編物の高い変形性に関連した。従って、第2の目的では、本発明は、マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料を提供し、当該シルク繊維は、複数の積み重ねられた編物内で組織化されている。好ましい実施形態では、上記編物は、シルク繊維以外の他の繊維を含まない。上記編物に含まれるシルク繊維は、ヤーン中に紡糸されていれるか、又は連続繊維であることができる。より好ましい実施形態では、複合材料内に含まれる独立した編物は、全ての布帛方向にわたって平均化された、少なくとも80%の平均破断点引張ひずみを有するか、又は上記編物が、上記布帛の任意の方向において、少なくとも60%の破断点ひずみを有する。
【0020】
本発明の第1及び第2の目的に従う複合材料内で、マトリックスとして用いられる熱可塑性ポリマーは、1000MPa未満、さらに好ましくは750MPa未満、例えば、450MPa未満の引張係数、そして300%超、好ましくは400%超の破断点ひずみにより特徴付けられることが好ましい。上記熱可塑性ポリマーの例の非網羅的なリストは、ポリオレフィン、例えば、ポリプロピレン、ポリプロピレンのコポリマー、ポリエチレン及びポリエチレンのコポリマーである。他の好適な熱可塑性ポリマーは、ポリブチレンスクシネートを含む脂肪族のポリエステル(商品名、例えば、Bionolle 1000シリーズ)、又はコポリアミド(商品名、例えば、Epurex)である。
【0021】
しかし、原則として、シルクの酸化を防ぐ十分な措置がとられるのであれば、任意の熱可塑性ポリマー、例えば、ナイロン、アクリロニトリル、ブタジエンスチレン(ABS)、ポリカーボネート(PC)及びポリ乳酸(PLA)を選択することができる。さらに好ましくは、上記ポリマーは、熱可塑性エラストマー、エチレン及びビニルアセテートのコポリマー(商品名、例えば、Escorene Ultra)、エチレン及びオクテンのコポリマー(商品名、例えば、Exact)、ポリブチレンスクシネートコアジペート(商品名、例えば、Bionolle 3000シリーズ)、ポリカプロラクトン(商品名、CAPA)又はポリテトラメチレンアジペートテレフタレート(商品名、Ecoflex)を含む芳香族ポリエステルである。さらに好ましくは、上記マトリックスポリマーは、熱可塑性エラストマーである。これらエラストマーは、化学物質及び組成物の範囲をカバーする。
【0022】
例の非網羅的なリストには、熱可塑性のマトリックス内のゴム相の物理的ブレンド、例えば、EPDMゴムとポリプロピレンとのブレンド(商品名、例えば、Santoprene)、ポリエチレンビニルアセテート(EVA)、ポリエチレン(PE)又はポリプロピレン(PP)とEPDMとのブレンド(商品名、例えば、Vistaflex)、PE又はPPとブチルゴムとのブレンド(商品名、例えば、Trefsin)が含まれる。他の好適な熱可塑性エラストマーには、SEBSゴムと、PPと、熱可塑性ポリウレタンとのブレンドが含まれる。熱可塑性ポリウレタンには、ポリウレタンエステル及びエーテル(商品名、例えば、Walopur)又はポリカプロラクトンコポリエステル(商品名、例えば、Pearlthane)が含まれる。
【0023】
高い耐衝撃性(例2及び図2において概略が説明される試験方法により測定されるような)の繊維複合材料はまた、強化相としてのシルク繊維と、マトリックス相としての熱可塑性ポリマーとを混合することにより得ることができ、当該ポリマーは、450MPa未満の引張係数、すなわち弾性率を有し、そして400%超の破断点ひずみを有する。これらのポリマーは、シルク複合材料内で非常に高い耐衝撃性を提供し、さらにより柔軟な触感を提供する。従って、第3の目的において、本発明は、マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料を提供し、当該熱可塑性ポリマーは、450MPa未満の引張係数を有し、そして400%超の破断点ひずみを有する。
【0024】
好ましくは、上記ポリマーは、熱可塑性エラストマー、エチレンとビニルアセテートとのコポリマー(商品名、例えば、Escorene Ultra)、エチレンとオクテンとのコポリマー(商品名、例えば、Exact)、ポリブチレンスクシネートコアジペート(商品名、例えば、Bionolle 3000シリーズ)を含む脂肪族ポリエステル(生分解性)、ポリカプロラクトン(商品名、CAPA)又はポリテトラメチレンアジペートテレフタレート(商品名、Ecoflex)を含む芳香族ポリエステルである。さらに好ましくは、上記マトリックスポリマーは、熱可塑性エラストマーである。これらエラストマーは、化学物質及び組成物の範囲をカバーする。例の非網羅的なリストには、熱可塑性のマトリックス内のゴム相の物理的ブレンド、例えば、EPDMゴムとポリプロピレンとのブレンド(商品名、例えば、Santoprene)、ポリエチレンビニルアセテート(EVA)、ポリエチレン(PE)又はポリプロピレン(PP)とEPDMとのブレンド(商品名、例えば、Vistaflex)、PE又はPPとブチルゴムとのブレンド(商品名、例えば、Trefsin)が含まれる。他の好適な熱可塑性エラストマーには、SEBSゴムと、PPと、熱可塑性ポリウレタンとのブレンドが含まれる。熱可塑性ポリウレタンには、ポリウレタンエステル及びエーテル(商品名、例えば、Walopur)又はポリカプロラクトンコポリエステル(商品名、例えば、Pearlthane)が含まれる。
【0025】
本発明の第1、第2及び第3の目的に従う繊維複合材料において、上記シルク繊維は、上記複合材料の量の25〜70%、さらに好ましくは35〜60%、最も好ましくは45〜55%の量に達する。本発明に従う繊維複合材料の高い耐衝撃性のため、上記複合材料を含むパネル又はシェルは、それらのライフサイクルの過程で、衝撃又は貫入のリスクにさらされる物品の製造のために特に有用である。特定の実施形態では、上記パネル又はシェルは、サンドイッチ形態を有し、ここでは当該パネル又はシェルは、繊維複合材料の表皮及び強化されていないポリマー材料のコアを含む。
【0026】
上記物品の例は、頻繁に輸送され又はとがった品目の近くで用いられる、受容器又はコンテナ、例えば、箱、スーツケース、ブリーフケース、ハンドバッグ、瓶、浴室若しくは台所の付属品又は時計ケースである。耐衝撃パネルの使用により利益を受けることができる他の物品は、一点の家具、例えば、テーブル、キャビネット、事務机、及び特にクローゼットである。本発明のパネル及びシェルはまた、固定具、例えば、宝飾品の固定具又は箱、スーツケース、ブリーフケース、ハンドバッグ、時計ケース、宝飾品ケース、瓶、浴室又は台所の付属物の締め具システムの一部の製造に重要である。本発明のパネル及びシェルは、作業の一部の調製時にさらに用いられ、工業機械又は乗物に組み込まれる。本発明のパネルは、当該パネルが、上述の物品の製造に用いられるために好適となる熱形成又は減圧形成方法を用いて形成されうるさらなる利点を有する。
本発明を、下記に与えられる非限定的な例により、さらに具体的に説明する。
【実施例】
【0027】
例1:シルク繊維複合材料の生成
異なるマトリックスを有するシルク繊維複合材料を、(加熱及び冷却段階を有する成形機(Pinette)内で)圧縮成形により調製した。ポリマーフィルム及びシルクウィーブ又は編物の異なる層を交互に積み重ね、そして約10分間、加圧下で加熱した。20バールの有効圧力となるように圧力を選択し、そしてポリマーマトリックス材料によって決まるポリマーマトリックスの融点を約20℃上回る温度を選択した。表1には、異なるシルク繊維複合材料のために用いた、種々の加工温度のリストを示す。
【0028】
10分後、シルク繊維複合材料のプレートを、冷却段階に移し、そこでは、当該プレートが、温度が離型温度(典型的には20℃)に到達するまで、20バールの同一圧力において急冷された。あるいは、含浸されたシルク繊維複合材料を、遅い冷却速度(5℃/分)において、同一圧力下で冷却した。この製造方法の変化により、上記シルク繊維複合材料の最終的な機械的性質に影響はない。
続いて、所望により、複合材料のプレートを、熱成形又は減圧熱成形により複雑な形状に形成させた。
【0029】
例2:シルク繊維複合材料の評価
シルク繊維複合材料の繊維体積分率が、用いられたシルクウィーブの呼び厚さを、シルク繊維複合材料のプレートの厚さで割って計算した。プレートを、約50%のシルク繊維体積分率Vfで製造した。
衝撃特性を、落錘衝撃試験により測定した。上記試験では、プレート型試験片を、試験片表面に垂直且つ名目上一定の速度において、ストライカーを用いてそれらの中心のところを破壊する。得られた力−たわみ又は力−時間の図表を、電子的に記録する。当該試験片を、上記試験の間、一定位置に固定する。用いられた円柱形の衝突体(直径16mm)は、半球形のストライカーチップ(半径8mm)を有していた。落高は1200mmであり、そして当該衝突体の重量を、当該試料に貫入するように適合させた。これは、ISO standard 6603−2に従う。試料を105mmずつ、そして80mm直径のサポートリングにより固定した。4つのねじを、20Nmのモーメントで締めた。当該プレートの厚さは、1mmであった。複合材料のプレートの厚さに正規化された、貫入のために必要とされる衝撃エネルギーとして結果を報告する。
シルク繊維複合材料に対する引張試験を、ASTM standard D3039−00に従って行った。
【0030】
例3:バランスドウィーブから製造されたバランスドシルク繊維複合材料
8層の綾織ウィーブ及び複数層のポリマーマトリックスフィルムを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。綾織ウィーブの各層を同一方向に向けた。当該シルク綾織ウィーブ、78g/m2は、経糸に、56ヤーン/cmと、緯糸方向に35ヤーン/cmとを含んでいた。経糸は、7.0テックスの線密度を有し、そして緯糸は、10.9テックスの線密度を有した。100撚り/mを用いて、両ヤーンを撚った。当該綾織ウィーブは、経糸及び緯糸において重量に偏りがなかった。ポリマーフィルムの層の数は、供給者から受ける膜厚によって決まった。層の数を選択し、1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を製造した。ポリマーフィルムの層の数は、PBSaの場合24、PBSの場合24、PCLの場合10、PTMAT Ecoflexフィルムの場合8、Walopur 4201 AU TPUフィルムの場合12、PE−EVAの場合6、PPの場合5、コポリアミドH2の場合12及びPearlthane D11 F60 TPUフィルムの場合12であった。
【0031】
例2において評価された、PBSaシルク綾織ウィーブ複合材料に関する引張特性を、表2に示す。上記綾織ウィーブは重量に偏りがないので、得られたシルク繊維複合材料は、2つの主要な繊維方向において、強度及び弾性率に偏りがない(同一の繊維方向において、当該強度及び弾性率は同一又はほぼ同一であった)。45°の方向における破断点伸び(elongation of failure)及び強度は、布帛のシェアのため、非常に高い。
【0032】
例2で言及されるように測定されたシルク綾織ウィーブ複合材料の衝撃特性を表3に示す。破断が、両方の繊維方向に現れた。表3により、バランスドシルク綾織ウィーブに、異なる強靭な熱可塑性マトリックスを含浸させることにより製造されたバランスドシルク繊維複合材料が、吸収された衝撃エネルギー(貫通の際)として測定される高い衝撃強度を有すると結論付けることができる。
バランスドシルク繊維複合材料の衝撃強度が、熱可塑性ポリマーマトリックス材料の破断点ひずみの明確な関数であることが、図3に示されている。
【0033】
例4:アンバランスドシルク綾織(5/3)ウィーブから製造されたアンバランスドシルク繊維複合材料
10層のシルク布帛ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。シルク布帛の各層を同一方向に向けた。上記シルク布帛は、経糸方向に、3.9テックスの線密度及び100撚り/mを有する100ヤーン/cmと、緯糸方向に、4.1テックスの線密度及び2800撚り/mを有する66ヤーン/cmとを含む、70g/m2の面密度を有する綾織ウィーブ5/3であった。当該綾織ウィーブは、経糸/緯糸の重量比が59/41であるように、重量が偏っていた。
【0034】
例2に記載されるように測定した、アンバランスドPBSaシルク綾織(5/3)ウィーブ複合材料に関する引張特性を、表4に示す。
綾織(5/3)ウィーブが重量に偏りがあるので、このシルク繊維複合材料は、強度及び弾性率に偏りがある。例2において言及されるように測定されたシルク綾織(5/3)ウィーブ複合材料の衝撃特性を、表5に示す。破断は、より弱い緯糸方向にのみ現れた。アンバランスドシルク綾織(5/3)ウィーブに熱可塑性マトリックスを含浸させることにより製造されたアンバランスドシルク繊維複合材料は、対応する例3のバランスドシルク繊維複合材料と比較して低い衝撃強度を有することは明らかである。
【0035】
例5:アンバランスドシルク綾織(5/3)ウィーブから製造されたバランスドシルク繊維複合材料
10層のシルク布帛ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。シルク布帛は、例4のものと同じ綾織(5/3)ウィーブであった。シルク布帛の層を、当該シルク布帛の1つの層の経糸方向が、シルク布帛の次の層に対して90°未満の方向に向けるように交互に積み重ねて、アンバランスドシルクウィーブからバランスドシルク繊維複合材料のプレートを製造した。
【0036】
例2において測定されたような、上記バランスドシルク繊維複合材料の引張特性を表6に示し、そして上記シルク複合材料が、強度及び弾性率に偏りがないことを具体的に説明する。
例2におけるように測定された、上記バランスドシルク綾織ウィーブ複合材料の衝撃特性を表7に示す。破断は、緯糸方向及び経糸方向の両方に現れた。
この例により、アンバランスドシルクウィーブを適切に積み重ねて調製された、強度にバランスドシルクウィーブ複合材料が、相当する例4のPBSa複合材料よりも非常に大きな衝撃エネルギーを吸収することが実証される。例3のPBSa複合材料と比較して、耐衝撃性がいくぶん低い事実は、繊維構造を弱くする、上記シルク綾織(5/3)ウィーブ内の大きな撚りの存在のためであると思われる。
【0037】
例6:アンバランスドシルク綾織(5/1/1/1)ウィーブから製造されたアンバランスドシルク繊維複合材料
8層のシルク布帛ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。シルク布帛の各層を同一方向に向けた。上記シルク布帛は、経糸方向に、5.9テックスの線密度及び100撚り/mを有する8800ヤーン/mと、緯糸方向に、6.4テックスの線密度及び2600撚り/mを有する4600ヤーン/mとを含む、79g/m2の面密度を有する、改良された綾織ウィーブ5/1/1/1であった。当該改良された綾織ウィーブは、経糸/緯糸の重量比が64/36であるように、重量が偏っていた。
【0038】
例2に記載されたように測定した、改良されたPBSaシルク綾織(5/1/1/1)ウィーブ複合材料に関する引張特性を、表8に示す。当該改良された綾織(5/1/1/1)ウィーブが重量に偏りがあるので、このシルク繊維複合材料は、強度及び弾性率に偏りがある。例2において言及されるように測定された、改良されたシルク綾織(5/1/1/1)ウィーブ複合材料の衝撃特性を、表9に示す。破断は、より弱い緯糸方向にのみ現れた。例4におけるように、耐衝撃性は、相当する例3のPBSa複合材料より低い。
【0039】
例7:アンバランスドシルク綾織(5/1/1/1)ウィーブから製造されたバランスドシルク繊維複合材料
10層のシルク布帛ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。当該シルク布帛は、例6における改良された綾織(5/1/1/1)ウィーブと同一であった。シルク布帛の層を、当該シルク布帛の1つの層の経糸方向が、シルク布帛の次の層に対して90°未満の方向に向けるように交互に積み重ねて、アンバランスドシルクウィーブからバランスドシルク繊維複合材料のプレートを製造した。例2おけるように測定された、バランスドシルク繊維複合材料の引張特性を、表10に示す。上記シルク繊維複合材料は、強度及び弾性率に偏りがない。例2において言及されるように測定された衝撃特性を、表11に示す。破断は、緯糸方向及び経糸方向の両方に現れた。
【0040】
例5におけるように、この例により、アンバランスドシルクウィーブを適切に積み重ねて調製された、強度にバランスドシルクウィーブ複合材料が、相当する例6のPBSa複合材料よりも非常に大きな衝撃エネルギーを吸収することが実証される。例3のPBSa複合材料と比較して、耐衝撃性がいくぶん低い事実は、繊維構造を弱くする、上記シルク綾織(5/1/1/1)ウィーブ内の大きな撚りの存在のためであると思われる。
【0041】
例8:軽微アンバランスドウィーブから製造されたアンバランスドシルク繊維複合材料
4層のシルク布帛ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。シルク布帛の各層を同一方向に向けた。上記シルク布帛は、経糸方向に、5.9テックスの線密度及び100撚り/mを有する8800ヤーン/mと、緯糸方向に、6.4テックスの線密度及び2600撚り/mを有する4600ヤーン/mとを含む、168g/m2の面密度を有する、改良された綾織ウィーブ6/2であった。当該改良された綾織ウィーブは、経糸/緯糸の重量比が53/47であるように、重量が偏っていた。これは、緯糸方向におけるよりも、経糸方向において12.8%高い繊維密度に等しい。
【0042】
上記改良された綾織(6/2)ウィーブは、重量に偏りがないので、このシルク繊維複合材料は、強度及び弾性率に偏りがない。例2において言及されるように測定された改良されたシルク綾織(6/2)ウィーブ複合材料の衝撃特性を、表12に示す。わずかにアンバランスドウィーブを用いると、例3のPBSa複合材料と比較して、衝撃性能が損なわれることは明白である。
【0043】
例9:編物から製造されたシルク繊維複合材料
7層のシルク編物ウィーブと、25μmの厚さを有する24層のPBSaポリマーマトリックスフィルムとを交互に積み重ね、そして圧縮成形し、例1に記載されるようにプレートを固めた。1mm厚のシルク複合材料のプレート及び50%の繊維体積分率を作り出すように層の数を選択した。シルク編物の各層を同一方向に向けた。上記シルク編物は、5.3テックスの線密度を有する2つの連続ヤーンを含む、105g/m2の面密度を有するジャージーよこメリヤス(Jersey weft knitted fabric)であった。横の列の長さは0.48mmであり、縦の列の長さは0.55mmであり、そしてループ高さは0.86mmであった。
熱可塑性マトリックスに含浸させる前の上記編物の引張特性を、表13に示す。破断点伸びのみに言及する。
編まれた構造物が高い破断点伸びを示すので、当該編まれた構造物は、例2において言及されるように測定された衝撃エネルギーを大きく吸収する。表14は、このジャージーPBSaシルク編物複合材料に関する、吸収された衝撃エネルギーを示す。
【0044】
【表1】
【0045】
【表2】
【0046】
【表3】
【0047】
【表4】
【0048】
【表5】
【0049】
【表6】
【0050】
【表7】
【0051】
【表8】
【0052】
【表9】
【0053】
【表10】
【0054】
【表11】
【0055】
【表12】
【0056】
【表13】
【0057】
【表14】
【図面の簡単な説明】
【0058】
【図1】シルク繊維複合材料の圧縮成形
【図2】落錘衝撃試験の構成
【図3】マトリックス熱可塑性ポリマーの破断点ひずみの関数としての、シルク繊維複合材料の落錘耐衝撃性
【特許請求の範囲】
【請求項1】
マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料であって、
前記シルク繊維は、少なくとも2つの方向において前記複合材料内で組織化されており、
繊維方向全体にわたるシルク繊維の分布が、前記複合材料の抗張力が前記複合材料に含まれる前記シルク繊維の前記繊維方向間で15%より少なく変化するように選択されることを特徴とする、
前記繊維複合材料。
【請求項2】
前記複合材料が、前記複合材料に含まれるシルク繊維の前記いずれの繊維方向以外の方向において、25%超の破断点ひずみを有する、請求項1に記載の繊維複合材料。
【請求項3】
前記複合材料が、プレート厚さ1mm当たり20J超の耐貫入性を有する、請求項1又は2に記載の繊維複合材料。
【請求項4】
前記シルク繊維が、前記複合材料内に積み重ねられている複数の布帛又はマットの中で組織化されている、請求項1〜3のいずれか一項に記載の繊維複合材料。
【請求項5】
前記布帛又はマットがウィーブである、請求項4に記載の繊維複合材料。
【請求項6】
前記繊維複合材料が、緯糸方向及び経糸方向における繊維密度が最大12%異なる複数のウィーブを含む、請求項5に記載の繊維複合材料。
【請求項7】
前記繊維複合材料が複数のバランスドウィーブを含む、請求項6に記載の繊維複合材料。
【請求項8】
複数のアンバランスドウィーブを含み、
それぞれのウィーブは、前記複合材料内に含まれるそれぞれの繊維方向における全体の繊維密度が、前記繊維方向間において12%より少なく変化するように積み重ねられている、
請求項5に記載の繊維複合材料。
【請求項9】
複数の同一のアンバランスドウィーブを含み、
当該ウィーブの約半分は、それらの緯糸方向が前記複合材料内に含まれる残りの半分のウィーブの緯糸方向と90°の角度にあるように積み重ねられている、
請求項8に記載の繊維複合材料。
【請求項10】
90°の角度における2つのシルク繊維方向を含み、
前記複合材料は、前記繊維方向のそれぞれに対して約45°の角度において、前記方向において25%超の破断点ひずみを有する、
請求項5〜9のいずれか一項に記載の繊維複合材料。
【請求項11】
ヤーン内に組込まれる場合に、前記繊維の撚りが、2000回/m未満、好ましくは1000回/m未満、さらに好ましくは500回/m未満、そして最も好ましくは200回/m未満である、請求項1〜10のいずれか一項に記載の繊維複合材料。
【請求項12】
マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料であって、
前記シルク繊維が、編物内で組織化されている、
前記複合材料。
【請求項13】
前記編物が、前記編物の全ての方向において、少なくとも60%の破断点ひずみを有する、請求項12に記載の繊維複合材料。
【請求項14】
前記繊維複合材料が、複数の積み重ねられた編物を含む、請求項12又は13のいずれかに記載の繊維複合材料。
【請求項15】
前記複合材料が、プレート厚さ1mm当たり20J超の耐貫入性を有する、請求項12〜14のいずれか一項に記載の繊維複合材料。
【請求項16】
前記シルク繊維が、連続繊維である、請求項1〜15のいずれか一項に記載の繊維複合材料。
【請求項17】
前記シルク繊維が、ヤーンに紡糸されており、繊維長さが、20mm超、さらに好ましくは60mm超である、請求項1〜15のいずれか一項に記載の繊維複合材料。
【請求項18】
前記シルク繊維の長さが、20mm超、さらに好ましくは60mm超である、請求項1〜15のいずれか一項に記載の繊維複合材料。
【請求項19】
前記熱可塑性ポリマーが、1000MPa未満の引張係数と、300%超の破断点ひずみとを有する、請求項1〜18のいずれか一項に記載の繊維複合材料。
【請求項20】
前記熱可塑性ポリマーが、ポリプロピレン、ポリプロピレンのコポリマー、ポリエチレン、ポリエチレンのコポリマー、ポリブチレンスクシネート又はコポリアミドから成る群から選択される、請求項19に記載の繊維複合材料。
【請求項21】
前記熱可塑性ポリマーが、熱可塑性エラストマー、エチレンとビニルアセテートとのコポリマー、エチレンとオクテンとのコポリマー、ポリブチレンスクシネートコアジペート、ポリカプロラクトン又はポリテトラメチレンアジペートテレフタレートである、請求項19に記載の繊維複合材料。
【請求項22】
前記熱可塑性エラストマーが、EPDMゴムとポリプロピレンとのブレンド、ポリエチレンビニルアセテート(EVA)、ポリエチレン(PE)又はポリプロピレン(PP)とEPDMとのブレンド、PE又はPPとブチルゴムとのブレンド、SEBSゴムとPPと熱可塑性ポリウレタンとのブレンドから成る群から選択される、請求項21に記載の繊維複合材料。
【請求項23】
前記熱可塑性ポリウレタンが、ポリウレタンエステル、エーテル又はポリカプロラクトンコポリエステルである、請求項22に記載の繊維複合材料。
【請求項24】
前記熱可塑性ポリマーが生分解性である、請求項19〜22のいずれか一項に記載の繊維複合材料。
【請求項25】
マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料であって、
当該ポリマーが、450MPa未満の引張係数と、400%超の破断点ひずみとを有する熱可塑性ポリマーである、
前記繊維複合材料。
【請求項26】
前記複合材料が、プレート厚さ1mm当たり20J超の耐貫入性を有する、請求項25に記載の繊維複合材料。
【請求項27】
前記熱可塑性ポリマーが、熱可塑性エラストマー、エチレンとビニルアセテートとのコポリマー、エチレンとオクテンとのコポリマー、ポリブチレンスクシネートコアジペート、ポリカプロラクトン又はポリテトラメチレンアジペートテレフタレートである、請求項25又は26のいずれかに記載の繊維複合材料。
【請求項28】
前記熱可塑性エラストマーが、EPDMゴムとポリプロピレンとのブレンド、ポリエチレンビニルアセテート(EVA)、ポリエチレン(PE)又はポリプロピレン(PP)とEPDMとのブレンド、PE又はPPとブチルゴムとのブレンド、SEBSゴムとPPと熱可塑性ポリウレタンとのブレンドから成る群から選択される、請求項27に記載の繊維複合材料。
【請求項29】
前記熱可塑性ポリウレタンが、ポリウレタンエステル、エーテル又はポリカプロラクトンコポリエステルである、請求項28に記載の繊維複合材料。
【請求項30】
前記シルク繊維が20mm超の長さを有する、請求項25〜29に記載の繊維複合材料。
【請求項31】
前記シルク繊維が連続繊維である、請求項25〜29のいずれか一項に記載の繊維複合材料。
【請求項32】
前記シルク繊維が、布帛又はマット内で組織化されている、請求項25〜31のいずれか一項に記載の繊維複合材料。
【請求項33】
シルク布帛又はマットが、織られた、編まれた、織られていない、ノンクリンプ又はブレイディングの形態である、請求項25〜32のいずれか一項に記載の繊維複合材料。
【請求項34】
請求項1〜33のいずれか一項に記載の繊維複合材料を含むパネル又はシェル。
【請求項35】
サンドイッチ形態を有し、
前記パネル又はシェルが、請求項1〜33のいずれか一項に記載の繊維複合材料の表皮と、強化されていないポリマー材料のコアとを含む、
請求項34に記載のパネル又はシェル。
【請求項36】
前記パネル又はシェルが熱成形又は減圧成形された、請求項34又は35に記載のパネル又はシェル。
【請求項37】
請求項34〜36のいずれか一項に記載のパネル又はシェルを少なくとも1つ含む受容器又はコンテナ。
【請求項38】
前記受容器が、箱、スーツケース、ブリーフケース、ハンドバッグ、時計ケース、宝飾品ケース、瓶、浴室又は台所の付属品である、請求項37に記載の受容器又はコンテナ。
【請求項39】
請求項34〜36のいずれか一項に記載のパネル又はシェルを含む一点の家具。
【請求項40】
前記一点の家具が、テーブル、キャビネット、ドア又はクローゼットである、請求項39に記載の一点の家具。
【請求項41】
請求項34〜36のいずれか一項に記載のパネル又はシェルを少なくとも一つ含む固定具。
【請求項42】
前記固定具が、宝飾品の固定具、箱、スーツケース、ブリーフケース、ハンドバッグ、時計ケース、宝飾品ケース、瓶、浴室又は台所の付属品の締め具システムの一部である、請求項41に記載の固定具。
【請求項43】
請求項34〜36のいずれか一項に記載のパネル又はシェルを少なくとも一つ含む作業装置。
【請求項44】
前記装置が、製造機械又は乗物の一部である、請求項43に記載の作業装置。
【請求項1】
マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料であって、
前記シルク繊維は、少なくとも2つの方向において前記複合材料内で組織化されており、
繊維方向全体にわたるシルク繊維の分布が、前記複合材料の抗張力が前記複合材料に含まれる前記シルク繊維の前記繊維方向間で15%より少なく変化するように選択されることを特徴とする、
前記繊維複合材料。
【請求項2】
前記複合材料が、前記複合材料に含まれるシルク繊維の前記いずれの繊維方向以外の方向において、25%超の破断点ひずみを有する、請求項1に記載の繊維複合材料。
【請求項3】
前記複合材料が、プレート厚さ1mm当たり20J超の耐貫入性を有する、請求項1又は2に記載の繊維複合材料。
【請求項4】
前記シルク繊維が、前記複合材料内に積み重ねられている複数の布帛又はマットの中で組織化されている、請求項1〜3のいずれか一項に記載の繊維複合材料。
【請求項5】
前記布帛又はマットがウィーブである、請求項4に記載の繊維複合材料。
【請求項6】
前記繊維複合材料が、緯糸方向及び経糸方向における繊維密度が最大12%異なる複数のウィーブを含む、請求項5に記載の繊維複合材料。
【請求項7】
前記繊維複合材料が複数のバランスドウィーブを含む、請求項6に記載の繊維複合材料。
【請求項8】
複数のアンバランスドウィーブを含み、
それぞれのウィーブは、前記複合材料内に含まれるそれぞれの繊維方向における全体の繊維密度が、前記繊維方向間において12%より少なく変化するように積み重ねられている、
請求項5に記載の繊維複合材料。
【請求項9】
複数の同一のアンバランスドウィーブを含み、
当該ウィーブの約半分は、それらの緯糸方向が前記複合材料内に含まれる残りの半分のウィーブの緯糸方向と90°の角度にあるように積み重ねられている、
請求項8に記載の繊維複合材料。
【請求項10】
90°の角度における2つのシルク繊維方向を含み、
前記複合材料は、前記繊維方向のそれぞれに対して約45°の角度において、前記方向において25%超の破断点ひずみを有する、
請求項5〜9のいずれか一項に記載の繊維複合材料。
【請求項11】
ヤーン内に組込まれる場合に、前記繊維の撚りが、2000回/m未満、好ましくは1000回/m未満、さらに好ましくは500回/m未満、そして最も好ましくは200回/m未満である、請求項1〜10のいずれか一項に記載の繊維複合材料。
【請求項12】
マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料であって、
前記シルク繊維が、編物内で組織化されている、
前記複合材料。
【請求項13】
前記編物が、前記編物の全ての方向において、少なくとも60%の破断点ひずみを有する、請求項12に記載の繊維複合材料。
【請求項14】
前記繊維複合材料が、複数の積み重ねられた編物を含む、請求項12又は13のいずれかに記載の繊維複合材料。
【請求項15】
前記複合材料が、プレート厚さ1mm当たり20J超の耐貫入性を有する、請求項12〜14のいずれか一項に記載の繊維複合材料。
【請求項16】
前記シルク繊維が、連続繊維である、請求項1〜15のいずれか一項に記載の繊維複合材料。
【請求項17】
前記シルク繊維が、ヤーンに紡糸されており、繊維長さが、20mm超、さらに好ましくは60mm超である、請求項1〜15のいずれか一項に記載の繊維複合材料。
【請求項18】
前記シルク繊維の長さが、20mm超、さらに好ましくは60mm超である、請求項1〜15のいずれか一項に記載の繊維複合材料。
【請求項19】
前記熱可塑性ポリマーが、1000MPa未満の引張係数と、300%超の破断点ひずみとを有する、請求項1〜18のいずれか一項に記載の繊維複合材料。
【請求項20】
前記熱可塑性ポリマーが、ポリプロピレン、ポリプロピレンのコポリマー、ポリエチレン、ポリエチレンのコポリマー、ポリブチレンスクシネート又はコポリアミドから成る群から選択される、請求項19に記載の繊維複合材料。
【請求項21】
前記熱可塑性ポリマーが、熱可塑性エラストマー、エチレンとビニルアセテートとのコポリマー、エチレンとオクテンとのコポリマー、ポリブチレンスクシネートコアジペート、ポリカプロラクトン又はポリテトラメチレンアジペートテレフタレートである、請求項19に記載の繊維複合材料。
【請求項22】
前記熱可塑性エラストマーが、EPDMゴムとポリプロピレンとのブレンド、ポリエチレンビニルアセテート(EVA)、ポリエチレン(PE)又はポリプロピレン(PP)とEPDMとのブレンド、PE又はPPとブチルゴムとのブレンド、SEBSゴムとPPと熱可塑性ポリウレタンとのブレンドから成る群から選択される、請求項21に記載の繊維複合材料。
【請求項23】
前記熱可塑性ポリウレタンが、ポリウレタンエステル、エーテル又はポリカプロラクトンコポリエステルである、請求項22に記載の繊維複合材料。
【請求項24】
前記熱可塑性ポリマーが生分解性である、請求項19〜22のいずれか一項に記載の繊維複合材料。
【請求項25】
マトリックス相としての熱可塑性ポリマーと、強化相としてのシルク繊維とを含む繊維複合材料であって、
当該ポリマーが、450MPa未満の引張係数と、400%超の破断点ひずみとを有する熱可塑性ポリマーである、
前記繊維複合材料。
【請求項26】
前記複合材料が、プレート厚さ1mm当たり20J超の耐貫入性を有する、請求項25に記載の繊維複合材料。
【請求項27】
前記熱可塑性ポリマーが、熱可塑性エラストマー、エチレンとビニルアセテートとのコポリマー、エチレンとオクテンとのコポリマー、ポリブチレンスクシネートコアジペート、ポリカプロラクトン又はポリテトラメチレンアジペートテレフタレートである、請求項25又は26のいずれかに記載の繊維複合材料。
【請求項28】
前記熱可塑性エラストマーが、EPDMゴムとポリプロピレンとのブレンド、ポリエチレンビニルアセテート(EVA)、ポリエチレン(PE)又はポリプロピレン(PP)とEPDMとのブレンド、PE又はPPとブチルゴムとのブレンド、SEBSゴムとPPと熱可塑性ポリウレタンとのブレンドから成る群から選択される、請求項27に記載の繊維複合材料。
【請求項29】
前記熱可塑性ポリウレタンが、ポリウレタンエステル、エーテル又はポリカプロラクトンコポリエステルである、請求項28に記載の繊維複合材料。
【請求項30】
前記シルク繊維が20mm超の長さを有する、請求項25〜29に記載の繊維複合材料。
【請求項31】
前記シルク繊維が連続繊維である、請求項25〜29のいずれか一項に記載の繊維複合材料。
【請求項32】
前記シルク繊維が、布帛又はマット内で組織化されている、請求項25〜31のいずれか一項に記載の繊維複合材料。
【請求項33】
シルク布帛又はマットが、織られた、編まれた、織られていない、ノンクリンプ又はブレイディングの形態である、請求項25〜32のいずれか一項に記載の繊維複合材料。
【請求項34】
請求項1〜33のいずれか一項に記載の繊維複合材料を含むパネル又はシェル。
【請求項35】
サンドイッチ形態を有し、
前記パネル又はシェルが、請求項1〜33のいずれか一項に記載の繊維複合材料の表皮と、強化されていないポリマー材料のコアとを含む、
請求項34に記載のパネル又はシェル。
【請求項36】
前記パネル又はシェルが熱成形又は減圧成形された、請求項34又は35に記載のパネル又はシェル。
【請求項37】
請求項34〜36のいずれか一項に記載のパネル又はシェルを少なくとも1つ含む受容器又はコンテナ。
【請求項38】
前記受容器が、箱、スーツケース、ブリーフケース、ハンドバッグ、時計ケース、宝飾品ケース、瓶、浴室又は台所の付属品である、請求項37に記載の受容器又はコンテナ。
【請求項39】
請求項34〜36のいずれか一項に記載のパネル又はシェルを含む一点の家具。
【請求項40】
前記一点の家具が、テーブル、キャビネット、ドア又はクローゼットである、請求項39に記載の一点の家具。
【請求項41】
請求項34〜36のいずれか一項に記載のパネル又はシェルを少なくとも一つ含む固定具。
【請求項42】
前記固定具が、宝飾品の固定具、箱、スーツケース、ブリーフケース、ハンドバッグ、時計ケース、宝飾品ケース、瓶、浴室又は台所の付属品の締め具システムの一部である、請求項41に記載の固定具。
【請求項43】
請求項34〜36のいずれか一項に記載のパネル又はシェルを少なくとも一つ含む作業装置。
【請求項44】
前記装置が、製造機械又は乗物の一部である、請求項43に記載の作業装置。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2009−530469(P2009−530469A)
【公表日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願番号】特願2009−500959(P2009−500959)
【出願日】平成19年3月26日(2007.3.26)
【国際出願番号】PCT/IB2007/000781
【国際公開番号】WO2007/110758
【国際公開日】平成19年10月4日(2007.10.4)
【出願人】(508283521)
【出願人】(597104097)
【Fターム(参考)】
【公表日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願日】平成19年3月26日(2007.3.26)
【国際出願番号】PCT/IB2007/000781
【国際公開番号】WO2007/110758
【国際公開日】平成19年10月4日(2007.10.4)
【出願人】(508283521)
【出願人】(597104097)
【Fターム(参考)】
[ Back to top ]