
シートガラスの製造方法および洗浄ブラシ体
【課題】シートガラスの表面の洗浄度を向上することができる洗浄ブラシ体およびシートガラスの製造方法を提供する。
【解決手段】シートガラスの搬送中に、一方向に並んだ複数の洗浄ブラシを回転させることにより、前記シートガラスを洗浄する。前記洗浄ブラシのそれぞれは、放射状に延びる複数の羽根ブラシ部を備える。前記複数の洗浄ブラシのそれぞれの前記羽根ブラシ部のそれぞれは、接触しないように、同期して回転する。前記羽根ブラシ部の少なくとも1つの回転方向前方のエッジには、ガラス面に対して摺動して洗浄する前方摺動体要素が前記エッジに沿って連続して延在するように形成される。さらに、前記羽根ブラシ部の少なくとも1つの回転方向後方のエッジから、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように後方摺動体要素が形成される。これにより、前記洗浄ブラシ体の回転中、前記シートガラスの表面上に洗浄液の流れが形成される。
【解決手段】シートガラスの搬送中に、一方向に並んだ複数の洗浄ブラシを回転させることにより、前記シートガラスを洗浄する。前記洗浄ブラシのそれぞれは、放射状に延びる複数の羽根ブラシ部を備える。前記複数の洗浄ブラシのそれぞれの前記羽根ブラシ部のそれぞれは、接触しないように、同期して回転する。前記羽根ブラシ部の少なくとも1つの回転方向前方のエッジには、ガラス面に対して摺動して洗浄する前方摺動体要素が前記エッジに沿って連続して延在するように形成される。さらに、前記羽根ブラシ部の少なくとも1つの回転方向後方のエッジから、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように後方摺動体要素が形成される。これにより、前記洗浄ブラシ体の回転中、前記シートガラスの表面上に洗浄液の流れが形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シートガラスを洗浄する工程を有するシートガラスの製造方法および洗浄ブラシ体に関する。
【背景技術】
【0002】
従来より、液晶表示装置用ディスプレイ等のFPD(Flat Panel Display)には、シートガラスが用いられる。シートガラスは、半導体プロセスにより、TFT(Thin Film Transistor)素子等の半導体素子を形成するため、塵や汚れが付いておらず洗浄度が高いことが求められている。
【0003】
シートガラスの製造工程では、薄板状で帯状のガラスが所定の長さに切断された後、ガラスは積層されて保管される。この後、ガラスは、所定のサイズにダイヤモンドカッターあるいはレーザ光により切り込み線(スクライブ線)が入れられ、切り込み線に沿って薄板状のガラスが折り曲げられることにより切断される。また、レーザ光による溶断により切断される。ガラスが保管されている間に、空中に飛遊した埃や塵などがガラス面に付着する。また、ガラスとガラスの間に合紙が挟まれて保管される場合には、合紙の成分がガラスに付着して、ガラスが汚れてしまう。また、ガラスの切断時には、ガラスの切断された端面から数μm〜数100μmの大きさのガラス微小片が塵となってガラス面に飛散し、塵としてガラス面に付着する。このため、シートガラスを梱包して出荷する前に、シートガラスが所定の製品の出荷規格を満たすように、シートガラスを洗浄する。
【0004】
このような背景の下、基板より除去されたパーティクルを効率よく洗浄用ブラシの外部に排出することにより、基板を連続して洗浄する場合においても有効に基板を洗浄することのできる基板洗浄装置が知られている(特許文献1)。
具体的には、洗浄用ブラシは、モータの駆動を受けて回転する本体と、本体の基面に植設された毛状体とを備える。毛状体は、例えば直径0.1mm程度のナイロン繊維から成る毛を複数本束ね、これらの毛を二つ折りにしてその中央部を金具によって本体に埋め込むことにより、直径数mm程度の束状に形成された毛の集合体として構成される。この毛状体は、本体の基面において、本体の回転中心の周りをそこから遠ざかりながら回転する連続線である螺線上に植設されている。そして、この洗浄用ブラシは、モータの駆動により、螺線の回転方向と逆方向に回転する。これにより、パーティクルを含む洗浄液は毛状体により洗浄用ブラシの円周方向外側に送り出される。このため、パーティクルが洗浄用ブラシに付着して残存することを防止することが可能となり、複数の基板を連続して洗浄した場合においても、基板を清浄に洗浄することができる、とされている。また、このような洗浄用ブラシは基板の搬送方向に沿って複数段千鳥状に配置される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−171983号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記洗浄用ブラシで洗浄を行う場合、毛状体が埋め込まれた円形状の本体を有するため、隣接する洗浄用ブラシとの間の基板上に洗浄斑が残る。このため、上記洗浄用ブラシでの洗浄は、上述したように基板の搬送方向に沿って複数段千鳥状に配置する必要があり、装置構成が煩雑になっていた。さらに、円形状の本体を高速回転すると、洗浄水が洗浄ブラシ中に取り込まれず、洗浄が十分にできず、洗浄能力が低下する場合がある。
【0007】
そこで、本発明は、従来の問題点を解消するために、上記公知の洗浄ブラシとは別の形態により、シートガラスの表面の洗浄度を向上することができる洗浄ブラシ体およびシートガラスの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様は、シートガラスを製造する方法である。
当該方法は、
シートガラスを搬送する工程と、
前記シートガラスの搬送中に、一方向に並んだ複数の洗浄ブラシ体を回転させることにより、前記シートガラスの表面を洗浄する工程と、を有する。
前記洗浄ブラシ体のそれぞれは、前記シートガラスのガラス面に直交する回転中心軸を有し、前記洗浄ブラシ体のそれぞれは、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備える。
前記複数の洗浄ブラシ体のそれぞれと隣接する洗浄ブラシ体との間の回転中心軸間距離は、前記回転中心軸から前記羽根ブラシ部の先端までの長さと、前記隣接する洗浄ブラシ体の回転中心軸から羽根ブラシ部の先端までの長さとの合計より短くなるように、前記複数の洗浄ブラシ体は設けられる。
前記複数の洗浄ブラシ体のそれぞれの前記羽根ブラシ部のそれぞれは、回転中、前記隣接する洗浄ブラシ体の羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間に位置するように、前記複数の洗浄ブラシ体は同期して回転する。
前記羽根ブラシ部の少なくとも1つの回転方向前方のエッジには、前記ガラス面に対して摺動して洗浄する前方摺動体要素が前記エッジに沿って連続して延在するように形成される。さらに、前記シートガラスの前記ガラス面に対して摺動して洗浄する後方摺動体要素が、前記羽根ブラシ部の少なくとも1つの回転方向後方のエッジから、前記洗浄ブラシ体の回転方向に対して、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように形成されている。前記複数の洗浄ブラシ体の回転中、前記シートガラスの表面上に、前記前方摺動体要素と前記後方摺動体要素により洗浄液の流れが形成される。
あるいは、前記洗浄ブラシ体それぞれの前記シートガラスと摺動する摺動面には、前記洗浄ブラシ体の前記羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間の羽根ブラシ間領域に、前記回転中心軸に向かって延びる凹部溝がそれぞれ設けられ、前記凹部溝のそれぞれは、前記回転中心軸の周りでお互いに連結される。このとき、前記複数の洗浄ブラシ体の回転中、前記凹部溝により洗浄液の流れが形成される。
【0009】
本発明の他の態様は、シートガラスをシートガラスの幅方向に配列された複数の洗浄ブラシ体を用いて洗浄するブラシ洗浄機に用いる洗浄ブラシ体である。
前記洗浄ブラシ体は、回転中心軸を有し、前記洗浄ブラシ体は、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備える。
前記羽根ブラシ部の少なくとも1つの回転方向前方のエッジには、前記ガラス面に対して摺動して洗浄する前方摺動体要素が前記エッジに沿って連続して延在するように形成される。さらに、前記シートガラスの前記ガラス面に対して摺動して洗浄する後方摺動体要素が、前記羽根ブラシ部の少なくとも1つの回転方向後方のエッジから、前記洗浄ブラシ体の回転方向に対して、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように形成される。
【0010】
本発明のさらに他の態様は、シートガラスをシートガラスの幅方向に配列された複数の洗浄ブラシ体を用いて洗浄するブラシ洗浄機に用いる洗浄ブラシ体である。
前記洗浄ブラシ体は、回転中心軸を有し、前記洗浄ブラシ体は、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備える。
前記洗浄ブラシ体それぞれの前記シートガラスと摺動する摺動面には、前記洗浄ブラシ体の前記羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間の羽根ブラシ間領域に、前記回転中心軸に向かって延びる凹部溝がそれぞれ設けられ、前記凹部溝のそれぞれは、前記回転中心軸の周りでお互いに連結されている。
【発明の効果】
【0011】
上述のシートガラスの製造方法及び洗浄ブラシ体によれば、従来に比べて、シートガラスの表面の洗浄度を向上することができる。
【図面の簡単な説明】
【0012】
【図1】本実施形態のシートガラスの製造方法の流れを示すフローチャートである。
【図2】(a),(b)は、本実施形態の洗浄を行う一ラインの洗浄システムの概略を示す図である。
【図3】シートガラスを洗浄するブラシ洗浄機およびスポンジブラシ洗浄機における本実施形態の洗浄ブラシ体の配置を説明する図である。
【図4】シートガラスを洗浄するブラシ洗浄機およびスポンジブラシ洗浄機における本実施形態の洗浄ブラシ体の配置を詳細に説明する図である。
【図5】(a),(b)は、本実施形態の洗浄ブラシ体の摺動面の形態と洗浄液の流れの一例を示す図である。
【図6】図5(a)に示す洗浄ブラシ体の摺動面の形態と洗浄液の流れの別の例を示す図である。
【図7】本実施形態の洗浄ブラシ体周りの洗浄液の流れを説明する図である。
【図8】(a),(b)は、実施形態の洗浄ブラシ体の摺動面の別の形態を示す図である。
【図9】図8(a),(b)に示す洗浄ブラシ体周りの洗浄液の流れを説明する図である。
【発明を実施するための形態】
【0013】
以下、本発明のシートガラスの製造方法および洗浄ブラシ体について本実施形態に基づいて詳細に説明する。
本実施形態で製造されるシートガラスは、液晶表示装置用ディスプレイのガラス基板に用いる板状ガラスであり、例えば厚さが0.3〜0.8mmであり、2200mm×2500mm(縦×横)のサイズの薄板である。
なお、本実施形態で製造される板状ガラスは、上記に限定されず、携帯電話機などの電子機器の表示画面に用いられるカバーガラスや、プラズマ・ディスプレイ・パネル、有機エレクトロ・ルミネッセンス(EL)などのフラットパネルディスプレイ(Flat Panel Display:FPD)に用いられる板状ガラスであってもよい。
【0014】
本実施形態で製造されるシートガラスの組成は特に限定されないが、例えば、以下の組成比率のガラス板に適用され得る。
(a)SiO2:50〜70質量%、
(b)B2O3:5〜18質量%、
(c)Al2O3:10〜25質量%、
(d)MgO:0〜10質量%、
(e)CaO:0〜20質量%、
(f)SrO:0〜20質量%、
(o)BaO:0〜10質量%、
(p)RO:5〜20質量%(ただしRはMg、Ca、SrおよびBaから選ばれる少なくとも1種である)、
(q)R’2O:0〜2.0質量%(ただしR’はLi、NaおよびKから選ばれる少なくとも1種である)、
(r)酸化スズ、酸化鉄および酸化セリウムから選ばれる少なくとも1種の金属酸化物を合計で0.05〜1.5質量%。
【0015】
(シートガラスの製造方法)
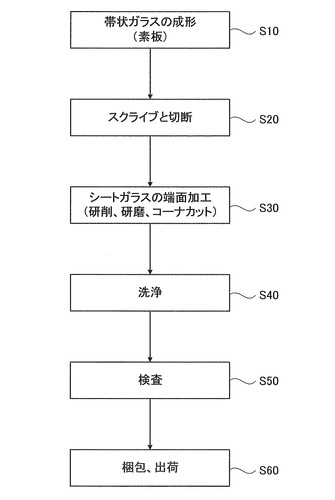
図1は、本実施形態のシートガラスの製造方法の流れを示すフローチャートである。図1に示すように、溶融されたガラスが、所定の方法、例えばダウンドロー法あるいはフロート法により、所定の厚さの帯状ガラスである素板に成形される(ステップS10)。次に、成形された素板に対して、スクライブと切断が施され(ステップS20)、所定のサイズのシートガラスが得られる。この後、シートガラスの端面の研削、研磨およびコーナカットを含む端面加工が行われる(ステップS30)。上記スクライブでは、ダイヤモンドカッター、レーザ光等を用いて、微小のスジ状の傷である切り込み線(スクライブ線)が素板に入れられる。上記切断では、スクライブ線に沿って機械あるいはマニュアルにより素板は切断される。あるいは、レーザ光による溶断により素板を切断することもできる。
【0016】
この後、シートガラスの洗浄が行われる(ステップS40)。洗浄については、本実施形態として以降で詳細に説明する。
洗浄されたシートガラスは塵、汚れあるいは光学欠陥を含む傷が無いか、光学的検査が行われる(ステップS50)。検査により品質の適合した複数のシートガラスが積層されて梱包され、納入先業者に出荷される(ステップS60)。
【0017】
上記シートガラスの製造方法では、素板のスクライブと切断、およびシートガラスの端面加工等の機械加工により、ガラスの微小片が発生し、素板あるいはシートガラスの表面に塵となって付着する。あるいは、上記機械加工時に、工具や治具等に付着した汚れが素板あるいはシートガラスの表面に付着する場合もある。
また、シートガラスの製造工程では、素板の成形(ステップS10)後、微小のスジ状の傷である切り込み線(スクライブ線)を入れるスクライブおよびスクライブ線に沿った切断(ステップS20)の前に、素板は積層されて保管される場合がある。素板が保管されている間に、空中に飛遊した埃や塵などが素板のガラス面に付着する。また、素板と素板との間に合紙が挟まれて保管される場合には、合紙の成分が素板のガラス面に付着して、ガラスが汚れてしまう。
このような塵や汚れをシートガラスが有する状態では、所定の製品の出荷規格を満たすことができず、納入先業者に納品することはできない。このため、本実施形態では、以降に示す洗浄装置を用いて洗浄が行われる。
特に、シートガラスが、液晶表示装置用ディスプレイのガラス基板に用いられる場合、ガラス基板に半導体素子を形成するため、シートガラスに対する高い洗浄度が求められる。
【0018】
(洗浄システム)
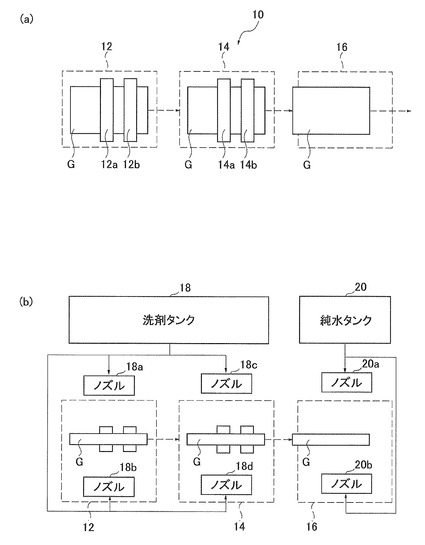
図2(a),(b)は、洗浄を行う一ラインの洗浄システム10の概略を示す図であり、図2(a)は洗浄システム10の平面図であり、図2(b)は、洗浄システム10の側面図である。
【0019】
洗浄システム10では、ブラシ洗浄機12と、スポンジブラシ洗浄機14と、シャワー洗浄機16と、がシートガラスGの搬送方向上流側からこの順番に配置されている。なお、本明細書でいう洗浄ブラシ体は、洗浄ブラシおよび洗浄スポンジブラシを含む。
ブラシ洗浄機12では、洗浄ブラシ体である洗浄ブラシがシートガラスGの搬送方向上の異なる位置(上流側の位置、下流側の位置)に、2つの列12a,12bになって複数配置されている。ブラシ洗浄機12は、シートガラスGの搬送中に、シートガラスGの搬送方向と直交する方向に並んだ複数の洗浄ブラシを回転させることにより、シートガラスGの両側のガラス面を洗浄する。洗浄ブラシによる洗浄は、例えば、図2(b)に示されるように、洗剤タンク18に貯留されている洗浄液がノズル18a,18bから供給されて行われる。洗浄液として、例えば、アルカリ性の洗浄液が用いられる。洗浄ブラシのそれぞれは、シートガラスGのガラス面に直交する回転中心軸を有する。洗浄ブラシのそれぞれは、回転中心軸から放射状に延び、シートガラスGに対して摺動する複数の羽根ブラシ部を備える。洗浄ブラシの形態については後述する。
【0020】
本実施形態では、洗浄ブラシの列がシートガラスの搬送方向上の異なる位置に2列接近して設けられる。洗浄ブラシの列を2列接近して設けるとは、例えば、お互いの洗浄ブラシの列が並行していることをいう。このとき、洗浄ブラシの各列は、シートガラスGの搬送方向に直交する方向に延びている形態、搬送方向に対して傾斜した方向に直線的にあるいは湾曲して延びている形態、あるいは、途中で延びる方向が変化するように屈曲して延びている形態等が挙げられる。洗浄ブラシの列はシートガラスの搬送方向上の異なる位置に2列接近させて設けられる形態の他に、1列、あるいは3列、4列等であってもよい。
特に、本実施形態の洗浄ブラシは、後述するように羽根ブラシ部を有し、洗浄液を取り込み排出するようにブラシを形成するので、従来のように、隣接する洗浄ブラシとの間の基板上に洗浄斑が残ることはない。このため、上記洗浄用ブラシで洗浄は、上述したように基板の搬送方向に沿って複数段千鳥状に配置する必要はなくなる点で、従来技術に対して有効である。すなわち、洗浄ブラシの列は1列であっても十分に洗浄機能を有する。しかし、本実施形態では、洗浄機能をより高めるために2列配置している。
シートガラスGは、図示されない搬送機構により搬送されながらブラシ洗浄機12で洗浄された後、図示されない搬送機構によりスポンジブラシ洗浄機14に搬送される。
【0021】
スポンジブラシ洗浄機14においても、ブラシ洗浄機12と同様に、洗浄ブラシ体である洗浄スポンジブラシがシートガラスGの搬送方向上の異なる位置(上流側の位置、下流側の位置)に列になって複数配列されている。具体的には、複数の洗浄スポンジブラシが2つの列14a,14bになって配置されている。スポンジブラシ洗浄機14は、シートガラスGの搬送中に、シートガラスGの搬送方向と直交する方向に並んだ複数の洗浄スポンジブラシを回転させることにより、シートガラスGの両側のガラス面を洗浄する。洗浄スポンジブラシによる洗浄は、例えば、図2(b)に示されるように、洗剤タンク18に貯留されている洗浄液がノズル18c,18dから供給されて行われる。洗浄スポンジブラシのそれぞれは、シートガラスGの表面に直交する回転中心軸を有し、洗浄スポンジブラシのそれぞれは、回転中心軸から放射状に延び、シートガラスGに対して摺動する複数の羽根ブラシ部を備える。洗浄スポンジブラシの形態については後述する。
【0022】
本実施形態では、洗浄ブラシと同様に、洗浄スポンジブラシの列をシートガラスの搬送方向上の異なる位置に2列接近して設ける。洗浄スポンジブラシの列を2列接近させて設けるとは、例えば、お互いの洗浄スポンジブラシの列が並行していることをいう。このとき、洗浄スポンジブラシの各列は、シートガラスGの搬送方向に直交する方向に延びている形態、搬送方向に対して傾斜した方向に直線的に、あるいは湾曲して延びている形態、あるいは、途中で延びる方向が変化するように屈曲して延びている形態等が挙げられる。洗浄スポンジブラシの列はシートガラスの搬送方向上の異なる位置に2列接近させて設けられる形態の他に、1列、あるいは3列、4列等であってもよい。
シートガラスGは、図示されない搬送機構によって搬送されながらスポンジブラシ洗浄機14で洗浄された後、図示されない搬送機構によってシャワー洗浄機16に搬送される。
【0023】
シャワー洗浄機16では、純水タンク20内の水がノズル20a,20bを通して供給されて、図示されない搬送機構によってシートガラスGが搬送されながら水洗いされる。
以上の洗浄は、シートガラスGの両側のガラス面について同時に行われるように、洗浄ブラシおよび洗浄スポンジブラシの列12a,12b,14a,14bが、ガラス面の両側に設けられている。
本実施形態では、洗浄ブラシおよび洗浄スポンジブラシの列12a,12b,14a,14bが、ガラス面の両側に設けられているが、片側だけに設けられてもよい。すなわち、ブラシ洗浄機12とスポンジブラシ洗浄機14は、シートガラスGの少なくとも一方のガラス面を洗浄することができる。
【0024】
(洗浄ブラシ、洗浄スポンジブラシ)
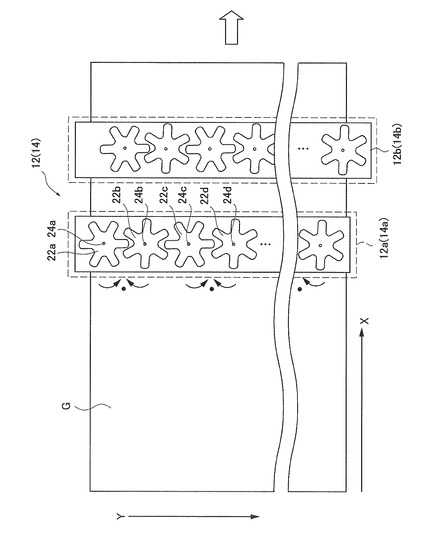
図3、図4は、シートガラスGを洗浄するブラシ洗浄機12およびスポンジブラシ洗浄機14における洗浄ブラシおよび洗浄スポンジブラシの配置を説明する図である。
以降、洗浄ブラシおよび洗浄スポンジブラシは同じ配置及び形態を有するので、代表して洗浄ブラシを用いて説明する。
【0025】
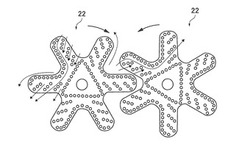
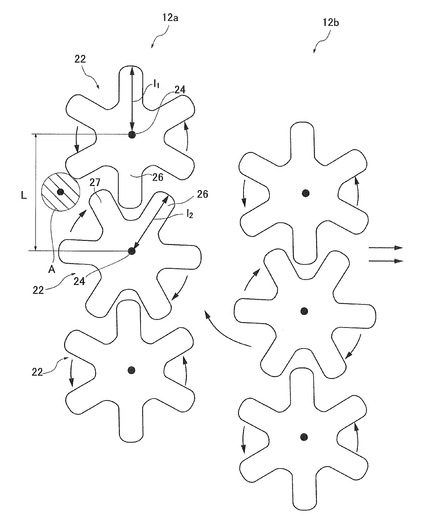
図3に示すブラシ洗浄機12の列12aには、複数の洗浄ブラシ22a,22b,22c,22d,・・・が設けられている。複数の洗浄ブラシ22a,22b,22c,22d,・・・を纏めて説明するとき洗浄ブラシ22という。洗浄ブラシ22のそれぞれは、シートガラスGの表面に直交する回転中心軸24a,24b,24c,24d,・・・を有し(回転中心軸を纏めて説明するとき、回転中心軸24という)、洗浄ブラシ22のそれぞれは、回転中心軸24から放射状に延び、シートガラスGのガラス面に対して摺動する複数の羽根ブラシ部26(図4参照)を備える。列12bにも列12aと同様に、複数の洗浄ブラシ22がシートガラス22の搬送方向Xと直交する方向Yに沿って設けられる。ただし、列12bの洗浄ブラシ22の回転中心軸24のY方向における位置は、列12aの隣り合う2つの洗浄ブラシ22の回転中心軸24のY方向における位置の中間の位置に設けられる。すなわち、列12a,12bの洗浄ブラシ22は、互い違いに(千鳥状に)設けられる。このように、列12bの回転中心軸の位置を設定するのは、列12aの隣り合う洗浄ブラシ22が羽根ブラシ部26で洗浄液を取り込んで洗浄した後、羽根ブラシ部26が排出した洗浄液を列12bの洗浄ブラシ22の羽根ブラシ部26が効率よく取り込み、シートガラスGの幅全体に亘り、より均一に洗浄できるようにするためである。
本実施形態の洗浄ブラシ22における隣接する羽根ブラシ部26間の角度は、羽根ブラシ部26が周上に6つあることから60度であるが、上記角度は30〜180度の範囲で可能である。上記角度が大きい程、洗浄力を確保するために洗浄ブラシ22を高速に回転しなければならない。この場合、洗浄液が洗浄ブラシ22内部に取り込めなくなる虞がある。一方、上記角度が小さい程、羽根ブラシ22による、洗浄液の取り込みと排出を効果的に行えなくなる。このため、上記角度は30〜90度であることが好ましく、30〜60度であることがより好ましい。羽根ブラシ部26の配置数でいうと、羽根ブラシ部26の配置数は2〜12が可能であり、4〜12が好ましく、6〜12がより好ましい。この数の範囲において、隣接する洗浄ブラシ22の羽根ブラシ部26同士がガラス面を洗浄する重なり領域を広くすることができる。
【0026】
また、図4に示されるように、複数の洗浄ブラシ22のそれぞれと隣接する洗浄ブラシとの間の回転中心軸間距離Lは、回転中心軸24から羽根ブラシ部26の先端までの長さl1と、隣接する洗浄ブラシ22の回転中心軸24から羽根ブラシ部26の先端までの長さl2との合計(l1+l2)より短くなるように、複数の洗浄ブラシ22は設けられる。図4に示す実施形態では、羽根ブラシ部26の長さは、いずれの洗浄ブラシ22において同じであるが、異なってもよい。すなわち。l1≠l2であってもよい。
【0027】
このように、回転中心軸間距離Lを(l1+l2)より短くするのは、隣接する洗浄ブラシ22の羽根ブラシ部26同士が互いにシートガラスGの同じ領域を摺動することにより、従来に比べて、洗浄度を上げるためである。また、1つの洗浄ブラシ22の複数の羽根ブラシ部26により、ガラス面は何度も摺動されるので、洗浄度は高くなる。しかも、羽根ブラシ部26の回転により洗浄液の流れを作るので、洗浄液が効率よくガラス面に流れる。特に、列12a,12bのように、洗浄ブラシ26をシートガラスGの搬送方向の異なる位置に設け、洗浄ブラシ26の回転中心軸24を互い違いに(千鳥状に)設けることにより、互いに隣接する洗浄ブラシ22の羽根ブラシ部26同士によって洗浄される重なり領域が、シートガラスGのガラス面の略全体を覆う。この結果、洗浄むらのないシートガラスを得ることができる。
【0028】
さらに、複数の洗浄ブラシ22のそれぞれの羽根ブラシ部のそれぞれは、回転中、隣接する洗浄ブラシの羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間に位置するように、複数の洗浄ブラシ22は同期して回転する。例えば、図4中の列12aにおける最上部にある洗浄ブラシ22の羽根ブラシ部26は、上から2番目にある隣接する洗浄ブラシ22の羽根ブラシ部26と、この羽根ブラシ部26に周上で隣り合う羽根ブラシ部27(図4参照)との間に位置するように、洗浄ブラシ22のそれぞれは同期して回転する。また、上から2番目の洗浄ブラシ22と上から3番目にある洗浄ブラシ22とは同期して回転する。その際、洗浄ブラシ22のそれぞれと隣接する洗浄ブラシ22とは、回転方向が逆である。このように洗浄ブラシ22を同期させて回転させ、しかも、隣接する洗浄ブラシ22と逆方向に回転させなければ、隣接する羽根ブラシ部26同士が衝突してしまう。
【0029】
なお、洗浄ブラシ22の隣り合う洗浄ブラシ同士は、お互いの羽根ブラシ部26が接触しないタイミングで「同期」して回転する。非接触とするのは、洗浄(回転)中に隣り合う洗浄ブラシ22同士が接触すると、ブラシの基体(金属、樹脂など)の一部が損傷して破片が発生し、異物トラブルの原因となるからである。したがって本実施形態では、例えば動力を伝導させる「ギア」のように洗浄ブラシ22同士が接触する構成を採用しない。
【0030】
また、シートガラスGは、シートガラスGのガラス面上に供給された洗浄液を用いて洗浄ブラシ22で洗浄される。洗浄液は、羽根ブラシ部26のそれぞれと隣接する洗浄ブラシ22の羽根ブラシ部26とが回転によって近づく領域にノズル18a,18bから供給される。図4に示す実施形態では、斜線領域Aにおいて、図中の最上部に位置する洗浄ブラシ22の羽根ブラシ部26と、上から2番目に位置する洗浄ブラシ22の羽根ブラシ部26とが、回転により近づいて、洗浄液を効率よく巻き込もうとする。このため、図4中の最上部に位置する洗浄ブラシ22の羽根ブラシ部26と、上から2番目に位置する洗浄ブラシ22の羽根ブラシ部26とが、回転により近づこうとする斜線領域Aに洗浄液のノズル18(18a,18b,18c,18d)が設けられて、シートガラスGのガラス面上に供給される。これにより、洗浄液は、羽根ブラシ部26のガラス面との摺動作用により、ガラス面上を流れてガラス面を効率よく洗浄する。
【0031】
(洗浄ブラシの形態)
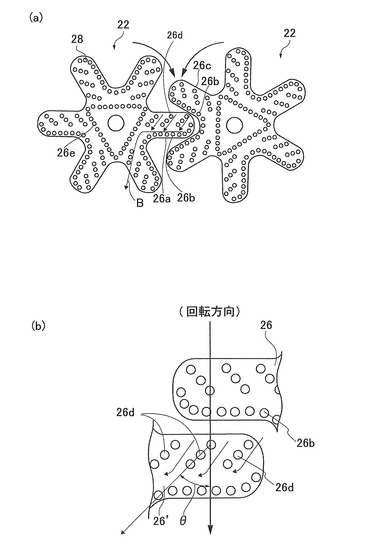
図5(a)は、本実施形態のブラシ洗浄機12に用いられる洗浄ブラシ22の摺動面の形態を示す図である。洗浄ブラシ22は、金属製又は樹脂製の基体に繊維が植毛されて構成される。
図5(a)に示すように、ブラシ洗浄機12に用いられる洗浄ブラシ22には、ナイロンを材質とする多数の繊維(図5(a)中の○印)28が基体に植毛され、いわゆるブラシを構成している。本実施形態のスポンジブラシ洗浄機14においても、以下で説明する前方摺動ブラシ26b、後方摺動ブラシ26d、および、中心摺動ブラシ26eの代わりに、前方摺動スポンジ、後方摺動スポンジ、および、中心摺動スポンジを、前方摺動体要素、後方摺動体要素、および、中心摺動体要素として用いることができる。
【0032】
図5(a)に示す洗浄ブラシ22では、6つの羽根ブラシ部26のうち3つの羽根ブラシ部26の回転方向前方のエッジ26aには、ガラス面に対して摺動して洗浄する前方摺動ブラシ26bがエッジ26aに沿って連続して延在するように形成されている。
また、シートガラスGのガラス面に対して摺動して洗浄する後方摺動ブラシ26dが、6つの羽根ブラシ部26のうち3つの羽根ブラシ部26の回転方向後方のエッジ26cから、洗浄ブラシ22の回転方向に対して、放射方向内側に傾斜した方向に連続して延在するように列形状を成して形成されている。後方摺動ブラシ26dは、3つの羽根ブラシ部26のそれぞれに複数列設けられている。
【0033】
図5(b)に示すように、羽根ブラシ部26の前方摺動ブラシ26bがガラス面を摺動して洗浄するとともに、洗浄液を前方に押し出す。このとき、羽根ブラシ部26の前方に位置する羽根ブラシ部26’の後方摺動ブラシ26dの延在方向に沿って流れ、図5(a)に示す流線Bを作る。すなわち、羽根ブラシ部26の回転によって取り込まれ、隣接する羽根ブラシ部26との間で加圧された洗浄液が、隣り合う後方摺動ブラシ26d間の隙間(列間)から、羽根ブラシ26の中に流入し、羽根ブラシ部26の回転(遠心力)によって、加圧され、別の羽根ブラシ部26の隣り合う後方摺動ブラシ26d間の隙間から流出する。このように、前方摺動ブラシ26bがガラス面を摺動して洗浄するとともに、洗浄液を前方に押し出して羽根ブラシ部26の中を流れるので、洗浄液を効率よく流すことができる。このとき、羽根ブラシ部26の前方に位置する羽根ブラシ部26’に後方摺動ブラシ26dを設けることにより、洗浄液を別の領域に効率よく流すことができ、この点で後方摺動ブラシ26dを設けることは好ましい。
洗浄ブラシ22の回転方向に対する後方摺動ブラシ26bの延在方向の傾斜角度θ(図5(b)参照)は10〜80度であり、20〜70度であることが、洗浄液を効率よく流す点で好ましく、30〜60度であることがより好ましい。羽根ブラシ部26には、後方摺動ブラシ26dが3列設けられているが、3列に限定されず、1列、2列、4列以上であってもよい。また、後方摺動ブラシ26bの傾斜角度θは、複数の列で同一である必要もなく、傾斜角度θは変化してもよい。
なお、図5(a)に示すように、洗浄ブラシ22の回転中心軸の周りを覆うように連続して延在する、ガラス面に対して摺動して洗浄する中心摺動ブラシ26eが、洗浄ブラシ体22の回転中心軸周りの基部に形成されている。中心摺動ブラシ26eを形成することは、流線Bに沿って洗浄液を効率よく流す点で好ましい。
【0034】
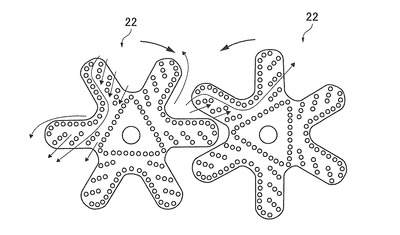
図5(a)に示す洗浄ブラシ22の形態において、回転によっては、前方摺動ブラシ26bと同様の構成であるが、羽根ブラシ部26の後方側のエッジに沿って連続して延在する摺動ブラシと、後方洗浄ブラシ26dと同様の構成であるが羽根ブラシ部26の回転方向前方のエッジから回転方向後方に連続して延在する摺動ブラシと、が近接して洗浄する場合がある。図6はこのような状態を示している。
この場合、図6に示す矢印に沿って洗浄液は流れる。このように、隣接する洗浄ブラシ22と協働して洗浄液の流れを作り、洗浄ブラシ22は洗浄液の取り込みと排出を繰り返す。
【0035】
図5(a)に示す前方摺動ブラシ26bは、6つの羽根ブラシ部22のうち、3つの羽根ブラシ部22においてのみ回転方向前方側のエッジに設けられ、残りの3つの羽根ブラシ部22においては後方側のエッジに前方摺動ブラシ26bと同様の構成の摺動ブラシが設けられている。同様に、後方摺動ブラシ26dは、6つの羽根ブラシ部22のうち、3つの羽根ブラシ部22においてのみ回転方向の後方側のエッジに設けられ、残りの3つの羽根ブラシ部22においては前方側のエッジに後方摺動ブラシ26dと同様の構成の摺動ブラシが設けられている。
これは、隣接する洗浄ブラシ22を同一の形態のものを用いるためであり、ブラシ洗浄機12の構成部品数を増やさないためである。しかし、洗浄液の流れを一定に維持してより効率よく行うためには、前方摺動ブラシ26bが、6つの羽根ブラシ部22のすべてにおいて、回転方向の前方側のエッジに設けられることが好ましい。このとき、洗浄液をさらにより効率よく流すには、後方摺動ブラシ26dが、6つの羽根ブラシ部22のすべてにおいて回転方向の後方側のエッジに設けられることが好ましい。
【0036】
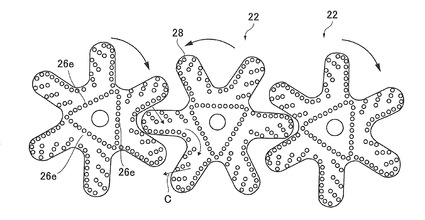
図7は、前方摺動ブラシ26bが、6つの羽根ブラシ部22のすべてにおいて、回転方向に対して前方側のエッジに設けられ、かつ、後方摺動ブラシ26dが、6つの羽根ブラシ部22のすべてにおいて回転方向に対して後方側のエッジに設けられる形態を示す図である。したがって、このような形態の洗浄ブラシ22は回転方向が一方向に設定されたものである。この場合、図7に示すような流線Cに沿って流れる。
この場合においても、中心摺動ブラシ26eが、洗浄ブラシ体22の回転中心軸周りの基部に形成されていることが、流線Cに沿って洗浄液を効率よく流す点で好ましい。
図7に示す洗浄ブラシ22は、回転方向が定められているため、隣接する洗浄ブラシ22とは、種類が異なるブラシとなる。
【0037】
本実施形態では、6つの羽根ブラシ部26の3つあるいは6つにおいて、前方摺動ブラシ26cが前方のエッジ26bに設けられているが、6つの羽根ブラシ部26の少なくとも1つ以上において、前方摺動ブラシ26bが前方のエッジ26bに設けられていればよい。
また、本実施形態では、6つの羽根ブラシ部26の3つあるいは6つにおいて、後方摺動ブラシ26dが後方のエッジ26cに設けられているが、6つの羽根ブラシ部26の少なくとも1つ以上において、後方摺動ブラシ26dが後方のエッジ26cに設けられていればよい。
【0038】
以上説明したように、本実施形態では、複数の洗浄ブラシ22のそれぞれと隣接する洗浄ブラシ22との間の回転中心軸間距離Lは、回転中心軸から羽根ブラシ部26の先端までの長さと、隣接する洗浄ブラシ22の回転中心軸から羽根ブラシ部26の先端までの長さとの合計(l1+l2)より短くなるように、複数の洗浄ブラシ22は設けられることで、羽根ブラシ部26が同じ領域を重ねて洗浄する。このとき、羽根ブラシ部26の少なくとも1つの回転方向前方のエッジには、ガラス面に対して摺動して洗浄する前方摺動ブラシ26bがエッジに沿って連続して延在するように形成されている。さらに、後方摺動ブラシ26dが回転方向後方のエッジから、洗浄ブラシ22の回転方向に対して、洗浄ブラシ22の放射方向内側に傾斜した方向に連続して延在するように形成されている。このため、均一な密度で植毛されたブラシに比べて、洗浄液を効率よくガラス面に流すことができる。この結果、洗浄液の化学的作用により洗浄度が向上する。
従来の円形状の本体にブラシを設けた洗浄用ブラシでは、高速回転になると洗浄液がブラシ内に入らなくなるため、過度の高速回転で洗浄できない。しかし、本実施形態の洗浄ブラシ22では隣接する洗浄ブラシ22の羽根ブラシ部28により、洗浄液が常に洗浄ブラシ22内に供給されるため、高速回転でも洗浄能力が低下しない。この点は、実験により確かめられている。
また、洗浄ブラシ22の内部に洗浄液が常に供給されるため、洗浄ブラシ22の各ブラシは自浄作用により洗浄され、付着物が残ることなく常にきれいに保持される。
【0039】
(洗浄ブラシの別の形態)
図8(a),(b)は、本実施形態のブラシ洗浄機12に用いられる洗浄ブラシの摺動面の別の形態を示す図である。
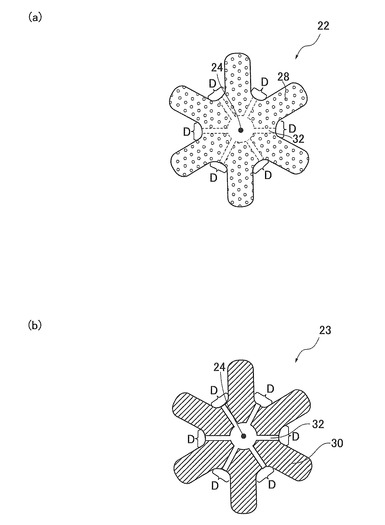
図8(a)に示す形態では、回転中心軸24に向かって延びる凹部溝32が設けられている。すなわち、繊維28が植毛されたブラシを構成する洗浄ブラシ22の摺動面には、洗浄ブラシ22の羽根ブラシ部26と、この羽根ブラシ部26に周上で隣り合う羽根ブラシ部26との間の羽根ブラシ間領域Dに、凹部溝32がそれぞれ設けられている。凹部溝32のそれぞれは、回転中心軸24の周りでお互いに連結されている。すなわち、凹部溝32と、回転中心軸24の周りで凹部溝32が連結されている領域とには、繊維28が植毛されていない。
【0040】
また、図8(b)に示す形態は、スポンジ30が設けられた形態であり、回転中心軸24に向かって延びる凹部溝32が設けられている。すなわち、洗浄スポンジブラシ23の摺動面には、洗浄スポンジブラシ23の羽根ブラシ部26と、この羽根ブラシ26に周上で隣り合う羽根ブラシ部26との間の羽根ブラシ間領域Dに、凹部溝32がそれぞれ設けられている。凹部溝32のそれぞれは、回転中心軸36の周りでお互いに連結されている。すなわち、凹部溝32と、回転中心軸24の周りで凹部溝32が連結されている領域とには、スポンジ30が設けられていない、
【0041】
このように、本実施形態では、回転中心軸間距離Lが、(l1+l2)より短くなるように、羽根ブラシ部26が設けられているので、羽根ブラシ部26が同じ領域を重ねて洗浄する。
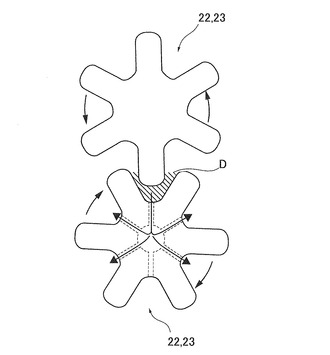
このとき羽根ブラシ間領域Dに凹部溝32を設けることにより、洗浄ブラシ22および洗浄スポンジブラシ23は、洗浄液の循環をより効率よく行うことができる。すなわち、図9に示すように隣接する洗浄ブラシ22あるいは洗浄スポンジブラシ23同士の羽根ブラシ部26が近接した羽根ブラシ間領域Dでは、洗浄液の圧力は高くなり、羽根ブラシ部26の回転に伴って後方に排出される。しかし、洗浄液の一部分が、凹部溝32を介して、他の羽根ブラシ間領域Dに流れるようにすることで、洗浄液を効率よく循環させて、別の羽根ブラシ間領域Dで用いることができる。すなわち、羽根ブラシ部26の回転によって取り込まれ、隣接する羽根ブラシ部26との間で加圧された洗浄液が、羽根ブラシ部26に配置された凹部溝32から、羽根ブラシ部26内に流入し、羽根ブラシ部26の回転(遠心力)によって、加圧され、別の凹部溝32から流出する洗浄液の流れが形成される。これにより、シートガラス表面の洗浄度を従来に比べて向上することができる。
【0042】
以上、本発明のシートガラスの製造方法および洗浄ブラシ体について詳細に説明したが、本発明は上記実施形態に限定されず、本発明の主旨を逸脱しない範囲において、種々の改良や変更をしてもよいのはもちろんである。
【符号の説明】
【0043】
10 洗浄システム
12 ブラシ洗浄機
12a,12b,14a,14b 列
14 スポンジブラシ洗浄機
16 シャワー洗浄機
18 洗剤タンク
18a,18b,18c,18d、20a,20b ノズル
20 純水タンク
22,22a,22b,22c,22d 洗浄ブラシ
23 洗浄スポンジブラシ
24,24a,24b,24c,24d 回転中心軸
26,26’ 羽根ブラシ部
26a,26c エッジ
26b 前方摺動ブラシ
26d 後方摺動ブラシ
26e 中心摺動ブラシ
28 繊維
32 凹部溝
【技術分野】
【0001】
本発明は、シートガラスを洗浄する工程を有するシートガラスの製造方法および洗浄ブラシ体に関する。
【背景技術】
【0002】
従来より、液晶表示装置用ディスプレイ等のFPD(Flat Panel Display)には、シートガラスが用いられる。シートガラスは、半導体プロセスにより、TFT(Thin Film Transistor)素子等の半導体素子を形成するため、塵や汚れが付いておらず洗浄度が高いことが求められている。
【0003】
シートガラスの製造工程では、薄板状で帯状のガラスが所定の長さに切断された後、ガラスは積層されて保管される。この後、ガラスは、所定のサイズにダイヤモンドカッターあるいはレーザ光により切り込み線(スクライブ線)が入れられ、切り込み線に沿って薄板状のガラスが折り曲げられることにより切断される。また、レーザ光による溶断により切断される。ガラスが保管されている間に、空中に飛遊した埃や塵などがガラス面に付着する。また、ガラスとガラスの間に合紙が挟まれて保管される場合には、合紙の成分がガラスに付着して、ガラスが汚れてしまう。また、ガラスの切断時には、ガラスの切断された端面から数μm〜数100μmの大きさのガラス微小片が塵となってガラス面に飛散し、塵としてガラス面に付着する。このため、シートガラスを梱包して出荷する前に、シートガラスが所定の製品の出荷規格を満たすように、シートガラスを洗浄する。
【0004】
このような背景の下、基板より除去されたパーティクルを効率よく洗浄用ブラシの外部に排出することにより、基板を連続して洗浄する場合においても有効に基板を洗浄することのできる基板洗浄装置が知られている(特許文献1)。
具体的には、洗浄用ブラシは、モータの駆動を受けて回転する本体と、本体の基面に植設された毛状体とを備える。毛状体は、例えば直径0.1mm程度のナイロン繊維から成る毛を複数本束ね、これらの毛を二つ折りにしてその中央部を金具によって本体に埋め込むことにより、直径数mm程度の束状に形成された毛の集合体として構成される。この毛状体は、本体の基面において、本体の回転中心の周りをそこから遠ざかりながら回転する連続線である螺線上に植設されている。そして、この洗浄用ブラシは、モータの駆動により、螺線の回転方向と逆方向に回転する。これにより、パーティクルを含む洗浄液は毛状体により洗浄用ブラシの円周方向外側に送り出される。このため、パーティクルが洗浄用ブラシに付着して残存することを防止することが可能となり、複数の基板を連続して洗浄した場合においても、基板を清浄に洗浄することができる、とされている。また、このような洗浄用ブラシは基板の搬送方向に沿って複数段千鳥状に配置される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−171983号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記洗浄用ブラシで洗浄を行う場合、毛状体が埋め込まれた円形状の本体を有するため、隣接する洗浄用ブラシとの間の基板上に洗浄斑が残る。このため、上記洗浄用ブラシでの洗浄は、上述したように基板の搬送方向に沿って複数段千鳥状に配置する必要があり、装置構成が煩雑になっていた。さらに、円形状の本体を高速回転すると、洗浄水が洗浄ブラシ中に取り込まれず、洗浄が十分にできず、洗浄能力が低下する場合がある。
【0007】
そこで、本発明は、従来の問題点を解消するために、上記公知の洗浄ブラシとは別の形態により、シートガラスの表面の洗浄度を向上することができる洗浄ブラシ体およびシートガラスの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様は、シートガラスを製造する方法である。
当該方法は、
シートガラスを搬送する工程と、
前記シートガラスの搬送中に、一方向に並んだ複数の洗浄ブラシ体を回転させることにより、前記シートガラスの表面を洗浄する工程と、を有する。
前記洗浄ブラシ体のそれぞれは、前記シートガラスのガラス面に直交する回転中心軸を有し、前記洗浄ブラシ体のそれぞれは、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備える。
前記複数の洗浄ブラシ体のそれぞれと隣接する洗浄ブラシ体との間の回転中心軸間距離は、前記回転中心軸から前記羽根ブラシ部の先端までの長さと、前記隣接する洗浄ブラシ体の回転中心軸から羽根ブラシ部の先端までの長さとの合計より短くなるように、前記複数の洗浄ブラシ体は設けられる。
前記複数の洗浄ブラシ体のそれぞれの前記羽根ブラシ部のそれぞれは、回転中、前記隣接する洗浄ブラシ体の羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間に位置するように、前記複数の洗浄ブラシ体は同期して回転する。
前記羽根ブラシ部の少なくとも1つの回転方向前方のエッジには、前記ガラス面に対して摺動して洗浄する前方摺動体要素が前記エッジに沿って連続して延在するように形成される。さらに、前記シートガラスの前記ガラス面に対して摺動して洗浄する後方摺動体要素が、前記羽根ブラシ部の少なくとも1つの回転方向後方のエッジから、前記洗浄ブラシ体の回転方向に対して、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように形成されている。前記複数の洗浄ブラシ体の回転中、前記シートガラスの表面上に、前記前方摺動体要素と前記後方摺動体要素により洗浄液の流れが形成される。
あるいは、前記洗浄ブラシ体それぞれの前記シートガラスと摺動する摺動面には、前記洗浄ブラシ体の前記羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間の羽根ブラシ間領域に、前記回転中心軸に向かって延びる凹部溝がそれぞれ設けられ、前記凹部溝のそれぞれは、前記回転中心軸の周りでお互いに連結される。このとき、前記複数の洗浄ブラシ体の回転中、前記凹部溝により洗浄液の流れが形成される。
【0009】
本発明の他の態様は、シートガラスをシートガラスの幅方向に配列された複数の洗浄ブラシ体を用いて洗浄するブラシ洗浄機に用いる洗浄ブラシ体である。
前記洗浄ブラシ体は、回転中心軸を有し、前記洗浄ブラシ体は、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備える。
前記羽根ブラシ部の少なくとも1つの回転方向前方のエッジには、前記ガラス面に対して摺動して洗浄する前方摺動体要素が前記エッジに沿って連続して延在するように形成される。さらに、前記シートガラスの前記ガラス面に対して摺動して洗浄する後方摺動体要素が、前記羽根ブラシ部の少なくとも1つの回転方向後方のエッジから、前記洗浄ブラシ体の回転方向に対して、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように形成される。
【0010】
本発明のさらに他の態様は、シートガラスをシートガラスの幅方向に配列された複数の洗浄ブラシ体を用いて洗浄するブラシ洗浄機に用いる洗浄ブラシ体である。
前記洗浄ブラシ体は、回転中心軸を有し、前記洗浄ブラシ体は、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備える。
前記洗浄ブラシ体それぞれの前記シートガラスと摺動する摺動面には、前記洗浄ブラシ体の前記羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間の羽根ブラシ間領域に、前記回転中心軸に向かって延びる凹部溝がそれぞれ設けられ、前記凹部溝のそれぞれは、前記回転中心軸の周りでお互いに連結されている。
【発明の効果】
【0011】
上述のシートガラスの製造方法及び洗浄ブラシ体によれば、従来に比べて、シートガラスの表面の洗浄度を向上することができる。
【図面の簡単な説明】
【0012】
【図1】本実施形態のシートガラスの製造方法の流れを示すフローチャートである。
【図2】(a),(b)は、本実施形態の洗浄を行う一ラインの洗浄システムの概略を示す図である。
【図3】シートガラスを洗浄するブラシ洗浄機およびスポンジブラシ洗浄機における本実施形態の洗浄ブラシ体の配置を説明する図である。
【図4】シートガラスを洗浄するブラシ洗浄機およびスポンジブラシ洗浄機における本実施形態の洗浄ブラシ体の配置を詳細に説明する図である。
【図5】(a),(b)は、本実施形態の洗浄ブラシ体の摺動面の形態と洗浄液の流れの一例を示す図である。
【図6】図5(a)に示す洗浄ブラシ体の摺動面の形態と洗浄液の流れの別の例を示す図である。
【図7】本実施形態の洗浄ブラシ体周りの洗浄液の流れを説明する図である。
【図8】(a),(b)は、実施形態の洗浄ブラシ体の摺動面の別の形態を示す図である。
【図9】図8(a),(b)に示す洗浄ブラシ体周りの洗浄液の流れを説明する図である。
【発明を実施するための形態】
【0013】
以下、本発明のシートガラスの製造方法および洗浄ブラシ体について本実施形態に基づいて詳細に説明する。
本実施形態で製造されるシートガラスは、液晶表示装置用ディスプレイのガラス基板に用いる板状ガラスであり、例えば厚さが0.3〜0.8mmであり、2200mm×2500mm(縦×横)のサイズの薄板である。
なお、本実施形態で製造される板状ガラスは、上記に限定されず、携帯電話機などの電子機器の表示画面に用いられるカバーガラスや、プラズマ・ディスプレイ・パネル、有機エレクトロ・ルミネッセンス(EL)などのフラットパネルディスプレイ(Flat Panel Display:FPD)に用いられる板状ガラスであってもよい。
【0014】
本実施形態で製造されるシートガラスの組成は特に限定されないが、例えば、以下の組成比率のガラス板に適用され得る。
(a)SiO2:50〜70質量%、
(b)B2O3:5〜18質量%、
(c)Al2O3:10〜25質量%、
(d)MgO:0〜10質量%、
(e)CaO:0〜20質量%、
(f)SrO:0〜20質量%、
(o)BaO:0〜10質量%、
(p)RO:5〜20質量%(ただしRはMg、Ca、SrおよびBaから選ばれる少なくとも1種である)、
(q)R’2O:0〜2.0質量%(ただしR’はLi、NaおよびKから選ばれる少なくとも1種である)、
(r)酸化スズ、酸化鉄および酸化セリウムから選ばれる少なくとも1種の金属酸化物を合計で0.05〜1.5質量%。
【0015】
(シートガラスの製造方法)
図1は、本実施形態のシートガラスの製造方法の流れを示すフローチャートである。図1に示すように、溶融されたガラスが、所定の方法、例えばダウンドロー法あるいはフロート法により、所定の厚さの帯状ガラスである素板に成形される(ステップS10)。次に、成形された素板に対して、スクライブと切断が施され(ステップS20)、所定のサイズのシートガラスが得られる。この後、シートガラスの端面の研削、研磨およびコーナカットを含む端面加工が行われる(ステップS30)。上記スクライブでは、ダイヤモンドカッター、レーザ光等を用いて、微小のスジ状の傷である切り込み線(スクライブ線)が素板に入れられる。上記切断では、スクライブ線に沿って機械あるいはマニュアルにより素板は切断される。あるいは、レーザ光による溶断により素板を切断することもできる。
【0016】
この後、シートガラスの洗浄が行われる(ステップS40)。洗浄については、本実施形態として以降で詳細に説明する。
洗浄されたシートガラスは塵、汚れあるいは光学欠陥を含む傷が無いか、光学的検査が行われる(ステップS50)。検査により品質の適合した複数のシートガラスが積層されて梱包され、納入先業者に出荷される(ステップS60)。
【0017】
上記シートガラスの製造方法では、素板のスクライブと切断、およびシートガラスの端面加工等の機械加工により、ガラスの微小片が発生し、素板あるいはシートガラスの表面に塵となって付着する。あるいは、上記機械加工時に、工具や治具等に付着した汚れが素板あるいはシートガラスの表面に付着する場合もある。
また、シートガラスの製造工程では、素板の成形(ステップS10)後、微小のスジ状の傷である切り込み線(スクライブ線)を入れるスクライブおよびスクライブ線に沿った切断(ステップS20)の前に、素板は積層されて保管される場合がある。素板が保管されている間に、空中に飛遊した埃や塵などが素板のガラス面に付着する。また、素板と素板との間に合紙が挟まれて保管される場合には、合紙の成分が素板のガラス面に付着して、ガラスが汚れてしまう。
このような塵や汚れをシートガラスが有する状態では、所定の製品の出荷規格を満たすことができず、納入先業者に納品することはできない。このため、本実施形態では、以降に示す洗浄装置を用いて洗浄が行われる。
特に、シートガラスが、液晶表示装置用ディスプレイのガラス基板に用いられる場合、ガラス基板に半導体素子を形成するため、シートガラスに対する高い洗浄度が求められる。
【0018】
(洗浄システム)
図2(a),(b)は、洗浄を行う一ラインの洗浄システム10の概略を示す図であり、図2(a)は洗浄システム10の平面図であり、図2(b)は、洗浄システム10の側面図である。
【0019】
洗浄システム10では、ブラシ洗浄機12と、スポンジブラシ洗浄機14と、シャワー洗浄機16と、がシートガラスGの搬送方向上流側からこの順番に配置されている。なお、本明細書でいう洗浄ブラシ体は、洗浄ブラシおよび洗浄スポンジブラシを含む。
ブラシ洗浄機12では、洗浄ブラシ体である洗浄ブラシがシートガラスGの搬送方向上の異なる位置(上流側の位置、下流側の位置)に、2つの列12a,12bになって複数配置されている。ブラシ洗浄機12は、シートガラスGの搬送中に、シートガラスGの搬送方向と直交する方向に並んだ複数の洗浄ブラシを回転させることにより、シートガラスGの両側のガラス面を洗浄する。洗浄ブラシによる洗浄は、例えば、図2(b)に示されるように、洗剤タンク18に貯留されている洗浄液がノズル18a,18bから供給されて行われる。洗浄液として、例えば、アルカリ性の洗浄液が用いられる。洗浄ブラシのそれぞれは、シートガラスGのガラス面に直交する回転中心軸を有する。洗浄ブラシのそれぞれは、回転中心軸から放射状に延び、シートガラスGに対して摺動する複数の羽根ブラシ部を備える。洗浄ブラシの形態については後述する。
【0020】
本実施形態では、洗浄ブラシの列がシートガラスの搬送方向上の異なる位置に2列接近して設けられる。洗浄ブラシの列を2列接近して設けるとは、例えば、お互いの洗浄ブラシの列が並行していることをいう。このとき、洗浄ブラシの各列は、シートガラスGの搬送方向に直交する方向に延びている形態、搬送方向に対して傾斜した方向に直線的にあるいは湾曲して延びている形態、あるいは、途中で延びる方向が変化するように屈曲して延びている形態等が挙げられる。洗浄ブラシの列はシートガラスの搬送方向上の異なる位置に2列接近させて設けられる形態の他に、1列、あるいは3列、4列等であってもよい。
特に、本実施形態の洗浄ブラシは、後述するように羽根ブラシ部を有し、洗浄液を取り込み排出するようにブラシを形成するので、従来のように、隣接する洗浄ブラシとの間の基板上に洗浄斑が残ることはない。このため、上記洗浄用ブラシで洗浄は、上述したように基板の搬送方向に沿って複数段千鳥状に配置する必要はなくなる点で、従来技術に対して有効である。すなわち、洗浄ブラシの列は1列であっても十分に洗浄機能を有する。しかし、本実施形態では、洗浄機能をより高めるために2列配置している。
シートガラスGは、図示されない搬送機構により搬送されながらブラシ洗浄機12で洗浄された後、図示されない搬送機構によりスポンジブラシ洗浄機14に搬送される。
【0021】
スポンジブラシ洗浄機14においても、ブラシ洗浄機12と同様に、洗浄ブラシ体である洗浄スポンジブラシがシートガラスGの搬送方向上の異なる位置(上流側の位置、下流側の位置)に列になって複数配列されている。具体的には、複数の洗浄スポンジブラシが2つの列14a,14bになって配置されている。スポンジブラシ洗浄機14は、シートガラスGの搬送中に、シートガラスGの搬送方向と直交する方向に並んだ複数の洗浄スポンジブラシを回転させることにより、シートガラスGの両側のガラス面を洗浄する。洗浄スポンジブラシによる洗浄は、例えば、図2(b)に示されるように、洗剤タンク18に貯留されている洗浄液がノズル18c,18dから供給されて行われる。洗浄スポンジブラシのそれぞれは、シートガラスGの表面に直交する回転中心軸を有し、洗浄スポンジブラシのそれぞれは、回転中心軸から放射状に延び、シートガラスGに対して摺動する複数の羽根ブラシ部を備える。洗浄スポンジブラシの形態については後述する。
【0022】
本実施形態では、洗浄ブラシと同様に、洗浄スポンジブラシの列をシートガラスの搬送方向上の異なる位置に2列接近して設ける。洗浄スポンジブラシの列を2列接近させて設けるとは、例えば、お互いの洗浄スポンジブラシの列が並行していることをいう。このとき、洗浄スポンジブラシの各列は、シートガラスGの搬送方向に直交する方向に延びている形態、搬送方向に対して傾斜した方向に直線的に、あるいは湾曲して延びている形態、あるいは、途中で延びる方向が変化するように屈曲して延びている形態等が挙げられる。洗浄スポンジブラシの列はシートガラスの搬送方向上の異なる位置に2列接近させて設けられる形態の他に、1列、あるいは3列、4列等であってもよい。
シートガラスGは、図示されない搬送機構によって搬送されながらスポンジブラシ洗浄機14で洗浄された後、図示されない搬送機構によってシャワー洗浄機16に搬送される。
【0023】
シャワー洗浄機16では、純水タンク20内の水がノズル20a,20bを通して供給されて、図示されない搬送機構によってシートガラスGが搬送されながら水洗いされる。
以上の洗浄は、シートガラスGの両側のガラス面について同時に行われるように、洗浄ブラシおよび洗浄スポンジブラシの列12a,12b,14a,14bが、ガラス面の両側に設けられている。
本実施形態では、洗浄ブラシおよび洗浄スポンジブラシの列12a,12b,14a,14bが、ガラス面の両側に設けられているが、片側だけに設けられてもよい。すなわち、ブラシ洗浄機12とスポンジブラシ洗浄機14は、シートガラスGの少なくとも一方のガラス面を洗浄することができる。
【0024】
(洗浄ブラシ、洗浄スポンジブラシ)
図3、図4は、シートガラスGを洗浄するブラシ洗浄機12およびスポンジブラシ洗浄機14における洗浄ブラシおよび洗浄スポンジブラシの配置を説明する図である。
以降、洗浄ブラシおよび洗浄スポンジブラシは同じ配置及び形態を有するので、代表して洗浄ブラシを用いて説明する。
【0025】
図3に示すブラシ洗浄機12の列12aには、複数の洗浄ブラシ22a,22b,22c,22d,・・・が設けられている。複数の洗浄ブラシ22a,22b,22c,22d,・・・を纏めて説明するとき洗浄ブラシ22という。洗浄ブラシ22のそれぞれは、シートガラスGの表面に直交する回転中心軸24a,24b,24c,24d,・・・を有し(回転中心軸を纏めて説明するとき、回転中心軸24という)、洗浄ブラシ22のそれぞれは、回転中心軸24から放射状に延び、シートガラスGのガラス面に対して摺動する複数の羽根ブラシ部26(図4参照)を備える。列12bにも列12aと同様に、複数の洗浄ブラシ22がシートガラス22の搬送方向Xと直交する方向Yに沿って設けられる。ただし、列12bの洗浄ブラシ22の回転中心軸24のY方向における位置は、列12aの隣り合う2つの洗浄ブラシ22の回転中心軸24のY方向における位置の中間の位置に設けられる。すなわち、列12a,12bの洗浄ブラシ22は、互い違いに(千鳥状に)設けられる。このように、列12bの回転中心軸の位置を設定するのは、列12aの隣り合う洗浄ブラシ22が羽根ブラシ部26で洗浄液を取り込んで洗浄した後、羽根ブラシ部26が排出した洗浄液を列12bの洗浄ブラシ22の羽根ブラシ部26が効率よく取り込み、シートガラスGの幅全体に亘り、より均一に洗浄できるようにするためである。
本実施形態の洗浄ブラシ22における隣接する羽根ブラシ部26間の角度は、羽根ブラシ部26が周上に6つあることから60度であるが、上記角度は30〜180度の範囲で可能である。上記角度が大きい程、洗浄力を確保するために洗浄ブラシ22を高速に回転しなければならない。この場合、洗浄液が洗浄ブラシ22内部に取り込めなくなる虞がある。一方、上記角度が小さい程、羽根ブラシ22による、洗浄液の取り込みと排出を効果的に行えなくなる。このため、上記角度は30〜90度であることが好ましく、30〜60度であることがより好ましい。羽根ブラシ部26の配置数でいうと、羽根ブラシ部26の配置数は2〜12が可能であり、4〜12が好ましく、6〜12がより好ましい。この数の範囲において、隣接する洗浄ブラシ22の羽根ブラシ部26同士がガラス面を洗浄する重なり領域を広くすることができる。
【0026】
また、図4に示されるように、複数の洗浄ブラシ22のそれぞれと隣接する洗浄ブラシとの間の回転中心軸間距離Lは、回転中心軸24から羽根ブラシ部26の先端までの長さl1と、隣接する洗浄ブラシ22の回転中心軸24から羽根ブラシ部26の先端までの長さl2との合計(l1+l2)より短くなるように、複数の洗浄ブラシ22は設けられる。図4に示す実施形態では、羽根ブラシ部26の長さは、いずれの洗浄ブラシ22において同じであるが、異なってもよい。すなわち。l1≠l2であってもよい。
【0027】
このように、回転中心軸間距離Lを(l1+l2)より短くするのは、隣接する洗浄ブラシ22の羽根ブラシ部26同士が互いにシートガラスGの同じ領域を摺動することにより、従来に比べて、洗浄度を上げるためである。また、1つの洗浄ブラシ22の複数の羽根ブラシ部26により、ガラス面は何度も摺動されるので、洗浄度は高くなる。しかも、羽根ブラシ部26の回転により洗浄液の流れを作るので、洗浄液が効率よくガラス面に流れる。特に、列12a,12bのように、洗浄ブラシ26をシートガラスGの搬送方向の異なる位置に設け、洗浄ブラシ26の回転中心軸24を互い違いに(千鳥状に)設けることにより、互いに隣接する洗浄ブラシ22の羽根ブラシ部26同士によって洗浄される重なり領域が、シートガラスGのガラス面の略全体を覆う。この結果、洗浄むらのないシートガラスを得ることができる。
【0028】
さらに、複数の洗浄ブラシ22のそれぞれの羽根ブラシ部のそれぞれは、回転中、隣接する洗浄ブラシの羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間に位置するように、複数の洗浄ブラシ22は同期して回転する。例えば、図4中の列12aにおける最上部にある洗浄ブラシ22の羽根ブラシ部26は、上から2番目にある隣接する洗浄ブラシ22の羽根ブラシ部26と、この羽根ブラシ部26に周上で隣り合う羽根ブラシ部27(図4参照)との間に位置するように、洗浄ブラシ22のそれぞれは同期して回転する。また、上から2番目の洗浄ブラシ22と上から3番目にある洗浄ブラシ22とは同期して回転する。その際、洗浄ブラシ22のそれぞれと隣接する洗浄ブラシ22とは、回転方向が逆である。このように洗浄ブラシ22を同期させて回転させ、しかも、隣接する洗浄ブラシ22と逆方向に回転させなければ、隣接する羽根ブラシ部26同士が衝突してしまう。
【0029】
なお、洗浄ブラシ22の隣り合う洗浄ブラシ同士は、お互いの羽根ブラシ部26が接触しないタイミングで「同期」して回転する。非接触とするのは、洗浄(回転)中に隣り合う洗浄ブラシ22同士が接触すると、ブラシの基体(金属、樹脂など)の一部が損傷して破片が発生し、異物トラブルの原因となるからである。したがって本実施形態では、例えば動力を伝導させる「ギア」のように洗浄ブラシ22同士が接触する構成を採用しない。
【0030】
また、シートガラスGは、シートガラスGのガラス面上に供給された洗浄液を用いて洗浄ブラシ22で洗浄される。洗浄液は、羽根ブラシ部26のそれぞれと隣接する洗浄ブラシ22の羽根ブラシ部26とが回転によって近づく領域にノズル18a,18bから供給される。図4に示す実施形態では、斜線領域Aにおいて、図中の最上部に位置する洗浄ブラシ22の羽根ブラシ部26と、上から2番目に位置する洗浄ブラシ22の羽根ブラシ部26とが、回転により近づいて、洗浄液を効率よく巻き込もうとする。このため、図4中の最上部に位置する洗浄ブラシ22の羽根ブラシ部26と、上から2番目に位置する洗浄ブラシ22の羽根ブラシ部26とが、回転により近づこうとする斜線領域Aに洗浄液のノズル18(18a,18b,18c,18d)が設けられて、シートガラスGのガラス面上に供給される。これにより、洗浄液は、羽根ブラシ部26のガラス面との摺動作用により、ガラス面上を流れてガラス面を効率よく洗浄する。
【0031】
(洗浄ブラシの形態)
図5(a)は、本実施形態のブラシ洗浄機12に用いられる洗浄ブラシ22の摺動面の形態を示す図である。洗浄ブラシ22は、金属製又は樹脂製の基体に繊維が植毛されて構成される。
図5(a)に示すように、ブラシ洗浄機12に用いられる洗浄ブラシ22には、ナイロンを材質とする多数の繊維(図5(a)中の○印)28が基体に植毛され、いわゆるブラシを構成している。本実施形態のスポンジブラシ洗浄機14においても、以下で説明する前方摺動ブラシ26b、後方摺動ブラシ26d、および、中心摺動ブラシ26eの代わりに、前方摺動スポンジ、後方摺動スポンジ、および、中心摺動スポンジを、前方摺動体要素、後方摺動体要素、および、中心摺動体要素として用いることができる。
【0032】
図5(a)に示す洗浄ブラシ22では、6つの羽根ブラシ部26のうち3つの羽根ブラシ部26の回転方向前方のエッジ26aには、ガラス面に対して摺動して洗浄する前方摺動ブラシ26bがエッジ26aに沿って連続して延在するように形成されている。
また、シートガラスGのガラス面に対して摺動して洗浄する後方摺動ブラシ26dが、6つの羽根ブラシ部26のうち3つの羽根ブラシ部26の回転方向後方のエッジ26cから、洗浄ブラシ22の回転方向に対して、放射方向内側に傾斜した方向に連続して延在するように列形状を成して形成されている。後方摺動ブラシ26dは、3つの羽根ブラシ部26のそれぞれに複数列設けられている。
【0033】
図5(b)に示すように、羽根ブラシ部26の前方摺動ブラシ26bがガラス面を摺動して洗浄するとともに、洗浄液を前方に押し出す。このとき、羽根ブラシ部26の前方に位置する羽根ブラシ部26’の後方摺動ブラシ26dの延在方向に沿って流れ、図5(a)に示す流線Bを作る。すなわち、羽根ブラシ部26の回転によって取り込まれ、隣接する羽根ブラシ部26との間で加圧された洗浄液が、隣り合う後方摺動ブラシ26d間の隙間(列間)から、羽根ブラシ26の中に流入し、羽根ブラシ部26の回転(遠心力)によって、加圧され、別の羽根ブラシ部26の隣り合う後方摺動ブラシ26d間の隙間から流出する。このように、前方摺動ブラシ26bがガラス面を摺動して洗浄するとともに、洗浄液を前方に押し出して羽根ブラシ部26の中を流れるので、洗浄液を効率よく流すことができる。このとき、羽根ブラシ部26の前方に位置する羽根ブラシ部26’に後方摺動ブラシ26dを設けることにより、洗浄液を別の領域に効率よく流すことができ、この点で後方摺動ブラシ26dを設けることは好ましい。
洗浄ブラシ22の回転方向に対する後方摺動ブラシ26bの延在方向の傾斜角度θ(図5(b)参照)は10〜80度であり、20〜70度であることが、洗浄液を効率よく流す点で好ましく、30〜60度であることがより好ましい。羽根ブラシ部26には、後方摺動ブラシ26dが3列設けられているが、3列に限定されず、1列、2列、4列以上であってもよい。また、後方摺動ブラシ26bの傾斜角度θは、複数の列で同一である必要もなく、傾斜角度θは変化してもよい。
なお、図5(a)に示すように、洗浄ブラシ22の回転中心軸の周りを覆うように連続して延在する、ガラス面に対して摺動して洗浄する中心摺動ブラシ26eが、洗浄ブラシ体22の回転中心軸周りの基部に形成されている。中心摺動ブラシ26eを形成することは、流線Bに沿って洗浄液を効率よく流す点で好ましい。
【0034】
図5(a)に示す洗浄ブラシ22の形態において、回転によっては、前方摺動ブラシ26bと同様の構成であるが、羽根ブラシ部26の後方側のエッジに沿って連続して延在する摺動ブラシと、後方洗浄ブラシ26dと同様の構成であるが羽根ブラシ部26の回転方向前方のエッジから回転方向後方に連続して延在する摺動ブラシと、が近接して洗浄する場合がある。図6はこのような状態を示している。
この場合、図6に示す矢印に沿って洗浄液は流れる。このように、隣接する洗浄ブラシ22と協働して洗浄液の流れを作り、洗浄ブラシ22は洗浄液の取り込みと排出を繰り返す。
【0035】
図5(a)に示す前方摺動ブラシ26bは、6つの羽根ブラシ部22のうち、3つの羽根ブラシ部22においてのみ回転方向前方側のエッジに設けられ、残りの3つの羽根ブラシ部22においては後方側のエッジに前方摺動ブラシ26bと同様の構成の摺動ブラシが設けられている。同様に、後方摺動ブラシ26dは、6つの羽根ブラシ部22のうち、3つの羽根ブラシ部22においてのみ回転方向の後方側のエッジに設けられ、残りの3つの羽根ブラシ部22においては前方側のエッジに後方摺動ブラシ26dと同様の構成の摺動ブラシが設けられている。
これは、隣接する洗浄ブラシ22を同一の形態のものを用いるためであり、ブラシ洗浄機12の構成部品数を増やさないためである。しかし、洗浄液の流れを一定に維持してより効率よく行うためには、前方摺動ブラシ26bが、6つの羽根ブラシ部22のすべてにおいて、回転方向の前方側のエッジに設けられることが好ましい。このとき、洗浄液をさらにより効率よく流すには、後方摺動ブラシ26dが、6つの羽根ブラシ部22のすべてにおいて回転方向の後方側のエッジに設けられることが好ましい。
【0036】
図7は、前方摺動ブラシ26bが、6つの羽根ブラシ部22のすべてにおいて、回転方向に対して前方側のエッジに設けられ、かつ、後方摺動ブラシ26dが、6つの羽根ブラシ部22のすべてにおいて回転方向に対して後方側のエッジに設けられる形態を示す図である。したがって、このような形態の洗浄ブラシ22は回転方向が一方向に設定されたものである。この場合、図7に示すような流線Cに沿って流れる。
この場合においても、中心摺動ブラシ26eが、洗浄ブラシ体22の回転中心軸周りの基部に形成されていることが、流線Cに沿って洗浄液を効率よく流す点で好ましい。
図7に示す洗浄ブラシ22は、回転方向が定められているため、隣接する洗浄ブラシ22とは、種類が異なるブラシとなる。
【0037】
本実施形態では、6つの羽根ブラシ部26の3つあるいは6つにおいて、前方摺動ブラシ26cが前方のエッジ26bに設けられているが、6つの羽根ブラシ部26の少なくとも1つ以上において、前方摺動ブラシ26bが前方のエッジ26bに設けられていればよい。
また、本実施形態では、6つの羽根ブラシ部26の3つあるいは6つにおいて、後方摺動ブラシ26dが後方のエッジ26cに設けられているが、6つの羽根ブラシ部26の少なくとも1つ以上において、後方摺動ブラシ26dが後方のエッジ26cに設けられていればよい。
【0038】
以上説明したように、本実施形態では、複数の洗浄ブラシ22のそれぞれと隣接する洗浄ブラシ22との間の回転中心軸間距離Lは、回転中心軸から羽根ブラシ部26の先端までの長さと、隣接する洗浄ブラシ22の回転中心軸から羽根ブラシ部26の先端までの長さとの合計(l1+l2)より短くなるように、複数の洗浄ブラシ22は設けられることで、羽根ブラシ部26が同じ領域を重ねて洗浄する。このとき、羽根ブラシ部26の少なくとも1つの回転方向前方のエッジには、ガラス面に対して摺動して洗浄する前方摺動ブラシ26bがエッジに沿って連続して延在するように形成されている。さらに、後方摺動ブラシ26dが回転方向後方のエッジから、洗浄ブラシ22の回転方向に対して、洗浄ブラシ22の放射方向内側に傾斜した方向に連続して延在するように形成されている。このため、均一な密度で植毛されたブラシに比べて、洗浄液を効率よくガラス面に流すことができる。この結果、洗浄液の化学的作用により洗浄度が向上する。
従来の円形状の本体にブラシを設けた洗浄用ブラシでは、高速回転になると洗浄液がブラシ内に入らなくなるため、過度の高速回転で洗浄できない。しかし、本実施形態の洗浄ブラシ22では隣接する洗浄ブラシ22の羽根ブラシ部28により、洗浄液が常に洗浄ブラシ22内に供給されるため、高速回転でも洗浄能力が低下しない。この点は、実験により確かめられている。
また、洗浄ブラシ22の内部に洗浄液が常に供給されるため、洗浄ブラシ22の各ブラシは自浄作用により洗浄され、付着物が残ることなく常にきれいに保持される。
【0039】
(洗浄ブラシの別の形態)
図8(a),(b)は、本実施形態のブラシ洗浄機12に用いられる洗浄ブラシの摺動面の別の形態を示す図である。
図8(a)に示す形態では、回転中心軸24に向かって延びる凹部溝32が設けられている。すなわち、繊維28が植毛されたブラシを構成する洗浄ブラシ22の摺動面には、洗浄ブラシ22の羽根ブラシ部26と、この羽根ブラシ部26に周上で隣り合う羽根ブラシ部26との間の羽根ブラシ間領域Dに、凹部溝32がそれぞれ設けられている。凹部溝32のそれぞれは、回転中心軸24の周りでお互いに連結されている。すなわち、凹部溝32と、回転中心軸24の周りで凹部溝32が連結されている領域とには、繊維28が植毛されていない。
【0040】
また、図8(b)に示す形態は、スポンジ30が設けられた形態であり、回転中心軸24に向かって延びる凹部溝32が設けられている。すなわち、洗浄スポンジブラシ23の摺動面には、洗浄スポンジブラシ23の羽根ブラシ部26と、この羽根ブラシ26に周上で隣り合う羽根ブラシ部26との間の羽根ブラシ間領域Dに、凹部溝32がそれぞれ設けられている。凹部溝32のそれぞれは、回転中心軸36の周りでお互いに連結されている。すなわち、凹部溝32と、回転中心軸24の周りで凹部溝32が連結されている領域とには、スポンジ30が設けられていない、
【0041】
このように、本実施形態では、回転中心軸間距離Lが、(l1+l2)より短くなるように、羽根ブラシ部26が設けられているので、羽根ブラシ部26が同じ領域を重ねて洗浄する。
このとき羽根ブラシ間領域Dに凹部溝32を設けることにより、洗浄ブラシ22および洗浄スポンジブラシ23は、洗浄液の循環をより効率よく行うことができる。すなわち、図9に示すように隣接する洗浄ブラシ22あるいは洗浄スポンジブラシ23同士の羽根ブラシ部26が近接した羽根ブラシ間領域Dでは、洗浄液の圧力は高くなり、羽根ブラシ部26の回転に伴って後方に排出される。しかし、洗浄液の一部分が、凹部溝32を介して、他の羽根ブラシ間領域Dに流れるようにすることで、洗浄液を効率よく循環させて、別の羽根ブラシ間領域Dで用いることができる。すなわち、羽根ブラシ部26の回転によって取り込まれ、隣接する羽根ブラシ部26との間で加圧された洗浄液が、羽根ブラシ部26に配置された凹部溝32から、羽根ブラシ部26内に流入し、羽根ブラシ部26の回転(遠心力)によって、加圧され、別の凹部溝32から流出する洗浄液の流れが形成される。これにより、シートガラス表面の洗浄度を従来に比べて向上することができる。
【0042】
以上、本発明のシートガラスの製造方法および洗浄ブラシ体について詳細に説明したが、本発明は上記実施形態に限定されず、本発明の主旨を逸脱しない範囲において、種々の改良や変更をしてもよいのはもちろんである。
【符号の説明】
【0043】
10 洗浄システム
12 ブラシ洗浄機
12a,12b,14a,14b 列
14 スポンジブラシ洗浄機
16 シャワー洗浄機
18 洗剤タンク
18a,18b,18c,18d、20a,20b ノズル
20 純水タンク
22,22a,22b,22c,22d 洗浄ブラシ
23 洗浄スポンジブラシ
24,24a,24b,24c,24d 回転中心軸
26,26’ 羽根ブラシ部
26a,26c エッジ
26b 前方摺動ブラシ
26d 後方摺動ブラシ
26e 中心摺動ブラシ
28 繊維
32 凹部溝
【特許請求の範囲】
【請求項1】
シートガラスを製造する方法であって、
シートガラスを搬送する工程と、
前記シートガラスの搬送中に、一方向に並んだ複数の洗浄ブラシ体を回転させることにより、前記シートガラスの表面を洗浄液で洗浄する工程と、を有し、
前記洗浄ブラシ体のそれぞれは、前記シートガラスのガラス面に直交する回転中心軸を有し、前記洗浄ブラシ体のそれぞれは、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備え、
前記複数の洗浄ブラシ体のそれぞれと隣接する洗浄ブラシ体との間の回転中心軸間距離は、前記回転中心軸から前記羽根ブラシ部の先端までの長さと、前記隣接する洗浄ブラシ体の回転中心軸から羽根ブラシ部の先端までの長さとの合計より短くなるように、前記複数の洗浄ブラシ体は設けられ、
前記複数の洗浄ブラシ体のそれぞれの前記羽根ブラシ部のそれぞれは、回転中、前記隣接する洗浄ブラシ体の羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間に位置するように、前記複数の洗浄ブラシ体は同期して回転し、
前記羽根ブラシ部の少なくとも1つの回転方向前方のエッジには、前記ガラス面に対して摺動して洗浄する前方摺動体要素が前記エッジに沿って連続して延在するように形成され、
前記シートガラスの前記ガラス面に対して摺動して洗浄する後方摺動体要素が、前記羽根ブラシ部の少なくとも1つの回転方向後方のエッジから、前記洗浄ブラシ体の回転方向に対して、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように形成され
前記複数の洗浄ブラシ体の回転中、前記シートガラスの表面上に、前記前方摺動体要素と前記後方摺動体要素により洗浄液の流れが形成される、ことを特徴とするシートガラスの製造方法。
【請求項2】
前記洗浄する工程では、隣接する洗浄ブラシ体間において、前記前方摺動体要素と前記後方摺動体要素とが近接して洗浄する、請求項1に記載のシートガラスの製造方法。
【請求項3】
前記羽根ブラシ部のすべての回転方向前方のエッジには、前記前方摺動体要素が前記エッジに沿って連続して延在するように形成される、請求項1または2に記載のシートガラスの製造方法。
【請求項4】
前記後方摺動体要素が、前記羽根ブラシ部のすべての回転方向後方のエッジから、前記洗浄ブラシ体の回転方向に対して、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように形成されている、請求項1〜3のいずれか1項に記載のシートガラスの製造方法。
【請求項5】
前記後方摺動体要素の延在方向の、前記回転方向に対する傾斜角度は、10〜80度である、請求項2または4に記載のシートガラスの製造方法。
【請求項6】
前記シートガラスの前記ガラス面に対して摺動して洗浄する中心摺動体要素が、前記洗浄ブラシ体の回転中心周りの基部に形成され、
前記中心摺動体要素は、前記回転中心軸の周りを覆うように連続して延在する、請求項1〜5のいずれか1項に記載のシートガラスの製造方法。
【請求項7】
前記後方摺動体要素は、前記羽根ブラシ部の少なくとも1つにおいて、互いに離間して複数列設けられ、前記複数列の列間に洗浄液の流れが形成される、請求項1〜6のいずれか1項に記載のシートガラスの製造方法。
【請求項8】
シートガラスを製造する方法であって、
シートガラスを搬送する工程と、
前記シートガラスの搬送中に、一方向に並んだ複数の洗浄ブラシ体を回転させることにより、前記シートガラスの表面を洗浄液で洗浄する工程と、を有し、
前記洗浄ブラシ体のそれぞれは、前記シートガラスのガラス面に直交する回転中心軸を有し、前記洗浄ブラシ体のそれぞれは、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備え、
前記複数の洗浄ブラシ体のそれぞれと隣接する洗浄ブラシ体との間の回転中心軸間距離は、前記回転中心軸から前記羽根ブラシ部の先端までの長さと、前記隣接する洗浄ブラシ体の回転中心軸から羽根ブラシ部の先端までの長さとの合計より短くなるように、前記複数の洗浄ブラシ体は設けられ、
前記複数の洗浄ブラシ体のそれぞれの前記羽根ブラシ部のそれぞれは、回転中、前記隣接する洗浄ブラシ体の羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間に位置するように、前記複数の洗浄ブラシ体は同期して回転し、
前記洗浄ブラシ体それぞれの前記シートガラスと摺動する摺動面には、前記洗浄ブラシ体の前記羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間の羽根ブラシ間領域に、前記回転中心軸に向かって延びる凹部溝がそれぞれ設けられ、前記凹部溝のそれぞれは、前記回転中心軸の周りでお互いに連結され、
前記複数の洗浄ブラシ体の回転中、前記シートガラスの表面上に、前記凹部溝により洗浄液の流れが形成される、ことを特徴とするシートガラスの製造方法。
【請求項9】
シートガラスをシートガラスの幅方向に配列された複数の洗浄ブラシ体を用いて洗浄するブラシ洗浄機に用いる洗浄ブラシ体であって、
前記洗浄ブラシ体は、回転中心軸を有し、前記洗浄ブラシ体は、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備え、
前記羽根ブラシ部の少なくとも1つの回転方向前方のエッジには、前記ガラス面に対して摺動して洗浄する前方摺動体要素が前記エッジに沿って連続して延在するように形成され、
前記シートガラスの前記ガラス面に対して摺動して洗浄する後方摺動体要素が、前記羽根ブラシ部の少なくとも1つの回転方向後方のエッジから、前記洗浄ブラシ体の回転方向に対して、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように形成されている、ことを特徴とする洗浄ブラシ体。
【請求項10】
シートガラスをシートガラスの幅方向に配列された複数の洗浄ブラシ体を用いて洗浄するブラシ洗浄機に用いる洗浄ブラシ体であって、
前記洗浄ブラシ体は、回転中心軸を有し、前記洗浄ブラシ体は、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備え、
前記洗浄ブラシ体それぞれの前記シートガラスと摺動する摺動面には、前記洗浄ブラシ体の前記羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間の羽根ブラシ間領域に、前記回転中心軸に向かって延びる凹部溝がそれぞれ設けられ、前記凹部溝のそれぞれは、前記回転中心軸の周りでお互いに連結されている、ことを特徴とする洗浄ブラシ体。
【請求項1】
シートガラスを製造する方法であって、
シートガラスを搬送する工程と、
前記シートガラスの搬送中に、一方向に並んだ複数の洗浄ブラシ体を回転させることにより、前記シートガラスの表面を洗浄液で洗浄する工程と、を有し、
前記洗浄ブラシ体のそれぞれは、前記シートガラスのガラス面に直交する回転中心軸を有し、前記洗浄ブラシ体のそれぞれは、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備え、
前記複数の洗浄ブラシ体のそれぞれと隣接する洗浄ブラシ体との間の回転中心軸間距離は、前記回転中心軸から前記羽根ブラシ部の先端までの長さと、前記隣接する洗浄ブラシ体の回転中心軸から羽根ブラシ部の先端までの長さとの合計より短くなるように、前記複数の洗浄ブラシ体は設けられ、
前記複数の洗浄ブラシ体のそれぞれの前記羽根ブラシ部のそれぞれは、回転中、前記隣接する洗浄ブラシ体の羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間に位置するように、前記複数の洗浄ブラシ体は同期して回転し、
前記羽根ブラシ部の少なくとも1つの回転方向前方のエッジには、前記ガラス面に対して摺動して洗浄する前方摺動体要素が前記エッジに沿って連続して延在するように形成され、
前記シートガラスの前記ガラス面に対して摺動して洗浄する後方摺動体要素が、前記羽根ブラシ部の少なくとも1つの回転方向後方のエッジから、前記洗浄ブラシ体の回転方向に対して、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように形成され
前記複数の洗浄ブラシ体の回転中、前記シートガラスの表面上に、前記前方摺動体要素と前記後方摺動体要素により洗浄液の流れが形成される、ことを特徴とするシートガラスの製造方法。
【請求項2】
前記洗浄する工程では、隣接する洗浄ブラシ体間において、前記前方摺動体要素と前記後方摺動体要素とが近接して洗浄する、請求項1に記載のシートガラスの製造方法。
【請求項3】
前記羽根ブラシ部のすべての回転方向前方のエッジには、前記前方摺動体要素が前記エッジに沿って連続して延在するように形成される、請求項1または2に記載のシートガラスの製造方法。
【請求項4】
前記後方摺動体要素が、前記羽根ブラシ部のすべての回転方向後方のエッジから、前記洗浄ブラシ体の回転方向に対して、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように形成されている、請求項1〜3のいずれか1項に記載のシートガラスの製造方法。
【請求項5】
前記後方摺動体要素の延在方向の、前記回転方向に対する傾斜角度は、10〜80度である、請求項2または4に記載のシートガラスの製造方法。
【請求項6】
前記シートガラスの前記ガラス面に対して摺動して洗浄する中心摺動体要素が、前記洗浄ブラシ体の回転中心周りの基部に形成され、
前記中心摺動体要素は、前記回転中心軸の周りを覆うように連続して延在する、請求項1〜5のいずれか1項に記載のシートガラスの製造方法。
【請求項7】
前記後方摺動体要素は、前記羽根ブラシ部の少なくとも1つにおいて、互いに離間して複数列設けられ、前記複数列の列間に洗浄液の流れが形成される、請求項1〜6のいずれか1項に記載のシートガラスの製造方法。
【請求項8】
シートガラスを製造する方法であって、
シートガラスを搬送する工程と、
前記シートガラスの搬送中に、一方向に並んだ複数の洗浄ブラシ体を回転させることにより、前記シートガラスの表面を洗浄液で洗浄する工程と、を有し、
前記洗浄ブラシ体のそれぞれは、前記シートガラスのガラス面に直交する回転中心軸を有し、前記洗浄ブラシ体のそれぞれは、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備え、
前記複数の洗浄ブラシ体のそれぞれと隣接する洗浄ブラシ体との間の回転中心軸間距離は、前記回転中心軸から前記羽根ブラシ部の先端までの長さと、前記隣接する洗浄ブラシ体の回転中心軸から羽根ブラシ部の先端までの長さとの合計より短くなるように、前記複数の洗浄ブラシ体は設けられ、
前記複数の洗浄ブラシ体のそれぞれの前記羽根ブラシ部のそれぞれは、回転中、前記隣接する洗浄ブラシ体の羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間に位置するように、前記複数の洗浄ブラシ体は同期して回転し、
前記洗浄ブラシ体それぞれの前記シートガラスと摺動する摺動面には、前記洗浄ブラシ体の前記羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間の羽根ブラシ間領域に、前記回転中心軸に向かって延びる凹部溝がそれぞれ設けられ、前記凹部溝のそれぞれは、前記回転中心軸の周りでお互いに連結され、
前記複数の洗浄ブラシ体の回転中、前記シートガラスの表面上に、前記凹部溝により洗浄液の流れが形成される、ことを特徴とするシートガラスの製造方法。
【請求項9】
シートガラスをシートガラスの幅方向に配列された複数の洗浄ブラシ体を用いて洗浄するブラシ洗浄機に用いる洗浄ブラシ体であって、
前記洗浄ブラシ体は、回転中心軸を有し、前記洗浄ブラシ体は、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備え、
前記羽根ブラシ部の少なくとも1つの回転方向前方のエッジには、前記ガラス面に対して摺動して洗浄する前方摺動体要素が前記エッジに沿って連続して延在するように形成され、
前記シートガラスの前記ガラス面に対して摺動して洗浄する後方摺動体要素が、前記羽根ブラシ部の少なくとも1つの回転方向後方のエッジから、前記洗浄ブラシ体の回転方向に対して、前記洗浄ブラシ体の放射方向内側に傾斜した方向に連続して延在するように形成されている、ことを特徴とする洗浄ブラシ体。
【請求項10】
シートガラスをシートガラスの幅方向に配列された複数の洗浄ブラシ体を用いて洗浄するブラシ洗浄機に用いる洗浄ブラシ体であって、
前記洗浄ブラシ体は、回転中心軸を有し、前記洗浄ブラシ体は、前記回転中心軸から放射状に延び、前記シートガラスのガラス面に対して摺動する複数の羽根ブラシ部を備え、
前記洗浄ブラシ体それぞれの前記シートガラスと摺動する摺動面には、前記洗浄ブラシ体の前記羽根ブラシ部と、この羽根ブラシ部に周上で隣り合う羽根ブラシ部との間の羽根ブラシ間領域に、前記回転中心軸に向かって延びる凹部溝がそれぞれ設けられ、前記凹部溝のそれぞれは、前記回転中心軸の周りでお互いに連結されている、ことを特徴とする洗浄ブラシ体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−214323(P2012−214323A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−80138(P2011−80138)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(598055910)AvanStrate株式会社 (81)
【出願人】(500487837)ミクロ技研株式会社 (16)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(598055910)AvanStrate株式会社 (81)
【出願人】(500487837)ミクロ技研株式会社 (16)
【Fターム(参考)】
[ Back to top ]