
シート材
【課題】今までの表面に明瞭な凹凸意匠を有するシート材ではなく、凹凸の輪郭がぼやけた、柔らかい印象を与える凹凸意匠を有するシート材を提供する。
【解決手段】軟質ポリウレタンフォーム3に表面材2を積層した積層体の表面に凹凸部a,bを形成してなるシート材1であって、前記積層体の表面材が熱プレス成形機の下熱板に接するように配置された状態で、軟質ポリウレタンフォーム3側から上熱板に備えられた成形型の型押部を押し当てて熱プレスされることで、表面に凹凸部a,bが形成されることを特徴とするシート材1に関する。
【解決手段】軟質ポリウレタンフォーム3に表面材2を積層した積層体の表面に凹凸部a,bを形成してなるシート材1であって、前記積層体の表面材が熱プレス成形機の下熱板に接するように配置された状態で、軟質ポリウレタンフォーム3側から上熱板に備えられた成形型の型押部を押し当てて熱プレスされることで、表面に凹凸部a,bが形成されることを特徴とするシート材1に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車や鉄道車両等の座席シート、椅子やソファー等に好適に用いられ、表面に凹凸意匠を有するシート材に関する。
【背景技術】
【0002】
従来より、自動車や鉄道車両等の座席シート、椅子やソファー等のシート材として、表面の意匠性を高めるために、凹凸意匠が形成されたものが使用されている。このようなシート材は、例えば、軟質ポリウレタンフォームの表面に、合成皮革、人工皮革、織布、編布、不織布などの表面材を積層した後、熱プレス成形によって、表面に凹凸意匠を形成することで製造される(先行技術文献1)。
【0003】
通常、熱プレス成形によってシート材表面に凹凸意匠を形成する場合、表面材側に、高温に加熱された熱プレス成形型の型押部を押し当てて成形する。そして、表面材の型押部が押し当てられた部分には、くっきりと凹部が形成され、表面に明瞭な凹凸意匠が表現されたシート材となる。
しかしながら、表面材の熱プレスで形成された凹部には、毛倒れや、光沢が生じてしまい、表面材本来の風合いや意匠性を損ねてしまうなどの問題があった。
【0004】
また、これまでは表面に明瞭な凹凸意匠を有したシート材が多かったが、近年では、さらなる意匠性の幅を広げるため、明瞭ではなく、凹凸の輪郭がぼやけた、柔らかい印象を与える凹凸意匠を有したシート材の要望が高まってきている。
従来の熱プレス成形において、シート材表面に柔らかい印象を与える凹凸意匠を形成しようとすれば、加圧圧力や加熱温度を通常よりも低く設定するなどの対応が必要である。
しかしながら、このような対応では、加圧時間を通常よりも長くしなければならず、生産効率が悪くなるばかりか、コスト上昇につながるとともに、所望の凹凸意匠を得るためには、結局表面材の毛倒れや光沢を生じてしまう問題があり、柔らかい印象を与える凹凸意匠を形成することは困難であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−326598号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで本発明は、今までの表面に明瞭な凹凸意匠を有するシート材ではなく、凹凸の輪郭がぼやけた、柔らかい印象を与える凹凸意匠を有するとともに、凹部に光沢や毛倒れが生じたり、表面材の風合いを損なうことのないシート材を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明は、軟質ポリウレタンフォームに表面材を積層した積層体の表面に凹凸意匠を形成してなるシート材であって、前記積層体の表面材が熱プレス成形機の下熱板に接するように配置された状態で、軟質ポリウレタンフォーム側から上熱板に備えられた成形型の型押部を押し当てて熱プレスされることで、表面に凹凸意匠が形成されることを特徴とするシート材に関する。
【0008】
本発明では、表面材ではなく、軟質ポリウレタンフォーム側に成形型の型押部を押し当てて熱プレスするので、成形型の型押部を押し当てられて形成された明瞭な凹部は、軟質ポリウレタンフォームの裏面に現れ、その凹部に相当する部分の表面材側にも凹部が現れる。この表面材側の凹部は、軟質ポリウレタンフォーム側の明瞭な凹部に比べて、凹凸の輪郭がぼやけたものとなるため、表面に柔らかい印象を与える凹凸意匠が形成された本発明のシート材が得られる。
また、本発明のシート材は、軟質ポリウレタンフォーム側からしっかりと熱プレスされているので、圧縮部が復元することがなく耐久性に富み、その表面に設けられた凹凸意匠の凹部に光沢や毛倒れなどが生じることがなく、表面材の風合いや意匠性が損なわれることがない。
【0009】
また、本発明は、前記熱プレス時において、前記下熱板の温度が前記上熱板の温度よりも低くすることを特徴とするものである。
【0010】
このように、下熱板の温度を上熱板の温度よりも低くすることで、下熱板と接する表面材の風合いを損ねることなく、柔らかい印象を与える凹凸意匠が形成されたシート材が得られる。
【0011】
さらに、本発明は、前記軟質ポリウレタンフォームの裏面に裏布が積層されていることを特徴とするものである。
【0012】
このように、軟質ポリウレタンフォームの裏面に裏布が積層されていれば、熱プレス時において、裏布を介して軟質ポリウレタンフォーム側と成形型の型押部が接することになるので、軟質ポリウレタンフォームの成形型への粘着を防ぎ、縫製時にミシンの滑りをよくすることができる。
【発明の効果】
【0013】
本発明は、軟質ポリウレタンフォームに表面材を積層した積層体の表面に凹凸意匠を形成してなるシート材であって、前記積層体の表面材が熱プレス成形機の下熱板に接するように配置された状態で、軟質ポリウレタンフォーム側から上熱板に備えられた成形型の型押部を押し当てて熱プレスされているので、圧縮部が復元することがなく耐久性に富み、従来の表面に明瞭な凹凸意匠を有するシート材ではなく、凹凸の輪郭がぼやけた、柔らかい印象を与える凹凸意匠を有するとともに、シート材の表面に設けられた凹凸意匠の凹部には、光沢や毛倒れなどが生じることがなく、表面材の意匠や風合いにも優れるシート材が得られる。
【図面の簡単な説明】
【0014】
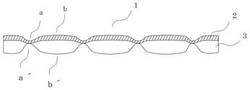
【図1】本発明のシート材の断面図である。
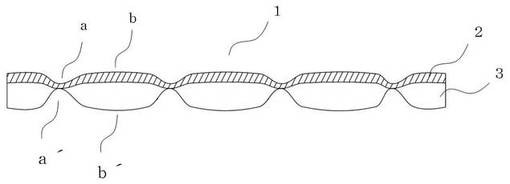
【図2】本発明のシート材の断面図である。
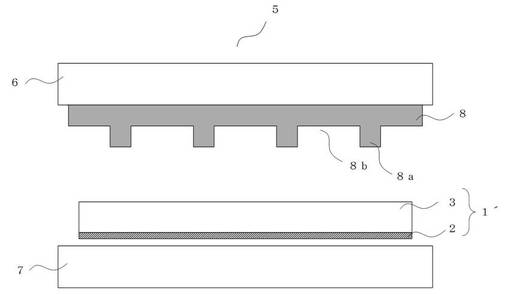
【図3】熱プレス前の状態を示す断面図である。
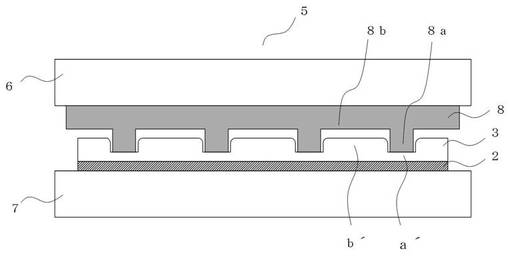
【図4】熱プレス時の状態を示す断面図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施態様について、図面に基づいて説明する。
【0016】
本発明は、図1に示すように、軟質ポリウレタンフォーム3に表面材2を積層してなるシート材1であって、表面に凹凸意匠を構成する凹部a及び凸bを有するものである。
【0017】
本発明において、表面材2としては、合成繊維からなる織布、編布、不織布などの布帛、合成皮革、人工皮革などが使用でき、特に限定されるものではない。
【0018】
本発明において、軟質ポリウレタンフォーム3としては、一般の軟質ポリウレタンフォームが使用できるが、熱プレス時において、高温に加熱された成形型の型押部が接触するため、その温度に耐え得るものであればよい。特に、密度14〜35kg/m3、40%圧縮時の硬さ70〜160Nの軟質ポリウレタンフォームが好適である。
また、軟質ポリウレタンフォーム3の厚みは2〜10mmが好ましい。2mm未満では、シート材として使用する場合に十分なクッション性が得られず、凹凸感が乏しくなり、また、10mmを超えると、シート材の表面に凹凸意匠が形成しにくくなり、意匠性に劣る傾向にある。
【0019】
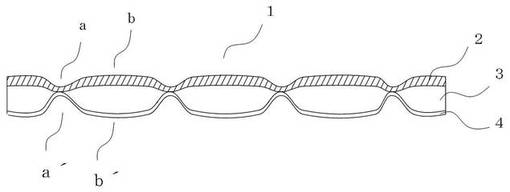
また、本発明は、図2に示すように、軟質ポリウレタンフォーム3の裏面に、裏布4を積層してもよい。
裏布4としては、ポリエステル、ポリウレタン、ナイロンなど一般的に使用される材質の繊維の、トリコット、不織布などの生地を用いることができる。特に、熱プレス時において、高温に加熱された成形型の型押部が接触するため、耐熱性に優れるナイロン、ポリエステル繊維製のものを使用することが好ましい。
このように、軟質ポリウレタンフォーム3に裏布4が積層されていれば、熱プレス時において、裏布4を介して軟質ポリウレタンフォーム3側と成形型の型押部が接することになるので、軟質ポリウレタンフォーム3の成形型への粘着を防ぎ、縫製時にミシンの滑りをよくすることができる。
【0020】
軟質ポリウレタンフォーム3と表面材2、または裏布4を積層する方法としては、例えば、軟質ポリウレタンフォーム3の表面に接着剤を塗布して表面材2、または裏布4を貼り合せたり、フレームラミネート法で貼り合せるなど、各種方法が使用できる。
特に、フレームラミネート法を使用する場合、表面材2として、フレームラミネート可能な軟質ポリウレタンフォームを積層したものを用いて、このフォームを溶融させて軟質ポリウレタンフォーム3と接着するようにすれば、容易に貼り合わせることができる。
【0021】
本発明のシート材1は、前記方法で得られた、表面材2と軟質ポリウレタンフォーム3、または表面材2、軟質ポリウレタンフォーム3及び裏布4の積層体1´,1´の表面に、凹凸の輪郭がぼやけた、柔らかい印象を与える凹凸意匠を構成する凹部a及び凸部bが形成されたものである。
【0022】
このような凹凸部a,bを形成する方法としては、図3及び図4に示すように、軟質ポリウレタンフォーム3に表面材2を積層してなる積層体1´を、熱プレス成形機5の成形型8が備えられた上熱板6と下熱板7で挟み、熱プレスを行う。
この成形型8は、例えばアルミニウム等の熱伝導性の良好な金属素材を使用し、表面には積層体1´に付形するための型押部8aが複数個設けられている。
なお、型押部8aの形状として、図3及び図4では、断面形状が長方形となる実施態様を示しているが、平面視において四角形や三角形などの多角形、或いは筋状などでもよく、意匠によって適宜設定されるものであり、特に限定されるものではない。
【0023】
本発明では、熱プレスを行うとき、図4に示すように、積層体1´を表面材2と下熱板7とが接するように配置し、軟質ポリウレタンフォーム3側から、成形型8の型押部8aを押し当てるようにする。そうすると、成形型8の型押部8aを押し当てられた軟質ポリウレタンフォーム3の裏面には、明瞭な凹部a´が形成される。そして、この凹部a´に相当する部分の表面材2側には、輪郭がぼやけた凹部aが現れる。また、非型押部8bの熱プレスされなかった凸部b´に相当する表面材2側には、凸部bが現れる。
このように、表面材側の凹部aは、軟質ポリウレタンフォーム側の明瞭な凹部a´に比べて、輪郭がぼやけたものとなるため、シート材1の表面には、従来にない、表面に柔らかい印象を与える凹凸意匠が形成される。また、シート材1は、軟質ポリウレタンフォーム3側からしっかりと熱プレスされているので、圧縮された凹部a,a´が復元することがなく耐久性に富み、凹部aに光沢や毛倒れが生じることもなく、表面材の意匠や風合いにも優れるものである。
【0024】
また、熱プレス時において、熱板の加熱温度として、下熱板7の温度を成形型8を備えた上熱板6の温度よりも低くすることが好ましい。具体的には、上熱板6を160〜220度、下熱板7を40〜90度に設定することが好ましい。
上熱板6の加熱温度が160度未満では、凹凸意匠を形成することが困難となり、220度を超えると、軟質ポリウレタンフォーム3の成形型8への粘着が強くなるとともに、その粘着物が型押部8aに付着するなど成形が困難になる虞がある。一方、下熱板7の加熱温度が40度未満では、凹凸意匠を形成することが困難となり、90度を超えると、表面材2の変質や変色の危険性がある。
このように、下熱板7の温度を上熱板6の温度よりも低くすることで、下熱板7と接する表面材2の風合いを損ねることなく、柔らかい印象を与える凹凸意匠を形成することができる。
【0025】
また、熱プレスは、積層体1´の元厚に対して、90%以上圧縮される程度に行えばよく、加圧圧力としては、0.2〜20kg/cm2に設定することが好ましい。
また、熱プレスの加圧時間は、軟質ポリウレタンフォーム3の厚みや品種(一般フォーム、低反発フォーム、高弾性フォームなど)にもよるが、30〜180秒に設定することが好ましい。加圧時間が30秒未満であれば、凹凸意匠を形成するのが困難となるばかりか、圧縮された凹部a,a´が復元しやすくなり、耐久性に劣るものとなる。また、180秒を超えると、生産効率が劣ることとなる。
【0026】
上記のように、本発明では、軟質ポリウレタンフォーム3側から型押部8aを押し当てて熱プレスすることで、圧縮された凹部a,a´が復元することがなく耐久性に富み、シート材1の表面には、明瞭ではなく、凹凸の輪郭がぼやけた、柔らかい印象を与える凹凸部a、bを形成することができるとともに、凹部aに光沢や毛倒れが生じることもなく、表面材の風合いや意匠性が損なわれることがない、シート材1を得ることができる。
【0027】
本発明のシート材1は、例えば、自動車や鉄道車両等の座席シート、椅子やソファー等を構成するクッション体の上に被覆して使用できるものである。
【0028】
なお、本発明は以上のような実施形態に限定されるものではない。本発明の特許請求の範囲に記載した事項と実質的に同一の構成を有し、同一の作用効果を奏するものは本発明の技術的範囲に属する。
【産業上の利用可能性】
【0029】
本発明のシート材の表面には、従来にない、柔らかい印象を与える凹凸意匠が形成されるため、例えば自動車や鉄道車両等の座席シート、椅子やソファー等に好適に用いられる。
【符号の説明】
【0030】
1 シート材
1´ 積層体
2 表面材
3 軟質ポリウレタンフォーム
4 裏布
a 凹部(表面材側)
a´ 凹部(軟質ポリウレタンフォーム側)
b 凸部(表面材側)
b´ 凸部(軟質ポリウレタンフォーム側)
5 熱プレス成形機
6 上熱板
7 下熱板
8 成形型
8a 型押部
8b 非型押部
【技術分野】
【0001】
本発明は、自動車や鉄道車両等の座席シート、椅子やソファー等に好適に用いられ、表面に凹凸意匠を有するシート材に関する。
【背景技術】
【0002】
従来より、自動車や鉄道車両等の座席シート、椅子やソファー等のシート材として、表面の意匠性を高めるために、凹凸意匠が形成されたものが使用されている。このようなシート材は、例えば、軟質ポリウレタンフォームの表面に、合成皮革、人工皮革、織布、編布、不織布などの表面材を積層した後、熱プレス成形によって、表面に凹凸意匠を形成することで製造される(先行技術文献1)。
【0003】
通常、熱プレス成形によってシート材表面に凹凸意匠を形成する場合、表面材側に、高温に加熱された熱プレス成形型の型押部を押し当てて成形する。そして、表面材の型押部が押し当てられた部分には、くっきりと凹部が形成され、表面に明瞭な凹凸意匠が表現されたシート材となる。
しかしながら、表面材の熱プレスで形成された凹部には、毛倒れや、光沢が生じてしまい、表面材本来の風合いや意匠性を損ねてしまうなどの問題があった。
【0004】
また、これまでは表面に明瞭な凹凸意匠を有したシート材が多かったが、近年では、さらなる意匠性の幅を広げるため、明瞭ではなく、凹凸の輪郭がぼやけた、柔らかい印象を与える凹凸意匠を有したシート材の要望が高まってきている。
従来の熱プレス成形において、シート材表面に柔らかい印象を与える凹凸意匠を形成しようとすれば、加圧圧力や加熱温度を通常よりも低く設定するなどの対応が必要である。
しかしながら、このような対応では、加圧時間を通常よりも長くしなければならず、生産効率が悪くなるばかりか、コスト上昇につながるとともに、所望の凹凸意匠を得るためには、結局表面材の毛倒れや光沢を生じてしまう問題があり、柔らかい印象を与える凹凸意匠を形成することは困難であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−326598号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで本発明は、今までの表面に明瞭な凹凸意匠を有するシート材ではなく、凹凸の輪郭がぼやけた、柔らかい印象を与える凹凸意匠を有するとともに、凹部に光沢や毛倒れが生じたり、表面材の風合いを損なうことのないシート材を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明は、軟質ポリウレタンフォームに表面材を積層した積層体の表面に凹凸意匠を形成してなるシート材であって、前記積層体の表面材が熱プレス成形機の下熱板に接するように配置された状態で、軟質ポリウレタンフォーム側から上熱板に備えられた成形型の型押部を押し当てて熱プレスされることで、表面に凹凸意匠が形成されることを特徴とするシート材に関する。
【0008】
本発明では、表面材ではなく、軟質ポリウレタンフォーム側に成形型の型押部を押し当てて熱プレスするので、成形型の型押部を押し当てられて形成された明瞭な凹部は、軟質ポリウレタンフォームの裏面に現れ、その凹部に相当する部分の表面材側にも凹部が現れる。この表面材側の凹部は、軟質ポリウレタンフォーム側の明瞭な凹部に比べて、凹凸の輪郭がぼやけたものとなるため、表面に柔らかい印象を与える凹凸意匠が形成された本発明のシート材が得られる。
また、本発明のシート材は、軟質ポリウレタンフォーム側からしっかりと熱プレスされているので、圧縮部が復元することがなく耐久性に富み、その表面に設けられた凹凸意匠の凹部に光沢や毛倒れなどが生じることがなく、表面材の風合いや意匠性が損なわれることがない。
【0009】
また、本発明は、前記熱プレス時において、前記下熱板の温度が前記上熱板の温度よりも低くすることを特徴とするものである。
【0010】
このように、下熱板の温度を上熱板の温度よりも低くすることで、下熱板と接する表面材の風合いを損ねることなく、柔らかい印象を与える凹凸意匠が形成されたシート材が得られる。
【0011】
さらに、本発明は、前記軟質ポリウレタンフォームの裏面に裏布が積層されていることを特徴とするものである。
【0012】
このように、軟質ポリウレタンフォームの裏面に裏布が積層されていれば、熱プレス時において、裏布を介して軟質ポリウレタンフォーム側と成形型の型押部が接することになるので、軟質ポリウレタンフォームの成形型への粘着を防ぎ、縫製時にミシンの滑りをよくすることができる。
【発明の効果】
【0013】
本発明は、軟質ポリウレタンフォームに表面材を積層した積層体の表面に凹凸意匠を形成してなるシート材であって、前記積層体の表面材が熱プレス成形機の下熱板に接するように配置された状態で、軟質ポリウレタンフォーム側から上熱板に備えられた成形型の型押部を押し当てて熱プレスされているので、圧縮部が復元することがなく耐久性に富み、従来の表面に明瞭な凹凸意匠を有するシート材ではなく、凹凸の輪郭がぼやけた、柔らかい印象を与える凹凸意匠を有するとともに、シート材の表面に設けられた凹凸意匠の凹部には、光沢や毛倒れなどが生じることがなく、表面材の意匠や風合いにも優れるシート材が得られる。
【図面の簡単な説明】
【0014】
【図1】本発明のシート材の断面図である。
【図2】本発明のシート材の断面図である。
【図3】熱プレス前の状態を示す断面図である。
【図4】熱プレス時の状態を示す断面図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施態様について、図面に基づいて説明する。
【0016】
本発明は、図1に示すように、軟質ポリウレタンフォーム3に表面材2を積層してなるシート材1であって、表面に凹凸意匠を構成する凹部a及び凸bを有するものである。
【0017】
本発明において、表面材2としては、合成繊維からなる織布、編布、不織布などの布帛、合成皮革、人工皮革などが使用でき、特に限定されるものではない。
【0018】
本発明において、軟質ポリウレタンフォーム3としては、一般の軟質ポリウレタンフォームが使用できるが、熱プレス時において、高温に加熱された成形型の型押部が接触するため、その温度に耐え得るものであればよい。特に、密度14〜35kg/m3、40%圧縮時の硬さ70〜160Nの軟質ポリウレタンフォームが好適である。
また、軟質ポリウレタンフォーム3の厚みは2〜10mmが好ましい。2mm未満では、シート材として使用する場合に十分なクッション性が得られず、凹凸感が乏しくなり、また、10mmを超えると、シート材の表面に凹凸意匠が形成しにくくなり、意匠性に劣る傾向にある。
【0019】
また、本発明は、図2に示すように、軟質ポリウレタンフォーム3の裏面に、裏布4を積層してもよい。
裏布4としては、ポリエステル、ポリウレタン、ナイロンなど一般的に使用される材質の繊維の、トリコット、不織布などの生地を用いることができる。特に、熱プレス時において、高温に加熱された成形型の型押部が接触するため、耐熱性に優れるナイロン、ポリエステル繊維製のものを使用することが好ましい。
このように、軟質ポリウレタンフォーム3に裏布4が積層されていれば、熱プレス時において、裏布4を介して軟質ポリウレタンフォーム3側と成形型の型押部が接することになるので、軟質ポリウレタンフォーム3の成形型への粘着を防ぎ、縫製時にミシンの滑りをよくすることができる。
【0020】
軟質ポリウレタンフォーム3と表面材2、または裏布4を積層する方法としては、例えば、軟質ポリウレタンフォーム3の表面に接着剤を塗布して表面材2、または裏布4を貼り合せたり、フレームラミネート法で貼り合せるなど、各種方法が使用できる。
特に、フレームラミネート法を使用する場合、表面材2として、フレームラミネート可能な軟質ポリウレタンフォームを積層したものを用いて、このフォームを溶融させて軟質ポリウレタンフォーム3と接着するようにすれば、容易に貼り合わせることができる。
【0021】
本発明のシート材1は、前記方法で得られた、表面材2と軟質ポリウレタンフォーム3、または表面材2、軟質ポリウレタンフォーム3及び裏布4の積層体1´,1´の表面に、凹凸の輪郭がぼやけた、柔らかい印象を与える凹凸意匠を構成する凹部a及び凸部bが形成されたものである。
【0022】
このような凹凸部a,bを形成する方法としては、図3及び図4に示すように、軟質ポリウレタンフォーム3に表面材2を積層してなる積層体1´を、熱プレス成形機5の成形型8が備えられた上熱板6と下熱板7で挟み、熱プレスを行う。
この成形型8は、例えばアルミニウム等の熱伝導性の良好な金属素材を使用し、表面には積層体1´に付形するための型押部8aが複数個設けられている。
なお、型押部8aの形状として、図3及び図4では、断面形状が長方形となる実施態様を示しているが、平面視において四角形や三角形などの多角形、或いは筋状などでもよく、意匠によって適宜設定されるものであり、特に限定されるものではない。
【0023】
本発明では、熱プレスを行うとき、図4に示すように、積層体1´を表面材2と下熱板7とが接するように配置し、軟質ポリウレタンフォーム3側から、成形型8の型押部8aを押し当てるようにする。そうすると、成形型8の型押部8aを押し当てられた軟質ポリウレタンフォーム3の裏面には、明瞭な凹部a´が形成される。そして、この凹部a´に相当する部分の表面材2側には、輪郭がぼやけた凹部aが現れる。また、非型押部8bの熱プレスされなかった凸部b´に相当する表面材2側には、凸部bが現れる。
このように、表面材側の凹部aは、軟質ポリウレタンフォーム側の明瞭な凹部a´に比べて、輪郭がぼやけたものとなるため、シート材1の表面には、従来にない、表面に柔らかい印象を与える凹凸意匠が形成される。また、シート材1は、軟質ポリウレタンフォーム3側からしっかりと熱プレスされているので、圧縮された凹部a,a´が復元することがなく耐久性に富み、凹部aに光沢や毛倒れが生じることもなく、表面材の意匠や風合いにも優れるものである。
【0024】
また、熱プレス時において、熱板の加熱温度として、下熱板7の温度を成形型8を備えた上熱板6の温度よりも低くすることが好ましい。具体的には、上熱板6を160〜220度、下熱板7を40〜90度に設定することが好ましい。
上熱板6の加熱温度が160度未満では、凹凸意匠を形成することが困難となり、220度を超えると、軟質ポリウレタンフォーム3の成形型8への粘着が強くなるとともに、その粘着物が型押部8aに付着するなど成形が困難になる虞がある。一方、下熱板7の加熱温度が40度未満では、凹凸意匠を形成することが困難となり、90度を超えると、表面材2の変質や変色の危険性がある。
このように、下熱板7の温度を上熱板6の温度よりも低くすることで、下熱板7と接する表面材2の風合いを損ねることなく、柔らかい印象を与える凹凸意匠を形成することができる。
【0025】
また、熱プレスは、積層体1´の元厚に対して、90%以上圧縮される程度に行えばよく、加圧圧力としては、0.2〜20kg/cm2に設定することが好ましい。
また、熱プレスの加圧時間は、軟質ポリウレタンフォーム3の厚みや品種(一般フォーム、低反発フォーム、高弾性フォームなど)にもよるが、30〜180秒に設定することが好ましい。加圧時間が30秒未満であれば、凹凸意匠を形成するのが困難となるばかりか、圧縮された凹部a,a´が復元しやすくなり、耐久性に劣るものとなる。また、180秒を超えると、生産効率が劣ることとなる。
【0026】
上記のように、本発明では、軟質ポリウレタンフォーム3側から型押部8aを押し当てて熱プレスすることで、圧縮された凹部a,a´が復元することがなく耐久性に富み、シート材1の表面には、明瞭ではなく、凹凸の輪郭がぼやけた、柔らかい印象を与える凹凸部a、bを形成することができるとともに、凹部aに光沢や毛倒れが生じることもなく、表面材の風合いや意匠性が損なわれることがない、シート材1を得ることができる。
【0027】
本発明のシート材1は、例えば、自動車や鉄道車両等の座席シート、椅子やソファー等を構成するクッション体の上に被覆して使用できるものである。
【0028】
なお、本発明は以上のような実施形態に限定されるものではない。本発明の特許請求の範囲に記載した事項と実質的に同一の構成を有し、同一の作用効果を奏するものは本発明の技術的範囲に属する。
【産業上の利用可能性】
【0029】
本発明のシート材の表面には、従来にない、柔らかい印象を与える凹凸意匠が形成されるため、例えば自動車や鉄道車両等の座席シート、椅子やソファー等に好適に用いられる。
【符号の説明】
【0030】
1 シート材
1´ 積層体
2 表面材
3 軟質ポリウレタンフォーム
4 裏布
a 凹部(表面材側)
a´ 凹部(軟質ポリウレタンフォーム側)
b 凸部(表面材側)
b´ 凸部(軟質ポリウレタンフォーム側)
5 熱プレス成形機
6 上熱板
7 下熱板
8 成形型
8a 型押部
8b 非型押部
【特許請求の範囲】
【請求項1】
軟質ポリウレタンフォームに表面材を積層した積層体の表面に凹凸意匠を形成してなるシート材であって、
前記積層体の表面材が熱プレス成形機の下熱板に接するように配置された状態で、軟質ポリウレタンフォーム側から上熱板に備えられた成形型の型押部を押し当てて熱プレスされることで、表面に凹凸意匠が形成されることを特徴とするシート材。
【請求項2】
前記熱プレス時において、前記下熱板の温度が前記上熱板の温度よりも低いことを特徴とする請求項1記載のシート材。
【請求項3】
前記軟質ポリウレタンフォームの裏面に裏布が積層されていることを特徴とする請求項1または2に記載のシート材。
【請求項1】
軟質ポリウレタンフォームに表面材を積層した積層体の表面に凹凸意匠を形成してなるシート材であって、
前記積層体の表面材が熱プレス成形機の下熱板に接するように配置された状態で、軟質ポリウレタンフォーム側から上熱板に備えられた成形型の型押部を押し当てて熱プレスされることで、表面に凹凸意匠が形成されることを特徴とするシート材。
【請求項2】
前記熱プレス時において、前記下熱板の温度が前記上熱板の温度よりも低いことを特徴とする請求項1記載のシート材。
【請求項3】
前記軟質ポリウレタンフォームの裏面に裏布が積層されていることを特徴とする請求項1または2に記載のシート材。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−210776(P2012−210776A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−78009(P2011−78009)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000000077)アキレス株式会社 (402)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000000077)アキレス株式会社 (402)
【Fターム(参考)】
[ Back to top ]