
シート状成形体
【課題】セラミック粉末と樹脂からなるシート状成形体であって、比誘電率または透磁率が調整可能なものであり、加工性の良好な高絶縁材料として好適な特性を示すシート成形体を提供することを目的とする。
【解決手段】絶縁性を有するセラミック粉末11とオレフィン系の樹脂からなるシート状成形体10であって、樹脂中にセラミック粉末11が分散していることにより、比誘電率または透磁率が調整可能なものとなり、加工性の良好な高絶縁材料としてのシート状成形体10とすることができる。
【解決手段】絶縁性を有するセラミック粉末11とオレフィン系の樹脂からなるシート状成形体10であって、樹脂中にセラミック粉末11が分散していることにより、比誘電率または透磁率が調整可能なものとなり、加工性の良好な高絶縁材料としてのシート状成形体10とすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、セラミック粉末と樹脂からなるシート状成形体であって、特に比誘電率または透磁率が調整可能なものであり、加工性の良好な高絶縁材料として好適な特性を示すシート状成形体に関するものである。
【背景技術】
【0002】
近年電子機器の機能の向上、高機能化が急速に進行する一方、電子機器の小型化、軽量化、薄型化が急速に進んできた。また衛星通信機器の著しい発達に伴い通信信号の周波数の高周波化が進んでいる。
【0003】
一般に、電子機器の小型化、軽量化に使用されるシート状成形体には、エポキシ樹脂やポリイミド樹脂等の樹脂からなるプリント基板等のシート状成形体、アルミナや窒化アルミニウム等のセラミック基板からなるシート状成形体、樹脂とセラミックからなる複合誘電体基板がある。
【0004】
ここで、エポキシ樹脂やポリイミド樹脂等の樹脂からなるプリント基板は、高周波領域で使用するには、誘電正接が大きく望ましくない。また、誘電正接の小さいポリエチレンや、ポリプロピレンは、比誘電率が小さく所望の形状が得られない等の問題がある。
【0005】
アルミナや窒化アルミニウム等のセラミック基板は、加工性がプリント基板よりも悪く、実際には、利用することが困難であった。
【0006】
そこで、無機フィラーと樹脂材料とからなる誘電体、プリント配線板が提案されている
(例えば特許文献1参照)。
【0007】
また、他の無機フィラーと樹脂材料とからなる誘電体の基体もあった(例えば特許文献2参照)。
【0008】
また、軟磁性金属粉と樹脂材料とからなる磁性部材もあった(例えば特許文献3参照)。
【特許文献1】特開2003−318063号公報
【特許文献2】特開2006−42231号公報
【特許文献3】特開2000−311806号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、(特許文献1)に示される誘電体、プリント配線板は、無機フィラーが導電膜に覆われているので絶縁性が得られないという問題点がある。
【0010】
(特許文献2)に示される誘電体の基体は、誘電率が7以上にするために無機フィラーを樹脂材料に対して300%以上の配合、混合を必要とし十分に溶融混合するには、加工助剤を添加する必要があり、これら加工助剤は、誘電特性を悪化させる傾向にあるので加工助剤の添加は好ましくない。
【0011】
(特許文献3)に示される磁性部材は、金属系磁性粉体のセンダストや、パーマロイ等を使用するために、十分な形状に加工できる加工性を確保するためには、十分な量の樹脂材料を混合させる必要があり、結果として磁界強化が不十分となる。
【0012】
本発明は、上記の問題に鑑み、セラミック粉末と樹脂からなるシート状成形体であって、比誘電率または透磁率が調整可能なものであり、加工性の良好な高絶縁材料として好適な特性を示すシート成形体を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するために本発明のシート状成形体は、絶縁性を有するセラミック粉末とオレフィン系の樹脂からなるシート状成形体であって、前記樹脂中に前記セラミック粉末が分散していることを特徴とする。
【発明の効果】
【0014】
本発明によれば、比誘電率または透磁率が調整可能なもので、加工性の良好な高絶縁材料として好適な特性を示すシート成形体を提供することができる。
【発明を実施するための最良の形態】
【0015】
本発明の請求項1に記載の発明は、絶縁性を有するセラミック粉末とオレフィン系の樹脂からなるシート状成形体であって、前記樹脂中に前記セラミック粉末が分散していることを特徴とするシート状成形体である。
【0016】
この構成によれば、比誘電率または透磁率が調整可能なもので、加工性の良好な高絶縁材料として好適な特性を示すシート成形体を提供することができる。
【0017】
本発明の請求項2に記載の発明は、前記セラミック粉末は、誘電体であることを特徴とする請求項1記載のシート状成形体である。
【0018】
この構成によれば、高周波体であるUHF帯用のシートとして利用できる。
【0019】
本発明の請求項3に記載の発明は、前記誘電体セラミック粉末が、チタン酸金属塩からなることを特徴とする請求項2記載のシート状成形体である。
【0020】
この構成によれば、比誘電率の調整が容易にでき、加工性の良好な高絶縁を有するシート状成形体を容易に構成することができる。
【0021】
本発明の請求項4に記載の発明は、前記セラミック粉末がフェライト粉末であることを特徴とする請求項1記載のシート状成形体である。
【0022】
この構成によれば、高絶縁性の磁気特性が安定した高機能のシート状成形体を構成できる。
【0023】
本発明の請求項5に記載の発明は、前記フェライト粉末がNi−Zn系フェライト粉末であることを特徴とする請求項4記載のシート状成形体である。
【0024】
この構成によれば、L値の大きいシート状成形体を構成できる。
【0025】
本発明の請求項6に記載の発明は、前記セラミック粉末が、球状粉末であることを特徴とする請求項1記載のシート状成形体である。
【0026】
この構成によれば、セラミック粉末の流動性が良好となるので、比誘電率または透磁率の調整を容易にしながら、樹脂との混合を容易とし、高品質のシート状成形体を構成でき、また、セラミック粉末同士が絡み合わないため、シート状に形成した後の加工性を向上させることができる。
【0027】
本発明の請求項7に記載の発明は、前記誘電体セラミック粉末が、スプレードライした粉末を焼成したセラミック粉末からなることを特徴とする請求項1記載のシート状成形体である。
【0028】
この構成によれば、低コストで均一なセラミック粉末が作製できるので、高品質のシート状成形体を構成できる。
【0029】
本発明の請求項8に記載の発明は、前記誘電体セラミック粉末が10wt%から96wt%含まれていることを特徴とする請求項1記載のシート状成形体である。
【0030】
この構成によれば、比誘電率が連続的に調整可能な、加工性の良好な高絶縁性のシート状成形体を構成できる。
【0031】
本発明の請求項9に記載の発明は、前記誘電体セラミック粉末が5vol%から85vol%含まれていることを特徴とする請求項1記載のシート状成形体である。
【0032】
この構成によれば、比誘電率が連続的に調整可能な、加工性の良好な高絶縁性のシート状成形体を構成できる。
【0033】
本発明の請求項10に記載の発明は、前記誘電体セラミック粉末が、粒子径が0.1μmから150μmの範囲内にある粒子径からなることを特徴とする請求項6記載のシート状成形体である。
【0034】
この構成によれば、樹脂との混合を容易とするので、比較的厚みのある高機能のシート状成形体を構成できる。
【0035】
本発明の請求項11に記載の発明は、前記誘電体セラミック粉末は、チタン酸バリウム系、チタン酸ストロンチウム系、チタン酸マグネシウム系を1種以上含むことを特徴とする請求項1記載のシート状成形体である。
【0036】
この構成によれば、比誘電率を連続的に容易に調整できるシート状成形体を構成できる。
【0037】
本発明の請求項12に記載の発明は、前記セラミック粉末は、比誘電率が30から500の範囲であることを特徴とする請求項2記載のシート状成形体である。
【0038】
この構成によれば、比較的少ない量のセラミック粉末で、比誘電率を連続的に容易に調整でき、安定した誘電特性を有する加工性の良好な高絶縁性のシート状成形体を構成できる。
【0039】
本発明の請求項13に記載の発明は、前記セラミック粉末は、チタン酸バリウム系からなり、ネオジウム、サマリウム、ビスマスを含む粉末であることを特徴とする請求項2記載のシート状成形体である。
【0040】
この構成によれば、温度変化に対する誘電特性が安定し、誘電損失の小さい、高機能のシート状成形体を構成できる。
【0041】
本発明の請求項14に記載の発明は、前記シート状成形体が、比誘電率が3から60、誘電正接が0.01以下であることを特徴とする請求項1記載のシート状成形体である。
【0042】
この構成によれば、高周波領域のUHF帯において、さまざまな形状や大きさに対応できるシート状成形体を構成できる。
【0043】
本発明の請求項15に記載の発明は、前記シート状成形体が、比誘電率が60から150、誘電正接が0.05以下であることを特徴とする請求項2記載のシート状成形体である。
【0044】
この構成によれば、より形状が小さなシート状成形体を構成できる。
【0045】
本発明の請求項16に記載の発明は、前記シート状成形体の絶縁抵抗値が2×1011以上であることを特徴とする請求項1記載のシート状成形体である。
【0046】
この構成によれば、高絶縁性を有するセラミック粉末、熱可塑性樹脂により均一な構造体のシート状成形体から、2×1011Ω以上の絶縁抵抗値を有するので、シート状成形体の表面に金属層が形成できる。
【0047】
本発明の請求項17に記載の発明は、前記シート状成形体の線膨張係数が70ppm/℃以下であることを特徴とする請求項1記載のシート状成形体である。
【0048】
この構成によれば、金属層を形成したアンテナ部材において、ヒートサイクル等の熱ストレスを小さく、改善できる高機能のシート状成形体を構成できる。
【0049】
本発明の請求項18に記載の発明は、前記シート状成形体の吸水率が0.005%以下であることを特徴とする請求項1記載のシート状成形体である。
【0050】
この構成によれば、高温高湿(85℃85%)等の過酷な環境条件においても性状変化の無い高機能のシート状成形体を構成できる。
【0051】
本発明の請求項19に記載の発明は、前記シート状成形体の厚みが0.2mm以上であることを特徴とする請求項1記載のシート状成形体である。
【0052】
この構成によれば、比較的狭いスペースの少ない場所にも設置構成できる。
【0053】
本発明の請求項20に記載の発明は、前記シート状成形体の表面に金属層が形成していることを特徴とする請求項1記載のシート状成形体である。
【0054】
この構成によれば、シート状成形体をアンテナ用基材として構成できる。
【0055】
本発明の請求項21に記載の発明は、前記シート状成形体の表面に形成された金属層が、熱圧着により形成していることを特徴とする請求項20記載のシート状成形体である。
【0056】
この構成によれば、金属層との界面に接着層が介在しないので、誘電特性が安定した高機能のシート状成形体を構成できる。
【0057】
本発明の請求項22に記載の発明は、前記シート状成形体の表面に形成された金属層は、金属メッキ法により形成していることを特徴とする請求項20記載のシート状成形体である。
【0058】
この構成によれば、金属層を比較的薄膜で形成できるので、熱ストレスに対し安定した高機能のシート状成形体を構成できる。
【0059】
本発明の請求項23に記載の発明は、前記シート状成形体の表面に形成された金属層は、金属蒸着、もしくはスパッタリング法により形成していることを特徴とする請求項20記載のシート状成形体である。
【0060】
この構成によれば、比較的簡便に金属薄膜を形成できるので、低コストのシート状成形体を構成できる。
【実施例】
【0061】
以下、本発明の実施例について図面を参照しながら説明する。
【0062】
(実施例1)
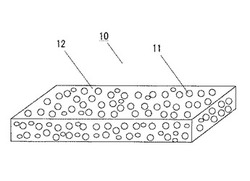
図1は、本発明の実施の形態におけるシート状成形体10の概略図である。シート状成形体10は厚み2mm、長さ120mm、幅30mm嵩密度2.35g/cm3、絶縁抵抗値が3×1012、線膨張係数が50ppm/℃、吸水率が0.002%を有するシート状成形体である。ここで、シート状成形体10はチタン酸金属塩のチタン酸バリウム系からなるネオジウム、サマリウム、ビスマス化合物を含むセラミック粉末11と、オレフィン系熱可塑性樹脂12から構成されており、オレフィン系熱可塑性樹脂12中にセラミック粉末11が均一に点在している。構成比率は、セラミック粉末11が30vol%、オレフィン系熱可塑性樹脂12が70vol%である。
【0063】
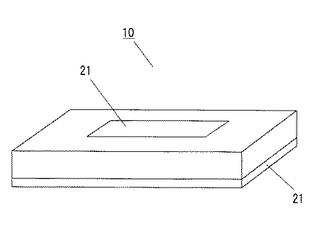
ここで図2に示すシート状成形体10の誘電率と誘電正接をλ/2ダイポール法により測定した。このシート状成形体10は絶縁抵抗値が3×1012と高い絶縁性を有するので、厚み40μmの金属銅箔をシート状成形体10の裏面に全面と、表面にライン状にと、220℃にて熱圧着して電極を形成した。シート状成形体10は、容易に金属箔と熱圧着できるので、アンテナ用基材等にも利用できる。図2に示したλ/2ダイポール法にて誘電特性を測定した。(表1)は、測定周波数953MHzにおける誘電率、誘電正接の測定結果である。なお、以降に示す測定結果は数回の測定結果の平均である。
【0064】
【表1】

【0065】
測定周波数953MHzにおいて、シート状成形体10の誘電率は5.7、誘電正接は、0.005、Q値(誘電正接の逆数)は200であり、従来の技術の一例である比較例測定結果より、誘電正接が小さいことから、比較例よりも優れていることがわかる。
【0066】
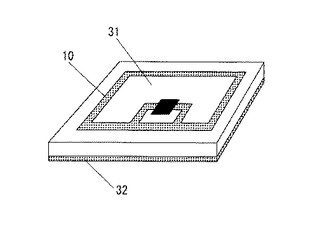
このシート状成形体10のタグとしての通信距離を測定した。通常ICタグを金属面に貼り合せ使用すると、金属の影響を受けアンテナユニットとの送受信の指向性や、通信距離が極端に短くなったり、通信が不安定となる。そこで、このシート状成形体10の表面に図3に示すようにICタグ31を貼り、裏面に金属箔32を取り付けて、アンテナユニットとの送受信の通信距離を測定した。RFIDリーダーライター、アンテナユニットは、タグ−リーダー間通信プロトコルEPCグローバル クラス1 ジェネレション2仕様のUHF帯RFIDリーダーライター、アンテナユニットを用いた。(表2)は、通信距離の測定結果である。
【0067】
【表2】
【0068】
シート状成形体10の通信距離は、2.6m、比較例は、0.3mであることから、比較例よりも優れていることがわかる。
【0069】
比較例であるシート状成形体は、従来の技術である有機溶剤にエポキシ樹脂を溶解したスラリーに、チタン酸ストロンチウム仮焼粉末に酸化ビスマス粉末、酸化チタン粉末、酸化マグネシウム粉末を所定量混合して、1100℃にて4時間焼成した粉末を55wt%添加したもので、その後、ドクターブレード法にてシートを形成し、このシートを熱硬化させて作製したシート状成形体である。55wt%添加した粉末は、粒子径の異なる2種類の平均粒子径がそれぞれ3μmと0.7μmの粒子からなり、75:25の比率でブレンドされたものである。2種類の粒子をブレンドするために、粒子の充填性は向上するが、
誘電率の調整が実施例に比較して調整しにくいという欠点がある。
【0070】
ここでシート状成形体10の線膨張係数は、70ppm/℃以下であることが望ましい。シート状成形体10に金属層を形成し、アンテナ基材として使用する場合に、線膨張係数は小さいほうが良い。70ppm/℃以上では、ヒートサイクル(−40℃〜+120℃)の環境試験において、金属層が剥離するという問題がある。
【0071】
ここでシート状成形体10の吸水率は、0.005%以下であることが望ましい。高温高湿(85℃85%)等の過酷な環境下においても、性状変化等が無く、1GHz近傍の高周波領域においても安定した比誘電率や誘電損失が得られる。
【0072】
ここで、セラミック粉末11とオレフィン系熱可塑性樹脂12について詳しく説明する。
セラミック粉末11は、チタン酸金属塩のチタン酸バリウム系からなるネオジウム、サマリウム、ビスマス化合物を含むセラミック粉末であり、誘電率が95±2となるようにチタン酸バリウムに、ネオジウム、サマリウム、ビスマスを所定の比率で配合し、スプレ−ドライして作製した未焼成粉末を、1290℃にて4時間焼成し、粒子径が10μmから70μmとした球状形状のセラミック粉末である。
【0073】
スプレードライでは、球状粉末を低コストで大量に作製できる。しかも粒子径を容易に調整できる。他の方法として、共沈法、CVD法等があるが、いずれも粉末作製にコストがかかりすぎ、好ましくない。
【0074】
なお、球状形状のセラミック粉末の誘電率測定は、非常に困難であるので、スプレードライした未焼成粉末をφ10mmに乾式成形して1290℃にて4時間焼成して作製したセラミック焼成体をホストレゾネーター法により測定し、誘電率が95±2となるような設計条件を使用した。
【0075】
ここで、セラミック粉末の誘電率は30から500の範囲が望ましい。30以下では、所望の誘電率を得るために大量のセラミック粉末を熱可塑性樹脂に混練する必要があり、樹脂との溶融混練に時間を要し好ましくない。500以上では、セラミック材料の誘電損失が大きくなり、シート状成形体において所望する誘電特性が得られないという問題がある。
【0076】
また、セラミック粉末は、球状形状が望ましい。球状粉末は、流動性が良好で、熱可塑性樹脂との溶融混練時に均一に混合される。また、溶融混練設備へのセラミック粉末の連続的な供給が安定するので、品質の安定したペレット状の混練物が作製できる。
【0077】
さらに、球状形状のため、セラミック同士で絡み合わないため、シート成形後のパンチ等の加工の際、容易に加工することができる。
【0078】
ここで、粒子径は0.1μmから150μmが望ましい。0.1μm以下では、粒子の比表面積が大きくなり、粉末が熱可塑性樹脂との溶融混練時に溶融熱の熱気流により大気中に舞うのでの取り扱いに注意を要する。150μm以上では、シート状成形体の成形性が悪くなるので好ましくない。特に0.3mm前後のシート厚みの成形体では粒子径の影響を受けやすく、シート状成形体の表面状態が粗くなり、シート品質が悪化する。
【0079】
次に、オレフィン系熱可塑性樹脂12について詳しく説明する。
【0080】
オレフィン系熱可塑性樹脂12は、比誘電率が2.2と小さく、誘電損失がエポキシ樹脂などの熱硬化性樹脂に較べて約2桁小さい。よって、セラミック粉末により比誘電率を連続的に調整する高機能のシート状成形体には、比誘電率の影響を受けにくい、比誘電率の小さなオレフィン系熱可塑性樹脂12の方が望ましい。オレフィン系熱可塑性樹脂は、米粒状のペレット形状であり、加熱することにより溶融する。セラミック粉末が5vol%から50vol%と比較的少なく含まれる場合には、樹脂との混練性は、ペレット形状であっても良好であるが、50vol%以上、特に70から85vol%と、かなり多く含まれる場合には、粉末形状の熱可塑性樹脂が望ましい。溶融性も向上し、セラミック粉末とのなじみも改善され、混練性がさらに良好となる。
【0081】
ペレット状樹脂を粉末状とするには、均一な粉末形状の樹脂を大量に処理できる凍結粉砕方法が望ましい。粉砕時の加工熱も少なく、樹脂自身の特性劣化も生じにくい。
【0082】
以上のように、本発明では、オレフィン系の樹脂を用いることにより、有機溶剤を使用することなくシートを形成できるため、従来のように有機溶剤を使用した場合と比較してシート成形体の充填率を向上させることができる。そのため、従来のように充填率を向上させるため、2種類のものを使用することなく、上述したように粒子径が1種類のもの、つまり粒子の粒度分布のピークが1つのものを使用したとしても誘電率の高いシート成形体を実現することができる。
【0083】
さらに、1種類の粒子径のものを使用するため、2種類のものを使用する場合と比較して、容易に誘電率の調整を行うことが可能になる。
【0084】
(実施例2)
次に図1のシート状成形体の製造方法について、詳細に説明する。
【0085】
まず、第1の工程で、米粒状のペレット形状のオレフィン系樹脂からなる熱可塑性樹脂(日油(株)ER140P)50vol%(15wt%)と、スプレードライし、1290℃
、4時間焼成したチタン酸金属塩のチタン酸バリウム系からなるネオジウム、サマリウム、ビスマス化合物を含むセラミック粉末50vol%(85wt%)を、溶融混練機を用いて約240℃にて樹脂を溶融させながら連続的に混練する。連続的に溶融混練するので、セラミック粉末と樹脂が均一に混合された混練物を作製できる。
【0086】
ここで、セラミック粉末は、10wt%から96wt%が望ましい。10wt%より少ないと、溶融混練機にて安定して供給することが困難で、所望する誘電特性がばらついたり、所望する比誘電率が得られず、好ましくない。96wt%以上では、熱可塑性樹脂に対しセラミック粉末が多くなりすぎ、十分に溶融混練できないので、不均一な混合状態となり好ましくない。
【0087】
溶融混練した混練物は、φ4mmのダイスを用い、円柱状に連続的に押し出した。
【0088】
次に、第2の工程で、円柱状に連続的に押し出した混練物は、長さ3mmに切断され、ペレット状に加工される。ペレット状に加工することで、射出成形を容易に行うことができる。
【0089】
次に、第3の工程で、ペレット状混練物を射出成形機を用いて、シリンダー温度220℃、金型温度60℃にて、幅50mm×50mm、厚み2mmのシート状成形体を作製した。
【0090】
シート状成形体は、さらに20μmの金属銅箔を50kg/cm3にて200℃で熱圧着させ、シート状成形体表面に金属層を形成させた。金属層は、熱可塑性樹脂を使用することにより熱圧着にて容易に金属層を形成できるので、誘電率、誘電正接を容量法により簡便に測定できる。
【0091】
また、10μm以下特に、5μm以下の薄い電極層や、曲面部、エッジ部への電極形成には、金属メッキ法が効果的である。クロム酸等でシート状成形体表面をエッチング処理することで、容易に金属薄膜層を形成できる。
【0092】
実施例2で作製したシート状成形体の誘電率、誘電正接をホストレゾネーター法、空洞共振器法により4GHzにて測定したところ、誘電率は13、誘電正接は0.001と比較的大きな誘電率のシート状成形体が得られた。
【0093】
(実施例3)
次に比誘電率が115のシート状成形体について、詳細に説明する。
【0094】
まず、米粒状のペレット形状のオレフィン系樹脂からなる熱可塑性樹脂(日油(株)ER1
40P)25vol%(5wt%)と、スプレードライして1310℃、4時間焼成したチタン酸金属塩のチタン酸ストロンチウム系からなるバリウム、ビスマス化合物を含む比誘電率が330のセラミック粉末75vol%(95wt%)を溶融混練機を用いて約240℃にて樹脂を溶融させながら連続的に混練する。連続的に溶融混練するので、セラミック粉末と樹脂が均一に混合された混練物を作製できる。
【0095】
ここで、セラミック粉末は、5vol%から85vol%が望ましい。5vol%より少ないと、所望する誘電特性が得られず、好ましくない。85vol%以上では、熱可塑性樹脂に対しセラミック粉末が多くなりすぎ、十分に溶融混練できないので、不均一な混合状態となり好ましくない。
【0096】
溶融混練した混練物は、φ4mmのダイスを用い、円柱状に連続的に押し出した。
【0097】
円柱状に連続的に押し出した混練物は、長さ3mmに切断され、ペレット状に加工される。ペレット状に加工することで、射出成形を容易に行うことができる。
【0098】
次に、ペレット状混練物を射出成形機を用いて、シリンダー温度220℃、金型温度60℃にて、幅30mm×30mm、厚み1.5mmのシート状成形体を作製した。
【0099】
シート状成形体は、さらにスパッタリング装置にて0.3μmの金属銅薄膜を比較的簡便に形成した。さらに、電解メッキ法にて金属銅薄膜を5μm形成して、誘電率、誘電正接を容量法により測定した。
【0100】
実施例3で作製したシート状成形体の誘電率、誘電正接を容量法により1MHzにて測定したところ、誘電率は115、誘電正接は0.04と大きな比誘電率のシート状成形体が得られた。
【0101】
(実施例4)
次に図1のシート状成形体の簡便な製造方法について、詳細に説明する。
【0102】
まず、第1の工程で、米粒状のペレット形状のオレフィン系樹脂からなる熱可塑性樹脂(日油(株)ER140P)25wt%と、スプレードライし、1000℃、4時間焼成した
球状粉末の平均粒径50μmのNi−Zn系フェライト粉末75wt%を、幅80mm、厚み0.25mmのシート状成形体が押し出せる約240℃に設定したダイスを設置した溶融混練機を用いて、幅80mm、厚み0.25mmのシート状成形体を押し出し成形した。
【0103】
次に、第2の工程で、シート状成形体を打ち抜きプレス機を用いて、幅60mm×60mmの形状に打ち抜き、所定形状のシート状成形体を作製した。
【0104】
なお、厚めのシート状成形体を作製する場合には、0.25mmのシート状成形体を所定枚数積層して、200℃から230℃にて熱プレスして作製することも可能である。
【0105】
ここで、本実施の形態のシート状成形体とセンダストやパーマロイなどの扁平状金属系磁性粉体を有機結合材で練り固めた従来の技術である磁性部材との柔軟性について比較した。比較方法は、各比較片を45度に折り曲げ、その繰り返しでのシート表面状の割れ等の性状変化を調べた。(表3)は、45度折り曲げ試験回数の比較結果である。
【0106】
【表3】
【0107】
この表から、本実施の形態にかかるシート状成形体は、比較例に比べ耐久性が優れていることがわかる。これは、溶融したオレフィン系熱可塑性樹脂と球状粉末のフェライト粒子が均一に混練されているので柔軟性が向上した結果である。よって、シート状成形体が外部応力や衝撃を受けた場合であっても、耐衝撃性や耐久性を向上させることができる。
【0108】
(実施例5)
次に比誘電率が大きく、誘電損失の小さなシート状成形体について、詳細に説明する。
【0109】
凍結粉砕工法で粉末形状に加工し、0.5mmでメッシュカットしたオレフィン系樹脂からなる熱可塑性樹脂(日本ゼオン(株)RS420)を6wt%と、スプレードライし、1
290℃ 4時間焼成したチタン酸金属塩のチタン酸バリウム系からなるネオジウム、サマリウム、ビスマス化合物を含むセラミック粉末94wt%を溶融混練機を用いて約280℃にて樹脂を溶融させながら連続的に混練しながら押し出す。
【0110】
ここで、多量のセラミック粉末を溶融混練するためには、オレフィン系樹脂を粉末形状に加工した樹脂が望ましい。溶融混練機でのセラミック粉末と樹脂とのなじみを向上させ、混合を容易にし、比誘電率の調整を容易とすることができるので誘電率の大きな高機能のシート状成形体を構成できる。
【0111】
特に、粉末形状の樹脂は、凍結粉砕された粉末状の樹脂であることが望ましい。凍結粉砕された粉末状の樹脂は、形状が均一に整えやすく、大量の樹脂を短時間で処理できるので低コストのシート状成形体が製造できる。また、均一な粉末形状の樹脂によるので、さらにセラミック粉末との混合を容易にする。
【0112】
押し出した混練物は、粉砕機を用い、粉末状に解砕して0.1mmにてメッシュカットした粉末を作製する。粉砕は、凍結粉砕装置を用いても同様の粉末が得られる。混練物を粉砕するので、セラミック粉末を多量に混練した場合でも後加工が容易となり、熱プレスを用いた異形物の成形が可能となる。
【0113】
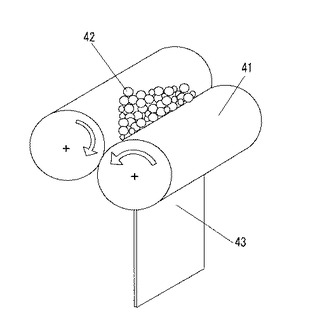
さらに、図4に示すように0.3mmの隙間に設定し、250℃に加熱したカレンダーロール41により、混練し粉砕した粉末42を熱プレスしながらシート状成形体43を作製した。この方法により、連続的に所望する厚みのシート状成形体を作製できる。
【0114】
図5に本実施例5で作製したシート状成形体43の表面写真を示す。シート状成形体43の表面に粒子径100μmのセラミック粉末が確認できるほどに多量に混練されていることが確認できる。
【0115】
実施例4で作製したシート状成形体の比誘電率をホストレゾネーターにより4GHzにて測定したところ、比誘電率は30と大きな誘電率のシート状成形体が得られた。
【0116】
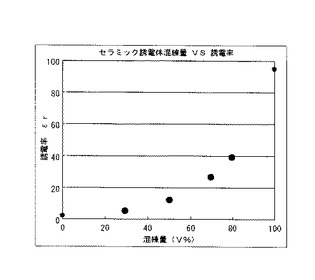
図6に本実施例1から4に示した誘電率とセラミック粉末の混練量(vol%)との相関グラフを示す。このグラフより、比誘電率が連続的に調整可能であることが確認できる。
【0117】
(実施例6)
次にフェライト粉末を用いたシート状成形体の製造方法について、詳細に説明する。
【0118】
まず、第1の工程で、米粒状のペレット形状のオレフィン系樹脂からなる熱可塑性樹脂(日本ゼオン(株)ZEONOR1430R)72vol%(30wt%)と、スプレードラ
イし、1000℃、2時間焼成したNi−Zn系フェライトからなる銅化合物を含むフェライト粉末28vol%(70wt%)を溶融混練機を用いて約280℃にて樹脂を溶融させながら連続的に混練する。連続的に溶融混練するので、フェライト粉末と樹脂が均一に混合された混練物を作製できる。
【0119】
ここで、フェライト粉末は球状粉末が望ましい。球状粉末は、流動性が良好で、熱可塑性樹脂との溶融混練時に均一に混合される。また、溶融混練設備へのフェライト粉末の連続的な供給が安定するので、品質の安定した混練物を作製できる。
【0120】
溶融混練した混練物は、φ20mmのダイスを用い、顆粒状に連続的に押し出した。
【0121】
次に、第2の工程で、押し出した混練物を粉砕機を用い、粉末状に解砕して0.1mmにてメッシュカットした粉末を作製した。粉砕は、凍結粉砕装置を用いても同様の粉末が得られる。混練物を粉砕するので、セラミック粉末を多量に混練した場合でも後加工が容易となり、熱プレスを用いた異形物の成形が可能となる。
【0122】
さらに、第3の工程で、図4に示すように0.3mmの隙間に設定し、260℃に加熱したカレンダーロール41により、混練し粉砕した粉末42を熱プレスしながらシート状成形体43を作製した。この方法により、連続的に所望する厚みのシート状成形体を作製できる。
【0123】
このシート状成形体のL値をインピーダンスアナライザー(商品名:4191ARF、HP製)にて測定した。シート状成形体を縦2.0cm、横3.0cmに加工して、周波数13.56MHzにおけるL値を測定した。(表4)は、周波数13.56MHzにおけるL値の測定結果である。
【0124】
【表4】
【0125】
上述したシート状成形体のL値(490nH)は、(表1)に示すように従来の技術の一例である比較例のL値(420nH)より大きいことから、比較例よりも優れていることがわかる。この比較例である磁性部材は、従来の技術であるこの磁性部材は、センダストやパーマロイなどの扁平状金属系磁性粉体を有機結合材で練り固めたものである。
【産業上の利用可能性】
【0126】
本発明にかかるシート状成形体は、アンテナ装置等の電子機器に有用である。
【図面の簡単な説明】
【0127】
【図1】本発明の実施の形態におけるシート状成形体の概略図
【図2】本発明の実施の形態における電極を形成したシート状成形体の斜視図
【図3】本発明の実施の形態におけるアンテナの概略図
【図4】本発明の実施の形態における製造方法で作製したシート状成形体の概略図
【図5】本発明の実施の形態における製造方法で作製したシート状成形体の表面図
【図6】本発明の実施の形態における製造方法で作製したシート状成形体の比誘電率とセラミック粉末の混練量(vol%)との相関グラフ
【符号の説明】
【0128】
10、43 シート状成形体
11 セラミック粉末
12 オレフィン系熱可塑性樹脂
21 銅箔電極
31 ICタグ
32 金属箔
41 カレンダーロール機
42 粉砕した粉末
【技術分野】
【0001】
本発明は、セラミック粉末と樹脂からなるシート状成形体であって、特に比誘電率または透磁率が調整可能なものであり、加工性の良好な高絶縁材料として好適な特性を示すシート状成形体に関するものである。
【背景技術】
【0002】
近年電子機器の機能の向上、高機能化が急速に進行する一方、電子機器の小型化、軽量化、薄型化が急速に進んできた。また衛星通信機器の著しい発達に伴い通信信号の周波数の高周波化が進んでいる。
【0003】
一般に、電子機器の小型化、軽量化に使用されるシート状成形体には、エポキシ樹脂やポリイミド樹脂等の樹脂からなるプリント基板等のシート状成形体、アルミナや窒化アルミニウム等のセラミック基板からなるシート状成形体、樹脂とセラミックからなる複合誘電体基板がある。
【0004】
ここで、エポキシ樹脂やポリイミド樹脂等の樹脂からなるプリント基板は、高周波領域で使用するには、誘電正接が大きく望ましくない。また、誘電正接の小さいポリエチレンや、ポリプロピレンは、比誘電率が小さく所望の形状が得られない等の問題がある。
【0005】
アルミナや窒化アルミニウム等のセラミック基板は、加工性がプリント基板よりも悪く、実際には、利用することが困難であった。
【0006】
そこで、無機フィラーと樹脂材料とからなる誘電体、プリント配線板が提案されている
(例えば特許文献1参照)。
【0007】
また、他の無機フィラーと樹脂材料とからなる誘電体の基体もあった(例えば特許文献2参照)。
【0008】
また、軟磁性金属粉と樹脂材料とからなる磁性部材もあった(例えば特許文献3参照)。
【特許文献1】特開2003−318063号公報
【特許文献2】特開2006−42231号公報
【特許文献3】特開2000−311806号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、(特許文献1)に示される誘電体、プリント配線板は、無機フィラーが導電膜に覆われているので絶縁性が得られないという問題点がある。
【0010】
(特許文献2)に示される誘電体の基体は、誘電率が7以上にするために無機フィラーを樹脂材料に対して300%以上の配合、混合を必要とし十分に溶融混合するには、加工助剤を添加する必要があり、これら加工助剤は、誘電特性を悪化させる傾向にあるので加工助剤の添加は好ましくない。
【0011】
(特許文献3)に示される磁性部材は、金属系磁性粉体のセンダストや、パーマロイ等を使用するために、十分な形状に加工できる加工性を確保するためには、十分な量の樹脂材料を混合させる必要があり、結果として磁界強化が不十分となる。
【0012】
本発明は、上記の問題に鑑み、セラミック粉末と樹脂からなるシート状成形体であって、比誘電率または透磁率が調整可能なものであり、加工性の良好な高絶縁材料として好適な特性を示すシート成形体を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するために本発明のシート状成形体は、絶縁性を有するセラミック粉末とオレフィン系の樹脂からなるシート状成形体であって、前記樹脂中に前記セラミック粉末が分散していることを特徴とする。
【発明の効果】
【0014】
本発明によれば、比誘電率または透磁率が調整可能なもので、加工性の良好な高絶縁材料として好適な特性を示すシート成形体を提供することができる。
【発明を実施するための最良の形態】
【0015】
本発明の請求項1に記載の発明は、絶縁性を有するセラミック粉末とオレフィン系の樹脂からなるシート状成形体であって、前記樹脂中に前記セラミック粉末が分散していることを特徴とするシート状成形体である。
【0016】
この構成によれば、比誘電率または透磁率が調整可能なもので、加工性の良好な高絶縁材料として好適な特性を示すシート成形体を提供することができる。
【0017】
本発明の請求項2に記載の発明は、前記セラミック粉末は、誘電体であることを特徴とする請求項1記載のシート状成形体である。
【0018】
この構成によれば、高周波体であるUHF帯用のシートとして利用できる。
【0019】
本発明の請求項3に記載の発明は、前記誘電体セラミック粉末が、チタン酸金属塩からなることを特徴とする請求項2記載のシート状成形体である。
【0020】
この構成によれば、比誘電率の調整が容易にでき、加工性の良好な高絶縁を有するシート状成形体を容易に構成することができる。
【0021】
本発明の請求項4に記載の発明は、前記セラミック粉末がフェライト粉末であることを特徴とする請求項1記載のシート状成形体である。
【0022】
この構成によれば、高絶縁性の磁気特性が安定した高機能のシート状成形体を構成できる。
【0023】
本発明の請求項5に記載の発明は、前記フェライト粉末がNi−Zn系フェライト粉末であることを特徴とする請求項4記載のシート状成形体である。
【0024】
この構成によれば、L値の大きいシート状成形体を構成できる。
【0025】
本発明の請求項6に記載の発明は、前記セラミック粉末が、球状粉末であることを特徴とする請求項1記載のシート状成形体である。
【0026】
この構成によれば、セラミック粉末の流動性が良好となるので、比誘電率または透磁率の調整を容易にしながら、樹脂との混合を容易とし、高品質のシート状成形体を構成でき、また、セラミック粉末同士が絡み合わないため、シート状に形成した後の加工性を向上させることができる。
【0027】
本発明の請求項7に記載の発明は、前記誘電体セラミック粉末が、スプレードライした粉末を焼成したセラミック粉末からなることを特徴とする請求項1記載のシート状成形体である。
【0028】
この構成によれば、低コストで均一なセラミック粉末が作製できるので、高品質のシート状成形体を構成できる。
【0029】
本発明の請求項8に記載の発明は、前記誘電体セラミック粉末が10wt%から96wt%含まれていることを特徴とする請求項1記載のシート状成形体である。
【0030】
この構成によれば、比誘電率が連続的に調整可能な、加工性の良好な高絶縁性のシート状成形体を構成できる。
【0031】
本発明の請求項9に記載の発明は、前記誘電体セラミック粉末が5vol%から85vol%含まれていることを特徴とする請求項1記載のシート状成形体である。
【0032】
この構成によれば、比誘電率が連続的に調整可能な、加工性の良好な高絶縁性のシート状成形体を構成できる。
【0033】
本発明の請求項10に記載の発明は、前記誘電体セラミック粉末が、粒子径が0.1μmから150μmの範囲内にある粒子径からなることを特徴とする請求項6記載のシート状成形体である。
【0034】
この構成によれば、樹脂との混合を容易とするので、比較的厚みのある高機能のシート状成形体を構成できる。
【0035】
本発明の請求項11に記載の発明は、前記誘電体セラミック粉末は、チタン酸バリウム系、チタン酸ストロンチウム系、チタン酸マグネシウム系を1種以上含むことを特徴とする請求項1記載のシート状成形体である。
【0036】
この構成によれば、比誘電率を連続的に容易に調整できるシート状成形体を構成できる。
【0037】
本発明の請求項12に記載の発明は、前記セラミック粉末は、比誘電率が30から500の範囲であることを特徴とする請求項2記載のシート状成形体である。
【0038】
この構成によれば、比較的少ない量のセラミック粉末で、比誘電率を連続的に容易に調整でき、安定した誘電特性を有する加工性の良好な高絶縁性のシート状成形体を構成できる。
【0039】
本発明の請求項13に記載の発明は、前記セラミック粉末は、チタン酸バリウム系からなり、ネオジウム、サマリウム、ビスマスを含む粉末であることを特徴とする請求項2記載のシート状成形体である。
【0040】
この構成によれば、温度変化に対する誘電特性が安定し、誘電損失の小さい、高機能のシート状成形体を構成できる。
【0041】
本発明の請求項14に記載の発明は、前記シート状成形体が、比誘電率が3から60、誘電正接が0.01以下であることを特徴とする請求項1記載のシート状成形体である。
【0042】
この構成によれば、高周波領域のUHF帯において、さまざまな形状や大きさに対応できるシート状成形体を構成できる。
【0043】
本発明の請求項15に記載の発明は、前記シート状成形体が、比誘電率が60から150、誘電正接が0.05以下であることを特徴とする請求項2記載のシート状成形体である。
【0044】
この構成によれば、より形状が小さなシート状成形体を構成できる。
【0045】
本発明の請求項16に記載の発明は、前記シート状成形体の絶縁抵抗値が2×1011以上であることを特徴とする請求項1記載のシート状成形体である。
【0046】
この構成によれば、高絶縁性を有するセラミック粉末、熱可塑性樹脂により均一な構造体のシート状成形体から、2×1011Ω以上の絶縁抵抗値を有するので、シート状成形体の表面に金属層が形成できる。
【0047】
本発明の請求項17に記載の発明は、前記シート状成形体の線膨張係数が70ppm/℃以下であることを特徴とする請求項1記載のシート状成形体である。
【0048】
この構成によれば、金属層を形成したアンテナ部材において、ヒートサイクル等の熱ストレスを小さく、改善できる高機能のシート状成形体を構成できる。
【0049】
本発明の請求項18に記載の発明は、前記シート状成形体の吸水率が0.005%以下であることを特徴とする請求項1記載のシート状成形体である。
【0050】
この構成によれば、高温高湿(85℃85%)等の過酷な環境条件においても性状変化の無い高機能のシート状成形体を構成できる。
【0051】
本発明の請求項19に記載の発明は、前記シート状成形体の厚みが0.2mm以上であることを特徴とする請求項1記載のシート状成形体である。
【0052】
この構成によれば、比較的狭いスペースの少ない場所にも設置構成できる。
【0053】
本発明の請求項20に記載の発明は、前記シート状成形体の表面に金属層が形成していることを特徴とする請求項1記載のシート状成形体である。
【0054】
この構成によれば、シート状成形体をアンテナ用基材として構成できる。
【0055】
本発明の請求項21に記載の発明は、前記シート状成形体の表面に形成された金属層が、熱圧着により形成していることを特徴とする請求項20記載のシート状成形体である。
【0056】
この構成によれば、金属層との界面に接着層が介在しないので、誘電特性が安定した高機能のシート状成形体を構成できる。
【0057】
本発明の請求項22に記載の発明は、前記シート状成形体の表面に形成された金属層は、金属メッキ法により形成していることを特徴とする請求項20記載のシート状成形体である。
【0058】
この構成によれば、金属層を比較的薄膜で形成できるので、熱ストレスに対し安定した高機能のシート状成形体を構成できる。
【0059】
本発明の請求項23に記載の発明は、前記シート状成形体の表面に形成された金属層は、金属蒸着、もしくはスパッタリング法により形成していることを特徴とする請求項20記載のシート状成形体である。
【0060】
この構成によれば、比較的簡便に金属薄膜を形成できるので、低コストのシート状成形体を構成できる。
【実施例】
【0061】
以下、本発明の実施例について図面を参照しながら説明する。
【0062】
(実施例1)
図1は、本発明の実施の形態におけるシート状成形体10の概略図である。シート状成形体10は厚み2mm、長さ120mm、幅30mm嵩密度2.35g/cm3、絶縁抵抗値が3×1012、線膨張係数が50ppm/℃、吸水率が0.002%を有するシート状成形体である。ここで、シート状成形体10はチタン酸金属塩のチタン酸バリウム系からなるネオジウム、サマリウム、ビスマス化合物を含むセラミック粉末11と、オレフィン系熱可塑性樹脂12から構成されており、オレフィン系熱可塑性樹脂12中にセラミック粉末11が均一に点在している。構成比率は、セラミック粉末11が30vol%、オレフィン系熱可塑性樹脂12が70vol%である。
【0063】
ここで図2に示すシート状成形体10の誘電率と誘電正接をλ/2ダイポール法により測定した。このシート状成形体10は絶縁抵抗値が3×1012と高い絶縁性を有するので、厚み40μmの金属銅箔をシート状成形体10の裏面に全面と、表面にライン状にと、220℃にて熱圧着して電極を形成した。シート状成形体10は、容易に金属箔と熱圧着できるので、アンテナ用基材等にも利用できる。図2に示したλ/2ダイポール法にて誘電特性を測定した。(表1)は、測定周波数953MHzにおける誘電率、誘電正接の測定結果である。なお、以降に示す測定結果は数回の測定結果の平均である。
【0064】
【表1】
【0065】
測定周波数953MHzにおいて、シート状成形体10の誘電率は5.7、誘電正接は、0.005、Q値(誘電正接の逆数)は200であり、従来の技術の一例である比較例測定結果より、誘電正接が小さいことから、比較例よりも優れていることがわかる。
【0066】
このシート状成形体10のタグとしての通信距離を測定した。通常ICタグを金属面に貼り合せ使用すると、金属の影響を受けアンテナユニットとの送受信の指向性や、通信距離が極端に短くなったり、通信が不安定となる。そこで、このシート状成形体10の表面に図3に示すようにICタグ31を貼り、裏面に金属箔32を取り付けて、アンテナユニットとの送受信の通信距離を測定した。RFIDリーダーライター、アンテナユニットは、タグ−リーダー間通信プロトコルEPCグローバル クラス1 ジェネレション2仕様のUHF帯RFIDリーダーライター、アンテナユニットを用いた。(表2)は、通信距離の測定結果である。
【0067】
【表2】
【0068】
シート状成形体10の通信距離は、2.6m、比較例は、0.3mであることから、比較例よりも優れていることがわかる。
【0069】
比較例であるシート状成形体は、従来の技術である有機溶剤にエポキシ樹脂を溶解したスラリーに、チタン酸ストロンチウム仮焼粉末に酸化ビスマス粉末、酸化チタン粉末、酸化マグネシウム粉末を所定量混合して、1100℃にて4時間焼成した粉末を55wt%添加したもので、その後、ドクターブレード法にてシートを形成し、このシートを熱硬化させて作製したシート状成形体である。55wt%添加した粉末は、粒子径の異なる2種類の平均粒子径がそれぞれ3μmと0.7μmの粒子からなり、75:25の比率でブレンドされたものである。2種類の粒子をブレンドするために、粒子の充填性は向上するが、
誘電率の調整が実施例に比較して調整しにくいという欠点がある。
【0070】
ここでシート状成形体10の線膨張係数は、70ppm/℃以下であることが望ましい。シート状成形体10に金属層を形成し、アンテナ基材として使用する場合に、線膨張係数は小さいほうが良い。70ppm/℃以上では、ヒートサイクル(−40℃〜+120℃)の環境試験において、金属層が剥離するという問題がある。
【0071】
ここでシート状成形体10の吸水率は、0.005%以下であることが望ましい。高温高湿(85℃85%)等の過酷な環境下においても、性状変化等が無く、1GHz近傍の高周波領域においても安定した比誘電率や誘電損失が得られる。
【0072】
ここで、セラミック粉末11とオレフィン系熱可塑性樹脂12について詳しく説明する。
セラミック粉末11は、チタン酸金属塩のチタン酸バリウム系からなるネオジウム、サマリウム、ビスマス化合物を含むセラミック粉末であり、誘電率が95±2となるようにチタン酸バリウムに、ネオジウム、サマリウム、ビスマスを所定の比率で配合し、スプレ−ドライして作製した未焼成粉末を、1290℃にて4時間焼成し、粒子径が10μmから70μmとした球状形状のセラミック粉末である。
【0073】
スプレードライでは、球状粉末を低コストで大量に作製できる。しかも粒子径を容易に調整できる。他の方法として、共沈法、CVD法等があるが、いずれも粉末作製にコストがかかりすぎ、好ましくない。
【0074】
なお、球状形状のセラミック粉末の誘電率測定は、非常に困難であるので、スプレードライした未焼成粉末をφ10mmに乾式成形して1290℃にて4時間焼成して作製したセラミック焼成体をホストレゾネーター法により測定し、誘電率が95±2となるような設計条件を使用した。
【0075】
ここで、セラミック粉末の誘電率は30から500の範囲が望ましい。30以下では、所望の誘電率を得るために大量のセラミック粉末を熱可塑性樹脂に混練する必要があり、樹脂との溶融混練に時間を要し好ましくない。500以上では、セラミック材料の誘電損失が大きくなり、シート状成形体において所望する誘電特性が得られないという問題がある。
【0076】
また、セラミック粉末は、球状形状が望ましい。球状粉末は、流動性が良好で、熱可塑性樹脂との溶融混練時に均一に混合される。また、溶融混練設備へのセラミック粉末の連続的な供給が安定するので、品質の安定したペレット状の混練物が作製できる。
【0077】
さらに、球状形状のため、セラミック同士で絡み合わないため、シート成形後のパンチ等の加工の際、容易に加工することができる。
【0078】
ここで、粒子径は0.1μmから150μmが望ましい。0.1μm以下では、粒子の比表面積が大きくなり、粉末が熱可塑性樹脂との溶融混練時に溶融熱の熱気流により大気中に舞うのでの取り扱いに注意を要する。150μm以上では、シート状成形体の成形性が悪くなるので好ましくない。特に0.3mm前後のシート厚みの成形体では粒子径の影響を受けやすく、シート状成形体の表面状態が粗くなり、シート品質が悪化する。
【0079】
次に、オレフィン系熱可塑性樹脂12について詳しく説明する。
【0080】
オレフィン系熱可塑性樹脂12は、比誘電率が2.2と小さく、誘電損失がエポキシ樹脂などの熱硬化性樹脂に較べて約2桁小さい。よって、セラミック粉末により比誘電率を連続的に調整する高機能のシート状成形体には、比誘電率の影響を受けにくい、比誘電率の小さなオレフィン系熱可塑性樹脂12の方が望ましい。オレフィン系熱可塑性樹脂は、米粒状のペレット形状であり、加熱することにより溶融する。セラミック粉末が5vol%から50vol%と比較的少なく含まれる場合には、樹脂との混練性は、ペレット形状であっても良好であるが、50vol%以上、特に70から85vol%と、かなり多く含まれる場合には、粉末形状の熱可塑性樹脂が望ましい。溶融性も向上し、セラミック粉末とのなじみも改善され、混練性がさらに良好となる。
【0081】
ペレット状樹脂を粉末状とするには、均一な粉末形状の樹脂を大量に処理できる凍結粉砕方法が望ましい。粉砕時の加工熱も少なく、樹脂自身の特性劣化も生じにくい。
【0082】
以上のように、本発明では、オレフィン系の樹脂を用いることにより、有機溶剤を使用することなくシートを形成できるため、従来のように有機溶剤を使用した場合と比較してシート成形体の充填率を向上させることができる。そのため、従来のように充填率を向上させるため、2種類のものを使用することなく、上述したように粒子径が1種類のもの、つまり粒子の粒度分布のピークが1つのものを使用したとしても誘電率の高いシート成形体を実現することができる。
【0083】
さらに、1種類の粒子径のものを使用するため、2種類のものを使用する場合と比較して、容易に誘電率の調整を行うことが可能になる。
【0084】
(実施例2)
次に図1のシート状成形体の製造方法について、詳細に説明する。
【0085】
まず、第1の工程で、米粒状のペレット形状のオレフィン系樹脂からなる熱可塑性樹脂(日油(株)ER140P)50vol%(15wt%)と、スプレードライし、1290℃
、4時間焼成したチタン酸金属塩のチタン酸バリウム系からなるネオジウム、サマリウム、ビスマス化合物を含むセラミック粉末50vol%(85wt%)を、溶融混練機を用いて約240℃にて樹脂を溶融させながら連続的に混練する。連続的に溶融混練するので、セラミック粉末と樹脂が均一に混合された混練物を作製できる。
【0086】
ここで、セラミック粉末は、10wt%から96wt%が望ましい。10wt%より少ないと、溶融混練機にて安定して供給することが困難で、所望する誘電特性がばらついたり、所望する比誘電率が得られず、好ましくない。96wt%以上では、熱可塑性樹脂に対しセラミック粉末が多くなりすぎ、十分に溶融混練できないので、不均一な混合状態となり好ましくない。
【0087】
溶融混練した混練物は、φ4mmのダイスを用い、円柱状に連続的に押し出した。
【0088】
次に、第2の工程で、円柱状に連続的に押し出した混練物は、長さ3mmに切断され、ペレット状に加工される。ペレット状に加工することで、射出成形を容易に行うことができる。
【0089】
次に、第3の工程で、ペレット状混練物を射出成形機を用いて、シリンダー温度220℃、金型温度60℃にて、幅50mm×50mm、厚み2mmのシート状成形体を作製した。
【0090】
シート状成形体は、さらに20μmの金属銅箔を50kg/cm3にて200℃で熱圧着させ、シート状成形体表面に金属層を形成させた。金属層は、熱可塑性樹脂を使用することにより熱圧着にて容易に金属層を形成できるので、誘電率、誘電正接を容量法により簡便に測定できる。
【0091】
また、10μm以下特に、5μm以下の薄い電極層や、曲面部、エッジ部への電極形成には、金属メッキ法が効果的である。クロム酸等でシート状成形体表面をエッチング処理することで、容易に金属薄膜層を形成できる。
【0092】
実施例2で作製したシート状成形体の誘電率、誘電正接をホストレゾネーター法、空洞共振器法により4GHzにて測定したところ、誘電率は13、誘電正接は0.001と比較的大きな誘電率のシート状成形体が得られた。
【0093】
(実施例3)
次に比誘電率が115のシート状成形体について、詳細に説明する。
【0094】
まず、米粒状のペレット形状のオレフィン系樹脂からなる熱可塑性樹脂(日油(株)ER1
40P)25vol%(5wt%)と、スプレードライして1310℃、4時間焼成したチタン酸金属塩のチタン酸ストロンチウム系からなるバリウム、ビスマス化合物を含む比誘電率が330のセラミック粉末75vol%(95wt%)を溶融混練機を用いて約240℃にて樹脂を溶融させながら連続的に混練する。連続的に溶融混練するので、セラミック粉末と樹脂が均一に混合された混練物を作製できる。
【0095】
ここで、セラミック粉末は、5vol%から85vol%が望ましい。5vol%より少ないと、所望する誘電特性が得られず、好ましくない。85vol%以上では、熱可塑性樹脂に対しセラミック粉末が多くなりすぎ、十分に溶融混練できないので、不均一な混合状態となり好ましくない。
【0096】
溶融混練した混練物は、φ4mmのダイスを用い、円柱状に連続的に押し出した。
【0097】
円柱状に連続的に押し出した混練物は、長さ3mmに切断され、ペレット状に加工される。ペレット状に加工することで、射出成形を容易に行うことができる。
【0098】
次に、ペレット状混練物を射出成形機を用いて、シリンダー温度220℃、金型温度60℃にて、幅30mm×30mm、厚み1.5mmのシート状成形体を作製した。
【0099】
シート状成形体は、さらにスパッタリング装置にて0.3μmの金属銅薄膜を比較的簡便に形成した。さらに、電解メッキ法にて金属銅薄膜を5μm形成して、誘電率、誘電正接を容量法により測定した。
【0100】
実施例3で作製したシート状成形体の誘電率、誘電正接を容量法により1MHzにて測定したところ、誘電率は115、誘電正接は0.04と大きな比誘電率のシート状成形体が得られた。
【0101】
(実施例4)
次に図1のシート状成形体の簡便な製造方法について、詳細に説明する。
【0102】
まず、第1の工程で、米粒状のペレット形状のオレフィン系樹脂からなる熱可塑性樹脂(日油(株)ER140P)25wt%と、スプレードライし、1000℃、4時間焼成した
球状粉末の平均粒径50μmのNi−Zn系フェライト粉末75wt%を、幅80mm、厚み0.25mmのシート状成形体が押し出せる約240℃に設定したダイスを設置した溶融混練機を用いて、幅80mm、厚み0.25mmのシート状成形体を押し出し成形した。
【0103】
次に、第2の工程で、シート状成形体を打ち抜きプレス機を用いて、幅60mm×60mmの形状に打ち抜き、所定形状のシート状成形体を作製した。
【0104】
なお、厚めのシート状成形体を作製する場合には、0.25mmのシート状成形体を所定枚数積層して、200℃から230℃にて熱プレスして作製することも可能である。
【0105】
ここで、本実施の形態のシート状成形体とセンダストやパーマロイなどの扁平状金属系磁性粉体を有機結合材で練り固めた従来の技術である磁性部材との柔軟性について比較した。比較方法は、各比較片を45度に折り曲げ、その繰り返しでのシート表面状の割れ等の性状変化を調べた。(表3)は、45度折り曲げ試験回数の比較結果である。
【0106】
【表3】
【0107】
この表から、本実施の形態にかかるシート状成形体は、比較例に比べ耐久性が優れていることがわかる。これは、溶融したオレフィン系熱可塑性樹脂と球状粉末のフェライト粒子が均一に混練されているので柔軟性が向上した結果である。よって、シート状成形体が外部応力や衝撃を受けた場合であっても、耐衝撃性や耐久性を向上させることができる。
【0108】
(実施例5)
次に比誘電率が大きく、誘電損失の小さなシート状成形体について、詳細に説明する。
【0109】
凍結粉砕工法で粉末形状に加工し、0.5mmでメッシュカットしたオレフィン系樹脂からなる熱可塑性樹脂(日本ゼオン(株)RS420)を6wt%と、スプレードライし、1
290℃ 4時間焼成したチタン酸金属塩のチタン酸バリウム系からなるネオジウム、サマリウム、ビスマス化合物を含むセラミック粉末94wt%を溶融混練機を用いて約280℃にて樹脂を溶融させながら連続的に混練しながら押し出す。
【0110】
ここで、多量のセラミック粉末を溶融混練するためには、オレフィン系樹脂を粉末形状に加工した樹脂が望ましい。溶融混練機でのセラミック粉末と樹脂とのなじみを向上させ、混合を容易にし、比誘電率の調整を容易とすることができるので誘電率の大きな高機能のシート状成形体を構成できる。
【0111】
特に、粉末形状の樹脂は、凍結粉砕された粉末状の樹脂であることが望ましい。凍結粉砕された粉末状の樹脂は、形状が均一に整えやすく、大量の樹脂を短時間で処理できるので低コストのシート状成形体が製造できる。また、均一な粉末形状の樹脂によるので、さらにセラミック粉末との混合を容易にする。
【0112】
押し出した混練物は、粉砕機を用い、粉末状に解砕して0.1mmにてメッシュカットした粉末を作製する。粉砕は、凍結粉砕装置を用いても同様の粉末が得られる。混練物を粉砕するので、セラミック粉末を多量に混練した場合でも後加工が容易となり、熱プレスを用いた異形物の成形が可能となる。
【0113】
さらに、図4に示すように0.3mmの隙間に設定し、250℃に加熱したカレンダーロール41により、混練し粉砕した粉末42を熱プレスしながらシート状成形体43を作製した。この方法により、連続的に所望する厚みのシート状成形体を作製できる。
【0114】
図5に本実施例5で作製したシート状成形体43の表面写真を示す。シート状成形体43の表面に粒子径100μmのセラミック粉末が確認できるほどに多量に混練されていることが確認できる。
【0115】
実施例4で作製したシート状成形体の比誘電率をホストレゾネーターにより4GHzにて測定したところ、比誘電率は30と大きな誘電率のシート状成形体が得られた。
【0116】
図6に本実施例1から4に示した誘電率とセラミック粉末の混練量(vol%)との相関グラフを示す。このグラフより、比誘電率が連続的に調整可能であることが確認できる。
【0117】
(実施例6)
次にフェライト粉末を用いたシート状成形体の製造方法について、詳細に説明する。
【0118】
まず、第1の工程で、米粒状のペレット形状のオレフィン系樹脂からなる熱可塑性樹脂(日本ゼオン(株)ZEONOR1430R)72vol%(30wt%)と、スプレードラ
イし、1000℃、2時間焼成したNi−Zn系フェライトからなる銅化合物を含むフェライト粉末28vol%(70wt%)を溶融混練機を用いて約280℃にて樹脂を溶融させながら連続的に混練する。連続的に溶融混練するので、フェライト粉末と樹脂が均一に混合された混練物を作製できる。
【0119】
ここで、フェライト粉末は球状粉末が望ましい。球状粉末は、流動性が良好で、熱可塑性樹脂との溶融混練時に均一に混合される。また、溶融混練設備へのフェライト粉末の連続的な供給が安定するので、品質の安定した混練物を作製できる。
【0120】
溶融混練した混練物は、φ20mmのダイスを用い、顆粒状に連続的に押し出した。
【0121】
次に、第2の工程で、押し出した混練物を粉砕機を用い、粉末状に解砕して0.1mmにてメッシュカットした粉末を作製した。粉砕は、凍結粉砕装置を用いても同様の粉末が得られる。混練物を粉砕するので、セラミック粉末を多量に混練した場合でも後加工が容易となり、熱プレスを用いた異形物の成形が可能となる。
【0122】
さらに、第3の工程で、図4に示すように0.3mmの隙間に設定し、260℃に加熱したカレンダーロール41により、混練し粉砕した粉末42を熱プレスしながらシート状成形体43を作製した。この方法により、連続的に所望する厚みのシート状成形体を作製できる。
【0123】
このシート状成形体のL値をインピーダンスアナライザー(商品名:4191ARF、HP製)にて測定した。シート状成形体を縦2.0cm、横3.0cmに加工して、周波数13.56MHzにおけるL値を測定した。(表4)は、周波数13.56MHzにおけるL値の測定結果である。
【0124】
【表4】
【0125】
上述したシート状成形体のL値(490nH)は、(表1)に示すように従来の技術の一例である比較例のL値(420nH)より大きいことから、比較例よりも優れていることがわかる。この比較例である磁性部材は、従来の技術であるこの磁性部材は、センダストやパーマロイなどの扁平状金属系磁性粉体を有機結合材で練り固めたものである。
【産業上の利用可能性】
【0126】
本発明にかかるシート状成形体は、アンテナ装置等の電子機器に有用である。
【図面の簡単な説明】
【0127】
【図1】本発明の実施の形態におけるシート状成形体の概略図
【図2】本発明の実施の形態における電極を形成したシート状成形体の斜視図
【図3】本発明の実施の形態におけるアンテナの概略図
【図4】本発明の実施の形態における製造方法で作製したシート状成形体の概略図
【図5】本発明の実施の形態における製造方法で作製したシート状成形体の表面図
【図6】本発明の実施の形態における製造方法で作製したシート状成形体の比誘電率とセラミック粉末の混練量(vol%)との相関グラフ
【符号の説明】
【0128】
10、43 シート状成形体
11 セラミック粉末
12 オレフィン系熱可塑性樹脂
21 銅箔電極
31 ICタグ
32 金属箔
41 カレンダーロール機
42 粉砕した粉末
【特許請求の範囲】
【請求項1】
絶縁性を有するセラミック粉末とオレフィン系の樹脂からなるシート状成形体であって、前記樹脂中に前記セラミック粉末が分散していることを特徴とするシート状成形体。
【請求項2】
前記セラミック粉末は、誘電体であることを特徴とする請求項1記載のシート状成形体。
【請求項3】
前記誘電体は、チタン酸金属塩からなることを特徴とする請求項2記載のシート状成形体。
【請求項4】
前記セラミック粉末がフェライト粉末であることを特徴とする請求項1記載のシート状成形体。
【請求項5】
前記フェライト粉末がNi−Zn系フェライト粉末であることを特徴とする請求項4記載のシート状成形体。
【請求項6】
前記セラミック粉末は、球状粉末であることを特徴とする請求項1記載のシート状成形体。
【請求項7】
前記セラミック粉末は、スプレードライした粉末を焼成したセラミック粉末からなることを特徴とする請求項1記載のシート状成形体。
【請求項8】
前記セラミック粉末が10wt%から96wt%含まれていることを特徴とする請求項1記載のシート状成形体。
【請求項9】
前記セラミック粉末が5vol%から85vol%含まれていることを特徴とする請求項1記載のシート状成形体。
【請求項10】
前記セラミック粉末は、粒子径が0.1μmから150μmの範囲内にある粒子径からなることを特徴とする請求項6記載のシート状成形体。
【請求項11】
前記セラミック粉末は、チタン酸バリウム系、チタン酸ストロンチウム系、チタン酸マグネシウム系を1種以上含むことを特徴とする請求項1記載のシート状成形体。
【請求項12】
前記誘電体は、比誘電率が30から500の範囲であることを特徴とする請求項2記載のシート状成形体。
【請求項13】
前記誘電体は、チタン酸バリウム系からなり、ネオジウム、サマリウム、ビスマスを含む粉末であることを特徴とする請求項2記載のシート状成形体。
【請求項14】
前記シート状成形体は、比誘電率が3から60、誘電正接が0.01以下であることを特徴とする請求項1記載のシート状成形体。
【請求項15】
前記シート状成形体は、比誘電率が60から150、誘電正接が0.05以下であることを特徴とする請求項2記載のシート状成形体。
【請求項16】
前記シート状成形体の絶縁抵抗値が2×1011Ω以上であることを特徴とする請求項1記載のシート状成形体。
【請求項17】
前記シート状成形体の線膨張係数が70ppm/℃以下であることを特徴とする請求項1記載のシート状成形体。
【請求項18】
前記シート状成形体の吸水率が0.005%以下であることを特徴とする請求項1記載のシート状成形体。
【請求項19】
前記シート状成形体の厚みが0.2mm以上であることを特徴とする請求項1記載のシート状成形体。
【請求項20】
前記シート状成形体の表面に金属層が形成していることを特徴とする請求項1記載のシート状成形体。
【請求項21】
前記シート状成形体の表面に形成された金属層は、熱圧着により形成していることを特徴とする請求項20記載のシート状成形体。
【請求項22】
前記シート状成形体の表面に形成された金属層は、金属メッキ法により形成していることを特徴とする請求項20記載のシート状成形体。
【請求項23】
前記シート状成形体の表面に形成された金属層は、金属蒸着、もしくはスパッタリング法により形成していることを特徴とする請求項20記載のシート状成形体。
【請求項1】
絶縁性を有するセラミック粉末とオレフィン系の樹脂からなるシート状成形体であって、前記樹脂中に前記セラミック粉末が分散していることを特徴とするシート状成形体。
【請求項2】
前記セラミック粉末は、誘電体であることを特徴とする請求項1記載のシート状成形体。
【請求項3】
前記誘電体は、チタン酸金属塩からなることを特徴とする請求項2記載のシート状成形体。
【請求項4】
前記セラミック粉末がフェライト粉末であることを特徴とする請求項1記載のシート状成形体。
【請求項5】
前記フェライト粉末がNi−Zn系フェライト粉末であることを特徴とする請求項4記載のシート状成形体。
【請求項6】
前記セラミック粉末は、球状粉末であることを特徴とする請求項1記載のシート状成形体。
【請求項7】
前記セラミック粉末は、スプレードライした粉末を焼成したセラミック粉末からなることを特徴とする請求項1記載のシート状成形体。
【請求項8】
前記セラミック粉末が10wt%から96wt%含まれていることを特徴とする請求項1記載のシート状成形体。
【請求項9】
前記セラミック粉末が5vol%から85vol%含まれていることを特徴とする請求項1記載のシート状成形体。
【請求項10】
前記セラミック粉末は、粒子径が0.1μmから150μmの範囲内にある粒子径からなることを特徴とする請求項6記載のシート状成形体。
【請求項11】
前記セラミック粉末は、チタン酸バリウム系、チタン酸ストロンチウム系、チタン酸マグネシウム系を1種以上含むことを特徴とする請求項1記載のシート状成形体。
【請求項12】
前記誘電体は、比誘電率が30から500の範囲であることを特徴とする請求項2記載のシート状成形体。
【請求項13】
前記誘電体は、チタン酸バリウム系からなり、ネオジウム、サマリウム、ビスマスを含む粉末であることを特徴とする請求項2記載のシート状成形体。
【請求項14】
前記シート状成形体は、比誘電率が3から60、誘電正接が0.01以下であることを特徴とする請求項1記載のシート状成形体。
【請求項15】
前記シート状成形体は、比誘電率が60から150、誘電正接が0.05以下であることを特徴とする請求項2記載のシート状成形体。
【請求項16】
前記シート状成形体の絶縁抵抗値が2×1011Ω以上であることを特徴とする請求項1記載のシート状成形体。
【請求項17】
前記シート状成形体の線膨張係数が70ppm/℃以下であることを特徴とする請求項1記載のシート状成形体。
【請求項18】
前記シート状成形体の吸水率が0.005%以下であることを特徴とする請求項1記載のシート状成形体。
【請求項19】
前記シート状成形体の厚みが0.2mm以上であることを特徴とする請求項1記載のシート状成形体。
【請求項20】
前記シート状成形体の表面に金属層が形成していることを特徴とする請求項1記載のシート状成形体。
【請求項21】
前記シート状成形体の表面に形成された金属層は、熱圧着により形成していることを特徴とする請求項20記載のシート状成形体。
【請求項22】
前記シート状成形体の表面に形成された金属層は、金属メッキ法により形成していることを特徴とする請求項20記載のシート状成形体。
【請求項23】
前記シート状成形体の表面に形成された金属層は、金属蒸着、もしくはスパッタリング法により形成していることを特徴とする請求項20記載のシート状成形体。
【図1】

【図2】
【図3】
【図4】
【図6】
【図5】
【図2】
【図3】
【図4】
【図6】
【図5】
【公開番号】特開2010−47676(P2010−47676A)
【公開日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願番号】特願2008−212342(P2008−212342)
【出願日】平成20年8月21日(2008.8.21)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願日】平成20年8月21日(2008.8.21)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]