
シート片貼付装置
【課題】帯状のシート材料に、複数枚のシート片を、該シート材料の走行方向と直交する方向に対し傾けた状態で該走行方向に間欠的に貼り付け得るシート片貼付装置を提供すること。
【解決手段】シート片貼付装置20は、シート片S2の供給手段21と、円錐台形状を有し、供給手段21から供給されたシート片S2を外周面30cで保持しつつ中心線C30周りに回転して、転写位置Pにてシート片S2をシート材料S0に転写する転写ロール30とを備え、シート片S2の供給方向X0と走行方向X1とのなす角度α1、及び転写ロール30の稜線30Lと中心線C30とのなす角度α2は、それぞれ、シート片S2のシート材料幅方向Yに対する傾斜角度αに対応している。転写ロール30は、転写位置Pにおける外周面30cの接平面がシート材料S0と平行となるように配置されており、且つ上面視において中心線C30とシート材料幅方向Yとが一致している。
【解決手段】シート片貼付装置20は、シート片S2の供給手段21と、円錐台形状を有し、供給手段21から供給されたシート片S2を外周面30cで保持しつつ中心線C30周りに回転して、転写位置Pにてシート片S2をシート材料S0に転写する転写ロール30とを備え、シート片S2の供給方向X0と走行方向X1とのなす角度α1、及び転写ロール30の稜線30Lと中心線C30とのなす角度α2は、それぞれ、シート片S2のシート材料幅方向Yに対する傾斜角度αに対応している。転写ロール30は、転写位置Pにおける外周面30cの接平面がシート材料S0と平行となるように配置されており、且つ上面視において中心線C30とシート材料幅方向Yとが一致している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、走行する帯状のシート材料に複数枚のシート片を、該シート材料の走行方向に間欠的に貼り付けるシート片貼付装置に関する。
【背景技術】
【0002】
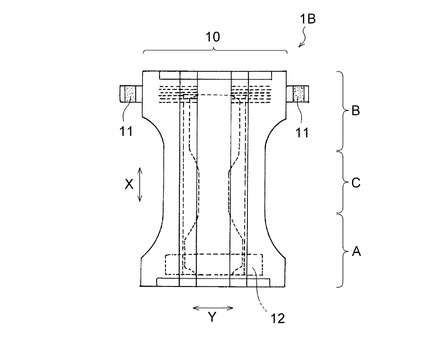
使い捨ておむつや生理用ナプキン等の吸収性物品においては、シート片(短冊状のシート)を、吸収性物品の本体等の被貼り付け物に貼り付けた構成を有するものがある。例えば、図8に示す使い捨ておむつ1Bのように、腹側部A、背側部B、及び腹側部Aと背側部Bとの間に位置する股下部Cを有する本体10を備え、本体10における背側部Bの両側部に、前記シート片として、幅方向(図8のY方向)外方に延出する一対のファスニングテープ11,11を備え、腹側部Aにファスニングテープ11と係合するランディングテープ12を備えた、いわゆる展開型の使い捨ておむつが知られている。このような構成の吸収性物品を製造する方法としては、例えば、本体10の連続体(帯状のシート材料)を走行させ、走行中の該連続体に、複数枚のファスニングテープ11(シート片)を、該連続体の走行方向(該連続体の長手方向)に間欠的に貼り付ける方法が一般的である。
【0003】
このような、シート材料へのシート片の間欠的な貼り付けを行うシート片貼付装置に関し、例えば特許文献1には、シート片原反(シート片の連続体)を吸引搬送する吸引コンベアと、該吸引コンベアから搬送されてきた該シート片原反を周面で吸引搬送するアンビルロールと、該アンビルロールの周面で吸引搬送されている該シート片原反を切断してシート片を形成するカッターロールと、該アンビルロールの周面で搬送されている該シート片をシート材料に貼り付ける貼り付け機構とを備えたシート切断装置が記載されている。特許文献2にも、基本構成が特許文献1と同様の間欠切断転写装置が記載されている。特許文献1及び2に記載のシート片貼付装置において、シート片をシート材料に貼り付ける(転写する)ロール(特許文献1ではアンビルロール、特許文献2では下刃ロール)は円筒形状であり、側面視して真円形状を有している。
【0004】
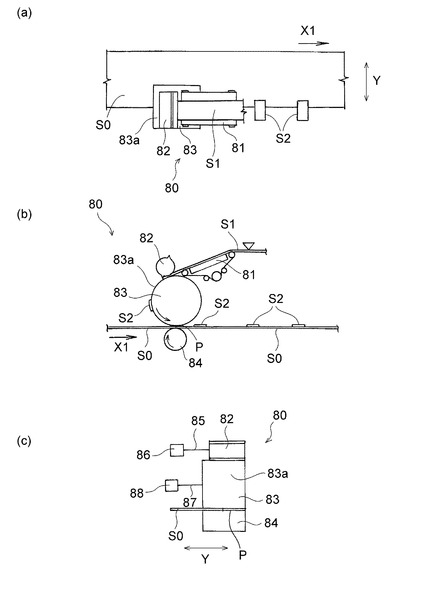
図9には、従来のシート片貼付装置の一例が示されている。図9に示すシート片貼付装置80は、帯状のシート片原反S1を吸引搬送する吸引コンベア81と、吸引コンベア81から搬送されたシート片原反S1を所定長さに切断してシート片S2とするカッターロール82と、シート片原反S1の切断によって得られたシート片S2を外周面83aで保持しつつ回転中心軸周りに回転して、所定の転写位置Pにてシート片S2を帯状のシート材料S0に転写する転写ロール83と、転写位置Pにて転写ロール83の外周面83aを押圧可能なニップロール84とを備えている。シート片貼付装置80は、図9(a)及び図9(b)に示すように、複数枚のシート片S2を、シート材料S0の走行方向X1と直交するシート材料幅方向Yに一致させた状態で走行方向X1に間欠的に貼り付ける装置であり、転写ロール83は、この種の装置におけるロールと同様に円筒形状である。カッターロール82は、円筒形状のカッターロール82の中心線と一致する回転軸85を介して駆動源86と接続されており、また、転写ロール83は、円筒形状の転写ロール83の中心線と一致する回転軸87を介して駆動源88と接続されており、これら駆動源86,88を作動させることで、両ロール82,83は、それらの回転軸85,87周りに回転するようになされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−260875号公報
【特許文献2】国際公開第2010/001882号
【発明の概要】
【発明が解決しようとする課題】
【0006】
通常、展開型の使い捨ておむつにおけるファスニングテープは、図8に示すおむつ1Bにおけるファスニングテープ11のように、その長手方向(延出方向)を本体10の長手方向Xと直交する方向(幅方向Y)に一致させて本体10に取り付けられるが、おむつのフィット性の向上等の観点から、図7に示すおむつ1Aにおけるファスニングテープ11のように、幅方向Yに対し所定の傾斜角度で傾けた状態で本体10に取り付けられる場合がある。
【0007】
図9に示すシート片貼付装置80を用いて、図7に示す如き、ファスニングテープ11が幅方向Yに対し所定の傾斜角度で傾いた状態で取り付けられた使い捨ておむつ1Aを製造する場合、1)吸引コンベア81のみを、シート材料S0の走行方向X1に対し、前記所定の傾斜角度に対応する角度で斜めに配置する方法、あるいは2)吸引コンベア81、カッターロール82、転写ロール83及びニップロール84からなる貼付ユニット全体を、シート材料S0の走行方向X1に対し、前記所定の傾斜角度に対応する角度で斜めに配置する方法が考えられる。
【0008】
しかし、前記1)のように、吸引コンベア81のみを走行方向X1に対し斜めに配置した場合は、転写ロール83の外周面83aにおけるシート片S2の供給位置でのロール回転方向(走行方向X1と同方向)と、吸引コンベア81によるシート片S2の搬送方向(走行方向X1に交差する方向)とが異なることとなるため、外周面83a上でシート片S2が意図しない方向に曲がり易くなり、そのため、シート片S2の貼付角度や貼付位置が設計通りに決まらず不安定になるおそれがある。また、前記2)のように、前記貼付ユニット全体を走行方向X1に対し斜めに配置した場合は、シート片S2のシート材料S0への転写時に、シート材料S0にその走行方向X1とは異なる方向に力が掛かるため、シート材料S0に皴や破れ等がダメージが発生するおそれがあり、更にシート材料S0の走行安定性にも悪影響を及ぼすおそれがある。
【0009】
つまり、走行するシート材料の幅方向に対し所定の傾斜角度で傾けた状態で搬送される複数のシート片を安定的に保持しながら、該シート材料にダメージを発生させたりその走行安定性を損なうことなく、複数の該シート片をそれらの傾斜角度を維持したまま該シート材料の走行方向に間欠的に貼り付け得るシート片貼付装置が求められる。しかしながら、そのようなシート片貼付装置は未だ提供されていない。
【0010】
本発明は、帯状のシート材料に、複数枚のシート片を、該シート材料の走行方向と直交する方向に対し傾けた状態で該走行方向に間欠的に貼り付け得るシート片貼付装置に関する。
【課題を解決するための手段】
【0011】
本発明は、走行するシート材料に、複数枚のシート片を、該シート材料の走行方向と直交するシート材料幅方向に対し所定の傾斜角度で傾けた状態で該走行方向に間欠的に貼り付けるシート片貼付装置であって、前記シート片の供給手段と、円錐台形状を有し、該供給手段から供給された該シート片を該円錐台形状の外周面で保持しつつ該円錐台形状の中心線と一致する回転中心軸周りに回転して、所定の転写位置にて該シート片を前記シート材料に転写する転写ロールとを備え、前記供給手段による前記シート片の供給方向と前記シート材料の走行方向とのなす角度、及び前記転写ロールにおける前記外周面の稜線と前記回転中心軸とのなす角度は、それぞれ、前記傾斜角度に対応しており、前記転写ロールは、前記転写位置における前記外周面の接平面が前記シート材料と平行となるように配置されており、且つ上面視において該転写ロールの前記回転中心軸と前記シート材料幅方向とが一致しているシート片貼付装置を提供するものである。
【0012】
また本発明は、本体及び該本体の縁部から外方に延出するファスニングテープを具備する使い捨ておむつの製造方法であって、前記本体又はこれを構成する本体構成部材を走行させ、前記ファスニングテープを、前記シート片貼付装置を用いて、該本体又は該本体構成部材の走行方向と直交する本体幅方向に対し所定の傾斜角度で傾けた状態で貼り付ける貼付工程を有する、使い捨ておむつの製造方法を提供するものである。
【発明の効果】
【0013】
本発明のシート片貼付装置によれば、帯状のシート材料に、複数枚のシート片を、該シート材料の走行方向と直交する方向に対し傾けた状態で該走行方向に間欠的に貼り付けることができ、その際にシート材料にダメージを与え難く、また、シート材料の走行安定性が確保される。また、本発明の使い捨ておむつの製造方法によれば、ファスニングテープが本体幅方向に対し所定の傾斜角度で傾けた状態で貼り付けられた使い捨ておむつを、効率良く連続的に製造することができる。
【図面の簡単な説明】
【0014】
【図1】図1は、本発明のシート片貼付装置の第1実施形態の概略構成を示す上面図である。
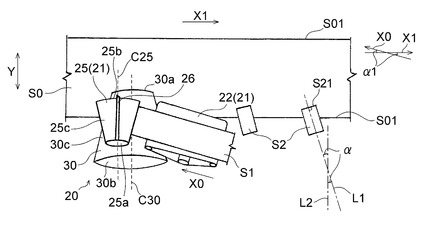
【図2】図2は、図1に示すシート片貼付装置の側面図である。
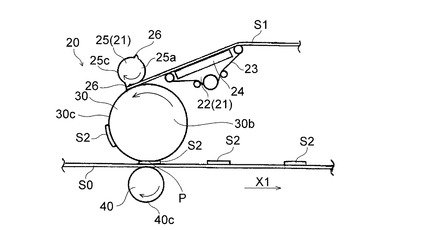
【図3】図3は、図1に示すシート片貼付装置の要部の正面図である。
【図4】図4は、本発明のシート片貼付装置の第2実施形態の要部の正面図である。
【図5】図5は、本発明のシート片貼付装置の第3実施形態の要部の正面図である。
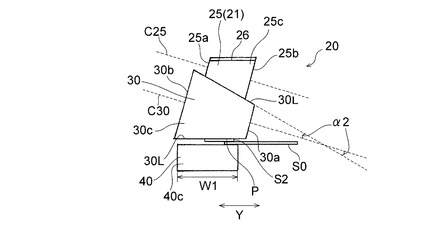
【図6】図6は、本発明のシート片貼付装置の第4実施形態の側面図である。
【図7】図7は、本発明のシート片貼付装置を用いて製造可能な吸収性物品の一実施形態である使い捨ておむつを示す図であり、各部の弾性部材を伸張させて平面状に拡げた該おむつの展開状態を示す肌対向面側(表面シート側)の模式平面図である。
【図8】図8は、従来の一般的な使い捨ておむつの図7相当図である。
【図9】図9は、従来のシート片貼付装置の概略構成を示す図であり、図9(a)は上面図、図9(b)は側面図、図9(c)は正面図である。
【発明を実施するための形態】
【0015】
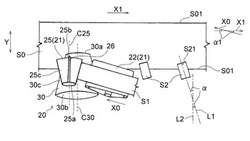
以下に、本発明のシート片貼付装置について、その好ましい実施形態に基づき図面を参照しながら説明する。第1実施形態のシート片貼付装置20は、図1〜図3に示すように、走行するシート材料S0に、複数枚のシート片S2を、シート材料S0の走行方向X1と直交するシート材料幅方向Yに対し所定の傾斜角度αで傾けた状態で走行方向X1に間欠的に貼り付ける。第1実施形態においては、図1に示すように、シート片S2が貼り付けられるシート材料S0は、帯状で長手方向に連続し、その長手方向と走行方向X1とが一致し、水平に走行している。また、シート片S2は、平面視して矩形形状を有し、シート材料S0の長手方向に沿う一側縁S01を跨ぐようにシート材料S0に貼り付けられる。
【0016】
シート片S2のシート材料幅方向Yに対する傾斜角度αは、図1に示すように、シート片S2をシート材料S0に貼り付けた場合に、該シート片S2における該シート材料S0側に位置する辺S21(図1に示す如き上面視においてその略全長に亘ってシート材料S0と重なる辺)に対する垂線L1とシート材料幅方向Yに平行な仮想直線L2とのなす角度である。傾斜角度αの具体的な数値は、シート材料S0及びシート片S2を含んで構成される製品の用途等に応じて適宜設定される。例えば、図7に示す如き展開型の使い捨て紙おむつの製造において、シート片S2としてのファスニングテープを、シート材料S0としての他のおむつ構成部材(本体あるいは本体構成部材)に貼り付ける場合、おむつ装着時のファスニングテープの操作性の向上及びおむつの着用者へのフィット性の確保の観点から、傾斜角度αは、−20〜20°の範囲で設定されるのが好ましい。尤も、本装置の適用角度はこれに限定されるものではない。尚、傾斜角度αが正値(0°を超えて20°以下)のときのシート片S2(図1に示す状態)と、負値(0°を超えて―20°以上)のときのシート片S2とは、シート材料幅方向Yに延びる仮想直線L2を挟んで左右対称の関係にある。
【0017】
第1実施形態のシート片貼付装置20は、シート片S2の供給手段21と、供給手段21から供給されたシート片S2をシート材料S0に転写する転写ロール30とを備えている。転写ロール30は、シート材料S0の上方にその一側縁S01を跨ぐように配され、供給手段21は、転写ロール30の上部にシート片S2を供給可能に配されており、シート片S2は、供給手段21によって転写ロール30の上部に供給された後、該転写ロール30の最下部に位置する転写位置Pにて、シート材料S0に転写されるようになされている。
【0018】
第1実施形態においては、帯状のシート片原反S1を用い、これを所定長さに切断して複数枚のシート片S2を形成しており、斯かる工程を実施するため、供給手段21は、帯状のシート片原反S1を搬送する搬送手段22と、搬送手段22から搬送されたシート片原反S1を所定長さに切断してシート片S2とするカッターロール25(切断手段)とを備えている。搬送手段22は、駆動ロール及び従動ロールに架け渡された無端状の通気性ベルト23と、通気性ベルト23を挟んで被搬送物(シート片原反S1)と対向する位置に配されたバキュームボックス24とを備えている。通気性ベルト23には、該通気性ベルト23を厚み方向に貫通する細孔(図示せず)が多数形成されており、バキュームボックス24の吸引に伴い、通気性ベルト23を介して該細孔からの吸引が行われる。尚、図3では、説明容易のため、搬送手段22の図示を省略している。
【0019】
帯状のシート片原反S1は、搬送手段22によって図1中符合X0で示す方向に搬送され、その搬送方向X0を維持したまま、転写ロール30の外周面30c上にてカッターロール25によって所定長さに切断され複数枚のシート片S2とされて、転写ロール30に順次供給される。シート片S2は、転写ロール30の外周面30c上で吸引保持されつつ、該転写ロール30の回転によりその下方を走行するシート材料S0上へ搬送される。作製直後のシート片S2の搬送方向(シート片S2の転写ロール30への供給方向、あるいはシート片原反S1の切断直後におけるシート片S2の転写ロール30の回転による搬送方向)は、シート片原反S1の搬送方向X0と略一致する(搬送方向X0に対して略平行である)ため、シート片S2は、その作製直後は、転写ロール30によって搬送方向X0と同じ方向に搬送され、意図しない方向(搬送方向X0と交差する方向)には曲がり難い。
【0020】
第1実施形態のシート片貼付装置20の主たる特長の1つとして、図1〜図3に示すように、転写ロール30が円錐台形状を有している点が挙げられる。円錐台形状の転写ロール30は、相対向する真円形状の上面30a及び底面30bと、これら両面30a,30b間に位置する傾斜した外周面30cとを有し、底面30bが上面30aより面積が大きい。転写ロール30は、供給手段21から供給されたシート片S2を円錐台形状の外周面30cで吸引保持しつつ、円錐台形状の中心線C30(真円形状の上面30aの中心と真円形状の底面30bの中心とを結ぶ仮想直線)と一致する回転中心軸周りに回転して、転写位置Pにてシート片S2をシート材料S0に転写する。
【0021】
供給手段21(搬送手段22)によるシート片S2の供給方向X0とシート材料S0の走行方向X1とのなす角度α1(図1参照)、及び転写ロール30における外周面30cの稜線30L(図3参照)と中心線C30(回転中心軸)とのなす角度α2(図3参照)は、それぞれ、傾斜角度α(シート片S2のシート材料幅方向Yに対する傾斜角度)に対応している。ここで、「角度α1は傾斜角度αに対応している」とは、角度α1と傾斜角度αとが同一である場合のみならず、角度α1が傾斜角度αの近似値である場合を含み、「傾斜角度αの近似値」は、角度α1±5°の範囲内の数値である。「角度α2は傾斜角度αに対応している」についても、これと同義である。
【0022】
転写ロール30は、図2及び図3に示すように、転写位置Pにおける外周面30cの接平面(図示せず)がシート材料S0と平行となるように、中心線C30(回転中心軸)をシート材料S0に対して傾けて配置されており、且つ図1に示す如き上面視において、転写ロール30の中心線C30とシート材料幅方向Yとが一致している。第1実施形態においては、前述したようにシート材料S0は水平に走行しているので、シート材料S0と平行な前記接平面は水平面である。このように、円錐台形状の転写ロール30を、転写位置Pにおける外周面30cの接平面(即ちシート片S2の転写面)がシート材料S0と平行で且つ中心線C30がシート材料幅方向Yと一致するように設置することにより、転写ロール30の回転によるシート片S2の搬送が安定すると共に、シート材料S0のダメージ防止と安定走行が可能となる。
【0023】
転写ロール30について更に説明すると、転写ロール30は、上面30a側がシート材料S0の上方に位置し、底面30b側がシート材料S0の幅方向Yの外方に位置するように配されている。転写ロール30は、上面30aから突出し且つ転写ロール30の中心線C30と一致する棒状の回転軸(図示せず)を介して、駆動源(図示せず)と接続されており、該駆動源を作動させることにより該回転軸周りに回転する。また、転写ロール30は、底面30b側に付設された吸引ダクト(図示せず)を介して、図示しない排気装置(吸引手段)と接続されており、該排気装置を作動させることにより、転写ロール30の内部空間(図示せず)を負圧に維持可能になされている。転写ロール30の外周面30cには、転写ロール30の内部空間と連通する通気孔(図示せず)が多数形成されており、該通気孔は、該内部空間が負圧に維持されている間、外周面30c上の被転写物(シート片S2)を吸引保持する吸引孔として機能する。
【0024】
第1実施形態においては、カッターロール25は、転写ロール30と相似形状の円錐台形状を有している。円錐台形状のカッターロール25は、相対向する真円形状の上面25a及び底面25bと、これら両面25a,25b間に位置する傾斜した外周面25cとを有し、底面25bが上面25aより面積が大きい。カッターロール25は、円錐台形状の中心線C25(真円形状の上面25aの中心と真円形状の底面25bの中心とを結ぶ仮想直線)と一致する棒状の回転軸(図示せず)を介して、駆動源(図示せず)と接続されており、該駆動源を作動させることにより、転写ロール30に同期して該回転軸周りに回転する。
【0025】
このように、互いに相似の関係にあるカッターロール25と転写ロール30とは、図1及び図3に示すように、それぞれの回転中心軸(中心線C25、C30)が互いに平行であり、且つ図1〜図3に示すように、両ロール25,30のうちの一方における円錐台形状の底面と他方における円錐台形状の上面とが同一方向を向いている。また、カッターロール25の底面25b及び転写ロール30の上面30aは共にシート材料S0側を向いており、カッターロール25の上面25a及び転写ロール30の底面30bは共にシート材料S0側とは反対側を向いている。尚、図2では、説明容易の観点から、カッターロール25については上面25a側のみを図示している。後述する図6におけるカッターロール25についても同様である。
【0026】
このように、カッターロール25が転写ロール30と相似形状の円錐台形状を有していると、両ロール25,30のうちの一方における円錐台形状の底面と他方における円錐台形状の上面とが同一方向を向くように両ロール25,30を配置することにより、両ロール25,30それぞれの回転中心軸(中心線C25、C30)を互いに平行にすることが可能となる。両ロール25,30それぞれの回転中心軸が互いに平行であると、それらが平行でない場合に比して、両ロール25,30を駆動させる駆動源の共通化が図りやすく、例えば、1台の駆動源で両ロール25,30を駆動させることが可能となるため、装置構成の簡略化が図られるという利点がある。
【0027】
また、第1実施形態においては、図1に示す如き上面視において、カッターロール25の中心線C25と転写ロール30の中心線C30とは、互いに平行ではあるものの、一致しておらず、中心線C30は、中心線C25よりもシート片原反S1の搬送方向X0の下流側(シート材料S0の走行方向X1の上流側)に位置している。このように、上面視において中心線C30が中心線C25よりも搬送方向X0の下流側に位置していると、両中心線C25,C30が一致している場合に比して、シート片原反S1における、搬送手段22(供給手段21)のカッターロール25寄りの端部からの延出部が長くなり、その結果、カッターロール25によるシート片原反S1の切断時において、シート片原反S1(前記延出部)と転写ロール30の外周面30cとの接触面積(外周面30cに吸引保持される部分の面積)が比較的大きくなるため、切断直後(シート片S2の作製直後)にシート片原反S1が外周面30cから離れるような不都合が起こり難く、シート片原反S1の搬送が一層安定する。
【0028】
カッターロール25は、外周面25cにカッター刃26を備えており、搬送手段22によって転写ロール30の外周面30c上に吸引搬送されている、帯状のシート片原反S1を、所定長さに切断してシート片S2を形成する。カッター刃26の形状は、シート片S2の形状に応じて設定される。カッター刃26の個数は特に制限されない。第1実施形態においては、カッターロール25の外周面25cには、その稜線に沿って直線状に延びる2個のカッター刃26が周方向に略180度ピッチで設けられている。直線状のカッター刃26は、図1に示す如き上面視において、カッターロール25の中心線C25と一致するように取り付けられている。
【0029】
第1実施形態のシート片貼付装置20は、図2及び図3に示すように、転写位置P(転写ロール30の最下部)にて転写ロール30の外周面30cを押圧可能なニップロール40(ニップ手段)を備え、転写ロール30とニップロール40とのニップ部を、シート片S2が通過可能になされている。転写ロール30とニップロール40とのニップ部は、転写位置Pに一致している。ニップロール40は、円筒形状を有し、円筒形状の中心線と一致する棒状の回転軸(図示せず)を介して、駆動源(図示せず)と接続されており、該駆動源を作動させることにより該回転軸周りに回転する。第1実施形態においては、ニップロール40の周面部40cの回転中心軸方向の全長W1(図3参照)は、転写ロール30の外周面30cの稜線30Lの長さよりやや短く、転写位置Pにおけるシート片S2のシート材料幅方向Yの全長より長い。ニップロール40の全長W1は、図3に示すように、少なくともシート材料S0とシート片S2との重なり部分をニップできる長さがあれば良い。尚、第1実施形態のシート片貼付装置20においては、転写ロール30及びカッターロール25は一体的に移動可能となっており、また、搬送手段22及びニップロール40は、装置20の他の構成部材とは独立して移動可能となっている。
【0030】
次に、第1実施形態のシート片貼付装置20を用いて、帯状のシート材料S0に複数枚のシート片S2を間欠的に貼り付ける方法の一例を説明する。先ず、カッターロール25、転写ロール30及びニップロール40をそれぞれ回転させると共に、転写ロール30に接続された前記排気装置(吸引手段)を作動させて、転写ロール30の内部空間(図示せず)を負圧にする。転写ロール30の内部空間を負圧にすることにより、転写ロール30の外周面30cに形成された多数の前記通気孔は、外周面30c上の被転写物(シート片S2)を吸引保持する吸引孔として機能するようになり、それによって外周面30c上に被転写物を吸引保持可能となる。また、搬送手段22が備える前記駆動ロールを回転させて通気性ベルト23を回転させると共に、搬送手段22が備えるバキュームボックス24を作動させる。また、公知のシート搬送手段(図示せず)を用いて、帯状のシート材料S0を図1中符合X1で示す方向に走行させる。
【0031】
尚、シート片原反S1は、カッターロール25による1回の切断から次の切断までの間に、所定の長さ分が搬送手段22により転写ロール30の外周面30c上に送り出されると共に、該所定の長さ分が外周面30c上で吸引保持されつつ搬送され、また、シート片原反S1の切断によって生じたシート片S2は、転写ロール30の外周面30c上で吸引保持されつつ転写ロール30の回転により搬送されるところ、搬送手段22によるシート片原反S1の搬送速度は、通常転写ロール30の回転速度よりも遅いため、シート片原反S1の1回の切断と次の切断との間において、シート片原反S1(前記所定の長さ分)は、外周面30c上で滑りながら搬送される。このシート片原反S1(前記所定の長さ分)の外周面30c上での滑りながらの搬送時において、該シート片原反S1(前記所定の長さ分)が外周面30cから強力に吸引力されると、該シート片原反S1(前記所定の長さ分)の搬送が不安定になる。一方、シート片S2を転写ロール30の外周面30c上に吸引保持しつつ該転写ロール30の回転により搬送するためには、外周面30cによる強力な吸引が必要である。このため、転写ロール30の外周面30cに発生する吸引力としては、シート片S2を吸引保持するための相対的に強い吸引力と、シート片原反S1(前記所定の長さ分)を吸引保持するための相対的に弱い吸引力とを使い分ける必要がある。このような2種類の吸引力を外周面30cに発生させるために、当業者には一般的な「スリップカットユニット」と同様の内部構造・部品を用いることができる。
【0032】
そして、帯状のシート片原反S1を搬送手段22の通気性ベルト23上に供給すると、シート片原反S1は、バキュームボックス24を介して発生する吸引力により、通気性ベルト23上に吸引された状態で、カッターロール25と転写ロール30との間に搬送され、転写ロール30の外周面30c上にてカッターロール25のカッター刃26により切断される。斯かるシート片原反S1の搬送及びカッターロール25の回転が連続して実施されることにより、帯状のシート片原反S1は、所定長さに順次切断され複数枚のシート片S2とされて、転写ロール30の外周面30c上に順次供給される。こうして形成されたシート片S2の転写ロール30への供給方向は、搬送手段22によるシート片原反S1の搬送方向X0と同方向であり、また、シート片S2の供給方向X0とシート材料S0の走行方向X1とのなす角度α1(図1参照)は、所望の傾斜角度α(シート片S2のシート材料幅方向Yに対する傾斜角度)に対応している。
【0033】
こうして、転写ロール30に供給されたシート片S2は、転写ロール30の外周面30cに吸引保持されつつ、転写ロール30の中心線C30(回転中心軸)周りの回転により、所定の搬送速度(周速)で転写ロール30の最下部に位置する転写位置Pに搬送される。シート片S2は、転写ロール30に供給された直後は、シート材料幅方向Y(転写ロール30の中心線C30)に対し「傾斜角度αに対応する傾斜角度で傾いた状態」で、その供給方向X0と同方向に搬送され、転写位置Pにおいては、図1に示す如き上面視において、前記の「傾斜角度αに対応する傾斜角度で傾いた状態」に対して仮想直線L2(シート材料幅方向Yに平行な直線)を介して左右反転した状態である、シート材料幅方向Yに対して傾斜角度αで傾いた状態となる。
【0034】
シート片S2は、転写位置P(転写ロール30とニップロール40とのニップ部)にて、転写ロール30の外周面30cに吸引保持された状態で、走行中のシート材料S0のシート片貼付予定位置(一側縁S01の一部及びその近傍)と重ね合わされる。シート片原反S1には、搬送手段22によりカッターロール25に供給される前に図示しない接着剤塗布手段により、予め接着剤が塗布されており、その接着剤塗布部にシート材料S0が重ね合わされることにより、シート片S2は接着剤を介してシート材料S0に貼り付けられる。こうしてシート材料S0に貼り付けられたシート片S2は、図1に示すように、シート材料幅方向Y(仮想直線L2)に対し傾斜角度αで傾けた状態となっている。
【0035】
このように、第1実施形態のシート片貼付装置20によれば、円錐台形状の転写ロール30を用いることにより、帯状のシート材料S0に、複数枚のシート片S2を、シート材料S0の走行方向X1と直交する方向(シート材料幅方向Y)に対し所望の傾斜角度αで傾けた状態で走行方向X1に間欠的に貼り付けることができる。特に、シート片貼付装置20によれば、シート片S2の転写ロール30への供給方向(シート片原反S1の切断直後におけるシート片S2の転写ロール30の回転による搬送方向)とシート片原反S1の搬送方向X0とが略一致しているため、転写ロール30の回転によるシート片S2の搬送及び吸引保持が安定的になされる。また、転写ロール30の外周面30cに吸引保持されたシート片S2をシート材料S0に貼り付ける際は、該シート片S2の転写ロール30の回転による搬送方向が、シート材料S0の走行方向X1と一致しているため、シート材料S0に皺や破れ等のダメージを与え難く、また、シート材料S0の走行安定性が確保される。
【0036】
また、第1実施形態のシート片貼付装置20においては、供給手段21(搬送手段22及びカッターロール25)、転写ロール30及びニップロール40が、シート材料幅方向Yに移動可能になされており、そのため、製品仕様の変更に柔軟に対応できる。即ち、例えば、シート片貼付装置を用いシート片S2をシート材料S0に貼り付けて製造される製品において、シート片S2の貼付間隔(走行方向X1に隣接するシート片S2の間隔)の変更を伴う製品仕様の変更があった場合、シート状原反S1の切断ピッチを変更する必要があるところ、図9に示す如き、転写ロールが円筒形状を有している従来のシート片貼付装置を用いた場合には、変更後のシート片S2の貼付間隔(=切断ピッチ)に対応した径を有する転写ロールに入れ替える必要がある。これに対し、第1実施形態のシート片貼付装置20を用いた場合には、そのような転写ロールの入れ替え作業は不要であり、転写ロール30及びカッターロール25をシート材料幅方向Yに移動させ、ニップロール40の位置は変更しない。搬送手段22の位置を変更せずに転写ロール30及びカッターロール25をシート幅材料方向Yに移動させると、転写ロール30の中心線C30がシート材料S0に対して傾けて配置されていることに起因して、シート片S2のシート幅材料方向Yの転写位置が変動するため、これを調整する量だけ、搬送手段22の位置を適宜変更する。このときニップロール40の速度はシート材料S0の供給速度に合わせることが好ましい。
【0037】
第1実施形態のシート片貼付装置20を用いた場合には、このようにすることでシート状原反S1の切断ピッチを変更することが可能であり、シート片S2の貼付間隔の変更に容易且つ速やかに対応できる。その理由は、転写ロール30が円錐台形状を有していることに起因しており、その外周面30cの中心線C30に沿う方向における各部の周速が、上面30aから底面30bに向かうに従って漸次増加していて互いに異なっているためである。円錐台形状の転写ロール30においては、中心線C30に沿う方向、即ちシート材料幅方向Yにおける各部の周速が互いに異なっているため、シート材料S0に対して転写ロール30及びカッターロール25をシート材料幅方向Yに適宜移動させることにより、シート状原反S1の切断ピッチを変更できるのである。尚、シート片S2のサイズ(シート片原反S1の切断幅)変更を伴う製品仕様の変更に対しては、搬送手段22によるシート片原反S1の搬送速度を変更することにより対応できる。また、切断ピッチを変更せずにシート片S2の転写後の幅方向位置を変更する場合は、ユニット全体を移動させることにより対応できる。また、切断ピッチと幅方向位置を同時に変更する場合は、転写ロール30及びカッターロール25の位置、且つ搬送手段22及びニップロール40の位置をそれぞれ変更する。尚、転写ロール30及びカッターロール25の位置と、搬送手段22及びニップロール40の位置とでは、移動量は必ずしも同じではない。
【0038】
以下、本発明の他の実施形態(第2〜第4実施形態)について図4〜図6を参照して説明する。後述する他の実施形態については、前述した第1実施形態のシート片貼付装置と異なる構成部分を主として説明し、同様の構成部分は同一の符号を付して説明を省略する。特に説明しない構成部分は、第1実施形態のシート片貼付装置についての説明が適宜適用される。
【0039】
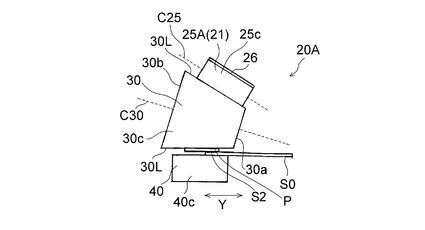
図4には、第2実施形態のシート片貼付装置20Aの要部が示されている。第2実施形態のシート片貼付装置20Aにおいては、カッターロール25Aが円筒形状を有しており、第1実施形態におけるカッターロール25のように、転写ロール30と相似形状の円錐台形状を有していない。そのため、シート片貼付装置20Aにおいては、円筒形状のカッターロール25Aを、図4に示すようにその外周面25cが転写ロール30の外周面30cに沿うように配置すると、カッターロール25Aの中心線C25(回転中心軸)と転写ロール30の中心線C30(回転中心軸)とは互いに交差し、平行とはならない。そのため、両ロール25A,30で1台の駆動源を共用することが難しく、第2実施形態は、装置構成の簡略化の点で第1実施形態に劣るが、その点以外は、第1実施形態と同様の効果を奏する。
【0040】
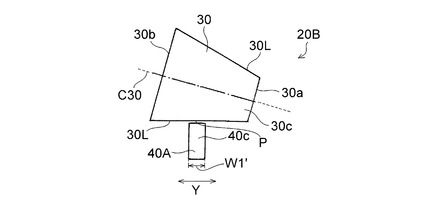
図5には、第3実施形態のシート片貼付装置20Bの要部が示されている。第3実施形態のシート片貼付装置20Bにおいては、ニップロール40Aの周面部40cの回転中心軸方向の全長W1’は、全長W1に比してかなり短くなっており、転写位置Pにおけるシート片S2のシート材料幅方向Yの全長と略同じになっている。
【0041】
第3実施形態においてこのような構成を採用している理由は、転写ロール30とニップロール40Aとのニップ部である転写位置Pにおいて、シート材料S0が転写ロール30から受けるダメージを最小限に抑えるためである。即ち、前述したように、転写ロール30が円錐台形状を有していることに起因して、その外周面30cの中心線C30に沿う方向における各部の周速は、上面30aから底面30bに向かうに従って漸次増加していて互いに異なっているところ、このような周速差のある転写ロール30の外周面30cにシート材料S0が接触すると、例えばシート材料S0の厚みが薄くてシート強度が不足気味である場合は、該シート材料S0に破れ等のダメージを与えるおそれがある。そこで、第3実施形態のように、ニップロール40Aの周面部40cの回転中心軸方向の全長W1’を、転写位置Pにおけるシート片S2のシート材料幅方向Yの全長と略同じにして、転写位置Pにおける転写ロール30とニップロール40Aとのニップ幅を必要最小限とすることにより、シート材料S0の転写ロール30の外周面30cへの接触が効果的に防止され、それによってシート材料S0がダメージを受け難くなる。斯かる効果をより確実に奏させるようにする観点からは、ニップロール40Aの周面部40cの回転中心軸方向の全長W1’は、できるだけ短い方が好ましいが、一方、シート片S2のシート材料S0との接着を確実なものとする観点からは、全長W1’は、シート片S2とシート材料S0との重なり部分、特に接着剤が塗布されている範囲を確実にニップできるだけの長さを備えている必要がある。
【0042】
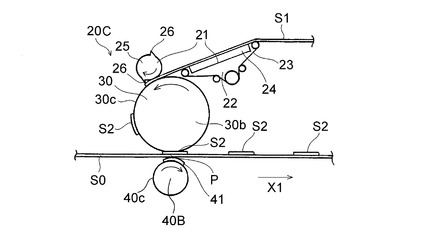
図6には、第4実施形態のシート片貼付装置20Cが示されている。第4実施形態も、第3実施形態と同様に、シート材料S0の転写ロール30への接触によるダメージ防止の観点から、ニップロールに改良が加えられたものである。第4実施形態のシート片貼付装置20Cにおいては、ニップロール40Bは、転写位置Pにおける転写ロール30の外周面30cに対し接離自在に設けられた凸部41(ニップ部形成部)を備え、シート片S2が転写位置Pを通過するタイミングに同期して凸部41で外周面30cを押圧可能になされている。
【0043】
より具体的には、第4実施形態におけるニップロール40Bは、その周面部40cに、凸部41が突出形成されたニップ領域と、凸部41が形成されていない非ニップ領域とを周方向に有しており、ニップロール40Bが該周方向に回転したときに、ニップ領域(凸部41)と非ニップ領域とが転写位置P(転写ロール30の最下部)を交互に通過するようになされている。ニップ領域が転写位置Pを通過するタイミングは、シート片S2がシート材料S0と共に転写位置Pを通過しているタイミングに一致している。一方、非ニップ領域が転写位置Pを通過するタイミングは、シート片S2が転写位置Pを通過していない(シート材料S0が単独で通過している)タイミングに一致しており、非ニップ領域が転写位置Pを通過している最中は、転写位置Pにニップ部は形成されず、その代わりに転写ロール30とニップロール40B(非ニップ領域)との間には、シート材料S0の厚みを超える高さの間隙(凸部40の突出高さに相当する高さの間隙)が形成されるため、シート材料S0に転写ロール30からの駆動がかかるおそれがない。従って、第4実施形態によっても第3実施形態と同様の効果が奏される。
【0044】
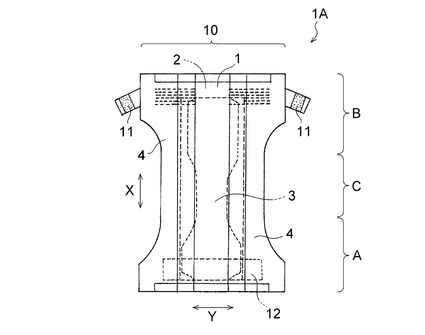
本発明のシート片貼付装置は、帯状のシート材料に複数枚のシート片を間欠的に貼り付ける用途全般に幅広く適用でき、例えば、図7に示す使い捨ておむつ1Aの製造に好適に使用できる。おむつ1Aは、本体10及び該本体10の縁部から外方に延出するファスニングテープ11を具備する。より具体的には、おむつ1Aは、本体10における背側部Bの両側部に本体幅方向(図8のY方向)外方に延出する一対のファスニングテープ11,11を備え、腹側部Bにファスニングテープ11と係合するランディングテープ12を備えた、いわゆる展開型の使い捨ておむつである点で、図8に示す一般的な展開型の使い捨ておむつ1Bと共通するが、ファスニングテープ11が本体幅方向Yに対し傾斜した状態で本体10に取り付けられている点で、ファスニングテープ11が本体幅方向Yに対し傾斜していないおむつ1Bと異なっており、斯かる特長的な構成により、おむつ1Bに比して着用者の身体に対するフィット性に優れる。
【0045】
おむつ1Aについて更に説明すると、おむつ1Aは、図7に示すように、液透過性の表面シート1、液不透過性又は撥水性の裏面シート2及びこれら両シート1,2間に配置された液保持性の吸収体3を含んで構成される、本体10を備えている。本体10(おむつ1A)は、図7に示すように一方向に長い形状を有し、その長手方向Xに、着用時に着用者の腹側に配される腹側部A、股間部に配される股下部C、及び背側に配される背側部Bを有している。本体10の長手方向Xの両側には、撥水性不織布からなる一対のサイドシート4,4が、表面シート1の両側部を覆うように配されている。表面シート1及び各サイドシート4は、吸収体3の周縁より外方において、裏面シート2に接合されている。長手方向Xと直交する、本体10(おむつ1A)の幅方向Yの外方のレッグフラップ部には、レッグギャザー形成用の弾性部材(図示せず)が配されており、また、各サイドシート4の幅方向Yの内側縁には、立体ギャザー形成用の弾性部材(図示せず)が配されている。ファスニングテープ11等のおむつ1Aの構成部材としては、この種の物品に使用されているものを特に制限なく使用することができる。
【0046】
おむつ1Aを連続的に製造する方法としては、本体10又はこれを構成する本体構成部材(表面シート1、裏面シート2等)を走行させ、ファスニングテープ11を、本体10又は該本体構成部材の走行方向と直交する本体幅方向に対し所定の傾斜角度で傾けた状態で貼り付ける貼付工程を含む方法が挙げられる。より具体的には、例えば、本体10の連続体(本体10がその長手方向Xに多数連なったもの)を走行させ、走行中の該連続体に、複数枚のファスニングテープ11を、該連続体の走行方向に間欠的に貼り付ける貼付工程を有する製造方法が挙げられるところ、斯かる貼付工程において本発明のシート貼付装置を用いることにより、帯状のシート材料である前記連続体に対し、複数枚のシート片である複数枚のファスニングテープ11を、前記連続体の走行方向と直交する方向に対し所望の傾斜角度で傾けた状態で該走行方向に間欠的に貼り付けることができ、おむつ1Aを効率良く連続的に製造することができる。斯かるおむつ製造方法において、本体10の連続体に代えて、表面シート1の連続体(表面シート原反)あるいは裏面シート2の連続体(裏面シート原反)を走行させても良い。その場合、本発明のシート貼付装置によりファスニングテープを本体部構成部材に貼り付けた後に、残りの本体部構成部材を合流させて本体を形成する。
【0047】
本発明は、前記実施形態に制限されず適宜変更可能である。例えば、本発明のシート片貼付装置は、カッターロール(切断手段)を備えていなくても良く、予め用意された複数枚のシート片を、供給手段により転写ロールに供給するようにしても良い。
また、第1実施形態では、図1に示す如き上面視において、カッターロール25の中心線C25と転写ロール30の中心線C30とは互いに平行で且つ一致していなかったが、一致していても良い。但し、前述したように、シート片原反S1の搬送安定性の観点から、上面視において中心線C25と中心線C30とは互いに一致せずに平行となっている(両中心線C25,C30が互いに平行で且つ中心線C30が中心線C25よりも搬送方向X0の下流側に位置している)ことが好ましい。
また、シート片S2の平面視形状は、図1に示す如き矩形形状、即ち、「シート片S2をシート材料S0に貼り付けた場合に、該シート片S2における該シート材料S0側に位置する辺S21(図1参照)と、該辺S21に対向する該シート片S2の他の辺(該辺S21と平行な辺)とで、長さが同じとなる形状」に限定されず、例えば、辺S21とこれに対向する他の辺(該辺S21と平行な辺)とで長さが異なる形状であっても良い。
【0048】
また、転写ロール30は、底面30b側がシート材料S0の上方に位置し、上面30a側がシート材料S0の幅方向Yの外方に位置するように配しても良い。その場合、カッターロール25は、その上面25aが転写ロール30の底面30bと同一方向を向くように配置する。両ロール25,30をこのように配置することにより、シート材料S0に対しシート片S2の傾斜方向を対称に変更することが可能となり、また、シート材料S0の搬送方向が逆転された場合に対応することが可能となる。
【符号の説明】
【0049】
1A,1B 使い捨ておむつ
10 本体
11 ファスニングテープ
12 ランディングテープ
20,20A,20B,20C シート片貼付装置
21 供給手段
22 搬送手段
25 カッターロール(切断手段)
25a カッターロールの上面
30b カッターロールの底面
30c カッターロールの外周面
26 カッター刃
30 転写ロール
30a 転写ロールの上面
30b 転写ロールの底面
30c 転写ロールの外周面
30L 転写ロールの稜線
40,40A,40B ニップロール(ニップ手段)
40c カッターロールの周面部
41 凸部(ニップ部形成部)
P 転写位置
S0 シート材料
S1 シート片原反
S2 シート片
【技術分野】
【0001】
本発明は、走行する帯状のシート材料に複数枚のシート片を、該シート材料の走行方向に間欠的に貼り付けるシート片貼付装置に関する。
【背景技術】
【0002】
使い捨ておむつや生理用ナプキン等の吸収性物品においては、シート片(短冊状のシート)を、吸収性物品の本体等の被貼り付け物に貼り付けた構成を有するものがある。例えば、図8に示す使い捨ておむつ1Bのように、腹側部A、背側部B、及び腹側部Aと背側部Bとの間に位置する股下部Cを有する本体10を備え、本体10における背側部Bの両側部に、前記シート片として、幅方向(図8のY方向)外方に延出する一対のファスニングテープ11,11を備え、腹側部Aにファスニングテープ11と係合するランディングテープ12を備えた、いわゆる展開型の使い捨ておむつが知られている。このような構成の吸収性物品を製造する方法としては、例えば、本体10の連続体(帯状のシート材料)を走行させ、走行中の該連続体に、複数枚のファスニングテープ11(シート片)を、該連続体の走行方向(該連続体の長手方向)に間欠的に貼り付ける方法が一般的である。
【0003】
このような、シート材料へのシート片の間欠的な貼り付けを行うシート片貼付装置に関し、例えば特許文献1には、シート片原反(シート片の連続体)を吸引搬送する吸引コンベアと、該吸引コンベアから搬送されてきた該シート片原反を周面で吸引搬送するアンビルロールと、該アンビルロールの周面で吸引搬送されている該シート片原反を切断してシート片を形成するカッターロールと、該アンビルロールの周面で搬送されている該シート片をシート材料に貼り付ける貼り付け機構とを備えたシート切断装置が記載されている。特許文献2にも、基本構成が特許文献1と同様の間欠切断転写装置が記載されている。特許文献1及び2に記載のシート片貼付装置において、シート片をシート材料に貼り付ける(転写する)ロール(特許文献1ではアンビルロール、特許文献2では下刃ロール)は円筒形状であり、側面視して真円形状を有している。
【0004】
図9には、従来のシート片貼付装置の一例が示されている。図9に示すシート片貼付装置80は、帯状のシート片原反S1を吸引搬送する吸引コンベア81と、吸引コンベア81から搬送されたシート片原反S1を所定長さに切断してシート片S2とするカッターロール82と、シート片原反S1の切断によって得られたシート片S2を外周面83aで保持しつつ回転中心軸周りに回転して、所定の転写位置Pにてシート片S2を帯状のシート材料S0に転写する転写ロール83と、転写位置Pにて転写ロール83の外周面83aを押圧可能なニップロール84とを備えている。シート片貼付装置80は、図9(a)及び図9(b)に示すように、複数枚のシート片S2を、シート材料S0の走行方向X1と直交するシート材料幅方向Yに一致させた状態で走行方向X1に間欠的に貼り付ける装置であり、転写ロール83は、この種の装置におけるロールと同様に円筒形状である。カッターロール82は、円筒形状のカッターロール82の中心線と一致する回転軸85を介して駆動源86と接続されており、また、転写ロール83は、円筒形状の転写ロール83の中心線と一致する回転軸87を介して駆動源88と接続されており、これら駆動源86,88を作動させることで、両ロール82,83は、それらの回転軸85,87周りに回転するようになされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−260875号公報
【特許文献2】国際公開第2010/001882号
【発明の概要】
【発明が解決しようとする課題】
【0006】
通常、展開型の使い捨ておむつにおけるファスニングテープは、図8に示すおむつ1Bにおけるファスニングテープ11のように、その長手方向(延出方向)を本体10の長手方向Xと直交する方向(幅方向Y)に一致させて本体10に取り付けられるが、おむつのフィット性の向上等の観点から、図7に示すおむつ1Aにおけるファスニングテープ11のように、幅方向Yに対し所定の傾斜角度で傾けた状態で本体10に取り付けられる場合がある。
【0007】
図9に示すシート片貼付装置80を用いて、図7に示す如き、ファスニングテープ11が幅方向Yに対し所定の傾斜角度で傾いた状態で取り付けられた使い捨ておむつ1Aを製造する場合、1)吸引コンベア81のみを、シート材料S0の走行方向X1に対し、前記所定の傾斜角度に対応する角度で斜めに配置する方法、あるいは2)吸引コンベア81、カッターロール82、転写ロール83及びニップロール84からなる貼付ユニット全体を、シート材料S0の走行方向X1に対し、前記所定の傾斜角度に対応する角度で斜めに配置する方法が考えられる。
【0008】
しかし、前記1)のように、吸引コンベア81のみを走行方向X1に対し斜めに配置した場合は、転写ロール83の外周面83aにおけるシート片S2の供給位置でのロール回転方向(走行方向X1と同方向)と、吸引コンベア81によるシート片S2の搬送方向(走行方向X1に交差する方向)とが異なることとなるため、外周面83a上でシート片S2が意図しない方向に曲がり易くなり、そのため、シート片S2の貼付角度や貼付位置が設計通りに決まらず不安定になるおそれがある。また、前記2)のように、前記貼付ユニット全体を走行方向X1に対し斜めに配置した場合は、シート片S2のシート材料S0への転写時に、シート材料S0にその走行方向X1とは異なる方向に力が掛かるため、シート材料S0に皴や破れ等がダメージが発生するおそれがあり、更にシート材料S0の走行安定性にも悪影響を及ぼすおそれがある。
【0009】
つまり、走行するシート材料の幅方向に対し所定の傾斜角度で傾けた状態で搬送される複数のシート片を安定的に保持しながら、該シート材料にダメージを発生させたりその走行安定性を損なうことなく、複数の該シート片をそれらの傾斜角度を維持したまま該シート材料の走行方向に間欠的に貼り付け得るシート片貼付装置が求められる。しかしながら、そのようなシート片貼付装置は未だ提供されていない。
【0010】
本発明は、帯状のシート材料に、複数枚のシート片を、該シート材料の走行方向と直交する方向に対し傾けた状態で該走行方向に間欠的に貼り付け得るシート片貼付装置に関する。
【課題を解決するための手段】
【0011】
本発明は、走行するシート材料に、複数枚のシート片を、該シート材料の走行方向と直交するシート材料幅方向に対し所定の傾斜角度で傾けた状態で該走行方向に間欠的に貼り付けるシート片貼付装置であって、前記シート片の供給手段と、円錐台形状を有し、該供給手段から供給された該シート片を該円錐台形状の外周面で保持しつつ該円錐台形状の中心線と一致する回転中心軸周りに回転して、所定の転写位置にて該シート片を前記シート材料に転写する転写ロールとを備え、前記供給手段による前記シート片の供給方向と前記シート材料の走行方向とのなす角度、及び前記転写ロールにおける前記外周面の稜線と前記回転中心軸とのなす角度は、それぞれ、前記傾斜角度に対応しており、前記転写ロールは、前記転写位置における前記外周面の接平面が前記シート材料と平行となるように配置されており、且つ上面視において該転写ロールの前記回転中心軸と前記シート材料幅方向とが一致しているシート片貼付装置を提供するものである。
【0012】
また本発明は、本体及び該本体の縁部から外方に延出するファスニングテープを具備する使い捨ておむつの製造方法であって、前記本体又はこれを構成する本体構成部材を走行させ、前記ファスニングテープを、前記シート片貼付装置を用いて、該本体又は該本体構成部材の走行方向と直交する本体幅方向に対し所定の傾斜角度で傾けた状態で貼り付ける貼付工程を有する、使い捨ておむつの製造方法を提供するものである。
【発明の効果】
【0013】
本発明のシート片貼付装置によれば、帯状のシート材料に、複数枚のシート片を、該シート材料の走行方向と直交する方向に対し傾けた状態で該走行方向に間欠的に貼り付けることができ、その際にシート材料にダメージを与え難く、また、シート材料の走行安定性が確保される。また、本発明の使い捨ておむつの製造方法によれば、ファスニングテープが本体幅方向に対し所定の傾斜角度で傾けた状態で貼り付けられた使い捨ておむつを、効率良く連続的に製造することができる。
【図面の簡単な説明】
【0014】
【図1】図1は、本発明のシート片貼付装置の第1実施形態の概略構成を示す上面図である。
【図2】図2は、図1に示すシート片貼付装置の側面図である。
【図3】図3は、図1に示すシート片貼付装置の要部の正面図である。
【図4】図4は、本発明のシート片貼付装置の第2実施形態の要部の正面図である。
【図5】図5は、本発明のシート片貼付装置の第3実施形態の要部の正面図である。
【図6】図6は、本発明のシート片貼付装置の第4実施形態の側面図である。
【図7】図7は、本発明のシート片貼付装置を用いて製造可能な吸収性物品の一実施形態である使い捨ておむつを示す図であり、各部の弾性部材を伸張させて平面状に拡げた該おむつの展開状態を示す肌対向面側(表面シート側)の模式平面図である。
【図8】図8は、従来の一般的な使い捨ておむつの図7相当図である。
【図9】図9は、従来のシート片貼付装置の概略構成を示す図であり、図9(a)は上面図、図9(b)は側面図、図9(c)は正面図である。
【発明を実施するための形態】
【0015】
以下に、本発明のシート片貼付装置について、その好ましい実施形態に基づき図面を参照しながら説明する。第1実施形態のシート片貼付装置20は、図1〜図3に示すように、走行するシート材料S0に、複数枚のシート片S2を、シート材料S0の走行方向X1と直交するシート材料幅方向Yに対し所定の傾斜角度αで傾けた状態で走行方向X1に間欠的に貼り付ける。第1実施形態においては、図1に示すように、シート片S2が貼り付けられるシート材料S0は、帯状で長手方向に連続し、その長手方向と走行方向X1とが一致し、水平に走行している。また、シート片S2は、平面視して矩形形状を有し、シート材料S0の長手方向に沿う一側縁S01を跨ぐようにシート材料S0に貼り付けられる。
【0016】
シート片S2のシート材料幅方向Yに対する傾斜角度αは、図1に示すように、シート片S2をシート材料S0に貼り付けた場合に、該シート片S2における該シート材料S0側に位置する辺S21(図1に示す如き上面視においてその略全長に亘ってシート材料S0と重なる辺)に対する垂線L1とシート材料幅方向Yに平行な仮想直線L2とのなす角度である。傾斜角度αの具体的な数値は、シート材料S0及びシート片S2を含んで構成される製品の用途等に応じて適宜設定される。例えば、図7に示す如き展開型の使い捨て紙おむつの製造において、シート片S2としてのファスニングテープを、シート材料S0としての他のおむつ構成部材(本体あるいは本体構成部材)に貼り付ける場合、おむつ装着時のファスニングテープの操作性の向上及びおむつの着用者へのフィット性の確保の観点から、傾斜角度αは、−20〜20°の範囲で設定されるのが好ましい。尤も、本装置の適用角度はこれに限定されるものではない。尚、傾斜角度αが正値(0°を超えて20°以下)のときのシート片S2(図1に示す状態)と、負値(0°を超えて―20°以上)のときのシート片S2とは、シート材料幅方向Yに延びる仮想直線L2を挟んで左右対称の関係にある。
【0017】
第1実施形態のシート片貼付装置20は、シート片S2の供給手段21と、供給手段21から供給されたシート片S2をシート材料S0に転写する転写ロール30とを備えている。転写ロール30は、シート材料S0の上方にその一側縁S01を跨ぐように配され、供給手段21は、転写ロール30の上部にシート片S2を供給可能に配されており、シート片S2は、供給手段21によって転写ロール30の上部に供給された後、該転写ロール30の最下部に位置する転写位置Pにて、シート材料S0に転写されるようになされている。
【0018】
第1実施形態においては、帯状のシート片原反S1を用い、これを所定長さに切断して複数枚のシート片S2を形成しており、斯かる工程を実施するため、供給手段21は、帯状のシート片原反S1を搬送する搬送手段22と、搬送手段22から搬送されたシート片原反S1を所定長さに切断してシート片S2とするカッターロール25(切断手段)とを備えている。搬送手段22は、駆動ロール及び従動ロールに架け渡された無端状の通気性ベルト23と、通気性ベルト23を挟んで被搬送物(シート片原反S1)と対向する位置に配されたバキュームボックス24とを備えている。通気性ベルト23には、該通気性ベルト23を厚み方向に貫通する細孔(図示せず)が多数形成されており、バキュームボックス24の吸引に伴い、通気性ベルト23を介して該細孔からの吸引が行われる。尚、図3では、説明容易のため、搬送手段22の図示を省略している。
【0019】
帯状のシート片原反S1は、搬送手段22によって図1中符合X0で示す方向に搬送され、その搬送方向X0を維持したまま、転写ロール30の外周面30c上にてカッターロール25によって所定長さに切断され複数枚のシート片S2とされて、転写ロール30に順次供給される。シート片S2は、転写ロール30の外周面30c上で吸引保持されつつ、該転写ロール30の回転によりその下方を走行するシート材料S0上へ搬送される。作製直後のシート片S2の搬送方向(シート片S2の転写ロール30への供給方向、あるいはシート片原反S1の切断直後におけるシート片S2の転写ロール30の回転による搬送方向)は、シート片原反S1の搬送方向X0と略一致する(搬送方向X0に対して略平行である)ため、シート片S2は、その作製直後は、転写ロール30によって搬送方向X0と同じ方向に搬送され、意図しない方向(搬送方向X0と交差する方向)には曲がり難い。
【0020】
第1実施形態のシート片貼付装置20の主たる特長の1つとして、図1〜図3に示すように、転写ロール30が円錐台形状を有している点が挙げられる。円錐台形状の転写ロール30は、相対向する真円形状の上面30a及び底面30bと、これら両面30a,30b間に位置する傾斜した外周面30cとを有し、底面30bが上面30aより面積が大きい。転写ロール30は、供給手段21から供給されたシート片S2を円錐台形状の外周面30cで吸引保持しつつ、円錐台形状の中心線C30(真円形状の上面30aの中心と真円形状の底面30bの中心とを結ぶ仮想直線)と一致する回転中心軸周りに回転して、転写位置Pにてシート片S2をシート材料S0に転写する。
【0021】
供給手段21(搬送手段22)によるシート片S2の供給方向X0とシート材料S0の走行方向X1とのなす角度α1(図1参照)、及び転写ロール30における外周面30cの稜線30L(図3参照)と中心線C30(回転中心軸)とのなす角度α2(図3参照)は、それぞれ、傾斜角度α(シート片S2のシート材料幅方向Yに対する傾斜角度)に対応している。ここで、「角度α1は傾斜角度αに対応している」とは、角度α1と傾斜角度αとが同一である場合のみならず、角度α1が傾斜角度αの近似値である場合を含み、「傾斜角度αの近似値」は、角度α1±5°の範囲内の数値である。「角度α2は傾斜角度αに対応している」についても、これと同義である。
【0022】
転写ロール30は、図2及び図3に示すように、転写位置Pにおける外周面30cの接平面(図示せず)がシート材料S0と平行となるように、中心線C30(回転中心軸)をシート材料S0に対して傾けて配置されており、且つ図1に示す如き上面視において、転写ロール30の中心線C30とシート材料幅方向Yとが一致している。第1実施形態においては、前述したようにシート材料S0は水平に走行しているので、シート材料S0と平行な前記接平面は水平面である。このように、円錐台形状の転写ロール30を、転写位置Pにおける外周面30cの接平面(即ちシート片S2の転写面)がシート材料S0と平行で且つ中心線C30がシート材料幅方向Yと一致するように設置することにより、転写ロール30の回転によるシート片S2の搬送が安定すると共に、シート材料S0のダメージ防止と安定走行が可能となる。
【0023】
転写ロール30について更に説明すると、転写ロール30は、上面30a側がシート材料S0の上方に位置し、底面30b側がシート材料S0の幅方向Yの外方に位置するように配されている。転写ロール30は、上面30aから突出し且つ転写ロール30の中心線C30と一致する棒状の回転軸(図示せず)を介して、駆動源(図示せず)と接続されており、該駆動源を作動させることにより該回転軸周りに回転する。また、転写ロール30は、底面30b側に付設された吸引ダクト(図示せず)を介して、図示しない排気装置(吸引手段)と接続されており、該排気装置を作動させることにより、転写ロール30の内部空間(図示せず)を負圧に維持可能になされている。転写ロール30の外周面30cには、転写ロール30の内部空間と連通する通気孔(図示せず)が多数形成されており、該通気孔は、該内部空間が負圧に維持されている間、外周面30c上の被転写物(シート片S2)を吸引保持する吸引孔として機能する。
【0024】
第1実施形態においては、カッターロール25は、転写ロール30と相似形状の円錐台形状を有している。円錐台形状のカッターロール25は、相対向する真円形状の上面25a及び底面25bと、これら両面25a,25b間に位置する傾斜した外周面25cとを有し、底面25bが上面25aより面積が大きい。カッターロール25は、円錐台形状の中心線C25(真円形状の上面25aの中心と真円形状の底面25bの中心とを結ぶ仮想直線)と一致する棒状の回転軸(図示せず)を介して、駆動源(図示せず)と接続されており、該駆動源を作動させることにより、転写ロール30に同期して該回転軸周りに回転する。
【0025】
このように、互いに相似の関係にあるカッターロール25と転写ロール30とは、図1及び図3に示すように、それぞれの回転中心軸(中心線C25、C30)が互いに平行であり、且つ図1〜図3に示すように、両ロール25,30のうちの一方における円錐台形状の底面と他方における円錐台形状の上面とが同一方向を向いている。また、カッターロール25の底面25b及び転写ロール30の上面30aは共にシート材料S0側を向いており、カッターロール25の上面25a及び転写ロール30の底面30bは共にシート材料S0側とは反対側を向いている。尚、図2では、説明容易の観点から、カッターロール25については上面25a側のみを図示している。後述する図6におけるカッターロール25についても同様である。
【0026】
このように、カッターロール25が転写ロール30と相似形状の円錐台形状を有していると、両ロール25,30のうちの一方における円錐台形状の底面と他方における円錐台形状の上面とが同一方向を向くように両ロール25,30を配置することにより、両ロール25,30それぞれの回転中心軸(中心線C25、C30)を互いに平行にすることが可能となる。両ロール25,30それぞれの回転中心軸が互いに平行であると、それらが平行でない場合に比して、両ロール25,30を駆動させる駆動源の共通化が図りやすく、例えば、1台の駆動源で両ロール25,30を駆動させることが可能となるため、装置構成の簡略化が図られるという利点がある。
【0027】
また、第1実施形態においては、図1に示す如き上面視において、カッターロール25の中心線C25と転写ロール30の中心線C30とは、互いに平行ではあるものの、一致しておらず、中心線C30は、中心線C25よりもシート片原反S1の搬送方向X0の下流側(シート材料S0の走行方向X1の上流側)に位置している。このように、上面視において中心線C30が中心線C25よりも搬送方向X0の下流側に位置していると、両中心線C25,C30が一致している場合に比して、シート片原反S1における、搬送手段22(供給手段21)のカッターロール25寄りの端部からの延出部が長くなり、その結果、カッターロール25によるシート片原反S1の切断時において、シート片原反S1(前記延出部)と転写ロール30の外周面30cとの接触面積(外周面30cに吸引保持される部分の面積)が比較的大きくなるため、切断直後(シート片S2の作製直後)にシート片原反S1が外周面30cから離れるような不都合が起こり難く、シート片原反S1の搬送が一層安定する。
【0028】
カッターロール25は、外周面25cにカッター刃26を備えており、搬送手段22によって転写ロール30の外周面30c上に吸引搬送されている、帯状のシート片原反S1を、所定長さに切断してシート片S2を形成する。カッター刃26の形状は、シート片S2の形状に応じて設定される。カッター刃26の個数は特に制限されない。第1実施形態においては、カッターロール25の外周面25cには、その稜線に沿って直線状に延びる2個のカッター刃26が周方向に略180度ピッチで設けられている。直線状のカッター刃26は、図1に示す如き上面視において、カッターロール25の中心線C25と一致するように取り付けられている。
【0029】
第1実施形態のシート片貼付装置20は、図2及び図3に示すように、転写位置P(転写ロール30の最下部)にて転写ロール30の外周面30cを押圧可能なニップロール40(ニップ手段)を備え、転写ロール30とニップロール40とのニップ部を、シート片S2が通過可能になされている。転写ロール30とニップロール40とのニップ部は、転写位置Pに一致している。ニップロール40は、円筒形状を有し、円筒形状の中心線と一致する棒状の回転軸(図示せず)を介して、駆動源(図示せず)と接続されており、該駆動源を作動させることにより該回転軸周りに回転する。第1実施形態においては、ニップロール40の周面部40cの回転中心軸方向の全長W1(図3参照)は、転写ロール30の外周面30cの稜線30Lの長さよりやや短く、転写位置Pにおけるシート片S2のシート材料幅方向Yの全長より長い。ニップロール40の全長W1は、図3に示すように、少なくともシート材料S0とシート片S2との重なり部分をニップできる長さがあれば良い。尚、第1実施形態のシート片貼付装置20においては、転写ロール30及びカッターロール25は一体的に移動可能となっており、また、搬送手段22及びニップロール40は、装置20の他の構成部材とは独立して移動可能となっている。
【0030】
次に、第1実施形態のシート片貼付装置20を用いて、帯状のシート材料S0に複数枚のシート片S2を間欠的に貼り付ける方法の一例を説明する。先ず、カッターロール25、転写ロール30及びニップロール40をそれぞれ回転させると共に、転写ロール30に接続された前記排気装置(吸引手段)を作動させて、転写ロール30の内部空間(図示せず)を負圧にする。転写ロール30の内部空間を負圧にすることにより、転写ロール30の外周面30cに形成された多数の前記通気孔は、外周面30c上の被転写物(シート片S2)を吸引保持する吸引孔として機能するようになり、それによって外周面30c上に被転写物を吸引保持可能となる。また、搬送手段22が備える前記駆動ロールを回転させて通気性ベルト23を回転させると共に、搬送手段22が備えるバキュームボックス24を作動させる。また、公知のシート搬送手段(図示せず)を用いて、帯状のシート材料S0を図1中符合X1で示す方向に走行させる。
【0031】
尚、シート片原反S1は、カッターロール25による1回の切断から次の切断までの間に、所定の長さ分が搬送手段22により転写ロール30の外周面30c上に送り出されると共に、該所定の長さ分が外周面30c上で吸引保持されつつ搬送され、また、シート片原反S1の切断によって生じたシート片S2は、転写ロール30の外周面30c上で吸引保持されつつ転写ロール30の回転により搬送されるところ、搬送手段22によるシート片原反S1の搬送速度は、通常転写ロール30の回転速度よりも遅いため、シート片原反S1の1回の切断と次の切断との間において、シート片原反S1(前記所定の長さ分)は、外周面30c上で滑りながら搬送される。このシート片原反S1(前記所定の長さ分)の外周面30c上での滑りながらの搬送時において、該シート片原反S1(前記所定の長さ分)が外周面30cから強力に吸引力されると、該シート片原反S1(前記所定の長さ分)の搬送が不安定になる。一方、シート片S2を転写ロール30の外周面30c上に吸引保持しつつ該転写ロール30の回転により搬送するためには、外周面30cによる強力な吸引が必要である。このため、転写ロール30の外周面30cに発生する吸引力としては、シート片S2を吸引保持するための相対的に強い吸引力と、シート片原反S1(前記所定の長さ分)を吸引保持するための相対的に弱い吸引力とを使い分ける必要がある。このような2種類の吸引力を外周面30cに発生させるために、当業者には一般的な「スリップカットユニット」と同様の内部構造・部品を用いることができる。
【0032】
そして、帯状のシート片原反S1を搬送手段22の通気性ベルト23上に供給すると、シート片原反S1は、バキュームボックス24を介して発生する吸引力により、通気性ベルト23上に吸引された状態で、カッターロール25と転写ロール30との間に搬送され、転写ロール30の外周面30c上にてカッターロール25のカッター刃26により切断される。斯かるシート片原反S1の搬送及びカッターロール25の回転が連続して実施されることにより、帯状のシート片原反S1は、所定長さに順次切断され複数枚のシート片S2とされて、転写ロール30の外周面30c上に順次供給される。こうして形成されたシート片S2の転写ロール30への供給方向は、搬送手段22によるシート片原反S1の搬送方向X0と同方向であり、また、シート片S2の供給方向X0とシート材料S0の走行方向X1とのなす角度α1(図1参照)は、所望の傾斜角度α(シート片S2のシート材料幅方向Yに対する傾斜角度)に対応している。
【0033】
こうして、転写ロール30に供給されたシート片S2は、転写ロール30の外周面30cに吸引保持されつつ、転写ロール30の中心線C30(回転中心軸)周りの回転により、所定の搬送速度(周速)で転写ロール30の最下部に位置する転写位置Pに搬送される。シート片S2は、転写ロール30に供給された直後は、シート材料幅方向Y(転写ロール30の中心線C30)に対し「傾斜角度αに対応する傾斜角度で傾いた状態」で、その供給方向X0と同方向に搬送され、転写位置Pにおいては、図1に示す如き上面視において、前記の「傾斜角度αに対応する傾斜角度で傾いた状態」に対して仮想直線L2(シート材料幅方向Yに平行な直線)を介して左右反転した状態である、シート材料幅方向Yに対して傾斜角度αで傾いた状態となる。
【0034】
シート片S2は、転写位置P(転写ロール30とニップロール40とのニップ部)にて、転写ロール30の外周面30cに吸引保持された状態で、走行中のシート材料S0のシート片貼付予定位置(一側縁S01の一部及びその近傍)と重ね合わされる。シート片原反S1には、搬送手段22によりカッターロール25に供給される前に図示しない接着剤塗布手段により、予め接着剤が塗布されており、その接着剤塗布部にシート材料S0が重ね合わされることにより、シート片S2は接着剤を介してシート材料S0に貼り付けられる。こうしてシート材料S0に貼り付けられたシート片S2は、図1に示すように、シート材料幅方向Y(仮想直線L2)に対し傾斜角度αで傾けた状態となっている。
【0035】
このように、第1実施形態のシート片貼付装置20によれば、円錐台形状の転写ロール30を用いることにより、帯状のシート材料S0に、複数枚のシート片S2を、シート材料S0の走行方向X1と直交する方向(シート材料幅方向Y)に対し所望の傾斜角度αで傾けた状態で走行方向X1に間欠的に貼り付けることができる。特に、シート片貼付装置20によれば、シート片S2の転写ロール30への供給方向(シート片原反S1の切断直後におけるシート片S2の転写ロール30の回転による搬送方向)とシート片原反S1の搬送方向X0とが略一致しているため、転写ロール30の回転によるシート片S2の搬送及び吸引保持が安定的になされる。また、転写ロール30の外周面30cに吸引保持されたシート片S2をシート材料S0に貼り付ける際は、該シート片S2の転写ロール30の回転による搬送方向が、シート材料S0の走行方向X1と一致しているため、シート材料S0に皺や破れ等のダメージを与え難く、また、シート材料S0の走行安定性が確保される。
【0036】
また、第1実施形態のシート片貼付装置20においては、供給手段21(搬送手段22及びカッターロール25)、転写ロール30及びニップロール40が、シート材料幅方向Yに移動可能になされており、そのため、製品仕様の変更に柔軟に対応できる。即ち、例えば、シート片貼付装置を用いシート片S2をシート材料S0に貼り付けて製造される製品において、シート片S2の貼付間隔(走行方向X1に隣接するシート片S2の間隔)の変更を伴う製品仕様の変更があった場合、シート状原反S1の切断ピッチを変更する必要があるところ、図9に示す如き、転写ロールが円筒形状を有している従来のシート片貼付装置を用いた場合には、変更後のシート片S2の貼付間隔(=切断ピッチ)に対応した径を有する転写ロールに入れ替える必要がある。これに対し、第1実施形態のシート片貼付装置20を用いた場合には、そのような転写ロールの入れ替え作業は不要であり、転写ロール30及びカッターロール25をシート材料幅方向Yに移動させ、ニップロール40の位置は変更しない。搬送手段22の位置を変更せずに転写ロール30及びカッターロール25をシート幅材料方向Yに移動させると、転写ロール30の中心線C30がシート材料S0に対して傾けて配置されていることに起因して、シート片S2のシート幅材料方向Yの転写位置が変動するため、これを調整する量だけ、搬送手段22の位置を適宜変更する。このときニップロール40の速度はシート材料S0の供給速度に合わせることが好ましい。
【0037】
第1実施形態のシート片貼付装置20を用いた場合には、このようにすることでシート状原反S1の切断ピッチを変更することが可能であり、シート片S2の貼付間隔の変更に容易且つ速やかに対応できる。その理由は、転写ロール30が円錐台形状を有していることに起因しており、その外周面30cの中心線C30に沿う方向における各部の周速が、上面30aから底面30bに向かうに従って漸次増加していて互いに異なっているためである。円錐台形状の転写ロール30においては、中心線C30に沿う方向、即ちシート材料幅方向Yにおける各部の周速が互いに異なっているため、シート材料S0に対して転写ロール30及びカッターロール25をシート材料幅方向Yに適宜移動させることにより、シート状原反S1の切断ピッチを変更できるのである。尚、シート片S2のサイズ(シート片原反S1の切断幅)変更を伴う製品仕様の変更に対しては、搬送手段22によるシート片原反S1の搬送速度を変更することにより対応できる。また、切断ピッチを変更せずにシート片S2の転写後の幅方向位置を変更する場合は、ユニット全体を移動させることにより対応できる。また、切断ピッチと幅方向位置を同時に変更する場合は、転写ロール30及びカッターロール25の位置、且つ搬送手段22及びニップロール40の位置をそれぞれ変更する。尚、転写ロール30及びカッターロール25の位置と、搬送手段22及びニップロール40の位置とでは、移動量は必ずしも同じではない。
【0038】
以下、本発明の他の実施形態(第2〜第4実施形態)について図4〜図6を参照して説明する。後述する他の実施形態については、前述した第1実施形態のシート片貼付装置と異なる構成部分を主として説明し、同様の構成部分は同一の符号を付して説明を省略する。特に説明しない構成部分は、第1実施形態のシート片貼付装置についての説明が適宜適用される。
【0039】
図4には、第2実施形態のシート片貼付装置20Aの要部が示されている。第2実施形態のシート片貼付装置20Aにおいては、カッターロール25Aが円筒形状を有しており、第1実施形態におけるカッターロール25のように、転写ロール30と相似形状の円錐台形状を有していない。そのため、シート片貼付装置20Aにおいては、円筒形状のカッターロール25Aを、図4に示すようにその外周面25cが転写ロール30の外周面30cに沿うように配置すると、カッターロール25Aの中心線C25(回転中心軸)と転写ロール30の中心線C30(回転中心軸)とは互いに交差し、平行とはならない。そのため、両ロール25A,30で1台の駆動源を共用することが難しく、第2実施形態は、装置構成の簡略化の点で第1実施形態に劣るが、その点以外は、第1実施形態と同様の効果を奏する。
【0040】
図5には、第3実施形態のシート片貼付装置20Bの要部が示されている。第3実施形態のシート片貼付装置20Bにおいては、ニップロール40Aの周面部40cの回転中心軸方向の全長W1’は、全長W1に比してかなり短くなっており、転写位置Pにおけるシート片S2のシート材料幅方向Yの全長と略同じになっている。
【0041】
第3実施形態においてこのような構成を採用している理由は、転写ロール30とニップロール40Aとのニップ部である転写位置Pにおいて、シート材料S0が転写ロール30から受けるダメージを最小限に抑えるためである。即ち、前述したように、転写ロール30が円錐台形状を有していることに起因して、その外周面30cの中心線C30に沿う方向における各部の周速は、上面30aから底面30bに向かうに従って漸次増加していて互いに異なっているところ、このような周速差のある転写ロール30の外周面30cにシート材料S0が接触すると、例えばシート材料S0の厚みが薄くてシート強度が不足気味である場合は、該シート材料S0に破れ等のダメージを与えるおそれがある。そこで、第3実施形態のように、ニップロール40Aの周面部40cの回転中心軸方向の全長W1’を、転写位置Pにおけるシート片S2のシート材料幅方向Yの全長と略同じにして、転写位置Pにおける転写ロール30とニップロール40Aとのニップ幅を必要最小限とすることにより、シート材料S0の転写ロール30の外周面30cへの接触が効果的に防止され、それによってシート材料S0がダメージを受け難くなる。斯かる効果をより確実に奏させるようにする観点からは、ニップロール40Aの周面部40cの回転中心軸方向の全長W1’は、できるだけ短い方が好ましいが、一方、シート片S2のシート材料S0との接着を確実なものとする観点からは、全長W1’は、シート片S2とシート材料S0との重なり部分、特に接着剤が塗布されている範囲を確実にニップできるだけの長さを備えている必要がある。
【0042】
図6には、第4実施形態のシート片貼付装置20Cが示されている。第4実施形態も、第3実施形態と同様に、シート材料S0の転写ロール30への接触によるダメージ防止の観点から、ニップロールに改良が加えられたものである。第4実施形態のシート片貼付装置20Cにおいては、ニップロール40Bは、転写位置Pにおける転写ロール30の外周面30cに対し接離自在に設けられた凸部41(ニップ部形成部)を備え、シート片S2が転写位置Pを通過するタイミングに同期して凸部41で外周面30cを押圧可能になされている。
【0043】
より具体的には、第4実施形態におけるニップロール40Bは、その周面部40cに、凸部41が突出形成されたニップ領域と、凸部41が形成されていない非ニップ領域とを周方向に有しており、ニップロール40Bが該周方向に回転したときに、ニップ領域(凸部41)と非ニップ領域とが転写位置P(転写ロール30の最下部)を交互に通過するようになされている。ニップ領域が転写位置Pを通過するタイミングは、シート片S2がシート材料S0と共に転写位置Pを通過しているタイミングに一致している。一方、非ニップ領域が転写位置Pを通過するタイミングは、シート片S2が転写位置Pを通過していない(シート材料S0が単独で通過している)タイミングに一致しており、非ニップ領域が転写位置Pを通過している最中は、転写位置Pにニップ部は形成されず、その代わりに転写ロール30とニップロール40B(非ニップ領域)との間には、シート材料S0の厚みを超える高さの間隙(凸部40の突出高さに相当する高さの間隙)が形成されるため、シート材料S0に転写ロール30からの駆動がかかるおそれがない。従って、第4実施形態によっても第3実施形態と同様の効果が奏される。
【0044】
本発明のシート片貼付装置は、帯状のシート材料に複数枚のシート片を間欠的に貼り付ける用途全般に幅広く適用でき、例えば、図7に示す使い捨ておむつ1Aの製造に好適に使用できる。おむつ1Aは、本体10及び該本体10の縁部から外方に延出するファスニングテープ11を具備する。より具体的には、おむつ1Aは、本体10における背側部Bの両側部に本体幅方向(図8のY方向)外方に延出する一対のファスニングテープ11,11を備え、腹側部Bにファスニングテープ11と係合するランディングテープ12を備えた、いわゆる展開型の使い捨ておむつである点で、図8に示す一般的な展開型の使い捨ておむつ1Bと共通するが、ファスニングテープ11が本体幅方向Yに対し傾斜した状態で本体10に取り付けられている点で、ファスニングテープ11が本体幅方向Yに対し傾斜していないおむつ1Bと異なっており、斯かる特長的な構成により、おむつ1Bに比して着用者の身体に対するフィット性に優れる。
【0045】
おむつ1Aについて更に説明すると、おむつ1Aは、図7に示すように、液透過性の表面シート1、液不透過性又は撥水性の裏面シート2及びこれら両シート1,2間に配置された液保持性の吸収体3を含んで構成される、本体10を備えている。本体10(おむつ1A)は、図7に示すように一方向に長い形状を有し、その長手方向Xに、着用時に着用者の腹側に配される腹側部A、股間部に配される股下部C、及び背側に配される背側部Bを有している。本体10の長手方向Xの両側には、撥水性不織布からなる一対のサイドシート4,4が、表面シート1の両側部を覆うように配されている。表面シート1及び各サイドシート4は、吸収体3の周縁より外方において、裏面シート2に接合されている。長手方向Xと直交する、本体10(おむつ1A)の幅方向Yの外方のレッグフラップ部には、レッグギャザー形成用の弾性部材(図示せず)が配されており、また、各サイドシート4の幅方向Yの内側縁には、立体ギャザー形成用の弾性部材(図示せず)が配されている。ファスニングテープ11等のおむつ1Aの構成部材としては、この種の物品に使用されているものを特に制限なく使用することができる。
【0046】
おむつ1Aを連続的に製造する方法としては、本体10又はこれを構成する本体構成部材(表面シート1、裏面シート2等)を走行させ、ファスニングテープ11を、本体10又は該本体構成部材の走行方向と直交する本体幅方向に対し所定の傾斜角度で傾けた状態で貼り付ける貼付工程を含む方法が挙げられる。より具体的には、例えば、本体10の連続体(本体10がその長手方向Xに多数連なったもの)を走行させ、走行中の該連続体に、複数枚のファスニングテープ11を、該連続体の走行方向に間欠的に貼り付ける貼付工程を有する製造方法が挙げられるところ、斯かる貼付工程において本発明のシート貼付装置を用いることにより、帯状のシート材料である前記連続体に対し、複数枚のシート片である複数枚のファスニングテープ11を、前記連続体の走行方向と直交する方向に対し所望の傾斜角度で傾けた状態で該走行方向に間欠的に貼り付けることができ、おむつ1Aを効率良く連続的に製造することができる。斯かるおむつ製造方法において、本体10の連続体に代えて、表面シート1の連続体(表面シート原反)あるいは裏面シート2の連続体(裏面シート原反)を走行させても良い。その場合、本発明のシート貼付装置によりファスニングテープを本体部構成部材に貼り付けた後に、残りの本体部構成部材を合流させて本体を形成する。
【0047】
本発明は、前記実施形態に制限されず適宜変更可能である。例えば、本発明のシート片貼付装置は、カッターロール(切断手段)を備えていなくても良く、予め用意された複数枚のシート片を、供給手段により転写ロールに供給するようにしても良い。
また、第1実施形態では、図1に示す如き上面視において、カッターロール25の中心線C25と転写ロール30の中心線C30とは互いに平行で且つ一致していなかったが、一致していても良い。但し、前述したように、シート片原反S1の搬送安定性の観点から、上面視において中心線C25と中心線C30とは互いに一致せずに平行となっている(両中心線C25,C30が互いに平行で且つ中心線C30が中心線C25よりも搬送方向X0の下流側に位置している)ことが好ましい。
また、シート片S2の平面視形状は、図1に示す如き矩形形状、即ち、「シート片S2をシート材料S0に貼り付けた場合に、該シート片S2における該シート材料S0側に位置する辺S21(図1参照)と、該辺S21に対向する該シート片S2の他の辺(該辺S21と平行な辺)とで、長さが同じとなる形状」に限定されず、例えば、辺S21とこれに対向する他の辺(該辺S21と平行な辺)とで長さが異なる形状であっても良い。
【0048】
また、転写ロール30は、底面30b側がシート材料S0の上方に位置し、上面30a側がシート材料S0の幅方向Yの外方に位置するように配しても良い。その場合、カッターロール25は、その上面25aが転写ロール30の底面30bと同一方向を向くように配置する。両ロール25,30をこのように配置することにより、シート材料S0に対しシート片S2の傾斜方向を対称に変更することが可能となり、また、シート材料S0の搬送方向が逆転された場合に対応することが可能となる。
【符号の説明】
【0049】
1A,1B 使い捨ておむつ
10 本体
11 ファスニングテープ
12 ランディングテープ
20,20A,20B,20C シート片貼付装置
21 供給手段
22 搬送手段
25 カッターロール(切断手段)
25a カッターロールの上面
30b カッターロールの底面
30c カッターロールの外周面
26 カッター刃
30 転写ロール
30a 転写ロールの上面
30b 転写ロールの底面
30c 転写ロールの外周面
30L 転写ロールの稜線
40,40A,40B ニップロール(ニップ手段)
40c カッターロールの周面部
41 凸部(ニップ部形成部)
P 転写位置
S0 シート材料
S1 シート片原反
S2 シート片
【特許請求の範囲】
【請求項1】
走行するシート材料に、複数枚のシート片を、該シート材料の走行方向と直交するシート材料幅方向に対し所定の傾斜角度で傾けた状態で該走行方向に間欠的に貼り付けるシート片貼付装置であって、
前記シート片の供給手段と、円錐台形状を有し、該供給手段から供給された該シート片を該円錐台形状の外周面で保持しつつ該円錐台形状の中心線と一致する回転中心軸周りに回転して、所定の転写位置にて該シート片を前記シート材料に転写する転写ロールとを備え、
前記供給手段による前記シート片の供給方向と前記シート材料の走行方向とのなす角度、及び前記転写ロールにおける前記外周面の稜線と前記回転中心軸とのなす角度は、それぞれ、前記傾斜角度に対応しており、
前記転写ロールは、前記転写位置における前記外周面の接平面が前記シート材料と平行となるように配置されており、且つ上面視において該転写ロールの前記回転中心軸と前記シート材料幅方向とが一致しているシート片貼付装置。
【請求項2】
前記供給手段は、帯状のシート片原反を搬送する搬送手段と、該搬送手段から搬送された該シート片原反を所定長さに切断して前記シート片とする切断手段とを備えているシート片貼付装置。
【請求項3】
前記切断手段は、前記転写ロールと相似形状の円錐台形状を有し且つ該転写ロールに同期して回転するカッターロールであり、
前記カッターロールと前記転写ロールとは、それぞれの回転中心軸が互いに平行であり、且つ両ロールのうちの一方における円錐台形状の底面と他方における円錐台形状の上面とが同一方向を向いている請求項2記載のシート片貼付装置。
【請求項4】
前記転写位置にて前記転写ロールの前記外周面を押圧可能なニップ手段を備え、該転写ロールと該ニップ手段とのニップ部を、前記シート片が通過可能になされている請求項1〜3の何れか一項に記載のシート片貼付装置。
【請求項5】
前記ニップ手段は、回転中心軸周りに回転しつつ周面部で前記転写ロールの前記外周面を押圧可能な円筒形状のニップロールであり、該ニップロールの該周面部の該回転中心軸方向の全長は、前記転写位置における前記シート片の前記シート材料幅方向の全長と略同じである請求項4記載のシート片貼付装置。
【請求項6】
前記ニップ手段は、前記転写位置における前記転写ロールの前記外周面に対し接離自在に設けられたニップ部形成部を備え、前記シート片が該転写位置を通過するタイミングに同期して該ニップ部形成部で該外周面を押圧可能になされている請求項4記載のシート片貼付装置。
【請求項7】
前記供給手段、前記転写ロール及び前記ニップ手段は、前記シート材料幅方向に移動可能である請求項4〜6の何れか一項に記載のシート片貼付装置。
【請求項8】
本体及び該本体の縁部から外方に延出するファスニングテープを具備する使い捨ておむつの製造方法であって、
前記本体又はこれを構成する本体構成部材を走行させ、前記ファスニングテープを、請求項1〜7の何れか一項に記載のシート片貼付装置を用いて、該本体又は該本体構成部材の走行方向と直交する本体幅方向に対し所定の傾斜角度で傾けた状態で貼り付ける貼付工程を有する、使い捨ておむつの製造方法。
【請求項1】
走行するシート材料に、複数枚のシート片を、該シート材料の走行方向と直交するシート材料幅方向に対し所定の傾斜角度で傾けた状態で該走行方向に間欠的に貼り付けるシート片貼付装置であって、
前記シート片の供給手段と、円錐台形状を有し、該供給手段から供給された該シート片を該円錐台形状の外周面で保持しつつ該円錐台形状の中心線と一致する回転中心軸周りに回転して、所定の転写位置にて該シート片を前記シート材料に転写する転写ロールとを備え、
前記供給手段による前記シート片の供給方向と前記シート材料の走行方向とのなす角度、及び前記転写ロールにおける前記外周面の稜線と前記回転中心軸とのなす角度は、それぞれ、前記傾斜角度に対応しており、
前記転写ロールは、前記転写位置における前記外周面の接平面が前記シート材料と平行となるように配置されており、且つ上面視において該転写ロールの前記回転中心軸と前記シート材料幅方向とが一致しているシート片貼付装置。
【請求項2】
前記供給手段は、帯状のシート片原反を搬送する搬送手段と、該搬送手段から搬送された該シート片原反を所定長さに切断して前記シート片とする切断手段とを備えているシート片貼付装置。
【請求項3】
前記切断手段は、前記転写ロールと相似形状の円錐台形状を有し且つ該転写ロールに同期して回転するカッターロールであり、
前記カッターロールと前記転写ロールとは、それぞれの回転中心軸が互いに平行であり、且つ両ロールのうちの一方における円錐台形状の底面と他方における円錐台形状の上面とが同一方向を向いている請求項2記載のシート片貼付装置。
【請求項4】
前記転写位置にて前記転写ロールの前記外周面を押圧可能なニップ手段を備え、該転写ロールと該ニップ手段とのニップ部を、前記シート片が通過可能になされている請求項1〜3の何れか一項に記載のシート片貼付装置。
【請求項5】
前記ニップ手段は、回転中心軸周りに回転しつつ周面部で前記転写ロールの前記外周面を押圧可能な円筒形状のニップロールであり、該ニップロールの該周面部の該回転中心軸方向の全長は、前記転写位置における前記シート片の前記シート材料幅方向の全長と略同じである請求項4記載のシート片貼付装置。
【請求項6】
前記ニップ手段は、前記転写位置における前記転写ロールの前記外周面に対し接離自在に設けられたニップ部形成部を備え、前記シート片が該転写位置を通過するタイミングに同期して該ニップ部形成部で該外周面を押圧可能になされている請求項4記載のシート片貼付装置。
【請求項7】
前記供給手段、前記転写ロール及び前記ニップ手段は、前記シート材料幅方向に移動可能である請求項4〜6の何れか一項に記載のシート片貼付装置。
【請求項8】
本体及び該本体の縁部から外方に延出するファスニングテープを具備する使い捨ておむつの製造方法であって、
前記本体又はこれを構成する本体構成部材を走行させ、前記ファスニングテープを、請求項1〜7の何れか一項に記載のシート片貼付装置を用いて、該本体又は該本体構成部材の走行方向と直交する本体幅方向に対し所定の傾斜角度で傾けた状態で貼り付ける貼付工程を有する、使い捨ておむつの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−94241(P2013−94241A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−237184(P2011−237184)
【出願日】平成23年10月28日(2011.10.28)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月28日(2011.10.28)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]