
シート状コネクタ及びその製造方法
【課題】BGA型の半導体装置の半田ボールが備えられる凹部の中に設けられた電極に対しても、安定的に電気的な接続を行いうるシート状コネクタを目的とする。
【解決手段】シート状コネクタ1は、絶縁性シート2と、該絶縁性シートの厚さ方向に貫通し、互いに離間して配置された複数の金属線3とを有するシート状コネクタであって、該金属線からなる高さの異なる複数の突出部が前記絶縁性シートの両面もしくは片面に形成されていることを特徴とする。
【解決手段】シート状コネクタ1は、絶縁性シート2と、該絶縁性シートの厚さ方向に貫通し、互いに離間して配置された複数の金属線3とを有するシート状コネクタであって、該金属線からなる高さの異なる複数の突出部が前記絶縁性シートの両面もしくは片面に形成されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、集積回路(IC)などに電気的に接続するためのシート状コネクタとその製造方法に関する。
【背景技術】
【0002】
ICの多ピン化や小型化を実現するためのパッケージのひとつとして、ICを収納するパッケージの裏面に半田ボールを外部電極として並べたBGA(Ball Grid Array)パッケージが知られている。
このBGA型の半導体装置においては、シート状のコネクタを利用し、検査装置と圧縮接続することで、内部回路の検査測定が行われている。当該コネクタは絶縁性シートと互いに離間して配置された複数の金属線とを有するものである。その金属線は絶縁性シートの厚さ方向に貫通し、片面または両面に突出することで突出部を形成している。BGA型の半導体装置にコネクタを圧縮接続する際、コネクタの金属線からなる当該突出部を、BGA型の半導体装置の外部電極である半田ボールに直接当てることで電気的に接続し、検査測定を行っている(例えば、特許文献1)。
【特許文献1】特開平9−161870号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、圧縮接続の際、金属線を半田ボールに当てて接続することで検査を行っているため、金属線により半田ボールが傷ついてしまうという問題があった。
【0004】
そこで、金属線を半田ボールが備えられる凹部に接続することで、こういった問題を回避可能であると考えられる。
BGA型の半導体装置の半田ボールが備えられる部位は凹状であり、一方、従来のシート状のコネクタは金属線の高さの等しい突出部を一様に有している。したがって、凹部の中に設けられた電極と接続しようとすると、金属線の高さの等しい突出部を一様に有しているシート状コネクタの表面の形状とBGA型の半導体装置の凹部の形状が一致せず、凹部に対応しない位置にある金属線の突出部が凹部以外の部分に突きかかる。それにより、圧縮接続の際、所定の量の圧縮量を得て接続させるためには、大きな圧縮荷重が必要となり、BGA型の半導体装置、コネクタあるいはそれらの電極にかかる負担が大きくなり、また所定の量の圧縮量を与えても導通抵抗が安定せず、接続が不安定となる。
【0005】
本発明は、BGA型の半導体装置の半田ボールが備えられる凹部の中に設けられた電極に対しても、安定的に電気的な接続を行いうるシート状コネクタを目的とする。
【課題を解決するための手段】
【0006】
本発明のシート状コネクタは、絶縁性シートと、該絶縁性シートの厚さ方向に貫通し、互いに離間して配置された複数の金属線とを有するシート状コネクタであって、該金属線からなる高さの異なる複数の突出部が前記絶縁性シートの両面もしくは片面に形成されていることを特徴とする。
【0007】
凹部の中に設けられた電極を有する検査装置に電気的に接続されるシート状コネクタであって、前記突出部が、検査装置の凹部に対応した位置に形成されることが好ましく、また、BGA(Ball Grid Array)型の半導体装置に電気的に接続されるシート状コネクタであって、前記突出部が、BGA型の半導体装置の半田ボールが備えられる凹部と対応した位置に形成されることが好ましい。
【0008】
本発明のシート状コネクタの製造方法は、絶縁体からなる層と互いに離間して配置された複数の金属線からなる層を積層して積層体を形成し、該積層体を該積層方向にスライスして、絶縁性シートと、該絶縁性シートの厚さ方向に貫通した複数の金属線を有するシート状コネクタ前駆体を形成し、絶縁性シートを融解して、絶縁性シートの両面もしくは片面に金属線からなる複数の突出部を形成し、該複数の突出部の一部を選択的に融解することを特徴とする。
【発明の効果】
【0009】
本発明のシート状コネクタによって、シート状のコネクタと凹部の中に設けられた電極を有するICパッケージ等と圧縮接続を行う際、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続がえられる。
また、本発明のシート状コネクタの製造方法によって、上記シート状コネクタを容易に形成することができる。
【発明を実施するための最良の形態】
【0010】
次に本発明のシート状コネクタについて、図面に基づいて詳細に説明する。
図1および図2に示すように、本発明のシート状コネクタ1は、絶縁性シート2と、該絶縁性シート2の厚さ方向に貫通し、互いに離間して配置された複数の金属線3とを有することが必要である。
【0011】
本発明のシート状コネクタ1に用いられる絶縁性シート2としては、例えば、シリコーン樹脂、エポキシ樹脂等のエラストマ性の熱硬化性樹脂、合成ゴムまたはポリエチレン樹脂、ポリウレタン樹脂、ABS樹脂、軟質塩化ビニル樹脂等のエラストマ性の熱可塑性樹脂からなるものが挙げられ、耐環境特性、耐熱性、耐寒性の点からシリコーンゴムが好ましい。
【0012】
これら例示した材質からなる絶縁性シート2は、絶縁性が要求されるため、体積抵抗率1012Ω・cm以上のものが使用される。また、シート状コネクタ1をICパッケージ等と接続するとき、荷重をかけて圧縮接続を行うので、シート状コネクタ1は柔軟であることが好ましい。したがって、絶縁性シート2の硬度(JIS J6301A型)は、20〜60°H であることが好ましく、耐久性を考慮すると、30〜60°H がより好ましい。絶縁性シート2の耐引き裂き強度は、圧縮接続時に絶縁性シート2が金属線3を確実に保持出来るよう10kgf/mm以上のものがよい。また、絶縁性シート2と金属線3が10g/本以上の強度で接着していると、圧縮接続時に金属線3が脱離することなく、耐久性が向上する。この強度値は、シート状コネクタ1の製造過程において真空脱泡した後、積層体44を得られたとき、絶縁性シート2と金属線3を金属線3に平行で相反する方向に相対速度25mm/分の引張り速度で引っ張って測定したものである。
【0013】
本発明のシート状コネクタ1に用いられる金属線3としては、ICパッケージ等の検査、接続に適した導通抵抗を有しているものであって、体積抵抗率10−1Ω・cm以下の材質であることが肝要である。さらに接触抵抗を考慮すると純金線、金合金線、金メッキ線、銅合金線が挙げられ、なかでも耐環境特性を考慮すると、純金線、金合金線、金メッキ線が好ましい。特に、純金線あるいは金メッキ真鍮線がより好ましい。金属線3の直径は、配線密度との関係を考慮して20〜90μmの範囲が良いが、特には30〜50μmの範囲から選ばれたものが好適である。
【0014】
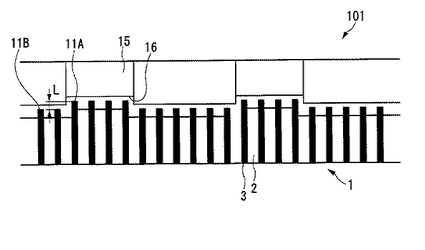
図2に示すように、シート状コネクタ1において、金属線からなる高さの異なる複数の突出部11が絶縁性シート2に形成されており、突出部は高い方の突出部11Aと低い方の突出部11Bに分類される。
高い方の突出部11Aと低い方の突出部11Bとの高さの差によって規定される長さLは接続するBGA型の半導体装置101の凹部16の深さに対応して適宜設定される。
【0015】
長さLはBGA型の半導体装置101の凹部16の深さより長いことが好ましく、凹部16の深さの2倍以下の長さであることが好ましい。例えば、凹部16の深さが25μmである場合、長さLは30〜50μmであれば、シート状コネクタ1とBGA型の半導体装置101の圧縮接続の際、シート状コネクタ1の突出部11Aの部分とBGA型の半導体装置101の凹部16の形状が一致するようになるため、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続が得られ好ましい。
この範囲よりも長さLが短い場合、圧縮接続の際、突出部11Aが凹部16の中に設けられた電極15に接続するための圧縮量が大きくなり、余分な圧縮荷重が必要となり好ましくない。
また、この範囲よりも長さLが長い場合は、電極15と接続された際、突出部11Aが長すぎるために、突出部11Aを屈曲させるために余分な圧縮荷重が必要となり、好ましくない。
【0016】
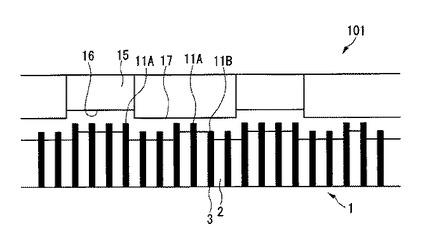
また、図3に示すように、BGA型の半導体装置101の凹部16と対応する位置にない突出部11Aは、電極15と接続する際、凹部16と対応する位置にある突出部11Aが電極15と接続する前に、BGA型の半導体装置101の凹部16以外の部分17に接触してしまい、接続の妨げになり好ましくない。
【0017】
BGA型の半導体装置101におけるひとつの電極15に対して、ひとつの突出部11Aによって接続されても良いが、ひとつの電極15に対して突出部11Aが少ししかないと安定した電気的な接続が得られない。したがって、ひとつの電極15に対してできるだけ多くの突出部11Aが接続するよう形成されることが好ましい。
そのためには、金属線3の配線密度は70〜1000本/mm2、好ましくは 100〜1000本/mm2であることが好ましい。配線密度が70本/mm2未満では、ひとつの電極15に接続する突出部11Aの数が少なくなり、安定した電気的な接続が得られにくくなる。一方、配線密度が1000本/mm2を超えると、隣接する金属線3同士が接触しやすく好ましくない。
また、金属線3の間隔は10〜125μmであって、金属線3間の絶縁性確保、金属線3の配列精度などを考慮すると、50〜100μm が好ましい。間隔がこの範囲より大きくなると、ひとつの電極15に接続する突出部11Aの数が少なくなり、安定した電気的な接続が得られにくく、好ましくない。また、間隔がこの範囲より小さくなると、圧縮接続時において、突出部11Aと凹部16の位置合わせが極めて高い精度で求められ、接続を制御することが困難になり、好ましくない。
【0018】
このシート状コネクタ1の厚さ(絶縁性シート2の厚さ)は、0.3〜2.0mmが好ましい。0.3mm未満では、シート状コネクタ1を得るためのスライス加工上、均一な厚さにスライスすることが困難である。また、2.0mmを超えてもシート状コネクタ1として得ることは可能であるが、本発明品が主として使用される半導体領域は高周波回路、かつ、交流回路であり、高周波特性が悪くなり好ましくない。なぜなら、直流回路における抵抗に相当する交流回路のインピーダンスは、コネクタの厚さが厚くなると大きくなるからである。
【0019】
本発明の上記実施形態例においてはシート状コネクタ1の突出部11Aが、BGA型の半導体装置101の凹部16の中に設けられた電極15に電気的に接続される例で示したが、本発明の実施形態例は凹部の中に設けられた電極に接続する場合に限定されるものではない。たとえば、シート状コネクタ1を、平面部に設けられた電極15を有するICパッケージ等と接続する際、突出部11Aの長さLが3〜15μmであれば、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続が得られ好ましい。
この範囲よりも長さLが短い場合、接続時に小さな圧縮量での圧縮接続では、接続が安定化しないので、好ましくない。また、この範囲よりも長い場合は、電極15と接続された際、突出部11Aが長すぎるために、突出部11Aを屈曲させるために余分な圧縮荷重が必要となり、好ましくない。
また、BGA型の半導体装置101と接続される場合に限定されるものでなく、凹部に設けられた電極を有するICパッケージ、検査装置に用いられる測定基板、表面実装型ICパッケージなどと接続される際に使用されても良い。
【0020】
凹部の中に設けられた電極を有する検査装置と凹部の中に設けられた電極を有するICパッケージが接続される際などは、シート状コネクタ1の突出部11Aが絶縁性シート2の両面に形成されていることが好ましい。シート状コネクタ1の片面には凹部の中に設けられた電極を有する検査装置を、シート状コネクタ1のもう一方の面には凹部の中に設けられた電極を有するICパッケージを接続すれば良い。接続される装置は凹部の中もしくは平面部に設けられた電極を有するものであれば良く、ICパッケージ、検査装置、表面実装型ICパッケージなどで良い。シート状コネクタ1の突出部11Aが絶縁性シート2の両面に形成されていることにより、凹部の中に設けられた電極を有するICパッケージ等と検査装置等を、より小さい圧縮量で、電気的に接続することができる。
【0021】
シート状コネクタ1は次のステップを経て製造される。
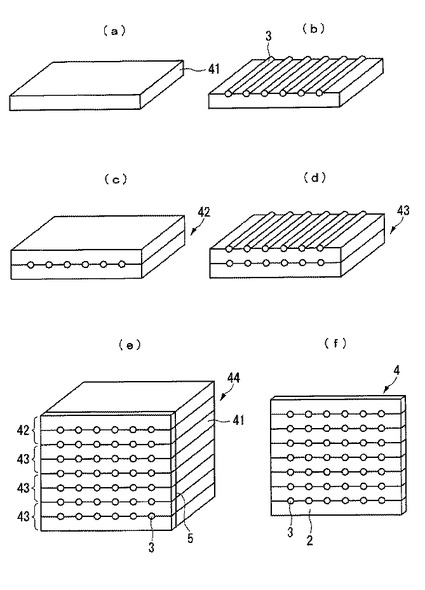
第一のステップでは、図4(a)に示すように、絶縁性シリコーンゴム組成物を混練し、その後、一定の厚さで分出し、絶縁性シート2となる絶縁体層41を得る。次に、この未硬化の絶縁体層41の表面上に、図4(b)に示すように、金メッキ真鍮線等の金属線3を一定の間隔でそれぞれ平行に配列し載置する。これに先の絶縁性シリコーンゴム組成物を分出したものとを、シリコーンゴム面同士で重ねてラミネートし加圧成形しエージングした後、さらに加熱硬化して、所定の積層ブロックサイズに裁断し、図4(c)に示すように、成形裁断品42を得る。
その後、成形裁断品42に、金属線3の配列方向が一致し互いに平行となるように金属線3を配置することで、図4(d)に示すように、金属線3の層を持った多数の積層ブロック体43を得る。これら多数の積層ブロック体43を貼り合せて、末端に成形裁断品42を貼り合せて、真空脱泡した後に、加熱してこれらを接着、硬化させ、図4(e)に示すように積層体44を得ることができる。
【0022】
図4(e)に示すように、この積層体44をスライス面Sに示すように、金属線3に対して直角で、積層方向と同一方向へ、上記で述べた厚さの範囲でスライスすることによって、図4(f)に示すようなシート状コネクタ前駆体4が得られる。
【0023】
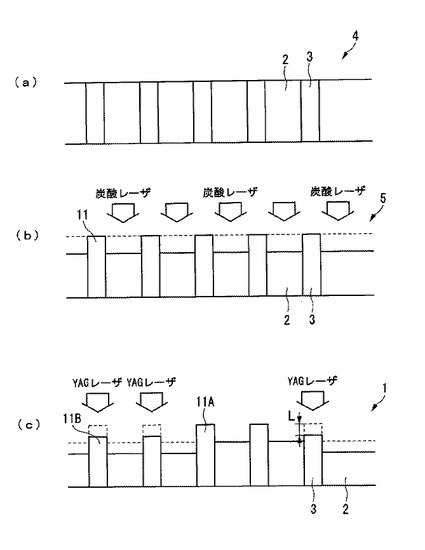
第二のステップでは、上記で得られたシート状コネクタ前駆体4に対して、図5(b)に示すように、炭酸ガスレーザを使用し、絶縁性シート2のみを融解させる必要がある。レーザ加工に使用するレーザ発振器は、市販の連続発振が可能な炭酸ガスレーザ発振器でよく、レーザビームの掃引は、市販の駆動ミラー装置、例えばガルバノミラースキャナやポリゴンミラーなどを用いて、一方向あるいは双方向に行うものでよい。
ここで、炭酸ガスレーザによって、絶縁性シート2のみ融解させることができるが、金属線3は融解させることができない。したがって、炭酸ガスレーザを絶縁性シート2に一様に照射し、突出部11Aの必要な長さLよりも深く融解することで、金属線3からなる多数の高さの等しい突出部11を一様に有し、その表面が平面の形状を有している有突起コネクタ5を得られる。
【0024】
次に、YAGレーザを使用し、図5(c)に示すように、絶縁性シート2と金属線3を同時に融解させる必要がある。レーザ加工に使用するレーザ発振器は上記と同様で良い。
ここで、YAGレーザによって、絶縁性シート2と金属線3を同時に融解することができる。照射する部分は接続する電極15と対応しない部分に選択的に照射し、絶縁性シート2と金属線3を同時に融解する。YAGレーザは金属線3を突出部11Aの必要な長さLの分だけ融解する。その結果、残された部分において、電極15と対応する位置にのみ長さLの突出部11Aを形成し、シート状コネクタ1が得られる。
【0025】
シート状コネクタ1の製造方法の第2ステップの実施形態例として、炭酸ガスレーザ、YAGレーザの順で絶縁性シート2と金属線3を順に融解する方法を示したが、シート状コネクタ1の製造方法はこれに限定されるものではない。金属線3を融解せずに絶縁性シート2のみを融解するレーザであれば、炭酸ガスレーザの代わりにそれを使用しても良い。また、金属線3と絶縁性シート2を融解するレーザもしくは金属線3のみを融解するレーザであれば、YAGレーザの代わりに使用しても良い。
さらに、第2ステップでは上記と逆の順、すなわち、YAGレーザ、炭酸ガスレーザの順で照射し、シート状コネクタ1を製造しても良い。つまり、YAGレーザを接続する電極15と対応しない部分に選択的に照射し、絶縁性シート2と金属線3を突出部11Aの必要な長さLの分だけ同時に融解した後、接続する電極15と対応する部分、つまりYAGレーザを照射していない部分に、炭酸ガスレーザを選択的に照射することで絶縁性シート2のみを突出部11Aの必要な長さLよりも深く融解し、接続する電極15と対応する部分に長さLの突出部11Aを形成することで、シート状コネクタ1を製造しても良い。この方法であれば突出部11Aは接続する電極15と対応する部分にのみに形成される利点があるが、YAGレーザだけでなく炭酸ガスレーザも選択的に照射しなければならず製造工程が複雑になってしまうので、これらの方法は状況によって適宜選択すれば良い。
【0026】
また、上記工程の後に、形成された突出部11Aもしくはシート状コネクタ1に一様にYAGレーザを照射する工程を追加しても良い。それにより、金属線3の先端形状が丸くなり、接続する電極15に対するダメージを軽減でき好ましい。
形成された突出部11AにYAGレーザを照射する場合は、本工程のYAGレーザの照射は長さLが変化しない程度にすれば良い。もしくは、本工程を追加するために、上述した第2のステップにおけるYAGレーザの工程において、予め、選択した金属線3を必要な長さLよりも余分に融解させても良い。
【0027】
シート状コネクタ1がBGA型の半導体装置に電気的に接続される際、図2に示すようにシート状コネクタ1の前記突出部11Aが、BGA型の半導体装置の半田ボールが備えられる凹部と対応した位置に形成される。
【0028】
凹部の中に設けられた電極を有したICパッケージを凹部の中に設けられた電極を有した検査装置で検査測定を行う際には、突出部11Aが両面に形成されているシート状コネクタ1を使用すれば良い。シート状コネクタ1の片面には検査装置を、シート状コネクタ1のもう一方の面にはICパッケージを接続する。この時、シート状コネクタ1の検査装置に接続される面には、突出部11Aが検査装置の凹部に対応した位置に形成され、シート状コネクタ1のもう一方の面には、突出部11AがICパッケージの凹部に対応した位置に形成される。
【0029】
本発明のシート状コネクタ1は上記のように検査で使用されても良いが、表面実装形ICパッケージ等を回路基板に実装する際にも利用することができる。例えば、表面実装形ICパッケージが凹部16の中に設けられた電極15を有する場合、シート状コネクタ1の表面実装形ICパッケージに接続される面には、突出部11Aが表面実装形ICパッケージの凹部16に対応した位置に形成される。このシート状コネクタ1によって、より小さい圧縮量で、表面実装形ICパッケージを回路基板に圧縮接続することができる。
また、上記圧縮接続の際、全体的に均一な荷重をかけてより接続を安定化させるために、特許文献(特開2006−184199号広報)に示めされるような、接続のためのソケットを利用し上記接続を行うことも好ましい。
【0030】
ここではソケットを利用した表面実装形ICパッケージとシート状コネクタ1の接続について具体的に説明する。
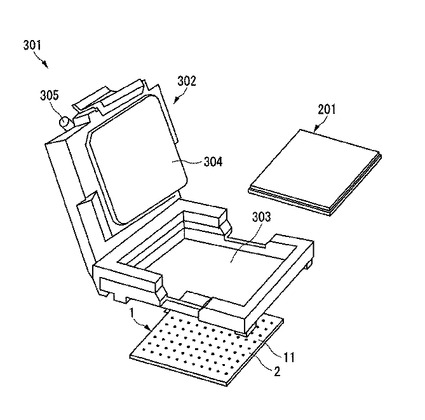
図6に示すように、ソケット301は、上蓋部302に表面実装形ICパッケージ201をシート状コネクタ1に接近する方向に垂直に押圧する機構部を有する。この機構部は、ソケット301の収容空間303内に表面実装形ICパッケージ201を収容し、回転レバー305を回転させると押圧板304が上蓋部302から遠ざかる方向に移動し、表面実装形ICパッケージ201の背面面内にほぼ均等に圧力を加えた状態で表面実装形ICパッケージ201をシート状コネクタ1に接近する方向に垂直に押圧するようになっている。
表面実装形ICパッケージ201とシート状コネクタ1を接続する際、このソケット301を利用して接続すると良い。表面実装形ICパッケージ201を図6に示す収容空間303内に収容し、ソケット301を使って全体的に均一な荷重をかけて圧縮接続を行う。このとき、シート状コネクタ1の突出部11Aは表面実装形ICパッケージの凹部に対応した位置に形成されておくことで、突出部11Aと凹部の形状が一致し、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続が得られる。
【0031】
本発明のシート状コネクタ1によって、シート状のコネクタ1と凹部に電極を有するICパッケージ等と圧縮接続を行う際、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続がえられる。
【0032】
シート状コネクタ1がBGA型の半導体装置101に電気的に接続される際、シート状コネクタ1の突出部11Aが、BGA型の半導体装置101の半田ボールが備えられる凹部16と対応した位置に形成されることで、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続がえられる。
【0033】
本発明のシート状コネクタ1の製造方法によって、絶縁性シート2と、該絶縁性シート2の厚さ方向に貫通し、互いに離間して配置された複数の金属線3とを有し、該金属線3からなる高さの異なる複数の突出部11が前記絶縁性シート2の両面もしくは片面に形成されているシート状コネクタ1を容易に形成することができる。
【実施例】
【0034】
本実施例においては、半田ボールが備えられていないBGA型の半導体装置のダミーとなるBGA型の半導体装置101を作成し、それに接続するために、シート状コネクタ1と有突起コネクタ5を作成した。
【0035】
厚さが1.0mmのシート状コネクタ1と有突起コネクタ5とを次の手順に従って作製した。先ず、厚さが50μm でその熱収縮率が0.5%であるポリエステルフィルムの表面をサンドブラストして、その表面の粗さ(Ra)を0.8とし、その表面を界面活性剤で処理した。その後、硬化後の硬度が30°H の絶縁性シリコーンゴムとなるシリコーンゴムコンパウンド・KE−153U とKE−761VB[ともに信越化学工業社製、商品名]との混合比を70:30とする混合物100質量部に対して、付加加硫系加硫剤・C−19A [信越化学工業社製、商品名]0.5質量部、付加加硫系加硫剤・C−19B[信越化学工業社製、商品名]2.5質量部、およびシランカップリング剤・KBM−403[信越化学工業社製、商品名]1.0質量部からなる絶縁性シリコーンゴム組成物を混練し、ポリエステルフィルム上に添加し、図4(a)に示すように、絶縁性シート2となる絶縁体層41を0.1mmの厚さに分出しした。
【0036】
次いで、この分出した未硬化の絶縁体層41の表面上に、直径40μmの黄銅線にAu−Co合金を0.4μmの厚さにメッキした体積抵抗率10−3Ω・cmの金メッキ線を金属線3として、図4(b)に示すように、0.1mm 間隔でそれぞれ平行に配列し載置した。その後、図4(c)に示すように、これに上記で得た別のポリエステルフィルム上に絶縁性シリコーンゴム組成物を分出したものとを、シリコーンゴム面同士で重ねてラミネートし、6kgf/cm2で8分間加圧して肉厚70μmに成形しエージングした後、さらに120℃で15分間加熱硬化して、所定の積層ブロックサイズに裁断し、その後ポリエステルフィルムを剥離して成形裁断品42を得た。
【0037】
次に、図4(d)に示すように、この成形裁断品42のポリエステルフィルムを剥した一方の面に、接着剤としてゴム硬度が50°Hである液状シリコーンゴムKE−1935A/B[信越化学工業社製、商品名]をスクリーン印刷法で30μmの厚さに塗布し、金属線3の配列方向が一致し互いに平行となるように、金属線3を配置し積層ブロック体43を得た。
さらに、図4(e)に示すように、順次多数の積層ブロック体43を作成し、それらの積層ブロック体43を貼り合せ、末端には成形裁断品42貼り合せて、真空脱泡した後に、120℃で10分間加熱してこれらを接着、硬化させ、配線密度が100本/mm2の積層体44を得た。このときの金属線3の接着強度は、一本の金属線3に対して40gの接着強度を有している。
【0038】
この積層体44を、図4(e)に示すように、金属線3に対して直角で、積層方向と同一方向へ、厚さが1.0mmとなるようにスライスした後、200℃で2時間加熱処理して、絶縁性シリコーンゴムおよび接着剤からの液状シリコーンゴムの低分子量物質を除去して、図4(f)に示すようなシート状コネクタ前駆体4を得た。
【0039】
次に、図5(b)に示すように、シート状コネクタ前駆体4を炭酸ガスレーザを使用し、絶縁性シート2のみを融解した。その際、炭酸ガスレーザを1W、速度0.5m/秒で移動させながら、シート状コネクタ前駆体4に一様に照射し、絶縁性シート2を突出部11Aの必要な長さLよりも深く融解した。レーザ加工に使用するレーザ発振器は炭酸ガスを使用し、レーザビームの掃引は、ガルバノミラースキャナやポリゴンミラーを使用し、有突起コネクタ5を得た。
次に、図5(c)に示すように、YAGレーザを使用し、絶縁性シート2と金属線3を同時に融解させた。その際、YAGレーザを10W、速度1m/秒で移動させながら、有突起コネクタ5のうち、接続するBGA型の半導体装置101の半田ボールが備えられる凹部16と対応しない部分に選択的に照射し、突出部11Aの必要な長さLの分だけ融解し、シート状コネクタ1を得た。
【0040】
[評価]半田ボールが備えられていない直径400μmで深さ24μmの凹部16に電極15を1mm間隔で有するBGA型の半導体装置のダミーとなるBGA型の半導体装置101を作成し、それに接続するために、シート状コネクタ1と有突起コネクタ5を上記のように作成した。次に、上記実施例で得られたシート状コネクタ1と有突起コネクタ5について、その特性を調べたところ下記の結果が得られた。
【0041】
まず、顕微鏡とカメラを使用し3次元撮影を行い、シート状コネクタ1の突出物11Aの平均の長さLとひとつの凹部16に対応する突出部11Aの平均数を算出した。その結果、突出物11Aの平均の長さLは30μmであり、ひとつの凹部16に対応する突出部11Aは平均約8個/凹であった。
【0042】
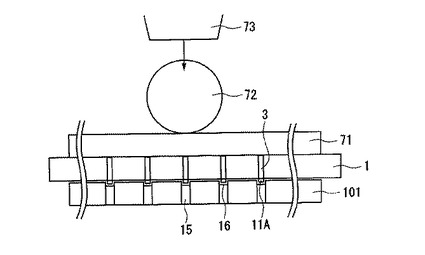
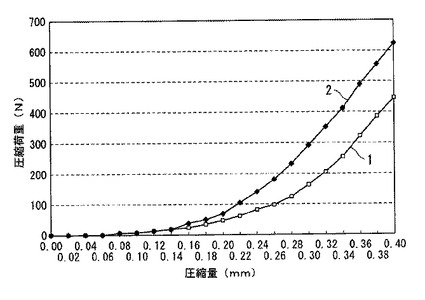
次に、図7に示すように、上記実施例で得られたシート状コネクタ1を平板71とBGA型の半導体装置101で挟みこんだ。その際、BGA型の半導体装置101の半田ボールが備えられる凹部16と、シート状コネクタ1の突出部11Aの位置合わせを行った。さらに、上方の平板71の上面を、鋼球72を介してロードセル73で圧縮することにより、厚さ方向に0.5mm/分の速度で圧縮した時の圧縮量と圧縮荷重の関係を測定した。また、比較例として、有突起コネクタ5についても同様の測定を行った。
その結果を図8に示す。図中、曲線1は実施例で得られたシート状コネクタ1(厚さ1mm、)であり、曲線2は上記の有突起コネクタ5(厚さ1mm)を比較例として測定したものであり、いずれも金属線の配線密度は100本/mm2で同じである。図8より、金属線の仕様、配線密度が同じでも、シート状コネクタ1は突出物11AがBGA型の半導体装置101の凹部16に対応する位置に存在することにより、比較例である高さの等しい突出部11を一様に有する有突起コネクタ5より低い圧縮荷重で所定の圧縮量が得られることが認められる。
【0043】
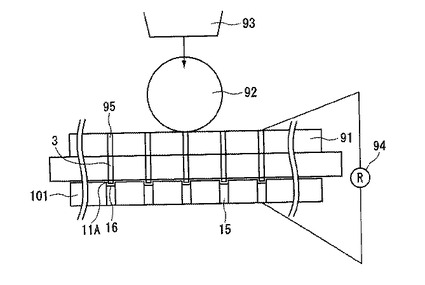
また、図9に示すように、本発明のシート状コネクタ1の導通抵抗の測定を、電極95を有する回路基板91とBGA型の半導体装置101で挟み込み、ミリオムメーターHP4338[HP社製]94を電極95と電極15に接続することで行った。その際、BGA型の半導体装置101の半田ボールが備えられる凹部16と、シート状コネクタ1の突出部11Aの位置合わせを行った。
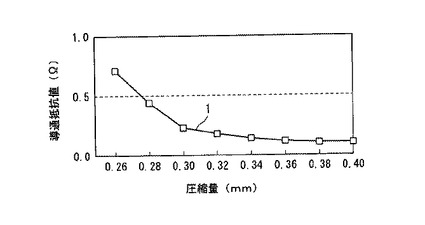
その結果を図10に示した。本発明のシート状コネクタ1(曲線1)は、圧縮量が0.30mm以上であれば、圧縮量が変化しても導通抵抗の変化量は小さく安定していることが認められ、深さ24μmの凹部16の中に設けられた電極15と安定的に電気的な接続ができることがわかった。
【図面の簡単な説明】
【0044】
【図1】本発明のシート状コネクタの平面図である。
【図2】本発明のシート状コネクタの突出部とBGA型の半導体装置の半田ボールが備えられる凹部の中に設けられた電極の断面を示した概略図である。
【図3】シート状コネクタの突出部とBGA型の半導体装置の半田ボールが備えられる凹部の中に設けられた電極の断面を示した概略図である。
【図4】本発明におけるシート状コネクタ前駆体の製造過程を示した概略図である。
【図5】本発明のシート状コネクタの製造過程を示した概略図である。
【図6】本発明のシート状コネクタをソケットを利用して表面実装形ICパッケージに接続した実施形態例を示す斜視図である。
【図7】本実施例におけるシート状コネクタの圧縮特性を測定する方法を示す説明図である。
【図8】本実施例におけるシート状コネクタの圧縮特性を示すグラフである。
【図9】本実施例におけるシート状コネクタの導通抵抗の変化を測定する方法を示す説明図である。
【図10】本実施例におけるシート状コネクタの導通抵抗の変化を示すグラフである。
【符号の説明】
【0045】
1…シート状コネクタ
2…絶縁性シート
3…金属線
4…シート状コネクタ前駆体
5…有突起コネクタ
11…突出部
11A…突出部
11B…突出部
15…電極
16…凹部
41…絶縁体層
42…成形裁断品
43…積層ブロック体
44…積層体
101…BGA型半導体装置
【技術分野】
【0001】
本発明は、集積回路(IC)などに電気的に接続するためのシート状コネクタとその製造方法に関する。
【背景技術】
【0002】
ICの多ピン化や小型化を実現するためのパッケージのひとつとして、ICを収納するパッケージの裏面に半田ボールを外部電極として並べたBGA(Ball Grid Array)パッケージが知られている。
このBGA型の半導体装置においては、シート状のコネクタを利用し、検査装置と圧縮接続することで、内部回路の検査測定が行われている。当該コネクタは絶縁性シートと互いに離間して配置された複数の金属線とを有するものである。その金属線は絶縁性シートの厚さ方向に貫通し、片面または両面に突出することで突出部を形成している。BGA型の半導体装置にコネクタを圧縮接続する際、コネクタの金属線からなる当該突出部を、BGA型の半導体装置の外部電極である半田ボールに直接当てることで電気的に接続し、検査測定を行っている(例えば、特許文献1)。
【特許文献1】特開平9−161870号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、圧縮接続の際、金属線を半田ボールに当てて接続することで検査を行っているため、金属線により半田ボールが傷ついてしまうという問題があった。
【0004】
そこで、金属線を半田ボールが備えられる凹部に接続することで、こういった問題を回避可能であると考えられる。
BGA型の半導体装置の半田ボールが備えられる部位は凹状であり、一方、従来のシート状のコネクタは金属線の高さの等しい突出部を一様に有している。したがって、凹部の中に設けられた電極と接続しようとすると、金属線の高さの等しい突出部を一様に有しているシート状コネクタの表面の形状とBGA型の半導体装置の凹部の形状が一致せず、凹部に対応しない位置にある金属線の突出部が凹部以外の部分に突きかかる。それにより、圧縮接続の際、所定の量の圧縮量を得て接続させるためには、大きな圧縮荷重が必要となり、BGA型の半導体装置、コネクタあるいはそれらの電極にかかる負担が大きくなり、また所定の量の圧縮量を与えても導通抵抗が安定せず、接続が不安定となる。
【0005】
本発明は、BGA型の半導体装置の半田ボールが備えられる凹部の中に設けられた電極に対しても、安定的に電気的な接続を行いうるシート状コネクタを目的とする。
【課題を解決するための手段】
【0006】
本発明のシート状コネクタは、絶縁性シートと、該絶縁性シートの厚さ方向に貫通し、互いに離間して配置された複数の金属線とを有するシート状コネクタであって、該金属線からなる高さの異なる複数の突出部が前記絶縁性シートの両面もしくは片面に形成されていることを特徴とする。
【0007】
凹部の中に設けられた電極を有する検査装置に電気的に接続されるシート状コネクタであって、前記突出部が、検査装置の凹部に対応した位置に形成されることが好ましく、また、BGA(Ball Grid Array)型の半導体装置に電気的に接続されるシート状コネクタであって、前記突出部が、BGA型の半導体装置の半田ボールが備えられる凹部と対応した位置に形成されることが好ましい。
【0008】
本発明のシート状コネクタの製造方法は、絶縁体からなる層と互いに離間して配置された複数の金属線からなる層を積層して積層体を形成し、該積層体を該積層方向にスライスして、絶縁性シートと、該絶縁性シートの厚さ方向に貫通した複数の金属線を有するシート状コネクタ前駆体を形成し、絶縁性シートを融解して、絶縁性シートの両面もしくは片面に金属線からなる複数の突出部を形成し、該複数の突出部の一部を選択的に融解することを特徴とする。
【発明の効果】
【0009】
本発明のシート状コネクタによって、シート状のコネクタと凹部の中に設けられた電極を有するICパッケージ等と圧縮接続を行う際、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続がえられる。
また、本発明のシート状コネクタの製造方法によって、上記シート状コネクタを容易に形成することができる。
【発明を実施するための最良の形態】
【0010】
次に本発明のシート状コネクタについて、図面に基づいて詳細に説明する。
図1および図2に示すように、本発明のシート状コネクタ1は、絶縁性シート2と、該絶縁性シート2の厚さ方向に貫通し、互いに離間して配置された複数の金属線3とを有することが必要である。
【0011】
本発明のシート状コネクタ1に用いられる絶縁性シート2としては、例えば、シリコーン樹脂、エポキシ樹脂等のエラストマ性の熱硬化性樹脂、合成ゴムまたはポリエチレン樹脂、ポリウレタン樹脂、ABS樹脂、軟質塩化ビニル樹脂等のエラストマ性の熱可塑性樹脂からなるものが挙げられ、耐環境特性、耐熱性、耐寒性の点からシリコーンゴムが好ましい。
【0012】
これら例示した材質からなる絶縁性シート2は、絶縁性が要求されるため、体積抵抗率1012Ω・cm以上のものが使用される。また、シート状コネクタ1をICパッケージ等と接続するとき、荷重をかけて圧縮接続を行うので、シート状コネクタ1は柔軟であることが好ましい。したがって、絶縁性シート2の硬度(JIS J6301A型)は、20〜60°H であることが好ましく、耐久性を考慮すると、30〜60°H がより好ましい。絶縁性シート2の耐引き裂き強度は、圧縮接続時に絶縁性シート2が金属線3を確実に保持出来るよう10kgf/mm以上のものがよい。また、絶縁性シート2と金属線3が10g/本以上の強度で接着していると、圧縮接続時に金属線3が脱離することなく、耐久性が向上する。この強度値は、シート状コネクタ1の製造過程において真空脱泡した後、積層体44を得られたとき、絶縁性シート2と金属線3を金属線3に平行で相反する方向に相対速度25mm/分の引張り速度で引っ張って測定したものである。
【0013】
本発明のシート状コネクタ1に用いられる金属線3としては、ICパッケージ等の検査、接続に適した導通抵抗を有しているものであって、体積抵抗率10−1Ω・cm以下の材質であることが肝要である。さらに接触抵抗を考慮すると純金線、金合金線、金メッキ線、銅合金線が挙げられ、なかでも耐環境特性を考慮すると、純金線、金合金線、金メッキ線が好ましい。特に、純金線あるいは金メッキ真鍮線がより好ましい。金属線3の直径は、配線密度との関係を考慮して20〜90μmの範囲が良いが、特には30〜50μmの範囲から選ばれたものが好適である。
【0014】
図2に示すように、シート状コネクタ1において、金属線からなる高さの異なる複数の突出部11が絶縁性シート2に形成されており、突出部は高い方の突出部11Aと低い方の突出部11Bに分類される。
高い方の突出部11Aと低い方の突出部11Bとの高さの差によって規定される長さLは接続するBGA型の半導体装置101の凹部16の深さに対応して適宜設定される。
【0015】
長さLはBGA型の半導体装置101の凹部16の深さより長いことが好ましく、凹部16の深さの2倍以下の長さであることが好ましい。例えば、凹部16の深さが25μmである場合、長さLは30〜50μmであれば、シート状コネクタ1とBGA型の半導体装置101の圧縮接続の際、シート状コネクタ1の突出部11Aの部分とBGA型の半導体装置101の凹部16の形状が一致するようになるため、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続が得られ好ましい。
この範囲よりも長さLが短い場合、圧縮接続の際、突出部11Aが凹部16の中に設けられた電極15に接続するための圧縮量が大きくなり、余分な圧縮荷重が必要となり好ましくない。
また、この範囲よりも長さLが長い場合は、電極15と接続された際、突出部11Aが長すぎるために、突出部11Aを屈曲させるために余分な圧縮荷重が必要となり、好ましくない。
【0016】
また、図3に示すように、BGA型の半導体装置101の凹部16と対応する位置にない突出部11Aは、電極15と接続する際、凹部16と対応する位置にある突出部11Aが電極15と接続する前に、BGA型の半導体装置101の凹部16以外の部分17に接触してしまい、接続の妨げになり好ましくない。
【0017】
BGA型の半導体装置101におけるひとつの電極15に対して、ひとつの突出部11Aによって接続されても良いが、ひとつの電極15に対して突出部11Aが少ししかないと安定した電気的な接続が得られない。したがって、ひとつの電極15に対してできるだけ多くの突出部11Aが接続するよう形成されることが好ましい。
そのためには、金属線3の配線密度は70〜1000本/mm2、好ましくは 100〜1000本/mm2であることが好ましい。配線密度が70本/mm2未満では、ひとつの電極15に接続する突出部11Aの数が少なくなり、安定した電気的な接続が得られにくくなる。一方、配線密度が1000本/mm2を超えると、隣接する金属線3同士が接触しやすく好ましくない。
また、金属線3の間隔は10〜125μmであって、金属線3間の絶縁性確保、金属線3の配列精度などを考慮すると、50〜100μm が好ましい。間隔がこの範囲より大きくなると、ひとつの電極15に接続する突出部11Aの数が少なくなり、安定した電気的な接続が得られにくく、好ましくない。また、間隔がこの範囲より小さくなると、圧縮接続時において、突出部11Aと凹部16の位置合わせが極めて高い精度で求められ、接続を制御することが困難になり、好ましくない。
【0018】
このシート状コネクタ1の厚さ(絶縁性シート2の厚さ)は、0.3〜2.0mmが好ましい。0.3mm未満では、シート状コネクタ1を得るためのスライス加工上、均一な厚さにスライスすることが困難である。また、2.0mmを超えてもシート状コネクタ1として得ることは可能であるが、本発明品が主として使用される半導体領域は高周波回路、かつ、交流回路であり、高周波特性が悪くなり好ましくない。なぜなら、直流回路における抵抗に相当する交流回路のインピーダンスは、コネクタの厚さが厚くなると大きくなるからである。
【0019】
本発明の上記実施形態例においてはシート状コネクタ1の突出部11Aが、BGA型の半導体装置101の凹部16の中に設けられた電極15に電気的に接続される例で示したが、本発明の実施形態例は凹部の中に設けられた電極に接続する場合に限定されるものではない。たとえば、シート状コネクタ1を、平面部に設けられた電極15を有するICパッケージ等と接続する際、突出部11Aの長さLが3〜15μmであれば、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続が得られ好ましい。
この範囲よりも長さLが短い場合、接続時に小さな圧縮量での圧縮接続では、接続が安定化しないので、好ましくない。また、この範囲よりも長い場合は、電極15と接続された際、突出部11Aが長すぎるために、突出部11Aを屈曲させるために余分な圧縮荷重が必要となり、好ましくない。
また、BGA型の半導体装置101と接続される場合に限定されるものでなく、凹部に設けられた電極を有するICパッケージ、検査装置に用いられる測定基板、表面実装型ICパッケージなどと接続される際に使用されても良い。
【0020】
凹部の中に設けられた電極を有する検査装置と凹部の中に設けられた電極を有するICパッケージが接続される際などは、シート状コネクタ1の突出部11Aが絶縁性シート2の両面に形成されていることが好ましい。シート状コネクタ1の片面には凹部の中に設けられた電極を有する検査装置を、シート状コネクタ1のもう一方の面には凹部の中に設けられた電極を有するICパッケージを接続すれば良い。接続される装置は凹部の中もしくは平面部に設けられた電極を有するものであれば良く、ICパッケージ、検査装置、表面実装型ICパッケージなどで良い。シート状コネクタ1の突出部11Aが絶縁性シート2の両面に形成されていることにより、凹部の中に設けられた電極を有するICパッケージ等と検査装置等を、より小さい圧縮量で、電気的に接続することができる。
【0021】
シート状コネクタ1は次のステップを経て製造される。
第一のステップでは、図4(a)に示すように、絶縁性シリコーンゴム組成物を混練し、その後、一定の厚さで分出し、絶縁性シート2となる絶縁体層41を得る。次に、この未硬化の絶縁体層41の表面上に、図4(b)に示すように、金メッキ真鍮線等の金属線3を一定の間隔でそれぞれ平行に配列し載置する。これに先の絶縁性シリコーンゴム組成物を分出したものとを、シリコーンゴム面同士で重ねてラミネートし加圧成形しエージングした後、さらに加熱硬化して、所定の積層ブロックサイズに裁断し、図4(c)に示すように、成形裁断品42を得る。
その後、成形裁断品42に、金属線3の配列方向が一致し互いに平行となるように金属線3を配置することで、図4(d)に示すように、金属線3の層を持った多数の積層ブロック体43を得る。これら多数の積層ブロック体43を貼り合せて、末端に成形裁断品42を貼り合せて、真空脱泡した後に、加熱してこれらを接着、硬化させ、図4(e)に示すように積層体44を得ることができる。
【0022】
図4(e)に示すように、この積層体44をスライス面Sに示すように、金属線3に対して直角で、積層方向と同一方向へ、上記で述べた厚さの範囲でスライスすることによって、図4(f)に示すようなシート状コネクタ前駆体4が得られる。
【0023】
第二のステップでは、上記で得られたシート状コネクタ前駆体4に対して、図5(b)に示すように、炭酸ガスレーザを使用し、絶縁性シート2のみを融解させる必要がある。レーザ加工に使用するレーザ発振器は、市販の連続発振が可能な炭酸ガスレーザ発振器でよく、レーザビームの掃引は、市販の駆動ミラー装置、例えばガルバノミラースキャナやポリゴンミラーなどを用いて、一方向あるいは双方向に行うものでよい。
ここで、炭酸ガスレーザによって、絶縁性シート2のみ融解させることができるが、金属線3は融解させることができない。したがって、炭酸ガスレーザを絶縁性シート2に一様に照射し、突出部11Aの必要な長さLよりも深く融解することで、金属線3からなる多数の高さの等しい突出部11を一様に有し、その表面が平面の形状を有している有突起コネクタ5を得られる。
【0024】
次に、YAGレーザを使用し、図5(c)に示すように、絶縁性シート2と金属線3を同時に融解させる必要がある。レーザ加工に使用するレーザ発振器は上記と同様で良い。
ここで、YAGレーザによって、絶縁性シート2と金属線3を同時に融解することができる。照射する部分は接続する電極15と対応しない部分に選択的に照射し、絶縁性シート2と金属線3を同時に融解する。YAGレーザは金属線3を突出部11Aの必要な長さLの分だけ融解する。その結果、残された部分において、電極15と対応する位置にのみ長さLの突出部11Aを形成し、シート状コネクタ1が得られる。
【0025】
シート状コネクタ1の製造方法の第2ステップの実施形態例として、炭酸ガスレーザ、YAGレーザの順で絶縁性シート2と金属線3を順に融解する方法を示したが、シート状コネクタ1の製造方法はこれに限定されるものではない。金属線3を融解せずに絶縁性シート2のみを融解するレーザであれば、炭酸ガスレーザの代わりにそれを使用しても良い。また、金属線3と絶縁性シート2を融解するレーザもしくは金属線3のみを融解するレーザであれば、YAGレーザの代わりに使用しても良い。
さらに、第2ステップでは上記と逆の順、すなわち、YAGレーザ、炭酸ガスレーザの順で照射し、シート状コネクタ1を製造しても良い。つまり、YAGレーザを接続する電極15と対応しない部分に選択的に照射し、絶縁性シート2と金属線3を突出部11Aの必要な長さLの分だけ同時に融解した後、接続する電極15と対応する部分、つまりYAGレーザを照射していない部分に、炭酸ガスレーザを選択的に照射することで絶縁性シート2のみを突出部11Aの必要な長さLよりも深く融解し、接続する電極15と対応する部分に長さLの突出部11Aを形成することで、シート状コネクタ1を製造しても良い。この方法であれば突出部11Aは接続する電極15と対応する部分にのみに形成される利点があるが、YAGレーザだけでなく炭酸ガスレーザも選択的に照射しなければならず製造工程が複雑になってしまうので、これらの方法は状況によって適宜選択すれば良い。
【0026】
また、上記工程の後に、形成された突出部11Aもしくはシート状コネクタ1に一様にYAGレーザを照射する工程を追加しても良い。それにより、金属線3の先端形状が丸くなり、接続する電極15に対するダメージを軽減でき好ましい。
形成された突出部11AにYAGレーザを照射する場合は、本工程のYAGレーザの照射は長さLが変化しない程度にすれば良い。もしくは、本工程を追加するために、上述した第2のステップにおけるYAGレーザの工程において、予め、選択した金属線3を必要な長さLよりも余分に融解させても良い。
【0027】
シート状コネクタ1がBGA型の半導体装置に電気的に接続される際、図2に示すようにシート状コネクタ1の前記突出部11Aが、BGA型の半導体装置の半田ボールが備えられる凹部と対応した位置に形成される。
【0028】
凹部の中に設けられた電極を有したICパッケージを凹部の中に設けられた電極を有した検査装置で検査測定を行う際には、突出部11Aが両面に形成されているシート状コネクタ1を使用すれば良い。シート状コネクタ1の片面には検査装置を、シート状コネクタ1のもう一方の面にはICパッケージを接続する。この時、シート状コネクタ1の検査装置に接続される面には、突出部11Aが検査装置の凹部に対応した位置に形成され、シート状コネクタ1のもう一方の面には、突出部11AがICパッケージの凹部に対応した位置に形成される。
【0029】
本発明のシート状コネクタ1は上記のように検査で使用されても良いが、表面実装形ICパッケージ等を回路基板に実装する際にも利用することができる。例えば、表面実装形ICパッケージが凹部16の中に設けられた電極15を有する場合、シート状コネクタ1の表面実装形ICパッケージに接続される面には、突出部11Aが表面実装形ICパッケージの凹部16に対応した位置に形成される。このシート状コネクタ1によって、より小さい圧縮量で、表面実装形ICパッケージを回路基板に圧縮接続することができる。
また、上記圧縮接続の際、全体的に均一な荷重をかけてより接続を安定化させるために、特許文献(特開2006−184199号広報)に示めされるような、接続のためのソケットを利用し上記接続を行うことも好ましい。
【0030】
ここではソケットを利用した表面実装形ICパッケージとシート状コネクタ1の接続について具体的に説明する。
図6に示すように、ソケット301は、上蓋部302に表面実装形ICパッケージ201をシート状コネクタ1に接近する方向に垂直に押圧する機構部を有する。この機構部は、ソケット301の収容空間303内に表面実装形ICパッケージ201を収容し、回転レバー305を回転させると押圧板304が上蓋部302から遠ざかる方向に移動し、表面実装形ICパッケージ201の背面面内にほぼ均等に圧力を加えた状態で表面実装形ICパッケージ201をシート状コネクタ1に接近する方向に垂直に押圧するようになっている。
表面実装形ICパッケージ201とシート状コネクタ1を接続する際、このソケット301を利用して接続すると良い。表面実装形ICパッケージ201を図6に示す収容空間303内に収容し、ソケット301を使って全体的に均一な荷重をかけて圧縮接続を行う。このとき、シート状コネクタ1の突出部11Aは表面実装形ICパッケージの凹部に対応した位置に形成されておくことで、突出部11Aと凹部の形状が一致し、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続が得られる。
【0031】
本発明のシート状コネクタ1によって、シート状のコネクタ1と凹部に電極を有するICパッケージ等と圧縮接続を行う際、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続がえられる。
【0032】
シート状コネクタ1がBGA型の半導体装置101に電気的に接続される際、シート状コネクタ1の突出部11Aが、BGA型の半導体装置101の半田ボールが備えられる凹部16と対応した位置に形成されることで、小さな圧縮荷重でも所定の圧縮量が得られ、さらに、小さな圧縮量にかかわらず導通抵抗が安定する結果、安定した電気的接続がえられる。
【0033】
本発明のシート状コネクタ1の製造方法によって、絶縁性シート2と、該絶縁性シート2の厚さ方向に貫通し、互いに離間して配置された複数の金属線3とを有し、該金属線3からなる高さの異なる複数の突出部11が前記絶縁性シート2の両面もしくは片面に形成されているシート状コネクタ1を容易に形成することができる。
【実施例】
【0034】
本実施例においては、半田ボールが備えられていないBGA型の半導体装置のダミーとなるBGA型の半導体装置101を作成し、それに接続するために、シート状コネクタ1と有突起コネクタ5を作成した。
【0035】
厚さが1.0mmのシート状コネクタ1と有突起コネクタ5とを次の手順に従って作製した。先ず、厚さが50μm でその熱収縮率が0.5%であるポリエステルフィルムの表面をサンドブラストして、その表面の粗さ(Ra)を0.8とし、その表面を界面活性剤で処理した。その後、硬化後の硬度が30°H の絶縁性シリコーンゴムとなるシリコーンゴムコンパウンド・KE−153U とKE−761VB[ともに信越化学工業社製、商品名]との混合比を70:30とする混合物100質量部に対して、付加加硫系加硫剤・C−19A [信越化学工業社製、商品名]0.5質量部、付加加硫系加硫剤・C−19B[信越化学工業社製、商品名]2.5質量部、およびシランカップリング剤・KBM−403[信越化学工業社製、商品名]1.0質量部からなる絶縁性シリコーンゴム組成物を混練し、ポリエステルフィルム上に添加し、図4(a)に示すように、絶縁性シート2となる絶縁体層41を0.1mmの厚さに分出しした。
【0036】
次いで、この分出した未硬化の絶縁体層41の表面上に、直径40μmの黄銅線にAu−Co合金を0.4μmの厚さにメッキした体積抵抗率10−3Ω・cmの金メッキ線を金属線3として、図4(b)に示すように、0.1mm 間隔でそれぞれ平行に配列し載置した。その後、図4(c)に示すように、これに上記で得た別のポリエステルフィルム上に絶縁性シリコーンゴム組成物を分出したものとを、シリコーンゴム面同士で重ねてラミネートし、6kgf/cm2で8分間加圧して肉厚70μmに成形しエージングした後、さらに120℃で15分間加熱硬化して、所定の積層ブロックサイズに裁断し、その後ポリエステルフィルムを剥離して成形裁断品42を得た。
【0037】
次に、図4(d)に示すように、この成形裁断品42のポリエステルフィルムを剥した一方の面に、接着剤としてゴム硬度が50°Hである液状シリコーンゴムKE−1935A/B[信越化学工業社製、商品名]をスクリーン印刷法で30μmの厚さに塗布し、金属線3の配列方向が一致し互いに平行となるように、金属線3を配置し積層ブロック体43を得た。
さらに、図4(e)に示すように、順次多数の積層ブロック体43を作成し、それらの積層ブロック体43を貼り合せ、末端には成形裁断品42貼り合せて、真空脱泡した後に、120℃で10分間加熱してこれらを接着、硬化させ、配線密度が100本/mm2の積層体44を得た。このときの金属線3の接着強度は、一本の金属線3に対して40gの接着強度を有している。
【0038】
この積層体44を、図4(e)に示すように、金属線3に対して直角で、積層方向と同一方向へ、厚さが1.0mmとなるようにスライスした後、200℃で2時間加熱処理して、絶縁性シリコーンゴムおよび接着剤からの液状シリコーンゴムの低分子量物質を除去して、図4(f)に示すようなシート状コネクタ前駆体4を得た。
【0039】
次に、図5(b)に示すように、シート状コネクタ前駆体4を炭酸ガスレーザを使用し、絶縁性シート2のみを融解した。その際、炭酸ガスレーザを1W、速度0.5m/秒で移動させながら、シート状コネクタ前駆体4に一様に照射し、絶縁性シート2を突出部11Aの必要な長さLよりも深く融解した。レーザ加工に使用するレーザ発振器は炭酸ガスを使用し、レーザビームの掃引は、ガルバノミラースキャナやポリゴンミラーを使用し、有突起コネクタ5を得た。
次に、図5(c)に示すように、YAGレーザを使用し、絶縁性シート2と金属線3を同時に融解させた。その際、YAGレーザを10W、速度1m/秒で移動させながら、有突起コネクタ5のうち、接続するBGA型の半導体装置101の半田ボールが備えられる凹部16と対応しない部分に選択的に照射し、突出部11Aの必要な長さLの分だけ融解し、シート状コネクタ1を得た。
【0040】
[評価]半田ボールが備えられていない直径400μmで深さ24μmの凹部16に電極15を1mm間隔で有するBGA型の半導体装置のダミーとなるBGA型の半導体装置101を作成し、それに接続するために、シート状コネクタ1と有突起コネクタ5を上記のように作成した。次に、上記実施例で得られたシート状コネクタ1と有突起コネクタ5について、その特性を調べたところ下記の結果が得られた。
【0041】
まず、顕微鏡とカメラを使用し3次元撮影を行い、シート状コネクタ1の突出物11Aの平均の長さLとひとつの凹部16に対応する突出部11Aの平均数を算出した。その結果、突出物11Aの平均の長さLは30μmであり、ひとつの凹部16に対応する突出部11Aは平均約8個/凹であった。
【0042】
次に、図7に示すように、上記実施例で得られたシート状コネクタ1を平板71とBGA型の半導体装置101で挟みこんだ。その際、BGA型の半導体装置101の半田ボールが備えられる凹部16と、シート状コネクタ1の突出部11Aの位置合わせを行った。さらに、上方の平板71の上面を、鋼球72を介してロードセル73で圧縮することにより、厚さ方向に0.5mm/分の速度で圧縮した時の圧縮量と圧縮荷重の関係を測定した。また、比較例として、有突起コネクタ5についても同様の測定を行った。
その結果を図8に示す。図中、曲線1は実施例で得られたシート状コネクタ1(厚さ1mm、)であり、曲線2は上記の有突起コネクタ5(厚さ1mm)を比較例として測定したものであり、いずれも金属線の配線密度は100本/mm2で同じである。図8より、金属線の仕様、配線密度が同じでも、シート状コネクタ1は突出物11AがBGA型の半導体装置101の凹部16に対応する位置に存在することにより、比較例である高さの等しい突出部11を一様に有する有突起コネクタ5より低い圧縮荷重で所定の圧縮量が得られることが認められる。
【0043】
また、図9に示すように、本発明のシート状コネクタ1の導通抵抗の測定を、電極95を有する回路基板91とBGA型の半導体装置101で挟み込み、ミリオムメーターHP4338[HP社製]94を電極95と電極15に接続することで行った。その際、BGA型の半導体装置101の半田ボールが備えられる凹部16と、シート状コネクタ1の突出部11Aの位置合わせを行った。
その結果を図10に示した。本発明のシート状コネクタ1(曲線1)は、圧縮量が0.30mm以上であれば、圧縮量が変化しても導通抵抗の変化量は小さく安定していることが認められ、深さ24μmの凹部16の中に設けられた電極15と安定的に電気的な接続ができることがわかった。
【図面の簡単な説明】
【0044】
【図1】本発明のシート状コネクタの平面図である。
【図2】本発明のシート状コネクタの突出部とBGA型の半導体装置の半田ボールが備えられる凹部の中に設けられた電極の断面を示した概略図である。
【図3】シート状コネクタの突出部とBGA型の半導体装置の半田ボールが備えられる凹部の中に設けられた電極の断面を示した概略図である。
【図4】本発明におけるシート状コネクタ前駆体の製造過程を示した概略図である。
【図5】本発明のシート状コネクタの製造過程を示した概略図である。
【図6】本発明のシート状コネクタをソケットを利用して表面実装形ICパッケージに接続した実施形態例を示す斜視図である。
【図7】本実施例におけるシート状コネクタの圧縮特性を測定する方法を示す説明図である。
【図8】本実施例におけるシート状コネクタの圧縮特性を示すグラフである。
【図9】本実施例におけるシート状コネクタの導通抵抗の変化を測定する方法を示す説明図である。
【図10】本実施例におけるシート状コネクタの導通抵抗の変化を示すグラフである。
【符号の説明】
【0045】
1…シート状コネクタ
2…絶縁性シート
3…金属線
4…シート状コネクタ前駆体
5…有突起コネクタ
11…突出部
11A…突出部
11B…突出部
15…電極
16…凹部
41…絶縁体層
42…成形裁断品
43…積層ブロック体
44…積層体
101…BGA型半導体装置
【特許請求の範囲】
【請求項1】
絶縁性シートと、該絶縁性シートの厚さ方向に貫通し、互いに離間して配置された複数の金属線とを有するシート状コネクタであって、該金属線からなる高さの異なる複数の突出部が前記絶縁性シートの両面もしくは片面に形成されていることを特徴とするシート状コネクタ。
【請求項2】
凹部の中に設けられた電極を有する検査装置に電気的に接続されるシート状コネクタであって、前記突出部が、検査装置の凹部に対応した位置に形成されることを特徴とする請求項1に記載のシート状コネクタ。
【請求項3】
BGA(Ball Grid Array)型の半導体装置に電気的に接続されるシート状コネクタであって、前記突出部が、BGA型の半導体装置の半田ボールが備えられる凹部に対応した位置に形成されることを特徴とする請求項1に記載のシート状コネクタ。
【請求項4】
絶縁体からなる層と互いに離間して配置された複数の金属線からなる層を積層して積層体を形成し、
該積層体を該積層方向にスライスして、絶縁性シートと、該絶縁性シートの厚さ方向に貫通した複数の金属線を有するシート状コネクタ前駆体を形成し、
絶縁性シートを融解して、絶縁性シートの両面もしくは片面に金属線からなる複数の突出部を形成し、
該複数の突出部の一部を選択的に融解することを特徴とするシート状コネクタの製造方法。
【請求項1】
絶縁性シートと、該絶縁性シートの厚さ方向に貫通し、互いに離間して配置された複数の金属線とを有するシート状コネクタであって、該金属線からなる高さの異なる複数の突出部が前記絶縁性シートの両面もしくは片面に形成されていることを特徴とするシート状コネクタ。
【請求項2】
凹部の中に設けられた電極を有する検査装置に電気的に接続されるシート状コネクタであって、前記突出部が、検査装置の凹部に対応した位置に形成されることを特徴とする請求項1に記載のシート状コネクタ。
【請求項3】
BGA(Ball Grid Array)型の半導体装置に電気的に接続されるシート状コネクタであって、前記突出部が、BGA型の半導体装置の半田ボールが備えられる凹部に対応した位置に形成されることを特徴とする請求項1に記載のシート状コネクタ。
【請求項4】
絶縁体からなる層と互いに離間して配置された複数の金属線からなる層を積層して積層体を形成し、
該積層体を該積層方向にスライスして、絶縁性シートと、該絶縁性シートの厚さ方向に貫通した複数の金属線を有するシート状コネクタ前駆体を形成し、
絶縁性シートを融解して、絶縁性シートの両面もしくは片面に金属線からなる複数の突出部を形成し、
該複数の突出部の一部を選択的に融解することを特徴とするシート状コネクタの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2008−140574(P2008−140574A)
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願番号】特願2006−323092(P2006−323092)
【出願日】平成18年11月30日(2006.11.30)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願日】平成18年11月30日(2006.11.30)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]