
シート状構造体及びその製造方法並びに電子機器及びその製造方法
【課題】線状構造体の端部を充填層の表面から確実に露出させながら、発熱体及び放熱体に確実に接合できるシート状構造体及びその製造方法を実現したい。
【解決手段】シート状構造体を、炭素元素によって形成された複数の線状構造体1と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、複数の線状構造体の間隙に充填された充填層3と、金属によって形成され、複数の線状構造体の一方の端部側に設けられた第1接合層4と、金属によって形成され、複数の線状構造体の他方の端部を覆う第2接合層5とを備えるものとする。
【解決手段】シート状構造体を、炭素元素によって形成された複数の線状構造体1と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、複数の線状構造体の間隙に充填された充填層3と、金属によって形成され、複数の線状構造体の一方の端部側に設けられた第1接合層4と、金属によって形成され、複数の線状構造体の他方の端部を覆う第2接合層5とを備えるものとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート状構造体及びその製造方法並びに電子機器及びその製造方法に関する。
【背景技術】
【0002】
サーバーやパーソナルコンピュータの中央処理装置(CPU:Central Processing Unit)などに用いられる電子部品には、例えばLSI(Large Scale Integration)チップなどの半導体チップから発する熱を効率よく放熱することが求められる。なお、半導体チップを、半導体素子あるいは発熱体ともいう。
このため、半導体チップの直上に設けられたインジウムシートなどの熱伝導性シートを介して、銅などの高い熱伝導度を有する材料からなるヒートスプレッダが配置された構造を有している。つまり、半導体チップとヒートスプレッダとを、熱伝導性シートを介して熱的に接触させている。なお、ヒートスプレッダを放熱体ともいう。
【0003】
しかしながら、近年におけるレアメタルの大幅な需要増加によってインジウム価格は高騰しており、インジウムよりも安価な代替材料が待望されている。また、物性的に見てもインジウムの熱伝導度(約50W/m・K)は高いとはいえず、全体の放熱性能を低下させる要因になっている。なお、その他の熱伝導性シートについても同様である。
このため、半導体チップから生じた熱をより効率的に放熱させるために更に高い熱伝導度(熱伝導性;熱伝導率)を有する材料が望まれていた。つまり、放熱性能を向上させるために、半導体チップとヒートスプレッダとの間に設けられるサーマルインターフェイスマテリアル(TIM:Thermal Interface Material)の熱伝導度を高める、言い換えると、熱抵抗を低減することが望まれていた。
【0004】
このような背景から、インジウムなどの熱伝導性シートよりも高い熱伝導度を有する材料として、カーボンナノチューブ(CNT:Carbon nano tube)に代表される炭素元素からなる線状構造体が注目されている。例えば、カーボンナノチューブは、非常に高い熱伝導度(約1500W/m・K)を有するだけでなく、柔軟性や耐熱性に優れた材料であり、放熱材料として高いポテンシャルを有している。
【0005】
カーボンナノチューブを用いた熱伝導性シートとしては、例えば樹脂中にカーボンナノチューブを分散したもの、基板上に配向成長したカーボンナノチューブ束を樹脂等によって埋め込んだものなどがある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−150362号公報
【特許文献2】特開2006−147801号公報
【特許文献3】特開2010−240871号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、上述の線状構造体をサーマルインターフェイスマテリアルとして用いる場合、その放熱性能を向上させるために、複数の線状構造体を配向制御すべく、図14(A)に示すように、複数の線状構造体100の間に樹脂を充填して形成された充填層101によって各線状構造体100が支持されたシート状構造体102とすることが多い。
このようなシート状構造体を半導体チップとヒートスプレッダとの間にサーマルインターフェイスマテリアルとして設ける場合、充填層(樹脂層)によってシート状構造体を半導体チップ及びヒートスプレッダに確実に接着することが必要になる。
【0008】
一方、線状構造体と半導体チップとの間、及び、線状構造体とヒートスプレッダとの間に樹脂が存在することになると、熱抵抗を増大させ、放熱性能を向上させることが難しくなるため、線状構造体の端部を充填層の表面から露出させることが必要になる。つまり、充填層を構成する樹脂は、熱伝導度が高くない、即ち、少なくともカーボンナノチューブに代表される線状構造体よりも熱伝導度が低い。このため、熱抵抗を低減し、放熱性能を向上させるために、線状構造体と半導体チップとの間、及び、線状構造体とヒートスプレッダとの間に樹脂が存在しないように、線状構造体の端部を充填層の表面から露出させることが必要になる。
【0009】
この場合、図14(B)に示すように、シート状構造体102を半導体チップ103とヒートスプレッダ104との間に配置して熱圧着することで、線状構造体100の端部を充填層101の表面から露出させながら、充填層101を構成する熱可塑性樹脂によってシート状構造体102を半導体チップ103及びヒートスプレッダ104に接着することが考えられる。
【0010】
しかしながら、線状構造体100の端部を充填層101の表面から確実に露出させながら、充填層101を構成する熱可塑性樹脂によってシート状構造体102を半導体チップ103及びヒートスプレッダ104に確実に接着するのは難しい。
例えば、充填層101を構成する熱可塑性樹脂によってシート状構造体102を半導体チップ103及びヒートスプレッダ104に確実に接着すべく、充填層101を構成する熱可塑性樹脂として接着性の高いものを用いると、粘度が高くなる。このため、図14(C)に示すように、線状構造体100の間に樹脂を含浸させるのが難しく、線状構造体100の端部を充填層101の表面から確実に露出させるのが難しくなる。また、線状構造体100の間に樹脂を含浸させるために高い圧力で加圧すると、線状構造体100が樹脂に押され、変形してしまう場合もある。
【0011】
逆に、線状構造体100を充填層101の表面から確実に露出させるべく、充填層101を構成する熱可塑性樹脂として粘度の低いものを用いると、接着性が低くなる。この場合、図14(D)に示すように、線状構造体100の間に樹脂が容易に含浸するため、充填層101によってシート状構造体102を半導体チップ103及びヒートスプレッダ104に確実に接着するのが難しくなる。また、シート状構造体102と半導体チップ103との間、又は、シート状構造体102とヒートスプレッダ104との間で剥がれが生じてしまい、シート状構造体102が熱伝導性シートとして機能しなくなる場合もある。
【0012】
このため、充填層を構成する熱可塑性樹脂としては、接着性が高く、かつ、粘度が低いものを用いることが必要になるが、両者を兼ね備えた樹脂の選定は非常に困難である。特に、熱可塑性樹脂の種類によって線状構造体の間隙への含浸具合や気泡の発生し易さが異なるため、熱圧着の際の加圧量や加圧時間を調整しながら、樹脂の選定を行なう必要があり、容易なことではない。
【0013】
したがって、線状構造体と半導体チップとの間、及び、線状構造体とヒートスプレッダとの間に樹脂が存在しないようにしながら、充填層による接着性を高めるのは非常に難しい。つまり、線状構造体の端部を充填層の表面から確実に露出させながら、充填層によってシート状構造体を半導体チップ及びヒートスプレッダに確実に接着するのは非常に難しい。
【0014】
なお、ここでは、シート状構造体を熱伝導性シートとして用いる場合を例に挙げ、熱伝導性の観点から説明しているが、シート状構造体を配線シートとして用いる場合にも同様の課題がある。この場合、熱抵抗や放熱性能などの熱伝導性に関する説明は、電気抵抗や導電性などの電気伝導性に関する説明として読み替えれば良い。また、ここでは、半導体チップとヒートスプレッダとの間に設けられるシート状構造体を例に挙げて説明しているが、発熱体と放熱体との間に設けられるシート状構造体についても同様の課題がある。
【0015】
そこで、線状構造体の端部を充填層の表面から確実に露出させながら、発熱体及び放熱体に確実に接合できるシート状構造体及びその製造方法を実現したい。また、このようなシート状構造体を備える高性能の電子機器及びその製造方法を実現したい。
【課題を解決するための手段】
【0016】
本シート状構造体は、炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、複数の線状構造体の間隙に充填された充填層と、金属によって形成され、複数の線状構造体の一方の端部側に設けられた第1接合層と、金属によって形成され、複数の線状構造体の他方の端部を覆う第2接合層とを備えることを要件とする。
【0017】
本電子機器は、発熱体と、放熱体と、発熱体と放熱体との間に設けられ、炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、複数の線状構造体の間隙に充填された充填層と、金属によって形成され、複数の線状構造体の一方の端部を覆う第1接合層と、金属によって形成され、複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体とを備え、発熱体及び放熱体の一方とシート状構造体の複数の線状構造体の一方の端部とが、第1接合層を介して接合されており、発熱体及び放熱体の他方とシート状構造体の複数の線状構造体の他方の端部とが、第2接合層を介して接合されていることを要件とする。
【0018】
本シート状構造体の製造方法は、基板上に、炭素元素からなる複数の線状構造体を形成する工程と、複数の線状構造体の一方の端部側に、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって充填層を形成する工程と、複数の線状構造体を前記基板から剥離する工程と、複数の線状構造体の一方の端部側に、金属によって第1接合層を形成する工程と、複数の線状構造体の他方の端部を覆うように、金属によって第2接合層を形成する工程とを含むことを要件とする。
【0019】
本電子機器の製造方法は、炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、複数の線状構造体の一方の端部を覆い、複数の線状構造体の間隙に充填された充填層と、金属によって形成され、充填層上に設けられた第1接合層と、金属によって形成され、複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体を、発熱体と放熱体との間に配置する工程と、熱圧着によって、シート状構造体の複数の線状構造体の一方の端部を、充填層の表面から露出させて第1接合層で覆い、第1接合層を介して発熱体及び放熱体の一方に接合するとともに、シート状構造体の複数の線状構造体の他方の端部を、第2接合層を介して発熱体及び放熱体の他方に接合する工程とを含むことを要件とする。
【0020】
本電子機器の製造方法は、炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、複数の線状構造体の間隙に充填された充填層と、金属によって形成され、複数の線状構造体の一方の端部を覆う第1接合層と、金属によって形成され、複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体の複数の線状構造体の一方の端部を、第1接合層を介して発熱体及び放熱体の一方に接合する工程と、シート状構造体の複数の線状構造体の他方の端部を、第2接合層を介して発熱体及び放熱体の他方に接合する工程とを含むことを要件とする。
【発明の効果】
【0021】
したがって、本シート状構造体及びその製造方法によれば、線状構造体の端部を充填層の表面から確実に露出させながら、発熱体及び放熱体に確実に接合できるシート状構造体及びその製造方法を実現できるという利点がある。
また、本電子機器及びその製造方法によれば、このようなシート状構造体を備えるため、高性能の電子機器及びその製造方法を実現できるという利点がある。
【図面の簡単な説明】
【0022】
【図1】第1実施形態のシート状構造体の構成を示す模式的断面図である。
【図2】熱可塑性樹脂の粘度と温度との関係を示す図である。
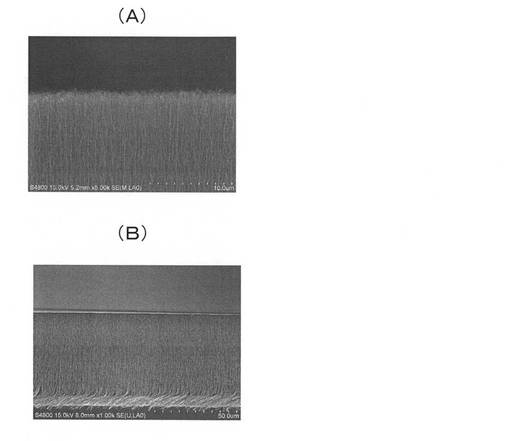
【図3】(A)、(B)は、カーボンナノチューブの電子顕微鏡写真であって、(A)はカーボンナノチューブの先端側の部分を撮影したものであり、(B)はカーボンナノチューブの根元側の部分を撮影したものである。
【図4】(A)〜(C)は、第1実施形態のシート状構造体の製造方法を説明するための模式的断面図である。
【図5】(A)〜(C)は、第1実施形態のシート状構造体の製造方法を説明するための模式的断面図である。
【図6】第1実施形態の電子機器の構成を示す模式的断面図である。
【図7】(A)、(B)は、第1実施形態の電子機器の製造方法を説明するための模式的断面図である。
【図8】(A)、(B)は、第1実施形態の変形例のシート状構造体の製造方法を説明するための模式的断面図である。
【図9】第1実施形態の変形例のシート状構造体の構成を示す模式的断面図である。
【図10】第2実施形態のシート状構造体の構成を示す模式的断面図である。
【図11】(A)〜(F)は、第2実施形態のシート状構造体の製造方法を説明するための模式的断面図である。
【図12】(A)〜(D)は、第2実施形態のシート状構造体の製造方法を説明するための模式的断面図である。
【図13】(A)、(B)は、第2実施形態の変形例のシート状構造体の製造方法を説明するための模式的断面図である。
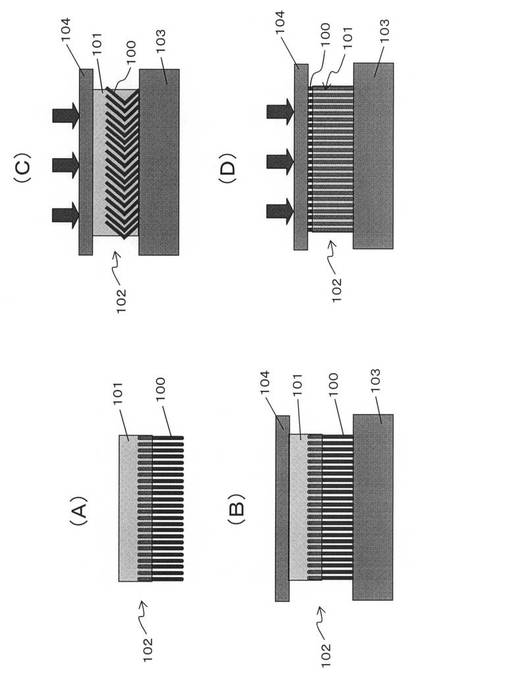
【図14】(A)〜(D)は、従来のシート状構造体を半導体チップとヒートスプレッダとの間に配置して熱圧着する場合の課題を説明するための模式的断面図である。
【発明を実施するための形態】
【0023】
以下、図面により、本発明の実施の形態にかかるシート状構造体及びその製造方法並びに電子機器及びその製造方法について説明する。
[第1実施形態]
第1実施形態にかかるシート状構造体及びその製造方法並びに電子機器及びその製造方法について、図1〜図7を参照しながら説明する。
【0024】
まず、本実施形態にかかるシート状構造体及びその製造方法について説明する。
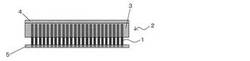
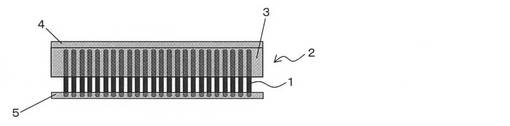
本実施形態のシート状構造体は、図1に示すように、炭素元素によって形成された複数の線状構造体として例えば複数のカーボンナノチューブ1を備えるカーボンナノチューブシート2である。
なお、カーボンナノチューブシート2を、シート状のカーボンナノチューブ、カーボンナノチューブ構造体、あるいは、シート状カーボンナノチューブ構造体ともいう。また、シート状構造体を、シート状放熱部品、熱拡散装置、サーマルインターフェイスマテリアル、熱伝導性シート、あるいは、熱伝導媒体ともいう。
【0025】
本実施形態では、カーボンナノチューブシート2は、金属的性質を示す複数のカーボンナノチューブ1と、熱可塑性樹脂によって形成される充填層3と、金属によって形成される第1接合層4と、金属によって形成される第2接合層5とを備える。なお、金属とは、合金も含むものとする。
つまり、まず、カーボンナノチューブシート2は、間隔を開けて配置された複数のカーボンナノチューブ1を有している。なお、カーボンナノチューブ1は、単層カーボンナノチューブ及び多層カーボンナノチューブのいずれでも良い。
【0026】
ここで、カーボンナノチューブ1は、垂直配向している。つまり、複数のカーボンナノチューブ1は、シート2の膜厚方向、即ち、シート2の面と交差する方向に配向している。
カーボンナノチューブ1の面密度は、特に限定されるものではないが、放熱性及び電気伝導性の観点から、約1×1010本/cm2以上であることが望ましい。
【0027】
カーボンナノチューブ1の直径は、特に限定されるものではないが、例えば約4〜約8nmである。
カーボンナノチューブ1の長さ、即ち、シート2の厚さは、カーボンナノチューブシート2の用途によって決まり、特に限定されるものではないが、好ましくは約5μm〜約500μm程度の値に設定することができる。例えば、カーボンナノチューブシート2を、発熱体(例えば半導体チップ)と放熱体(例えばヒートスプレッダ)との間に形成するサーマルインターフェイスマテリアルとして使用する場合、少なくとも発熱体及び放熱体の表面の凹凸を埋める長さ以上であることが望ましい。なお、発熱体及び放熱体を被着体ともいう。
【0028】
また、カーボンナノチューブシート2は、複数のカーボンナノチューブ1の間隙に充填され、複数のカーボンナノチューブ1を支持(保持)する充填層3を備える。
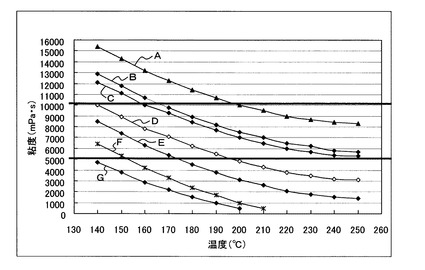
ここで、図2は、熱可塑性樹脂の粘度と温度との関係を示している。なお、熱可塑性樹脂を、ホットメルト樹脂(HM樹脂)、ホットメルト充填材、あるいは、充填材ともいう。また、粘度を溶融粘度ともいう。
【0029】
図2において、約140℃〜約250℃の温度範囲で粘度が約10000mPa・sよりも高くなる熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させることができない。このような熱可塑性樹脂を、高粘度の熱可塑性樹脂という。これに対し、約140℃〜約250℃の温度範囲で粘度が約10000mPa・s以下になる熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させることができる。このような熱可塑性樹脂を、低粘度の熱可塑性樹脂という。さらに、約140℃〜約250℃の温度範囲で粘度が約5000mPa・s以下になる熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を容易に露出させることができる。このような熱可塑性樹脂を、より低粘度の熱可塑性樹脂という。なお、ここでは、加圧が必要な場合には、約0.25MPa〜約1MPaの圧力で約10分以上の加圧を行なっている。
【0030】
このため、本実施形態では、充填層3は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させうる熱可塑性樹脂、即ち、低粘度の熱可塑性樹脂によって形成されている。つまり、充填層3は、図2に示すように、約140℃〜約250℃の温度範囲で粘度が約10000mPa・s以下になる熱可塑性樹脂によって形成されている。
【0031】
例えば、図2中、実線Aで示す熱可塑性樹脂は、約200℃以上の温度で粘度が約10000mPa・s以下になる。つまり、実線Aで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約200℃以上の温度に加熱することで、低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線Bで示す熱可塑性樹脂は、約170℃以上の温度で粘度が約10000mPa・s以下になる。つまり、実線Bで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約170℃以上の温度に加熱することで、低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線Cで示す熱可塑性樹脂は、約160℃以上の温度で粘度が約10000mPa・s以下になる。つまり、実線Cで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約160℃以上の温度に加熱することで、低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線D〜Gで示す熱可塑性樹脂は、約140℃以上の温度で粘度が約10000mPa・s以下になる。つまり、実線D〜Gで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約140℃以上の温度に加熱することで、低粘度の熱可塑性樹脂として用いることができる。
【0032】
このような低粘度の熱可塑性樹脂としては、例えば、Micromelt6239(ヘンケルジャパン社製品、融解温度:135〜145℃、融解時粘度:225℃で5.5〜8.5Pa・s)、BW100(日信化学工業株式会社製品、溶融粘度:150℃で75mPa・s、融点128℃)などを挙げることができる。
好ましくは、充填層3は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を容易に露出させうる熱可塑性樹脂、即ち、より低粘度の熱可塑性樹脂によって形成する。つまり、充填層3は、図2に示すように、約140℃〜約250℃の温度範囲で粘度が約5000mPa・s以下になる熱可塑性樹脂によって形成するのが好ましい。
【0033】
例えば、図2中、実線Dで示す熱可塑性樹脂は、約200℃以上の温度で粘度が約5000mPa・s以下になる。つまり、実線Dで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約200℃以上の温度に加熱することで、より低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線Eで示す熱可塑性樹脂は、約175℃以上の温度で粘度が約5000mPa・s以下になる。つまり、実線Eで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約175℃以上の温度に加熱することで、より低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線Fで示す熱可塑性樹脂は、約155℃以上の温度で粘度が約5000mPa・s以下になる。つまり、実線Fで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約155℃以上の温度に加熱することで、より低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線Gで示す熱可塑性樹脂は、約140℃以上の温度で粘度が約5000mPa・s以下になる。つまり、実線Gで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約140℃以上の温度に加熱することで、より低粘度の熱可塑性樹脂として用いることができる。
【0034】
このような、より低粘度の熱可塑性樹脂としては、例えば、BW100(日信化学工業株式会社製品、溶融粘度:150℃で75mPa・s、融点128℃)などを挙げることができる。
さらに、カーボンナノチューブシート2は、図1に示すように、金属によって形成され、複数のカーボンナノチューブ1の一方の端部側に設けられた第1接合層4と、金属によって形成され、複数のカーボンナノチューブ1の他方の端部を覆う第2接合層5とを備える。これらの第1接合層4及び第2接合層5は、後述(図6参照)のように、発熱体10及び放熱体11に金属接合するために用いられる。このため、カーボンナノチューブ1は、第1接合層4及び第2接合層5を介して、発熱体10及び放熱体11に熱的に接続されることになる。
【0035】
特に、本実施形態では、充填層3は、複数のカーボンナノチューブ1の一方の端部側(ここでは先端側)に設けられており、複数のカーボンナノチューブ1の一方の端部を覆っている。そして、第1接合層4は、充填層3上に設けられている。つまり、充填層3と第1接合層4とは接している。
また、第1接合層4及び第2接合層5は、溶融接合用の金属(溶融金属)によって形成されている。ここでは、第1接合層4及び第2接合層5は、発熱体10の発熱温度(半導体チップの場合、約80℃程度)以上の融点を有する低融点金属、例えば約110℃〜約199℃程度の融点を有する金属によって形成されている。このような低融点金属としては、例えば、スズとビスマスの合金(融点138℃)、スズと三菱スズの合金(融点138℃又は199℃)、はんだ(融点180℃)、インジウム(融点156℃)などを挙げることができる。なお、接合層4、5を、低融点金属接合層、あるいは、金属接合層ともいう。また、第1接合層4と第2接合層5とは、同じ材料によって形成しても良いし、異なる材料によって形成しても良い。
【0036】
また、本実施形態では、第1接合層4は、後述(図7参照)のように、発熱体10と放熱体11との間に配置して熱圧着した際に、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)を覆うことになる。
このため、第1接合層4によって、複数のカーボンナノチューブ1の先端部分の凹凸[図3(A)参照]を包含することができるように、即ち、各カーボンナノチューブ1の長さにばらつきがあっても[図3(A)参照]、全てのカーボンナノチューブ1の先端部分を覆うことができるように、第1接合層4の膜厚は、約10μm以上とするのが好ましい。ここで、複数のカーボンナノチューブ1の先端部分の凹凸が包含されるようにしているのは、複数のカーボンナノチューブ1の長さのばらつきの影響で熱抵抗、即ち、後述の発熱体10や放熱体11(ここでは放熱体)との界面での接触熱抵抗が増大するからである。
【0037】
一方、第2接合層5は、複数のカーボンナノチューブ1の他方の端部(ここでは根元部分)を覆うことになる。このため、第2接合層5によって、複数のカーボンナノチューブ1の根元の脆弱部分を覆うことができるように、第2接合層5の膜厚は、約20μm以上とするのが好ましい。ここで、複数のカーボンナノチューブ1の根元の脆弱部分を覆うようにしているのは、根元の脆弱部分におけるカーボンナノチューブ1の屈曲等[図3(B)参照]の影響で熱抵抗、即ち、後述の発熱体10や放熱体11(ここでは発熱体)との界面での接触熱抵抗が増大するからである。
【0038】
したがって、カーボンナノチューブ1の端部を充填層3の表面から確実に露出させながら、後述の発熱体10及び放熱体11に確実に接合できるカーボンナノチューブシート2を実現することができる。これにより、熱伝導度及び電気伝導度が極めて高いカーボンナノチューブシート2を実現することができる。
つまり、本実施形態では、カーボンナノチューブシート2は、第1接合層4及び第2接合層5を備え、これらが金属によって形成されているため、後述の発熱体10及び放熱体11に確実に接合することができる。つまり、カーボンナノチューブ1は、充填層3を構成する樹脂よりも接着性が高い金属によって形成される第1接合層4及び第2接合層5を介して、後述の発熱体10及び放熱体11に確実に接合されることになる。この場合、カーボンナノチューブシート2と後述の発熱体10及び放熱体11とは金属接合されるため、従来のように樹脂によって形成される充填層によって接着する場合と比較して、発熱体10とカーボンナノチューブシート2との界面、及び、カーボンナノチューブ2と放熱体11との界面での剥がれも少なく、カーボンナノチューブシート2の信頼性を向上させることができる。
【0039】
一方、第1接合層4及び第2接合層5によって後述の発熱体10及び放熱体11に確実に接合することができるため、充填層3を構成する熱可塑性樹脂は、シートとしてハンドリングしやすくすることができれば良く、接着性に関しての性能は問わない。つまり、充填層3を構成する熱可塑性樹脂としては、上述のように、複数のカーボンナノチューブ1の間隙に含浸しやすい低粘度のもの、即ち、接着性の低いものを用いることができる。このため、カーボンナノチューブ1の両端部を充填層3の表面から容易に、かつ、確実に露出させることができる。このため、後述(図6参照)のように、例えば、カーボンナノチューブシート2をサーマルインターフェイスマテリアルとして使用する場合に、発熱体10から放熱体11への熱伝導パスに樹脂が存在することがない。そして、カーボンナノチューブ1は、充填層3を構成する樹脂よりも熱伝導率が高い金属によって形成される第1接合層4及び第2接合層5を介して、後述の発熱体10及び放熱体11に接合される。したがって、全体の熱抵抗を低減し、放熱性能を向上させることができる。つまり、充填層3を構成する樹脂の性能に左右されることなく、カーボンナノチューブ自身の高熱伝導性を生かすことが可能となる。
【0040】
また、本実施形態では、上述のように、充填層3は、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)を覆っており、第1接合層4は、充填層3上に設けられている。このため、後述(図7参照)のように、カーボンナノチューブシート2を発熱体10と放熱体11との間に配置して熱圧着する際に、これらの接合と同時に、カーボンナノチューブ1の一方の端部が、充填層3の表面から露出し、第1接合層4によって覆われるようにする必要がある。
【0041】
このため、第1接合層4を構成する金属は、充填層3を構成する熱可塑性樹脂の融点と同じ又はそれよりも高い融点を有するものとする。これにより、後述の発熱体10及び放熱体11との接合のための熱圧着の際に、加熱によって温度を徐々に上げていくと、まず、充填層3を構成する熱可塑性樹脂が溶融してカーボンナノチューブ1の一方の端部が充填層3の表面から露出し、次いで、第1接合層4を構成する金属が溶融してカーボンナノチューブ1の一方の端部が覆われることになる。例えば、充填層3を構成する熱可塑性樹脂としてMicromelt6239(ヘンケルジャパン社製品、融解温度:135〜145℃、融解時粘度:225℃で5.5〜8.5Pa・s)を用いる場合、第1接合層4を構成する金属としてスズと三菱スズの合金(融点199℃)を用いれば良い。また、例えば、充填層3を構成する熱可塑性樹脂としてBW100(日信化学工業株式会社製品、溶融粘度:150℃で75mPa・s、融点128℃)を用いる場合、第1接合層4を構成する金属としてスズとビスマスとの合金(融点138℃)を用いれば良い。
【0042】
また、本実施形態では、上述のように、樹脂によって形成される充填層3と、金属によって形成される第1接合層4及び第2接合層5とが設けられるが、これらの樹脂と金属との間の密着性は問わない。つまり、充填層3を構成する樹脂と、第1接合層4及び第2接合層5を構成する金属とは、密着していても良いし、離れていても良い。
なお、上述のように構成されるカーボンナノチューブシート2は、熱伝導性シートとして利用することもできるし、配線シート(縦型配線シート)として利用することもできる。但し、配線シートとして利用する場合には、カーボンナノチューブ1の電気的導電性を利用して、カーボンナノチューブ1を配線体として用いることになる。
【0043】
次に、本実施形態のシート状構造体、即ち、カーボンナノチューブシートの製造方法について、図4、図5を参照しながら説明する。
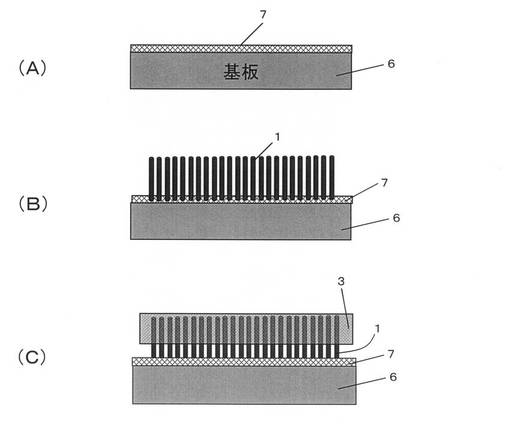
まず、図4(A)に示すように、炭素元素からなる複数の線状構造体としての複数のカーボンナノチューブ1を形成するための土台として用いる基板6を用意する。
基板6としては、シリコン基板などの半導体基板、アルミナ基板、サファイア基板、MgO基板、ガラス基板などの絶縁性基板、金属基板などを用いることができる。また、これらの基板上に薄膜が形成されたものでも良い。例えば、シリコン基板上に膜厚約300nm程度のシリコン酸化膜が形成されたものを用いることができる。
【0044】
基板6は、カーボンナノチューブ1の形成後に剥離されるものである。このため、基板6としては、カーボンナノチューブ1の形成温度において変質しないことが望ましい。また、少なくともカーボンナノチューブ1に接する面が、カーボンナノチューブ1から容易に剥離できる材料によって構成されていることが望ましい。また、カーボンナノチューブ1に対して選択的にエッチングできる材料によって構成されていることが望ましい。
【0045】
次いで、基板6上に、例えばスパッタ法により、例えば膜厚約2.5nmのFe(鉄)膜、即ち、Feからなる触媒金属膜7を形成する。なお、触媒金属膜7は、必ずしも基板6上の全面に形成する必要はなく、例えばリフトオフ法を用いて基板6の所定の領域上に選択的に形成するようにしても良い。つまり、触媒金属膜7の配置は用途に応じて決定すれば良い。
【0046】
触媒金属としては、Feのほか、Co(コバルト)、Ni(ニッケル)、Au(金)、Ag(銀)、Pt(白金)又はこれらのうち少なくとも一の材料を含む合金を用いても良い。また、触媒として、金属膜以外に、微分型静電分級器(DMA:differential mobility analyzer)等を用い、予めサイズを制御して作製した金属微粒子を用いても良い。この場合も、金属種については薄膜の場合と同様で良い。
【0047】
また、これらの触媒金属の下地膜として、Mo(モリブデン)、Ti(チタン)、Hf(ハフニウム)、Zr(ジルコニウム)、Nb(ニオブ)、V(バナジウム)、TaN(窒化タンタル)、TiSix(チタンシリサイド)、Al(アルミニウム)、Al2O3(酸化アルミニウム)、TiOx(酸化チタン)、Ta(タンタル)、W(タングステン)、Cu(銅)、Au(金)、Pt(白金)、Pd(パラジウム)、TiN(窒化チタン)などの膜又はこれらのうち少なくとも一の材料を含む合金からなる膜を形成しても良い。例えば、Fe(約2.5nm)/Al(約10nm)の積層構造、Co(約2.6nm)/TiN(約5nm)の積層構造等を適用することができる。金属微粒子を用いる場合は、例えばCo(平均直径約3.8nm)/TiN(5nm)などの積層構造を適用することができる。
【0048】
次いで、図4(B)に示すように、基板6上に、例えばホットフィラメントCVD法により、触媒金属膜7を触媒として、カーボンナノチューブ1を成長する。
カーボンナノチューブ1の成長条件は、例えば、原料ガスとしてアセチレン・アルゴンの混合ガス(分圧比1:9)を用い、成膜室内の総ガス圧を約1kPa、ホットフィラメント温度を約1000℃、成長時間を約20分とする。これにより、層数が平均3〜6層程度(平均4層程度)、直径が約4〜約8nm(平均約6nm)、長さが約80μm(成長レート:約4μm/min)の多層カーボンナノチューブを成長することができる。
【0049】
なお、カーボンナノチューブ1は、熱CVD法やリモートプラズマCVD法などの他の成膜方法により形成しても良い。また、成長するカーボンナノチューブ1は、単層カーボンナノチューブでも良い。また、炭素原料としては、アセチレンのほか、メタン、エチレン等の炭化水素類や、エタノール、メタノール等のアルコール類などを用いても良い。また、カーボンナノチューブ1の長さは、カーボンナノチューブシート2の用途によって決まり、特に限定されるものではないが、好ましくは約5μm〜約500μm程度の値に設定することができる。例えば、後述(図6参照)のように、カーボンナノチューブシート2をサーマルインターフェイスマテリアルとして使用する場合、少なくとも発熱体10及び放熱体11の表面の凹凸を埋める長さ以上であることが望ましい。
【0050】
このようにして、基板6上、即ち、基板6の触媒金属膜7が形成された領域上に、基板6の法線方向に配向(垂直配向)した複数のカーボンナノチューブ1を形成する。なお、この工程をカーボンナノチューブ1の垂直配向成長工程という。
次いで、図4(C)に示すように、複数のカーボンナノチューブ1の一方の端部側(ここでは先端側)に、充填層3を構成する熱可塑性樹脂を塗布する。ここでは、複数のカーボンナノチューブ1の先端側に熱可塑性樹脂シートを載置し、加熱することによって熱可塑性樹脂を溶融させて複数のカーボンナノチューブ1の間隙に含浸させた後、熱可塑性樹脂を固化させて、充填層3を形成する。これにより、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)が熱可塑性樹脂からなる充填層3によって覆われる。ここでは、低粘度の熱可塑性樹脂を用いる。例えば、BW100(日信化学工業株式会社製品、溶融粘度:150℃で75mPa・s、融点128℃)を用いる。なお、熱可塑性樹脂を含浸させる深さは、熱処理時間によって制御することができる。
【0051】
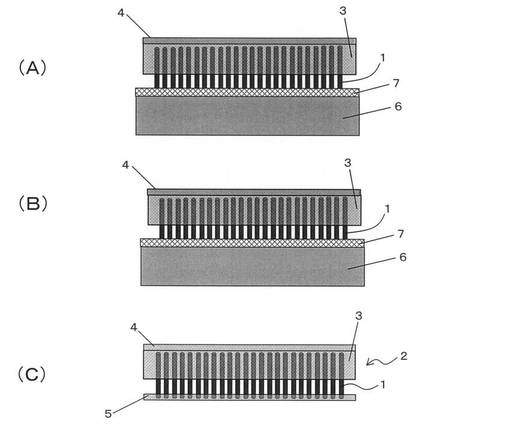
次に、図5(A)に示すように、充填層3上に、金属によって第1接合層4を形成する。例えば、充填層3を構成するBW100上に、低融点金属としてのスズとビスマスとの合金(融点138℃)を蒸着する。ここでは、第1接合層4を構成するスズとビスマスとの合金の膜厚は約10μm以上とする。
次いで、図5(B)に示すように、表面に第1接合層4を有する充填層3によって支持されている複数のカーボンナノチューブ1を、基板6、即ち、基板6及び触媒金属膜7から剥離する。この工程を剥離工程という。なお、複数のカーボンナノチューブ1は、表面に第1接合層4を有する充填層3によって支持されているため、基板6から剥離して取り出し、ハンドリング可能である。
【0052】
次に、図5(C)に示すように、剥離した複数のカーボンナノチューブ1の他方の端部(ここでは根元側の端部)を覆うように、金属によって第2接合層5を形成する。例えば、低融点金属としてのスズとビスマスとの合金(融点138℃)を蒸着する。ここでは、第2接合層5を構成するスズとビスマスとの合金の膜厚は、約20μm以上とする。
このようにして、本実施形態のシート状構造体、即ち、カーボンナノチューブシート2を製造することができる。
【0053】
したがって、本実施形態にかかるシート状構造体及びその製造方法によれば、後述のように、カーボンナノチューブ(線状構造体)1の端部を充填層3の表面から確実に露出させながら、発熱体10及び放熱体11に確実に接合できるシート状構造体2及びその製造方法を実現できるという利点がある。
次に、本実施形態にかかる電子機器及びその製造方法について説明する。
【0054】
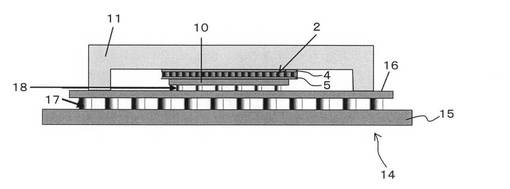
本実施形態にかかる電子機器は、図6に示すように、半導体チップ10とヒートスプレッダ11との間に機械的、熱的に接続される熱伝導性シートとして、上述のカーボンナノチューブシート2を用いた電子機器14である。
なお、半導体チップ10を、半導体素子、発熱体又は発熱源ともいう。また、ヒートスプレッダ11を、放熱体又は放熱部品ともいう。また、熱伝導性シートを、放熱シート又はシート状放熱部品ともいう。
【0055】
本電子機器14では、プリント配線基板15上に、多層配線基板などの回路基板16が実装されている。つまり、回路基板16は、はんだバンプ17を介してプリント配線基板15に電気的に接続されている。なお、回路基板16をビルドアップ基板ともいう。なお、はんだバンプ17を突起状電極ともいう。
また、回路基板16上には、例えばCPUなどに用いられるLSIチップなどの半導体チップ10が実装されている。つまり、半導体チップ10は、はんだバンプ18を介して回路基板16に電気的に接続されている。なお、はんだバンプ18を突起状電極ともいう。
【0056】
また、半導体チップ10上には、半導体チップ10を覆うように、半導体チップ10からの熱を拡散するためのヒートスプレッダ11が設けられている。ここでは、ヒートスプレッダ11は、例えば有機シーラントによって回路基板16に接着されている。
また、半導体チップ10とヒートスプレッダ11との間には、上述のカーボンナノチューブシート2が熱伝導性シートとして設けられている。
【0057】
そして、図6に示すように、上述のカーボンナノチューブシート2に備えられる複数のカーボンナノチューブ1の各端部(図6中、下側の端部)と半導体チップ10とが、第2接合層5を介して接合されている。つまり、複数のカーボンナノチューブ1は、半導体チップ10の表面に第2接合層5を介して熱的に接続されている。
また、上述のカーボンナノチューブシート2に備えられる複数のカーボンナノチューブ1の各端部(図6中、上側の端部)とヒートスプレッダ11とが、第1接合層4を介して接合されている。つまり、複数のカーボンナノチューブ1は、ヒートスプレッダ11の表面に第1接合層4を介して熱的に接続されている。
【0058】
なお、カーボンナノチューブシート2を、図1に示す状態から上下反転させた状態にして半導体チップ10及びヒートスプレッダ11に接合するようにしても良い。
このように、本電子機器14は、カーボンナノチューブシート2を、半導体チップ10とヒートスプレッダ11との間に挟み込み、接合層4、5によって半導体チップ10及びヒートスプレッダ11に接合した構造を備える。つまり、本電子機器14は、半導体チップ10と、ヒートスプレッダ11と、上述のカーボンナノチューブシート2とを備える。
【0059】
このような構造では、カーボンナノチューブシート2に備えられる複数のカーボンナノチューブ1の各端部と半導体チップ10との間には、接合層4、5が存在するだけである。つまり、カーボンナノチューブシート2に備えられる複数のカーボンナノチューブの各端部と半導体チップ10との間、即ち、カーボンナノチューブ1の各端部と半導体チップ10との界面には樹脂は存在しない。
【0060】
同様に、カーボンナノチューブシート2に備えられる複数のカーボンナノチューブ1の各端部とヒートスプレッダ11との間には、接合層4、5が存在するだけである。つまり、カーボンナノチューブシート2に備えられる複数のカーボンナノチューブ1の各端部とヒートスプレッダ11との間、即ち、カーボンナノチューブ1の各端部とヒートスプレッダ11との界面には樹脂は存在しない。
【0061】
このため、カーボンナノチューブ1と半導体チップ10との間の接触熱抵抗、及び、カーボンナノチューブ1とヒートスプレッダ11との間の接触熱抵抗を低減することができ、即ち、界面ロスを低減することができ、放熱性能(放熱効率)を向上させることができる。つまり、上述のカーボンナノチューブシート2は、複数のカーボンナノチューブ1がシート膜厚方向に配向しているため、面直方向の熱伝導度が極めて高い。これに加え、上述のように構成することで接触熱抵抗を低減することができる。これにより、全体の熱抵抗を低減することができ、全体の放熱性能を向上させることができる。このように、上述のカーボンナノチューブシート2を、半導体チップ10及びヒートスプレッダ11に接合層4、5を介して接合することで、半導体チップ10が発した熱を効率良くヒートスプレッダ11に伝えることができ、放熱効率を向上させることができる。これにより、電子機器14の信頼性を向上させることができる。
【0062】
また、従来技術のように、カーボンナノチューブ1と半導体チップ10又はヒートスプレッダ11との間に樹脂が存在すると、この部分が樹脂のみの熱伝導パスとなり、接触熱抵抗が、樹脂自体の熱抵抗、即ち、樹脂の材料や厚さに依存する熱抵抗に大きく左右されることになる。これに対し、上述のように、本実施形態では、カーボンナノチューブ1と半導体チップ10又はヒートスプレッダ11との間に樹脂が存在しないため、接触熱抵抗が樹脂自体の熱抵抗に左右されることがなく、性能のばらつきを低減することができ、歩留まりを向上させることができる。
【0063】
次に、本実施形態にかかる電子機器の製造方法について説明する。
まず、回路基板16上に、はんだバンプ18を介して半導体チップ10を実装する(図6参照)。
次に、回路基板16上に実装した半導体チップ10の表面上に、上述のカーボンナノチューブシート2を載置する[図6、図7(A)参照]。この場合、半導体チップ10の表面に第2接合層5の表面が接することになる。
【0064】
次に、回路基板16上に、ヒートスプレッダ11を固定するための有機シーラントを塗布した後、回路基板16、及び、上述のカーボンナノチューブシート2の上に、ヒートスプレッダ11を載置する[図6、図7(A)参照]。
このようにして、半導体チップ10とヒートスプレッダ11との間に上述のカーボンナノチューブシート2を配置した状態で、熱圧着することで、これらを接合する[図7(B)参照]。つまり、上述のカーボンナノチューブシート2の一方の端部(ここでは先端部分)とヒートスプレッダ11とを第1接合層4によって接合するとともに、上述のカーボンナノチューブシート2の他方の端部(ここでは根元側部分)と半導体チップ10とを第2接合層5によって接合する。なお、ここでは、カーボンナノチューブシート2と半導体チップ10との接合と、カーボンナノチューブシート2とヒートスプレッダ11との接合とを、同時に行なうようにしているが、それぞれ別の工程で行なうようにしても良い。
【0065】
本実施形態では、上述のように、第1接合層4を構成する金属は、充填層3を構成する熱可塑性樹脂の融点と同じ又はそれよりも高い融点を有するものとしている。このため、上述のように、充填層3は、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)を覆っており、第1接合層4は、充填層3上に設けられているが、この熱圧着の際に、第1接合層4を構成する金属だけでなく、充填層3を構成する熱可塑性樹脂も溶融する。そして、カーボンナノチューブ1の先端部分が、充填層3の表面から露出し、第1接合層4によって覆われることになる。
【0066】
例えば、上述のように、カーボンナノチューブシート2の充填層3を構成する熱可塑性樹脂としてBW100(日信化学工業株式会社製品、溶融粘度:150℃で75mPa・s、融点128℃)を用い、第1接合層4及び第2接合層5を構成する金属としてスズとビスマスとの合金(融点138℃)を用いる。そして、約140℃〜約240℃の温度範囲で加熱し、約0.25MPa〜約1MPaの圧力で約10分以上加圧して、熱圧着することで、カーボンナノチューブ1の先端部分が、充填層3の表面から露出し、第1接合層4によって覆われるようにすることができる。なお、ここで、加熱温度の上限を約240℃にしているのは、これよりも高い温度で加熱すると半導体チップ10に影響を与えるからである。また、圧力の上限を約1MPaとしているのは、これよりも高い圧力にすると半導体チップ10に影響を与えるからである。
【0067】
本実施形態では、充填層3を構成する熱可塑性樹脂として低粘度のものを用いているため、約0.25MPa〜約1MPaの低い圧力で複数のカーボンナノチューブ1の間隙に充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の先端部分を充填層3の表面から容易に露出させることができる。このため、カーボンナノチューブ1の先端部分に充填層3を構成する熱可塑性樹脂が残ることはない。そして、カーボンナノチューブ1は、充填層3を構成する樹脂よりも熱伝導率が高い金属によって形成される第1接合層4及び第2接合層5を介して、半導体チップ10及びヒートスプレッダ11に接合される。したがって、全体の熱抵抗を低減し、放熱性能を向上させることができる。また、カーボンナノチューブ1が変形することもない。
【0068】
なお、カーボンナノチューブシート2の充填層3を構成する熱可塑性樹脂として、高粘度の熱可塑性樹脂を用いると、上述のような低い圧力では、複数のカーボンナノチューブ1の間隙に充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の先端部分を充填層3の表面から露出させることができない。この場合、より高い圧力で複数のカーボンナノチューブ1の間隙に充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の先端部分を充填層3の表面から露出させようとしても、カーボンナノチューブ1の先端部分に充填層3を構成する熱可塑性樹脂が残ってしまうか、あるいは、カーボンナノチューブ1が変形してしまう。
【0069】
また、本実施形態では、上述のように、上述のカーボンナノチューブシート2は、金属によって形成される第2接合層5によって半導体チップ10に確実に接合されるとともに、金属によって形成される第1接合層4によってヒートスプレッダ11に確実に接合される。つまり、本実施形態では、カーボンナノチューブシート2を半導体チップ10及びヒートスプレッダ11に樹脂によって接着していない。このため、発熱体10とカーボンナノチューブシート2との界面、及び、カーボンナノチューブ2と放熱体11との界面での剥がれも少なく、カーボンナノチューブシート2の信頼性を向上させることができる。
【0070】
その後、このようにして、半導体チップ10及びヒートスプレッダ11を、これらの間に上述のカーボンナノチューブシート2を挟んで搭載した回路基板16を、はんだバンプ17を介してプリント配線基板15上に実装する(図6参照)。なお、回路基板16を、はんだバンプ17を介してプリント配線基板15上に搭載した後に、回路基板16上に、半導体チップ10、ヒートスプレッダ11及び上述のカーボンナノチューブシート2を搭載しても良い。
【0071】
このようにして、上述のカーボンナノチューブシート2を用いた電子機器14が完成する。
したがって、本実施形態にかかる電子機器及びその製造方法によれば、上述のようなシート状構造体2を備えるため、高性能の電子機器及びその製造方法を実現できるという利点がある。
【0072】
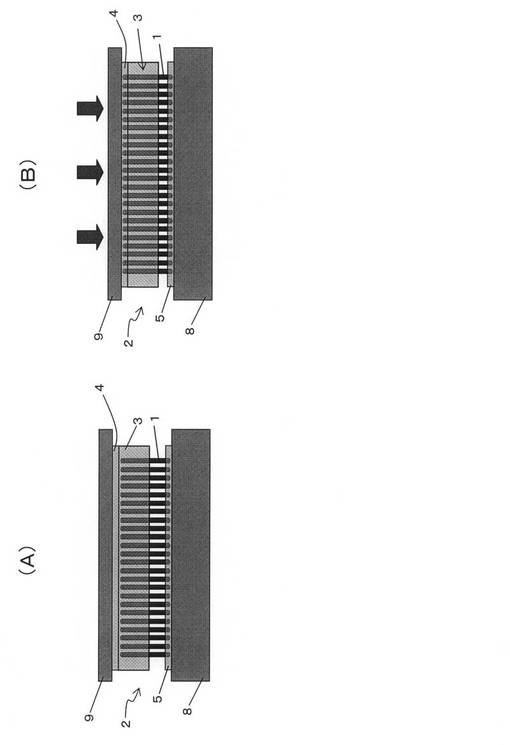
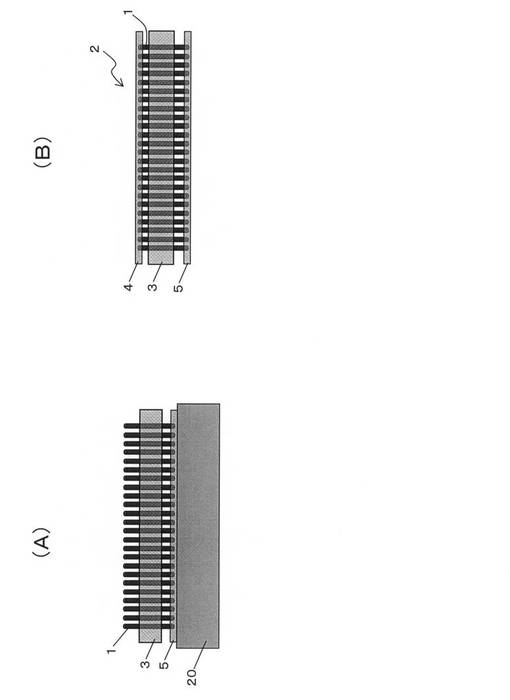
なお、上述の実施形態では、電子機器の製造工程(実装工程)において、熱圧着によってカーボンナノチューブ1の端部を充填層3の表面から露出させ、第1接合層4で覆うようにしているが、これに限られるものではない。例えば、シート状構造体の製造工程において、加熱し、加圧することによってカーボンナノチューブ1の端部を充填層3の表面から露出させ、第1接合層4で覆うようにしても良い。例えば、上述の実施形態のシート状構造体の製造方法にしたがってカーボンナノチューブシート2を製造した後、即ち、第2接合層5を形成した後[図5(C)参照]、図8(A)に示すように、これをステージ8上に載置し、その上にプレート9を載せて、ステージ8とプレート9との間に挟み込む。この状態で、図8(B)に示すように、加熱し、加圧することによって、カーボンナノチューブ1の端部を充填層3の表面から露出させ、第1接合層4で覆うようにしても良い。この場合、シート状構造体としてのカーボンナノチューブシート2は、図9に示すように、カーボンナノチューブ1の両端部がそれぞれ第1接合層4及び第2接合層5によって覆われたものとなる。また、この場合、電子機器の製造工程において熱圧着によってカーボンナノチューブ1の端部を充填層3の表面から露出させる必要がないため、半導体チップ10とヒートスプレッダ11との間にカーボンナノチューブシート2を挟んで加熱し、第1接合層4及び第2接合層5を構成する金属を溶融させて接合すれば良い。
【0073】
また、上述の実施形態では、カーボンナノチューブシート2の製造方法において、複数のカーボンナノチューブ1の一方の端部(先端部分)を覆うように充填層3を形成し[図4(C)参照]、充填層3上に第1接合層4を形成し[図5(A)参照]、基板6から剥離し[図5(B)参照]、複数のカーボンナノチューブ1の他方の端部(根元側部分)を覆うように第2接合層5を形成[図5(C)参照]しているが、これに限られるものではない。例えば、充填層3を形成する工程[図4(C)参照]において、充填層3を複数のカーボンナノチューブ1の根元側まで含浸させて根元側部分を覆った後、複数のカーボンナノチューブ1の先端部分を覆うように第1接合層4を形成し、基板6から剥離した後、充填層3上に第2接合層5を形成するようにしても良い。
【0074】
また、上述の実施形態では、半導体チップ10及びヒートスプレッダ11をこれらの間にカーボンナノチューブシート2を挟んで搭載した回路基板16を、はんだバンプ17を介してプリント配線基板15上に実装したものとして電子機器14を構成しているが、これに限られるものではない。例えば、半導体チップ10及びヒートスプレッダ11をこれらの間にカーボンナノチューブシート2を挟んで回路基板上に搭載したものとして電子機器を構成しても良い。
[第2実施形態]
次に、第2実施形態にかかるシート状構造体及びその製造方法並びに電子機器及びその製造方法について、図10〜図12を参照しながら説明する。
【0075】
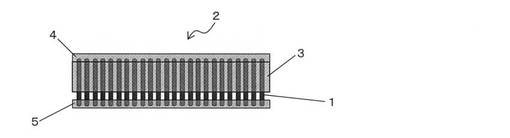
まず、本実施形態にかかるシート状構造体2は、上述の第1実施形態のもの(図1参照)に対し、図10に示すように、第1接合層4が、複数の線状構造体としての複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)を覆っている点が異なる。このため、シート状構造体2の製造方法も異なる。
つまり、本実施形態のシート状構造体としてのカーボンナノチューブシート2では、複数の線状構造体としての複数のカーボンナノチューブ1の両端部がそれぞれ第1接合層4及び第2接合層5によって覆われている。そして、第1接合層4と第2接合層5との間に充填層3が設けられている。ここでは、充填層3は、複数のカーボンナノチューブ1の他方の端部側(ここでは根元側)に設けられている。
【0076】
なお、充填層3は、複数のカーボンナノチューブ1の一方の端部側(先端側)に設けられていても良いし、複数のカーボンナノチューブ1の長さ方向中央位置(中央部)に設けられていても良い。また、充填層3は、第1接合層4又は第2接合層5に接していても良いし、第1接合層4及び第2接合層5に接していなくても良い。
このように構成されるカーボンナノチューブシート2は、以下のようにして製造することができる。
【0077】
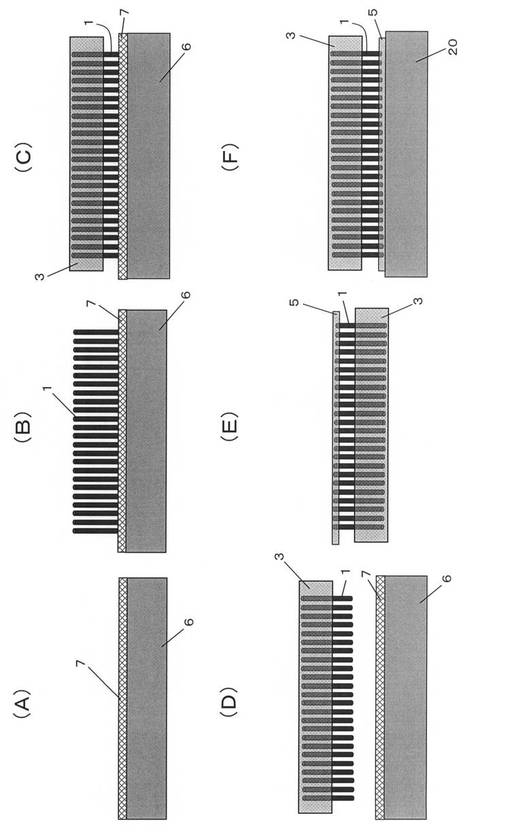
つまり、まず、上述の第1実施形態の場合[図4(A)〜図4(C)参照]と同様に、図11(A)、図11(B)に示すように、基板6及び触媒金属膜7上に複数のカーボンナノチューブ1を形成し、図11(C)に示すように、複数のカーボンナノチューブ1の一方の端部側(ここでは先端側)に、充填層3を構成する熱可塑性樹脂を塗布する。ここでは、複数のカーボンナノチューブ1の先端側に熱可塑性樹脂シートを載置し、加熱することによって熱可塑性樹脂を溶融させて複数のカーボンナノチューブ1の間隙に含浸させた後、熱可塑性樹脂を固化させて、充填層3を形成する。これにより、複数のカーボンナノチューブ1の先端側の端部が熱可塑性樹脂からなる充填層3によって覆われる。なお、複数のカーボンナノチューブ1は、熱可塑性樹脂によって支持されているため、基板6から剥離して取り出し、ハンドリング可能である。
【0078】
次いで、図11(D)に示すように、充填層3によって支持されている複数のカーボンナノチューブ1を、基板6、即ち、基板6及び触媒金属膜7から剥離する。
次に、図11(E)に示すように、剥離した複数のカーボンナノチューブ1の他方の端部(ここでは根元側の端部)を覆うように、上述の第1実施形態の場合と同様に、金属によって第2接合層5を形成する。
【0079】
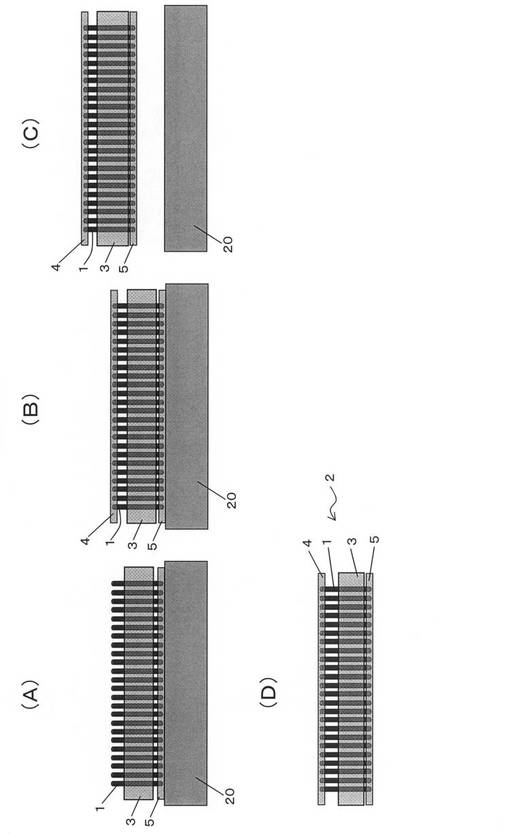
次いで、図11(F)に示すように、第2接合層5が下側になるように、例えばテフロン(登録商標)コート済みシリコン基板などの離型剤コート済み基板20上に載置する。なお、テフロン(登録商標)コート済みシリコン基板20をテフロン(登録商標)コートともいう。
次に、図12(A)に示すように、再び、加熱することによって充填層3を構成する熱可塑性樹脂を溶融させて複数のカーボンナノチューブ1の第2接合層5が設けられている側まで含浸させる。これにより、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)が充填層3の表面から露出し、複数のカーボンナノチューブ1の他方の端部側(ここでは根元側)、即ち、第2接合層5が設けられている側に充填層3が設けられる。
【0080】
次いで、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)を覆うように、上述の第1実施形態の場合と同様に、図12(B)に示すように、金属によって第1接合層4を形成する。そして、図12(C)に示すように、離型剤コート済み基板20から剥離する。
このようにして、図12(D)に示すように、本実施形態のシート状構造体、即ち、カーボンナノチューブシート2を製造することができる。
【0081】
なお、その他の詳細は、上述の第1実施形態の場合と同様であるため、ここでは説明を省略する。
したがって、本実施形態にかかるシート状構造体及びその製造方法によれば、上述の第1実施形態の場合と同様に、カーボンナノチューブ(線状構造体)1の端部を充填層3の表面から確実に露出させながら、発熱体10及び放熱体11に確実に接合できるシート状構造体2及びその製造方法を実現できるという利点がある。
【0082】
次に、本実施形態にかかる電子機器は、上述の第1実施形態の場合と同様に構成される。
但し、上述のように、本実施形態のシート状構造体としてのカーボンナノチューブシート2は、上述の第1実施形態の場合(図1参照)と異なり、図10に示すように、複数の線状構造体としての複数のカーボンナノチューブ1の両端部がそれぞれ第1接合層4及び第2接合層5によって覆われている。このため、本実施形態では、電子機器の製造方法において熱圧着によってカーボンナノチューブ1の端部を充填層3の表面から露出させる必要がない。したがって、本実施形態の電子機器の製造方法は、上述の第1実施形態のもの(図7参照)に対し、熱圧着工程が異なる。つまり、上述の第1実施形態の電子機器の製造方法における熱圧着工程に代えて、半導体チップ10とヒートスプレッダ11との間にカーボンナノチューブシート2を挟んで加熱し、第1接合層4及び第2接合層5を構成する金属を溶融させて接合する工程を行なう。
【0083】
なお、その他の詳細は、上述の第1実施形態の場合と同様であるため、ここでは説明を省略する。
したがって、本実施形態にかかる電子機器及びその製造方法によれば、上述のようなシート状構造体2を備えるため、高性能の電子機器及びその製造方法を実現できるという利点がある。
【0084】
なお、上述の実施形態では、カーボンナノチューブシート2の製造方法において、カーボンナノチューブ1の端部を露出させるために、充填層3を複数のカーボンナノチューブ1の第2接合層5が設けられている側まで含浸させて[図12(A)参照]、複数のカーボンナノチューブ1の他方の端部側(ここでは根元側)、即ち、第2接合層5が設けられている側に充填層3を備えるカーボンナノチューブシート2[図12(D)参照]を製造しているが、これに限られるものではない。例えば、カーボンナノチューブ1の端部を露出させるために、図13(A)に示すように、充填層3を複数のカーボンナノチューブ1の長さ方向中央位置まで含浸させて、図13(B)に示すように、複数のカーボンナノチューブ1の長さ方向中央位置に充填層3を備えるカーボンナノチューブシート2を製造するようにしても良い。
【0085】
また、上述の実施形態では、カーボンナノチューブシート2の製造方法において、第2接合層5を形成し[図11(E)参照]、カーボンナノチューブ1の一方の端部(ここでは先端部分)を露出させ[図12(A)参照]、第1接合層4を形成[図12(B)参照]するようにしているが、これに限られるものではない。例えば、最初に充填層3を形成する工程[図11(C)参照]において、複数のカーボンナノチューブ1の長さ方向中央位置まで充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の一方の端部(ここでは先端部分)を露出させた後、これを覆う第1接合層4を形成し、基板6から剥離し、第1接合層4が下側になるようにテフロン(登録商標)シート20上に載置し、カーボンナノチューブ1の他方の端部(ここでは根元側部分)を覆う第2接合層5を形成するようにしても良い。また、例えば、最初に充填層3を形成する工程[図11(C)参照]において、複数のカーボンナノチューブ1の根元側まで充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の一方の端部(ここでは先端部分)を露出させた後、これを覆う第1接合層4を形成し、基板6から剥離し、第1接合層4が下側になるようにテフロン(登録商標)シート20上に載置し、再度、加熱することによって充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の他方の端部(ここでは根元側部分)を露出させた後、これを覆う第2接合層5を形成するようにしても良い。
[その他]
なお、本発明は、上述した各実施形態及び変形例に記載した構成に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々変形することが可能である。
【0086】
例えば、上述の第1実施形態のカーボンナノチューブシート2の第2接合層5、上述の第2実施形態のカーボンナノチューブシート2の第1接合層4及び第2接合層5を金属層とし、例えばはんだ、銀、インジウム、スズなどによって、半導体チップ10及びヒートスプレッダ11に接合するようにしても良い。この場合、カーボンナノチューブシート2の一方の端部(ここでは先端部分)とヒートスプレッダ11とが第1接合層4を介して接合されるとともに、カーボンナノチューブシート2の他方の端部(ここでは根元側部分)と半導体チップ10とが第2接合層5を介して接合される。なお、第1接合層4及び第2接合層5を構成する金属層は、1層でも良いし、多層構造であっても良い。また、カーボンナノチューブシート2と半導体チップ10との接合と、カーボンナノチューブシート2とヒートスプレッダ11との接合とを、同時に行なうようにしても良いし、それぞれ別の工程で行なうようにしても良い。
【0087】
また、例えば、上述の各実施形態のカーボンナノチューブシート2の第1接合層4及び第2接合層5を構成する金属と、半導体チップ10の表面上に設けた金属及びヒートスプレッダ11の裏面上に設けた金属とが、互いに接触して加熱した際に共晶反応を起こして溶融し、接合されるようにしても良い。この場合も、カーボンナノチューブシート2の一方の端部(ここでは先端部分)とヒートスプレッダ11とが第1接合層4を介して接合されるとともに、カーボンナノチューブシート2の他方の端部(ここでは根元側部分)と半導体チップ10とが第2接合層5を介して接合されることになる。この場合、互いに接触して加熱した際に共晶反応を起こす金属の一方を第1接合層4及び第2接合層5として形成し、他方を半導体チップ10の表面上及びヒートスプレッダ11の裏面上に形成しておくことになる。例えば第1接合層4及び第2接合層5をスズによって形成し、半導体チップ10の表面上及びヒートスプレッダ11の裏面上にビスマスを形成しておけば良い。なお、カーボンナノチューブシート2と半導体チップ10との接合と、カーボンナノチューブシート2とヒートスプレッダ11との接合とを、同時に行なうようにしても良いし、それぞれ別の工程で行なうようにしても良い。
【0088】
また、上述の各実施形態では、炭素元素によって形成された複数の線状構造体1を備えるシート状構造体としてカーボンナノチューブシート2を例に挙げて説明しているが、これに限られるものではない。例えば、炭素元素によって形成された線状構造体としては、カーボンナノチューブのほか、カーボンナノワイヤ、カーボンロッド、カーボンファイバが挙げられる。これらの線状構造体は、サイズが異なるほかは、カーボンナノチューブと同様である。これらの線状構造体を備えるシート状構造体にも本発明を適用することができる。
【0089】
また、上述の各実施形態において記載した構成材料や製造条件は、記載した内容に限定されるものではなく、目的等に応じて適宜変更が可能である。
また、カーボンナノチューブシートなどの炭素元素によって形成された複数の線状構造体を備えるシート状構造体の使用目的も、上述の各実施形態において記載したものに限られるものではない。上述の各実施形態にかかるシート状構造体は、熱伝導性シートとしては、例えば、CPUの放熱シート、無線通信基地局用高出力増幅器、無線通信端末用高出力増幅器、電気自動車用高出力スイッチ、サーバ、パーソナルコンピュータなどへの適用が考えられる。また、カーボンナノチューブなどの線状構造体の高い許容電流密度特性を利用して、縦型配線シートやこれを用いた種々のアプリケーションにも適用可能である。
【符号の説明】
【0090】
1 カーボンナノチューブ(線状構造体)
2 カーボンナノチューブシート(シート状構造体)
3 充填層
4 第1接合層
5 第2接合層
6 基板
7 触媒金属膜
8 ステージ
9 プレート
10 半導体チップ(発熱体)
11 ヒートスプレッダ(放熱体)
14 電子機器
15 プリント配線基板
16 回路基板
17、18 はんだバンプ
20 離型剤コート済み基板(テフロン(登録商標)シート)
【技術分野】
【0001】
本発明は、シート状構造体及びその製造方法並びに電子機器及びその製造方法に関する。
【背景技術】
【0002】
サーバーやパーソナルコンピュータの中央処理装置(CPU:Central Processing Unit)などに用いられる電子部品には、例えばLSI(Large Scale Integration)チップなどの半導体チップから発する熱を効率よく放熱することが求められる。なお、半導体チップを、半導体素子あるいは発熱体ともいう。
このため、半導体チップの直上に設けられたインジウムシートなどの熱伝導性シートを介して、銅などの高い熱伝導度を有する材料からなるヒートスプレッダが配置された構造を有している。つまり、半導体チップとヒートスプレッダとを、熱伝導性シートを介して熱的に接触させている。なお、ヒートスプレッダを放熱体ともいう。
【0003】
しかしながら、近年におけるレアメタルの大幅な需要増加によってインジウム価格は高騰しており、インジウムよりも安価な代替材料が待望されている。また、物性的に見てもインジウムの熱伝導度(約50W/m・K)は高いとはいえず、全体の放熱性能を低下させる要因になっている。なお、その他の熱伝導性シートについても同様である。
このため、半導体チップから生じた熱をより効率的に放熱させるために更に高い熱伝導度(熱伝導性;熱伝導率)を有する材料が望まれていた。つまり、放熱性能を向上させるために、半導体チップとヒートスプレッダとの間に設けられるサーマルインターフェイスマテリアル(TIM:Thermal Interface Material)の熱伝導度を高める、言い換えると、熱抵抗を低減することが望まれていた。
【0004】
このような背景から、インジウムなどの熱伝導性シートよりも高い熱伝導度を有する材料として、カーボンナノチューブ(CNT:Carbon nano tube)に代表される炭素元素からなる線状構造体が注目されている。例えば、カーボンナノチューブは、非常に高い熱伝導度(約1500W/m・K)を有するだけでなく、柔軟性や耐熱性に優れた材料であり、放熱材料として高いポテンシャルを有している。
【0005】
カーボンナノチューブを用いた熱伝導性シートとしては、例えば樹脂中にカーボンナノチューブを分散したもの、基板上に配向成長したカーボンナノチューブ束を樹脂等によって埋め込んだものなどがある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−150362号公報
【特許文献2】特開2006−147801号公報
【特許文献3】特開2010−240871号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、上述の線状構造体をサーマルインターフェイスマテリアルとして用いる場合、その放熱性能を向上させるために、複数の線状構造体を配向制御すべく、図14(A)に示すように、複数の線状構造体100の間に樹脂を充填して形成された充填層101によって各線状構造体100が支持されたシート状構造体102とすることが多い。
このようなシート状構造体を半導体チップとヒートスプレッダとの間にサーマルインターフェイスマテリアルとして設ける場合、充填層(樹脂層)によってシート状構造体を半導体チップ及びヒートスプレッダに確実に接着することが必要になる。
【0008】
一方、線状構造体と半導体チップとの間、及び、線状構造体とヒートスプレッダとの間に樹脂が存在することになると、熱抵抗を増大させ、放熱性能を向上させることが難しくなるため、線状構造体の端部を充填層の表面から露出させることが必要になる。つまり、充填層を構成する樹脂は、熱伝導度が高くない、即ち、少なくともカーボンナノチューブに代表される線状構造体よりも熱伝導度が低い。このため、熱抵抗を低減し、放熱性能を向上させるために、線状構造体と半導体チップとの間、及び、線状構造体とヒートスプレッダとの間に樹脂が存在しないように、線状構造体の端部を充填層の表面から露出させることが必要になる。
【0009】
この場合、図14(B)に示すように、シート状構造体102を半導体チップ103とヒートスプレッダ104との間に配置して熱圧着することで、線状構造体100の端部を充填層101の表面から露出させながら、充填層101を構成する熱可塑性樹脂によってシート状構造体102を半導体チップ103及びヒートスプレッダ104に接着することが考えられる。
【0010】
しかしながら、線状構造体100の端部を充填層101の表面から確実に露出させながら、充填層101を構成する熱可塑性樹脂によってシート状構造体102を半導体チップ103及びヒートスプレッダ104に確実に接着するのは難しい。
例えば、充填層101を構成する熱可塑性樹脂によってシート状構造体102を半導体チップ103及びヒートスプレッダ104に確実に接着すべく、充填層101を構成する熱可塑性樹脂として接着性の高いものを用いると、粘度が高くなる。このため、図14(C)に示すように、線状構造体100の間に樹脂を含浸させるのが難しく、線状構造体100の端部を充填層101の表面から確実に露出させるのが難しくなる。また、線状構造体100の間に樹脂を含浸させるために高い圧力で加圧すると、線状構造体100が樹脂に押され、変形してしまう場合もある。
【0011】
逆に、線状構造体100を充填層101の表面から確実に露出させるべく、充填層101を構成する熱可塑性樹脂として粘度の低いものを用いると、接着性が低くなる。この場合、図14(D)に示すように、線状構造体100の間に樹脂が容易に含浸するため、充填層101によってシート状構造体102を半導体チップ103及びヒートスプレッダ104に確実に接着するのが難しくなる。また、シート状構造体102と半導体チップ103との間、又は、シート状構造体102とヒートスプレッダ104との間で剥がれが生じてしまい、シート状構造体102が熱伝導性シートとして機能しなくなる場合もある。
【0012】
このため、充填層を構成する熱可塑性樹脂としては、接着性が高く、かつ、粘度が低いものを用いることが必要になるが、両者を兼ね備えた樹脂の選定は非常に困難である。特に、熱可塑性樹脂の種類によって線状構造体の間隙への含浸具合や気泡の発生し易さが異なるため、熱圧着の際の加圧量や加圧時間を調整しながら、樹脂の選定を行なう必要があり、容易なことではない。
【0013】
したがって、線状構造体と半導体チップとの間、及び、線状構造体とヒートスプレッダとの間に樹脂が存在しないようにしながら、充填層による接着性を高めるのは非常に難しい。つまり、線状構造体の端部を充填層の表面から確実に露出させながら、充填層によってシート状構造体を半導体チップ及びヒートスプレッダに確実に接着するのは非常に難しい。
【0014】
なお、ここでは、シート状構造体を熱伝導性シートとして用いる場合を例に挙げ、熱伝導性の観点から説明しているが、シート状構造体を配線シートとして用いる場合にも同様の課題がある。この場合、熱抵抗や放熱性能などの熱伝導性に関する説明は、電気抵抗や導電性などの電気伝導性に関する説明として読み替えれば良い。また、ここでは、半導体チップとヒートスプレッダとの間に設けられるシート状構造体を例に挙げて説明しているが、発熱体と放熱体との間に設けられるシート状構造体についても同様の課題がある。
【0015】
そこで、線状構造体の端部を充填層の表面から確実に露出させながら、発熱体及び放熱体に確実に接合できるシート状構造体及びその製造方法を実現したい。また、このようなシート状構造体を備える高性能の電子機器及びその製造方法を実現したい。
【課題を解決するための手段】
【0016】
本シート状構造体は、炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、複数の線状構造体の間隙に充填された充填層と、金属によって形成され、複数の線状構造体の一方の端部側に設けられた第1接合層と、金属によって形成され、複数の線状構造体の他方の端部を覆う第2接合層とを備えることを要件とする。
【0017】
本電子機器は、発熱体と、放熱体と、発熱体と放熱体との間に設けられ、炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、複数の線状構造体の間隙に充填された充填層と、金属によって形成され、複数の線状構造体の一方の端部を覆う第1接合層と、金属によって形成され、複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体とを備え、発熱体及び放熱体の一方とシート状構造体の複数の線状構造体の一方の端部とが、第1接合層を介して接合されており、発熱体及び放熱体の他方とシート状構造体の複数の線状構造体の他方の端部とが、第2接合層を介して接合されていることを要件とする。
【0018】
本シート状構造体の製造方法は、基板上に、炭素元素からなる複数の線状構造体を形成する工程と、複数の線状構造体の一方の端部側に、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって充填層を形成する工程と、複数の線状構造体を前記基板から剥離する工程と、複数の線状構造体の一方の端部側に、金属によって第1接合層を形成する工程と、複数の線状構造体の他方の端部を覆うように、金属によって第2接合層を形成する工程とを含むことを要件とする。
【0019】
本電子機器の製造方法は、炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、複数の線状構造体の一方の端部を覆い、複数の線状構造体の間隙に充填された充填層と、金属によって形成され、充填層上に設けられた第1接合層と、金属によって形成され、複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体を、発熱体と放熱体との間に配置する工程と、熱圧着によって、シート状構造体の複数の線状構造体の一方の端部を、充填層の表面から露出させて第1接合層で覆い、第1接合層を介して発熱体及び放熱体の一方に接合するとともに、シート状構造体の複数の線状構造体の他方の端部を、第2接合層を介して発熱体及び放熱体の他方に接合する工程とを含むことを要件とする。
【0020】
本電子機器の製造方法は、炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、複数の線状構造体の間隙に充填された充填層と、金属によって形成され、複数の線状構造体の一方の端部を覆う第1接合層と、金属によって形成され、複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体の複数の線状構造体の一方の端部を、第1接合層を介して発熱体及び放熱体の一方に接合する工程と、シート状構造体の複数の線状構造体の他方の端部を、第2接合層を介して発熱体及び放熱体の他方に接合する工程とを含むことを要件とする。
【発明の効果】
【0021】
したがって、本シート状構造体及びその製造方法によれば、線状構造体の端部を充填層の表面から確実に露出させながら、発熱体及び放熱体に確実に接合できるシート状構造体及びその製造方法を実現できるという利点がある。
また、本電子機器及びその製造方法によれば、このようなシート状構造体を備えるため、高性能の電子機器及びその製造方法を実現できるという利点がある。
【図面の簡単な説明】
【0022】
【図1】第1実施形態のシート状構造体の構成を示す模式的断面図である。
【図2】熱可塑性樹脂の粘度と温度との関係を示す図である。
【図3】(A)、(B)は、カーボンナノチューブの電子顕微鏡写真であって、(A)はカーボンナノチューブの先端側の部分を撮影したものであり、(B)はカーボンナノチューブの根元側の部分を撮影したものである。
【図4】(A)〜(C)は、第1実施形態のシート状構造体の製造方法を説明するための模式的断面図である。
【図5】(A)〜(C)は、第1実施形態のシート状構造体の製造方法を説明するための模式的断面図である。
【図6】第1実施形態の電子機器の構成を示す模式的断面図である。
【図7】(A)、(B)は、第1実施形態の電子機器の製造方法を説明するための模式的断面図である。
【図8】(A)、(B)は、第1実施形態の変形例のシート状構造体の製造方法を説明するための模式的断面図である。
【図9】第1実施形態の変形例のシート状構造体の構成を示す模式的断面図である。
【図10】第2実施形態のシート状構造体の構成を示す模式的断面図である。
【図11】(A)〜(F)は、第2実施形態のシート状構造体の製造方法を説明するための模式的断面図である。
【図12】(A)〜(D)は、第2実施形態のシート状構造体の製造方法を説明するための模式的断面図である。
【図13】(A)、(B)は、第2実施形態の変形例のシート状構造体の製造方法を説明するための模式的断面図である。
【図14】(A)〜(D)は、従来のシート状構造体を半導体チップとヒートスプレッダとの間に配置して熱圧着する場合の課題を説明するための模式的断面図である。
【発明を実施するための形態】
【0023】
以下、図面により、本発明の実施の形態にかかるシート状構造体及びその製造方法並びに電子機器及びその製造方法について説明する。
[第1実施形態]
第1実施形態にかかるシート状構造体及びその製造方法並びに電子機器及びその製造方法について、図1〜図7を参照しながら説明する。
【0024】
まず、本実施形態にかかるシート状構造体及びその製造方法について説明する。
本実施形態のシート状構造体は、図1に示すように、炭素元素によって形成された複数の線状構造体として例えば複数のカーボンナノチューブ1を備えるカーボンナノチューブシート2である。
なお、カーボンナノチューブシート2を、シート状のカーボンナノチューブ、カーボンナノチューブ構造体、あるいは、シート状カーボンナノチューブ構造体ともいう。また、シート状構造体を、シート状放熱部品、熱拡散装置、サーマルインターフェイスマテリアル、熱伝導性シート、あるいは、熱伝導媒体ともいう。
【0025】
本実施形態では、カーボンナノチューブシート2は、金属的性質を示す複数のカーボンナノチューブ1と、熱可塑性樹脂によって形成される充填層3と、金属によって形成される第1接合層4と、金属によって形成される第2接合層5とを備える。なお、金属とは、合金も含むものとする。
つまり、まず、カーボンナノチューブシート2は、間隔を開けて配置された複数のカーボンナノチューブ1を有している。なお、カーボンナノチューブ1は、単層カーボンナノチューブ及び多層カーボンナノチューブのいずれでも良い。
【0026】
ここで、カーボンナノチューブ1は、垂直配向している。つまり、複数のカーボンナノチューブ1は、シート2の膜厚方向、即ち、シート2の面と交差する方向に配向している。
カーボンナノチューブ1の面密度は、特に限定されるものではないが、放熱性及び電気伝導性の観点から、約1×1010本/cm2以上であることが望ましい。
【0027】
カーボンナノチューブ1の直径は、特に限定されるものではないが、例えば約4〜約8nmである。
カーボンナノチューブ1の長さ、即ち、シート2の厚さは、カーボンナノチューブシート2の用途によって決まり、特に限定されるものではないが、好ましくは約5μm〜約500μm程度の値に設定することができる。例えば、カーボンナノチューブシート2を、発熱体(例えば半導体チップ)と放熱体(例えばヒートスプレッダ)との間に形成するサーマルインターフェイスマテリアルとして使用する場合、少なくとも発熱体及び放熱体の表面の凹凸を埋める長さ以上であることが望ましい。なお、発熱体及び放熱体を被着体ともいう。
【0028】
また、カーボンナノチューブシート2は、複数のカーボンナノチューブ1の間隙に充填され、複数のカーボンナノチューブ1を支持(保持)する充填層3を備える。
ここで、図2は、熱可塑性樹脂の粘度と温度との関係を示している。なお、熱可塑性樹脂を、ホットメルト樹脂(HM樹脂)、ホットメルト充填材、あるいは、充填材ともいう。また、粘度を溶融粘度ともいう。
【0029】
図2において、約140℃〜約250℃の温度範囲で粘度が約10000mPa・sよりも高くなる熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させることができない。このような熱可塑性樹脂を、高粘度の熱可塑性樹脂という。これに対し、約140℃〜約250℃の温度範囲で粘度が約10000mPa・s以下になる熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させることができる。このような熱可塑性樹脂を、低粘度の熱可塑性樹脂という。さらに、約140℃〜約250℃の温度範囲で粘度が約5000mPa・s以下になる熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を容易に露出させることができる。このような熱可塑性樹脂を、より低粘度の熱可塑性樹脂という。なお、ここでは、加圧が必要な場合には、約0.25MPa〜約1MPaの圧力で約10分以上の加圧を行なっている。
【0030】
このため、本実施形態では、充填層3は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させうる熱可塑性樹脂、即ち、低粘度の熱可塑性樹脂によって形成されている。つまり、充填層3は、図2に示すように、約140℃〜約250℃の温度範囲で粘度が約10000mPa・s以下になる熱可塑性樹脂によって形成されている。
【0031】
例えば、図2中、実線Aで示す熱可塑性樹脂は、約200℃以上の温度で粘度が約10000mPa・s以下になる。つまり、実線Aで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約200℃以上の温度に加熱することで、低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線Bで示す熱可塑性樹脂は、約170℃以上の温度で粘度が約10000mPa・s以下になる。つまり、実線Bで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約170℃以上の温度に加熱することで、低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線Cで示す熱可塑性樹脂は、約160℃以上の温度で粘度が約10000mPa・s以下になる。つまり、実線Cで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約160℃以上の温度に加熱することで、低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線D〜Gで示す熱可塑性樹脂は、約140℃以上の温度で粘度が約10000mPa・s以下になる。つまり、実線D〜Gで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約140℃以上の温度に加熱することで、低粘度の熱可塑性樹脂として用いることができる。
【0032】
このような低粘度の熱可塑性樹脂としては、例えば、Micromelt6239(ヘンケルジャパン社製品、融解温度:135〜145℃、融解時粘度:225℃で5.5〜8.5Pa・s)、BW100(日信化学工業株式会社製品、溶融粘度:150℃で75mPa・s、融点128℃)などを挙げることができる。
好ましくは、充填層3は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を容易に露出させうる熱可塑性樹脂、即ち、より低粘度の熱可塑性樹脂によって形成する。つまり、充填層3は、図2に示すように、約140℃〜約250℃の温度範囲で粘度が約5000mPa・s以下になる熱可塑性樹脂によって形成するのが好ましい。
【0033】
例えば、図2中、実線Dで示す熱可塑性樹脂は、約200℃以上の温度で粘度が約5000mPa・s以下になる。つまり、実線Dで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約200℃以上の温度に加熱することで、より低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線Eで示す熱可塑性樹脂は、約175℃以上の温度で粘度が約5000mPa・s以下になる。つまり、実線Eで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約175℃以上の温度に加熱することで、より低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線Fで示す熱可塑性樹脂は、約155℃以上の温度で粘度が約5000mPa・s以下になる。つまり、実線Fで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約155℃以上の温度に加熱することで、より低粘度の熱可塑性樹脂として用いることができる。また、図2中、実線Gで示す熱可塑性樹脂は、約140℃以上の温度で粘度が約5000mPa・s以下になる。つまり、実線Gで示す熱可塑性樹脂は、複数のカーボンナノチューブ1の間隙に含浸させてカーボンナノチューブ1の端部を露出させる際に約140℃以上の温度に加熱することで、より低粘度の熱可塑性樹脂として用いることができる。
【0034】
このような、より低粘度の熱可塑性樹脂としては、例えば、BW100(日信化学工業株式会社製品、溶融粘度:150℃で75mPa・s、融点128℃)などを挙げることができる。
さらに、カーボンナノチューブシート2は、図1に示すように、金属によって形成され、複数のカーボンナノチューブ1の一方の端部側に設けられた第1接合層4と、金属によって形成され、複数のカーボンナノチューブ1の他方の端部を覆う第2接合層5とを備える。これらの第1接合層4及び第2接合層5は、後述(図6参照)のように、発熱体10及び放熱体11に金属接合するために用いられる。このため、カーボンナノチューブ1は、第1接合層4及び第2接合層5を介して、発熱体10及び放熱体11に熱的に接続されることになる。
【0035】
特に、本実施形態では、充填層3は、複数のカーボンナノチューブ1の一方の端部側(ここでは先端側)に設けられており、複数のカーボンナノチューブ1の一方の端部を覆っている。そして、第1接合層4は、充填層3上に設けられている。つまり、充填層3と第1接合層4とは接している。
また、第1接合層4及び第2接合層5は、溶融接合用の金属(溶融金属)によって形成されている。ここでは、第1接合層4及び第2接合層5は、発熱体10の発熱温度(半導体チップの場合、約80℃程度)以上の融点を有する低融点金属、例えば約110℃〜約199℃程度の融点を有する金属によって形成されている。このような低融点金属としては、例えば、スズとビスマスの合金(融点138℃)、スズと三菱スズの合金(融点138℃又は199℃)、はんだ(融点180℃)、インジウム(融点156℃)などを挙げることができる。なお、接合層4、5を、低融点金属接合層、あるいは、金属接合層ともいう。また、第1接合層4と第2接合層5とは、同じ材料によって形成しても良いし、異なる材料によって形成しても良い。
【0036】
また、本実施形態では、第1接合層4は、後述(図7参照)のように、発熱体10と放熱体11との間に配置して熱圧着した際に、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)を覆うことになる。
このため、第1接合層4によって、複数のカーボンナノチューブ1の先端部分の凹凸[図3(A)参照]を包含することができるように、即ち、各カーボンナノチューブ1の長さにばらつきがあっても[図3(A)参照]、全てのカーボンナノチューブ1の先端部分を覆うことができるように、第1接合層4の膜厚は、約10μm以上とするのが好ましい。ここで、複数のカーボンナノチューブ1の先端部分の凹凸が包含されるようにしているのは、複数のカーボンナノチューブ1の長さのばらつきの影響で熱抵抗、即ち、後述の発熱体10や放熱体11(ここでは放熱体)との界面での接触熱抵抗が増大するからである。
【0037】
一方、第2接合層5は、複数のカーボンナノチューブ1の他方の端部(ここでは根元部分)を覆うことになる。このため、第2接合層5によって、複数のカーボンナノチューブ1の根元の脆弱部分を覆うことができるように、第2接合層5の膜厚は、約20μm以上とするのが好ましい。ここで、複数のカーボンナノチューブ1の根元の脆弱部分を覆うようにしているのは、根元の脆弱部分におけるカーボンナノチューブ1の屈曲等[図3(B)参照]の影響で熱抵抗、即ち、後述の発熱体10や放熱体11(ここでは発熱体)との界面での接触熱抵抗が増大するからである。
【0038】
したがって、カーボンナノチューブ1の端部を充填層3の表面から確実に露出させながら、後述の発熱体10及び放熱体11に確実に接合できるカーボンナノチューブシート2を実現することができる。これにより、熱伝導度及び電気伝導度が極めて高いカーボンナノチューブシート2を実現することができる。
つまり、本実施形態では、カーボンナノチューブシート2は、第1接合層4及び第2接合層5を備え、これらが金属によって形成されているため、後述の発熱体10及び放熱体11に確実に接合することができる。つまり、カーボンナノチューブ1は、充填層3を構成する樹脂よりも接着性が高い金属によって形成される第1接合層4及び第2接合層5を介して、後述の発熱体10及び放熱体11に確実に接合されることになる。この場合、カーボンナノチューブシート2と後述の発熱体10及び放熱体11とは金属接合されるため、従来のように樹脂によって形成される充填層によって接着する場合と比較して、発熱体10とカーボンナノチューブシート2との界面、及び、カーボンナノチューブ2と放熱体11との界面での剥がれも少なく、カーボンナノチューブシート2の信頼性を向上させることができる。
【0039】
一方、第1接合層4及び第2接合層5によって後述の発熱体10及び放熱体11に確実に接合することができるため、充填層3を構成する熱可塑性樹脂は、シートとしてハンドリングしやすくすることができれば良く、接着性に関しての性能は問わない。つまり、充填層3を構成する熱可塑性樹脂としては、上述のように、複数のカーボンナノチューブ1の間隙に含浸しやすい低粘度のもの、即ち、接着性の低いものを用いることができる。このため、カーボンナノチューブ1の両端部を充填層3の表面から容易に、かつ、確実に露出させることができる。このため、後述(図6参照)のように、例えば、カーボンナノチューブシート2をサーマルインターフェイスマテリアルとして使用する場合に、発熱体10から放熱体11への熱伝導パスに樹脂が存在することがない。そして、カーボンナノチューブ1は、充填層3を構成する樹脂よりも熱伝導率が高い金属によって形成される第1接合層4及び第2接合層5を介して、後述の発熱体10及び放熱体11に接合される。したがって、全体の熱抵抗を低減し、放熱性能を向上させることができる。つまり、充填層3を構成する樹脂の性能に左右されることなく、カーボンナノチューブ自身の高熱伝導性を生かすことが可能となる。
【0040】
また、本実施形態では、上述のように、充填層3は、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)を覆っており、第1接合層4は、充填層3上に設けられている。このため、後述(図7参照)のように、カーボンナノチューブシート2を発熱体10と放熱体11との間に配置して熱圧着する際に、これらの接合と同時に、カーボンナノチューブ1の一方の端部が、充填層3の表面から露出し、第1接合層4によって覆われるようにする必要がある。
【0041】
このため、第1接合層4を構成する金属は、充填層3を構成する熱可塑性樹脂の融点と同じ又はそれよりも高い融点を有するものとする。これにより、後述の発熱体10及び放熱体11との接合のための熱圧着の際に、加熱によって温度を徐々に上げていくと、まず、充填層3を構成する熱可塑性樹脂が溶融してカーボンナノチューブ1の一方の端部が充填層3の表面から露出し、次いで、第1接合層4を構成する金属が溶融してカーボンナノチューブ1の一方の端部が覆われることになる。例えば、充填層3を構成する熱可塑性樹脂としてMicromelt6239(ヘンケルジャパン社製品、融解温度:135〜145℃、融解時粘度:225℃で5.5〜8.5Pa・s)を用いる場合、第1接合層4を構成する金属としてスズと三菱スズの合金(融点199℃)を用いれば良い。また、例えば、充填層3を構成する熱可塑性樹脂としてBW100(日信化学工業株式会社製品、溶融粘度:150℃で75mPa・s、融点128℃)を用いる場合、第1接合層4を構成する金属としてスズとビスマスとの合金(融点138℃)を用いれば良い。
【0042】
また、本実施形態では、上述のように、樹脂によって形成される充填層3と、金属によって形成される第1接合層4及び第2接合層5とが設けられるが、これらの樹脂と金属との間の密着性は問わない。つまり、充填層3を構成する樹脂と、第1接合層4及び第2接合層5を構成する金属とは、密着していても良いし、離れていても良い。
なお、上述のように構成されるカーボンナノチューブシート2は、熱伝導性シートとして利用することもできるし、配線シート(縦型配線シート)として利用することもできる。但し、配線シートとして利用する場合には、カーボンナノチューブ1の電気的導電性を利用して、カーボンナノチューブ1を配線体として用いることになる。
【0043】
次に、本実施形態のシート状構造体、即ち、カーボンナノチューブシートの製造方法について、図4、図5を参照しながら説明する。
まず、図4(A)に示すように、炭素元素からなる複数の線状構造体としての複数のカーボンナノチューブ1を形成するための土台として用いる基板6を用意する。
基板6としては、シリコン基板などの半導体基板、アルミナ基板、サファイア基板、MgO基板、ガラス基板などの絶縁性基板、金属基板などを用いることができる。また、これらの基板上に薄膜が形成されたものでも良い。例えば、シリコン基板上に膜厚約300nm程度のシリコン酸化膜が形成されたものを用いることができる。
【0044】
基板6は、カーボンナノチューブ1の形成後に剥離されるものである。このため、基板6としては、カーボンナノチューブ1の形成温度において変質しないことが望ましい。また、少なくともカーボンナノチューブ1に接する面が、カーボンナノチューブ1から容易に剥離できる材料によって構成されていることが望ましい。また、カーボンナノチューブ1に対して選択的にエッチングできる材料によって構成されていることが望ましい。
【0045】
次いで、基板6上に、例えばスパッタ法により、例えば膜厚約2.5nmのFe(鉄)膜、即ち、Feからなる触媒金属膜7を形成する。なお、触媒金属膜7は、必ずしも基板6上の全面に形成する必要はなく、例えばリフトオフ法を用いて基板6の所定の領域上に選択的に形成するようにしても良い。つまり、触媒金属膜7の配置は用途に応じて決定すれば良い。
【0046】
触媒金属としては、Feのほか、Co(コバルト)、Ni(ニッケル)、Au(金)、Ag(銀)、Pt(白金)又はこれらのうち少なくとも一の材料を含む合金を用いても良い。また、触媒として、金属膜以外に、微分型静電分級器(DMA:differential mobility analyzer)等を用い、予めサイズを制御して作製した金属微粒子を用いても良い。この場合も、金属種については薄膜の場合と同様で良い。
【0047】
また、これらの触媒金属の下地膜として、Mo(モリブデン)、Ti(チタン)、Hf(ハフニウム)、Zr(ジルコニウム)、Nb(ニオブ)、V(バナジウム)、TaN(窒化タンタル)、TiSix(チタンシリサイド)、Al(アルミニウム)、Al2O3(酸化アルミニウム)、TiOx(酸化チタン)、Ta(タンタル)、W(タングステン)、Cu(銅)、Au(金)、Pt(白金)、Pd(パラジウム)、TiN(窒化チタン)などの膜又はこれらのうち少なくとも一の材料を含む合金からなる膜を形成しても良い。例えば、Fe(約2.5nm)/Al(約10nm)の積層構造、Co(約2.6nm)/TiN(約5nm)の積層構造等を適用することができる。金属微粒子を用いる場合は、例えばCo(平均直径約3.8nm)/TiN(5nm)などの積層構造を適用することができる。
【0048】
次いで、図4(B)に示すように、基板6上に、例えばホットフィラメントCVD法により、触媒金属膜7を触媒として、カーボンナノチューブ1を成長する。
カーボンナノチューブ1の成長条件は、例えば、原料ガスとしてアセチレン・アルゴンの混合ガス(分圧比1:9)を用い、成膜室内の総ガス圧を約1kPa、ホットフィラメント温度を約1000℃、成長時間を約20分とする。これにより、層数が平均3〜6層程度(平均4層程度)、直径が約4〜約8nm(平均約6nm)、長さが約80μm(成長レート:約4μm/min)の多層カーボンナノチューブを成長することができる。
【0049】
なお、カーボンナノチューブ1は、熱CVD法やリモートプラズマCVD法などの他の成膜方法により形成しても良い。また、成長するカーボンナノチューブ1は、単層カーボンナノチューブでも良い。また、炭素原料としては、アセチレンのほか、メタン、エチレン等の炭化水素類や、エタノール、メタノール等のアルコール類などを用いても良い。また、カーボンナノチューブ1の長さは、カーボンナノチューブシート2の用途によって決まり、特に限定されるものではないが、好ましくは約5μm〜約500μm程度の値に設定することができる。例えば、後述(図6参照)のように、カーボンナノチューブシート2をサーマルインターフェイスマテリアルとして使用する場合、少なくとも発熱体10及び放熱体11の表面の凹凸を埋める長さ以上であることが望ましい。
【0050】
このようにして、基板6上、即ち、基板6の触媒金属膜7が形成された領域上に、基板6の法線方向に配向(垂直配向)した複数のカーボンナノチューブ1を形成する。なお、この工程をカーボンナノチューブ1の垂直配向成長工程という。
次いで、図4(C)に示すように、複数のカーボンナノチューブ1の一方の端部側(ここでは先端側)に、充填層3を構成する熱可塑性樹脂を塗布する。ここでは、複数のカーボンナノチューブ1の先端側に熱可塑性樹脂シートを載置し、加熱することによって熱可塑性樹脂を溶融させて複数のカーボンナノチューブ1の間隙に含浸させた後、熱可塑性樹脂を固化させて、充填層3を形成する。これにより、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)が熱可塑性樹脂からなる充填層3によって覆われる。ここでは、低粘度の熱可塑性樹脂を用いる。例えば、BW100(日信化学工業株式会社製品、溶融粘度:150℃で75mPa・s、融点128℃)を用いる。なお、熱可塑性樹脂を含浸させる深さは、熱処理時間によって制御することができる。
【0051】
次に、図5(A)に示すように、充填層3上に、金属によって第1接合層4を形成する。例えば、充填層3を構成するBW100上に、低融点金属としてのスズとビスマスとの合金(融点138℃)を蒸着する。ここでは、第1接合層4を構成するスズとビスマスとの合金の膜厚は約10μm以上とする。
次いで、図5(B)に示すように、表面に第1接合層4を有する充填層3によって支持されている複数のカーボンナノチューブ1を、基板6、即ち、基板6及び触媒金属膜7から剥離する。この工程を剥離工程という。なお、複数のカーボンナノチューブ1は、表面に第1接合層4を有する充填層3によって支持されているため、基板6から剥離して取り出し、ハンドリング可能である。
【0052】
次に、図5(C)に示すように、剥離した複数のカーボンナノチューブ1の他方の端部(ここでは根元側の端部)を覆うように、金属によって第2接合層5を形成する。例えば、低融点金属としてのスズとビスマスとの合金(融点138℃)を蒸着する。ここでは、第2接合層5を構成するスズとビスマスとの合金の膜厚は、約20μm以上とする。
このようにして、本実施形態のシート状構造体、即ち、カーボンナノチューブシート2を製造することができる。
【0053】
したがって、本実施形態にかかるシート状構造体及びその製造方法によれば、後述のように、カーボンナノチューブ(線状構造体)1の端部を充填層3の表面から確実に露出させながら、発熱体10及び放熱体11に確実に接合できるシート状構造体2及びその製造方法を実現できるという利点がある。
次に、本実施形態にかかる電子機器及びその製造方法について説明する。
【0054】
本実施形態にかかる電子機器は、図6に示すように、半導体チップ10とヒートスプレッダ11との間に機械的、熱的に接続される熱伝導性シートとして、上述のカーボンナノチューブシート2を用いた電子機器14である。
なお、半導体チップ10を、半導体素子、発熱体又は発熱源ともいう。また、ヒートスプレッダ11を、放熱体又は放熱部品ともいう。また、熱伝導性シートを、放熱シート又はシート状放熱部品ともいう。
【0055】
本電子機器14では、プリント配線基板15上に、多層配線基板などの回路基板16が実装されている。つまり、回路基板16は、はんだバンプ17を介してプリント配線基板15に電気的に接続されている。なお、回路基板16をビルドアップ基板ともいう。なお、はんだバンプ17を突起状電極ともいう。
また、回路基板16上には、例えばCPUなどに用いられるLSIチップなどの半導体チップ10が実装されている。つまり、半導体チップ10は、はんだバンプ18を介して回路基板16に電気的に接続されている。なお、はんだバンプ18を突起状電極ともいう。
【0056】
また、半導体チップ10上には、半導体チップ10を覆うように、半導体チップ10からの熱を拡散するためのヒートスプレッダ11が設けられている。ここでは、ヒートスプレッダ11は、例えば有機シーラントによって回路基板16に接着されている。
また、半導体チップ10とヒートスプレッダ11との間には、上述のカーボンナノチューブシート2が熱伝導性シートとして設けられている。
【0057】
そして、図6に示すように、上述のカーボンナノチューブシート2に備えられる複数のカーボンナノチューブ1の各端部(図6中、下側の端部)と半導体チップ10とが、第2接合層5を介して接合されている。つまり、複数のカーボンナノチューブ1は、半導体チップ10の表面に第2接合層5を介して熱的に接続されている。
また、上述のカーボンナノチューブシート2に備えられる複数のカーボンナノチューブ1の各端部(図6中、上側の端部)とヒートスプレッダ11とが、第1接合層4を介して接合されている。つまり、複数のカーボンナノチューブ1は、ヒートスプレッダ11の表面に第1接合層4を介して熱的に接続されている。
【0058】
なお、カーボンナノチューブシート2を、図1に示す状態から上下反転させた状態にして半導体チップ10及びヒートスプレッダ11に接合するようにしても良い。
このように、本電子機器14は、カーボンナノチューブシート2を、半導体チップ10とヒートスプレッダ11との間に挟み込み、接合層4、5によって半導体チップ10及びヒートスプレッダ11に接合した構造を備える。つまり、本電子機器14は、半導体チップ10と、ヒートスプレッダ11と、上述のカーボンナノチューブシート2とを備える。
【0059】
このような構造では、カーボンナノチューブシート2に備えられる複数のカーボンナノチューブ1の各端部と半導体チップ10との間には、接合層4、5が存在するだけである。つまり、カーボンナノチューブシート2に備えられる複数のカーボンナノチューブの各端部と半導体チップ10との間、即ち、カーボンナノチューブ1の各端部と半導体チップ10との界面には樹脂は存在しない。
【0060】
同様に、カーボンナノチューブシート2に備えられる複数のカーボンナノチューブ1の各端部とヒートスプレッダ11との間には、接合層4、5が存在するだけである。つまり、カーボンナノチューブシート2に備えられる複数のカーボンナノチューブ1の各端部とヒートスプレッダ11との間、即ち、カーボンナノチューブ1の各端部とヒートスプレッダ11との界面には樹脂は存在しない。
【0061】
このため、カーボンナノチューブ1と半導体チップ10との間の接触熱抵抗、及び、カーボンナノチューブ1とヒートスプレッダ11との間の接触熱抵抗を低減することができ、即ち、界面ロスを低減することができ、放熱性能(放熱効率)を向上させることができる。つまり、上述のカーボンナノチューブシート2は、複数のカーボンナノチューブ1がシート膜厚方向に配向しているため、面直方向の熱伝導度が極めて高い。これに加え、上述のように構成することで接触熱抵抗を低減することができる。これにより、全体の熱抵抗を低減することができ、全体の放熱性能を向上させることができる。このように、上述のカーボンナノチューブシート2を、半導体チップ10及びヒートスプレッダ11に接合層4、5を介して接合することで、半導体チップ10が発した熱を効率良くヒートスプレッダ11に伝えることができ、放熱効率を向上させることができる。これにより、電子機器14の信頼性を向上させることができる。
【0062】
また、従来技術のように、カーボンナノチューブ1と半導体チップ10又はヒートスプレッダ11との間に樹脂が存在すると、この部分が樹脂のみの熱伝導パスとなり、接触熱抵抗が、樹脂自体の熱抵抗、即ち、樹脂の材料や厚さに依存する熱抵抗に大きく左右されることになる。これに対し、上述のように、本実施形態では、カーボンナノチューブ1と半導体チップ10又はヒートスプレッダ11との間に樹脂が存在しないため、接触熱抵抗が樹脂自体の熱抵抗に左右されることがなく、性能のばらつきを低減することができ、歩留まりを向上させることができる。
【0063】
次に、本実施形態にかかる電子機器の製造方法について説明する。
まず、回路基板16上に、はんだバンプ18を介して半導体チップ10を実装する(図6参照)。
次に、回路基板16上に実装した半導体チップ10の表面上に、上述のカーボンナノチューブシート2を載置する[図6、図7(A)参照]。この場合、半導体チップ10の表面に第2接合層5の表面が接することになる。
【0064】
次に、回路基板16上に、ヒートスプレッダ11を固定するための有機シーラントを塗布した後、回路基板16、及び、上述のカーボンナノチューブシート2の上に、ヒートスプレッダ11を載置する[図6、図7(A)参照]。
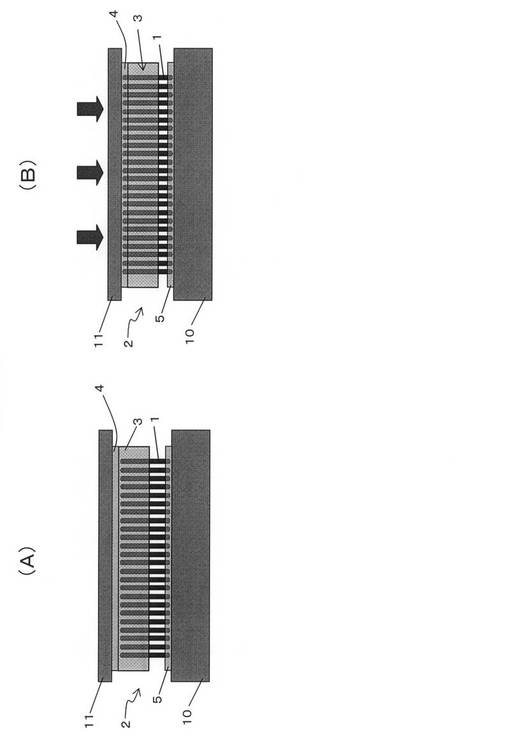
このようにして、半導体チップ10とヒートスプレッダ11との間に上述のカーボンナノチューブシート2を配置した状態で、熱圧着することで、これらを接合する[図7(B)参照]。つまり、上述のカーボンナノチューブシート2の一方の端部(ここでは先端部分)とヒートスプレッダ11とを第1接合層4によって接合するとともに、上述のカーボンナノチューブシート2の他方の端部(ここでは根元側部分)と半導体チップ10とを第2接合層5によって接合する。なお、ここでは、カーボンナノチューブシート2と半導体チップ10との接合と、カーボンナノチューブシート2とヒートスプレッダ11との接合とを、同時に行なうようにしているが、それぞれ別の工程で行なうようにしても良い。
【0065】
本実施形態では、上述のように、第1接合層4を構成する金属は、充填層3を構成する熱可塑性樹脂の融点と同じ又はそれよりも高い融点を有するものとしている。このため、上述のように、充填層3は、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)を覆っており、第1接合層4は、充填層3上に設けられているが、この熱圧着の際に、第1接合層4を構成する金属だけでなく、充填層3を構成する熱可塑性樹脂も溶融する。そして、カーボンナノチューブ1の先端部分が、充填層3の表面から露出し、第1接合層4によって覆われることになる。
【0066】
例えば、上述のように、カーボンナノチューブシート2の充填層3を構成する熱可塑性樹脂としてBW100(日信化学工業株式会社製品、溶融粘度:150℃で75mPa・s、融点128℃)を用い、第1接合層4及び第2接合層5を構成する金属としてスズとビスマスとの合金(融点138℃)を用いる。そして、約140℃〜約240℃の温度範囲で加熱し、約0.25MPa〜約1MPaの圧力で約10分以上加圧して、熱圧着することで、カーボンナノチューブ1の先端部分が、充填層3の表面から露出し、第1接合層4によって覆われるようにすることができる。なお、ここで、加熱温度の上限を約240℃にしているのは、これよりも高い温度で加熱すると半導体チップ10に影響を与えるからである。また、圧力の上限を約1MPaとしているのは、これよりも高い圧力にすると半導体チップ10に影響を与えるからである。
【0067】
本実施形態では、充填層3を構成する熱可塑性樹脂として低粘度のものを用いているため、約0.25MPa〜約1MPaの低い圧力で複数のカーボンナノチューブ1の間隙に充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の先端部分を充填層3の表面から容易に露出させることができる。このため、カーボンナノチューブ1の先端部分に充填層3を構成する熱可塑性樹脂が残ることはない。そして、カーボンナノチューブ1は、充填層3を構成する樹脂よりも熱伝導率が高い金属によって形成される第1接合層4及び第2接合層5を介して、半導体チップ10及びヒートスプレッダ11に接合される。したがって、全体の熱抵抗を低減し、放熱性能を向上させることができる。また、カーボンナノチューブ1が変形することもない。
【0068】
なお、カーボンナノチューブシート2の充填層3を構成する熱可塑性樹脂として、高粘度の熱可塑性樹脂を用いると、上述のような低い圧力では、複数のカーボンナノチューブ1の間隙に充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の先端部分を充填層3の表面から露出させることができない。この場合、より高い圧力で複数のカーボンナノチューブ1の間隙に充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の先端部分を充填層3の表面から露出させようとしても、カーボンナノチューブ1の先端部分に充填層3を構成する熱可塑性樹脂が残ってしまうか、あるいは、カーボンナノチューブ1が変形してしまう。
【0069】
また、本実施形態では、上述のように、上述のカーボンナノチューブシート2は、金属によって形成される第2接合層5によって半導体チップ10に確実に接合されるとともに、金属によって形成される第1接合層4によってヒートスプレッダ11に確実に接合される。つまり、本実施形態では、カーボンナノチューブシート2を半導体チップ10及びヒートスプレッダ11に樹脂によって接着していない。このため、発熱体10とカーボンナノチューブシート2との界面、及び、カーボンナノチューブ2と放熱体11との界面での剥がれも少なく、カーボンナノチューブシート2の信頼性を向上させることができる。
【0070】
その後、このようにして、半導体チップ10及びヒートスプレッダ11を、これらの間に上述のカーボンナノチューブシート2を挟んで搭載した回路基板16を、はんだバンプ17を介してプリント配線基板15上に実装する(図6参照)。なお、回路基板16を、はんだバンプ17を介してプリント配線基板15上に搭載した後に、回路基板16上に、半導体チップ10、ヒートスプレッダ11及び上述のカーボンナノチューブシート2を搭載しても良い。
【0071】
このようにして、上述のカーボンナノチューブシート2を用いた電子機器14が完成する。
したがって、本実施形態にかかる電子機器及びその製造方法によれば、上述のようなシート状構造体2を備えるため、高性能の電子機器及びその製造方法を実現できるという利点がある。
【0072】
なお、上述の実施形態では、電子機器の製造工程(実装工程)において、熱圧着によってカーボンナノチューブ1の端部を充填層3の表面から露出させ、第1接合層4で覆うようにしているが、これに限られるものではない。例えば、シート状構造体の製造工程において、加熱し、加圧することによってカーボンナノチューブ1の端部を充填層3の表面から露出させ、第1接合層4で覆うようにしても良い。例えば、上述の実施形態のシート状構造体の製造方法にしたがってカーボンナノチューブシート2を製造した後、即ち、第2接合層5を形成した後[図5(C)参照]、図8(A)に示すように、これをステージ8上に載置し、その上にプレート9を載せて、ステージ8とプレート9との間に挟み込む。この状態で、図8(B)に示すように、加熱し、加圧することによって、カーボンナノチューブ1の端部を充填層3の表面から露出させ、第1接合層4で覆うようにしても良い。この場合、シート状構造体としてのカーボンナノチューブシート2は、図9に示すように、カーボンナノチューブ1の両端部がそれぞれ第1接合層4及び第2接合層5によって覆われたものとなる。また、この場合、電子機器の製造工程において熱圧着によってカーボンナノチューブ1の端部を充填層3の表面から露出させる必要がないため、半導体チップ10とヒートスプレッダ11との間にカーボンナノチューブシート2を挟んで加熱し、第1接合層4及び第2接合層5を構成する金属を溶融させて接合すれば良い。
【0073】
また、上述の実施形態では、カーボンナノチューブシート2の製造方法において、複数のカーボンナノチューブ1の一方の端部(先端部分)を覆うように充填層3を形成し[図4(C)参照]、充填層3上に第1接合層4を形成し[図5(A)参照]、基板6から剥離し[図5(B)参照]、複数のカーボンナノチューブ1の他方の端部(根元側部分)を覆うように第2接合層5を形成[図5(C)参照]しているが、これに限られるものではない。例えば、充填層3を形成する工程[図4(C)参照]において、充填層3を複数のカーボンナノチューブ1の根元側まで含浸させて根元側部分を覆った後、複数のカーボンナノチューブ1の先端部分を覆うように第1接合層4を形成し、基板6から剥離した後、充填層3上に第2接合層5を形成するようにしても良い。
【0074】
また、上述の実施形態では、半導体チップ10及びヒートスプレッダ11をこれらの間にカーボンナノチューブシート2を挟んで搭載した回路基板16を、はんだバンプ17を介してプリント配線基板15上に実装したものとして電子機器14を構成しているが、これに限られるものではない。例えば、半導体チップ10及びヒートスプレッダ11をこれらの間にカーボンナノチューブシート2を挟んで回路基板上に搭載したものとして電子機器を構成しても良い。
[第2実施形態]
次に、第2実施形態にかかるシート状構造体及びその製造方法並びに電子機器及びその製造方法について、図10〜図12を参照しながら説明する。
【0075】
まず、本実施形態にかかるシート状構造体2は、上述の第1実施形態のもの(図1参照)に対し、図10に示すように、第1接合層4が、複数の線状構造体としての複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)を覆っている点が異なる。このため、シート状構造体2の製造方法も異なる。
つまり、本実施形態のシート状構造体としてのカーボンナノチューブシート2では、複数の線状構造体としての複数のカーボンナノチューブ1の両端部がそれぞれ第1接合層4及び第2接合層5によって覆われている。そして、第1接合層4と第2接合層5との間に充填層3が設けられている。ここでは、充填層3は、複数のカーボンナノチューブ1の他方の端部側(ここでは根元側)に設けられている。
【0076】
なお、充填層3は、複数のカーボンナノチューブ1の一方の端部側(先端側)に設けられていても良いし、複数のカーボンナノチューブ1の長さ方向中央位置(中央部)に設けられていても良い。また、充填層3は、第1接合層4又は第2接合層5に接していても良いし、第1接合層4及び第2接合層5に接していなくても良い。
このように構成されるカーボンナノチューブシート2は、以下のようにして製造することができる。
【0077】
つまり、まず、上述の第1実施形態の場合[図4(A)〜図4(C)参照]と同様に、図11(A)、図11(B)に示すように、基板6及び触媒金属膜7上に複数のカーボンナノチューブ1を形成し、図11(C)に示すように、複数のカーボンナノチューブ1の一方の端部側(ここでは先端側)に、充填層3を構成する熱可塑性樹脂を塗布する。ここでは、複数のカーボンナノチューブ1の先端側に熱可塑性樹脂シートを載置し、加熱することによって熱可塑性樹脂を溶融させて複数のカーボンナノチューブ1の間隙に含浸させた後、熱可塑性樹脂を固化させて、充填層3を形成する。これにより、複数のカーボンナノチューブ1の先端側の端部が熱可塑性樹脂からなる充填層3によって覆われる。なお、複数のカーボンナノチューブ1は、熱可塑性樹脂によって支持されているため、基板6から剥離して取り出し、ハンドリング可能である。
【0078】
次いで、図11(D)に示すように、充填層3によって支持されている複数のカーボンナノチューブ1を、基板6、即ち、基板6及び触媒金属膜7から剥離する。
次に、図11(E)に示すように、剥離した複数のカーボンナノチューブ1の他方の端部(ここでは根元側の端部)を覆うように、上述の第1実施形態の場合と同様に、金属によって第2接合層5を形成する。
【0079】
次いで、図11(F)に示すように、第2接合層5が下側になるように、例えばテフロン(登録商標)コート済みシリコン基板などの離型剤コート済み基板20上に載置する。なお、テフロン(登録商標)コート済みシリコン基板20をテフロン(登録商標)コートともいう。
次に、図12(A)に示すように、再び、加熱することによって充填層3を構成する熱可塑性樹脂を溶融させて複数のカーボンナノチューブ1の第2接合層5が設けられている側まで含浸させる。これにより、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)が充填層3の表面から露出し、複数のカーボンナノチューブ1の他方の端部側(ここでは根元側)、即ち、第2接合層5が設けられている側に充填層3が設けられる。
【0080】
次いで、複数のカーボンナノチューブ1の一方の端部(ここでは先端部分)を覆うように、上述の第1実施形態の場合と同様に、図12(B)に示すように、金属によって第1接合層4を形成する。そして、図12(C)に示すように、離型剤コート済み基板20から剥離する。
このようにして、図12(D)に示すように、本実施形態のシート状構造体、即ち、カーボンナノチューブシート2を製造することができる。
【0081】
なお、その他の詳細は、上述の第1実施形態の場合と同様であるため、ここでは説明を省略する。
したがって、本実施形態にかかるシート状構造体及びその製造方法によれば、上述の第1実施形態の場合と同様に、カーボンナノチューブ(線状構造体)1の端部を充填層3の表面から確実に露出させながら、発熱体10及び放熱体11に確実に接合できるシート状構造体2及びその製造方法を実現できるという利点がある。
【0082】
次に、本実施形態にかかる電子機器は、上述の第1実施形態の場合と同様に構成される。
但し、上述のように、本実施形態のシート状構造体としてのカーボンナノチューブシート2は、上述の第1実施形態の場合(図1参照)と異なり、図10に示すように、複数の線状構造体としての複数のカーボンナノチューブ1の両端部がそれぞれ第1接合層4及び第2接合層5によって覆われている。このため、本実施形態では、電子機器の製造方法において熱圧着によってカーボンナノチューブ1の端部を充填層3の表面から露出させる必要がない。したがって、本実施形態の電子機器の製造方法は、上述の第1実施形態のもの(図7参照)に対し、熱圧着工程が異なる。つまり、上述の第1実施形態の電子機器の製造方法における熱圧着工程に代えて、半導体チップ10とヒートスプレッダ11との間にカーボンナノチューブシート2を挟んで加熱し、第1接合層4及び第2接合層5を構成する金属を溶融させて接合する工程を行なう。
【0083】
なお、その他の詳細は、上述の第1実施形態の場合と同様であるため、ここでは説明を省略する。
したがって、本実施形態にかかる電子機器及びその製造方法によれば、上述のようなシート状構造体2を備えるため、高性能の電子機器及びその製造方法を実現できるという利点がある。
【0084】
なお、上述の実施形態では、カーボンナノチューブシート2の製造方法において、カーボンナノチューブ1の端部を露出させるために、充填層3を複数のカーボンナノチューブ1の第2接合層5が設けられている側まで含浸させて[図12(A)参照]、複数のカーボンナノチューブ1の他方の端部側(ここでは根元側)、即ち、第2接合層5が設けられている側に充填層3を備えるカーボンナノチューブシート2[図12(D)参照]を製造しているが、これに限られるものではない。例えば、カーボンナノチューブ1の端部を露出させるために、図13(A)に示すように、充填層3を複数のカーボンナノチューブ1の長さ方向中央位置まで含浸させて、図13(B)に示すように、複数のカーボンナノチューブ1の長さ方向中央位置に充填層3を備えるカーボンナノチューブシート2を製造するようにしても良い。
【0085】
また、上述の実施形態では、カーボンナノチューブシート2の製造方法において、第2接合層5を形成し[図11(E)参照]、カーボンナノチューブ1の一方の端部(ここでは先端部分)を露出させ[図12(A)参照]、第1接合層4を形成[図12(B)参照]するようにしているが、これに限られるものではない。例えば、最初に充填層3を形成する工程[図11(C)参照]において、複数のカーボンナノチューブ1の長さ方向中央位置まで充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の一方の端部(ここでは先端部分)を露出させた後、これを覆う第1接合層4を形成し、基板6から剥離し、第1接合層4が下側になるようにテフロン(登録商標)シート20上に載置し、カーボンナノチューブ1の他方の端部(ここでは根元側部分)を覆う第2接合層5を形成するようにしても良い。また、例えば、最初に充填層3を形成する工程[図11(C)参照]において、複数のカーボンナノチューブ1の根元側まで充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の一方の端部(ここでは先端部分)を露出させた後、これを覆う第1接合層4を形成し、基板6から剥離し、第1接合層4が下側になるようにテフロン(登録商標)シート20上に載置し、再度、加熱することによって充填層3を構成する熱可塑性樹脂を含浸させてカーボンナノチューブ1の他方の端部(ここでは根元側部分)を露出させた後、これを覆う第2接合層5を形成するようにしても良い。
[その他]
なお、本発明は、上述した各実施形態及び変形例に記載した構成に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々変形することが可能である。
【0086】
例えば、上述の第1実施形態のカーボンナノチューブシート2の第2接合層5、上述の第2実施形態のカーボンナノチューブシート2の第1接合層4及び第2接合層5を金属層とし、例えばはんだ、銀、インジウム、スズなどによって、半導体チップ10及びヒートスプレッダ11に接合するようにしても良い。この場合、カーボンナノチューブシート2の一方の端部(ここでは先端部分)とヒートスプレッダ11とが第1接合層4を介して接合されるとともに、カーボンナノチューブシート2の他方の端部(ここでは根元側部分)と半導体チップ10とが第2接合層5を介して接合される。なお、第1接合層4及び第2接合層5を構成する金属層は、1層でも良いし、多層構造であっても良い。また、カーボンナノチューブシート2と半導体チップ10との接合と、カーボンナノチューブシート2とヒートスプレッダ11との接合とを、同時に行なうようにしても良いし、それぞれ別の工程で行なうようにしても良い。
【0087】
また、例えば、上述の各実施形態のカーボンナノチューブシート2の第1接合層4及び第2接合層5を構成する金属と、半導体チップ10の表面上に設けた金属及びヒートスプレッダ11の裏面上に設けた金属とが、互いに接触して加熱した際に共晶反応を起こして溶融し、接合されるようにしても良い。この場合も、カーボンナノチューブシート2の一方の端部(ここでは先端部分)とヒートスプレッダ11とが第1接合層4を介して接合されるとともに、カーボンナノチューブシート2の他方の端部(ここでは根元側部分)と半導体チップ10とが第2接合層5を介して接合されることになる。この場合、互いに接触して加熱した際に共晶反応を起こす金属の一方を第1接合層4及び第2接合層5として形成し、他方を半導体チップ10の表面上及びヒートスプレッダ11の裏面上に形成しておくことになる。例えば第1接合層4及び第2接合層5をスズによって形成し、半導体チップ10の表面上及びヒートスプレッダ11の裏面上にビスマスを形成しておけば良い。なお、カーボンナノチューブシート2と半導体チップ10との接合と、カーボンナノチューブシート2とヒートスプレッダ11との接合とを、同時に行なうようにしても良いし、それぞれ別の工程で行なうようにしても良い。
【0088】
また、上述の各実施形態では、炭素元素によって形成された複数の線状構造体1を備えるシート状構造体としてカーボンナノチューブシート2を例に挙げて説明しているが、これに限られるものではない。例えば、炭素元素によって形成された線状構造体としては、カーボンナノチューブのほか、カーボンナノワイヤ、カーボンロッド、カーボンファイバが挙げられる。これらの線状構造体は、サイズが異なるほかは、カーボンナノチューブと同様である。これらの線状構造体を備えるシート状構造体にも本発明を適用することができる。
【0089】
また、上述の各実施形態において記載した構成材料や製造条件は、記載した内容に限定されるものではなく、目的等に応じて適宜変更が可能である。
また、カーボンナノチューブシートなどの炭素元素によって形成された複数の線状構造体を備えるシート状構造体の使用目的も、上述の各実施形態において記載したものに限られるものではない。上述の各実施形態にかかるシート状構造体は、熱伝導性シートとしては、例えば、CPUの放熱シート、無線通信基地局用高出力増幅器、無線通信端末用高出力増幅器、電気自動車用高出力スイッチ、サーバ、パーソナルコンピュータなどへの適用が考えられる。また、カーボンナノチューブなどの線状構造体の高い許容電流密度特性を利用して、縦型配線シートやこれを用いた種々のアプリケーションにも適用可能である。
【符号の説明】
【0090】
1 カーボンナノチューブ(線状構造体)
2 カーボンナノチューブシート(シート状構造体)
3 充填層
4 第1接合層
5 第2接合層
6 基板
7 触媒金属膜
8 ステージ
9 プレート
10 半導体チップ(発熱体)
11 ヒートスプレッダ(放熱体)
14 電子機器
15 プリント配線基板
16 回路基板
17、18 はんだバンプ
20 離型剤コート済み基板(テフロン(登録商標)シート)
【特許請求の範囲】
【請求項1】
炭素元素によって形成された複数の線状構造体と、
140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、前記複数の線状構造体の間隙に充填された充填層と、
金属によって形成され、前記複数の線状構造体の一方の端部側に設けられた第1接合層と、
金属によって形成され、前記複数の線状構造体の他方の端部を覆う第2接合層とを備えることを特徴とするシート状構造体。
【請求項2】
前記充填層は、前記複数の線状構造体の一方の端部を覆い、
前記第1接合層は、前記充填層上に設けられていることを特徴とする、請求項1に記載のシート状構造体。
【請求項3】
前記第1接合層は、前記複数の線状構造体の一方の端部を覆うことを特徴とする、請求項1に記載のシート状構造体。
【請求項4】
前記第1接合層及び前記第2接合層は、溶融接合用の金属によって形成されていることを特徴とする、請求項1〜3のいずれか1項に記載のシート状構造体。
【請求項5】
前記第1接合層及び前記第2接合層は、溶融接合用の金属によって形成されており、
前記第1接合層を構成する金属は、前記充填層を構成する熱可塑性樹脂の融点と同じ又はそれよりも高い融点を有することを特徴とする、請求項3に記載のシート状構造体。
【請求項6】
発熱体と、
放熱体と、
前記発熱体と前記放熱体との間に設けられ、炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、前記複数の線状構造体の間隙に充填された充填層と、金属によって形成され、前記複数の線状構造体の一方の端部を覆う第1接合層と、金属によって形成され、前記複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体とを備え、
前記発熱体及び前記放熱体の一方と前記シート状構造体の前記複数の線状構造体の一方の端部とが、前記第1接合層を介して接合されており、
前記発熱体及び前記放熱体の他方と前記シート状構造体の前記複数の線状構造体の他方の端部とが、前記第2接合層を介して接合されていることを特徴とする電子機器。
【請求項7】
基板上に、炭素元素からなる複数の線状構造体を形成する工程と、
前記複数の線状構造体の一方の端部側に、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって充填層を形成する工程と、
前記複数の線状構造体を前記基板から剥離する工程と、
前記複数の線状構造体の一方の端部側に、金属によって第1接合層を形成する工程と、
前記複数の線状構造体の他方の端部を覆うように、金属によって第2接合層を形成する工程とを含むことを特徴とするシート状構造体の製造方法。
【請求項8】
前記充填層を形成する工程、前記第1接合層を形成する工程、前記基板から剥離する工程、前記第2接合層を形成する工程をこの順に行ない、
前記充填層を形成する工程において、前記複数の線状構造体の一方の端部を覆う充填層を形成し、
前記第1接合層を形成する工程において、前記充填層上に第1接合層を形成することを特徴とする、請求項7に記載のシート状構造体の製造方法。
【請求項9】
前記充填層を溶融させて、前記複数の線状構造体の一方の端部を露出させる工程をさらに含み、
前記充填層を形成する工程、前記基板から剥離する工程、前記第2接合層を形成する工程、前記複数の線状構造体の一方の端部を露出させる工程、前記第1接合層を形成する工程をこの順に行ない、
前記第1接合層を形成する工程において、前記複数の線状構造体の一方の端部を覆う第1接合層を形成することを特徴とする、請求項7に記載のシート状構造体の製造方法。
【請求項10】
炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、前記複数の線状構造体の一方の端部を覆い、前記複数の線状構造体の間隙に充填された充填層と、金属によって形成され、前記充填層上に設けられた第1接合層と、金属によって形成され、前記複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体を、発熱体と放熱体との間に配置する工程と、
熱圧着によって、前記シート状構造体の前記複数の線状構造体の一方の端部を、前記充填層の表面から露出させて前記第1接合層で覆い、前記第1接合層を介して前記発熱体及び前記放熱体の一方に接合するとともに、前記シート状構造体の前記複数の線状構造体の他方の端部を、前記第2接合層を介して前記発熱体及び前記放熱体の他方に接合する工程とを含むことを特徴とする電子機器の製造方法。
【請求項11】
炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、前記複数の線状構造体の間隙に充填された充填層と、金属によって形成され、前記複数の線状構造体の一方の端部を覆う第1接合層と、金属によって形成され、前記複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体の前記複数の線状構造体の一方の端部を、前記第1接合層を介して発熱体及び放熱体の一方に接合する工程と、
前記シート状構造体の前記複数の線状構造体の他方の端部を、前記第2接合層を介して前記発熱体及び前記放熱体の他方に接合する工程とを含むことを特徴とする電子機器の製造方法。
【請求項1】
炭素元素によって形成された複数の線状構造体と、
140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、前記複数の線状構造体の間隙に充填された充填層と、
金属によって形成され、前記複数の線状構造体の一方の端部側に設けられた第1接合層と、
金属によって形成され、前記複数の線状構造体の他方の端部を覆う第2接合層とを備えることを特徴とするシート状構造体。
【請求項2】
前記充填層は、前記複数の線状構造体の一方の端部を覆い、
前記第1接合層は、前記充填層上に設けられていることを特徴とする、請求項1に記載のシート状構造体。
【請求項3】
前記第1接合層は、前記複数の線状構造体の一方の端部を覆うことを特徴とする、請求項1に記載のシート状構造体。
【請求項4】
前記第1接合層及び前記第2接合層は、溶融接合用の金属によって形成されていることを特徴とする、請求項1〜3のいずれか1項に記載のシート状構造体。
【請求項5】
前記第1接合層及び前記第2接合層は、溶融接合用の金属によって形成されており、
前記第1接合層を構成する金属は、前記充填層を構成する熱可塑性樹脂の融点と同じ又はそれよりも高い融点を有することを特徴とする、請求項3に記載のシート状構造体。
【請求項6】
発熱体と、
放熱体と、
前記発熱体と前記放熱体との間に設けられ、炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、前記複数の線状構造体の間隙に充填された充填層と、金属によって形成され、前記複数の線状構造体の一方の端部を覆う第1接合層と、金属によって形成され、前記複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体とを備え、
前記発熱体及び前記放熱体の一方と前記シート状構造体の前記複数の線状構造体の一方の端部とが、前記第1接合層を介して接合されており、
前記発熱体及び前記放熱体の他方と前記シート状構造体の前記複数の線状構造体の他方の端部とが、前記第2接合層を介して接合されていることを特徴とする電子機器。
【請求項7】
基板上に、炭素元素からなる複数の線状構造体を形成する工程と、
前記複数の線状構造体の一方の端部側に、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって充填層を形成する工程と、
前記複数の線状構造体を前記基板から剥離する工程と、
前記複数の線状構造体の一方の端部側に、金属によって第1接合層を形成する工程と、
前記複数の線状構造体の他方の端部を覆うように、金属によって第2接合層を形成する工程とを含むことを特徴とするシート状構造体の製造方法。
【請求項8】
前記充填層を形成する工程、前記第1接合層を形成する工程、前記基板から剥離する工程、前記第2接合層を形成する工程をこの順に行ない、
前記充填層を形成する工程において、前記複数の線状構造体の一方の端部を覆う充填層を形成し、
前記第1接合層を形成する工程において、前記充填層上に第1接合層を形成することを特徴とする、請求項7に記載のシート状構造体の製造方法。
【請求項9】
前記充填層を溶融させて、前記複数の線状構造体の一方の端部を露出させる工程をさらに含み、
前記充填層を形成する工程、前記基板から剥離する工程、前記第2接合層を形成する工程、前記複数の線状構造体の一方の端部を露出させる工程、前記第1接合層を形成する工程をこの順に行ない、
前記第1接合層を形成する工程において、前記複数の線状構造体の一方の端部を覆う第1接合層を形成することを特徴とする、請求項7に記載のシート状構造体の製造方法。
【請求項10】
炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、前記複数の線状構造体の一方の端部を覆い、前記複数の線状構造体の間隙に充填された充填層と、金属によって形成され、前記充填層上に設けられた第1接合層と、金属によって形成され、前記複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体を、発熱体と放熱体との間に配置する工程と、
熱圧着によって、前記シート状構造体の前記複数の線状構造体の一方の端部を、前記充填層の表面から露出させて前記第1接合層で覆い、前記第1接合層を介して前記発熱体及び前記放熱体の一方に接合するとともに、前記シート状構造体の前記複数の線状構造体の他方の端部を、前記第2接合層を介して前記発熱体及び前記放熱体の他方に接合する工程とを含むことを特徴とする電子機器の製造方法。
【請求項11】
炭素元素によって形成された複数の線状構造体と、140℃〜250℃の温度範囲で粘度が10000mPa・s以下になる熱可塑性樹脂によって形成され、前記複数の線状構造体の間隙に充填された充填層と、金属によって形成され、前記複数の線状構造体の一方の端部を覆う第1接合層と、金属によって形成され、前記複数の線状構造体の他方の端部を覆う第2接合層とを備えるシート状構造体の前記複数の線状構造体の一方の端部を、前記第1接合層を介して発熱体及び放熱体の一方に接合する工程と、
前記シート状構造体の前記複数の線状構造体の他方の端部を、前記第2接合層を介して前記発熱体及び前記放熱体の他方に接合する工程とを含むことを特徴とする電子機器の製造方法。
【図2】


【図1】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図12】
【図13】
【図14】
【図1】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2013−110217(P2013−110217A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252844(P2011−252844)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
[ Back to top ]