
シート状ポリウレタンフォームおよびその製造方法

【課題】 高価なマット調表面を持つ工程紙を用いずにマット調粗面を持つ所定厚みのポリウレタンシートおよびその製造方法を簡単かつ安価に得る。
【解決手段】 熱膨張性マイクロカプセルを配合した液状ポリウレタン原料がこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱されて発泡、樹脂化したポリウレタンシートとされ、さらにこのポリウレタンシートが前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱されて熱膨張性マイクロカプセルが熱膨張され表面がマット状に形成された構成である。
【解決手段】 熱膨張性マイクロカプセルを配合した液状ポリウレタン原料がこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱されて発泡、樹脂化したポリウレタンシートとされ、さらにこのポリウレタンシートが前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱されて熱膨張性マイクロカプセルが熱膨張され表面がマット状に形成された構成である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、OA機器等の滑り止めや緩衝材等に用いられるシート状ポリウレタンフォームおよびその製造方法に関するものである。
【背景技術】
【0002】
従来から、机上などの設置台等に設置されるパソコン、キーボード、プリンタ、ゲーム機などの滑り止め材や取扱い時や運送時の緩衝用としてシート状のポリウレタンフォームが広く用いられている(例えば、特許文献1および2を参照)。このシート状のポリウレタンフォームは、液状ポリウレタン原料を、紙やフィルム離型紙にコーティングしたり、離型性のよい樹脂をラミネートした工程紙の間に挟み、オーブン内でその液状ポリウレタン原料を加熱して発泡、硬化させることによって得られる。この場合、前記工程紙は表面が円滑であるため、硬化後にポリウレタンから工程紙を剥離した場合に、その硬化したポリウレタンシートの表面が工程紙と同様にミラー状の表面状態になる。
【0003】
ところが、ポリウレタンシートがミラー状の表面状態になると、このポリウレタンシートを生産直後にロール状に巻き取る際に、ミラー調の表裏どうしが互いに張り付き合う(ブロッキング)ことがある。この場合には、このロール状のポリウレタンシートを巻き出す(巻き戻す)際に大きな力を必要としたり、無理に引き剥がそうとすると損傷したり、剥離不可能になったりする。このため、このポリウレタンシート表面に予めマット状表面となるような加工を施して、前述のようなポリウレタンシート表裏どうしの貼り付きを回避する方法が考えられている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−083744号公報
【特許文献2】特開平10−322039号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、かかる従来のポリウレタンシートの加工処理では、ポリウレタンシートをマット調表面とするために、ミラー調表面を持つ工程紙を用意し、この表面にエンボスやサンドブラストなどの表面加工を施す必要があり、この表面加工のために余計な費用が掛かり、これが製品コストに大きく影響するという課題があった。
【0006】
本発明は、上述した事情に鑑みてなされたものであり、その目的は、液状ポリウレタン原料の発泡および樹脂化のための加熱処理と熱膨張性マイクロカプセルの膨張のための加熱処理とを分けて実施することにより、高価なマット調表面を持つ工程紙を用いずに、マット調粗面を持つ所定厚みのシート状ポリウレタンフォームおよびそのシート状ポリウレタンフォームの製造方法を安価に得ることにある。
【課題を解決するための手段】
【0007】
前述した目的を達成するために、本発明にかかるシート状ポリウレタンフォームは、熱膨張性マイクロカプセルを配合した液状ポリウレタン原料がこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱されて発泡、硬化したポリウレタンシートとされ、その後このポリウレタンシートが前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱されてマイクロカプセルを熱膨張させて表面がマット状粗面に形成されてなることを特徴とする。
【0008】
この構成により、加熱処理することによって適切に発泡および樹脂化したポリウレタンシートの表面に、続いて実施される高温の加熱処理によって熱膨張性マイクロカプセルの膨張を促して所定のマット調粗面を簡単かつ安価に形成でき、このマット調面を持つポリウレタンシートを所定形状、サイズにしてOA機器等の滑り止め用および緩衝用に利用することができる。
【0009】
また、本発明にかかるシート状ポリウレタンフォームの製造方法は、熱膨張性マイクロカプセルを配合した液状ポリウレタン原料をこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱発泡し硬化してポリウレタンシートを得る工程と、このポリウレタンシートを前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱してマイクロカプセルを熱膨張させ表面にマット状粗面を形成する工程と、を具備することを特徴とする。
【0010】
これにより、加熱処理することによって適切に発泡、樹脂化されたポリウレタンシートの表面に、続いて実施される高温の加熱処理によって熱膨張性マイクロカプセルの膨張を促して滑り止め性および緩衝性を持つ所定のマット調粗面を形成でき、このマット粗面を持つ所定形状、サイズのポリウレタンシートを簡単かつ安価に提供できる。
【発明の効果】
【0011】
本発明によれば、高価なマット調表面を持つ工程紙を用いずにマット調粗面を持つ所定厚みのシート状ポリウレタンフォームおよびその製造方法を簡単かつ安価に得ることができる。
【0012】
以上、本発明について簡潔に説明した。更に、以下に説明される発明を実施するための最良の形態を添付の図面を参照して詳細に説明する。
【図面の簡単な説明】
【0013】
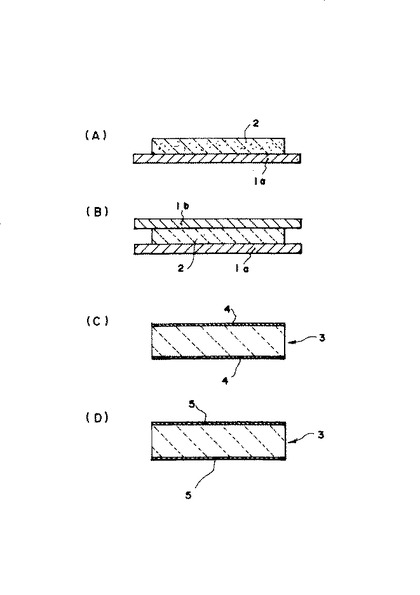
【図1】本発明の実施形態によるシート状ポリウレタンフォームの製造手順を工程順(A)(B)(C)(D)に示す工程図である。
【発明を実施するための形態】
【0014】
以下、本発明の一実施の形態にかかるシート状ポリウレタンフォームおよびその製造方法を、図1を参照して説明する。
【0015】
本発明のシート状ポリウレタンフォームおよびその製造方法に用いる硬化性組成物は、ポリオールと多官能性有機イソシアナート、熱膨張性マイクロカプセル、を主原料とし、これに整泡剤、硬化触媒、発泡剤、架橋剤、着色剤、樹脂改質剤、難燃剤、紫外線吸収剤、耐久性改良剤等の添加剤を、本発明の目的を損なわない範囲で添加することができるが、特にこれらに限定するものではない。
【0016】
本発明のポリウレタンフォームは、上述の様々な諸原料を用いることができ、従来から知られているワンショット法、プレポリマー法、部分プレポリマー法等を用いることができる。本発明のポリウレタンフォームはシート状態で発泡処理されて表面がマット調に形成される。
【0017】
本発明に用いるポリオールであるエーテルポリオールとしては、プロピレングリコール、グリセリン、トリメチロールプロパン等の低分子量ポリオールを開始剤として用い、エチレンオキシド、プロピレンオキシド、ブチレンオキシド、テトラヒドロフラン等のオキシラン化合物を付加重合させたものを用いてもよい。
【0018】
また、本発明に用いるポリオールであるポリエステルポリオールとしては、酸成分として、ダイマー酸、アジピン酸等とグリコール成分のエチレングリコール、ジエチレングリコール、ブチレングリコール、1,6−ヘキサングリコール、2−メチル−1,3−プロパンジオール、1,4−ブタンジオール等を重合させたエステル化物を用いてもよい。
【0019】
また、本発明に用いる他のポリオールとしては、ひまし油およびひまし油変性物、ポリブタジエン系ポリオールおよびその水添化物、ポリイソプレン系ポリオールおよびその水添化物等を用いてもよい。
【0020】
上述の種々のポリオールは、それらを単独またはそれらの混合物として用いるものである。これらのポリオールは、後述の多官能性イソシアナートと予め反応させた水酸基末端プレポリマーまたはイソシアナート基末端プレポリマーとして使用されることが考えられるが、これらに限定されるものではない。
【0021】
本発明に用いる多官能性イソシアナートとしては、分子中にイソシアナート基が2個以上含有する芳香族イソシアナートおよび脂肪族イソシアナートまたはそれらの変性物を用いてもよい。具体的には、トルエンジイソシアナート(TDI)、ジフェニルメタンジイソシアナート(MDI)、イソホロンジイソシアナート(IPDAI)、ヘキサメチレンジイソシアナート(HDI)、キシリレンジイソシアネート(XDI)、テトラメチルキシリレンジイソシアナート(TMXDI)等、およびこれらの混合物等が挙げられるが、これらに限定されるものではない。
【0022】
本発明に用いる熱膨張性マイクロカプセルは、加熱することで膨張する液体や気体で、例えばプロパン、ブタン、ノルマルブタン、イソブタン、イソペンタン、ノルマルペンタン、ヘキサン、メチレンクロライド、フロン類などを合成樹脂カプセルに内包させたものである。合成樹脂としては、アクリルニトリル、アクリル酸エステル、メタクリル酸エステル、スチレン、酢酸ビニル、塩化ビニリデンなどの共重合体が挙げられる。それ以外に、発泡ビーズとして知られているスチレン樹脂に炭酸ガスを含浸したスチレンビーズやポリプロピレンビーズ、ポリエチレンビーズなども膨張性マイクロカプセルとして好適である。
【0023】
また、前記架橋剤としては、比較的低分子量のものが用いられる。例えばジオールやトリオール、多価アミン、またはこれらにエチレンオキシド、プロピレンオキシドを付加したもの、トリエタノールアミン、ジエタノールアミンなどを用いることができる。架橋剤の添加量は、ポリオール成分100重量部に対して一般に0〜20重量部程度が好ましい。
【0024】
さらに、前記整泡剤としては、一般に用いられているシリコーン系整泡剤を適宜用いることができる。なお、ポリウレタンフォームに要求される性能に応じて、難燃剤、充填材、帯電防止剤、着色剤、安定剤などを必要に応じて本発明の目的を逸脱しない範囲で添加することができる。
【0025】
前記硬化触媒としては、公知のアミン系触媒や有機金属系触媒を用いることができる。具体的には、例えばビーズ(ジメチルアミノエチル)エーテル、ペンタメチルジエチレントリアミン、N,N−ジメチルシクロヘキシルアミン、N,N−ジメチルエタノールアミン、N,N,N’,N’−テトラメチルヘキサメチレンジアミン、N,N,N’,N’−テトラメチルプロピレンジアミン、N,N,N’,N’−テトラメチルエチレンジアミン、トリエチレンジアミン、N−メチル−N’−(ジメチルアミノ)エチルピペラジン、N−メチルモノフォリン、N−エチルモノフォリン、トリエチルアミン、ラウリン酸錫、オクタン酸錫が挙げられる。この触媒の添加量は、ポリオール成分100重量部に対して一般に0.01〜5重量部程度が好ましい。
【0026】
前記発泡剤としては、通常のポリウレタンフォームを製造する時に用いる発泡剤で、水や低沸点炭化水素、フッ素系化合物、塩素系化合物など揮発性の有機化合物などを併用すると低密度発泡体を安定して製造するのに好ましい。
【0027】
次に、本発明のシート状ポリウレタンフォームの製造工程を、図1を参照しながら説明する。
【0028】
先ず、ポリオール、イソシアネート、硬化触媒、熱膨張性マイクロカプセルおよび整泡材、発泡剤、架橋剤等の添加剤を配合した液状ポリウレタン原料を準備する。この液状ポリウレタン原料を離型性基材の少なくとも片面にシート状に均等厚みに塗布する。この離型性基材としては、マット加工を施してない表面が平滑な紙やポリエステルフィルムの表面にシリコーン樹脂をコーティングしたものやポリプロピレンやポリメチルペンテンのようにそれ自体が離型性を持った樹脂フィルムなどが用いられ、所期のコーティング法により前記液状ポリウレタン原料を塗付する。液状ポリウレタン原料を塗付する方法としては、例えばロールコーターやナイフコーター、ダイスコーター、スプレーコーターなどのうち好適な塗布方法が採用できる。
【0029】
具体的には、前記ポリオール、多官能性有機イソシアナート、熱膨張性マイクロカプセル、整泡剤、硬化触媒、発泡剤、架橋剤、着色剤、樹脂改質剤、難燃剤、紫外線吸収剤、耐久性改良剤等の添加剤を所定配合量となるように混合して、液状ポリウレタン原料を準備する。次に、離型性基材としての表面が円滑な樹脂フィルムである第1のフィルム1a上に、図1(a)に示すように前記液状ポリウレタン原料2を均等の厚みに塗付する。続いて、この液状ポリウレタン原料2の上に、前記同様の樹脂フィルムとしての第2のフィルム1bを、図1(b)に示すように載せる。これにより、液状ポリウレタン原料2は第1のフィルム1aおよび第2のフィルム1bによって挟まれた状態になる。
【0030】
次に、第1のフィルム1aおよび第2のフィルム1bによって挟まれた状態の液状ポリウレタン原料2をオーブンに入れて加熱する。この加熱温度は液状ポリウレタン原料2に配合された熱膨張性マイクロカプセルの発泡開始温度より低い一定の温度とし、液状ポリウレタン原料2の全体を均一に加熱する。これによって、熱膨張性マイクロカプセルは膨張することなく、ポリウレタン原液2のみの発泡と樹脂化を促進しながらポリウレタンシートが形成される。
【0031】
続いて、第1のフィルム1aおよび第2のフィルム1bによって挟まれた状態のポリウレタン原料2をオーブンから取り出し、このポリウレタン原料2から第1のフィルム1aおよび第2のフィルム1bを剥離することによって、図1(c)に示すように両面がミラー調のスキン層4となったポリウレタンシート3を得る。そこで、第1のフィルム1aおよび第2のフィルム1bが剥離された状態のこのポリウレタンシート3をオーブンに入れて再び加熱する。この加熱は、熱膨張性マイクロカプセルの発泡開始温度より高い、例えば100℃〜150℃の温度で行なう。これにより熱膨張マイクロカプセルは膨張を開始し、前記ポリウレタンシート3上にマット調粗面のスキン層5が形成される。なお、熱膨張性マイクロカプセルの加熱が均一に行なわれないと発泡倍率が不均一になり、厚みなど寸法が一定しないため、形状の整ったシート状のポリウレタンフォームが得られない。
【0032】
前記のような加熱処理では、先ず、熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱を行なうことで、熱膨張性マイクロカプセルの発泡を招かずに、ポリウレタン原液の発泡と樹脂化を行なわせて所期の柔軟性、弾力性があるポリウレタンフォームを形成し、続いて、熱膨張性マイクロカプセルの発泡開始温度より高い温度で加熱を行なうことで、初めて熱膨張マイクロカプセルを発泡させて、表面にマット調のスキン層5を持つシート状ポリウレタンフォームを得る。なお、図1では、第1のフィルム1aおよび第2のフィルム1bの両方をポリウレタンシート3から剥離した場合について述べたが、これに限らず、第2のフィルム1bのみを剥し第1のフィルム1aを残してもよい。この場合、片面にマット調のスキン層5を有するポリウレタンシート3と第1のフィルム1aの一体品となる。
【0033】
以下、本発明の具体的な実施例について説明する。なお、本発明は下記実施例に限定されない。また、文中、「部」は質量基準である。
【実施例1】
【0034】
まず、ポリエーテルポリオール(三井化学株式会社製製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)10部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例2】
【0035】
まず、ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)5部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例3】
【0036】
まず、ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−36(発泡開始温度75〜85℃)、未膨張マイクロカプセル)10部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例4】
【0037】
まず、ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−36(発泡開始温度75〜85℃)、未膨張マイクロカプセル)5部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例5】
【0038】
まず、ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)10部、水0.35部、シリコーン整泡剤1.0部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例6】
【0039】
ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−240)100部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.1部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)185部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)3部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例7】
【0040】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)10部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて100℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【比較例1】
【0041】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料を、これに熱膨張性マイクロカプセルを配合しないで液温35℃にて攪拌した。 次に、このマイクロカプセルを配合しない液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、サンプルを得た。
【比較例2】
【0042】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)1部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【比較例3】
【0043】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)20部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【比較例4】
【0044】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−36(発泡開始温度75〜85℃)、未膨張マイクロカプセル)10部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて100℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、サンプルを得た。
【比較例5】
【0045】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)10部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて110℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び110℃で5分加熱して、サンプルを得た。
【比較例6】
【0046】
ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−240)100部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.1部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)185部からなる液状ポリウレタン原料を、これに熱膨張性マイクロカプセルを配合しないで液温35℃にて攪拌した。次に、このマイクロカプセルを配合しない液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、サンプルを得た。
【0047】
下記表1は、実施例1〜実施例7の各ポリウレタンフォームの物性をまとめて示し、密度、引張り強さ、伸び、25%圧縮残留歪、動摩擦係数およびA硬度が適正値内にあり、特に動摩擦係数が熱膨張性マイクロカプセルによるポリウレタンシートのマット調化によって1.5以下の0.73〜1.48の適正値となり、これがOA機器等の滑り止め等の用途に優れた効果を発揮する。
【0048】
【表1】

【0049】
下記表2は、比較例1〜比較例6の各ポリウレタンフォームの物性をまとめて示し、密度、引張り強さ、伸び、25%圧縮残留歪、動摩擦係数およびA硬度についての物性値が示されている。これらのうち、比較例1は熱膨張性マイクロカプセルを配合しないこと以外は、前記実施例1と同様であり、熱膨張性マイクロカプセルを配合しない場合には、動摩擦係数が高くなり過ぎて測定不可能である。比較例2は熱膨張性マイクロカプセルを1部配合すること以外は実施例1と同様であり、熱膨張性マイクロカプセルの配合量が少ないので動摩擦係数が2.03という高い値となる。比較例3は熱膨張性マイクロカプセルを20部としたこと以外は実施例1と同様であり、逆に熱膨張性マイクロカプセルの配合量が多いので、25%圧縮残留歪が10.3と悪くなる。
【0050】
さらに、比較例4は加熱オーブンに入れて100℃で、5分間加熱後シート状ポリウレタンを離型フィルムから剥離する以外は実施例3と同様であり、熱膨張性マイクロカプセルの発泡温度より高い温度でポリウレタンを発泡、樹脂化したことで動摩擦係数が高くなる。そして、比較例5は加熱オーブンに入れて110℃で、5分間加熱後ポリウレタンを離型フィルムから剥離する以外は実施例1と同様であり、熱膨張性マイクロカプセルの発泡温度より高い温度でポリウレタンを発泡、樹脂化した場合は動摩擦係数が1.5を超えた1.74と極めて高い。また、比較例6は熱膨張性マイクロカプセルを配合しないこと以外は実施例6と同様であり、動摩擦係数が高くなり過ぎて、測定不可能になる。
【0051】
【表2】
【0052】
以上の結果から、本発明のシート状ポリウレタンフォームおよびその製造方法は、熱膨張性マイクロカプセルを配合した液状ポリウレタン原料をこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱して発泡、樹脂化してポリウレタンシートとし、さらにこのポリウレタンシートを前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱してこのポリウレタンシートの表面をマット状に形成することで、マット調工程紙で作成したものと同様の表面粗度のポリウレタンシートを簡単かつ安価に得ることができる。この場合に液状ポリウレタン原料を2枚の剥離性基材間に介在させることで、ポリウレタンの厚み(例えば、0.1〜4.0ミリ)精度を例えば±10%以内に高めることができるとともに、表面の平坦性を高めることができる。また、ポリウレタン製品の表面をマット調にしたことにより、OA機器等の滑り止めとしての利用が可能であり、この場合に歪、転写汚染性、剥がれ性などによってポリウレタン本来の特性が損なわれることを未然に回避できる。
【産業上の利用可能性】
【0053】
本発明のシート状ポリウレタンフォームおよびその製造方法は高価なマット調表面を持つ工程紙を用いずにマット調粗面を持つ所定厚みのシート状ポリウレタンフォームおよびその製造方法を簡単かつ安価に得ることができるという効果を有し、OA機器等の滑り止めや緩衝材等に用いられるシート状ポリウレタンフォーム等に有用である。
【符号の説明】
【0054】
1a 第1のフィルム(離型性基材)
1b 第2のフィルム(離型性基材)
2 液状ポリウレタン原料
3 ポリウレタンシート
4 ミラー調のスキン層
5 マット調のスキン層
【技術分野】
【0001】
本発明は、OA機器等の滑り止めや緩衝材等に用いられるシート状ポリウレタンフォームおよびその製造方法に関するものである。
【背景技術】
【0002】
従来から、机上などの設置台等に設置されるパソコン、キーボード、プリンタ、ゲーム機などの滑り止め材や取扱い時や運送時の緩衝用としてシート状のポリウレタンフォームが広く用いられている(例えば、特許文献1および2を参照)。このシート状のポリウレタンフォームは、液状ポリウレタン原料を、紙やフィルム離型紙にコーティングしたり、離型性のよい樹脂をラミネートした工程紙の間に挟み、オーブン内でその液状ポリウレタン原料を加熱して発泡、硬化させることによって得られる。この場合、前記工程紙は表面が円滑であるため、硬化後にポリウレタンから工程紙を剥離した場合に、その硬化したポリウレタンシートの表面が工程紙と同様にミラー状の表面状態になる。
【0003】
ところが、ポリウレタンシートがミラー状の表面状態になると、このポリウレタンシートを生産直後にロール状に巻き取る際に、ミラー調の表裏どうしが互いに張り付き合う(ブロッキング)ことがある。この場合には、このロール状のポリウレタンシートを巻き出す(巻き戻す)際に大きな力を必要としたり、無理に引き剥がそうとすると損傷したり、剥離不可能になったりする。このため、このポリウレタンシート表面に予めマット状表面となるような加工を施して、前述のようなポリウレタンシート表裏どうしの貼り付きを回避する方法が考えられている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−083744号公報
【特許文献2】特開平10−322039号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、かかる従来のポリウレタンシートの加工処理では、ポリウレタンシートをマット調表面とするために、ミラー調表面を持つ工程紙を用意し、この表面にエンボスやサンドブラストなどの表面加工を施す必要があり、この表面加工のために余計な費用が掛かり、これが製品コストに大きく影響するという課題があった。
【0006】
本発明は、上述した事情に鑑みてなされたものであり、その目的は、液状ポリウレタン原料の発泡および樹脂化のための加熱処理と熱膨張性マイクロカプセルの膨張のための加熱処理とを分けて実施することにより、高価なマット調表面を持つ工程紙を用いずに、マット調粗面を持つ所定厚みのシート状ポリウレタンフォームおよびそのシート状ポリウレタンフォームの製造方法を安価に得ることにある。
【課題を解決するための手段】
【0007】
前述した目的を達成するために、本発明にかかるシート状ポリウレタンフォームは、熱膨張性マイクロカプセルを配合した液状ポリウレタン原料がこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱されて発泡、硬化したポリウレタンシートとされ、その後このポリウレタンシートが前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱されてマイクロカプセルを熱膨張させて表面がマット状粗面に形成されてなることを特徴とする。
【0008】
この構成により、加熱処理することによって適切に発泡および樹脂化したポリウレタンシートの表面に、続いて実施される高温の加熱処理によって熱膨張性マイクロカプセルの膨張を促して所定のマット調粗面を簡単かつ安価に形成でき、このマット調面を持つポリウレタンシートを所定形状、サイズにしてOA機器等の滑り止め用および緩衝用に利用することができる。
【0009】
また、本発明にかかるシート状ポリウレタンフォームの製造方法は、熱膨張性マイクロカプセルを配合した液状ポリウレタン原料をこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱発泡し硬化してポリウレタンシートを得る工程と、このポリウレタンシートを前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱してマイクロカプセルを熱膨張させ表面にマット状粗面を形成する工程と、を具備することを特徴とする。
【0010】
これにより、加熱処理することによって適切に発泡、樹脂化されたポリウレタンシートの表面に、続いて実施される高温の加熱処理によって熱膨張性マイクロカプセルの膨張を促して滑り止め性および緩衝性を持つ所定のマット調粗面を形成でき、このマット粗面を持つ所定形状、サイズのポリウレタンシートを簡単かつ安価に提供できる。
【発明の効果】
【0011】
本発明によれば、高価なマット調表面を持つ工程紙を用いずにマット調粗面を持つ所定厚みのシート状ポリウレタンフォームおよびその製造方法を簡単かつ安価に得ることができる。
【0012】
以上、本発明について簡潔に説明した。更に、以下に説明される発明を実施するための最良の形態を添付の図面を参照して詳細に説明する。
【図面の簡単な説明】
【0013】
【図1】本発明の実施形態によるシート状ポリウレタンフォームの製造手順を工程順(A)(B)(C)(D)に示す工程図である。
【発明を実施するための形態】
【0014】
以下、本発明の一実施の形態にかかるシート状ポリウレタンフォームおよびその製造方法を、図1を参照して説明する。
【0015】
本発明のシート状ポリウレタンフォームおよびその製造方法に用いる硬化性組成物は、ポリオールと多官能性有機イソシアナート、熱膨張性マイクロカプセル、を主原料とし、これに整泡剤、硬化触媒、発泡剤、架橋剤、着色剤、樹脂改質剤、難燃剤、紫外線吸収剤、耐久性改良剤等の添加剤を、本発明の目的を損なわない範囲で添加することができるが、特にこれらに限定するものではない。
【0016】
本発明のポリウレタンフォームは、上述の様々な諸原料を用いることができ、従来から知られているワンショット法、プレポリマー法、部分プレポリマー法等を用いることができる。本発明のポリウレタンフォームはシート状態で発泡処理されて表面がマット調に形成される。
【0017】
本発明に用いるポリオールであるエーテルポリオールとしては、プロピレングリコール、グリセリン、トリメチロールプロパン等の低分子量ポリオールを開始剤として用い、エチレンオキシド、プロピレンオキシド、ブチレンオキシド、テトラヒドロフラン等のオキシラン化合物を付加重合させたものを用いてもよい。
【0018】
また、本発明に用いるポリオールであるポリエステルポリオールとしては、酸成分として、ダイマー酸、アジピン酸等とグリコール成分のエチレングリコール、ジエチレングリコール、ブチレングリコール、1,6−ヘキサングリコール、2−メチル−1,3−プロパンジオール、1,4−ブタンジオール等を重合させたエステル化物を用いてもよい。
【0019】
また、本発明に用いる他のポリオールとしては、ひまし油およびひまし油変性物、ポリブタジエン系ポリオールおよびその水添化物、ポリイソプレン系ポリオールおよびその水添化物等を用いてもよい。
【0020】
上述の種々のポリオールは、それらを単独またはそれらの混合物として用いるものである。これらのポリオールは、後述の多官能性イソシアナートと予め反応させた水酸基末端プレポリマーまたはイソシアナート基末端プレポリマーとして使用されることが考えられるが、これらに限定されるものではない。
【0021】
本発明に用いる多官能性イソシアナートとしては、分子中にイソシアナート基が2個以上含有する芳香族イソシアナートおよび脂肪族イソシアナートまたはそれらの変性物を用いてもよい。具体的には、トルエンジイソシアナート(TDI)、ジフェニルメタンジイソシアナート(MDI)、イソホロンジイソシアナート(IPDAI)、ヘキサメチレンジイソシアナート(HDI)、キシリレンジイソシアネート(XDI)、テトラメチルキシリレンジイソシアナート(TMXDI)等、およびこれらの混合物等が挙げられるが、これらに限定されるものではない。
【0022】
本発明に用いる熱膨張性マイクロカプセルは、加熱することで膨張する液体や気体で、例えばプロパン、ブタン、ノルマルブタン、イソブタン、イソペンタン、ノルマルペンタン、ヘキサン、メチレンクロライド、フロン類などを合成樹脂カプセルに内包させたものである。合成樹脂としては、アクリルニトリル、アクリル酸エステル、メタクリル酸エステル、スチレン、酢酸ビニル、塩化ビニリデンなどの共重合体が挙げられる。それ以外に、発泡ビーズとして知られているスチレン樹脂に炭酸ガスを含浸したスチレンビーズやポリプロピレンビーズ、ポリエチレンビーズなども膨張性マイクロカプセルとして好適である。
【0023】
また、前記架橋剤としては、比較的低分子量のものが用いられる。例えばジオールやトリオール、多価アミン、またはこれらにエチレンオキシド、プロピレンオキシドを付加したもの、トリエタノールアミン、ジエタノールアミンなどを用いることができる。架橋剤の添加量は、ポリオール成分100重量部に対して一般に0〜20重量部程度が好ましい。
【0024】
さらに、前記整泡剤としては、一般に用いられているシリコーン系整泡剤を適宜用いることができる。なお、ポリウレタンフォームに要求される性能に応じて、難燃剤、充填材、帯電防止剤、着色剤、安定剤などを必要に応じて本発明の目的を逸脱しない範囲で添加することができる。
【0025】
前記硬化触媒としては、公知のアミン系触媒や有機金属系触媒を用いることができる。具体的には、例えばビーズ(ジメチルアミノエチル)エーテル、ペンタメチルジエチレントリアミン、N,N−ジメチルシクロヘキシルアミン、N,N−ジメチルエタノールアミン、N,N,N’,N’−テトラメチルヘキサメチレンジアミン、N,N,N’,N’−テトラメチルプロピレンジアミン、N,N,N’,N’−テトラメチルエチレンジアミン、トリエチレンジアミン、N−メチル−N’−(ジメチルアミノ)エチルピペラジン、N−メチルモノフォリン、N−エチルモノフォリン、トリエチルアミン、ラウリン酸錫、オクタン酸錫が挙げられる。この触媒の添加量は、ポリオール成分100重量部に対して一般に0.01〜5重量部程度が好ましい。
【0026】
前記発泡剤としては、通常のポリウレタンフォームを製造する時に用いる発泡剤で、水や低沸点炭化水素、フッ素系化合物、塩素系化合物など揮発性の有機化合物などを併用すると低密度発泡体を安定して製造するのに好ましい。
【0027】
次に、本発明のシート状ポリウレタンフォームの製造工程を、図1を参照しながら説明する。
【0028】
先ず、ポリオール、イソシアネート、硬化触媒、熱膨張性マイクロカプセルおよび整泡材、発泡剤、架橋剤等の添加剤を配合した液状ポリウレタン原料を準備する。この液状ポリウレタン原料を離型性基材の少なくとも片面にシート状に均等厚みに塗布する。この離型性基材としては、マット加工を施してない表面が平滑な紙やポリエステルフィルムの表面にシリコーン樹脂をコーティングしたものやポリプロピレンやポリメチルペンテンのようにそれ自体が離型性を持った樹脂フィルムなどが用いられ、所期のコーティング法により前記液状ポリウレタン原料を塗付する。液状ポリウレタン原料を塗付する方法としては、例えばロールコーターやナイフコーター、ダイスコーター、スプレーコーターなどのうち好適な塗布方法が採用できる。
【0029】
具体的には、前記ポリオール、多官能性有機イソシアナート、熱膨張性マイクロカプセル、整泡剤、硬化触媒、発泡剤、架橋剤、着色剤、樹脂改質剤、難燃剤、紫外線吸収剤、耐久性改良剤等の添加剤を所定配合量となるように混合して、液状ポリウレタン原料を準備する。次に、離型性基材としての表面が円滑な樹脂フィルムである第1のフィルム1a上に、図1(a)に示すように前記液状ポリウレタン原料2を均等の厚みに塗付する。続いて、この液状ポリウレタン原料2の上に、前記同様の樹脂フィルムとしての第2のフィルム1bを、図1(b)に示すように載せる。これにより、液状ポリウレタン原料2は第1のフィルム1aおよび第2のフィルム1bによって挟まれた状態になる。
【0030】
次に、第1のフィルム1aおよび第2のフィルム1bによって挟まれた状態の液状ポリウレタン原料2をオーブンに入れて加熱する。この加熱温度は液状ポリウレタン原料2に配合された熱膨張性マイクロカプセルの発泡開始温度より低い一定の温度とし、液状ポリウレタン原料2の全体を均一に加熱する。これによって、熱膨張性マイクロカプセルは膨張することなく、ポリウレタン原液2のみの発泡と樹脂化を促進しながらポリウレタンシートが形成される。
【0031】
続いて、第1のフィルム1aおよび第2のフィルム1bによって挟まれた状態のポリウレタン原料2をオーブンから取り出し、このポリウレタン原料2から第1のフィルム1aおよび第2のフィルム1bを剥離することによって、図1(c)に示すように両面がミラー調のスキン層4となったポリウレタンシート3を得る。そこで、第1のフィルム1aおよび第2のフィルム1bが剥離された状態のこのポリウレタンシート3をオーブンに入れて再び加熱する。この加熱は、熱膨張性マイクロカプセルの発泡開始温度より高い、例えば100℃〜150℃の温度で行なう。これにより熱膨張マイクロカプセルは膨張を開始し、前記ポリウレタンシート3上にマット調粗面のスキン層5が形成される。なお、熱膨張性マイクロカプセルの加熱が均一に行なわれないと発泡倍率が不均一になり、厚みなど寸法が一定しないため、形状の整ったシート状のポリウレタンフォームが得られない。
【0032】
前記のような加熱処理では、先ず、熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱を行なうことで、熱膨張性マイクロカプセルの発泡を招かずに、ポリウレタン原液の発泡と樹脂化を行なわせて所期の柔軟性、弾力性があるポリウレタンフォームを形成し、続いて、熱膨張性マイクロカプセルの発泡開始温度より高い温度で加熱を行なうことで、初めて熱膨張マイクロカプセルを発泡させて、表面にマット調のスキン層5を持つシート状ポリウレタンフォームを得る。なお、図1では、第1のフィルム1aおよび第2のフィルム1bの両方をポリウレタンシート3から剥離した場合について述べたが、これに限らず、第2のフィルム1bのみを剥し第1のフィルム1aを残してもよい。この場合、片面にマット調のスキン層5を有するポリウレタンシート3と第1のフィルム1aの一体品となる。
【0033】
以下、本発明の具体的な実施例について説明する。なお、本発明は下記実施例に限定されない。また、文中、「部」は質量基準である。
【実施例1】
【0034】
まず、ポリエーテルポリオール(三井化学株式会社製製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)10部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例2】
【0035】
まず、ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)5部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例3】
【0036】
まず、ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−36(発泡開始温度75〜85℃)、未膨張マイクロカプセル)10部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例4】
【0037】
まず、ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−36(発泡開始温度75〜85℃)、未膨張マイクロカプセル)5部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例5】
【0038】
まず、ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)10部、水0.35部、シリコーン整泡剤1.0部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例6】
【0039】
ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−240)100部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.1部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)185部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)3部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【実施例7】
【0040】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)10部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて100℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【比較例1】
【0041】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料を、これに熱膨張性マイクロカプセルを配合しないで液温35℃にて攪拌した。 次に、このマイクロカプセルを配合しない液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、サンプルを得た。
【比較例2】
【0042】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)1部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【比較例3】
【0043】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)20部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、熱膨張性マイクロカプセルを熱膨張させサンプルを得た。
【比較例4】
【0044】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−36(発泡開始温度75〜85℃)、未膨張マイクロカプセル)10部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて100℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、サンプルを得た。
【比較例5】
【0045】
ポリエーテルポリオール(三井化学株式会社製、アクトコールMF−16)40部、ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−551C)40部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.03部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)175部からなる液状ポリウレタン原料に、熱膨張性マイクロカプセル(松本油脂製薬株式会社製の商品名:マツモトマイクロスフェアーF−48(発泡開始温度90〜100℃)、未膨張マイクロカプセル)10部を配合して、液温35℃にて攪拌した。次に、このマイクロカプセルを配合した液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて110℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び110℃で5分加熱して、サンプルを得た。
【比較例6】
【0046】
ポリエーテルポリオール(三井化学株式会社製、アクトコールEP−240)100部、1,4−ブタンジオール20部、ネオスタンU−100(日東化成株式会社製、錫系触媒)0.1部、イソシアナート末端プレポリマー(日本ポリウレタン社製DC5600、分子量600のポリプロピレングリコールとMDIからなるプレポリマー)185部からなる液状ポリウレタン原料を、これに熱膨張性マイクロカプセルを配合しないで液温35℃にて攪拌した。次に、このマイクロカプセルを配合しない液状ポリウレタン原料を、ポリエステル系離型フィルム上に1mmの隙間を設けたナイフコーターを用いてコーティングした。次に、加熱オーブンに入れて80℃で5分加熱して発泡させた後、シート状ポリウレタンを離型フィルムから剥離した。そのポリウレタンシートを加熱オーブンに入れて再び135℃で10分加熱して、サンプルを得た。
【0047】
下記表1は、実施例1〜実施例7の各ポリウレタンフォームの物性をまとめて示し、密度、引張り強さ、伸び、25%圧縮残留歪、動摩擦係数およびA硬度が適正値内にあり、特に動摩擦係数が熱膨張性マイクロカプセルによるポリウレタンシートのマット調化によって1.5以下の0.73〜1.48の適正値となり、これがOA機器等の滑り止め等の用途に優れた効果を発揮する。
【0048】
【表1】
【0049】
下記表2は、比較例1〜比較例6の各ポリウレタンフォームの物性をまとめて示し、密度、引張り強さ、伸び、25%圧縮残留歪、動摩擦係数およびA硬度についての物性値が示されている。これらのうち、比較例1は熱膨張性マイクロカプセルを配合しないこと以外は、前記実施例1と同様であり、熱膨張性マイクロカプセルを配合しない場合には、動摩擦係数が高くなり過ぎて測定不可能である。比較例2は熱膨張性マイクロカプセルを1部配合すること以外は実施例1と同様であり、熱膨張性マイクロカプセルの配合量が少ないので動摩擦係数が2.03という高い値となる。比較例3は熱膨張性マイクロカプセルを20部としたこと以外は実施例1と同様であり、逆に熱膨張性マイクロカプセルの配合量が多いので、25%圧縮残留歪が10.3と悪くなる。
【0050】
さらに、比較例4は加熱オーブンに入れて100℃で、5分間加熱後シート状ポリウレタンを離型フィルムから剥離する以外は実施例3と同様であり、熱膨張性マイクロカプセルの発泡温度より高い温度でポリウレタンを発泡、樹脂化したことで動摩擦係数が高くなる。そして、比較例5は加熱オーブンに入れて110℃で、5分間加熱後ポリウレタンを離型フィルムから剥離する以外は実施例1と同様であり、熱膨張性マイクロカプセルの発泡温度より高い温度でポリウレタンを発泡、樹脂化した場合は動摩擦係数が1.5を超えた1.74と極めて高い。また、比較例6は熱膨張性マイクロカプセルを配合しないこと以外は実施例6と同様であり、動摩擦係数が高くなり過ぎて、測定不可能になる。
【0051】
【表2】
【0052】
以上の結果から、本発明のシート状ポリウレタンフォームおよびその製造方法は、熱膨張性マイクロカプセルを配合した液状ポリウレタン原料をこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱して発泡、樹脂化してポリウレタンシートとし、さらにこのポリウレタンシートを前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱してこのポリウレタンシートの表面をマット状に形成することで、マット調工程紙で作成したものと同様の表面粗度のポリウレタンシートを簡単かつ安価に得ることができる。この場合に液状ポリウレタン原料を2枚の剥離性基材間に介在させることで、ポリウレタンの厚み(例えば、0.1〜4.0ミリ)精度を例えば±10%以内に高めることができるとともに、表面の平坦性を高めることができる。また、ポリウレタン製品の表面をマット調にしたことにより、OA機器等の滑り止めとしての利用が可能であり、この場合に歪、転写汚染性、剥がれ性などによってポリウレタン本来の特性が損なわれることを未然に回避できる。
【産業上の利用可能性】
【0053】
本発明のシート状ポリウレタンフォームおよびその製造方法は高価なマット調表面を持つ工程紙を用いずにマット調粗面を持つ所定厚みのシート状ポリウレタンフォームおよびその製造方法を簡単かつ安価に得ることができるという効果を有し、OA機器等の滑り止めや緩衝材等に用いられるシート状ポリウレタンフォーム等に有用である。
【符号の説明】
【0054】
1a 第1のフィルム(離型性基材)
1b 第2のフィルム(離型性基材)
2 液状ポリウレタン原料
3 ポリウレタンシート
4 ミラー調のスキン層
5 マット調のスキン層
【特許請求の範囲】
【請求項1】
熱膨張性マイクロカプセルを配合した液状ポリウレタン原料がこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱されて発泡、硬化したポリウレタンシートとされ、その後このポリウレタンシートが前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱されてマイクロカプセルを熱膨張させて表面がマット状粗面に形成されてなることを特徴とするシート状ポリウレタンフォーム。
【請求項2】
熱膨張性マイクロカプセルを配合した液状ポリウレタン原料をこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱発泡し硬化してポリウレタンシートを得る工程と、このポリウレタンシートを前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱してマイクロカプセルを熱膨張させ表面にマット状粗面を形成する工程と、を具備することを特徴とするシート状ポリウレタンフォームの製造方法。
【請求項1】
熱膨張性マイクロカプセルを配合した液状ポリウレタン原料がこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱されて発泡、硬化したポリウレタンシートとされ、その後このポリウレタンシートが前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱されてマイクロカプセルを熱膨張させて表面がマット状粗面に形成されてなることを特徴とするシート状ポリウレタンフォーム。
【請求項2】
熱膨張性マイクロカプセルを配合した液状ポリウレタン原料をこの熱膨張性マイクロカプセルの発泡開始温度より低い温度で加熱発泡し硬化してポリウレタンシートを得る工程と、このポリウレタンシートを前記熱膨張性マイクロカプセルの発泡開始温度以上で加熱してマイクロカプセルを熱膨張させ表面にマット状粗面を形成する工程と、を具備することを特徴とするシート状ポリウレタンフォームの製造方法。
【図1】

【公開番号】特開2013−18897(P2013−18897A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−154415(P2011−154415)
【出願日】平成23年7月13日(2011.7.13)
【出願人】(000004640)日本発條株式会社 (1,048)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月13日(2011.7.13)
【出願人】(000004640)日本発條株式会社 (1,048)
【Fターム(参考)】
[ Back to top ]