
シートの接合構造
【課題】如何なる材料同士でも完全接合を可能にしたシートの接合構造を提供する。
【解決手段】合成樹脂製のベースの少なくとも片面に対するシートの接合構造であって、不織布製のシート2の表面側に四フッ化エチレンからなる多孔性のシート3が積層された積層シートとの接合部におけるベース1側に無数の微小な凹部4が形成され、積層シートをベース1に重ねた状態で多孔性のシート3側から瞬間接着剤5を凹部4内に充填されるように塗布して積層シートをベース1に接合させてなる。
【解決手段】合成樹脂製のベースの少なくとも片面に対するシートの接合構造であって、不織布製のシート2の表面側に四フッ化エチレンからなる多孔性のシート3が積層された積層シートとの接合部におけるベース1側に無数の微小な凹部4が形成され、積層シートをベース1に重ねた状態で多孔性のシート3側から瞬間接着剤5を凹部4内に充填されるように塗布して積層シートをベース1に接合させてなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばエアーフィルターや金属を犯す例えば塩素ガスの精製フィルターなどの各種フィルターにおいてベースに対するシートの接合構造に関するものである。
【背景技術】
【0002】
従来のこの種フィルターにおいて、少なくとも2枚の材料を接合させる場合、例えば特許文献1に開示されているように、ガラス繊維シートと不織布とを超音波融着により接合したものが知られている。
【0003】
このような超音波融着による技術を用いて2枚の材料同士を接合させた場合、2枚の材料同士は強固に接合されるが、接合部の端部が剥がれたりすると、その部分から引き剥がされる力に対して弱くなるという問題がある。
【0004】
また、2枚の材料同士を接合させる方法としては、一般的には接着剤を用いる方法である。この接着剤を用いた接合方法によれば殆んどの材料同士を完全接合させることが可能であるが、接着剤により完全接合しない材料も存在する。具体的には四フッ化エチレンからなるシートは如何なる接着剤を用いても完全接合させることが不可能である。
【特許文献1】特開2002−18216号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記のように接着剤を用いて殆んどの材料同士を接合させることは可能であるが、四フッ化エチレンからなるシートなどのように接着剤では完全接合させることができない材料も存在する。
【0006】
本発明の目的は、このような課題を解決するものであり、如何なる材料同士でも完全接合を可能にしたシートの接合構造を提供することにある。
【課題を解決するための手段】
【0007】
本発明の請求項1に記載のシートの接合構造は、合成樹脂製のベースの少なくとも片面に対するシートの接合構造であって、シートとの接合部におけるベース側に無数の微小な凹部が形成され、シートをベースに重ねた状態でシート側から瞬間接着剤を凹部内に充填されるように塗布してシートをベースに接合させてなることを特徴とする。
【0008】
請求項2に記載のシートの接合構造は、シートにベース側の微小な凹部に合致する無数の微小な孔部が形成されていることを特徴とする。
【0009】
請求項3に記載のシートの接合構造は、シートは表面側に四フッ化エチレンからなるシートが積層された積層シートであることを特徴とする。
【発明の効果】
【0010】
以上のように、本発明のシートの接合構造は、シートとの接合部におけるベース側に無数の微小な凹部が形成され、シートをベースに重ねた状態でシート側から瞬間接着剤を凹部内に充填されるように塗布することにより瞬間接着剤が楔状の釘の働きをし、シートをベースに完全固着させることができる。そして、シートとして表面側に接着剤では接着しない四フッ化エチレンからなるシートが積層された積層シートであっても、積層シートをベースに完全固着させることができ、如何なる材料同士でも完全接合を可能にしたシートの接合構造を提供することができる。即ち、本発明のシートの接合構造であれば、接合部の端部からシートが一部剥がれたりしても、その部分から引き剥がされる力に対して弱くなるという問題も無く、強い接合強度が得られる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の一実施の形態を、図1〜図4を用いて具体的に説明する。
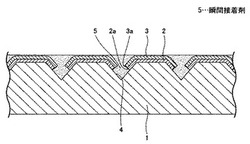
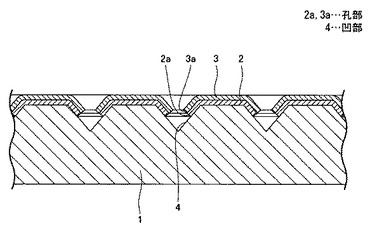
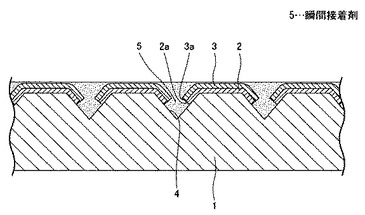
図において、1は例えばアクリルニトリルブタジェンスチレン共重合体樹脂(ABS樹脂)やポリエチレンテレフタレート、ポリプロピレンなどからなる合成樹脂製のベースで、このベース1の少なくとも片面には例えばポリエチレンテレフタレートを材料とする不織布製のシート2が装着される。なお、不織布製のシート2の表面には四フッ化エチレン(テトロン・登録商標)からなる多孔性のシート3が積層されている。前記不織布製のシート2と多孔性のシート3とは接着剤では完全接合されず、剥離強度の弱い状態で接合されている。この四フッ化エチレンからなる多孔性のシート3が表面に積層された不織布製のシート2を前記ベース1の少なくとも片面に装着するに当たって、先ず多孔性のシート3が積層された不織布製のシート2をベース1の少なくとも片面に重ね、このシート3,2とベース1との接合部において多孔性のシート3側から三角錐あるいは四角錘などの尖った形状に先端が形成された振動子(工具ホーン)を備えた超音波融着装置を用いて超音波融着を行なう。これにより先端に尖った形状の振動子で多孔性のシート3、不織布製のシート2に無数の微小な孔部3aおよび2aを形成するとともに、ベース1には無数の微小な先端が尖った凹部4を形成することになる。また、同時に不織布製のシート2はベース1の片面に超音波融着される。そして、多孔性のシート3側から多孔性のシート3および不織布製のシート2の無数の微小な孔部3aおよび2aを介して粘度:2〜100センチポイズの瞬間接着剤5を凹部4内に充填されるように塗布することにより多孔性のシート3の表面から瞬間接着剤5で覆い、凹部4内で瞬間接着剤5が楔状の釘の働きをし、多孔性のシート3、不織布製のシート2が同時にベース1に完全固着されるものである。
【0012】
前記瞬間接着剤5としては、例えば接着剤♯24〔アロンアルファ(登録商標)241 東亜合成(株)製〕、接着剤♯21〔アロンアルファ(登録商標)221 東亜合成(株)製〕、接着剤♯12〔アロンアルファ(登録商標)212Z 東亜合成(株)製〕、接着剤♯20Ex〔アロンアルファ(登録商標)2000Ex 東亜合成(株)製〕の4種類の接着剤を用い、2枚重ねのシート2,3とベース1の接着強度を引っ張り試験機を用いて測定した。その結果、各接着剤の接着強度について、接着剤♯24では53.2N/15mm幅、接着剤♯21では55.2N/15mm幅、接着剤♯12では59.1N/15mm幅、接着剤♯20Exでは52.3N/15mm幅の接着強度が得られ、接着部において2枚重ねのシート2,3はベース1から剥離せず、シート2,3の方が破断した。なお、同時に従来の超音波融着でのみシート2,3をベース1に接合させた場合の接着強度も引っ張り試験機を用いて測定した結果、その接着強度は20.7N/15mm幅程度であり、接合部において2枚重ねのシート2,3はベース1から剥離するという問題が生じる。
【0013】
ところで、多孔性のシート3が表面に積層された不織布製のシート2を前記ベース1に装着する方法としては上記した超音波融着による方法以外に、多孔性のシート3が積層された不織布製のシート2をベース1の少なくとも片面に重ね、このシート3,2とベース1との接合部において多孔性のシート3側から先端が尖った治具で多孔性のシート3、不織布製のシート2を貫通するようにベース1に無数の微小な凹部4を形成し、多孔性のシート3側から多孔性のシート3および不織布製のシート2の無数の微小な孔部3aおよび2aを介して瞬間接着剤5を凹部4内に充填されるように塗布することにより瞬間接着剤5が楔状の釘の働きをし、多孔性のシート3、不織布製のシート2を同時にベース1に完全固着する方法も採用することができる。
【0014】
このようなベース1に対する多孔性のシート3、不織布製のシート2の接合構造はあらゆるベースに対するシートの接合に採用されるものであり、エアーフィルターや金属を犯す例えば塩素ガスの精製フィルターなどの各種フィルターにおけるベースに対するシートの接合に限定されるものではなく、広い分野に適用される。そして、本実施の形態の接合構造は接着剤では接着しない四フッ化エチレンからなるシートをベース側に接合させるのに好適である。
【0015】
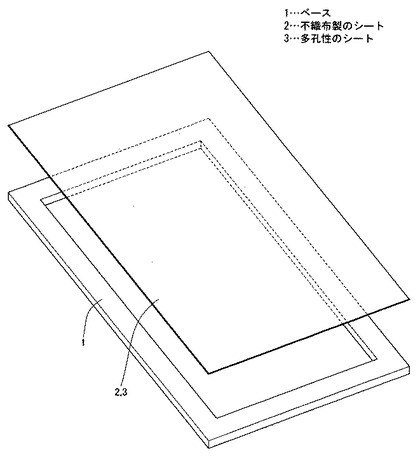
なお、図面に示す実施の形態では多孔性のシート3と不織布製のシート2との積層シートはベース1の片面に接合されているが、ベース1の両面に接合されていても良い。また、ベース1は多孔性のシート3、不織布製のシート2の積層シートとの接合部のみが存在する枠形状を呈しているが、板形状であっても良い。また、多孔性のシート3、不織布製のシート2の積層シートをベース1に接合させるのに積層シートをベース1に重ねた状態で多孔性のシート3側から先端が尖った治具で多孔性のシート3、不織布製のシート2を貫通するようにベース1に無数の微小な凹部4を形成しているが、積層シートとベース1を重ねずに離れている状態でそれぞれに、重ねた状態において互いに合致するように無数の微小な孔部2a,3aおよび凹部4を形成するようにしても良い。また、上記した実施の形態ではベース1に接合されるシートは不織布製のシート2、四フッ化エチレンからなる多孔性のシート3であるが、他の種類のシートであっても上記と同様に無数の微小な孔部2a,3aおよび凹部4を形成し、瞬間接着剤5を凹部4内に充填されるように塗布することによりシートとベースを完全固着させることができる。
【図面の簡単な説明】
【0016】
【図1】 本発明の一実施の形態におけるベースとシートの接合前の状態を示す斜視図である。
【図2】 同積層シートをベースに重ねた状態で無数の微小な凹部を形成した状態を示す拡大断面図である。
【図3】 同積層シートをベースに瞬間接着剤で接合させた状態を示す拡大断面図である。
【図4】 同ベースに積層シートが接合された状態を示す斜視図である。
【符号の説明】
【0017】
1 ベース
2 不織布製のシート
2a 孔部
3 多孔性のシート
3a 孔部
4 凹部
5 瞬間接着剤
【技術分野】
【0001】
本発明は、例えばエアーフィルターや金属を犯す例えば塩素ガスの精製フィルターなどの各種フィルターにおいてベースに対するシートの接合構造に関するものである。
【背景技術】
【0002】
従来のこの種フィルターにおいて、少なくとも2枚の材料を接合させる場合、例えば特許文献1に開示されているように、ガラス繊維シートと不織布とを超音波融着により接合したものが知られている。
【0003】
このような超音波融着による技術を用いて2枚の材料同士を接合させた場合、2枚の材料同士は強固に接合されるが、接合部の端部が剥がれたりすると、その部分から引き剥がされる力に対して弱くなるという問題がある。
【0004】
また、2枚の材料同士を接合させる方法としては、一般的には接着剤を用いる方法である。この接着剤を用いた接合方法によれば殆んどの材料同士を完全接合させることが可能であるが、接着剤により完全接合しない材料も存在する。具体的には四フッ化エチレンからなるシートは如何なる接着剤を用いても完全接合させることが不可能である。
【特許文献1】特開2002−18216号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記のように接着剤を用いて殆んどの材料同士を接合させることは可能であるが、四フッ化エチレンからなるシートなどのように接着剤では完全接合させることができない材料も存在する。
【0006】
本発明の目的は、このような課題を解決するものであり、如何なる材料同士でも完全接合を可能にしたシートの接合構造を提供することにある。
【課題を解決するための手段】
【0007】
本発明の請求項1に記載のシートの接合構造は、合成樹脂製のベースの少なくとも片面に対するシートの接合構造であって、シートとの接合部におけるベース側に無数の微小な凹部が形成され、シートをベースに重ねた状態でシート側から瞬間接着剤を凹部内に充填されるように塗布してシートをベースに接合させてなることを特徴とする。
【0008】
請求項2に記載のシートの接合構造は、シートにベース側の微小な凹部に合致する無数の微小な孔部が形成されていることを特徴とする。
【0009】
請求項3に記載のシートの接合構造は、シートは表面側に四フッ化エチレンからなるシートが積層された積層シートであることを特徴とする。
【発明の効果】
【0010】
以上のように、本発明のシートの接合構造は、シートとの接合部におけるベース側に無数の微小な凹部が形成され、シートをベースに重ねた状態でシート側から瞬間接着剤を凹部内に充填されるように塗布することにより瞬間接着剤が楔状の釘の働きをし、シートをベースに完全固着させることができる。そして、シートとして表面側に接着剤では接着しない四フッ化エチレンからなるシートが積層された積層シートであっても、積層シートをベースに完全固着させることができ、如何なる材料同士でも完全接合を可能にしたシートの接合構造を提供することができる。即ち、本発明のシートの接合構造であれば、接合部の端部からシートが一部剥がれたりしても、その部分から引き剥がされる力に対して弱くなるという問題も無く、強い接合強度が得られる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の一実施の形態を、図1〜図4を用いて具体的に説明する。
図において、1は例えばアクリルニトリルブタジェンスチレン共重合体樹脂(ABS樹脂)やポリエチレンテレフタレート、ポリプロピレンなどからなる合成樹脂製のベースで、このベース1の少なくとも片面には例えばポリエチレンテレフタレートを材料とする不織布製のシート2が装着される。なお、不織布製のシート2の表面には四フッ化エチレン(テトロン・登録商標)からなる多孔性のシート3が積層されている。前記不織布製のシート2と多孔性のシート3とは接着剤では完全接合されず、剥離強度の弱い状態で接合されている。この四フッ化エチレンからなる多孔性のシート3が表面に積層された不織布製のシート2を前記ベース1の少なくとも片面に装着するに当たって、先ず多孔性のシート3が積層された不織布製のシート2をベース1の少なくとも片面に重ね、このシート3,2とベース1との接合部において多孔性のシート3側から三角錐あるいは四角錘などの尖った形状に先端が形成された振動子(工具ホーン)を備えた超音波融着装置を用いて超音波融着を行なう。これにより先端に尖った形状の振動子で多孔性のシート3、不織布製のシート2に無数の微小な孔部3aおよび2aを形成するとともに、ベース1には無数の微小な先端が尖った凹部4を形成することになる。また、同時に不織布製のシート2はベース1の片面に超音波融着される。そして、多孔性のシート3側から多孔性のシート3および不織布製のシート2の無数の微小な孔部3aおよび2aを介して粘度:2〜100センチポイズの瞬間接着剤5を凹部4内に充填されるように塗布することにより多孔性のシート3の表面から瞬間接着剤5で覆い、凹部4内で瞬間接着剤5が楔状の釘の働きをし、多孔性のシート3、不織布製のシート2が同時にベース1に完全固着されるものである。
【0012】
前記瞬間接着剤5としては、例えば接着剤♯24〔アロンアルファ(登録商標)241 東亜合成(株)製〕、接着剤♯21〔アロンアルファ(登録商標)221 東亜合成(株)製〕、接着剤♯12〔アロンアルファ(登録商標)212Z 東亜合成(株)製〕、接着剤♯20Ex〔アロンアルファ(登録商標)2000Ex 東亜合成(株)製〕の4種類の接着剤を用い、2枚重ねのシート2,3とベース1の接着強度を引っ張り試験機を用いて測定した。その結果、各接着剤の接着強度について、接着剤♯24では53.2N/15mm幅、接着剤♯21では55.2N/15mm幅、接着剤♯12では59.1N/15mm幅、接着剤♯20Exでは52.3N/15mm幅の接着強度が得られ、接着部において2枚重ねのシート2,3はベース1から剥離せず、シート2,3の方が破断した。なお、同時に従来の超音波融着でのみシート2,3をベース1に接合させた場合の接着強度も引っ張り試験機を用いて測定した結果、その接着強度は20.7N/15mm幅程度であり、接合部において2枚重ねのシート2,3はベース1から剥離するという問題が生じる。
【0013】
ところで、多孔性のシート3が表面に積層された不織布製のシート2を前記ベース1に装着する方法としては上記した超音波融着による方法以外に、多孔性のシート3が積層された不織布製のシート2をベース1の少なくとも片面に重ね、このシート3,2とベース1との接合部において多孔性のシート3側から先端が尖った治具で多孔性のシート3、不織布製のシート2を貫通するようにベース1に無数の微小な凹部4を形成し、多孔性のシート3側から多孔性のシート3および不織布製のシート2の無数の微小な孔部3aおよび2aを介して瞬間接着剤5を凹部4内に充填されるように塗布することにより瞬間接着剤5が楔状の釘の働きをし、多孔性のシート3、不織布製のシート2を同時にベース1に完全固着する方法も採用することができる。
【0014】
このようなベース1に対する多孔性のシート3、不織布製のシート2の接合構造はあらゆるベースに対するシートの接合に採用されるものであり、エアーフィルターや金属を犯す例えば塩素ガスの精製フィルターなどの各種フィルターにおけるベースに対するシートの接合に限定されるものではなく、広い分野に適用される。そして、本実施の形態の接合構造は接着剤では接着しない四フッ化エチレンからなるシートをベース側に接合させるのに好適である。
【0015】
なお、図面に示す実施の形態では多孔性のシート3と不織布製のシート2との積層シートはベース1の片面に接合されているが、ベース1の両面に接合されていても良い。また、ベース1は多孔性のシート3、不織布製のシート2の積層シートとの接合部のみが存在する枠形状を呈しているが、板形状であっても良い。また、多孔性のシート3、不織布製のシート2の積層シートをベース1に接合させるのに積層シートをベース1に重ねた状態で多孔性のシート3側から先端が尖った治具で多孔性のシート3、不織布製のシート2を貫通するようにベース1に無数の微小な凹部4を形成しているが、積層シートとベース1を重ねずに離れている状態でそれぞれに、重ねた状態において互いに合致するように無数の微小な孔部2a,3aおよび凹部4を形成するようにしても良い。また、上記した実施の形態ではベース1に接合されるシートは不織布製のシート2、四フッ化エチレンからなる多孔性のシート3であるが、他の種類のシートであっても上記と同様に無数の微小な孔部2a,3aおよび凹部4を形成し、瞬間接着剤5を凹部4内に充填されるように塗布することによりシートとベースを完全固着させることができる。
【図面の簡単な説明】
【0016】
【図1】 本発明の一実施の形態におけるベースとシートの接合前の状態を示す斜視図である。
【図2】 同積層シートをベースに重ねた状態で無数の微小な凹部を形成した状態を示す拡大断面図である。
【図3】 同積層シートをベースに瞬間接着剤で接合させた状態を示す拡大断面図である。
【図4】 同ベースに積層シートが接合された状態を示す斜視図である。
【符号の説明】
【0017】
1 ベース
2 不織布製のシート
2a 孔部
3 多孔性のシート
3a 孔部
4 凹部
5 瞬間接着剤
【特許請求の範囲】
【請求項1】
合成樹脂製のベースの少なくとも片面に対するシートの接合構造であって、シートとの接合部におけるベース側に無数の微小な凹部が形成され、シートをベースに重ねた状態でシート側から瞬間接着剤を凹部内に充填されるように塗布してシートをベースに接合させてなることを特徴とするシートの接合構造。
【請求項2】
シートにベース側の微小な凹部に合致する無数の微小な孔部が形成されていることを特徴とする請求項1記載のシートの接合構造。
【請求項3】
シートは表面側に四フッ化エチレンからなるシートが積層された積層シートであることを特徴とする請求項1または2記載のシートの接合構造。
【請求項1】
合成樹脂製のベースの少なくとも片面に対するシートの接合構造であって、シートとの接合部におけるベース側に無数の微小な凹部が形成され、シートをベースに重ねた状態でシート側から瞬間接着剤を凹部内に充填されるように塗布してシートをベースに接合させてなることを特徴とするシートの接合構造。
【請求項2】
シートにベース側の微小な凹部に合致する無数の微小な孔部が形成されていることを特徴とする請求項1記載のシートの接合構造。
【請求項3】
シートは表面側に四フッ化エチレンからなるシートが積層された積層シートであることを特徴とする請求項1または2記載のシートの接合構造。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−143214(P2010−143214A)
【公開日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願番号】特願2008−336070(P2008−336070)
【出願日】平成20年12月16日(2008.12.16)
【出願人】(507253680)
【Fターム(参考)】
【公開日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願日】平成20年12月16日(2008.12.16)
【出願人】(507253680)
【Fターム(参考)】
[ Back to top ]