
シート材料

【課題】品質の優れたシート材料を提供する。
【解決手段】シート材料10は、シート本体12の表裏に貫通すると共に、該シート本体12が伸張する予定方向に交差して延在する線状の切れ目16から構成した複数の通孔14を備えている。そしてシート材料10は、立体的に成形して、シート本体12が伸張した状態で保持された加工物とされる。加工物では、切れ目16が開放されて、各通孔14が加工物の表裏への空気の入れ替わりを許容する通気口として機能する。
【解決手段】シート材料10は、シート本体12の表裏に貫通すると共に、該シート本体12が伸張する予定方向に交差して延在する線状の切れ目16から構成した複数の通孔14を備えている。そしてシート材料10は、立体的に成形して、シート本体12が伸張した状態で保持された加工物とされる。加工物では、切れ目16が開放されて、各通孔14が加工物の表裏への空気の入れ替わりを許容する通気口として機能する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、可撓性を有し、シート本体を少なくとも一方向に伸張して保持した加工物に用いられるシート材料に関するものである。
【背景技術】
【0002】
衣料品の分野において、衣服の形を整えたり、体形を補ったりするためのパッドとして、ポリウレタン発泡体のような可撓性を有する合成樹脂のシート材料を成形した成型品が多く用いられている。例えばポリウレタン発泡体のシート材料を熱成形や裁断加工等することで、所望の三次元形状としたパッドでは、ポリウレタン発泡体特有の柔軟性およびクッション性と、優れた形状保持性とを同時に得られる利点がある。
【0003】
例えばブラジャーには、シート材料が乳房を保護するカップ部の形状を保持するパッドとして多く用いられており、カップ部の快適な装着感を得るため、蒸れにくく、また高い通気性を有することがパッドに要求される。そこで、特許文献1に開示のブラジャーの如く、多数の貫通孔を穿設することで、通気性を向上させたパッドが提案されている。
【特許文献1】特開2004−256956号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1のパッドは、シート材料に直径1mm〜2mm程度の円形の貫通孔を穿設した後に、シート材料をモールドプレスにより圧縮成形することで形成される。このように、シート材料を穿設して多くの貫通孔を形成するので、貫通孔の打ち抜き工程で微細な抜きかすが発生するのを避けることができない。すなわち、抜きかすを除去する工程を要し、シート材料の製造過程で手間がかかってしまう難点がある。また、ポリウレタン発泡体等のシート材料は、静電気が帯電し易いので、シート材料に付着した微細な抜きかすを完全に除去することが難しい。そして、シート材料に抜きかすが付着したまま圧縮成形すると、例えば表面が凸凹になって意図した形状が得られなかったり、抜きかすで貫通孔を塞いでしまうことがあり、パッドの品質低下に繋がっていた。
【0005】
すなわち本発明は、従来の技術に係るシート材料に内在する前記問題に鑑み、これらを好適に解決するべく提案されたものであって、品質の優れたシート材料を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を克服し、所期の目的を達成するため、本願の請求項1に係る発明のシート材料は、
可撓性を有し、シート本体を少なくとも一方向に伸張して保持した加工物に用いられるシート材料であって、
前記シート本体の表裏に貫通すると共に、該シート本体が伸張する予定方向に交差して延在する線状の切れ目から構成した複数の通孔を備えていることを特徴とする。
請求項1に係る発明によれば、通孔を構成する切れ目を形成する際に不要物が発生しないので、不要物を除去する手間を省くことができると共に、不要物の付着による品質の低下を回避し得る。また切れ目は、伸張する予定方向に交差して延在しているので、シート材料を加工物とした際にシート本体が伸張されると切れ目が開放されるから、加工物において該切れ目から構成される通孔を、裏表に連通する通気口として機能させることができる。
【0007】
請求項2に係る発明では、前記通孔が、異なる角度で延在する複数の切れ目を交差させて形成されることを要旨とする。
請求項2に係る発明によれば、通孔を複数の切れ目を組合わせて構成することで、加工物とした際に、通孔全体としてより大きく開口させることができる。
【0008】
請求項3に係る発明では、軟質ポリウレタン発泡体を素材とすることを要旨とする。
請求項3に係る発明によれば、シート材料の素材として軟質ポリウレタン発泡体を採用することで、シート材料を加工物とした場合に、軟質ポリウレタン発泡体特有の柔軟性、クッション性および優れた形状保持性を得られる。
【0009】
請求項4に係る発明では、立体的形状に熱成形することで、前記シート本体が伸張して保持される加工物に用いられることを要旨とする。
請求項4に係る発明によれば、シート材料には不要物が付着していないので、立体的形状に熱成形しても異形化を防止することができる。
【0010】
請求項5に係る発明では、前記加工物としての衣料用パッドに用いられることを要旨とする。
請求項5に係る発明によれば、シート材料には不要物が付着していないから、加工しても加工物が異形化しないので、意匠性が要求される衣料用のパッドに最適である。
【発明の効果】
【0011】
本発明に係るシート材料によれば、通孔を構成する切れ目を形成する際に不要物が発生しないので、不要物を除去する手間を省くことができると共に、不要物の付着による品質の低下を回避し得る。
【発明を実施するための最良の形態】
【0012】
次に、本発明に係るシート材料につき、添付図面を参照して以下に説明する。
【0013】
図1は、発明例に係るシート材料10を示す平面図である。発明例のシート材料10は、衣料品やその他の通気性が要求される成型品等の加工物に用いることを想定したものである。以下の説明では、発明例に係るシート材料10を、衣料品、特にブラジャーにおけるカップ部の形状保持部材として用いられるパッド(加工物)20とする場合を例示する。
【0014】
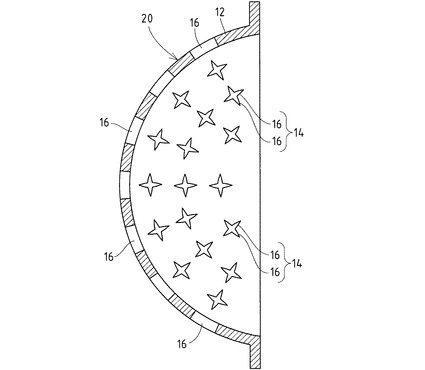
前記シート材料10は、椀形を基本とする三次元的な立体形状に熱圧縮成形することで、椀形の頂部から外側へ向けて全体的に伸張された状態で成形されたパッド20とされる(図3参照)。すなわち、シート材料10は、パッド20に成形された際に、シート本体12が一方向だけでなく、全体として伸張した状態に保持される(図2参照)。
【0015】
前記シート材料10は、可撓性およびクッション性を有する軟質ポリウレタン発泡体やオレフィン系発泡体等が素材として採用される。シート材料10には、シート本体12の裏表に貫通した切れ目16から構成した通孔14が複数設けられている(図1参照)。切れ目16は、切断刃を備えたトムソン型やその他の切断手段でシート本体12を押し切ることで形成される。切れ目16は、シート材料10の状態では開放していない線状の切断跡であり、切れ目16を画成するシート本体12の開口縁同士が当接した状態になっている。また切れ目16は、パッド20に成形した際にシート本体12が伸張される予定の方向(伸張予定方向)に交差して延在するよう形成される。前述の如くシート材料10は、パッド20に成形した際にシート本体12が全体として伸張されるので、切れ目16を何れの方向を延在させても伸張予定方向と交差することになるが、シート本体12を伸張させる割合(伸張率)が大きい伸張予定方向に交差させるのが好適である。
【0016】
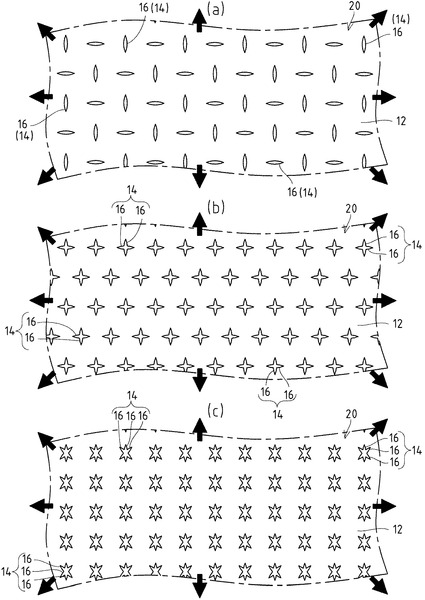
すなわち、シート材料10では、シート本体12に伸張予定方向と交差する切れ目16を形成することで、シート材料10をパッド20に成形した際に、シート本体12が伸張されて切れ目16を画成するシート本体12の開口縁が互いに離間するから、切れ目16が開放される(図2または図3参照)。そして、パッド20において、切れ目16からなる通孔14が表裏に連通して開口することで、該通孔14がパッド20の表裏への空気の入れ替わりを許容する通気口として機能する。
【0017】
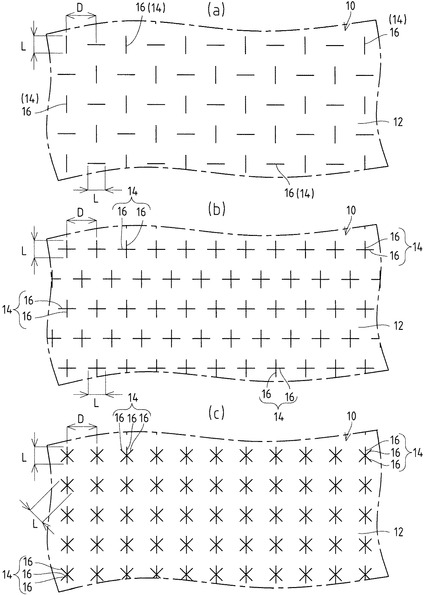
前記通孔14は、1本の切れ目16からなる構成(図1(a)参照)や、あるいは異なる角度で延在する複数本の切れ目16を組合わせた構成(図1(b)または(c)参照)が採用される。通孔14を複数の切れ目16から構成する場合は、切れ目の中央を互いに交差するように形成し、例えば2本の切れ目が直交する十字形状(図1(b)参照)や3本の切れ目が交差する*形状(図1(c)参照)で通孔14が構成される。なお、切れ目16は、同一の長さに設定した例を挙げている。
【0018】
1本の切れ目16から通孔14を構成する場合であっても、各通孔14における切れ目16の延在方向を単一とするのではなく、一方向に延在する切れ目16からなる通孔14と一方向に交差する方向に延在する切れ目16からなる通孔14とを配置することで(図1(a)参照)、シート本体12を多方向に伸張した状態で成形されるパッド20でも通孔14を開口させることができる(図2(a)参照)。これに対して、通孔14を異なる角度で延在する複数の切れ目16から構成することで、シート本体12が全体的に伸張されるパッド20に用いる際に、シート本体12が伸張する方向に交差する切れ目16が夫々拡開するので、通孔14全体として大きく開口させることができる(図2(b)または(c)参照)。このように、通孔14を複数の切れ目16から構成することで、パッド20とした際に、高い通気性を得ることができる。
【0019】
前記通孔14は、パッド20の形状やその形状との関係で必要とされる通気性等に応じて、シート本体12の適宜位置に配置される。ここで、シート材料10では、例えば図1(c)に示す如く、一定間隔で同一直線上に並べた通孔14の列が平行な関係で配置される。また図1(b)に示すように、一定間隔で同一直線上に並べた通孔14の列における隣り合った通孔14,14の間に、隣り合うた通孔14の列における各通孔14が配置される千鳥格子状であってもよい。すなわち、シート材料10を成形したパッド20において、通孔14を全体に略均等に配置することで、均一な通気性の発現を図っている。
【0020】
前記シート材料10では、隣り合う通孔14,14の中心間距離Dおよび各切れ目16の長さL等の諸条件について、該シート材料10が加工されるパッド20に要求される機能やシート本体12の伸張率等によって適宜に設定される。ここで、特にパッド20として用いられるシート材料10では、以下の如く設定される。切れ目16の長さLは、3mm〜20mmの範囲で、好ましくは5mm〜10mmの範囲で設定される。切れ目16の長さLが3mm未満の場合は、パッド20に成形した際に必要とされる通気量を得ることが難しく、これに対し、切れ目16の長さLが20mmを越える場合は、パッド20の必要強度を確保することが難しく、パッド20の形状保持性を損ねてしまう。
【0021】
隣り合う通孔14,14の中心間距離Dは、各通孔14を構成する切れ目16の長さとの関係を考慮して決定され、隣り合う通孔14,14において最も近接する切れ目16の端部が少なくとも2mm以上離間するように設定される。また、各通孔14を構成する切れ目16の長さLと隣り合う通孔14,14の中心間距離Dとの比率(D/L)が、1.4〜5.0の範囲となるように設定される。すなわち、切れ目16の長さLが5mmの場合には、隣り合う通孔14,14の中心間距離Dが7mm〜20mmの範囲で設定される。切れ目16の長さLと隣り合う通孔14,14の中心間距離Dとの比率が5.0を越える場合は、パッド20に成形した際に必要とされる通気量を得ることが難しく、これに対し1.4未満の場合は、パッド20の必要強度を確保することが難しく、パッド20の形状保持性を損ねてしまう。ここで、通孔14の中心とは、複数の切れ目16で構成する場合は複数の切れ目16の交差部であり、単一の切れ目16で構成する場合は切れ目16の中央をいう。
【0022】
このように、シート材料10は、素材に対して線状に切れ込みを入れて切れ目16をシート本体12に形成する構成であるから、素材における一定の囲まれた領域を打ち抜いて開口を形成する場合と異なり、切れ目16の形成により素材の一部が分離せず、シート材料10の製造工程で抜きかす等の素材の切断に由来する除去すべき不要物が発生しない。すなわち、シート材料10の製造工程において、従来必要であった不要物の除去工程を省くことが可能となり、工程を簡略化することができる。しかも、切れ目16の形成に由来して不要物が、得られたシート材料10に付着することはないから、シート材料10自体の品質を向上させることができる。
【0023】
そして、シート材料10を熱圧縮成形しても、抜きかす等の不要物が付着していないので、不要物による異形化や傷等を防止して意図した形状のパッド20を得ることができ、また不要物が除去されないまま圧縮成形されて、通孔14を塞ぐといった事態を回避することができる。しかも、得られたパッドから不要物が脱離することも防止できる。よって、発明例のシート材料10は、意匠性が要求される衣料用のパッドに用いるのに最適である。このように、発明例に係るシート材料10から成形したパッド20は、シート本体12の伸張によって開口する通孔14による十分な通気性と、高い品質と両立し得る。更に、シート材料10の素材として、軟質ポリウレタン発泡体を採用することで、パッド20に成形した際に、軟質ポリウレタン発泡体特有の柔軟性、クッション性および優れた形状保持性を得られる利点がある。
【実施例】
【0024】
本発明の好適な実施例に係るシート材料と、この実施例に係るシート材料を用いて形成した加工物との通気性を確認した。ここで、実施例1〜7のシート材料は、以下のように形成した。先ず、素材として軟質ウレタン発泡体(株式会社イノアックコーポレーション製:ESW−4)を用意し、通孔の配置に応じて配置された複数の切断刃を備えるトムソン型に素材をセットする。なお、実施例1および2は、厚さ15mmの素材を用い、実施例3〜7は、厚さ12mmの素材を用いた。そして、トムソン型をかみ合わせて複数の切断刃で素材を押し切ることで、シート本体に切れ目からなる通孔を1回の切断動作により1度に複数形成する。実施例1のシート材料は、2本の長さ5mmの切れ目を中央で直交させた十字形状の通孔を、隣り合うもの同士の中心間距離が15mmとなるように形成した。実施例2のシート材料は、2本の長さ5mmの切れ目を中央で直交させた十字形状の通孔を、隣り合うもの同士の中心間距離が10mmとなるように形成した。実施例3のシート材料は、2本の長さ10mmの切れ目を中央で直交させた十字形状の通孔を、隣り合うもの同士の中心間距離が15mmとなるように形成した。実施例4のシート材料は、3本の長さ10mmの切れ目を中央で交差させた*形状の通孔を、隣り合うもの同士の中心間距離が10mmとなるように形成した。実施例5のシート材料は、3本の長さ5mmの切れ目を中央で交差させた*形状の通孔を、隣り合うもの同士の中心間距離が10mmとなるように形成した。実施例6および7のシート材料は、3本の長さ10mmの切れ目を中央で交差させた+形状の通孔を、隣り合うもの同士の中心間距離が15mmとなるように形成した。
【0025】
また、実施例と比較するために比較例に係るシート材料を、以下のように形成した。素材として、実施例と同様に軟質ウレタン発泡体(株式会社イノアックコーポレーション製:ESW−4)を用意し、比較例1〜3は、厚さ15mmの素材を用い、比較例3〜5は、厚さ12mmの素材を用いた。比較例2および4のシート材料は、打ち抜き加工により直径3mmの円形の貫通孔を、隣り合うもの同士の中心間距離が15mmとなるように形成した。比較例3および5のシート材料は、打ち抜き加工により直径3mmの円形の貫通孔を、隣り合うもの同士の中心間距離が10mmとなるように形成した。そして、比較例1のシート材料は、貫通孔の打ち抜き加工を行なわず、素材のままとした。
【0026】
次に、実施例1〜5および比較例1〜5のシート材料を、300mm×200mmのサイズに裁断したものを熱プレス型によって190℃で3分間に亘って熱圧縮成形することで、ブラジャーのカップ部の如く椀形に成形した加工物を得た。実施例1〜5および比較例1〜5の加工物は、縁部から頂部までの高さが60mmに形成され、その厚さが2mm〜7mmの範囲に圧縮された。なお、実施例5のシート材料は、該シート材料の端部を固定した状態で熱圧縮成形を行なった。また、実施例6のシート材料は、+形状の通孔における一方の切れ目に交差する方向(X軸方向)へ水平に伸張し、シート本体におけるX軸方向の寸法を元の寸法より7%伸張した状態で固定治具によって保持した加工物とした。実施例7のシート材料は、+形状の通孔における一方の切れ目に直交する方向(X軸方向)へ水平に伸張し、シート本体におけるX軸方向の寸法を元の寸法より7%伸張すると共に、+形状の通孔における他方の切れ目に直交する方向(Y軸方向)へ水平に伸張し、シート本体におけるY軸方向の寸法を元の寸法より7%伸張した状態で固定治具によって保持した加工物とした。
【0027】
実施例および比較例のシート材料と実施例および比較例の加工物との夫々について、JIS K 6400−7のB法に準じて通気抵抗を測定した。また、前記通気抵抗の測定結果を用いて、加工前後の通気抵抗の向上率(加工物の通気抵抗/シート材料の通気抵抗×100)(%)を算出した。加工前後の通気抵抗の向上率が100%未満の場合は、加工により通気抵抗が低下したことを示し、向上率が100%である場合は、加工前後で通気抵抗の変化がないことを示し、向上率が100%より高い場合は、加工後に通気抵抗が向上したことを示す。その結果を以下の表1に示す。
【0028】
【表1】

【0029】
表1に示すように、実施例1〜7のシート材料は、シート材料の状態では十分な通気性を有していないが、実施例1〜5の如く、熱圧縮成形してシート本体を伸張させた立体的な加工物としたり、実施例6および7の如く、水平に伸張させた平面的な加工物としても、比較例の加工物と遜色なく、またブラジャーのカップ部のパッドに要求される十分な通気性を発現されることが確認された。更に、実施例5の通気抵抗測定結果より、シート材料の端部を固定した状態で熱圧縮成形を行ない、シート本体を一層伸張させた状態で保持した加工物とすることで、通気性が向上する傾向があることが確認できた。そして、加工前後の通気抵抗の向上率(%)の算出結果より、実施例1〜7はシート材料から加工物に加工することで350%以上の向上率を示し、加工後に通気抵抗が顕著に向上していることが確認された。
【0030】
前述した発明例に限られず、以下の如き構成も採用することができる。
(1)発明例では、シート材料の素材として発泡体を例示したが、可撓性を有していればウレタンやゴム等のソリッド体であってもよい。
(2)発明例では、熱成形することでシート本体を伸張した状態で保持するパッドを例示した加工物に用いる場合について説明したが、硬化性樹脂を塗布したシート本体を伸張して、この状態で硬化性樹脂を硬化させることで(例えば、シート本体に末端イソシアネートプレポリマー液を含浸し、末端イソシアネートプレポリマー液を湿気によって硬化させる。)、シート本体を伸張させた状態で保持した加工物や、シート本体を伸張した状態で他の部材(固定治具)で固定して使用される加工物であっても、本発明に係るシート材料を用いることができる。
(3)発明例では、シート本体を立体的な形状とすることで、シート本体を伸張させる加工物を挙げたが、シート本体を水平に伸張して平面的な形状とした加工物であっても、本発明に係るシート材料を用いることができる。平面的な加工物とする際には、シート本体を通孔の切れ目に交差する少なくとも一の方向へ水平に伸張し、これに加えてシート本体を前記一の方向へ交差する他の方向に水平に伸張してもよい。
(4)発明例の通孔は、同一長さの切れ目で構成する場合を例示したが、異なる長さの切れ目を組合わせて構成してもよい。例えば、加工物の方向によって伸張率が異なる場合、伸張率が大きい方向に交差する切れ目を短く設定すると共に、伸張率が小さい方向に交差する切れ目を長く設定することで、強度低下を抑制しつつ必要とされる通気性を確保できる。
(5)発明例では、一定間隔で直線的に並べた通孔の列を平行な関係あるいは千鳥格子状に配置したが、加工物に要求される通気性に応じて特定の部位に通孔を密に配置してもよい。
【図面の簡単な説明】
【0031】
【図1】発明例に係るシート材料の一部を示す平面図であって、(a)は通孔を1本の切れ目から構成した場合を示し、(b)は通孔を十字形状に組合わせた切れ目から構成した場合を示し、(c)は通孔を*形状に組合わせた切れ目から構成した場合を示す。
【図2】発明例に係るシート材料を成形したパッドの一部を示す平面図であって、(a)は図1(a)の通孔の開口状態を示し、(b)は図1(b)の通孔の開口状態を示し、(c)は図1(c)の通孔の開口状態を示す。
【図3】図1(b)に示す通孔を有するシート材料を成形したパッドを示す側断面図である。
【符号の説明】
【0032】
12 シート本体,14 通孔,16 切れ目,20 パッド(加工物)
【技術分野】
【0001】
この発明は、可撓性を有し、シート本体を少なくとも一方向に伸張して保持した加工物に用いられるシート材料に関するものである。
【背景技術】
【0002】
衣料品の分野において、衣服の形を整えたり、体形を補ったりするためのパッドとして、ポリウレタン発泡体のような可撓性を有する合成樹脂のシート材料を成形した成型品が多く用いられている。例えばポリウレタン発泡体のシート材料を熱成形や裁断加工等することで、所望の三次元形状としたパッドでは、ポリウレタン発泡体特有の柔軟性およびクッション性と、優れた形状保持性とを同時に得られる利点がある。
【0003】
例えばブラジャーには、シート材料が乳房を保護するカップ部の形状を保持するパッドとして多く用いられており、カップ部の快適な装着感を得るため、蒸れにくく、また高い通気性を有することがパッドに要求される。そこで、特許文献1に開示のブラジャーの如く、多数の貫通孔を穿設することで、通気性を向上させたパッドが提案されている。
【特許文献1】特開2004−256956号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1のパッドは、シート材料に直径1mm〜2mm程度の円形の貫通孔を穿設した後に、シート材料をモールドプレスにより圧縮成形することで形成される。このように、シート材料を穿設して多くの貫通孔を形成するので、貫通孔の打ち抜き工程で微細な抜きかすが発生するのを避けることができない。すなわち、抜きかすを除去する工程を要し、シート材料の製造過程で手間がかかってしまう難点がある。また、ポリウレタン発泡体等のシート材料は、静電気が帯電し易いので、シート材料に付着した微細な抜きかすを完全に除去することが難しい。そして、シート材料に抜きかすが付着したまま圧縮成形すると、例えば表面が凸凹になって意図した形状が得られなかったり、抜きかすで貫通孔を塞いでしまうことがあり、パッドの品質低下に繋がっていた。
【0005】
すなわち本発明は、従来の技術に係るシート材料に内在する前記問題に鑑み、これらを好適に解決するべく提案されたものであって、品質の優れたシート材料を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を克服し、所期の目的を達成するため、本願の請求項1に係る発明のシート材料は、
可撓性を有し、シート本体を少なくとも一方向に伸張して保持した加工物に用いられるシート材料であって、
前記シート本体の表裏に貫通すると共に、該シート本体が伸張する予定方向に交差して延在する線状の切れ目から構成した複数の通孔を備えていることを特徴とする。
請求項1に係る発明によれば、通孔を構成する切れ目を形成する際に不要物が発生しないので、不要物を除去する手間を省くことができると共に、不要物の付着による品質の低下を回避し得る。また切れ目は、伸張する予定方向に交差して延在しているので、シート材料を加工物とした際にシート本体が伸張されると切れ目が開放されるから、加工物において該切れ目から構成される通孔を、裏表に連通する通気口として機能させることができる。
【0007】
請求項2に係る発明では、前記通孔が、異なる角度で延在する複数の切れ目を交差させて形成されることを要旨とする。
請求項2に係る発明によれば、通孔を複数の切れ目を組合わせて構成することで、加工物とした際に、通孔全体としてより大きく開口させることができる。
【0008】
請求項3に係る発明では、軟質ポリウレタン発泡体を素材とすることを要旨とする。
請求項3に係る発明によれば、シート材料の素材として軟質ポリウレタン発泡体を採用することで、シート材料を加工物とした場合に、軟質ポリウレタン発泡体特有の柔軟性、クッション性および優れた形状保持性を得られる。
【0009】
請求項4に係る発明では、立体的形状に熱成形することで、前記シート本体が伸張して保持される加工物に用いられることを要旨とする。
請求項4に係る発明によれば、シート材料には不要物が付着していないので、立体的形状に熱成形しても異形化を防止することができる。
【0010】
請求項5に係る発明では、前記加工物としての衣料用パッドに用いられることを要旨とする。
請求項5に係る発明によれば、シート材料には不要物が付着していないから、加工しても加工物が異形化しないので、意匠性が要求される衣料用のパッドに最適である。
【発明の効果】
【0011】
本発明に係るシート材料によれば、通孔を構成する切れ目を形成する際に不要物が発生しないので、不要物を除去する手間を省くことができると共に、不要物の付着による品質の低下を回避し得る。
【発明を実施するための最良の形態】
【0012】
次に、本発明に係るシート材料につき、添付図面を参照して以下に説明する。
【0013】
図1は、発明例に係るシート材料10を示す平面図である。発明例のシート材料10は、衣料品やその他の通気性が要求される成型品等の加工物に用いることを想定したものである。以下の説明では、発明例に係るシート材料10を、衣料品、特にブラジャーにおけるカップ部の形状保持部材として用いられるパッド(加工物)20とする場合を例示する。
【0014】
前記シート材料10は、椀形を基本とする三次元的な立体形状に熱圧縮成形することで、椀形の頂部から外側へ向けて全体的に伸張された状態で成形されたパッド20とされる(図3参照)。すなわち、シート材料10は、パッド20に成形された際に、シート本体12が一方向だけでなく、全体として伸張した状態に保持される(図2参照)。
【0015】
前記シート材料10は、可撓性およびクッション性を有する軟質ポリウレタン発泡体やオレフィン系発泡体等が素材として採用される。シート材料10には、シート本体12の裏表に貫通した切れ目16から構成した通孔14が複数設けられている(図1参照)。切れ目16は、切断刃を備えたトムソン型やその他の切断手段でシート本体12を押し切ることで形成される。切れ目16は、シート材料10の状態では開放していない線状の切断跡であり、切れ目16を画成するシート本体12の開口縁同士が当接した状態になっている。また切れ目16は、パッド20に成形した際にシート本体12が伸張される予定の方向(伸張予定方向)に交差して延在するよう形成される。前述の如くシート材料10は、パッド20に成形した際にシート本体12が全体として伸張されるので、切れ目16を何れの方向を延在させても伸張予定方向と交差することになるが、シート本体12を伸張させる割合(伸張率)が大きい伸張予定方向に交差させるのが好適である。
【0016】
すなわち、シート材料10では、シート本体12に伸張予定方向と交差する切れ目16を形成することで、シート材料10をパッド20に成形した際に、シート本体12が伸張されて切れ目16を画成するシート本体12の開口縁が互いに離間するから、切れ目16が開放される(図2または図3参照)。そして、パッド20において、切れ目16からなる通孔14が表裏に連通して開口することで、該通孔14がパッド20の表裏への空気の入れ替わりを許容する通気口として機能する。
【0017】
前記通孔14は、1本の切れ目16からなる構成(図1(a)参照)や、あるいは異なる角度で延在する複数本の切れ目16を組合わせた構成(図1(b)または(c)参照)が採用される。通孔14を複数の切れ目16から構成する場合は、切れ目の中央を互いに交差するように形成し、例えば2本の切れ目が直交する十字形状(図1(b)参照)や3本の切れ目が交差する*形状(図1(c)参照)で通孔14が構成される。なお、切れ目16は、同一の長さに設定した例を挙げている。
【0018】
1本の切れ目16から通孔14を構成する場合であっても、各通孔14における切れ目16の延在方向を単一とするのではなく、一方向に延在する切れ目16からなる通孔14と一方向に交差する方向に延在する切れ目16からなる通孔14とを配置することで(図1(a)参照)、シート本体12を多方向に伸張した状態で成形されるパッド20でも通孔14を開口させることができる(図2(a)参照)。これに対して、通孔14を異なる角度で延在する複数の切れ目16から構成することで、シート本体12が全体的に伸張されるパッド20に用いる際に、シート本体12が伸張する方向に交差する切れ目16が夫々拡開するので、通孔14全体として大きく開口させることができる(図2(b)または(c)参照)。このように、通孔14を複数の切れ目16から構成することで、パッド20とした際に、高い通気性を得ることができる。
【0019】
前記通孔14は、パッド20の形状やその形状との関係で必要とされる通気性等に応じて、シート本体12の適宜位置に配置される。ここで、シート材料10では、例えば図1(c)に示す如く、一定間隔で同一直線上に並べた通孔14の列が平行な関係で配置される。また図1(b)に示すように、一定間隔で同一直線上に並べた通孔14の列における隣り合った通孔14,14の間に、隣り合うた通孔14の列における各通孔14が配置される千鳥格子状であってもよい。すなわち、シート材料10を成形したパッド20において、通孔14を全体に略均等に配置することで、均一な通気性の発現を図っている。
【0020】
前記シート材料10では、隣り合う通孔14,14の中心間距離Dおよび各切れ目16の長さL等の諸条件について、該シート材料10が加工されるパッド20に要求される機能やシート本体12の伸張率等によって適宜に設定される。ここで、特にパッド20として用いられるシート材料10では、以下の如く設定される。切れ目16の長さLは、3mm〜20mmの範囲で、好ましくは5mm〜10mmの範囲で設定される。切れ目16の長さLが3mm未満の場合は、パッド20に成形した際に必要とされる通気量を得ることが難しく、これに対し、切れ目16の長さLが20mmを越える場合は、パッド20の必要強度を確保することが難しく、パッド20の形状保持性を損ねてしまう。
【0021】
隣り合う通孔14,14の中心間距離Dは、各通孔14を構成する切れ目16の長さとの関係を考慮して決定され、隣り合う通孔14,14において最も近接する切れ目16の端部が少なくとも2mm以上離間するように設定される。また、各通孔14を構成する切れ目16の長さLと隣り合う通孔14,14の中心間距離Dとの比率(D/L)が、1.4〜5.0の範囲となるように設定される。すなわち、切れ目16の長さLが5mmの場合には、隣り合う通孔14,14の中心間距離Dが7mm〜20mmの範囲で設定される。切れ目16の長さLと隣り合う通孔14,14の中心間距離Dとの比率が5.0を越える場合は、パッド20に成形した際に必要とされる通気量を得ることが難しく、これに対し1.4未満の場合は、パッド20の必要強度を確保することが難しく、パッド20の形状保持性を損ねてしまう。ここで、通孔14の中心とは、複数の切れ目16で構成する場合は複数の切れ目16の交差部であり、単一の切れ目16で構成する場合は切れ目16の中央をいう。
【0022】
このように、シート材料10は、素材に対して線状に切れ込みを入れて切れ目16をシート本体12に形成する構成であるから、素材における一定の囲まれた領域を打ち抜いて開口を形成する場合と異なり、切れ目16の形成により素材の一部が分離せず、シート材料10の製造工程で抜きかす等の素材の切断に由来する除去すべき不要物が発生しない。すなわち、シート材料10の製造工程において、従来必要であった不要物の除去工程を省くことが可能となり、工程を簡略化することができる。しかも、切れ目16の形成に由来して不要物が、得られたシート材料10に付着することはないから、シート材料10自体の品質を向上させることができる。
【0023】
そして、シート材料10を熱圧縮成形しても、抜きかす等の不要物が付着していないので、不要物による異形化や傷等を防止して意図した形状のパッド20を得ることができ、また不要物が除去されないまま圧縮成形されて、通孔14を塞ぐといった事態を回避することができる。しかも、得られたパッドから不要物が脱離することも防止できる。よって、発明例のシート材料10は、意匠性が要求される衣料用のパッドに用いるのに最適である。このように、発明例に係るシート材料10から成形したパッド20は、シート本体12の伸張によって開口する通孔14による十分な通気性と、高い品質と両立し得る。更に、シート材料10の素材として、軟質ポリウレタン発泡体を採用することで、パッド20に成形した際に、軟質ポリウレタン発泡体特有の柔軟性、クッション性および優れた形状保持性を得られる利点がある。
【実施例】
【0024】
本発明の好適な実施例に係るシート材料と、この実施例に係るシート材料を用いて形成した加工物との通気性を確認した。ここで、実施例1〜7のシート材料は、以下のように形成した。先ず、素材として軟質ウレタン発泡体(株式会社イノアックコーポレーション製:ESW−4)を用意し、通孔の配置に応じて配置された複数の切断刃を備えるトムソン型に素材をセットする。なお、実施例1および2は、厚さ15mmの素材を用い、実施例3〜7は、厚さ12mmの素材を用いた。そして、トムソン型をかみ合わせて複数の切断刃で素材を押し切ることで、シート本体に切れ目からなる通孔を1回の切断動作により1度に複数形成する。実施例1のシート材料は、2本の長さ5mmの切れ目を中央で直交させた十字形状の通孔を、隣り合うもの同士の中心間距離が15mmとなるように形成した。実施例2のシート材料は、2本の長さ5mmの切れ目を中央で直交させた十字形状の通孔を、隣り合うもの同士の中心間距離が10mmとなるように形成した。実施例3のシート材料は、2本の長さ10mmの切れ目を中央で直交させた十字形状の通孔を、隣り合うもの同士の中心間距離が15mmとなるように形成した。実施例4のシート材料は、3本の長さ10mmの切れ目を中央で交差させた*形状の通孔を、隣り合うもの同士の中心間距離が10mmとなるように形成した。実施例5のシート材料は、3本の長さ5mmの切れ目を中央で交差させた*形状の通孔を、隣り合うもの同士の中心間距離が10mmとなるように形成した。実施例6および7のシート材料は、3本の長さ10mmの切れ目を中央で交差させた+形状の通孔を、隣り合うもの同士の中心間距離が15mmとなるように形成した。
【0025】
また、実施例と比較するために比較例に係るシート材料を、以下のように形成した。素材として、実施例と同様に軟質ウレタン発泡体(株式会社イノアックコーポレーション製:ESW−4)を用意し、比較例1〜3は、厚さ15mmの素材を用い、比較例3〜5は、厚さ12mmの素材を用いた。比較例2および4のシート材料は、打ち抜き加工により直径3mmの円形の貫通孔を、隣り合うもの同士の中心間距離が15mmとなるように形成した。比較例3および5のシート材料は、打ち抜き加工により直径3mmの円形の貫通孔を、隣り合うもの同士の中心間距離が10mmとなるように形成した。そして、比較例1のシート材料は、貫通孔の打ち抜き加工を行なわず、素材のままとした。
【0026】
次に、実施例1〜5および比較例1〜5のシート材料を、300mm×200mmのサイズに裁断したものを熱プレス型によって190℃で3分間に亘って熱圧縮成形することで、ブラジャーのカップ部の如く椀形に成形した加工物を得た。実施例1〜5および比較例1〜5の加工物は、縁部から頂部までの高さが60mmに形成され、その厚さが2mm〜7mmの範囲に圧縮された。なお、実施例5のシート材料は、該シート材料の端部を固定した状態で熱圧縮成形を行なった。また、実施例6のシート材料は、+形状の通孔における一方の切れ目に交差する方向(X軸方向)へ水平に伸張し、シート本体におけるX軸方向の寸法を元の寸法より7%伸張した状態で固定治具によって保持した加工物とした。実施例7のシート材料は、+形状の通孔における一方の切れ目に直交する方向(X軸方向)へ水平に伸張し、シート本体におけるX軸方向の寸法を元の寸法より7%伸張すると共に、+形状の通孔における他方の切れ目に直交する方向(Y軸方向)へ水平に伸張し、シート本体におけるY軸方向の寸法を元の寸法より7%伸張した状態で固定治具によって保持した加工物とした。
【0027】
実施例および比較例のシート材料と実施例および比較例の加工物との夫々について、JIS K 6400−7のB法に準じて通気抵抗を測定した。また、前記通気抵抗の測定結果を用いて、加工前後の通気抵抗の向上率(加工物の通気抵抗/シート材料の通気抵抗×100)(%)を算出した。加工前後の通気抵抗の向上率が100%未満の場合は、加工により通気抵抗が低下したことを示し、向上率が100%である場合は、加工前後で通気抵抗の変化がないことを示し、向上率が100%より高い場合は、加工後に通気抵抗が向上したことを示す。その結果を以下の表1に示す。
【0028】
【表1】
【0029】
表1に示すように、実施例1〜7のシート材料は、シート材料の状態では十分な通気性を有していないが、実施例1〜5の如く、熱圧縮成形してシート本体を伸張させた立体的な加工物としたり、実施例6および7の如く、水平に伸張させた平面的な加工物としても、比較例の加工物と遜色なく、またブラジャーのカップ部のパッドに要求される十分な通気性を発現されることが確認された。更に、実施例5の通気抵抗測定結果より、シート材料の端部を固定した状態で熱圧縮成形を行ない、シート本体を一層伸張させた状態で保持した加工物とすることで、通気性が向上する傾向があることが確認できた。そして、加工前後の通気抵抗の向上率(%)の算出結果より、実施例1〜7はシート材料から加工物に加工することで350%以上の向上率を示し、加工後に通気抵抗が顕著に向上していることが確認された。
【0030】
前述した発明例に限られず、以下の如き構成も採用することができる。
(1)発明例では、シート材料の素材として発泡体を例示したが、可撓性を有していればウレタンやゴム等のソリッド体であってもよい。
(2)発明例では、熱成形することでシート本体を伸張した状態で保持するパッドを例示した加工物に用いる場合について説明したが、硬化性樹脂を塗布したシート本体を伸張して、この状態で硬化性樹脂を硬化させることで(例えば、シート本体に末端イソシアネートプレポリマー液を含浸し、末端イソシアネートプレポリマー液を湿気によって硬化させる。)、シート本体を伸張させた状態で保持した加工物や、シート本体を伸張した状態で他の部材(固定治具)で固定して使用される加工物であっても、本発明に係るシート材料を用いることができる。
(3)発明例では、シート本体を立体的な形状とすることで、シート本体を伸張させる加工物を挙げたが、シート本体を水平に伸張して平面的な形状とした加工物であっても、本発明に係るシート材料を用いることができる。平面的な加工物とする際には、シート本体を通孔の切れ目に交差する少なくとも一の方向へ水平に伸張し、これに加えてシート本体を前記一の方向へ交差する他の方向に水平に伸張してもよい。
(4)発明例の通孔は、同一長さの切れ目で構成する場合を例示したが、異なる長さの切れ目を組合わせて構成してもよい。例えば、加工物の方向によって伸張率が異なる場合、伸張率が大きい方向に交差する切れ目を短く設定すると共に、伸張率が小さい方向に交差する切れ目を長く設定することで、強度低下を抑制しつつ必要とされる通気性を確保できる。
(5)発明例では、一定間隔で直線的に並べた通孔の列を平行な関係あるいは千鳥格子状に配置したが、加工物に要求される通気性に応じて特定の部位に通孔を密に配置してもよい。
【図面の簡単な説明】
【0031】
【図1】発明例に係るシート材料の一部を示す平面図であって、(a)は通孔を1本の切れ目から構成した場合を示し、(b)は通孔を十字形状に組合わせた切れ目から構成した場合を示し、(c)は通孔を*形状に組合わせた切れ目から構成した場合を示す。
【図2】発明例に係るシート材料を成形したパッドの一部を示す平面図であって、(a)は図1(a)の通孔の開口状態を示し、(b)は図1(b)の通孔の開口状態を示し、(c)は図1(c)の通孔の開口状態を示す。
【図3】図1(b)に示す通孔を有するシート材料を成形したパッドを示す側断面図である。
【符号の説明】
【0032】
12 シート本体,14 通孔,16 切れ目,20 パッド(加工物)
【特許請求の範囲】
【請求項1】
可撓性を有し、シート本体を少なくとも一方向に伸張して保持した加工物に用いられるシート材料であって、
前記シート本体の表裏に貫通すると共に、該シート本体が伸張する予定方向に交差して延在する線状の切れ目から構成した複数の通孔を備えている
ことを特徴とするシート材料。
【請求項2】
前記通孔は、異なる角度で延在する複数の切れ目を交差させて形成される請求項1記載のシート材料。
【請求項3】
軟質ポリウレタン発泡体を素材とする請求項1または2記載のシート材料。
【請求項4】
立体的形状に熱成形することで、前記シート本体が伸張して保持される加工物に用いられる請求項1〜3の何れか一項に記載のシート材料。
【請求項5】
前記加工物としての衣料用パッドに用いられる請求項1〜4の何れか一項に記載のシート材料。
【請求項1】
可撓性を有し、シート本体を少なくとも一方向に伸張して保持した加工物に用いられるシート材料であって、
前記シート本体の表裏に貫通すると共に、該シート本体が伸張する予定方向に交差して延在する線状の切れ目から構成した複数の通孔を備えている
ことを特徴とするシート材料。
【請求項2】
前記通孔は、異なる角度で延在する複数の切れ目を交差させて形成される請求項1記載のシート材料。
【請求項3】
軟質ポリウレタン発泡体を素材とする請求項1または2記載のシート材料。
【請求項4】
立体的形状に熱成形することで、前記シート本体が伸張して保持される加工物に用いられる請求項1〜3の何れか一項に記載のシート材料。
【請求項5】
前記加工物としての衣料用パッドに用いられる請求項1〜4の何れか一項に記載のシート材料。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−57662(P2009−57662A)
【公開日】平成21年3月19日(2009.3.19)
【国際特許分類】
【出願番号】特願2007−226403(P2007−226403)
【出願日】平成19年8月31日(2007.8.31)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
【公開日】平成21年3月19日(2009.3.19)
【国際特許分類】
【出願日】平成19年8月31日(2007.8.31)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
[ Back to top ]