
シート状物およびその製造方法
【課題】極細繊維では達成し得なかった優れた研磨特性やワイピング性、フィルター性能などを示す不織布の提供。
【解決手段】数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲にある繊維から構成される極細繊維不織布(A)と布帛(B)とをそれぞれ一枚以上積層してなるシート状物であって、該シート状物の少なくとも一方の表面が該極細繊維不織布(A)で構成され、該布帛(B)が単繊維繊度が1×10-8〜2.3×10-3dtexの範囲にある繊維と単繊維繊度が0.1〜10.0dtexの範囲にある繊維から構成されていることを特徴とするシート状物。
【解決手段】数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲にある繊維から構成される極細繊維不織布(A)と布帛(B)とをそれぞれ一枚以上積層してなるシート状物であって、該シート状物の少なくとも一方の表面が該極細繊維不織布(A)で構成され、該布帛(B)が単繊維繊度が1×10-8〜2.3×10-3dtexの範囲にある繊維と単繊維繊度が0.1〜10.0dtexの範囲にある繊維から構成されていることを特徴とするシート状物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、極細繊維不織布と布帛を積層したシート状物およびその製造方法に関するものである。
【背景技術】
【0002】
ポリエチレンテレフタレート(PET)やポリブチレンテレフタレート(PBT)に代表されるポリエステルや、ナイロン6(N6)に代表されるポリアミドは適度な力学特性と耐熱性を有するため、これまで衣料用途や産業資材用途向け不織布の繊維として好適に用いられてきた。
【0003】
これらポリエステルやポリアミドを用い、繊維の断面形状の異形化や極細化による性能向上の検討も活発に行われており、代表的なものとして海島型複合紡糸技術を用いて得られた極細繊維からなるスエード調人工皮革が挙げられる。近年では、極細繊維を不織布に適用する試みが積極的に行われており、衣料用途、フィルター、ワイパーなどの資材用途に適用されてきた。衣料用途では更なる風合いの向上、資材用途では各種性能向上のため、さらなる極細繊維が切望されている。しかしながら、従来の海島型複合紡糸技術では単繊維繊度が10-3dtexオーダーが限界であり、上記ニーズに充分に応えられるレベルではなかった(特許文献1)。
【0004】
極細繊維を得る技術としてポリマーブレンド繊維を用いた方法が開示されており(特許文献2)、単繊維繊度は最も細いもので10-4dtexオーダーの超極細繊維が得られている。しかし、ここで得られる超極細繊維の単繊維繊度はポリマーブレンド繊維中での島ポリマーの分散状態で決定されるが、該公報で用いられるポリマーブレンド系では島ポリマーの分散が不十分であるため、得られる超極細繊維の単繊維繊度のばらつきは大きいものであった。
【0005】
ところで、不織布を構成する繊維を極細化する技術として、近年、脚光を浴びているものにエレクトロスピニングという技術がある(非特許文献1)。
【0006】
しかし、超極細繊維としてみた場合に不織布中の単繊維繊度に大きなばらつきがあった。このため、ビード(bead)の生成を抑制して繊維径を均一にしようという試みもなされているが、そのばらつきはいまだに大きいものであった。また、エレクトロスピニングで得られる不織布は繊維化の過程で溶媒が蒸発することで得られるため、その繊維は配向結晶化していない場合が多く、強度も通常の不織布に比べてごく弱いものであり、応用展開に大きな制約があった。さらに、エレクトロスピニングは製法としても大きな問題を抱えており、得られる不織布の大きさはせいぜい100cm2程度であること、また、生産量が最大でも数g/時間と通常の溶融紡糸に比べ非常に低いという問題があった。さらに、高電圧を必要とすること、また、有機溶媒や超極細繊維が空気中に浮遊するという問題があった。
【0007】
こうした背景において近年、繊度ばらつきが小さく、安定的に供給可能な超極細繊維を得る手段として、ナノオーダーで均一に微分散したポリマーアロイ繊維を用いたナノファイバーの検討が進められ、この繊維を極細繊維の周囲に配し、開繊性、形状安定性に優れたナノファイバー混繊糸が開示されている(特許文献3)。しかしながら、該極細繊維は単繊維繊度が10-5dtexオーダーであり、従来にないレベルの超極細繊維ではあるが、混繊糸であることから、布帛としたときに繊度の大きい繊維も多数表面に露出し、ナノファイバーの効果を充分に発揮できるものではなかった。
【0008】
また、ポリマーアロイ繊維から得られるナノファイバーからなる不織布の検討も進められ、超極細繊維とともに他の繊維を混在させることで強度を付与することが開示されている(特許文献4)。この技術は超極細繊維のみの不織布における強度不足を補うものであるが、ポリマーアロイ原綿と他の原綿を混ぜ合わせた混綿での製法が主であり、当然ながら他の繊維と極細繊維が表面に露出しているものであった。また一部にポリマーアロイ原綿により作製された不織布とPP原綿により作製された不織布を貼り合わせた後に減量加工し、超極細繊維不織布を得ると記載されているが、ポリマーアロイ不織布とPP不織布が共に短繊維であることから、極細繊維を発現させる際に、極細繊維の脱落が生じ、PP繊維の表面露出が発生するばかりか、品位に劣るものであった。したがって、この技術もナノファイバーの効果を充分に発揮できるものではなかった。
【特許文献1】特開2002−273650号公報
【特許文献2】特許第3457478号公報
【特許文献3】特開2005−23466号公報
【特許文献4】特開2005−256267号公報
【非特許文献1】Polymer、43巻、4403頁(2002年)
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、ナノイバーレベルの極細繊維で構成する極細繊維不織布と該極細繊維よりも単繊維繊度が大きい繊維を含む布帛を積層してなるシート状物において、少なくとも一方の表面をナノイバーレベルの極細繊維不織布とし、該表面において該極細繊維よりも単繊維繊度が大きい繊維の露出がきわめて少ない構成としながら、実用可能な強力を有し、従来の極細繊維では達成し得なかった優れた研磨特性やワイピング性、フィルター性能などを示すシート状物を提供することにある。
【課題を解決するための手段】
【0010】
本発明は上記目的を達成するため次の構成を有する。すなわち、
(1)数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲にある繊維から構成される極細繊維不織布(A)と布帛(B)とをそれぞれ一枚以上積層してなるシート状物であって、該シート状物の少なくとも一方の表面が該極細繊維不織布(A)で構成され、該布帛(B)が数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲にある繊維と0.1〜10.0dtexの範囲にある繊維から構成されていることを特徴とするシート状物。
【0011】
(2)該シート状物の少なくとも一方の表面が極細繊維不織布(A)で構成され、該表面における数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲を超える繊維の露出が0〜30本/mm2の範囲であることを特徴とする(1)記載のシート状物。
【0012】
(3)該シート状物の少なくとも一方の表面を構成する極細繊維不織布(A)の目付が20〜100g/m2であることを特徴とする(1)または(2)記載のシート状物。
【0013】
(4)引張強力が5.0N/cm以上であることを特徴とする(1)〜(3)いずれかに記載のシート状物。
【0014】
(5)前記極細繊維不織布(A)がポリマーアロイ長繊維不織布を前駆体とすることを特徴とする(1)〜(4)いずれかに記載のシート状物。
【0015】
(6)前記ポリマーアロイ長繊維不織布を構成する繊維の数平均による単繊維繊度が1.0〜5.0dtexであることを特徴とする(5)に記載のシート状物。
【0016】
(7)極細繊維不織布(A)の前駆体であるポリマーアロイ長繊維不織布と布帛(B)とをウォータージェットパンチにより絡合、一体化し、その後、ポリマーアロイ長繊維不織布(A)と布帛(B)を減量加工して極細繊維を発現することを特徴とする(1)〜(6)いずれかに記載のシート状物の製造方法。
【発明の効果】
【0017】
本発明は、極細繊維不織布と布帛の積層体であり、布帛が極細繊維と極細繊維よりも大きい繊維が混在した形で構成していることから、種々のようとにおいて実用可能な物性を有しており、また極細繊維不織布の表面において、極細繊維よりも大きい繊維の露出が極めて少ないため、極細繊維に依存する拭き取り性、研磨性等の効果を最大限に発揮できるシート状物を得ることができる。
【発明を実施するための最良の形態】
【0018】
以下本発明について詳細に説明する。
【0019】
本発明は前記課題について鋭意検討した結果、極細繊維不織布(A)と、該極細繊維不織布(A)と同レベルの単繊維繊度からなる繊維とそれよりも大きい他の繊維が混在して構成される布帛(B)とを、それぞれ一枚以上を用いて特定の製造方法により積層してシート状物を作製したところ、かかる課題を一気に解決することを見いだしたものである。
【0020】
すなわち、本発明のシート状物は、数平均による単繊維繊度が1×10-8〜2.3×10-3dtexである極細繊維不織布(A)と該単繊維繊度よりも大きい繊維を含む布帛(B)をそれぞれ一枚以上積層してなるシート状物である。尚、本発明でいう極細繊維とは、数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲内にある繊維のことをいい、形態的には単繊維がばらばらに分散したもの、単繊維が部分的に結合しているもの、複数の単繊維が凝集した集合体(例えば束状のもの)などの形態を呈するものであってもよく、すなわち、いわゆる繊維状の形態であればよく、その長短や断面形状になどにはこだわらないものである。
【0021】
該極細繊維の測定法としては、ナノファイバーレベルの極細繊維不織布(A)の横断面をTEMあるいはSEMで倍率20000倍以上で観察し、同一横断面内で無作為に抽出した50本以上の単繊維直径を測定する。測定は、TEMあるいはSEMによる不織布の横断面写真を画像処理ソフト(WINROOF)を用いて単繊維直径および繊度を求めるものであり、これを3ヶ所以上で行い、少なくとも合計150本以上の単繊維の直径を測定することで求められるものである。このとき、500nm(ナイロン6(比重1.14g/cm3)の場合では2.3×10-3dtex程度)を超える他の繊維は除き1〜500nmの単繊維直径のものだけを無作為に選び測定する。なお、極細繊維不織布(A)を構成する繊維が異形断面の場合、まず単繊維の断面積を測定し、その面積を仮に断面が円の場合の面積とする。その面積から直径を算出することによって単繊維直径を求めるものである。単繊維繊度の平均値は、以下のようにして求める。まず、単繊維直径をnm単位で小数点の一桁目まで測定し、小数点以下を四捨五入する。その単繊維直径から単繊維繊度を算出し、単純な平均値を求める。本発明では、これを「数平均による単繊維繊度」とする。
【0022】
本発明に用いられる極細繊維不織布(A)の数平均による単繊維繊度は、1×10-8〜2.3×10-3dtex(例えば、比重1.14g/cm3のN6の場合、繊維径にして1〜500nm程度)である。より好ましくは8.1×10-6dtex(比重1.14g/cm3のN6の場合、繊維径にして30nm程度)以上、さらに好ましくは1×10-8dtex(比重1.14g/cm3のN6の場合、繊維径にして50程度)以上である。また、より好ましくは3.6×10-4dtex(比重1.14g/cm3のN6の場合、繊維径にして200nm程度)以下、さらに好ましくは3.6×10-4dtex(比重1.14g/cm3のN6の場合、繊維径にして150nm程度)以下である。数平均による単繊維繊度が1×10-8〜2.3×10-3dtexであると従来の海島型複合紡糸による極細繊維に比べ1/10〜1/100という細さであり、従来の極細繊維では得られなかった緻密な表面感、平滑性をもち、研磨、ワイピング性能等に優れた不織布を得ることができる。
【0023】
また、本発明に用いられる極細繊維は熱可塑性ポリマーからなる繊維が好ましく、熱可塑性ポリマーとしては、ポリエステルやポリアミド、ポリオレフィン、ポリフェニレンスルフィド(PPS)等が挙げられるが、ポリエステルやポリアミドに代表される重縮合系ポリマーは融点が高いものが多く、より好ましい。ポリマーの融点は165℃以上であると、極細繊維の耐熱性が良好となるため好ましい。例えば、PETは255℃、N6は220℃、ポリ乳酸(PLA)は170℃である。また、ポリマーには粒子、難燃剤、帯電防止剤等の添加剤を含有させても良いし、ポリマーの性質を損なわない範囲で他の成分が共重合されていても良い。
【0024】
本発明の極細繊維不織布(A)を構成する数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの極細繊維はポリマーアロイ繊維から得ることができる。ここで数平均による単繊維繊度が1×10-8〜2.3〜10-3dtexの極細繊維の前駆体であるポリマーアロイ繊維は、2種類以上の溶剤に対する溶解性の異なるポリマーをアロイ化したポリマーアロイ溶融体を用いて得た海島型繊維であることが好ましい。このポリマーアロイ繊維中では易溶解性ポリマーが海(マトリックス)、難溶解性ポリマーが島(ドメイン)をなし、その島サイズを制御することが重要である。ここで、島サイズとは、ポリマーアロイ繊維の横断面を透過型電子顕微鏡(TEM)で観察し、直径換算で評価したものである。前駆体中での島サイズによりナノファイバーレベルの極細繊維の直径がほぼ決定されるため、島サイズの分布は極細繊維の直径分布に準じて設計される。このため、アロイ化するポリマーの混練が非常に重要であり、混練押出機や静止混練機等によって高混練することが好ましい。なお、単純なチップブレンド(特許文献2)では混練が不足するため、数十nmレベルで島を分散させることは困難である。
【0025】
具体的には、混練を行う際の目安としては、組み合わせるポリマーにもよるが、混練押出機を用いる場合には、2軸押出混練機を用いることが好ましく、静止混練器を用いる場合は、その分割数は100万以上とすることが好ましい。
【0026】
島ドメインを円形に近づけるためには、ポリマーの組み合わせも重要となる。島成分ポリマーと海成分ポリマーは非相溶であることが好ましいが、単なる非相溶ポリマーの組み合わせでは島成分ポリマーが充分超微分散化し難い。このため、組み合わせるポリマーの相溶性を最適化することが好ましいが、このための指標の一つが溶解度パラメーター(SP値)である。ここで、SP値とは(蒸発エネルギー/モル容積)1/2で定義される物質の凝集力を反映するパラメータであり、SP値が近いもの同士では相溶性が良いポリマーアロイが得られる可能性がある。SP値は種々のポリマーで知られているが、例えば「プラスチック・データブック」(旭化成アミダス株式会社/プラスチック編集部共編、189ページ等)に記載されている。2つのポリマーのSP値の差が1〜9(MJ/m3)1/2であると、非相溶化による島成分の円形化と超微分散化が両立させやすく好ましい。例えば、ナイロン6とポリエチレンテレフタレートはSP値の差が6(MJ/m3)1/2程度であり好ましい例であるが、ナイロン6とポリエチレン(PE)はSP値の差が11(MJ/m3)1/2程度であり好ましくない例として挙げられる。
【0027】
さらに、溶融粘度も重要であり、島を形成するポリマーの溶融粘度を海に比べて低く設定すると剪断力による島ポリマーの変形が起こりやすいため、島成分ポリマーの微分散化が進みやすく超極細化の観点からは好ましい。ただし、島成分ポリマーを過度に低粘度にすると海化しやすくなり、繊維全体に対するブレンド比を高くできないため、島成分ポリマー粘度は海成分ポリマー粘度の1/10以上とすることが好ましい。
【0028】
本発明における極細繊維の前駆体であるポリマーアロイ繊維の数平均による単繊維繊度は、1.0〜5.0dtexである。好ましくは4.0dtex以下、より好ましくは3.0dtex以下である。ポリマーアロイ繊維の数平均による単繊維繊度を1.0〜5.0dtexとすることでポリマーアロイ不織布とした場合に、単位面積当たりの繊維本数が多くなることで地合いが均一となり、海成分を除去して数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの極細繊維とした場合に布帛(B)の大きい繊維の表面露出を効率的に抑えることができるためである。
【0029】
ポリマーアロイ繊維の測定法としては、ポリマーアロイ不織布の横断面をTEMあるいはSEMで倍率1000倍で観察し、同一横断面内で無作為に抽出した50本以上の単繊維直径を測定する。測定は、TEMあるいはSEMによる不織布の横断面写真を画像処理ソフト(WINROOF)を用いて単繊維直径および繊度を求めるものであり、これを3ヶ所以上で行い、少なくとも合計150本以上の単繊維の直径を測定することで求められるものである。ポリマーアロイ繊維が異形断面の場合、まず単繊維の断面積を測定し、その面積を仮に断面が円の場合の面積とする。その面積から直径を算出することによって単繊維直径を求めるものである。単繊維繊度の平均値は、以下のようにして求める。まず、単繊維直径をnm単位で小数点の一桁目まで測定し、小数点以下を四捨五入する。その単繊維直径から単繊維繊度を算出し、単純な平均値を求め「数平均による単繊維繊度」とする。
【0030】
本発明のシート状物の構成としては、数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの極細繊維不織布(A)だけでなく、単繊維繊度が1×10-8〜2.3×10-3dtexの範囲にある極細繊維と単繊維繊度が0.1〜10.0dtexの範囲にある太繊維から構成されている布帛(B)とをそれぞれ一枚以上を積層してなることが重要である。すなわち、布帛(B)が単繊維繊度1×10-8〜2.3×10-3dtexの範囲にある繊維を含むことで該極細繊維不織布(A)と同レベルの極細繊維を含むこととなり、該極細繊維を発現する減量加工時に、極細繊維不織布(A)と該布帛(B)の極細繊維が絡み合うことで、該極細繊維不織布(A)と布帛(B)のシート収縮率の差異により生じる層間剥離を防ぐことができる。さらに該極細繊維不織布(A)により構成される少なくとも一方への表面において、単繊維繊度が0.1〜10.0dtexの繊維、すなわち布帛(B)中の繊度が大なる繊維、が露出することを抑制することができる。
【0031】
また、布帛(B)が、単繊維繊度が0.1〜10.0dtex(ナイロン6(比重1.14g/cm3)の場合では3〜34μm程度)の範囲の繊維を含むことにより、極細繊維のみでは成し得ない効果が発現できる。すなわち、0.1dtex以上とすることで不織布に寸法安定性、耐久性を付与することができ、10.0dtex以下とすることでWJPで絡合が進みやすく加工性が容易となるためである。より好ましくは、0.2dtex以上であり、また、より好ましくは、9.0dtex以下、さらに好ましくは、8.0dtex以下である。布帛(B)の構成繊維の単繊維繊度の測定方法は、1×10-8〜2.3×10-3dtexの範囲については、前述した極細繊維と、単繊維繊度が0.1〜10.0dtexの範囲については、前述したポリマーアロイ繊維と同様の手順にて求めることができる。
【0032】
本発明でいう布帛(B)とは、短繊維不織布、長繊維不織布、織編物などを指し、単繊維繊度が単繊維繊度が0.1〜10.0dtexの繊維と1×10-8〜2.3×10-3dtexの極細繊維を含む構成とする必要がある。製造方法の例をあげると、短繊維不織布であれば、海島構造の繊維において、海をポリマーアロイとすること、長繊維不織布であれば、芯鞘型の繊維において、鞘にポリマーアロイを用いること、あるいは分割型において、一方にポリマーアロイを用いることでそれぞれ減量加工により極細繊維を発現した場合、単繊維繊度が0.1〜10.0dtexの繊維と数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲であるものを同時に含む布帛が製造できるものである。中でも長繊維不織布の芯鞘型については、短繊維不織布に比べて力学的強力が高く、また極細繊維不織布(A)との絡合処理においても繊維の移動が少なく、さらに鞘に極細繊維を配することで単繊維繊度が0.1〜10.0dtexの繊維の表面露出を抑制することができるため、好ましいものである。
【0033】
なお、短繊維不織布や長繊維不織布とする方法自体は、通常の方法を用いることができる。
【0034】
本発明のシート状物は、少なくとも一方の表面が極細繊維不織布(A)で構成され、該表面における単繊維繊度が0.1〜10.0dtexの繊維の露出が0〜30本/mm2の範囲であることが好ましく、より好ましくは0〜25本/mm2、さらに好ましくは0〜20本/mm2である。露出が0〜30本/mm2であれば極細繊維の特性を充分に発揮させることができるためである。
【0035】
ここで、表面の極細繊維不織布(A)における布帛(B)を構成する単繊維繊度が0.1〜10.0dtexの繊維の露出本数の測定方法は以下のとおりである。まず、極細繊維で構成される少なくとも一方の表面について、幅方向に均等な位置から5mm2で10個のサンプルを作製し、SEMで観察、倍率1000倍で約0.01mm2の範囲を1個のサンプルに付き無作為に10枚撮影する。そして、計100枚の撮影画像から繊維径が1〜500nmの極細繊維を越える他の繊維の本数を数える。このとき、表面に露出した繊維についてのみカウントするものとし、表面に穴が空いていて画像の奥に見えるものはカウントしない。カウントした布帛(B)の繊維本数を1mm2当たりの極細繊維不織布(A)により構成される表面の布帛(B)の繊維露出本数とする。
【0036】
本発明のシート状物の構造としては、極細繊維不織布(A)と布帛(B)との積層型の構造体であることが好ましい。
【0037】
ここでいう積層型とは、極細繊維よりも単繊維繊度が大きい繊維を含む布帛(B)の上に極細繊維不織布(A)または極細繊維不織布(A)の前駆体であるポリマーアロイ不織布をウェブ形成時に積層する、あるいは極細繊維不織布(A)または極細繊維不織布(A)の前駆体であるポリマーアロイ不織布と布帛(B)を定法により別々に作製し、重ね合わせて積層することを指す。
【0038】
本発明の極細繊維不織布(A)と布帛(B)をそれぞれ一枚以上積層してなるシート状物の形態としては、少なくとも一方の表面が極細繊維不織布(A)により構成されていることが必要である以外は、特に限定されるものではない。例えば、一方の表面のみを極細繊維不織布(A)としたい場合は、極細繊維不織布(A)と布帛(B)の2枚積層、あるいは両面を極細繊維不織布(A)としたい場合は、極細繊維不織布(A)を表裏層、布帛(B)を中間層とした3枚積層とすることができる。さらに強度を必要とする場合は、布帛(B)の積層枚数を増やす等、適宜選択できるものである。
【0039】
該極細繊維不織布(A)と布帛(B)を少なくとも一枚以上積層したのち一体化する方法としては、例えば、エンボスロールにより熱接着する、あるいはニードルパンチや高圧水流で絡合させる方法等から適宜選択できるものであるが、表面平滑性、風合い、他の繊維の表面露出の点から高圧水流により一体化される方法、特にウォータージェットパンチにより絡合・一体化する方法が好ましいものである。
【0040】
本発明のシート状物においては、少なくとも一方の表面を構成する極細繊維不織布(A)の目付が、20g/m2以上であることが好ましく、より好ましくは30g/m2以上、さらに好ましくは40g/m2以上である。また、100g/m2以下であることが好ましく、より好ましくは90g/m2以下、さらに好ましくは80g/m2以下である。極細繊維不織布(A)の目付を20g/m2以上とすることで極細繊維不織布(A)により構成される表面において、布帛(B)中の単繊維繊度0.1〜10.0dtexの繊維の表面露出を30本/mm2以下にすることが可能となり、100g/m2以下とすることで単繊維繊度0.1〜10.0dtexの繊維の表面露出を0本/mm2に近付けることが出来る。また100g/m2よりも目付を高くした場合、極細繊維不織布(A)と布帛(B)の絡合が不十分となり、繊維の脱落が生じ、脱落した箇所において布帛(B)の太い繊維が露出しやすいものとなる。また極細繊維が多いことから風合いが硬くなる傾向となるため好ましくない。布帛(B)の目付については、特に限定されるものでは無く、目的とする用途の要求特性(厚み、風合い等)に合わせ設定できるものであるが、貼り合わせる加工性の点から、10〜400g/m2が好ましい範囲である。
【0041】
なお、目付はJIS L1096 8.4.2(2000年度版)の方法で測定した値をいう。
【0042】
また、本発明のシート状物は、引張強力が5.0N/cm以上であることが好ましい。5.0N/cm未満であると、例えば研磨布として用いる際に破断する等の不都合が生じる場合がある。好ましくは10N/cm以上、より好ましくは20N/cm以上である。
また上限は特に限定されるものではないが、一般的に強力が高くなると不織布は硬くなる傾向となり、成形性も悪くなる点を考慮すると500N/cm以下である。
【0043】
なお、引張強力はJIS L1906(2000年度版)の5.3.1に準じ、サンプルサイズ5×30cm、つかみ間隔20cm、引張速度10cm/minの条件でシート縦方向で3点の引張試験を行い、サンプルが破断した時の強力を測定し、得られた値から求めた幅1cm当たりのタテ引張強力(単位;N/cm)をいう。
【0044】
次に、本発明のシート状物の製造方法について詳細に説明する。
【0045】
本発明のシート状物は、例えば以下の工程により得られる。すなわち、2種類以上の溶剤に対する溶解性の異なるポリマーをアロイ化したポリマーアロイ溶融体を用い極細繊維不織布(A)の前駆体であるポリマーアロイ不織布を作製する工程、該ポリマーアロイ不織布と布帛(B)とを絡合処理により一体化する工程、一体化したシート状物から易溶性ポリマーを溶解除去することにより極細繊維発生加工を行う工程である。
数平均による単繊維繊度が1×10-8〜2.3〜10-3dtexである極細繊維から直接不織布を製造するのは困難なので、前述のように、まず、2種類以上の溶剤に対する溶解性の異なるポリマーをアロイ化したポリマーアロイ溶融体を用いて得たポリマーアロイ繊維でポリマーアロイ繊維からなる不織布を製造し、このポリマーアロイ繊維から極細繊維を発生させるという工程を経て、極細繊維不織布(A)を得る。
【0046】
本発明においてポリマーアロイ繊維からなる不織布としては、ポリマーアロイ原綿から作製される短繊維不織布、あるいはスパンボンドやメルトブロー法などの長繊維不織布等が挙げられるが、長繊維不織布が好ましく用いられるものである。中でも、得られる不織布の引張強力や製造コストなどの点からスパンボンド法が好ましいものである。短繊維で構成されるポリマーアロイ繊維不織布で実施した場合、海成分の溶出時に発現される極細繊維の脱落が生じやすく、また脱落した箇所からは、布帛(B)を構成する単繊維繊度0.1〜10.0dtexの繊維が極細繊維不織布(A)の表面に露出することになるために露出本数が増え、好ましくない傾向となる。一方、ポリマーアロイ繊維が長繊維である場合は、極細繊維の脱落が非常に少ないものとなり、布帛(B)を構成する単繊維繊度0.1〜10.0dtexの繊維の表面露出を極めて少なくすることが可能となり、これによって極細繊維不織布(A)の表面における布帛(B)の単繊維繊度0.1〜10.0dtexの繊維の露出本数を0〜30本/mm2の範囲におさめることができる。
【0047】
スパンボンド法としては、特に限定されるのもではないが、溶融したポリマーをノズルより押し出して紡糸し、これを高速吸引ガスにより、好ましくは2000〜6000m/分の速度で吸引延伸した後、移動コンベア上に繊維を捕集して繊維ウェブとする方法を用いることができる。さらに連続的に熱接着、絡合等を施すことにより一体化された不織布を得る方法が好ましい。
【0048】
使用する口金についてはその形状から丸形や矩形の方法が知られているが、生産性、品位、目付ムラ等の観点から矩形が好ましい。
【0049】
ここで、作製される不織布は、2種類以上の溶剤に対する溶解性の異なるポリマーをアロイ化したポリマーアロイ溶融体を用いて得たポリマーアロイ繊維、すなわち、海成分を易溶解性ポリマー、島成分をナノファイバー前駆体である難溶解性ポリマーとした海島複合繊維により構成されるポリマーアロイ不織布である。
【0050】
本発明における布帛(B)の製造方法については、前述したように長繊維不織布が好ましく用いられ、中でも、得られる不織布の引張強力や製造コストなどの点からスパンボンド法が好ましいものである。また繊維の構造は、鞘に溶剤に対する溶解性の異なる2種類以上のポリマーをアロイ化したポリマーアロイ溶融体を用いた芯鞘型、もしくは海に溶剤に対する溶解性の異なる2種類以上のポリマーをアロイ化したポリマーアロイ溶融体を用いた海島型とすることが好ましい。このような繊維を用いることにより、単繊維繊度1×10-8〜2.3×10-3dtexの範囲にある繊維と単繊維繊度0.1〜10.0dtexの範囲にある繊維から構成される布帛(B)を得ることができる。
【0051】
スパンボンド法としては、特に限定されるのもではなく、芯鞘型の口金を使用する以外は、前述したポリマーアロイ長繊維不織布と同様にして製造することができる。
【0052】
次に、絡合処理により一体化する工程について説明する。この工程においては、前述したように重要となるのが極細繊維不織布(A)の前駆体であるポリマーアロイ不織布時に単繊維繊度0.1〜10.0dtexの繊維を含む布帛(B)を積層し、一体化することである。この効果については、前述した大きい繊維の表面露出の抑制の他に、ポリマーアロイ長繊維不織布時に布帛を十分に絡合することで、層間剥離を防ぎ、力学的強力を発現させ、さらにポリマーアロイ繊維が他の繊維により固定されていることから、ポリマーアロイ繊維の海成分を溶出除去した時に島成分である極細繊維の凝集を阻害し、極細繊維が分散した状態で存在しやすい傾向となるものである。
【0053】
仮に、極細繊維不織布(A)に直接布帛(B)を積層し、絡合処理を施した場合、極細繊維不織布(A)で構成される表面において布帛(B)の単繊維繊度が0.1〜10.0dtexの繊維の表面露出が顕著なものとなり、また該表面において布帛(B)の単繊維繊度0.1〜10.0dtexの繊維の表面露出を抑えるために絡合処理を弱めた場合は、極細繊維不織布(A)と布帛(B)が剥離しやすいものとなるため好ましくないものとなる。
【0054】
絡合処理により一体化する方法としては、ニードルパンチ法やウォータジェットパンチ法などが選択できるが、ニードルパンチ法では、絡合する過程で繊維が切断し、厚み方向へ繊維が引き込まれやすく、布帛(B)の単繊維繊度0.1〜10.0dtexの繊維が極細繊維不織布(A)で構成される表面に露出しやすい傾向となるため、ウォータージェットパンチ法で行うことが好ましい。ただし、ポリマーアロイ繊維不織布、又は布帛(B)を絡合しやすいように繊維を解す、あるいはポリマーアロイ繊維不織布と布帛(B)を仮に一体化するための数百本/cm2程度の加工であればニードルパンチを行っても良い。
【0055】
ウオータージェットパンチング処理としては、水は柱状流の状態で行うことが好ましい。柱状流を得るには、通常、直径0.05〜3.0mmのノズルから圧力1〜60MPaで噴出させる方法が好適に用いられる。積層した不織布を効率的に絡合するための圧力としては、少なくとも1回は10MPa以上の圧力で処理することが好ましい。ウォータージェットパンチ処理後のポリマーアロイ繊維不織布の繊維密度は、表面繊維本数の緻密化の観点から、0.20g/cm3以上であることが好ましい。
【0056】
次に、ポリマーアロイ繊維から極細繊維を発現せしめる方法、すなわち、極細繊維発生加工は、除去する成分(易溶解性ポリマーからなる海成分)の種類によって異なるが、PEやポリスチレン等のポリオレフィンであれば、トルエンやトリクロロエチレン等の有機溶媒、PLAや共重合ポリエステルであれば、水酸化ナトリウム等のアルカリ水溶液で浸漬・窄液を行う方法を好ましく用いることができる。また生産効率、製造コストの観点から、該極細繊維不織布(A)と布帛(B)に使用される易溶解性ポリマーを同一のものとすることが、減量工程を簡略に出来るため、好ましいものである。
【0057】
また、極細繊維発生加工の際に極細繊維を不織布の表面に分散させ、本発明の不織布表面の緻密化、平滑化を達成するためには、極細繊維発生加工中、もしくは発生加工後、液中にて物理的刺激を加えることが重要である。物理的刺激としては特に限定されるものではないが、ウオータージェットパンチング処理などの高速流体流処理や、液流染色機、ウィンス染色機、ジッガー染色機、タンブラー、リラクサー等を用いた揉み処理、超音波処理等を適宜組み合わせて実施しても良い。
【0058】
また、風合いを向上させるためにさらに揉み加工などを施してもよく、さらに通常の織編物のように染色を行ってもよい。染色の方法としては特に限定されるものではないが、その成分に適した染色方法を採用することができる。具体的には、例えばポリエステル系繊維の場合は分散染料やカチオン染料、ポリアミド系繊維の場合には酸性染料、金属錯塩染料、反応染料等で染色することができる。また、特に液流染色機を用いて揉み加工を与えながら染色すると柔軟な風合いを得ることができる。
【0059】
以上の工程により、本発明のシート状物を製造することができる。
【0060】
本発明によって得られるシート状物、特に、少なくとも一方の表面が極細繊維不織布(A)で構成され、該表面における布帛(B)の単繊維繊度0.1〜10.0dtexの繊維の露出が0〜30本/mm2の範囲であるシート状物は、極細繊維の表面を有しながら、強力が充分で層間剥離が極めて少ないものであるため、インテリア用途(カーテン、カーペット、家具など)、車両内装用途(マット、カーシートなど)、生活資材(ワイピングクロス、化粧用品など)、産業資材用途(研磨布、フィルターなど)、メディカル用途(血液フィルター、体外循環カラムなど)等に好適に用いることができる。
【実施例】
【0061】
以下、実施例により、本発明をさらに具体的に説明するが、本発明はこれらに限定されるものではない。また実施例で用いた評価法とその測定条件について以下に説明する。
【0062】
(1)ポリマーの溶融粘度
東洋精機製作所(株)製キャピラログラフ1Bにより、ポリマーの溶融粘度を測定した。なお、サンプル投入から測定開始までのポリマーの貯留時間は10分とした。
【0063】
(2)融点
パーキンエルマー社(Perkin Elmaer) DSC−7を用いて2nd runでポリマーの溶融を示すピークトップ温度をポリマーの融点とした。このときの昇温速度は16℃/分、サンプル量は10mgとした。
【0064】
(3)TEMによるシート状物横断面観察
シート状物をエポキシ樹脂で包埋し、横断面方向に超薄切片を切り出して透過型電子顕微鏡(TEM)でシート状物横断面を観察した。また、必要に応じて金属染色を施した。
TEM装置 : (株)日立製作所製 H−7100FA型。
【0065】
(4)ポリマーアロイ繊維、また布帛を構成する繊維の数平均による単繊維繊度
ポリマーアロイ不織布、また布帛(B)の横断面をTEMあるいはSEMで倍率500〜1000倍で観察し、同一横断面内で無作為に抽出した50本以上の単繊維直径を測定する。測定は、TEMあるいはSEMによる不織布の横断面写真を画像処理ソフト(WINROOF)を用いて単繊維直径および繊度を求めるものであり、これを3ヶ所以上で行い、少なくとも合計150本以上の単繊維の直径を測定することで求められるものである。ポリマーアロイ繊維が異形断面の場合、まず単繊維の断面積を測定し、その面積を仮に断面が円の場合の面積とする。その面積から直径を算出することによって単繊維直径を求めるものである。単繊維繊度の平均値は、以下のようにして求める。まず、単繊維直径をnm単位で小数点の一桁目まで測定し、小数点以下を四捨五入する。その単繊維直径から単繊維繊度を算出し、単純な平均値を求める。本発明では、これを「数平均による単繊維繊度」とする。
【0066】
(5)極細繊維の数平均による単繊維繊度、直径
極細繊維不織布(A)、布帛(B)の横断面をTEMあるいはSEMで倍率20000倍以上で観察し、同一横断面内で無作為に抽出した50本以上の単繊維直径を測定する。測定は、TEMあるいはSEMによる不織布の横断面写真を画像処理ソフト(WINROOF)を用いて単繊維直径および繊度を求めるものであり、これを3ヶ所以上で行い、少なくとも合計150本以上の単繊維の直径を測定することで求められるものである。このとき、500nm(ナイロン6(比重1.14g/cm3)の場合では2.3×10-3dtex程度)を超える他の繊維は除き1〜500nmの単繊維直径のものだけを無作為に選び測定する。なお、極細繊維不織布(A)を構成する繊維が異形断面の場合、まず単繊維の断面積を測定し、その面積を仮に断面が円の場合の面積とする。その面積から直径を算出することによって単繊維直径を求めるものである。単繊維繊度の平均値は、以下のようにして求める。まず、単繊維直径をnm単位で小数点の一桁目まで測定し、小数点以下を四捨五入する。その単繊維直径から単繊維繊度を算出し、単純な平均値を求め、「数平均による単繊維繊度」とする。単繊維の数平均による直径についても同様の統計手法にて求める。
【0067】
(6)極細繊維不織布(A)により構成される表面の布帛(B)の繊維露出本数
極細繊維で構成される少なくとも一方の表面について、幅方向に均等な位置から5mm2で10個のサンプルを作製し、(株)キーエンス社製 VE−7800型SEMで観察、加速電圧20kV、ワーキングディスタンス20mm、倍率1000倍で約0.01mm2の範囲を1個のサンプルに付き無作為に10枚撮影し、計100枚の撮影画像から繊維径が1〜500nmの極細繊維を越える他の繊維の本数を数えるものである。このとき、表面に露出した繊維についてのみカウントするものとし、表面に穴が空いていて画像の奥に見えるものはカウントしないものとする。カウントした布帛(B)の繊維本数を1mm2当たりの極細繊維不織布(A)により構成される表面の布帛(B)の繊維露出本数とした。
【0068】
(7)目付、見掛け密度
目付はJIS L1096 8.4.2(2000年度版)の方法で測定した。また、厚みをダイヤルシックネスゲージ((株)尾崎製作所製 商品名“ピーコックH”)を用いて測定し、目付の値から計算により見掛け密度を求めた。また、極細繊維不織布(A)の目付については、ポリマーアロイ不織布の目付から、使用したポリマーアロイチップの重量比により算出した。
【0069】
(8)タテ引張強力
JIS L1906(2000年度版)の5.3.1に準じ、サンプルサイズ5×30cm、つかみ間隔20cm、引張速度10cm/minの条件でシート縦方向で3点の引張試験を行い、サンプルが破断した時の強力を測定し、得られた値から幅1cm当たりのタテ引張強力(単位;N/cm)を求めた。
【0070】
(9)シートの層間剥離
作製したシート状物の層間剥離について、シート表面の浮きシワ(剥離部分)が無いものについて合格とし、一部でも浮きシワが見られるものについては、不合格とした。
【0071】
(実施例1)
溶融粘度310poise(230℃、剪断速度121.6sec-1)、融点220℃のN6(40重量%)、と重量平均分子量12万、溶融粘度720poise(230℃、剪断速度121.6sec-1)、融点170℃のPLA(光学純度99.5%以上)(60重量%)を2軸押出混練機にて220℃で混練してポリマーアロイチップを得た。ここでPLAの重量平均分子量は、以下の方法を用いて求めた。すなわち、試料のクロロホルム溶液にテトラヒドロフランを混合し測定溶液とし、これをWaters社製ゲルパーミエーションクロマトグラフ(GPC)Waters2690を用いて、25℃で測定し、ポリスチレン換算で求めた。測定は各試料につき3点行い、その平均値を重量平均分子量とした。
【0072】
上記チップとを用いスパンボンド法により、丸形の繊維断面となる矩形口金を用い、単孔吐出0.55g/分/holeの条件にて紡糸温度245℃で細孔より紡出した後、チムニーで冷却しながら、エジェクターにより紡糸速度3600m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.17MPaとした。ネットコンベアー上に捕集した捕集シートを温度80℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度1.53dtex、目付100g/m2(海成分溶出時の目付40g/m2)の仮セットシートを得た。
【0073】
また、積層する布帛として、スパンボンド法にて、丸形の芯鞘繊維断面となる矩形口金を使用し、芯成分を共重合成分としてイソフタル酸を35モル%含有し、融点が160℃であるポリブチレンテレフタレート樹脂を、鞘成分に上記仮セットシートの作製で使用したNy/PLA(重量比4:6)のポリマーアロイを使用し、芯鞘比を6:4とし、単孔吐出量を0.83g/min/holeの条件とした。このポリマーを紡糸温度245℃で細孔より紡出した後、チムニーで冷却しながら、エジェクターにより紡糸速度3500m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.20MPaとした。ネットコンベアー上に捕集した捕集シートを温度80℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度2.74dtex、目付100g/m2(海成分溶出時の目付74g/m2)のPBT/ポリマーアロイ芯鞘仮セットシートを得た。
【0074】
次に、積層および絡合処理として該ポリマーアロイ不織布の上に該布帛を重ね、さらにその上に同様のポリマーアロイ不織布を重ねた3枚構成の不織布をノズルが孔径0.10mm、ピッチ0.1mmであるウォータージェットパンチ(WJP)を用い、加工速度1m/分にて、表裏を交互に表12MPa、裏12MPa、表10MPa、裏4MPaの4回打ちを行った。得られた不織布は、絡合が充分進み、層間剥離が無い良好な3枚積層の不織布が得られた。得られた不織布の見掛け密度は0.24g/cm3であった。
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0075】
(実施例2)
実施例1で用いた数平均による単繊維繊度1.53dtex、目付100g/m2(海成分溶出時の目付74g/m2)の仮セットシートと同じく実施例1で用いた数平均による単繊維繊度2.74dtex、目付100g/m2(海成分溶出時の目付40g/m2)のPBT/ナノアロイ芯鞘仮セットシートの2つのシートを積層し、実施例1と同様のノズルをWJPマシンにて、加工速度1m/分でポリマーアロイ不織布側を表面とし、表10MPa、裏10MPa、表10MPa、裏4MPaの4回打ちを行った。得られた不織布はポリマーアロイ不織布と布帛の絡合が充分進み、層間剥離も無く、良好な不織布であった。また、得られた不織布の見掛け密度は0.26g/cm3であった。
【0076】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0077】
(実施例3)
溶融粘度530poise(262℃、剪断速度121.6sec-1)、融点220℃のN6(30重量%)と溶融粘度3100poise(262℃、剪断速度121.6sec-1)、融点225℃のイソフタル酸を8mol%、ビスフェノールAを4mol%共重合した融点225℃の共重合PET(70重量%)を2軸押出混練機にて260℃で混練してポリマーアロイチップを得た。
【0078】
上記ポリマーアロイチップをスパンボンド法にて、丸形の繊維断面となる矩形口金を用い、単孔吐出0.55g/分/holeの条件で紡糸温度245℃にて細孔より紡出した後、エジェクターにより紡糸速度4400m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.20MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度1.25dtex、目付150g/m2(海成分溶出時の目付45g/m2)の仮セットシートを得た。
【0079】
また、積層する布帛として、丸形の芯鞘繊維断面となる矩形口金を用い、芯成分を共重合成分としてイソフタル酸を10モル%含有し、融点が211℃であるポリブチレンテレフタレート樹脂を、鞘成分に上記仮セットシートの作製で使用したNy/PET(重量比3:7)のポリマーアロイを使用し、芯鞘比を7:3とし、単孔吐出量を0.83g/min/holeの条件とした。このポリマーを紡糸温度245℃で細孔より紡出した後、チムニーで冷却しながら、エジェクターにより紡糸速度3700m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.18MPaとした。ネットコンベアー上に捕集した捕集シートを温度80℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度2.22dtex、目付100g/m2(海成分溶出時の目付79g/m2)のPBT/ポリマーアロイ芯鞘仮セットシートを得た。
【0080】
積層および絡合処理として該ポリマーアロイ不織布の上に該布帛を重ね、さらにその上に同様のポリマーアロイ不織布を重ねた3枚構成の不織布となるようにWJPマシンにて、加工速度1m/分で表10MPa、裏10MPa、表15MPa、裏15MPa、表15MPa、裏4MPaの6回打ちを行った。得られた不織布はポリマーアロイ不織布とPBT/ポリマーアロイ不織布の絡合が充分進み、層間剥離も無く、良好な不織布であった。また、得られた不織布の見掛け密度は0.29g/cm3であった。
【0081】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0082】
(実施例4)
実施例1で用いたN6/PLA=40/60のポリマーアロイチップを用い、スパンボンド法により、実施例1と同様の繊維断面が丸形の矩形口金を用い、単孔吐出0.83g/分/holeの条件にて紡糸温度240℃で細孔より紡出した後、エジェクターにより紡糸速度3700m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.20MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度2.25dtex、目付50g/m2(海成分溶出時の目付20g/m2)の仮セットシートを得た。
【0083】
また、積層する布帛として、中空花弁型24分割の繊維断面となる矩形口金を用い、第1成分を上記ポリマーアロイチップとし、第2成分を実施例1で使用したPBT樹脂を混合比1:1となるように使用し、単孔吐出2.2g/分/holeの条件にて紡糸温度240℃で細孔より紡出した後、エジェクターにより紡糸速度3700m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.25MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、単繊維繊度6.0dtex(分割後0.25dtex)、中空率9%、目付150g/m2(海成分溶出時の目付120g/m2)の仮セットシートを得た。
【0084】
積層および絡合処理として、作製したポリマーアロイ不織布と布帛を実施例1と同様にポリマーアロイ不織布を表裏層に、布帛を中間層に配した3枚積層のシート状物となるようにWJPマシンにて、加工速度1m/分で表10MPa、裏10MPa、表20MPa、裏4MPaの4回打ちを行った。得られたシート状物はポリマーアロイ不織布と織物の絡合が充分進み、層間剥離も無く、良好なシート状物であった。また得られたシート状物の見掛け密度は0.29g/cm3であった。
【0085】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0086】
(実施例5)
実施例1で使用したN6/PLA=40/60からなる数平均による単繊維繊度1.53dtex、目付100g/m2のポリマーアロイ不織布とPBT/ポリマーアロイ芯鞘不織布からなる数平均による単繊維繊度2.74dtex、目付100g/m2をポリマーアロイ不織布が表裏層、PBT/ポリマーアロイ芯鞘不織布が中間層となるように3枚に重ねて、油剤(SM7060:東レ・ダウコーニング・シリコーン株式会社製)を繊維重量に対し2重量%付与し、バーブ数1、バーブ深さ0.06mmのニードルを用いて、ニードルパンチを3500本/cm2施すことで絡合不織布を得た。得られた不織布は層間剥離も無く、良好な不織布を得た。得られた不織布の見掛け密度は0.23g/cm3であった。
【0087】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0088】
(実施例6)
実施例1にて用いたN6/PLA=40/60のポリマーアロイを用い、実施例1と同様の丸形の矩形口金を用い、スパンボンド法により、単孔吐出0.55g/分/holeの条件にて紡糸温度245℃で細孔より紡出した後、エジェクターにより紡糸速度4000m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.22MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度1.37dtex、目付30g/m2(海成分溶出時の目付12g/m2)のポリマーアロイ不織布の仮セットシートを得た。
【0089】
このポリマーアロイ不織布と実施例3と同様の数平均による単繊維繊度2.22dtex、目付100g/m2のPBT/ポリマーアロイ芯鞘不織布をポリマーアロイ不織布が表裏層、PET不織布が中間層となるよう3枚に重ねて、実施例1と同様のノズルを配したWJPマシンにて、加工速度1m/分で表10MPa、裏10MPa、表20MPa、裏20MPa、表20MPa、裏4MPaの6回打ちを行った。得られた不織布はポリマーアロイ不織布と織物の絡合が充分進み、層間剥離も無く、良好な不織布であった。また得られた不織布の見掛け密度は0.27g/cm3であった。
【0090】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0091】
(比較例1)
実施例1にて用いたN6/PLA=40/60のポリマーアロイを用い、実施例1と同様の丸形の矩形口金を用い、スパンボンド法により、単孔吐出0.55g/分/holeの条件にて紡糸温度245℃で細孔より紡出した後、エジェクターにより紡糸速度3900m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.20MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度1.41dtex、目付300g/m2(海成分溶出時の目付120g/m2)の仮セットシートを得た。
【0092】
該仮セットシートに対し実施例1で用いたWJPマシンにて、表20MPa、裏(捕集時のネットコンベアーに接触していた面)20MPa、表20MPa、裏20MPa、表20MPa、裏20MPaの6回打ちを行った。得られた不織布はポリマーアロイ繊維が緻密化しており見掛け密度は0.26g/cm3であった。
【0093】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0094】
(比較例2)
実施例3にて用いたN6/PET=30/70のポリマーアロイを用い、実施例1と同様の丸形の矩形口金を用い、スパンボンド法により、単孔吐出4.33g/分/holeの条件にて紡糸温度245℃で細孔より紡出した後、エジェクターにより紡糸速度4000m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.22MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度10.83dtex、目付100g/m2(海成分溶出時の目付40g/m2)のポリマーアロイ不織布の仮セットシートを得た。
【0095】
このポリマーアロイ不織布と数平均による単繊維繊度2.42dtex、目付100g/m2のPBT単成分不織布をポリマーアロイ不織布が表裏層、PBT単成分不織布が中間層となるよう3枚に重ねて、実施例1と同様のノズルを配したWJPマシンにて、加工速度1m/分で表10MPa、裏10MPa、表20MPa、裏20MPa、表20MPa、裏4MPaの6回打ちを行った。得られた不織布はポリマーアロイ不織布とPBT単成分不織布の絡合が充分進み、層間剥離も無く、良好な不織布であった。また得られた不織布の見掛け密度は0.25g/cm3であった。
【0096】
得られた不織布に、80℃の2%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0097】
【表1】

【0098】
【表2】
【0099】
【表3】
【0100】
得られた不織布の特性は表1〜3に示した通りであるが、実施例1〜4の不織布は、極細繊維で構成される少なくとも一方の表面における布帛(B)の単繊維繊度1.0〜10.0dtexの繊維の露出が極めて少なく、極細繊維が支配的に表面を被覆し、さらにシートの層間剥離も無い良好な品位を有するものであった。
【0101】
一方、比較例1は、表1に示した通り、物性が非常に弱く、実用は困難であり、比較例2〜4は、布帛(B)の単繊維繊度が1.0〜10.0dtexの繊維の表面露出が非常に多く、また比較例2は、シート表面に浮きシワが多数見受けられ、層間剥離しているものであった。
【図面の簡単な説明】
【0102】
【図1】本発明の不織布の表面写真の一例である。
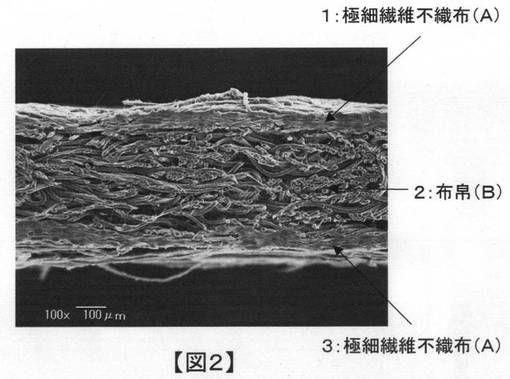
【図2】本発明の不織布の断面写真の一例である。
【符号の説明】
【0103】
1:極細繊維不織布(A)
2:布帛(B)
3:極細繊維不織布(A)
【技術分野】
【0001】
本発明は、極細繊維不織布と布帛を積層したシート状物およびその製造方法に関するものである。
【背景技術】
【0002】
ポリエチレンテレフタレート(PET)やポリブチレンテレフタレート(PBT)に代表されるポリエステルや、ナイロン6(N6)に代表されるポリアミドは適度な力学特性と耐熱性を有するため、これまで衣料用途や産業資材用途向け不織布の繊維として好適に用いられてきた。
【0003】
これらポリエステルやポリアミドを用い、繊維の断面形状の異形化や極細化による性能向上の検討も活発に行われており、代表的なものとして海島型複合紡糸技術を用いて得られた極細繊維からなるスエード調人工皮革が挙げられる。近年では、極細繊維を不織布に適用する試みが積極的に行われており、衣料用途、フィルター、ワイパーなどの資材用途に適用されてきた。衣料用途では更なる風合いの向上、資材用途では各種性能向上のため、さらなる極細繊維が切望されている。しかしながら、従来の海島型複合紡糸技術では単繊維繊度が10-3dtexオーダーが限界であり、上記ニーズに充分に応えられるレベルではなかった(特許文献1)。
【0004】
極細繊維を得る技術としてポリマーブレンド繊維を用いた方法が開示されており(特許文献2)、単繊維繊度は最も細いもので10-4dtexオーダーの超極細繊維が得られている。しかし、ここで得られる超極細繊維の単繊維繊度はポリマーブレンド繊維中での島ポリマーの分散状態で決定されるが、該公報で用いられるポリマーブレンド系では島ポリマーの分散が不十分であるため、得られる超極細繊維の単繊維繊度のばらつきは大きいものであった。
【0005】
ところで、不織布を構成する繊維を極細化する技術として、近年、脚光を浴びているものにエレクトロスピニングという技術がある(非特許文献1)。
【0006】
しかし、超極細繊維としてみた場合に不織布中の単繊維繊度に大きなばらつきがあった。このため、ビード(bead)の生成を抑制して繊維径を均一にしようという試みもなされているが、そのばらつきはいまだに大きいものであった。また、エレクトロスピニングで得られる不織布は繊維化の過程で溶媒が蒸発することで得られるため、その繊維は配向結晶化していない場合が多く、強度も通常の不織布に比べてごく弱いものであり、応用展開に大きな制約があった。さらに、エレクトロスピニングは製法としても大きな問題を抱えており、得られる不織布の大きさはせいぜい100cm2程度であること、また、生産量が最大でも数g/時間と通常の溶融紡糸に比べ非常に低いという問題があった。さらに、高電圧を必要とすること、また、有機溶媒や超極細繊維が空気中に浮遊するという問題があった。
【0007】
こうした背景において近年、繊度ばらつきが小さく、安定的に供給可能な超極細繊維を得る手段として、ナノオーダーで均一に微分散したポリマーアロイ繊維を用いたナノファイバーの検討が進められ、この繊維を極細繊維の周囲に配し、開繊性、形状安定性に優れたナノファイバー混繊糸が開示されている(特許文献3)。しかしながら、該極細繊維は単繊維繊度が10-5dtexオーダーであり、従来にないレベルの超極細繊維ではあるが、混繊糸であることから、布帛としたときに繊度の大きい繊維も多数表面に露出し、ナノファイバーの効果を充分に発揮できるものではなかった。
【0008】
また、ポリマーアロイ繊維から得られるナノファイバーからなる不織布の検討も進められ、超極細繊維とともに他の繊維を混在させることで強度を付与することが開示されている(特許文献4)。この技術は超極細繊維のみの不織布における強度不足を補うものであるが、ポリマーアロイ原綿と他の原綿を混ぜ合わせた混綿での製法が主であり、当然ながら他の繊維と極細繊維が表面に露出しているものであった。また一部にポリマーアロイ原綿により作製された不織布とPP原綿により作製された不織布を貼り合わせた後に減量加工し、超極細繊維不織布を得ると記載されているが、ポリマーアロイ不織布とPP不織布が共に短繊維であることから、極細繊維を発現させる際に、極細繊維の脱落が生じ、PP繊維の表面露出が発生するばかりか、品位に劣るものであった。したがって、この技術もナノファイバーの効果を充分に発揮できるものではなかった。
【特許文献1】特開2002−273650号公報
【特許文献2】特許第3457478号公報
【特許文献3】特開2005−23466号公報
【特許文献4】特開2005−256267号公報
【非特許文献1】Polymer、43巻、4403頁(2002年)
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、ナノイバーレベルの極細繊維で構成する極細繊維不織布と該極細繊維よりも単繊維繊度が大きい繊維を含む布帛を積層してなるシート状物において、少なくとも一方の表面をナノイバーレベルの極細繊維不織布とし、該表面において該極細繊維よりも単繊維繊度が大きい繊維の露出がきわめて少ない構成としながら、実用可能な強力を有し、従来の極細繊維では達成し得なかった優れた研磨特性やワイピング性、フィルター性能などを示すシート状物を提供することにある。
【課題を解決するための手段】
【0010】
本発明は上記目的を達成するため次の構成を有する。すなわち、
(1)数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲にある繊維から構成される極細繊維不織布(A)と布帛(B)とをそれぞれ一枚以上積層してなるシート状物であって、該シート状物の少なくとも一方の表面が該極細繊維不織布(A)で構成され、該布帛(B)が数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲にある繊維と0.1〜10.0dtexの範囲にある繊維から構成されていることを特徴とするシート状物。
【0011】
(2)該シート状物の少なくとも一方の表面が極細繊維不織布(A)で構成され、該表面における数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲を超える繊維の露出が0〜30本/mm2の範囲であることを特徴とする(1)記載のシート状物。
【0012】
(3)該シート状物の少なくとも一方の表面を構成する極細繊維不織布(A)の目付が20〜100g/m2であることを特徴とする(1)または(2)記載のシート状物。
【0013】
(4)引張強力が5.0N/cm以上であることを特徴とする(1)〜(3)いずれかに記載のシート状物。
【0014】
(5)前記極細繊維不織布(A)がポリマーアロイ長繊維不織布を前駆体とすることを特徴とする(1)〜(4)いずれかに記載のシート状物。
【0015】
(6)前記ポリマーアロイ長繊維不織布を構成する繊維の数平均による単繊維繊度が1.0〜5.0dtexであることを特徴とする(5)に記載のシート状物。
【0016】
(7)極細繊維不織布(A)の前駆体であるポリマーアロイ長繊維不織布と布帛(B)とをウォータージェットパンチにより絡合、一体化し、その後、ポリマーアロイ長繊維不織布(A)と布帛(B)を減量加工して極細繊維を発現することを特徴とする(1)〜(6)いずれかに記載のシート状物の製造方法。
【発明の効果】
【0017】
本発明は、極細繊維不織布と布帛の積層体であり、布帛が極細繊維と極細繊維よりも大きい繊維が混在した形で構成していることから、種々のようとにおいて実用可能な物性を有しており、また極細繊維不織布の表面において、極細繊維よりも大きい繊維の露出が極めて少ないため、極細繊維に依存する拭き取り性、研磨性等の効果を最大限に発揮できるシート状物を得ることができる。
【発明を実施するための最良の形態】
【0018】
以下本発明について詳細に説明する。
【0019】
本発明は前記課題について鋭意検討した結果、極細繊維不織布(A)と、該極細繊維不織布(A)と同レベルの単繊維繊度からなる繊維とそれよりも大きい他の繊維が混在して構成される布帛(B)とを、それぞれ一枚以上を用いて特定の製造方法により積層してシート状物を作製したところ、かかる課題を一気に解決することを見いだしたものである。
【0020】
すなわち、本発明のシート状物は、数平均による単繊維繊度が1×10-8〜2.3×10-3dtexである極細繊維不織布(A)と該単繊維繊度よりも大きい繊維を含む布帛(B)をそれぞれ一枚以上積層してなるシート状物である。尚、本発明でいう極細繊維とは、数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲内にある繊維のことをいい、形態的には単繊維がばらばらに分散したもの、単繊維が部分的に結合しているもの、複数の単繊維が凝集した集合体(例えば束状のもの)などの形態を呈するものであってもよく、すなわち、いわゆる繊維状の形態であればよく、その長短や断面形状になどにはこだわらないものである。
【0021】
該極細繊維の測定法としては、ナノファイバーレベルの極細繊維不織布(A)の横断面をTEMあるいはSEMで倍率20000倍以上で観察し、同一横断面内で無作為に抽出した50本以上の単繊維直径を測定する。測定は、TEMあるいはSEMによる不織布の横断面写真を画像処理ソフト(WINROOF)を用いて単繊維直径および繊度を求めるものであり、これを3ヶ所以上で行い、少なくとも合計150本以上の単繊維の直径を測定することで求められるものである。このとき、500nm(ナイロン6(比重1.14g/cm3)の場合では2.3×10-3dtex程度)を超える他の繊維は除き1〜500nmの単繊維直径のものだけを無作為に選び測定する。なお、極細繊維不織布(A)を構成する繊維が異形断面の場合、まず単繊維の断面積を測定し、その面積を仮に断面が円の場合の面積とする。その面積から直径を算出することによって単繊維直径を求めるものである。単繊維繊度の平均値は、以下のようにして求める。まず、単繊維直径をnm単位で小数点の一桁目まで測定し、小数点以下を四捨五入する。その単繊維直径から単繊維繊度を算出し、単純な平均値を求める。本発明では、これを「数平均による単繊維繊度」とする。
【0022】
本発明に用いられる極細繊維不織布(A)の数平均による単繊維繊度は、1×10-8〜2.3×10-3dtex(例えば、比重1.14g/cm3のN6の場合、繊維径にして1〜500nm程度)である。より好ましくは8.1×10-6dtex(比重1.14g/cm3のN6の場合、繊維径にして30nm程度)以上、さらに好ましくは1×10-8dtex(比重1.14g/cm3のN6の場合、繊維径にして50程度)以上である。また、より好ましくは3.6×10-4dtex(比重1.14g/cm3のN6の場合、繊維径にして200nm程度)以下、さらに好ましくは3.6×10-4dtex(比重1.14g/cm3のN6の場合、繊維径にして150nm程度)以下である。数平均による単繊維繊度が1×10-8〜2.3×10-3dtexであると従来の海島型複合紡糸による極細繊維に比べ1/10〜1/100という細さであり、従来の極細繊維では得られなかった緻密な表面感、平滑性をもち、研磨、ワイピング性能等に優れた不織布を得ることができる。
【0023】
また、本発明に用いられる極細繊維は熱可塑性ポリマーからなる繊維が好ましく、熱可塑性ポリマーとしては、ポリエステルやポリアミド、ポリオレフィン、ポリフェニレンスルフィド(PPS)等が挙げられるが、ポリエステルやポリアミドに代表される重縮合系ポリマーは融点が高いものが多く、より好ましい。ポリマーの融点は165℃以上であると、極細繊維の耐熱性が良好となるため好ましい。例えば、PETは255℃、N6は220℃、ポリ乳酸(PLA)は170℃である。また、ポリマーには粒子、難燃剤、帯電防止剤等の添加剤を含有させても良いし、ポリマーの性質を損なわない範囲で他の成分が共重合されていても良い。
【0024】
本発明の極細繊維不織布(A)を構成する数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの極細繊維はポリマーアロイ繊維から得ることができる。ここで数平均による単繊維繊度が1×10-8〜2.3〜10-3dtexの極細繊維の前駆体であるポリマーアロイ繊維は、2種類以上の溶剤に対する溶解性の異なるポリマーをアロイ化したポリマーアロイ溶融体を用いて得た海島型繊維であることが好ましい。このポリマーアロイ繊維中では易溶解性ポリマーが海(マトリックス)、難溶解性ポリマーが島(ドメイン)をなし、その島サイズを制御することが重要である。ここで、島サイズとは、ポリマーアロイ繊維の横断面を透過型電子顕微鏡(TEM)で観察し、直径換算で評価したものである。前駆体中での島サイズによりナノファイバーレベルの極細繊維の直径がほぼ決定されるため、島サイズの分布は極細繊維の直径分布に準じて設計される。このため、アロイ化するポリマーの混練が非常に重要であり、混練押出機や静止混練機等によって高混練することが好ましい。なお、単純なチップブレンド(特許文献2)では混練が不足するため、数十nmレベルで島を分散させることは困難である。
【0025】
具体的には、混練を行う際の目安としては、組み合わせるポリマーにもよるが、混練押出機を用いる場合には、2軸押出混練機を用いることが好ましく、静止混練器を用いる場合は、その分割数は100万以上とすることが好ましい。
【0026】
島ドメインを円形に近づけるためには、ポリマーの組み合わせも重要となる。島成分ポリマーと海成分ポリマーは非相溶であることが好ましいが、単なる非相溶ポリマーの組み合わせでは島成分ポリマーが充分超微分散化し難い。このため、組み合わせるポリマーの相溶性を最適化することが好ましいが、このための指標の一つが溶解度パラメーター(SP値)である。ここで、SP値とは(蒸発エネルギー/モル容積)1/2で定義される物質の凝集力を反映するパラメータであり、SP値が近いもの同士では相溶性が良いポリマーアロイが得られる可能性がある。SP値は種々のポリマーで知られているが、例えば「プラスチック・データブック」(旭化成アミダス株式会社/プラスチック編集部共編、189ページ等)に記載されている。2つのポリマーのSP値の差が1〜9(MJ/m3)1/2であると、非相溶化による島成分の円形化と超微分散化が両立させやすく好ましい。例えば、ナイロン6とポリエチレンテレフタレートはSP値の差が6(MJ/m3)1/2程度であり好ましい例であるが、ナイロン6とポリエチレン(PE)はSP値の差が11(MJ/m3)1/2程度であり好ましくない例として挙げられる。
【0027】
さらに、溶融粘度も重要であり、島を形成するポリマーの溶融粘度を海に比べて低く設定すると剪断力による島ポリマーの変形が起こりやすいため、島成分ポリマーの微分散化が進みやすく超極細化の観点からは好ましい。ただし、島成分ポリマーを過度に低粘度にすると海化しやすくなり、繊維全体に対するブレンド比を高くできないため、島成分ポリマー粘度は海成分ポリマー粘度の1/10以上とすることが好ましい。
【0028】
本発明における極細繊維の前駆体であるポリマーアロイ繊維の数平均による単繊維繊度は、1.0〜5.0dtexである。好ましくは4.0dtex以下、より好ましくは3.0dtex以下である。ポリマーアロイ繊維の数平均による単繊維繊度を1.0〜5.0dtexとすることでポリマーアロイ不織布とした場合に、単位面積当たりの繊維本数が多くなることで地合いが均一となり、海成分を除去して数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの極細繊維とした場合に布帛(B)の大きい繊維の表面露出を効率的に抑えることができるためである。
【0029】
ポリマーアロイ繊維の測定法としては、ポリマーアロイ不織布の横断面をTEMあるいはSEMで倍率1000倍で観察し、同一横断面内で無作為に抽出した50本以上の単繊維直径を測定する。測定は、TEMあるいはSEMによる不織布の横断面写真を画像処理ソフト(WINROOF)を用いて単繊維直径および繊度を求めるものであり、これを3ヶ所以上で行い、少なくとも合計150本以上の単繊維の直径を測定することで求められるものである。ポリマーアロイ繊維が異形断面の場合、まず単繊維の断面積を測定し、その面積を仮に断面が円の場合の面積とする。その面積から直径を算出することによって単繊維直径を求めるものである。単繊維繊度の平均値は、以下のようにして求める。まず、単繊維直径をnm単位で小数点の一桁目まで測定し、小数点以下を四捨五入する。その単繊維直径から単繊維繊度を算出し、単純な平均値を求め「数平均による単繊維繊度」とする。
【0030】
本発明のシート状物の構成としては、数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの極細繊維不織布(A)だけでなく、単繊維繊度が1×10-8〜2.3×10-3dtexの範囲にある極細繊維と単繊維繊度が0.1〜10.0dtexの範囲にある太繊維から構成されている布帛(B)とをそれぞれ一枚以上を積層してなることが重要である。すなわち、布帛(B)が単繊維繊度1×10-8〜2.3×10-3dtexの範囲にある繊維を含むことで該極細繊維不織布(A)と同レベルの極細繊維を含むこととなり、該極細繊維を発現する減量加工時に、極細繊維不織布(A)と該布帛(B)の極細繊維が絡み合うことで、該極細繊維不織布(A)と布帛(B)のシート収縮率の差異により生じる層間剥離を防ぐことができる。さらに該極細繊維不織布(A)により構成される少なくとも一方への表面において、単繊維繊度が0.1〜10.0dtexの繊維、すなわち布帛(B)中の繊度が大なる繊維、が露出することを抑制することができる。
【0031】
また、布帛(B)が、単繊維繊度が0.1〜10.0dtex(ナイロン6(比重1.14g/cm3)の場合では3〜34μm程度)の範囲の繊維を含むことにより、極細繊維のみでは成し得ない効果が発現できる。すなわち、0.1dtex以上とすることで不織布に寸法安定性、耐久性を付与することができ、10.0dtex以下とすることでWJPで絡合が進みやすく加工性が容易となるためである。より好ましくは、0.2dtex以上であり、また、より好ましくは、9.0dtex以下、さらに好ましくは、8.0dtex以下である。布帛(B)の構成繊維の単繊維繊度の測定方法は、1×10-8〜2.3×10-3dtexの範囲については、前述した極細繊維と、単繊維繊度が0.1〜10.0dtexの範囲については、前述したポリマーアロイ繊維と同様の手順にて求めることができる。
【0032】
本発明でいう布帛(B)とは、短繊維不織布、長繊維不織布、織編物などを指し、単繊維繊度が単繊維繊度が0.1〜10.0dtexの繊維と1×10-8〜2.3×10-3dtexの極細繊維を含む構成とする必要がある。製造方法の例をあげると、短繊維不織布であれば、海島構造の繊維において、海をポリマーアロイとすること、長繊維不織布であれば、芯鞘型の繊維において、鞘にポリマーアロイを用いること、あるいは分割型において、一方にポリマーアロイを用いることでそれぞれ減量加工により極細繊維を発現した場合、単繊維繊度が0.1〜10.0dtexの繊維と数平均による単繊維繊度が1×10-8〜2.3×10-3dtexの範囲であるものを同時に含む布帛が製造できるものである。中でも長繊維不織布の芯鞘型については、短繊維不織布に比べて力学的強力が高く、また極細繊維不織布(A)との絡合処理においても繊維の移動が少なく、さらに鞘に極細繊維を配することで単繊維繊度が0.1〜10.0dtexの繊維の表面露出を抑制することができるため、好ましいものである。
【0033】
なお、短繊維不織布や長繊維不織布とする方法自体は、通常の方法を用いることができる。
【0034】
本発明のシート状物は、少なくとも一方の表面が極細繊維不織布(A)で構成され、該表面における単繊維繊度が0.1〜10.0dtexの繊維の露出が0〜30本/mm2の範囲であることが好ましく、より好ましくは0〜25本/mm2、さらに好ましくは0〜20本/mm2である。露出が0〜30本/mm2であれば極細繊維の特性を充分に発揮させることができるためである。
【0035】
ここで、表面の極細繊維不織布(A)における布帛(B)を構成する単繊維繊度が0.1〜10.0dtexの繊維の露出本数の測定方法は以下のとおりである。まず、極細繊維で構成される少なくとも一方の表面について、幅方向に均等な位置から5mm2で10個のサンプルを作製し、SEMで観察、倍率1000倍で約0.01mm2の範囲を1個のサンプルに付き無作為に10枚撮影する。そして、計100枚の撮影画像から繊維径が1〜500nmの極細繊維を越える他の繊維の本数を数える。このとき、表面に露出した繊維についてのみカウントするものとし、表面に穴が空いていて画像の奥に見えるものはカウントしない。カウントした布帛(B)の繊維本数を1mm2当たりの極細繊維不織布(A)により構成される表面の布帛(B)の繊維露出本数とする。
【0036】
本発明のシート状物の構造としては、極細繊維不織布(A)と布帛(B)との積層型の構造体であることが好ましい。
【0037】
ここでいう積層型とは、極細繊維よりも単繊維繊度が大きい繊維を含む布帛(B)の上に極細繊維不織布(A)または極細繊維不織布(A)の前駆体であるポリマーアロイ不織布をウェブ形成時に積層する、あるいは極細繊維不織布(A)または極細繊維不織布(A)の前駆体であるポリマーアロイ不織布と布帛(B)を定法により別々に作製し、重ね合わせて積層することを指す。
【0038】
本発明の極細繊維不織布(A)と布帛(B)をそれぞれ一枚以上積層してなるシート状物の形態としては、少なくとも一方の表面が極細繊維不織布(A)により構成されていることが必要である以外は、特に限定されるものではない。例えば、一方の表面のみを極細繊維不織布(A)としたい場合は、極細繊維不織布(A)と布帛(B)の2枚積層、あるいは両面を極細繊維不織布(A)としたい場合は、極細繊維不織布(A)を表裏層、布帛(B)を中間層とした3枚積層とすることができる。さらに強度を必要とする場合は、布帛(B)の積層枚数を増やす等、適宜選択できるものである。
【0039】
該極細繊維不織布(A)と布帛(B)を少なくとも一枚以上積層したのち一体化する方法としては、例えば、エンボスロールにより熱接着する、あるいはニードルパンチや高圧水流で絡合させる方法等から適宜選択できるものであるが、表面平滑性、風合い、他の繊維の表面露出の点から高圧水流により一体化される方法、特にウォータージェットパンチにより絡合・一体化する方法が好ましいものである。
【0040】
本発明のシート状物においては、少なくとも一方の表面を構成する極細繊維不織布(A)の目付が、20g/m2以上であることが好ましく、より好ましくは30g/m2以上、さらに好ましくは40g/m2以上である。また、100g/m2以下であることが好ましく、より好ましくは90g/m2以下、さらに好ましくは80g/m2以下である。極細繊維不織布(A)の目付を20g/m2以上とすることで極細繊維不織布(A)により構成される表面において、布帛(B)中の単繊維繊度0.1〜10.0dtexの繊維の表面露出を30本/mm2以下にすることが可能となり、100g/m2以下とすることで単繊維繊度0.1〜10.0dtexの繊維の表面露出を0本/mm2に近付けることが出来る。また100g/m2よりも目付を高くした場合、極細繊維不織布(A)と布帛(B)の絡合が不十分となり、繊維の脱落が生じ、脱落した箇所において布帛(B)の太い繊維が露出しやすいものとなる。また極細繊維が多いことから風合いが硬くなる傾向となるため好ましくない。布帛(B)の目付については、特に限定されるものでは無く、目的とする用途の要求特性(厚み、風合い等)に合わせ設定できるものであるが、貼り合わせる加工性の点から、10〜400g/m2が好ましい範囲である。
【0041】
なお、目付はJIS L1096 8.4.2(2000年度版)の方法で測定した値をいう。
【0042】
また、本発明のシート状物は、引張強力が5.0N/cm以上であることが好ましい。5.0N/cm未満であると、例えば研磨布として用いる際に破断する等の不都合が生じる場合がある。好ましくは10N/cm以上、より好ましくは20N/cm以上である。
また上限は特に限定されるものではないが、一般的に強力が高くなると不織布は硬くなる傾向となり、成形性も悪くなる点を考慮すると500N/cm以下である。
【0043】
なお、引張強力はJIS L1906(2000年度版)の5.3.1に準じ、サンプルサイズ5×30cm、つかみ間隔20cm、引張速度10cm/minの条件でシート縦方向で3点の引張試験を行い、サンプルが破断した時の強力を測定し、得られた値から求めた幅1cm当たりのタテ引張強力(単位;N/cm)をいう。
【0044】
次に、本発明のシート状物の製造方法について詳細に説明する。
【0045】
本発明のシート状物は、例えば以下の工程により得られる。すなわち、2種類以上の溶剤に対する溶解性の異なるポリマーをアロイ化したポリマーアロイ溶融体を用い極細繊維不織布(A)の前駆体であるポリマーアロイ不織布を作製する工程、該ポリマーアロイ不織布と布帛(B)とを絡合処理により一体化する工程、一体化したシート状物から易溶性ポリマーを溶解除去することにより極細繊維発生加工を行う工程である。
数平均による単繊維繊度が1×10-8〜2.3〜10-3dtexである極細繊維から直接不織布を製造するのは困難なので、前述のように、まず、2種類以上の溶剤に対する溶解性の異なるポリマーをアロイ化したポリマーアロイ溶融体を用いて得たポリマーアロイ繊維でポリマーアロイ繊維からなる不織布を製造し、このポリマーアロイ繊維から極細繊維を発生させるという工程を経て、極細繊維不織布(A)を得る。
【0046】
本発明においてポリマーアロイ繊維からなる不織布としては、ポリマーアロイ原綿から作製される短繊維不織布、あるいはスパンボンドやメルトブロー法などの長繊維不織布等が挙げられるが、長繊維不織布が好ましく用いられるものである。中でも、得られる不織布の引張強力や製造コストなどの点からスパンボンド法が好ましいものである。短繊維で構成されるポリマーアロイ繊維不織布で実施した場合、海成分の溶出時に発現される極細繊維の脱落が生じやすく、また脱落した箇所からは、布帛(B)を構成する単繊維繊度0.1〜10.0dtexの繊維が極細繊維不織布(A)の表面に露出することになるために露出本数が増え、好ましくない傾向となる。一方、ポリマーアロイ繊維が長繊維である場合は、極細繊維の脱落が非常に少ないものとなり、布帛(B)を構成する単繊維繊度0.1〜10.0dtexの繊維の表面露出を極めて少なくすることが可能となり、これによって極細繊維不織布(A)の表面における布帛(B)の単繊維繊度0.1〜10.0dtexの繊維の露出本数を0〜30本/mm2の範囲におさめることができる。
【0047】
スパンボンド法としては、特に限定されるのもではないが、溶融したポリマーをノズルより押し出して紡糸し、これを高速吸引ガスにより、好ましくは2000〜6000m/分の速度で吸引延伸した後、移動コンベア上に繊維を捕集して繊維ウェブとする方法を用いることができる。さらに連続的に熱接着、絡合等を施すことにより一体化された不織布を得る方法が好ましい。
【0048】
使用する口金についてはその形状から丸形や矩形の方法が知られているが、生産性、品位、目付ムラ等の観点から矩形が好ましい。
【0049】
ここで、作製される不織布は、2種類以上の溶剤に対する溶解性の異なるポリマーをアロイ化したポリマーアロイ溶融体を用いて得たポリマーアロイ繊維、すなわち、海成分を易溶解性ポリマー、島成分をナノファイバー前駆体である難溶解性ポリマーとした海島複合繊維により構成されるポリマーアロイ不織布である。
【0050】
本発明における布帛(B)の製造方法については、前述したように長繊維不織布が好ましく用いられ、中でも、得られる不織布の引張強力や製造コストなどの点からスパンボンド法が好ましいものである。また繊維の構造は、鞘に溶剤に対する溶解性の異なる2種類以上のポリマーをアロイ化したポリマーアロイ溶融体を用いた芯鞘型、もしくは海に溶剤に対する溶解性の異なる2種類以上のポリマーをアロイ化したポリマーアロイ溶融体を用いた海島型とすることが好ましい。このような繊維を用いることにより、単繊維繊度1×10-8〜2.3×10-3dtexの範囲にある繊維と単繊維繊度0.1〜10.0dtexの範囲にある繊維から構成される布帛(B)を得ることができる。
【0051】
スパンボンド法としては、特に限定されるのもではなく、芯鞘型の口金を使用する以外は、前述したポリマーアロイ長繊維不織布と同様にして製造することができる。
【0052】
次に、絡合処理により一体化する工程について説明する。この工程においては、前述したように重要となるのが極細繊維不織布(A)の前駆体であるポリマーアロイ不織布時に単繊維繊度0.1〜10.0dtexの繊維を含む布帛(B)を積層し、一体化することである。この効果については、前述した大きい繊維の表面露出の抑制の他に、ポリマーアロイ長繊維不織布時に布帛を十分に絡合することで、層間剥離を防ぎ、力学的強力を発現させ、さらにポリマーアロイ繊維が他の繊維により固定されていることから、ポリマーアロイ繊維の海成分を溶出除去した時に島成分である極細繊維の凝集を阻害し、極細繊維が分散した状態で存在しやすい傾向となるものである。
【0053】
仮に、極細繊維不織布(A)に直接布帛(B)を積層し、絡合処理を施した場合、極細繊維不織布(A)で構成される表面において布帛(B)の単繊維繊度が0.1〜10.0dtexの繊維の表面露出が顕著なものとなり、また該表面において布帛(B)の単繊維繊度0.1〜10.0dtexの繊維の表面露出を抑えるために絡合処理を弱めた場合は、極細繊維不織布(A)と布帛(B)が剥離しやすいものとなるため好ましくないものとなる。
【0054】
絡合処理により一体化する方法としては、ニードルパンチ法やウォータジェットパンチ法などが選択できるが、ニードルパンチ法では、絡合する過程で繊維が切断し、厚み方向へ繊維が引き込まれやすく、布帛(B)の単繊維繊度0.1〜10.0dtexの繊維が極細繊維不織布(A)で構成される表面に露出しやすい傾向となるため、ウォータージェットパンチ法で行うことが好ましい。ただし、ポリマーアロイ繊維不織布、又は布帛(B)を絡合しやすいように繊維を解す、あるいはポリマーアロイ繊維不織布と布帛(B)を仮に一体化するための数百本/cm2程度の加工であればニードルパンチを行っても良い。
【0055】
ウオータージェットパンチング処理としては、水は柱状流の状態で行うことが好ましい。柱状流を得るには、通常、直径0.05〜3.0mmのノズルから圧力1〜60MPaで噴出させる方法が好適に用いられる。積層した不織布を効率的に絡合するための圧力としては、少なくとも1回は10MPa以上の圧力で処理することが好ましい。ウォータージェットパンチ処理後のポリマーアロイ繊維不織布の繊維密度は、表面繊維本数の緻密化の観点から、0.20g/cm3以上であることが好ましい。
【0056】
次に、ポリマーアロイ繊維から極細繊維を発現せしめる方法、すなわち、極細繊維発生加工は、除去する成分(易溶解性ポリマーからなる海成分)の種類によって異なるが、PEやポリスチレン等のポリオレフィンであれば、トルエンやトリクロロエチレン等の有機溶媒、PLAや共重合ポリエステルであれば、水酸化ナトリウム等のアルカリ水溶液で浸漬・窄液を行う方法を好ましく用いることができる。また生産効率、製造コストの観点から、該極細繊維不織布(A)と布帛(B)に使用される易溶解性ポリマーを同一のものとすることが、減量工程を簡略に出来るため、好ましいものである。
【0057】
また、極細繊維発生加工の際に極細繊維を不織布の表面に分散させ、本発明の不織布表面の緻密化、平滑化を達成するためには、極細繊維発生加工中、もしくは発生加工後、液中にて物理的刺激を加えることが重要である。物理的刺激としては特に限定されるものではないが、ウオータージェットパンチング処理などの高速流体流処理や、液流染色機、ウィンス染色機、ジッガー染色機、タンブラー、リラクサー等を用いた揉み処理、超音波処理等を適宜組み合わせて実施しても良い。
【0058】
また、風合いを向上させるためにさらに揉み加工などを施してもよく、さらに通常の織編物のように染色を行ってもよい。染色の方法としては特に限定されるものではないが、その成分に適した染色方法を採用することができる。具体的には、例えばポリエステル系繊維の場合は分散染料やカチオン染料、ポリアミド系繊維の場合には酸性染料、金属錯塩染料、反応染料等で染色することができる。また、特に液流染色機を用いて揉み加工を与えながら染色すると柔軟な風合いを得ることができる。
【0059】
以上の工程により、本発明のシート状物を製造することができる。
【0060】
本発明によって得られるシート状物、特に、少なくとも一方の表面が極細繊維不織布(A)で構成され、該表面における布帛(B)の単繊維繊度0.1〜10.0dtexの繊維の露出が0〜30本/mm2の範囲であるシート状物は、極細繊維の表面を有しながら、強力が充分で層間剥離が極めて少ないものであるため、インテリア用途(カーテン、カーペット、家具など)、車両内装用途(マット、カーシートなど)、生活資材(ワイピングクロス、化粧用品など)、産業資材用途(研磨布、フィルターなど)、メディカル用途(血液フィルター、体外循環カラムなど)等に好適に用いることができる。
【実施例】
【0061】
以下、実施例により、本発明をさらに具体的に説明するが、本発明はこれらに限定されるものではない。また実施例で用いた評価法とその測定条件について以下に説明する。
【0062】
(1)ポリマーの溶融粘度
東洋精機製作所(株)製キャピラログラフ1Bにより、ポリマーの溶融粘度を測定した。なお、サンプル投入から測定開始までのポリマーの貯留時間は10分とした。
【0063】
(2)融点
パーキンエルマー社(Perkin Elmaer) DSC−7を用いて2nd runでポリマーの溶融を示すピークトップ温度をポリマーの融点とした。このときの昇温速度は16℃/分、サンプル量は10mgとした。
【0064】
(3)TEMによるシート状物横断面観察
シート状物をエポキシ樹脂で包埋し、横断面方向に超薄切片を切り出して透過型電子顕微鏡(TEM)でシート状物横断面を観察した。また、必要に応じて金属染色を施した。
TEM装置 : (株)日立製作所製 H−7100FA型。
【0065】
(4)ポリマーアロイ繊維、また布帛を構成する繊維の数平均による単繊維繊度
ポリマーアロイ不織布、また布帛(B)の横断面をTEMあるいはSEMで倍率500〜1000倍で観察し、同一横断面内で無作為に抽出した50本以上の単繊維直径を測定する。測定は、TEMあるいはSEMによる不織布の横断面写真を画像処理ソフト(WINROOF)を用いて単繊維直径および繊度を求めるものであり、これを3ヶ所以上で行い、少なくとも合計150本以上の単繊維の直径を測定することで求められるものである。ポリマーアロイ繊維が異形断面の場合、まず単繊維の断面積を測定し、その面積を仮に断面が円の場合の面積とする。その面積から直径を算出することによって単繊維直径を求めるものである。単繊維繊度の平均値は、以下のようにして求める。まず、単繊維直径をnm単位で小数点の一桁目まで測定し、小数点以下を四捨五入する。その単繊維直径から単繊維繊度を算出し、単純な平均値を求める。本発明では、これを「数平均による単繊維繊度」とする。
【0066】
(5)極細繊維の数平均による単繊維繊度、直径
極細繊維不織布(A)、布帛(B)の横断面をTEMあるいはSEMで倍率20000倍以上で観察し、同一横断面内で無作為に抽出した50本以上の単繊維直径を測定する。測定は、TEMあるいはSEMによる不織布の横断面写真を画像処理ソフト(WINROOF)を用いて単繊維直径および繊度を求めるものであり、これを3ヶ所以上で行い、少なくとも合計150本以上の単繊維の直径を測定することで求められるものである。このとき、500nm(ナイロン6(比重1.14g/cm3)の場合では2.3×10-3dtex程度)を超える他の繊維は除き1〜500nmの単繊維直径のものだけを無作為に選び測定する。なお、極細繊維不織布(A)を構成する繊維が異形断面の場合、まず単繊維の断面積を測定し、その面積を仮に断面が円の場合の面積とする。その面積から直径を算出することによって単繊維直径を求めるものである。単繊維繊度の平均値は、以下のようにして求める。まず、単繊維直径をnm単位で小数点の一桁目まで測定し、小数点以下を四捨五入する。その単繊維直径から単繊維繊度を算出し、単純な平均値を求め、「数平均による単繊維繊度」とする。単繊維の数平均による直径についても同様の統計手法にて求める。
【0067】
(6)極細繊維不織布(A)により構成される表面の布帛(B)の繊維露出本数
極細繊維で構成される少なくとも一方の表面について、幅方向に均等な位置から5mm2で10個のサンプルを作製し、(株)キーエンス社製 VE−7800型SEMで観察、加速電圧20kV、ワーキングディスタンス20mm、倍率1000倍で約0.01mm2の範囲を1個のサンプルに付き無作為に10枚撮影し、計100枚の撮影画像から繊維径が1〜500nmの極細繊維を越える他の繊維の本数を数えるものである。このとき、表面に露出した繊維についてのみカウントするものとし、表面に穴が空いていて画像の奥に見えるものはカウントしないものとする。カウントした布帛(B)の繊維本数を1mm2当たりの極細繊維不織布(A)により構成される表面の布帛(B)の繊維露出本数とした。
【0068】
(7)目付、見掛け密度
目付はJIS L1096 8.4.2(2000年度版)の方法で測定した。また、厚みをダイヤルシックネスゲージ((株)尾崎製作所製 商品名“ピーコックH”)を用いて測定し、目付の値から計算により見掛け密度を求めた。また、極細繊維不織布(A)の目付については、ポリマーアロイ不織布の目付から、使用したポリマーアロイチップの重量比により算出した。
【0069】
(8)タテ引張強力
JIS L1906(2000年度版)の5.3.1に準じ、サンプルサイズ5×30cm、つかみ間隔20cm、引張速度10cm/minの条件でシート縦方向で3点の引張試験を行い、サンプルが破断した時の強力を測定し、得られた値から幅1cm当たりのタテ引張強力(単位;N/cm)を求めた。
【0070】
(9)シートの層間剥離
作製したシート状物の層間剥離について、シート表面の浮きシワ(剥離部分)が無いものについて合格とし、一部でも浮きシワが見られるものについては、不合格とした。
【0071】
(実施例1)
溶融粘度310poise(230℃、剪断速度121.6sec-1)、融点220℃のN6(40重量%)、と重量平均分子量12万、溶融粘度720poise(230℃、剪断速度121.6sec-1)、融点170℃のPLA(光学純度99.5%以上)(60重量%)を2軸押出混練機にて220℃で混練してポリマーアロイチップを得た。ここでPLAの重量平均分子量は、以下の方法を用いて求めた。すなわち、試料のクロロホルム溶液にテトラヒドロフランを混合し測定溶液とし、これをWaters社製ゲルパーミエーションクロマトグラフ(GPC)Waters2690を用いて、25℃で測定し、ポリスチレン換算で求めた。測定は各試料につき3点行い、その平均値を重量平均分子量とした。
【0072】
上記チップとを用いスパンボンド法により、丸形の繊維断面となる矩形口金を用い、単孔吐出0.55g/分/holeの条件にて紡糸温度245℃で細孔より紡出した後、チムニーで冷却しながら、エジェクターにより紡糸速度3600m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.17MPaとした。ネットコンベアー上に捕集した捕集シートを温度80℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度1.53dtex、目付100g/m2(海成分溶出時の目付40g/m2)の仮セットシートを得た。
【0073】
また、積層する布帛として、スパンボンド法にて、丸形の芯鞘繊維断面となる矩形口金を使用し、芯成分を共重合成分としてイソフタル酸を35モル%含有し、融点が160℃であるポリブチレンテレフタレート樹脂を、鞘成分に上記仮セットシートの作製で使用したNy/PLA(重量比4:6)のポリマーアロイを使用し、芯鞘比を6:4とし、単孔吐出量を0.83g/min/holeの条件とした。このポリマーを紡糸温度245℃で細孔より紡出した後、チムニーで冷却しながら、エジェクターにより紡糸速度3500m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.20MPaとした。ネットコンベアー上に捕集した捕集シートを温度80℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度2.74dtex、目付100g/m2(海成分溶出時の目付74g/m2)のPBT/ポリマーアロイ芯鞘仮セットシートを得た。
【0074】
次に、積層および絡合処理として該ポリマーアロイ不織布の上に該布帛を重ね、さらにその上に同様のポリマーアロイ不織布を重ねた3枚構成の不織布をノズルが孔径0.10mm、ピッチ0.1mmであるウォータージェットパンチ(WJP)を用い、加工速度1m/分にて、表裏を交互に表12MPa、裏12MPa、表10MPa、裏4MPaの4回打ちを行った。得られた不織布は、絡合が充分進み、層間剥離が無い良好な3枚積層の不織布が得られた。得られた不織布の見掛け密度は0.24g/cm3であった。
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0075】
(実施例2)
実施例1で用いた数平均による単繊維繊度1.53dtex、目付100g/m2(海成分溶出時の目付74g/m2)の仮セットシートと同じく実施例1で用いた数平均による単繊維繊度2.74dtex、目付100g/m2(海成分溶出時の目付40g/m2)のPBT/ナノアロイ芯鞘仮セットシートの2つのシートを積層し、実施例1と同様のノズルをWJPマシンにて、加工速度1m/分でポリマーアロイ不織布側を表面とし、表10MPa、裏10MPa、表10MPa、裏4MPaの4回打ちを行った。得られた不織布はポリマーアロイ不織布と布帛の絡合が充分進み、層間剥離も無く、良好な不織布であった。また、得られた不織布の見掛け密度は0.26g/cm3であった。
【0076】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0077】
(実施例3)
溶融粘度530poise(262℃、剪断速度121.6sec-1)、融点220℃のN6(30重量%)と溶融粘度3100poise(262℃、剪断速度121.6sec-1)、融点225℃のイソフタル酸を8mol%、ビスフェノールAを4mol%共重合した融点225℃の共重合PET(70重量%)を2軸押出混練機にて260℃で混練してポリマーアロイチップを得た。
【0078】
上記ポリマーアロイチップをスパンボンド法にて、丸形の繊維断面となる矩形口金を用い、単孔吐出0.55g/分/holeの条件で紡糸温度245℃にて細孔より紡出した後、エジェクターにより紡糸速度4400m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.20MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度1.25dtex、目付150g/m2(海成分溶出時の目付45g/m2)の仮セットシートを得た。
【0079】
また、積層する布帛として、丸形の芯鞘繊維断面となる矩形口金を用い、芯成分を共重合成分としてイソフタル酸を10モル%含有し、融点が211℃であるポリブチレンテレフタレート樹脂を、鞘成分に上記仮セットシートの作製で使用したNy/PET(重量比3:7)のポリマーアロイを使用し、芯鞘比を7:3とし、単孔吐出量を0.83g/min/holeの条件とした。このポリマーを紡糸温度245℃で細孔より紡出した後、チムニーで冷却しながら、エジェクターにより紡糸速度3700m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.18MPaとした。ネットコンベアー上に捕集した捕集シートを温度80℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度2.22dtex、目付100g/m2(海成分溶出時の目付79g/m2)のPBT/ポリマーアロイ芯鞘仮セットシートを得た。
【0080】
積層および絡合処理として該ポリマーアロイ不織布の上に該布帛を重ね、さらにその上に同様のポリマーアロイ不織布を重ねた3枚構成の不織布となるようにWJPマシンにて、加工速度1m/分で表10MPa、裏10MPa、表15MPa、裏15MPa、表15MPa、裏4MPaの6回打ちを行った。得られた不織布はポリマーアロイ不織布とPBT/ポリマーアロイ不織布の絡合が充分進み、層間剥離も無く、良好な不織布であった。また、得られた不織布の見掛け密度は0.29g/cm3であった。
【0081】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0082】
(実施例4)
実施例1で用いたN6/PLA=40/60のポリマーアロイチップを用い、スパンボンド法により、実施例1と同様の繊維断面が丸形の矩形口金を用い、単孔吐出0.83g/分/holeの条件にて紡糸温度240℃で細孔より紡出した後、エジェクターにより紡糸速度3700m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.20MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度2.25dtex、目付50g/m2(海成分溶出時の目付20g/m2)の仮セットシートを得た。
【0083】
また、積層する布帛として、中空花弁型24分割の繊維断面となる矩形口金を用い、第1成分を上記ポリマーアロイチップとし、第2成分を実施例1で使用したPBT樹脂を混合比1:1となるように使用し、単孔吐出2.2g/分/holeの条件にて紡糸温度240℃で細孔より紡出した後、エジェクターにより紡糸速度3700m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.25MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、単繊維繊度6.0dtex(分割後0.25dtex)、中空率9%、目付150g/m2(海成分溶出時の目付120g/m2)の仮セットシートを得た。
【0084】
積層および絡合処理として、作製したポリマーアロイ不織布と布帛を実施例1と同様にポリマーアロイ不織布を表裏層に、布帛を中間層に配した3枚積層のシート状物となるようにWJPマシンにて、加工速度1m/分で表10MPa、裏10MPa、表20MPa、裏4MPaの4回打ちを行った。得られたシート状物はポリマーアロイ不織布と織物の絡合が充分進み、層間剥離も無く、良好なシート状物であった。また得られたシート状物の見掛け密度は0.29g/cm3であった。
【0085】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0086】
(実施例5)
実施例1で使用したN6/PLA=40/60からなる数平均による単繊維繊度1.53dtex、目付100g/m2のポリマーアロイ不織布とPBT/ポリマーアロイ芯鞘不織布からなる数平均による単繊維繊度2.74dtex、目付100g/m2をポリマーアロイ不織布が表裏層、PBT/ポリマーアロイ芯鞘不織布が中間層となるように3枚に重ねて、油剤(SM7060:東レ・ダウコーニング・シリコーン株式会社製)を繊維重量に対し2重量%付与し、バーブ数1、バーブ深さ0.06mmのニードルを用いて、ニードルパンチを3500本/cm2施すことで絡合不織布を得た。得られた不織布は層間剥離も無く、良好な不織布を得た。得られた不織布の見掛け密度は0.23g/cm3であった。
【0087】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0088】
(実施例6)
実施例1にて用いたN6/PLA=40/60のポリマーアロイを用い、実施例1と同様の丸形の矩形口金を用い、スパンボンド法により、単孔吐出0.55g/分/holeの条件にて紡糸温度245℃で細孔より紡出した後、エジェクターにより紡糸速度4000m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.22MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度1.37dtex、目付30g/m2(海成分溶出時の目付12g/m2)のポリマーアロイ不織布の仮セットシートを得た。
【0089】
このポリマーアロイ不織布と実施例3と同様の数平均による単繊維繊度2.22dtex、目付100g/m2のPBT/ポリマーアロイ芯鞘不織布をポリマーアロイ不織布が表裏層、PET不織布が中間層となるよう3枚に重ねて、実施例1と同様のノズルを配したWJPマシンにて、加工速度1m/分で表10MPa、裏10MPa、表20MPa、裏20MPa、表20MPa、裏4MPaの6回打ちを行った。得られた不織布はポリマーアロイ不織布と織物の絡合が充分進み、層間剥離も無く、良好な不織布であった。また得られた不織布の見掛け密度は0.27g/cm3であった。
【0090】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0091】
(比較例1)
実施例1にて用いたN6/PLA=40/60のポリマーアロイを用い、実施例1と同様の丸形の矩形口金を用い、スパンボンド法により、単孔吐出0.55g/分/holeの条件にて紡糸温度245℃で細孔より紡出した後、エジェクターにより紡糸速度3900m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.20MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度1.41dtex、目付300g/m2(海成分溶出時の目付120g/m2)の仮セットシートを得た。
【0092】
該仮セットシートに対し実施例1で用いたWJPマシンにて、表20MPa、裏(捕集時のネットコンベアーに接触していた面)20MPa、表20MPa、裏20MPa、表20MPa、裏20MPaの6回打ちを行った。得られた不織布はポリマーアロイ繊維が緻密化しており見掛け密度は0.26g/cm3であった。
【0093】
得られた不織布に、80℃の3%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0094】
(比較例2)
実施例3にて用いたN6/PET=30/70のポリマーアロイを用い、実施例1と同様の丸形の矩形口金を用い、スパンボンド法により、単孔吐出4.33g/分/holeの条件にて紡糸温度245℃で細孔より紡出した後、エジェクターにより紡糸速度4000m/分で吸引下し、移動するネットコンベアー上に捕集した。このときのエジェクター圧は0.22MPaとした。ネットコンベアー上に捕集した捕集シートを温度90℃、線圧20kg/cmの条件にてカレンダープレス法で仮セットし、数平均による単繊維繊度10.83dtex、目付100g/m2(海成分溶出時の目付40g/m2)のポリマーアロイ不織布の仮セットシートを得た。
【0095】
このポリマーアロイ不織布と数平均による単繊維繊度2.42dtex、目付100g/m2のPBT単成分不織布をポリマーアロイ不織布が表裏層、PBT単成分不織布が中間層となるよう3枚に重ねて、実施例1と同様のノズルを配したWJPマシンにて、加工速度1m/分で表10MPa、裏10MPa、表20MPa、裏20MPa、表20MPa、裏4MPaの6回打ちを行った。得られた不織布はポリマーアロイ不織布とPBT単成分不織布の絡合が充分進み、層間剥離も無く、良好な不織布であった。また得られた不織布の見掛け密度は0.25g/cm3であった。
【0096】
得られた不織布に、80℃の2%水酸化ナトリウム水溶液にて60分処理し、熱風乾燥機で乾燥させることで、ポリマーアロイ繊維の海成分であるPLAを溶出させ、N6からなる極細繊維を発生させ、続いて該溶出工程を液流染色機中にて揉み処理を行うことにより、不織布に物理的刺激を付与し、表面に極細繊維を分散させた。結果を表1〜3に示す。
【0097】
【表1】
【0098】
【表2】
【0099】
【表3】
【0100】
得られた不織布の特性は表1〜3に示した通りであるが、実施例1〜4の不織布は、極細繊維で構成される少なくとも一方の表面における布帛(B)の単繊維繊度1.0〜10.0dtexの繊維の露出が極めて少なく、極細繊維が支配的に表面を被覆し、さらにシートの層間剥離も無い良好な品位を有するものであった。
【0101】
一方、比較例1は、表1に示した通り、物性が非常に弱く、実用は困難であり、比較例2〜4は、布帛(B)の単繊維繊度が1.0〜10.0dtexの繊維の表面露出が非常に多く、また比較例2は、シート表面に浮きシワが多数見受けられ、層間剥離しているものであった。
【図面の簡単な説明】
【0102】
【図1】本発明の不織布の表面写真の一例である。
【図2】本発明の不織布の断面写真の一例である。
【符号の説明】
【0103】
1:極細繊維不織布(A)
2:布帛(B)
3:極細繊維不織布(A)
【特許請求の範囲】
【請求項1】
極細繊維不織布(A)と布帛(B)とをそれぞれ一枚以上積層してなるシート状物であって、該シート状物の少なくとも一方の表面が該極細繊維不織布(A)で構成され、該布帛(B)が単繊維繊度1×10-8〜2.3×10-3dtexの範囲にある繊維と単繊維繊度0.1〜10.0dtexの範囲にある繊維から構成されていることを特徴とするシート状物。
【請求項2】
前記極細繊維不織布(A)で構成された表面において、単繊維繊度が0.1〜10.0dtexの範囲にある繊維の露出が0〜30本/mm2であることを特徴とする請求項1記載のシート状物。
【請求項3】
前記極細繊維不織布(A)の目付が20〜100g/m2であることを特徴とする請求項1または2記載のシート状物。
【請求項4】
引張強力が5.0N/cm以上であることを特徴とする請求項1〜3のいずれかに記載のシート状物。
【請求項5】
前記極細繊維不織布(A)がポリマーアロイ長繊維不織布を前駆体とすることを特徴とする請求項1〜4いずれかに記載のシート状物。
【請求項6】
前記ポリマーアロイ長繊維不織布を構成する繊維の数平均による単繊維繊度が1.0〜5.0dtexであることを特徴とする請求項5に記載のシート状物。
【請求項7】
前記極細繊維不織布(A)の前駆体であるポリマーアロイ長繊維不織布と布帛(B)とをウォータージェットパンチにより絡合、一体化し、その後、ポリマーアロイ長繊維不織布と布帛を減量加工して極細繊維を発現することを特徴とする請求項1〜6いずれかに記載のシート状物の製造方法。
【請求項1】
極細繊維不織布(A)と布帛(B)とをそれぞれ一枚以上積層してなるシート状物であって、該シート状物の少なくとも一方の表面が該極細繊維不織布(A)で構成され、該布帛(B)が単繊維繊度1×10-8〜2.3×10-3dtexの範囲にある繊維と単繊維繊度0.1〜10.0dtexの範囲にある繊維から構成されていることを特徴とするシート状物。
【請求項2】
前記極細繊維不織布(A)で構成された表面において、単繊維繊度が0.1〜10.0dtexの範囲にある繊維の露出が0〜30本/mm2であることを特徴とする請求項1記載のシート状物。
【請求項3】
前記極細繊維不織布(A)の目付が20〜100g/m2であることを特徴とする請求項1または2記載のシート状物。
【請求項4】
引張強力が5.0N/cm以上であることを特徴とする請求項1〜3のいずれかに記載のシート状物。
【請求項5】
前記極細繊維不織布(A)がポリマーアロイ長繊維不織布を前駆体とすることを特徴とする請求項1〜4いずれかに記載のシート状物。
【請求項6】
前記ポリマーアロイ長繊維不織布を構成する繊維の数平均による単繊維繊度が1.0〜5.0dtexであることを特徴とする請求項5に記載のシート状物。
【請求項7】
前記極細繊維不織布(A)の前駆体であるポリマーアロイ長繊維不織布と布帛(B)とをウォータージェットパンチにより絡合、一体化し、その後、ポリマーアロイ長繊維不織布と布帛を減量加工して極細繊維を発現することを特徴とする請求項1〜6いずれかに記載のシート状物の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2008−95226(P2008−95226A)
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願番号】特願2006−277314(P2006−277314)
【出願日】平成18年10月11日(2006.10.11)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願日】平成18年10月11日(2006.10.11)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]