
シート材の加工供給装置
【課題】シート材の損傷や形状変化をおこさずに搬送すること
【解決手段】加工供給装置2は、接着面に保護フィルム42が貼りあわされてなるシート材40を、保護フィルム42を剥離して搬送する装置であって、シート材40が載置され、保護フィルム42を剥離し巻き取る力を利用して前記シート材40を上流から下流に向かって移動させる送り手段を有する第1の台座10と、ナール加工により軸方向と略平行に凹凸が設けられた剥離促進ローラ軸21と剥離促進ローラ軸21の外周を覆うシリコンチューブ22とからなり、第1の台座10より下流に設置され、剥離されたシート材40をさらに下流に搬送する剥離促進ローラ20と、剥離促進ローラ20より下流に設置され、剥離促進ローラ20から搬送されたシート材40をさらに下流に搬送する第2の台座30と、を備える。
【解決手段】加工供給装置2は、接着面に保護フィルム42が貼りあわされてなるシート材40を、保護フィルム42を剥離して搬送する装置であって、シート材40が載置され、保護フィルム42を剥離し巻き取る力を利用して前記シート材40を上流から下流に向かって移動させる送り手段を有する第1の台座10と、ナール加工により軸方向と略平行に凹凸が設けられた剥離促進ローラ軸21と剥離促進ローラ軸21の外周を覆うシリコンチューブ22とからなり、第1の台座10より下流に設置され、剥離されたシート材40をさらに下流に搬送する剥離促進ローラ20と、剥離促進ローラ20より下流に設置され、剥離促進ローラ20から搬送されたシート材40をさらに下流に搬送する第2の台座30と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート材の加工供給装置に関する。
【背景技術】
【0002】
近年、パワートランジスタや集積回路チップ等の高性能化に伴い、電子部品の発熱量は増大する傾向にある。しかし、電子部品の発熱による温度上昇は、電子部品の機能障害を引き起こす場合がある。そこで一般的には、温度上昇への対策として、電子部品などの発熱体にヒートシンクや放熱フィンなどの放熱体を取り付け、熱を拡散させる方法が用いられる。
【0003】
発熱体と放熱体の間には、これらを密着させることで熱を効率よく伝導させるため、伝熱性の高いシート材が設けられる。ここで、シート材は、発熱体および放熱体が凹凸を有する場合であっても密着するよう、柔軟性及び粘着性を有するものが用いられる。
【0004】
シート材の接着面は保護フィルムなどにより保護されており、シート材の使用時には、接着面から保護フィルムを剥離して使用する。シート材から保護フィルムを剥離させる作業は、通常、作業者の手作業により行われる。
しかしながら、シート材から保護フィルムを剥離させる際に接着面が作業者の手に張り付いてしまい、シート材が損傷することや、シート材の形状が変化することがある。また、シート材が形状変化しないよう剥離作業を慎重に行うことにすると、作業者の負担が増加し、作業効率が悪化する。
【0005】
作業者の手作業によらずに、シート材を定尺サイズの形状に加工するとともにシート材から保護フィルム等の離型紙を剥離させる、加工装置が開示されている(例えば特許文献1及び特許文献2)。
【0006】
また、シート材を定尺サイズの形状に加工し、シート材から離型紙を剥離させた後の搬送を作業者の手作業で行うと、シート材の損傷や形状変化の原因となる。
そこで、離型紙を剥離させたシート材を、把持して搬送する加工装置が開示されている(例えば特許文献3)。
シート材を搬送するためのローラ形状を、外周ほど先細な星形や歯車形する加工供給装置が開示されている(例えば特許文献4)。
複数設けられている突出部材上に、シート材を配置し搬送を行うことで、シート材が搬送中に接触する面積を低減させる加工装置が開示されている(例えば特許文献5)。
シート材から剥離させるリリースフィルム側を吸着パッドで吸着して、シート材を搬送する加工供給装置が開示されている(例えば特許文献6)。
超音波加振動することで、シート材の搬送を行う装置が開示されている(例えば特許文献7)。
また、図6に示した従来の加工供給装置のように、円柱状のローラ50を用いてシート材を搬送する加工供給装置がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−162594号公報
【特許文献2】特開平06−183634号公報
【特許文献3】特開平07−010354号公報
【特許文献4】特開2010−168058号公報
【特許文献5】特開2009−016430号公報
【特許文献6】特開2007−106531号公報
【特許文献7】特開2001−089013号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
図6に示した加工供給装置のように、シート材を搬送するローラ50として、単に円柱状のものを用いると、シート材とローラ50の接触面積が大きくなる。そのため、搬送中にローラ50とシート材が接着した状態となり、ローラ50からシート材が離れるべき箇所でうまく離れず、シート材が折れるなどの形状変化を引き起こす場合がある。
また、特許文献4に開示されている加工装置のように、ローラ形状を星形または歯車形にした場合には、外周面でシート材に触れる接触面積が小さくなるが、接触点にかかる圧力が高くなるためシート材が損傷する場合がある。
さらに、シート材がローラ上でなく台座の上を搬送される場合であっても、シート材が台座に強く接着し、搬送の際にシート材の形状変化を引き起こす場合がある。
【0009】
このような課題を解決し、シート材を搬送する際にシート材の損傷や変形が起きにくい加工供給装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明にかかる加工供給装置は、接着面に保護フィルムが貼りあわされてなるシート材を、前記保護フィルムを剥離して搬送する装置であって、前記シート材が載置され、前記保護フィルムを剥離し巻き取る力を利用して前記シート材を上流から下流に向かって移動させる送り手段を有する第1の台座と、ナール加工により軸方向と略平行に凹凸が設けられた剥離促進ローラ軸と前記剥離促進ローラ軸の外周を覆うシリコンチューブとからなり、前記第1の台座より下流に設置され、剥離された前記シート材をさらに下流に搬送する剥離促進ローラと、前記剥離促進ローラより下流に設置され、前記剥離促進ローラから搬送された前記シート材をさらに下流に搬送する第2の台座と、を備える。
【発明の効果】
【0011】
本発明によれば、シート材の損傷や形状変化をおこさずに、搬送することができる。
【図面の簡単な説明】
【0012】
【図1】実施の形態1にかかる加工供給装置の側面図である。
【図2】実施の形態1にかかる加工供給装置の側面図である。
【図3】実施の形態1にかかる加工台座上にシート材が設けられた状態を示す図である。
【図4】実施の形態1にかかる剥離促進ローラ軸の図である。
【図5】実施の形態1にかかる加工供給装置の平面図である。
【図6】開示された加工供給装置の側面図である。
【発明を実施するための形態】
【0013】
実施の形態1
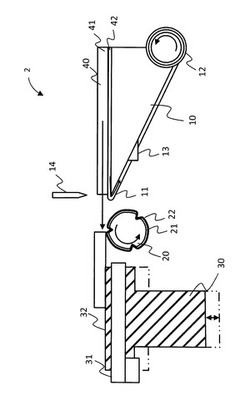
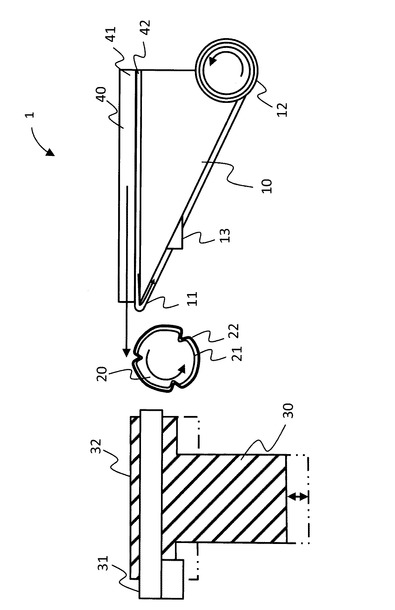
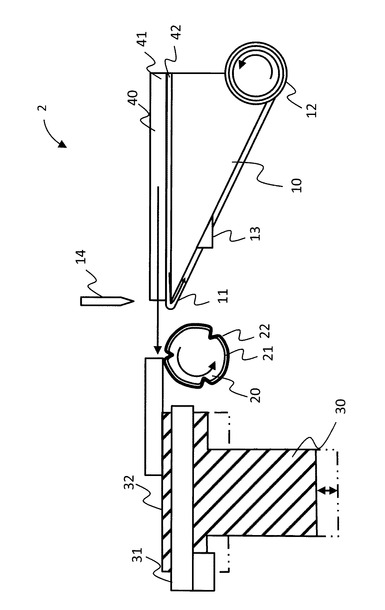
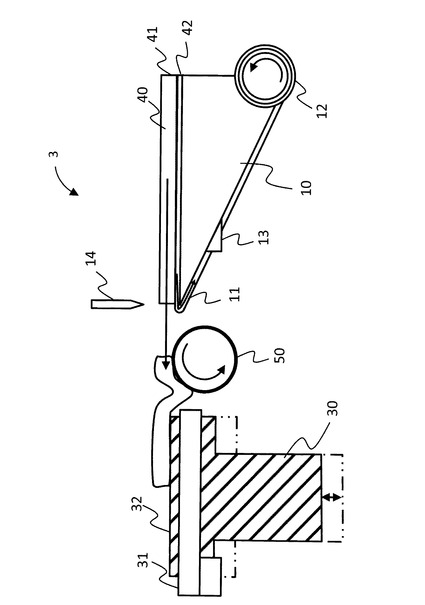
以下、図面を参照して本発明の実施の形態について説明する。図1は、実施の形態1にかかる加工供給装置の側面図である。また図2は、シート材の切断加工を行う加工供給装置の側面図である。以下、図2を用いて説明する。
【0014】
加工供給装置2は、第1の台座10と、剥離促進ローラ20と、第2の台座30と、を備える。
第1の台座10は、折り返し部11と、保護フィルム巻取軸12と、フィルムチャック13と、カッター14と、を備える加工台座である。第1の台座10には、シート材40が載置されている。
【0015】
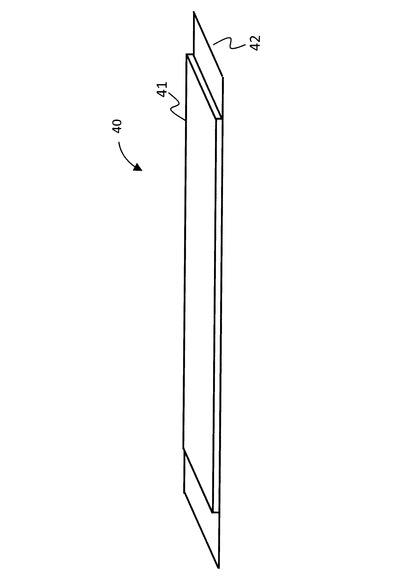
シート材40は、シート部41と、保護フィルム42を有する。図3は、シート部41に保護フィルム42が貼られている状態を示す図である。シート部41は、例えば放熱シートなどである。シート部41は、一方の面が接着面であり、接着面には粘着剤が塗布されている。保護フィルム42は、シート部41の接着面に貼られシート部41の接着面を保護する。
シート材40は、保護フィルム42が下面にある状態で、第1の台座10上に載置されている。第1の台座10に載置されている加工前のシート材40は、長い短冊状である。
【0016】
第1の台座10は、先端部が鋭角である折り返し部11を備える台座である。例えば第1の台座10では、カッター14を用いて、加工前のシート材40を定尺状に切断する加工を行う。
折り返し部11は、第1の台座10の先端部に設けられている。すなわち、折り返し部11は、第1の台座10においてシート材40の搬送における下流側に配置されている。折り返し部11では、シート材40について、保護フィルム42のみを折り返して斜め下に引き込むことにより、シート材40から保護フィルム42をはがす。保護フィルム42からはがされたシート部41は、折り返し部11から剥離促進ローラ20に向かって略水平方向に前進する。
【0017】
保護フィルム巻取軸12は、第1の台座10の下部に設けられている。保護フィルム巻取軸12は、保護フィルム42を巻き取ることにより、第1の台座10上のシート材40を移動させる送り手段である。より具体的には、保護フィルム巻取軸12は、折り返し部11においてシート部41から剥離した保護フィルム42を、引っ張って巻き取る。
【0018】
フィルムチャック13は、保護フィルム巻取軸12と折り返し部11に間に設置されている。フィルムチャック13は、保護フィルム42を挟み込むことで、保護フィルム42のガイドを行う。
【0019】
カッター14は、第1の台座10の先端部に設けられ、駆動機構(図示せず)により上下に変位する。
カッター14は、保護フィルム巻取軸12がフィルムを巻き取ることにより、折り返し部11から定尺だけ移動したシート材40を切断する。ここで、カッター14によるシート材40の切断加工は、シート部41のみを切断し、保護フィルム42を切断しない、ハーフカットを行うものとする。
なお図示しないが、カッター14は、第1の台座10に対して位置合わせがなされた状態で、切断の動作を行うのが好ましい。
【0020】
剥離促進ローラ20は、剥離促進ローラ軸21と、シリコンチューブ22を有する。剥離促進ローラ20は、第1の台座10の下流側に設けられる。剥離促進ローラ20は、回転することにより、折り返し部11から搬送されてきたシート部41を、さらに下流の、第2の台座30に搬送する。
【0021】
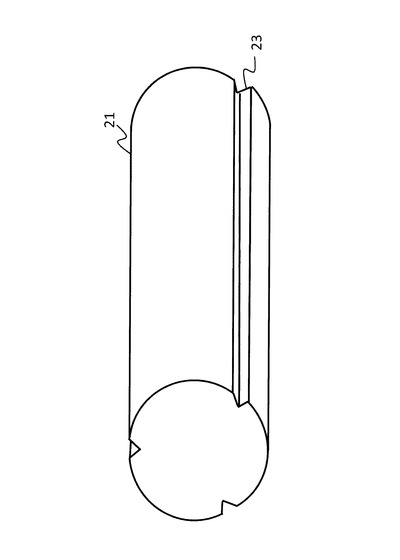
剥離促進ローラ軸21は、所定の駆動機構(図示せず)により回動する。剥離促進ローラ軸21は、ナール加工が施され、円径に凹凸が付けられている。図4は、剥離促進ローラ軸21の概略を示した図である。図4に示すように、例えば剥離促進ローラ軸21は、外周の3箇所に、軸に略平行にナール加工が施され、凹部23が設けられている。これにより、剥離促進ローラ20は、剥離促進ローラ軸21のローラ形状を単に円柱形とする場合に比べ、シート部41と接触する面積が小さくなる。
なお、剥離促進ローラ軸21に施すナール加工の位置や数は、上記に限られない。ナール加工により剥離促進ローラ軸21に設けられる凹部23の間隔は、切断するシート部41の定尺よりも短い間隔とするのが望ましい。
【0022】
シリコンチューブ22は、剥離促進ローラ軸21の外周を覆っており、シート部41を搬送する際に滑り止めとして機能する。典型的には、シリコンチューブ22は、柔軟性を有する薄型のチューブである。したがって、シリコンチューブ22が剥離促進ローラ軸21の外周を覆った状態において、剥離促進ローラ軸21に設けられた凹部23の形状は損なわれない。また、ナール加工の凹凸を覆うことで角が曲線状となりシート材損傷を抑制できる。
【0023】
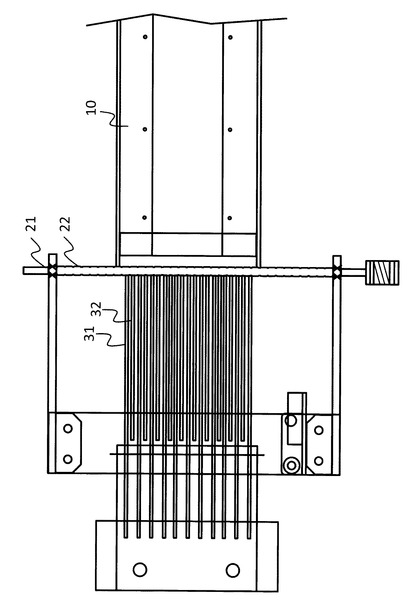
第2の台座30は、固定側クシ板31と、可動側クシ板32と、を備える。第2の台座30は、剥離促進ローラ20の下流に設けられている。図5は、加工供給装置2の平面図である。
【0024】
固定側クシ板31は、図5に示すように、多数の縦板を相互に間隔をあけて横方向に並べたクシ板である。固定側クシ板31は、剥離促進ローラ20と略水平の位置に設けられ、剥離促進ローラ20からシート部41が搬送される。
【0025】
可動側クシ板32は、固定側クシ板31の縦板の間隔部分を上下動する、複数の縦板を有するクシ板である。可動側クシ板32は、剥離促進ローラ20の動作と同期して上下動する。可動側クシ板32が上下動することにより、剥離促進ローラ20から搬送されたシート部41は、固定側クシ板31または可動側クシ板32のいずれかに載る状態となる。
固定側クシ板31又は可動側クシ板32の上に、シート部41の少なくとも一部が載っている状態において、シート部41は、剥離促進ローラ20が回転することにより下流方向への力が加わり、下流に搬送される。
【0026】
次に、加工供給装置2の動作について説明する。
【0027】
まず、短冊状のシート材40を、保護フィルム42が張られた面を下にして第1の台座10に載置する。このとき、シート部41から剥離された保護フィルム42は、鋭角となった折り返し部11を基点に、フィルムチャック13を介して、保護フィルム巻取軸12に巻き取り可能に設置する。フィルムチャック13は、保護フィルム42を挟み込むことで、保護フィルム巻取軸12に巻き取られる保護フィルム42のたるみを防止する等の、ガイドを行う。
【0028】
保護フィルム巻取軸12が稼働し、保護フィルム42の巻き取りを開始する。
保護フィルム巻取軸12に巻き取られる保護フィルム42は、カッター14により切断されていないため切断加工前のシート材40に貼られた保護フィルム42と一体である。したがって、保護フィルム巻取軸12が保護フィルム42を巻き取ることで、第1の台座10上では保護フィルム42が貼られているシート材40は、上流側から下流側に移動する。例えば、保護フィルム巻取軸12の動作は、間欠動作となるように制御され、シート材40の移動が定尺ごととなるのが望ましい。
【0029】
短冊状のシート材40が折り返し部11まで搬送されると、保護フィルム42のみが鋭角に折り返され、シート部41から剥離する。このときシート部41は、折り返し部11から略水平方向に進み、剥離促進ローラ20上に搬送される。
【0030】
シート材40が定尺分だけ移動し、シート部41が定尺だけ剥離促進ローラ20上に搬送された状態になると、カッター14は、シート材40をハーフカットにより裁断する。これにより裁断されたシート材40は、一部が保護フィルム42から剥離して剥離促進ローラ20上に載っており、カッター14により裁断された部分やその近傍は、シート部41と保護フィルム42が剥離していない状態となる。
【0031】
剥離促進ローラ20は、回転することによりシート部41を下流方向に搬送する。これによりシート材40のうち、裁断が行われた部分やその近傍などのシート部41と保護フィルム42が剥離していない部分が、折り返し部11を通過し、シート部41と保護フィルム42が剥離する。
【0032】
次に、剥離促進ローラ20は、シート部41を、下流の固定側クシ板31及び可動側クシ板32に搬送する。
ここで、剥離促進ローラ20の剥離促進ローラ軸21は、外周がシリコンチューブ22で覆われている回転軸であり、ナール加工が施され凹凸が付けられている。これにより、シート部41は剥離促進ローラ軸21に設けられた凹部とは接着しない。したがって、シート部41と剥離促進ローラ20の接着は、単に円柱型のローラを用いた場合に比べて弱くなり、シート部41が剥離促進ローラ20から、固定側クシ板31及び可動側クシ板32に搬送される際に、剥離促進ローラ20とシート部41がはがれないことでダレ折れが発生し、形状が変形することを防止する。
【0033】
固定側クシ板31の縦板の間隔部分では、可動側クシ板32が上下動している。シート部41が剥離促進ローラ20から搬送されると、シート部41の一部が、固定側クシ板31又は可動側クシ板32に載り、シート部41の他の一部は剥離促進ローラ20に載った状態となる。ここで、可動側クシ板32は、剥離促進ローラ20と同期して上下動を行う。また、剥離促進ローラ20は、回転することでシート部41を送り出す。
固定側クシ板31または可動側クシ板32の、いずれかに交互にシート部41が接触するため、接触面積は小さくなり、シート部41が接着させずに搬送することができる。
【0034】
これにより、剥離促進ローラ20は、シート部41の剥離後のダレ折れを抑制して、シート材を送り出すことができる。
また、柔軟性が高く引張強度が低いシート材40に対して、保護フィルム42の剥離の速さを一定に保てるため、人手による剥離に比べシート材40の伸長を抑制できる。
また、シート部41は、可動側クシ板32を上下させることで、固定側クシ板31上を移動する。これによりシート部41を、人手を介さずに搬送することができる。
搬送において凹凸を有する剥離促進ローラ軸21やクシ板を用いることで、シート材40における接点を最小限にすることができ、シート材40が台座に張り付くことによる伸長状態を防止する。
したがって、本発明によれば、従来手作業で行っていたシート材40の、裁断と剥離の工程を自動化するとともに、シート材40の安定した品質を確保し、作業を能率的に行うことができる。
【0035】
なお、本発明は上記実施の形態に限られたものではなく、趣旨を逸脱しない範囲で適宜変更することが可能である。例えば、上記ではシート部41の下面が接着するものとしていたが、両面が接着するシートであってもよい。この場合、例えば第1の台座10にシート材40が載置された場合の、上方側にあたる接着面に貼られている保護フィルムは、第1の台座10に設置するときに剥離させた状態とすればよい。
【符号の説明】
【0036】
1 加工供給装置
2 加工供給装置
3 加工供給装置
10 第1の台座
11 折り返し部
12 保護フィルム巻取軸
13 フィルムチャック
14 カッター
20 剥離促進ローラ
21 剥離促進ローラ軸
22 シリコンチューブ
23 凹部
30 第2の台座
31 固定側クシ板
32 可動側クシ板
40 シート材
41 シート部
42 保護フィルム
50 ローラ
【技術分野】
【0001】
本発明は、シート材の加工供給装置に関する。
【背景技術】
【0002】
近年、パワートランジスタや集積回路チップ等の高性能化に伴い、電子部品の発熱量は増大する傾向にある。しかし、電子部品の発熱による温度上昇は、電子部品の機能障害を引き起こす場合がある。そこで一般的には、温度上昇への対策として、電子部品などの発熱体にヒートシンクや放熱フィンなどの放熱体を取り付け、熱を拡散させる方法が用いられる。
【0003】
発熱体と放熱体の間には、これらを密着させることで熱を効率よく伝導させるため、伝熱性の高いシート材が設けられる。ここで、シート材は、発熱体および放熱体が凹凸を有する場合であっても密着するよう、柔軟性及び粘着性を有するものが用いられる。
【0004】
シート材の接着面は保護フィルムなどにより保護されており、シート材の使用時には、接着面から保護フィルムを剥離して使用する。シート材から保護フィルムを剥離させる作業は、通常、作業者の手作業により行われる。
しかしながら、シート材から保護フィルムを剥離させる際に接着面が作業者の手に張り付いてしまい、シート材が損傷することや、シート材の形状が変化することがある。また、シート材が形状変化しないよう剥離作業を慎重に行うことにすると、作業者の負担が増加し、作業効率が悪化する。
【0005】
作業者の手作業によらずに、シート材を定尺サイズの形状に加工するとともにシート材から保護フィルム等の離型紙を剥離させる、加工装置が開示されている(例えば特許文献1及び特許文献2)。
【0006】
また、シート材を定尺サイズの形状に加工し、シート材から離型紙を剥離させた後の搬送を作業者の手作業で行うと、シート材の損傷や形状変化の原因となる。
そこで、離型紙を剥離させたシート材を、把持して搬送する加工装置が開示されている(例えば特許文献3)。
シート材を搬送するためのローラ形状を、外周ほど先細な星形や歯車形する加工供給装置が開示されている(例えば特許文献4)。
複数設けられている突出部材上に、シート材を配置し搬送を行うことで、シート材が搬送中に接触する面積を低減させる加工装置が開示されている(例えば特許文献5)。
シート材から剥離させるリリースフィルム側を吸着パッドで吸着して、シート材を搬送する加工供給装置が開示されている(例えば特許文献6)。
超音波加振動することで、シート材の搬送を行う装置が開示されている(例えば特許文献7)。
また、図6に示した従来の加工供給装置のように、円柱状のローラ50を用いてシート材を搬送する加工供給装置がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−162594号公報
【特許文献2】特開平06−183634号公報
【特許文献3】特開平07−010354号公報
【特許文献4】特開2010−168058号公報
【特許文献5】特開2009−016430号公報
【特許文献6】特開2007−106531号公報
【特許文献7】特開2001−089013号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
図6に示した加工供給装置のように、シート材を搬送するローラ50として、単に円柱状のものを用いると、シート材とローラ50の接触面積が大きくなる。そのため、搬送中にローラ50とシート材が接着した状態となり、ローラ50からシート材が離れるべき箇所でうまく離れず、シート材が折れるなどの形状変化を引き起こす場合がある。
また、特許文献4に開示されている加工装置のように、ローラ形状を星形または歯車形にした場合には、外周面でシート材に触れる接触面積が小さくなるが、接触点にかかる圧力が高くなるためシート材が損傷する場合がある。
さらに、シート材がローラ上でなく台座の上を搬送される場合であっても、シート材が台座に強く接着し、搬送の際にシート材の形状変化を引き起こす場合がある。
【0009】
このような課題を解決し、シート材を搬送する際にシート材の損傷や変形が起きにくい加工供給装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明にかかる加工供給装置は、接着面に保護フィルムが貼りあわされてなるシート材を、前記保護フィルムを剥離して搬送する装置であって、前記シート材が載置され、前記保護フィルムを剥離し巻き取る力を利用して前記シート材を上流から下流に向かって移動させる送り手段を有する第1の台座と、ナール加工により軸方向と略平行に凹凸が設けられた剥離促進ローラ軸と前記剥離促進ローラ軸の外周を覆うシリコンチューブとからなり、前記第1の台座より下流に設置され、剥離された前記シート材をさらに下流に搬送する剥離促進ローラと、前記剥離促進ローラより下流に設置され、前記剥離促進ローラから搬送された前記シート材をさらに下流に搬送する第2の台座と、を備える。
【発明の効果】
【0011】
本発明によれば、シート材の損傷や形状変化をおこさずに、搬送することができる。
【図面の簡単な説明】
【0012】
【図1】実施の形態1にかかる加工供給装置の側面図である。
【図2】実施の形態1にかかる加工供給装置の側面図である。
【図3】実施の形態1にかかる加工台座上にシート材が設けられた状態を示す図である。
【図4】実施の形態1にかかる剥離促進ローラ軸の図である。
【図5】実施の形態1にかかる加工供給装置の平面図である。
【図6】開示された加工供給装置の側面図である。
【発明を実施するための形態】
【0013】
実施の形態1
以下、図面を参照して本発明の実施の形態について説明する。図1は、実施の形態1にかかる加工供給装置の側面図である。また図2は、シート材の切断加工を行う加工供給装置の側面図である。以下、図2を用いて説明する。
【0014】
加工供給装置2は、第1の台座10と、剥離促進ローラ20と、第2の台座30と、を備える。
第1の台座10は、折り返し部11と、保護フィルム巻取軸12と、フィルムチャック13と、カッター14と、を備える加工台座である。第1の台座10には、シート材40が載置されている。
【0015】
シート材40は、シート部41と、保護フィルム42を有する。図3は、シート部41に保護フィルム42が貼られている状態を示す図である。シート部41は、例えば放熱シートなどである。シート部41は、一方の面が接着面であり、接着面には粘着剤が塗布されている。保護フィルム42は、シート部41の接着面に貼られシート部41の接着面を保護する。
シート材40は、保護フィルム42が下面にある状態で、第1の台座10上に載置されている。第1の台座10に載置されている加工前のシート材40は、長い短冊状である。
【0016】
第1の台座10は、先端部が鋭角である折り返し部11を備える台座である。例えば第1の台座10では、カッター14を用いて、加工前のシート材40を定尺状に切断する加工を行う。
折り返し部11は、第1の台座10の先端部に設けられている。すなわち、折り返し部11は、第1の台座10においてシート材40の搬送における下流側に配置されている。折り返し部11では、シート材40について、保護フィルム42のみを折り返して斜め下に引き込むことにより、シート材40から保護フィルム42をはがす。保護フィルム42からはがされたシート部41は、折り返し部11から剥離促進ローラ20に向かって略水平方向に前進する。
【0017】
保護フィルム巻取軸12は、第1の台座10の下部に設けられている。保護フィルム巻取軸12は、保護フィルム42を巻き取ることにより、第1の台座10上のシート材40を移動させる送り手段である。より具体的には、保護フィルム巻取軸12は、折り返し部11においてシート部41から剥離した保護フィルム42を、引っ張って巻き取る。
【0018】
フィルムチャック13は、保護フィルム巻取軸12と折り返し部11に間に設置されている。フィルムチャック13は、保護フィルム42を挟み込むことで、保護フィルム42のガイドを行う。
【0019】
カッター14は、第1の台座10の先端部に設けられ、駆動機構(図示せず)により上下に変位する。
カッター14は、保護フィルム巻取軸12がフィルムを巻き取ることにより、折り返し部11から定尺だけ移動したシート材40を切断する。ここで、カッター14によるシート材40の切断加工は、シート部41のみを切断し、保護フィルム42を切断しない、ハーフカットを行うものとする。
なお図示しないが、カッター14は、第1の台座10に対して位置合わせがなされた状態で、切断の動作を行うのが好ましい。
【0020】
剥離促進ローラ20は、剥離促進ローラ軸21と、シリコンチューブ22を有する。剥離促進ローラ20は、第1の台座10の下流側に設けられる。剥離促進ローラ20は、回転することにより、折り返し部11から搬送されてきたシート部41を、さらに下流の、第2の台座30に搬送する。
【0021】
剥離促進ローラ軸21は、所定の駆動機構(図示せず)により回動する。剥離促進ローラ軸21は、ナール加工が施され、円径に凹凸が付けられている。図4は、剥離促進ローラ軸21の概略を示した図である。図4に示すように、例えば剥離促進ローラ軸21は、外周の3箇所に、軸に略平行にナール加工が施され、凹部23が設けられている。これにより、剥離促進ローラ20は、剥離促進ローラ軸21のローラ形状を単に円柱形とする場合に比べ、シート部41と接触する面積が小さくなる。
なお、剥離促進ローラ軸21に施すナール加工の位置や数は、上記に限られない。ナール加工により剥離促進ローラ軸21に設けられる凹部23の間隔は、切断するシート部41の定尺よりも短い間隔とするのが望ましい。
【0022】
シリコンチューブ22は、剥離促進ローラ軸21の外周を覆っており、シート部41を搬送する際に滑り止めとして機能する。典型的には、シリコンチューブ22は、柔軟性を有する薄型のチューブである。したがって、シリコンチューブ22が剥離促進ローラ軸21の外周を覆った状態において、剥離促進ローラ軸21に設けられた凹部23の形状は損なわれない。また、ナール加工の凹凸を覆うことで角が曲線状となりシート材損傷を抑制できる。
【0023】
第2の台座30は、固定側クシ板31と、可動側クシ板32と、を備える。第2の台座30は、剥離促進ローラ20の下流に設けられている。図5は、加工供給装置2の平面図である。
【0024】
固定側クシ板31は、図5に示すように、多数の縦板を相互に間隔をあけて横方向に並べたクシ板である。固定側クシ板31は、剥離促進ローラ20と略水平の位置に設けられ、剥離促進ローラ20からシート部41が搬送される。
【0025】
可動側クシ板32は、固定側クシ板31の縦板の間隔部分を上下動する、複数の縦板を有するクシ板である。可動側クシ板32は、剥離促進ローラ20の動作と同期して上下動する。可動側クシ板32が上下動することにより、剥離促進ローラ20から搬送されたシート部41は、固定側クシ板31または可動側クシ板32のいずれかに載る状態となる。
固定側クシ板31又は可動側クシ板32の上に、シート部41の少なくとも一部が載っている状態において、シート部41は、剥離促進ローラ20が回転することにより下流方向への力が加わり、下流に搬送される。
【0026】
次に、加工供給装置2の動作について説明する。
【0027】
まず、短冊状のシート材40を、保護フィルム42が張られた面を下にして第1の台座10に載置する。このとき、シート部41から剥離された保護フィルム42は、鋭角となった折り返し部11を基点に、フィルムチャック13を介して、保護フィルム巻取軸12に巻き取り可能に設置する。フィルムチャック13は、保護フィルム42を挟み込むことで、保護フィルム巻取軸12に巻き取られる保護フィルム42のたるみを防止する等の、ガイドを行う。
【0028】
保護フィルム巻取軸12が稼働し、保護フィルム42の巻き取りを開始する。
保護フィルム巻取軸12に巻き取られる保護フィルム42は、カッター14により切断されていないため切断加工前のシート材40に貼られた保護フィルム42と一体である。したがって、保護フィルム巻取軸12が保護フィルム42を巻き取ることで、第1の台座10上では保護フィルム42が貼られているシート材40は、上流側から下流側に移動する。例えば、保護フィルム巻取軸12の動作は、間欠動作となるように制御され、シート材40の移動が定尺ごととなるのが望ましい。
【0029】
短冊状のシート材40が折り返し部11まで搬送されると、保護フィルム42のみが鋭角に折り返され、シート部41から剥離する。このときシート部41は、折り返し部11から略水平方向に進み、剥離促進ローラ20上に搬送される。
【0030】
シート材40が定尺分だけ移動し、シート部41が定尺だけ剥離促進ローラ20上に搬送された状態になると、カッター14は、シート材40をハーフカットにより裁断する。これにより裁断されたシート材40は、一部が保護フィルム42から剥離して剥離促進ローラ20上に載っており、カッター14により裁断された部分やその近傍は、シート部41と保護フィルム42が剥離していない状態となる。
【0031】
剥離促進ローラ20は、回転することによりシート部41を下流方向に搬送する。これによりシート材40のうち、裁断が行われた部分やその近傍などのシート部41と保護フィルム42が剥離していない部分が、折り返し部11を通過し、シート部41と保護フィルム42が剥離する。
【0032】
次に、剥離促進ローラ20は、シート部41を、下流の固定側クシ板31及び可動側クシ板32に搬送する。
ここで、剥離促進ローラ20の剥離促進ローラ軸21は、外周がシリコンチューブ22で覆われている回転軸であり、ナール加工が施され凹凸が付けられている。これにより、シート部41は剥離促進ローラ軸21に設けられた凹部とは接着しない。したがって、シート部41と剥離促進ローラ20の接着は、単に円柱型のローラを用いた場合に比べて弱くなり、シート部41が剥離促進ローラ20から、固定側クシ板31及び可動側クシ板32に搬送される際に、剥離促進ローラ20とシート部41がはがれないことでダレ折れが発生し、形状が変形することを防止する。
【0033】
固定側クシ板31の縦板の間隔部分では、可動側クシ板32が上下動している。シート部41が剥離促進ローラ20から搬送されると、シート部41の一部が、固定側クシ板31又は可動側クシ板32に載り、シート部41の他の一部は剥離促進ローラ20に載った状態となる。ここで、可動側クシ板32は、剥離促進ローラ20と同期して上下動を行う。また、剥離促進ローラ20は、回転することでシート部41を送り出す。
固定側クシ板31または可動側クシ板32の、いずれかに交互にシート部41が接触するため、接触面積は小さくなり、シート部41が接着させずに搬送することができる。
【0034】
これにより、剥離促進ローラ20は、シート部41の剥離後のダレ折れを抑制して、シート材を送り出すことができる。
また、柔軟性が高く引張強度が低いシート材40に対して、保護フィルム42の剥離の速さを一定に保てるため、人手による剥離に比べシート材40の伸長を抑制できる。
また、シート部41は、可動側クシ板32を上下させることで、固定側クシ板31上を移動する。これによりシート部41を、人手を介さずに搬送することができる。
搬送において凹凸を有する剥離促進ローラ軸21やクシ板を用いることで、シート材40における接点を最小限にすることができ、シート材40が台座に張り付くことによる伸長状態を防止する。
したがって、本発明によれば、従来手作業で行っていたシート材40の、裁断と剥離の工程を自動化するとともに、シート材40の安定した品質を確保し、作業を能率的に行うことができる。
【0035】
なお、本発明は上記実施の形態に限られたものではなく、趣旨を逸脱しない範囲で適宜変更することが可能である。例えば、上記ではシート部41の下面が接着するものとしていたが、両面が接着するシートであってもよい。この場合、例えば第1の台座10にシート材40が載置された場合の、上方側にあたる接着面に貼られている保護フィルムは、第1の台座10に設置するときに剥離させた状態とすればよい。
【符号の説明】
【0036】
1 加工供給装置
2 加工供給装置
3 加工供給装置
10 第1の台座
11 折り返し部
12 保護フィルム巻取軸
13 フィルムチャック
14 カッター
20 剥離促進ローラ
21 剥離促進ローラ軸
22 シリコンチューブ
23 凹部
30 第2の台座
31 固定側クシ板
32 可動側クシ板
40 シート材
41 シート部
42 保護フィルム
50 ローラ
【特許請求の範囲】
【請求項1】
接着面に保護フィルムが貼りあわされてなるシート材を、前記保護フィルムを剥離して搬送する装置であって、
前記シート材が載置され、前記保護フィルムを剥離し巻き取る力を利用して前記シート材を上流から下流に向かって移動させる送り手段を有する第1の台座と、
ナール加工により軸方向と略平行に凹凸が設けられた剥離促進ローラ軸と前記剥離促進ローラ軸の外周を覆うシリコンチューブとからなり、前記第1の台座より下流に設置され、剥離された前記シート材をさらに下流に搬送する剥離促進ローラと、
前記剥離促進ローラより下流に設置され、前記剥離促進ローラから搬送された前記シート材をさらに下流に搬送する第2の台座と、
を備える、加工供給装置。
【請求項2】
前記第2の台座は、
複数の縦板を相互に間隔をあけて横方向に並べた固定側クシ板と、
前記固定側クシ板の、複数の縦板の間隔部分を上下動する複数の縦板を有する可動側クシ板と、を備え、
前記シート材は、前記可動側クシ板の上下動により、前記固定側クシ板と前記可動側クシ板に交互に支持される、
請求項1に記載の加工供給装置。
【請求項3】
前記保護フィルムを切断せずに前記シート材を切断するハーフカットを行うカッターをさらに備える、
請求項1又は請求項2に記載の加工供給装置。
【請求項1】
接着面に保護フィルムが貼りあわされてなるシート材を、前記保護フィルムを剥離して搬送する装置であって、
前記シート材が載置され、前記保護フィルムを剥離し巻き取る力を利用して前記シート材を上流から下流に向かって移動させる送り手段を有する第1の台座と、
ナール加工により軸方向と略平行に凹凸が設けられた剥離促進ローラ軸と前記剥離促進ローラ軸の外周を覆うシリコンチューブとからなり、前記第1の台座より下流に設置され、剥離された前記シート材をさらに下流に搬送する剥離促進ローラと、
前記剥離促進ローラより下流に設置され、前記剥離促進ローラから搬送された前記シート材をさらに下流に搬送する第2の台座と、
を備える、加工供給装置。
【請求項2】
前記第2の台座は、
複数の縦板を相互に間隔をあけて横方向に並べた固定側クシ板と、
前記固定側クシ板の、複数の縦板の間隔部分を上下動する複数の縦板を有する可動側クシ板と、を備え、
前記シート材は、前記可動側クシ板の上下動により、前記固定側クシ板と前記可動側クシ板に交互に支持される、
請求項1に記載の加工供給装置。
【請求項3】
前記保護フィルムを切断せずに前記シート材を切断するハーフカットを行うカッターをさらに備える、
請求項1又は請求項2に記載の加工供給装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−166932(P2012−166932A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−30895(P2011−30895)
【出願日】平成23年2月16日(2011.2.16)
【出願人】(390010179)埼玉日本電気株式会社 (1,228)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月16日(2011.2.16)
【出願人】(390010179)埼玉日本電気株式会社 (1,228)
【Fターム(参考)】
[ Back to top ]